
扇形切欠部を有するプログレッシブ・タイヤ成形要素および同成形要素により形成されるタイヤ
本発明の特定の実施形態は、扇形切欠部を有するプログレッシブ・サイプ成形部材と、タイヤトレッド内において形成された対応するサイプとを備える。特定の実施形態において、本発明は、成形モールド内で用いるためのプログレッシブ・サイプ成形部材を備え、この成形部材は、上端部から底端部へと下方に延長する上方成形部材と、第1下方突起部材および第2下方突起部材とを備え、この第1下方突起部材および第2下方突起部材のそれぞれは、上方成形部材から延長し、その内向き面上および外向き面上に凹陥部を有する。サイプ成形部材は、サイプ成形部材が所望の経路におけるうねりを有するスウィープ軸の他に、上方成形部材においてうねりを有してもよい。成形部材は、成形部材の形状の陰像を有するサイプをタイヤのトレッドにおいて形成する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、全般的には、タイヤトレッドおよび成形モールドに関し、さらに詳細には、タイヤ用の扇状切欠部を有するプログレッシブ・トレッド・サイプおよびプログレッシブ・トレッド・サイプを形成するための方法および装置に関する。
【背景技術】
【0002】
タイヤトレッドがタイヤ性能を向上させるために様々なトレッド要素およびトレッド特徴を備えることは、一般に知られている。また、これらの要素および特徴が硬化プロセス中に成形モールド内で形成され得ることも、一般に知られている。トレッドは、リトレッドに対する場合等は、形成および硬化が独立的に行われてもよく、または、取り付けられたタイヤカーカスに関しては、形成および硬化が同時に行われてもよい。したがって、請求項を含む本出願内における用語「成形」または「成形モールド」は、標準的な成形技術および装置の他にも、リトレッド技術および装置も含むものとして理解すべきである。
【0003】
溝およびサイプは、トレッド内において形成される一般的な2つのトレッド特徴である。溝は、リブおよびブロック等のトレッド要素を形成するために、トレッド内に形成される凹地である。サイプは、一般にトレッド要素内において延長するきわめて細い延長である。溝は、トレッド内において空隙を提供し、この空隙内に、タイヤが遭遇する水分やその他の物体が取り込まれる。溝は、タイヤのトラクションを向上させるための表面エッジも提供する。サイプもまた、トレッド要素の剛性を低下させる一方で、トラクションエッジを提供する。しかし、サイプは、一般に、トレッドの空隙を著しく増加させることはなく、それらの目的を達成する。これは、サイプがきわめて細い延長であるためである。サイプは、従来の直線的なサイプでは、通常、厚さが0.2〜0.6ミリメートル(約0.008〜0.024インチ)であるが、サイプは、1.0〜1.2ミリメートル(約0.040〜0.048インチ)を超える厚さとなり得る。しかし、空隙の形成および存在を最小限とするために、サイプの厚さを可能な限り薄くすることが望ましい。
【0004】
プログレッシブ・サイプは、一般に、トレッド外表面から、トレッド内の一定の深さにまで延長する上方サイプ部分を提供し、その後、1対の下方サイプ突起(または脚部)が第1部分からトレッドへと下方に延長する。下方突起の少なくとも1つは、トレッドの深さ方向に延長する一方で、他方から外側に向かって延長する。一般に、プログレッシブ・サイプは、米国特許第4,994,126号に全般的に示されるように、断面が逆「Y」字形となる。タイヤトレッドを成形する際、成形モールド形状または成形モールド部材が、係るトレッド内にプログレッシブ・サイプを形成するために用いられる。なお、ここで係る形成モールド部材は、形成されるべきサイプの断面形状を提供する。プログレッシブ・サイプは外側に向かって延長する突起を有するため、プログレッシブ・サイプ成形部材も同様の突起を含む。したがって、対応する成形モールド部材は、下方突起の存在のために、成形時および離型時に、一般的に高い荷重を経験する。成形操作および離型操作の間、サイプ成形部材は、型締めの際はトレッドに押し込まれ、型開きの際はトレッドから取り除かれる。したがって、プログレッシブ・サイプ成形部材は、複数の硬化サイクルにわたる反復使用、並びに成形操作および離型操作の間に観測される荷重に対して、十分耐え得る耐性を有さなければならない。
【0005】
より耐性の高いプログレッシブ・サイプ成型部材を提供するための1つのアプローチは、サイプ成形部材の様々な部分および突起に対応する形状の各部分の厚さを増すことである。しかし、その結果、サイプの厚さが増すこととなり、最適なタイヤ性能が損なわれ得る。したがって、タイヤトレッドにおいて十分に細いサイプを提供する、より耐性の高いサイプ成形部材が必要となる。
【0006】
一方、トレッド要素が接触パッチ(タイヤが道路に接触する部分であるため接触パッチと称される)に入る時点または出る時点においては、サイプによりトレッド要素の柔軟性が増加することが望ましいが、トレッド要素が接触パッチ内にある間においては、トレッド要素の剛性が可能な限り高くなるよう、サイプが固定され得ることも望ましい。これは、タイヤのハンドリングおよび走行抵抗を改善する。したがって、接触パッチと接触したら、トレッド要素の剛性を向上させるサイプをタイヤに形成する手段を提供するプログレッシブ・サイプ成形部材もまた必要である。残念ながら、サイプの成形および離型の改善と、ブロック剛性またはリブ剛性の向上の間には、一般に設計上のトレードオフが存在する。なぜなら、ブロックまたはリブの剛性を改善する設計上の特徴は、何らかの種類のアンダーカットおよび/または表面積の増加を伴うものであり、その結果、本質的に、摩擦がより大きくなり、サイプの成形および離型がより困難なものとなるからである。したがって、この設計上の妥協を切り離す解決策、より剛性が高いリブまたはブロックがプログレッシブ・サイプにより提供される解決策、しかもこのプログレッシブ・サイプの成形および離型が満足に行われるのを可能とする解決策を見出す必要がある。
【発明の概要】
【課題を解決するための手段】
【0007】
本発明の特定の実施形態は、トレッド要素が接触パッチ内にある間トレッド要素の剛性を向上させる手段を有する1つまたは複数のプログレッシブ・サイプを含むトレッドを有するタイヤの他に、係るトレッドを形成するための方法および装置も含む。本発明の特定の実施形態は、成形モールドにおいて用いられるサイプ成形部材を含む。係る成形部材の特定の実施形態は、上端部から底端部へと下方に延長する上方成形部材を備える。特定の実施形態は、第1下方突起部材および第2下方突起部材も備えてもよい。なお、それぞれの下方成形部材は、上方成形部材から下方に延長し、外向き面および内向き面を有してもよい。さらに、特定の実施形態は、第1下方突起部材が、表面上に凹陥部を有する外向き面および内向き面を有することを提供する。
【0008】
他の実施形態において、第1下方突起の外向き面上および内向き面上の凹陥部は、1つの表面上に配置される2つの凹陥部の間に他の表面上に配置される少なくとも1つの凹陥部が存在する状態の交互パターンを有する。加えて、これらの凹陥部は、サイプ成形部材の離型を助けるために、内側に少なくとも1つの斜面を有してもよい。成形部材は、スウィープ軸(sweep axis)を有し、そのスウィープ軸に沿ってサイプ成形部材がうねりを有する。また、上方形成部材もうねりを有してもよい。
【0009】
本発明の特定の実施形態は、1つまたは複数の溝により隔てられた複数のトレッド要素を備え、且つ1つのトレッド要素内に1つまたは複数のプログレッシブ・サイプを含む、成形されたタイヤトレッドを有するタイヤを含む。特定の実施形態において、係るサイプのそれぞれは、上方サイプ部分から延長する第1下方サイプ突起および第2下方サイプ突起を有し、これらの突起のそれぞれは、トレッド内において他方の突起から離間し、トレッド内において一定の深さまで延長し、前述の第1下方サイプ突起および第2下方サイプ突起が対向する側壁を有し、前述の第1下方サイプ突起はその対向する側壁上に隆起を有する。
【0010】
他の実施形態において、第1下方突起の対向する側壁上の隆起は、1つの側壁上に配置される2つの隆起の間に他の側壁上に配置される少なくとも1つの隆起が存在する状態の交互パターンを有する。加えて、タイヤのプログレッシブ・サイプはスウィープ軸を有し得、そのスウィープ軸に沿ってサイプは所望の経路においてうねりを有する。特定の例において、上方サイプ部分は、うねりを有する対向する側壁を有する。
【0011】
本発明に係る上記および他の目的、特徴、および特長は、同様の参照番号が本発明の同様の部品を示す添付の図面に例示される、以下の本発明に係る特定の実施形態に関するさらに詳細な説明から明らかになるであろう。
【図面の簡単な説明】
【0012】
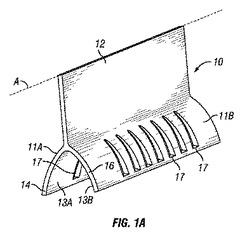
【図1A】本発明の実施形態に係る、扇形切欠部を有し、且つスウィープ軸に沿ううねりを有さないプログレッシブ・サイプ成形部材の上面斜視図である。
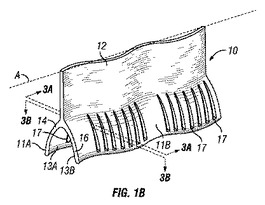
【図1B】本発明の実施形態に係る、扇形切欠部と、スウィープ軸に沿ううねりとを有するプログレッシブ・サイプ形成部材の上面斜視図である。
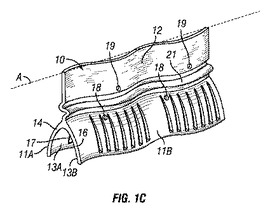
【図1C】本発明の実施形態に係る、扇形切欠部と、スウィープ軸に沿ううねりと、上方部材に沿ううねりとを有するプログレッシブ・サイプ成形部材の上面斜視図である。
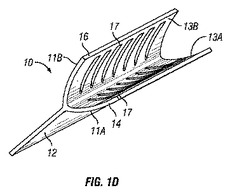
【図1D】図1Aに示す成形部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
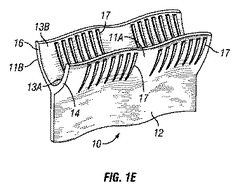
【図1E】図1Bに示す成形部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
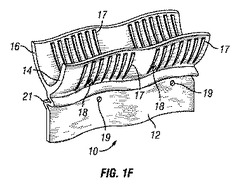
【図1F】図1Cに示す形成部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
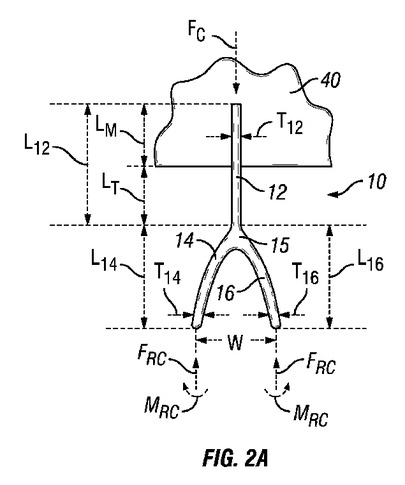
【図2A】硬化サイクルに先立つ成形モールドの型締め時に、図1Aに示す成形部材に対して作用する力を示す、係る成形部材の端面図である。
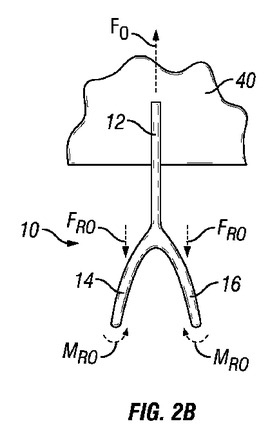
【図2B】硬化サイクル後の成形モールド型開き時に、図1Aに示す成形部材に対して作用する力を示す、係る成形部材の端面図である。
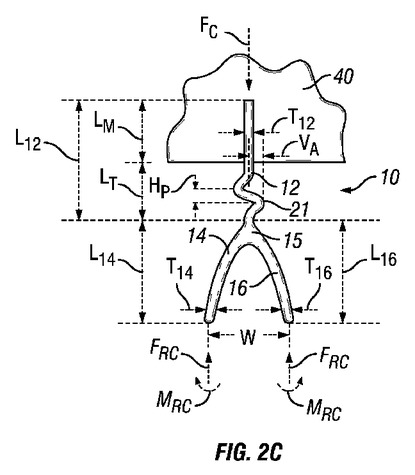
【図2C】硬化サイクルに先立つ成形モールド型締め時に図1Cに示す成形部材に対して作用する力を示す、係る形成部材の端面図である。
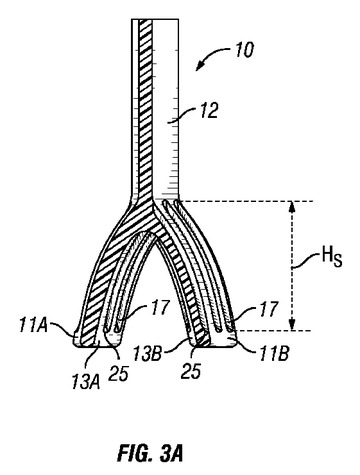
【図3A】扇形切欠部の形状をより明らかに示す、図1Bの線3A−3Aに沿った成形部材の正面断面図である。
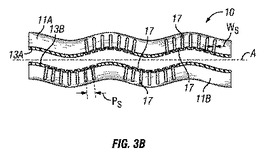
【図3B】扇形切欠部の交互パターンをより明らかに示す、図1Bの線3B−3Bに沿った成形部材の上面断面図である。
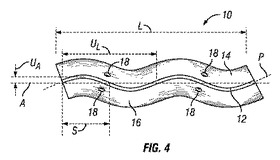
【図4】図1Bに示す成形部材の上面図である。
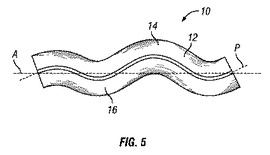
【図5】本発明の代替的な実施形態に係る、非対照的なうねりを有するサイプ形成部材の上面図である。
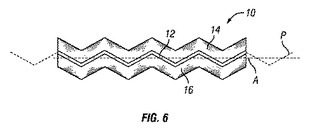
【図6】本発明の代替的な実施形態に係る、段階的な経路において延長する、うねりを有するサイプ形成部材の上面図である。
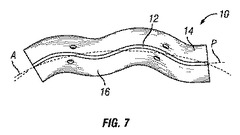
【図7】本発明の代替的な実施形態に係る、アーチ形のスウィープ軸に沿って延長する、うねりを有するサイプ形成部材の上面図である。
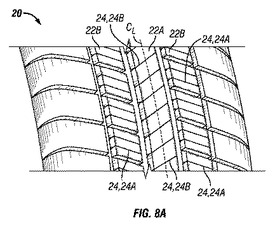
【図8A】図1Aに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
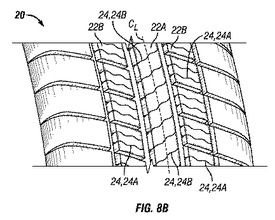
【図8B】図1Bに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
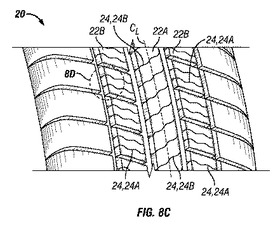
【図8C】図1Cに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
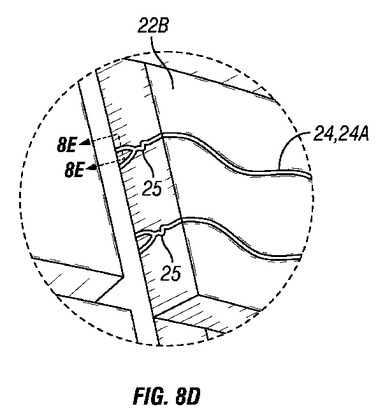
【図8D】図8Cに示すトレッドのサイプの拡大図である。
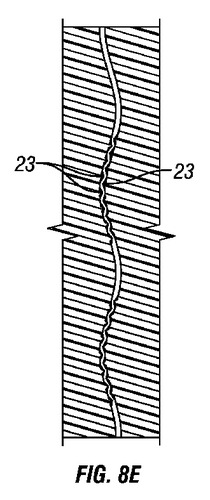
【図8E】サイプ内における隆起の配置を示す、図8Dの線8E−8Eに沿ったサイプの下方突起の上面断面図である。
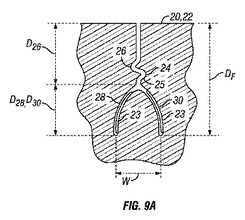
【図9A】サイプの上方部材にうねりが存在する本発明の実施形態に係る、トレッド内に含まれるサイプの断面図である。
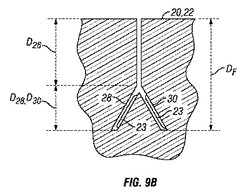
【図9B】サイプの上方部材にうねりが存在しない本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
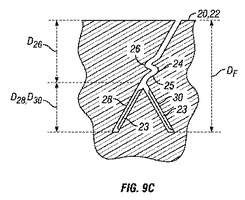
【図9C】サイプの上方部材にうねりが存在する本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
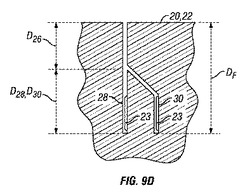
【図9D】サイプの上方部材にうねりが存在しない本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
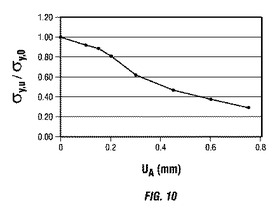
【図10】うねりを有する成形部材10により提供される、正弦波経路Pの異なる振幅UAに対する最大降伏応力(すなわち、フォンミーゼス応力)σy,u/σy,oにおける相対的な改善(低下)を示すグラフである。さらに詳細には、このグラフは、うねりを有さない成形部材の応力σy,oとうねりを有する成形部材10の応力σy,uとを比較することにより、最大の相対的応力低下を示し、各成形部材の断面形状および寸法は実質的に同じであり、全般的に示されるように、本発明の実施形態によると、波形の振幅UAが増加するにしたがって、応力も低下する。
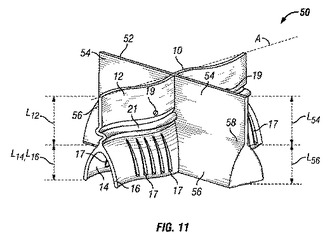
【図11】本発明の代替的な実施形態に係る、扇形切欠部を有するプログレッシブ・サイプ形成部材と、第2サイプ成形部材とを備える、成形部材の斜視図である。
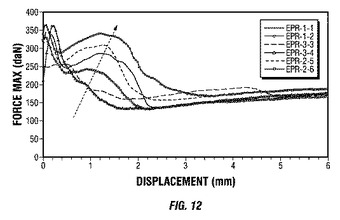
【図12】図13A〜図13Cにより示す異なる構成を有するプログレッシブ・サイプ成形部材を離型する間に、実験的に測定された力対変位の曲線を示すグラフである。
【図13A】図12のグラフに示す試用テストで用いられた、スウィープ軸に沿ってのみうねりを備える第1構成を有するサイプ成形部材の斜面の斜視図である。
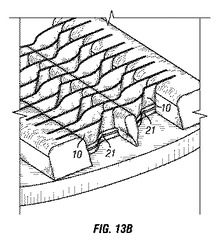
【図13B】図12のグラフに示す試用テストで用いられた、スウィープ軸および上方部材に沿ってうねりを備える第2構成を有するサイプ成形部材の斜面の斜視図である。
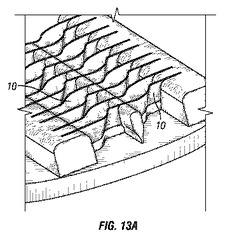
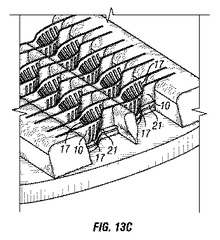
【図13C】図12のグラフに示す試用テストにおいて用いられた、スウィープ軸に沿ううねりと、上方部材に沿ううねりと、下方突起部材上の扇形切欠部とを備える第3構成を有するサイプ成形部材の斜面の斜視図である。
【発明を実施するための形態】
【0013】
本発明の特定の実施形態は、うねりを有するプログレッシブ・トレッド特徴すなわちプログレッシブ・サイプを含むトレッドと、同トレッドを形成するための方法および装置とを提供する。
【0014】
プログレッシブ・サイプは、全般的に、トレッド接触表面に沿って配置された上方サイプ部分から下方に延長する1対の突起を備えるサイプであり、これらの突起のうちの少なくとも1つは上方サイプ部分から外側に延長する。トレッド接触表面は、全般的に、トレッドの側端部間でタイヤの外周面まわりに延長するトレッドの部分である。1対の突起のうちの少なくとも1つは、それぞれの突起が、トレッド深度が増すにつれて下方に延長するにしたがって、外側に、すなわち他の突起から離れる方向に、延長する。特定の実施形態において、下方突起は、一定の長さを有する上方サイプ部分から延長する。なお、この上方サイプ部分は、トレッドの接触表面からトレッド内における特定の深さへと下方に延長する。下方突起は、上方サイプ部分の底端部から、または上方サイプ部分の長さに沿う他の任意の位置から、延長してもよい。サイプをトレッド内に形成するために、対応する成形部材が成形モールド内に配置され、その結果、盛り上げが形成される。プログレッシブ・サイプ成形部材は、各サイプ延長または突起に対応する部材を備える。上方サイプ部分に対応する成形部材は成形部材を成形モールドに取り付けるための手段を形成するためにさらに延長してもよいが、この点を除いて、サイプ成形部材は、一般に、実質的に同じ断面形状を有するサイプを形成する。したがって、成形部材は、作成されるサイプの陰像を有する。
【0015】
図1Aの第1実施形態に示すプログレッシブ・サイプ成形部材10は、第1部材すなわち上方部材12と、上方部材12から延長する1対の第1下方突起部材14および第2下方突起部材16とを備える。下方突起部材14および16のそれぞれは、外向き面11および内向き面13を有する。これらの面は、他方の下方突起部材から離れる方向に外向きに面するか、または他方の下方突起部材に向かって内向きに面するため、外向き面または内向き面と称される。この実施形態において、成形部材10は、そのスウィープ軸Aに沿って直線状に延長し、いずれの方向にもうねりを有さない。かわって、扇形切欠部すなわち凹陥部17が第1下方突起部材14および第2下方突起部材16の外向き面11上に存在する(図1Aには外向き面がただ1つだけ明らかに示されるが、同様の構成を有する扇形切欠部が両方の外向き面に存在することを理解すべきである)。同様に、扇形切欠部17は、図1Dに示すように、内向き面13上にも存在する。同様に、第2実施形態が図1Bおよび図1Eに示される。この第2実施形態においては、成形部材10は、スウィープ軸Aに沿ううねりと、下方突起部材14および16の外向き面11および内向き面13上に存在する扇形切欠部17とを備える。最終的に、第3実施形態が図1Cおよび図1Fに示される。この第3実施形態においては、成形部材10は、うねり21が下方突起部材14および16の直上において上方部材12に沿って存在することを除いては、第2実施形態と同じ構成を有する。
【0016】
以下にこれらの異なる実施形態の一般的な目的および差異を、簡潔に、本発明を制限することなく、説明する。タイヤの横方向すなわちサイプのスウィープ軸におけるトレッド要素の剛性が望ましい値であり、プログレッシブ・サイプの深さが大きくない特定の状況においては、図1Aに示す第1実施形態が良好な設計上の選択となり得る。タイヤの横方向すなわちサイプのスウィープ軸におけるトレッド要素の剛性が望ましい値であり、プログレッシブ・サイプの深さが大きいためにサイプの離型が困難である他の例においては、図1Bに示す第2実施形態が良好な選択となり得る。最終的に、トレッド要素の剛性がタイヤの横方向および径方向において要求される場合においては、図1Cに示す第3実施形態が良好な選択となり得る。これらの実施形態のそれぞれが、これらの異なる用途に対して最適となる理由は、これらの詳細な説明が進むにつれて、容易に明らかになるであろう。
【0017】
従来のサイプは、プログレッシブ・サイプと比較すると、1対の下方突起を有さない。したがって、従来のサイプを形成するための成形部材は、下方延長部材14および16を有さず、かわって、全般的に、細長い上方部材12を備える。したがって従来のサイプ成形部材が波状(すなわち非線形)経路に沿って下方に延長するとき、スリット状部材の極めて狭い底端部表面および存在し得る側面に対してのみ、抵抗力は作用するので、成形操作時および離型操作時に従来のサイプ形成部材に作用する抵抗力は顕著に小さくなる。
【0018】
結果として、成形操作時および離型操作時において、プログレッシブ・サイプ成形部材10は、従来のサイプに関連する成形部材よりも、実質的により大きい力にさらされることとなる。下方部材14および16は外向きに延長するため、プログレッシブ・サイプ成形部材10は、従来のサイプ成形部材よりも顕著に大きい横方向表面積を提供し、その横方向表面積に対して、トレッドは、型締め操作時または型開き操作時にそれぞれ成形部材が入ることまたは係るトレッドから引き抜かれることに抵抗する力およびモーメントを加える。したがって、従来のサイプ成形部材と比較すると、顕著により大きい力がプログレッシブ成形部材10に対して加えられる。
【0019】
例えば、図2Aおよび図2Cを参照すると、プログレッシブ・サイプ成形部材10の例示的な実施形態が、型締め操作時における断面図において示される。トレッドの成形前および/または硬化前等において、モールド40が型締めされるとき、サイプ成形部材10は、締め力FCにより、成形モールド内に配置されたトレッド材料へと押し込まれる。したがって、トレッド材料はサイプ成形部材10の侵入に対して抵抗し、その結果、抵抗力FRCが成形部材10の下方延長14および16に対して加えられる。さらに、下方延長部材14および16は、モーメントMRCを受ける。このモーメントMRCは、係る下方延長部材14および16のそれぞれが、上方部材12から片持ち梁状に延長するために生じるものである。同様に、図2Bに示されるように、型開き操作時においてトレッドが部材10の引き抜きを妨げようとするため、トレッドは抵抗力FROおよびモーメントMROを下方部材14および16に対して加える。
【0020】
図3Aおよび図3Bを参照すると、扇形切欠部17の断面を見ることができる。成形部材10の表面積が増加することは、通常、離型をより困難なものとするのであるが、下記でさらに詳細に説明するように、扇形切欠部17は、予想に反して、成形部材10の離型を助ける。扇形切欠部17が成形部材10の離型を助ける理由の1つの可能な説明は、成形部材10がトレッドゴム20から抜け出るにつれ、ひとたび隆起が扇形切欠部を出て成形部材10の外向き面11に接すると、成形部材10の外向き面11上に存在する扇形切欠部17によりサイプ24に形成された隆起23は、成形部材から反れる動作を提供し、成形部材の外向き面11により形成されたサイプ24の表面の大部分を、成形部材10との接触状態から脱する方向に持ち上げる小さいプライバーのように機能し、その結果、成形部材10の離型をより困難なものとする摩擦および真空の大部分が除去されるということになるであろう。離型サイクルの残りにおいては、隆起23は、離型の完了時まで、成形部材10の外向き面11上で摺動する滑材のように機能し、摩擦が低減される。うねり21が成形部材10の上方部材12に存在する場合においては、隆起23は、これらのうねりにより形成されたアンダーカット内に存在するトレッドゴム20が、離型方向に加えられる巨大な力(この力は、トレッドゴム20および/または成形部材10に損傷を与え得る)のみによらず、上述の反れる動きにより、抜け出ることを助けるものと見られる。扇形切欠部は、隆起が比較的容易に扇形切欠部から滑り出ることが可能なよう、うねりおよび斜面25を有さず、標準的なドラフト角度を有するよう構成されてもよい(図3A参照)。これらは、扇形切欠部17および隆起23が作用する理由に対する妥当と思われる説明であるが、その正確な機構は明らかではない。本発明は、任意の特定の理由によってではなく、これらの予想外の驚くべき結果を発揮する構造によって限定される。
【0021】
さらに、成形部材10の下方突起部材14および16の内向き面13および外向き面11上に存在する扇形切欠部17により作成されるサイプの対向する側壁上の隆起23は、成形部材10のスウィープ軸Aに平行な方向におけるトレッド要素の剛性を向上させる。特に、成形部材の扇形切欠部17は、下方突起部材14および16のそれぞれの内向き面13から外向き面11へと交互に入れ替わり、その結果、下方突起部材の厚さは、扇形切欠部が存在する領域においては比較的一定に0.2ミリメートル(約0.008インチ)に保たれるのに対して、下方突起部分14および16と上方部材12とのそれ以外の部分は0.4ミリメートル(約0.016インチ)の厚さを有する。
【0022】
図3Bに見られるように、下方突起部材の1つの表面13上の少なくとも1つの扇形切欠部17は、下方突起部材の他方の表面11上に存在する2つの扇形切欠部17の間に存在する。したがって、サイプ24の下方突起28および30の対向する側壁上に形成される隆起23は同じ特性を有し、トレッドが変形すると、歯車の歯が噛み合うように、噛み合うであろう。その結果、サイプ24のスウィープ軸Aに平行な任意の方向におけるトレッド要素の相対的な動きは制限される。これにより、トレッド要素がひとたび接触パッチに入ると、全体的な剛性が高くなる。無論、サイプ24および成形部材10の厚さは、扇形切欠部17を有する領域および扇形切欠部17を有さない領域の両方において、望ましいトレッド要素剛性を達成するため、およびサイプ形状を成形および離型する能力を維持するために、任意の好適な方法で変化してもよい。各扇形切欠部の幅WS、各扇形切欠部の高さHSおよび各扇形切欠部間のピッチPSも、必要に応じて変わり得る。図3Bに示すように、WSは0.55ミリメートル(約0.102インチ)、HSは下方突起部材の高さの約90パーセントであり、PSは、1.31ミリメートル(約0.052インチ)である。
【0023】
図2Aおよび図2Cにおいて全般的に示されるように、下方部材14および16は、それぞれ対応する長さl14およびl16を有し、外方向に幅W延長する。図示の実施形態において、上方サイプ形成部材12は長さl12を有する。図2Aおよび図2Cを参照すると、上方サイプ成形部材12の長さl12は、距離lMおよび距離lTの和に等しい。ここで、距離lMは、上方サイプ成形部材12が成形モールド40に挿入される距離を表し、距離lTは、上方サイプ成形部材12がトレッド20に挿入される距離を表す。距離lMおよび距離lTは、任意の所望の距離となり得る。例えば、上方サイプ形成部材12がトレッド内に延長しない場合もあり、その場合、距離lTは、ゼロに等しくなるであろう。換言すれば、上方サイプ成形部材12は、下方部材14および16の間に結合部15を備えるので、上方サイプ成形部材12が実質的に係る結合部15を超えて上方に延長することはない。図示の実施形態においては、下方部材14および16のそれぞれは、上方部材12の底端部の結合部15において、共通の距離、上方部材12から延長する。しかし、他の実施形態においては、下方延長部材14および16のそれぞれは、上方部材12から、上方部材12の長さl12に沿う同じ位置または異なる位置から、独立に延長し得ることが想定されている。
【0024】
図2Cに示す特定の場合において、1つまたは複数のうねりが結合部15の直上に存在し得る。なお、このうねりは、成形モールドに接合する位置の約2ミリメートル(約0.079インチ)下方で停止する。うねりの長さは、トレッドに侵入する上方部材の長さltから、結合部15上方と成形モールド40の接合点下方との好適な距離を差し引いた長さ、例えば全体で数ミリメートルにおよそ等しい。さらに、振幅VAおよびハーフピッチHPは、うねり21が結合部15において開始するものとして、1.0ミリメートル(約0.039インチ)となり得る。無論、これらのうねり21の寸法および位置は、所望により変わり得る。例えば、ハーフピッチHPは、0.77〜1.0ミリメートル(約0.030〜0.039インチ)の範囲でもよく、振幅VAは、通常、0.5〜1.0ミリメートル(約0.0195〜0.039インチ)の範囲となる。また、うねりの形状は図示したものと異なってもよく、成形部材10のスウィープ軸Aに沿って延長するうねりに対して後で説明するのと同様の構成を有してもよい。無論、係る成形部材により形成されるサイプの上方部分の対向する側壁は、相補的な形状およびうねりを有するであろう。
【0025】
図1B、図1C、および図4に例示されるように、プログレッシブ・サイプ成形部材10が経験する追加的な力および応力を克服するために、係る部材10は、部材10のほぼ長さ方向に延長するスウィープ軸Aに対して、長さLに沿って部材10をうねらせることにより、強化されている。換言すると、(例えば、図8〜図9Dに示す等の)サイプ成形部材10および同部材10から形成される任意の対応するサイプ24は、対応する部材10またはサイプ24の長さLに対して任意の所望の方法でスウィープ軸Aの対向側面の間で交互に入れ替わる。したがって、部材10は経路Pに沿って延長し、この経路Pは、スウィープ軸Aに沿って、うねりながら、すなわち非線形的に、延長する。図4を参照すると、各うねり区間Sは、長さULの半分(1/2)に等しい距離だけ、スウィープ軸Aに沿って延長する。
【0026】
図1B、図1Cおよび図4に示されるように、特定の実施形態においては、うねり経路Pは、軸Aに対して対照的であってもよい。一方、図5に例示されるように、部材10は、スウィープ軸Aに対して対称的でない(すなわち非対称的である)うねり経路Pに沿って延長してもよいことが意図されている。うねり経路Pは、図1B、図1C、図4および図5に例示されるように、滑らかな波形すなわち曲線状の経路として延長してもよいことが意図されている。例えば、波形は、長さULに等しい周期および距離UAに等しい振幅を有する正弦波を含み得る。他の実施形態において、うねり経路Pは、階段状(すなわち、のこぎり歯状)経路において延長してもよい。なお、このうねり経路Pは、線形または非線形の階段状うねり区間Sから構成されてもよい。線形の階段状経路Pが図6において例示される。うねり経路Pは、サイプ成形部材10の一部に沿って存在または延長してもよく、および/またはサイプ成形部材10の異なるうねりを有する部分と組み合わされてもよい。例えば、サイプ成形部材10は、曲線状うねり区間または階段状うねり区間を含んでもよい。さらに、経路Pの延長は、図1B、図1C、および図4に示すように一貫した方法もしくは均一な方法で、または経路Pに沿って間欠的、変動的、非反復的、もしくは任意の方法で(すなわち、これは、経路Pが一貫しない方法または間欠的な方法で経路Pに沿ってうねり得ることを意味する)、長さLに沿って延長してもよい。
【0027】
スウィープ軸Aは、一般に、サイプ形成部材10または対応するサイプの長さLに沿って延長する。全般的に図1〜図6に示すように、スウィープ軸Aは、線形であってもよい。一方、他の実施形態においては、スウィープ軸Aは、図7の実施形態に示すように、非線形方向において延長してもよい。
【0028】
うねりを有する下方部材14および16を提供することにより、それぞれは、成形部材10が、成形プロセスの間にトレッドに押し込まれるときに、および引き抜かれるときに加えられる力に対して、よりよく(すなわち、より効果的に)耐えることができる。したがって、上方部材12がうねりを有さず、下方部材14および16がうねりを有してもよいことが意図されている。部材12、14、および16は、異なるうねり、および独立的なうねりを有してもよく、または任意の組合せでともにうねりを有してもよいことが意図されている。部材12、14、16は、図1B、図1C、図4、および図5で、ともにうねりを有する特定の実施形態を示している。
【0029】
1つの実施形態において、正弦波経路Pは、10ミリメートルの周期ULおよび0.3ミリメートル(約0.012インチ)、0.4ミリメートル(約0.016インチ)、または0.6ミリメートル(約0.024インチ)の振幅UAを有する。他の実施形態において、振幅UAは0.3〜0.6ミリメートル(約0.012〜0.024インチ)または0.4〜0.6ミリメートル(約0.016〜0.024インチ)であってもよい。さらに他の実施形態において、振幅UAは、少なくとも0.3ミリメートル(約0.012インチ)、少なくとも0.4ミリメートル(約0.016インチ)、または周期ULの少なくとも3パーセントであってもよい。ある研究によれば、成形部材10の正弦波経路Pが10ミリメートルの周期ULおよび0.6ミリメートル(約0.024インチ)の振幅UAを有する場合、最大降伏応力(すなわち、フォンミーゼス応力)は、実質的に同じ断面形状および寸法の、うねりを有さない成形部材と比較して、1/2.5に減少すると推定される。しかし、振幅UAを0.6ミリメートルから0.4ミリメートル(約0.024インチから0.016インチ)に減少させると、最大降伏応力は1/2に減少した。
【0030】
図10において、グラフは、正弦波経路Pの異なる振幅UAについて、うねりを有する成形部材10により提供される最大降伏応力(すなわち、フォンミーゼス応力)の相対的改善(低下)をより全般的に示す。さらに詳細には、グラフは、うねりを有する成形部材10とうねりを有さない成形部材を比較することにより、最大の相対的応力低下を示す。但し、ここで各成形部材の断面形状および寸法は、実質的に同一である。このグラフにおいては、最大降伏応力の比較は、相対的な最大降伏応力σy,u/σy,oにより表される。なお、このσy,u/σy,oは、うねりを有するサイプ成形部材10の最大降伏応力σy,uをうねりを有さないサイプ成形部材の最大降伏応力σy,oで除算した値に等しい。全般的に図10に示すように、応力の低下は、波形の振幅UAが増加するにしたがって、大きくなる。
【0031】
うねりを用いて応力を低下させることにより強度および耐性の向上を達成することにより、うねりを有する部材12、14、および16のそれぞれの厚さt12、t14、およびt16は小さくなり、その結果、タイヤトレッドにおいて生じたサイプの性能、ならびに対応するタイヤトレッドの性能が改善され得る。図2Aおよび図2Cの実施形態を参照すると、厚さt12、t14、およびt16が示されている。係る厚さは、部材10の長さLに沿って変化してもよく、互いの間で変化してもよい。特定の実施形態においては、任意の厚さt12、t14、およびt16は、0.4ミリメートル(約0.016インチ)以下であり得、他の実施形態においては、0.3ミリメートル(約0.012インチ)以下、0.2ミリメートル(約0.008インチ)以下、および0.1ミリメートル(約0.004インチ)以下であり得る。特定の実施形態においては、任意の厚さt12、t14、およびt16は、0.05〜0.4ミリメートル(約0.002〜0.016インチ)であり得、他の実施形態においては、0.05〜0.3ミリメートル(約0.002〜0.012インチ)または0.05〜0.2ミリメートル(約0.002〜0.008インチ)であり得る。さらに、幅Wに関しては、任意の距離に延長してもよい。特定の実施形態においては、幅Wは、3〜8ミリメートル(約0.12〜0.32インチ)にほぼ等しく、さらに詳細な実施形態においては、5〜6ミリメートル(約0.2〜0.24インチ)にほぼ等しい。
【0032】
プログレッシブ成形部材10の、成形モールドへの付着を容易にするために、部材10は1つまたは複数の付着手段を備えてもよい。特定の実施形態においては、図2A、図2B、および図2Cに例示するように、上方部材12の上方部分が、溶接等により固定されるために成形モールド40に挿入される付着手段となる。さらに図1Cに示すように、付着手段は、アルミニウム成形モールド内において溶接部材10のために上方部材12の一部のまわりにアルミニウムまたは他の金属を固定するのを容易にするため、上方部材12に沿って配置された1つまたは複数の孔19を備えてもよい。当該技術分野において既知である他の任意の付着手段が、上方部材12および/または孔19に加えて、または上方部材12および/または孔19に替わって、用いられてもよい。さらに、対応する部材14、16を通して空気またはゴムの排出を容易にするため、通気孔18が、任意の底面部材14、16内に備えられてもよい。
【0033】
うねりを有するサイプ成形部材10は、対応するプログレッシブ・サイプ24をタイヤトレッドに形成するために使用される。図8A〜図8Cを参照すると、同様の形状を有する成形部材10により形成されるうねりを有するプログレッシブ・サイプ24を有する代表的なトレッド20が示される。図示の実施形態において、プログレッシブ・サイプ24はトレッド要素22内に形成され、トレッド要素22は、リブ22aまたはブロック22bを備え得る。サイプ24は、所望のトレッドパターンを達成するために、トレッド20内において、任意の所望の方法で使用および配向され得る。したがって、各サイプ24は、トレッド要素22に沿って任意の方向においてスウィープ軸Aに沿って延長し得る。なお、ここで、係るスウィープ軸Aは、線形または非線型である。図8A〜図8Cにおいて、例えば、サイプ24は、特定の実施形態において、トレッドに沿って提供され得る。なお、ここで、サイプ24aはブロック22bに沿って延長し、サイプ24bはリブ22aに沿って延長する。さらに詳細には、サイプ24aは、トレッド20の長手方向中心線CLに対して略垂直な方向においてトレッド20に沿って横方向に延長するのが示されており、サイプ24bは、トレッド長手方向中心線CLに対してずれた角度で横方向に延長する。サイプ24は、タイヤのまわりに円周方向にも延長し得る。ここで、サイプ24の長さL、または対応する成形部材10の長さはトレッドの長さまたは円周に等しい。または、係るサイプ24、または成形部材10は、連続であるとも言える。他の実施形態においては、うねりを有するサイプ24は、図8A〜図8Cに例示するように、対応するトレッド要素22の幅(または長さ)全体にわたって延長してもよく、または他の実施形態においては、サイプ24は、任意のトレッド要素22の幅または長さ全体より小さい任意の部分に沿って延長してもよい。
【0034】
図8Aに注目すると、図1Aに示したのと同様の成形部材により形成される、上方部分においてもスウィープ軸に沿ってもうねりを有さない、プログレッシブ・サイプが示されている。図8Bを見ると、図1Bに示す成形部材により形成される、上方部分においてはうねりを有さないが、スウィープ軸に沿ってはうねりを有する、プログレッシブ・サイプが図示されている。最後に図8Cおよび図8Dを見ると、図1Cに図示する成形部材により形成される、上方部分においておよびスウィープ軸に沿ってうねりを有する、プログレッシブ・サイプが示されている。
【0035】
図9A〜図9Dを参照すると、サイプ24は、全般的に、タイヤトレッドの深さ方向に、任意の深さDF延長する。係る図面に示される実施形態等、特定の実施形態においては、サイプ24は、上方部分または第1部分26を備え得る。なお、この上方部分または第1部分26は、成形部材10の第1部材または上方部材12に相当し、うねり25を有してもよく、また有さなくてもよい。上方部材12の場合と同様に、上方部分26はうねりを有してもよく、また有さなくてもよい。サイプ24は、第1下方突起(すなわち脚部)28および第2下方突起(すなわち脚部)30も有し、第1下方突起(すなわち脚部)28および第2下方突起(すなわち脚部)30は、第1成形部材14および第2成形部材16にそれぞれ相当する。特定の実施形態においては、上方部分26は、外側トレッド表面から所望のトレッド深さD26だけ下方に延長する。深さD26は、関連する成形部材10の長さl12に相当する。深さD26は任意の距離を含み得るが、深さD26が実質的にゼロであり、結合部15がトレッド表面に沿って延長する場合もあることが意図されている。下方突起28および30のそれぞれは、トレッド内へ、それぞれ距離D28および距離D30延長する。係る突起28および30は、図示のように同じトレッド深さまで延長してもよく、また他の実施形態においては、トレッド内における異なる深さまで延長してもよい。
【0036】
プログレッシブ・サイプ24の断面形状に関しては、任意の形状が考慮される。図9A〜図9Dの実施形態を全般的に参照すると、プログレッシブ・サイプ24の断面形状が、全般的に逆「Y」字形または逆「h」字形として説明される。しかし、任意の他の形状または変化例が使用可能であり、したがって、任意の他の形状または変化例が本発明の範囲に含まれることが意図されている。例えば、図9Aに示す実施形態を参照すると、図示のサイプ24の断面形状は、叉骨形状を形成すると言及することもできる。さらに、下方突起28および30は、全般的に逆「U」字形状または逆「V」字形状を形成する。上方部分が、存在しないかまたはその長さが小さいもしくは無視可能である場合、サイプ24は「U」字形状または「V」字形状を形成し得ることになる。図9Bおよび図9Cに示す実施形態を参照すると、図示のサイプ24の断面形状は、小文字の逆「Y」字形状および大文字の逆「Y」字形状をそれぞれ形成すると言及することができる。図9Dを参照すると、図示の断面形状は、小文字の「h」字形状を形成すると言及することができる。サイプ24の断面形状は、図9Aおよび図9Bに例示するように対称的であってもよく、または図9Cおよび図9Dに例示するように非対称的であってもよい。サイプ24は、対応する成形部材10により形成されるため、サイプ24または成形部材10の形状または意匠における任意の変化は、うねりの様式または経路を含め、他方にも当てはまる。したがって、成形部材10ならびに関連する部材12、14、16に関する議論は、サイプ24ならびにその突起26、28、30にも当てはまり、またその逆もまた同様である。したがって、サイプ成形部材10がスウィープ軸Aを有するように、係る成形部材10により形成される対応するサイプ24もまた同じスウィープ軸Aに沿って延長する(対応するスウィープ軸Aを有する)。
【0037】
作動中は、上方突起26は、トレッド表面に沿って第1サイプ切開を提供し、この第1サイプ切開は、図8A〜図8Dに見られる。タイヤトレッドが特定の深さまで摩滅した後、上部サイプ切開は深さD24だけ摩耗し、その結果、第1突起28および第2突起30に関連する1対の離間したサイプ切開が露出した状態となる。しかし、サイプ成形部材10は、第1下方成形部材14および第2下方成形部材16のみがトレッド20内に含まれる(すなわち、第1突起28および第2突起30のみが摩耗していないトレッド内に含まれる)ように配列されてもよいことが意図されている。換言すると、距離lTは、図2Aおよび図2Cに示すよう、ゼロに等しくなるであろう。
【0038】
下方突起30の外壁上に存在する、成形部材10の扇形切欠部17により形成された、1つの隆起23、および下方突起28の内壁上に存在する1つの隆起23のみが、明確さのために、図9A〜図9Dに示されるが、実際上は、隆起23は、下方突起28および30の内壁から外壁への方向が交互に入れ替わり、その結果、図8Eに最もよく示されるように、隆起23が、前述のごとく、噛み合うようになることに留意されたい。したがって、隆起/サイプの形状は、図3Bに示す形状の陰像である。この構成により、トレッド要素の剛性が向上する。
【0039】
図11を参照すると、本発明の他の実施形態が示される。うねりを有するサイプ24は、例えば他の溝またはサイプ等、他の任意のトレッド特徴と交差し得ることが意図されている。図11においては、多特徴成形部材50が示される。多特徴成形部材50は、全般的に、第2トレッド特徴成形部材52と交差する、うねりを有するサイプ形成部材10を備える。うねりを有する成形部材10は、上記で考慮した任意の実施形態を備えてもよく、任意の入射角で第2成形部材52と交差してもよい。第2成形部材52は、溝またはサイプを形成してもよく、この溝またはサイプは、トレッドに沿って任意の方向に延長してもよい。例えば、第2成形部材52は、トレッドに沿って、横方向または円周方向を含む任意の方向に延長する。図10に示す特定の実施形態においては、第2成形部材52は、概して上方成形部分54および下方成形部分56を備え、下方部分56は、位置58において上方部分54から延長する一方、上方成形部分54から幅方向にも延長する(すなわち、下方部分56は上方成形部分54よりも広い)。図示の実施形態においては、下方部分56は、部材10の1対の下方突起部材14および16により形成される形状と同様の外側形状を有し得る単一の楕円形またはティアドロップ形の形状を形成するが、他の実施形態においては、下方部分56は、他の所望の形状を有してもよい。他の実施形態においては、第2成形部材52は、第2うねりを有する成形部材10であってもよいし、任意の距離だけ下方に延長する長尺上方部分54を一般的に含む、従来のサイプを有していてもよい。係る下方の延長は、線形であっても非線形であってもよい。
【0040】
図11に示すように、上方成形部分54は、係る成形部分54の上部および底部の間で距離l54だけ延長する一方、底面成形部材56は係る成形部分56の上面および底面の間で距離l56だけ延長する。特定の実施形態においては、上方成形部分距離l54は、少なくとも2ミリメートル(約0.079インチ)に等しく、トレッドにおいて下方成形部分56により形成される下方摩耗層は、距離l54が摩耗した後に、露出される。他の実施形態においては、距離l54および距離l56について、任意の他の所望の距離が用いられてもよい。さらに、プログレッシブ・サイプ成形部材10の下方突起14および16と、第2成形部材52の下方成形部分56とは、図11に示すように、対応する部材10および52に沿う同様の位置から延長(または開始)(すなわち、位置15および58は部材50の高さに沿って同様に配置)され得るが、他の実施形態においては、下方突起および下方成型部分56は、部材50の高さに沿って異なる位置から延長(開始)されてもよい。最後に、突起長さl14、l16および下方部分長さl56は、図11に示すように、同じであってもよく、また他の実施形態においては、異なってもよい。扇形切欠部17は、成形部材10および52の下方部分の、両方に存在する場合もあり、いずれかに存在する場合もあり、またはいずれにも存在しない場合もある。また、うねりは、成形部材10および42の上方部分の、両方に存在する場合もあり、いずれかに存在する場合もあり、またはいずれにも存在しない場合もある。
【0041】
本明細書で検討した成形部材の任意の実施形態は、レーザー焼結(選択的レーザー溶融加工)または扇形切欠部を有する下方突起部材を含む複雑な形状の製造を可能にする他の高速プロトタイピング技術(例えばマイクロキャスティング等)を用いて製造され得る。係る技術を用いると、成形部材は任意の所望の形状を有することができる。特に、米国特許第5,252,264号に開示される技術は、これらの成形部材を製造するのに用いることができる。米国特許第5,252,264号は、参照によりその全体が本明細書に援用される。
【0042】
図12のグラフは、本明細書に記載の扇形切欠部を実装することによる、プログレッシブ・サイプ部材の改善された離型を示す。2つの試用テスト(EPR−1−1およびEPR−1−2と示される)が、図13Aに示すように、スウィープ軸に沿ってうねりを有するプログレッシブ・サイプ成形部材10の斜面で最初に実施された。両方の試用テストは、離型操作の間、0.1〜0.2ミリメートルの変位において、約340デカニュートンの最大力(0.004〜0.008インチの変位で、約764重量ポンド)を示す。次いで、離型力は、0.4ミリメートルの変位で約250デカニュートン(0.004〜0.008インチの変位で約562重量ポンド)に低下し、1〜1.4ミリメートルの変位(約0.039〜0.055インチの変位)に達するまで比較的一定値に留まり、次いで、2〜2.2ミリメートルの変位で約130デカニュートン(0.079〜0.087インチの変位で約292重量ポンド)に低下し、離型サイクルの終了時まで比較的一定値に留まる。次いで、他の2つの試用テスト(EPR−2−5およびEPR−2−6と示される)がプログレッシブ・サイプ成形部材10の他の斜面で実施された。なお、プログレッシブ・サイプ成形部材10のこの斜面は、図13Bに示すように上方部材に沿ってもうねり21を有する点を除いては、第1の構成と同様の構成を有する。予想通り、これらの成形部材の表面積が第1構成よりも大きいため、離型力はより大きくなる。両方の試用テストにおいて、ピーク力は0.1〜0.2ミリメートルの変位で350デカニュートン(0.004〜0.008インチの変位で約786重量ポンド)以上となり、次いで、0.4ミリメートルの変位で300〜250デカニュートン(0.016インチの変位で約674〜562重量ポンド)へと低下した。次いで、力は、1.2ミリメートルの変位で300〜330デカニュートン(0.047インチの変位で約674〜742重量ポンド)へと上昇し、残りの離型サイクルの間は、一定値に留まった。最後に、他の2つの試用テスト(EPR−3−3およびEPR−3−4と示される)が、図13Cに示すように扇形切欠部17が下方突起部材に加えられていることを除いて第2構成と同様の構成を有する成形部材10の斜面で、実施された。
【0043】
当業者は、これらの成形部材を離型するのに必要な仕事が、表面積の増加により、全3構成の内で最大になるであろうと予測するであろうが、事実はそうではない。これらの成形部材を離型するのに必要な仕事量を表す力変位曲線下の面積は、全3構成の内で最小であった。特に、0.2〜0.3ミリメートル(約0.008〜0.012インチ)の変位におけるピーク力は、第1構成より大きく、第2構成と同じであったが、0.6〜0.8ミリメートル(約0.024〜0.031インチ)以降は、第3構成を離型するのに必要な力は、第2構成より小さく、第1構成以下であった。その1つの説明は、扇形切欠部により形成される隆起が、サイプを広げるのを助け、その結果、成形部材の離型が助けられるということである。この現象が生じた理由については異なる説明が存在するが、本発明は、いずれか1つの特定の説明に限定されるものではなく、ただ、これらの驚くべき利益を生じさせる構造のみに関するものである。
【0044】
これらのテスト結果は、プログレッシブ・サイプ成形部材上で扇形切欠部を用いることにより、サイプの離型に必要とされる力が低減し、したがって、プログレッシブ・サイプの成形および離型を達成するにあたって効果的となるであろうことを示している。有利なことに、これらの扇形切欠部は、サイプを成形する能力を損なうことなくトレッド要素の横方向の剛性を強化する方法も提供する。最後に、タイヤの径方向におけるトレッド要素の剛性を高める特徴は、サイプの成形および離型を不可能とすることなく、扇形切欠部と組み合わせて用いられ得る。
【0045】
本発明に係る特定の実施形態を参照して本発明を説明してきたが、係る説明は例示のためになされたものであり、限定のためではないことは理解されるであろう。したがって、本発明の範囲および内容は、添付の特許請求項によってのみ定められるものである。
【技術分野】
【0001】
本発明は、全般的には、タイヤトレッドおよび成形モールドに関し、さらに詳細には、タイヤ用の扇状切欠部を有するプログレッシブ・トレッド・サイプおよびプログレッシブ・トレッド・サイプを形成するための方法および装置に関する。
【背景技術】
【0002】
タイヤトレッドがタイヤ性能を向上させるために様々なトレッド要素およびトレッド特徴を備えることは、一般に知られている。また、これらの要素および特徴が硬化プロセス中に成形モールド内で形成され得ることも、一般に知られている。トレッドは、リトレッドに対する場合等は、形成および硬化が独立的に行われてもよく、または、取り付けられたタイヤカーカスに関しては、形成および硬化が同時に行われてもよい。したがって、請求項を含む本出願内における用語「成形」または「成形モールド」は、標準的な成形技術および装置の他にも、リトレッド技術および装置も含むものとして理解すべきである。
【0003】
溝およびサイプは、トレッド内において形成される一般的な2つのトレッド特徴である。溝は、リブおよびブロック等のトレッド要素を形成するために、トレッド内に形成される凹地である。サイプは、一般にトレッド要素内において延長するきわめて細い延長である。溝は、トレッド内において空隙を提供し、この空隙内に、タイヤが遭遇する水分やその他の物体が取り込まれる。溝は、タイヤのトラクションを向上させるための表面エッジも提供する。サイプもまた、トレッド要素の剛性を低下させる一方で、トラクションエッジを提供する。しかし、サイプは、一般に、トレッドの空隙を著しく増加させることはなく、それらの目的を達成する。これは、サイプがきわめて細い延長であるためである。サイプは、従来の直線的なサイプでは、通常、厚さが0.2〜0.6ミリメートル(約0.008〜0.024インチ)であるが、サイプは、1.0〜1.2ミリメートル(約0.040〜0.048インチ)を超える厚さとなり得る。しかし、空隙の形成および存在を最小限とするために、サイプの厚さを可能な限り薄くすることが望ましい。
【0004】
プログレッシブ・サイプは、一般に、トレッド外表面から、トレッド内の一定の深さにまで延長する上方サイプ部分を提供し、その後、1対の下方サイプ突起(または脚部)が第1部分からトレッドへと下方に延長する。下方突起の少なくとも1つは、トレッドの深さ方向に延長する一方で、他方から外側に向かって延長する。一般に、プログレッシブ・サイプは、米国特許第4,994,126号に全般的に示されるように、断面が逆「Y」字形となる。タイヤトレッドを成形する際、成形モールド形状または成形モールド部材が、係るトレッド内にプログレッシブ・サイプを形成するために用いられる。なお、ここで係る形成モールド部材は、形成されるべきサイプの断面形状を提供する。プログレッシブ・サイプは外側に向かって延長する突起を有するため、プログレッシブ・サイプ成形部材も同様の突起を含む。したがって、対応する成形モールド部材は、下方突起の存在のために、成形時および離型時に、一般的に高い荷重を経験する。成形操作および離型操作の間、サイプ成形部材は、型締めの際はトレッドに押し込まれ、型開きの際はトレッドから取り除かれる。したがって、プログレッシブ・サイプ成形部材は、複数の硬化サイクルにわたる反復使用、並びに成形操作および離型操作の間に観測される荷重に対して、十分耐え得る耐性を有さなければならない。
【0005】
より耐性の高いプログレッシブ・サイプ成型部材を提供するための1つのアプローチは、サイプ成形部材の様々な部分および突起に対応する形状の各部分の厚さを増すことである。しかし、その結果、サイプの厚さが増すこととなり、最適なタイヤ性能が損なわれ得る。したがって、タイヤトレッドにおいて十分に細いサイプを提供する、より耐性の高いサイプ成形部材が必要となる。
【0006】
一方、トレッド要素が接触パッチ(タイヤが道路に接触する部分であるため接触パッチと称される)に入る時点または出る時点においては、サイプによりトレッド要素の柔軟性が増加することが望ましいが、トレッド要素が接触パッチ内にある間においては、トレッド要素の剛性が可能な限り高くなるよう、サイプが固定され得ることも望ましい。これは、タイヤのハンドリングおよび走行抵抗を改善する。したがって、接触パッチと接触したら、トレッド要素の剛性を向上させるサイプをタイヤに形成する手段を提供するプログレッシブ・サイプ成形部材もまた必要である。残念ながら、サイプの成形および離型の改善と、ブロック剛性またはリブ剛性の向上の間には、一般に設計上のトレードオフが存在する。なぜなら、ブロックまたはリブの剛性を改善する設計上の特徴は、何らかの種類のアンダーカットおよび/または表面積の増加を伴うものであり、その結果、本質的に、摩擦がより大きくなり、サイプの成形および離型がより困難なものとなるからである。したがって、この設計上の妥協を切り離す解決策、より剛性が高いリブまたはブロックがプログレッシブ・サイプにより提供される解決策、しかもこのプログレッシブ・サイプの成形および離型が満足に行われるのを可能とする解決策を見出す必要がある。
【発明の概要】
【課題を解決するための手段】
【0007】
本発明の特定の実施形態は、トレッド要素が接触パッチ内にある間トレッド要素の剛性を向上させる手段を有する1つまたは複数のプログレッシブ・サイプを含むトレッドを有するタイヤの他に、係るトレッドを形成するための方法および装置も含む。本発明の特定の実施形態は、成形モールドにおいて用いられるサイプ成形部材を含む。係る成形部材の特定の実施形態は、上端部から底端部へと下方に延長する上方成形部材を備える。特定の実施形態は、第1下方突起部材および第2下方突起部材も備えてもよい。なお、それぞれの下方成形部材は、上方成形部材から下方に延長し、外向き面および内向き面を有してもよい。さらに、特定の実施形態は、第1下方突起部材が、表面上に凹陥部を有する外向き面および内向き面を有することを提供する。
【0008】
他の実施形態において、第1下方突起の外向き面上および内向き面上の凹陥部は、1つの表面上に配置される2つの凹陥部の間に他の表面上に配置される少なくとも1つの凹陥部が存在する状態の交互パターンを有する。加えて、これらの凹陥部は、サイプ成形部材の離型を助けるために、内側に少なくとも1つの斜面を有してもよい。成形部材は、スウィープ軸(sweep axis)を有し、そのスウィープ軸に沿ってサイプ成形部材がうねりを有する。また、上方形成部材もうねりを有してもよい。
【0009】
本発明の特定の実施形態は、1つまたは複数の溝により隔てられた複数のトレッド要素を備え、且つ1つのトレッド要素内に1つまたは複数のプログレッシブ・サイプを含む、成形されたタイヤトレッドを有するタイヤを含む。特定の実施形態において、係るサイプのそれぞれは、上方サイプ部分から延長する第1下方サイプ突起および第2下方サイプ突起を有し、これらの突起のそれぞれは、トレッド内において他方の突起から離間し、トレッド内において一定の深さまで延長し、前述の第1下方サイプ突起および第2下方サイプ突起が対向する側壁を有し、前述の第1下方サイプ突起はその対向する側壁上に隆起を有する。
【0010】
他の実施形態において、第1下方突起の対向する側壁上の隆起は、1つの側壁上に配置される2つの隆起の間に他の側壁上に配置される少なくとも1つの隆起が存在する状態の交互パターンを有する。加えて、タイヤのプログレッシブ・サイプはスウィープ軸を有し得、そのスウィープ軸に沿ってサイプは所望の経路においてうねりを有する。特定の例において、上方サイプ部分は、うねりを有する対向する側壁を有する。
【0011】
本発明に係る上記および他の目的、特徴、および特長は、同様の参照番号が本発明の同様の部品を示す添付の図面に例示される、以下の本発明に係る特定の実施形態に関するさらに詳細な説明から明らかになるであろう。
【図面の簡単な説明】
【0012】
【図1A】本発明の実施形態に係る、扇形切欠部を有し、且つスウィープ軸に沿ううねりを有さないプログレッシブ・サイプ成形部材の上面斜視図である。
【図1B】本発明の実施形態に係る、扇形切欠部と、スウィープ軸に沿ううねりとを有するプログレッシブ・サイプ形成部材の上面斜視図である。
【図1C】本発明の実施形態に係る、扇形切欠部と、スウィープ軸に沿ううねりと、上方部材に沿ううねりとを有するプログレッシブ・サイプ成形部材の上面斜視図である。
【図1D】図1Aに示す成形部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
【図1E】図1Bに示す成形部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
【図1F】図1Cに示す形成部材の内向き面上に存在する扇形切欠部を示す、同成形部材の底面斜視図である。
【図2A】硬化サイクルに先立つ成形モールドの型締め時に、図1Aに示す成形部材に対して作用する力を示す、係る成形部材の端面図である。
【図2B】硬化サイクル後の成形モールド型開き時に、図1Aに示す成形部材に対して作用する力を示す、係る成形部材の端面図である。
【図2C】硬化サイクルに先立つ成形モールド型締め時に図1Cに示す成形部材に対して作用する力を示す、係る形成部材の端面図である。
【図3A】扇形切欠部の形状をより明らかに示す、図1Bの線3A−3Aに沿った成形部材の正面断面図である。
【図3B】扇形切欠部の交互パターンをより明らかに示す、図1Bの線3B−3Bに沿った成形部材の上面断面図である。
【図4】図1Bに示す成形部材の上面図である。
【図5】本発明の代替的な実施形態に係る、非対照的なうねりを有するサイプ形成部材の上面図である。
【図6】本発明の代替的な実施形態に係る、段階的な経路において延長する、うねりを有するサイプ形成部材の上面図である。
【図7】本発明の代替的な実施形態に係る、アーチ形のスウィープ軸に沿って延長する、うねりを有するサイプ形成部材の上面図である。
【図8A】図1Aに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
【図8B】図1Bに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
【図8C】図1Cに示す本発明の実施形態に係る、複数のサイプを有するトレッドの斜視図である。
【図8D】図8Cに示すトレッドのサイプの拡大図である。
【図8E】サイプ内における隆起の配置を示す、図8Dの線8E−8Eに沿ったサイプの下方突起の上面断面図である。
【図9A】サイプの上方部材にうねりが存在する本発明の実施形態に係る、トレッド内に含まれるサイプの断面図である。
【図9B】サイプの上方部材にうねりが存在しない本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
【図9C】サイプの上方部材にうねりが存在する本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
【図9D】サイプの上方部材にうねりが存在しない本発明の代替的な実施形態に係る、代替的な、うねりを有するサイプの断面図である。
【図10】うねりを有する成形部材10により提供される、正弦波経路Pの異なる振幅UAに対する最大降伏応力(すなわち、フォンミーゼス応力)σy,u/σy,oにおける相対的な改善(低下)を示すグラフである。さらに詳細には、このグラフは、うねりを有さない成形部材の応力σy,oとうねりを有する成形部材10の応力σy,uとを比較することにより、最大の相対的応力低下を示し、各成形部材の断面形状および寸法は実質的に同じであり、全般的に示されるように、本発明の実施形態によると、波形の振幅UAが増加するにしたがって、応力も低下する。
【図11】本発明の代替的な実施形態に係る、扇形切欠部を有するプログレッシブ・サイプ形成部材と、第2サイプ成形部材とを備える、成形部材の斜視図である。
【図12】図13A〜図13Cにより示す異なる構成を有するプログレッシブ・サイプ成形部材を離型する間に、実験的に測定された力対変位の曲線を示すグラフである。
【図13A】図12のグラフに示す試用テストで用いられた、スウィープ軸に沿ってのみうねりを備える第1構成を有するサイプ成形部材の斜面の斜視図である。
【図13B】図12のグラフに示す試用テストで用いられた、スウィープ軸および上方部材に沿ってうねりを備える第2構成を有するサイプ成形部材の斜面の斜視図である。
【図13C】図12のグラフに示す試用テストにおいて用いられた、スウィープ軸に沿ううねりと、上方部材に沿ううねりと、下方突起部材上の扇形切欠部とを備える第3構成を有するサイプ成形部材の斜面の斜視図である。
【発明を実施するための形態】
【0013】
本発明の特定の実施形態は、うねりを有するプログレッシブ・トレッド特徴すなわちプログレッシブ・サイプを含むトレッドと、同トレッドを形成するための方法および装置とを提供する。
【0014】
プログレッシブ・サイプは、全般的に、トレッド接触表面に沿って配置された上方サイプ部分から下方に延長する1対の突起を備えるサイプであり、これらの突起のうちの少なくとも1つは上方サイプ部分から外側に延長する。トレッド接触表面は、全般的に、トレッドの側端部間でタイヤの外周面まわりに延長するトレッドの部分である。1対の突起のうちの少なくとも1つは、それぞれの突起が、トレッド深度が増すにつれて下方に延長するにしたがって、外側に、すなわち他の突起から離れる方向に、延長する。特定の実施形態において、下方突起は、一定の長さを有する上方サイプ部分から延長する。なお、この上方サイプ部分は、トレッドの接触表面からトレッド内における特定の深さへと下方に延長する。下方突起は、上方サイプ部分の底端部から、または上方サイプ部分の長さに沿う他の任意の位置から、延長してもよい。サイプをトレッド内に形成するために、対応する成形部材が成形モールド内に配置され、その結果、盛り上げが形成される。プログレッシブ・サイプ成形部材は、各サイプ延長または突起に対応する部材を備える。上方サイプ部分に対応する成形部材は成形部材を成形モールドに取り付けるための手段を形成するためにさらに延長してもよいが、この点を除いて、サイプ成形部材は、一般に、実質的に同じ断面形状を有するサイプを形成する。したがって、成形部材は、作成されるサイプの陰像を有する。
【0015】
図1Aの第1実施形態に示すプログレッシブ・サイプ成形部材10は、第1部材すなわち上方部材12と、上方部材12から延長する1対の第1下方突起部材14および第2下方突起部材16とを備える。下方突起部材14および16のそれぞれは、外向き面11および内向き面13を有する。これらの面は、他方の下方突起部材から離れる方向に外向きに面するか、または他方の下方突起部材に向かって内向きに面するため、外向き面または内向き面と称される。この実施形態において、成形部材10は、そのスウィープ軸Aに沿って直線状に延長し、いずれの方向にもうねりを有さない。かわって、扇形切欠部すなわち凹陥部17が第1下方突起部材14および第2下方突起部材16の外向き面11上に存在する(図1Aには外向き面がただ1つだけ明らかに示されるが、同様の構成を有する扇形切欠部が両方の外向き面に存在することを理解すべきである)。同様に、扇形切欠部17は、図1Dに示すように、内向き面13上にも存在する。同様に、第2実施形態が図1Bおよび図1Eに示される。この第2実施形態においては、成形部材10は、スウィープ軸Aに沿ううねりと、下方突起部材14および16の外向き面11および内向き面13上に存在する扇形切欠部17とを備える。最終的に、第3実施形態が図1Cおよび図1Fに示される。この第3実施形態においては、成形部材10は、うねり21が下方突起部材14および16の直上において上方部材12に沿って存在することを除いては、第2実施形態と同じ構成を有する。
【0016】
以下にこれらの異なる実施形態の一般的な目的および差異を、簡潔に、本発明を制限することなく、説明する。タイヤの横方向すなわちサイプのスウィープ軸におけるトレッド要素の剛性が望ましい値であり、プログレッシブ・サイプの深さが大きくない特定の状況においては、図1Aに示す第1実施形態が良好な設計上の選択となり得る。タイヤの横方向すなわちサイプのスウィープ軸におけるトレッド要素の剛性が望ましい値であり、プログレッシブ・サイプの深さが大きいためにサイプの離型が困難である他の例においては、図1Bに示す第2実施形態が良好な選択となり得る。最終的に、トレッド要素の剛性がタイヤの横方向および径方向において要求される場合においては、図1Cに示す第3実施形態が良好な選択となり得る。これらの実施形態のそれぞれが、これらの異なる用途に対して最適となる理由は、これらの詳細な説明が進むにつれて、容易に明らかになるであろう。
【0017】
従来のサイプは、プログレッシブ・サイプと比較すると、1対の下方突起を有さない。したがって、従来のサイプを形成するための成形部材は、下方延長部材14および16を有さず、かわって、全般的に、細長い上方部材12を備える。したがって従来のサイプ成形部材が波状(すなわち非線形)経路に沿って下方に延長するとき、スリット状部材の極めて狭い底端部表面および存在し得る側面に対してのみ、抵抗力は作用するので、成形操作時および離型操作時に従来のサイプ形成部材に作用する抵抗力は顕著に小さくなる。
【0018】
結果として、成形操作時および離型操作時において、プログレッシブ・サイプ成形部材10は、従来のサイプに関連する成形部材よりも、実質的により大きい力にさらされることとなる。下方部材14および16は外向きに延長するため、プログレッシブ・サイプ成形部材10は、従来のサイプ成形部材よりも顕著に大きい横方向表面積を提供し、その横方向表面積に対して、トレッドは、型締め操作時または型開き操作時にそれぞれ成形部材が入ることまたは係るトレッドから引き抜かれることに抵抗する力およびモーメントを加える。したがって、従来のサイプ成形部材と比較すると、顕著により大きい力がプログレッシブ成形部材10に対して加えられる。
【0019】
例えば、図2Aおよび図2Cを参照すると、プログレッシブ・サイプ成形部材10の例示的な実施形態が、型締め操作時における断面図において示される。トレッドの成形前および/または硬化前等において、モールド40が型締めされるとき、サイプ成形部材10は、締め力FCにより、成形モールド内に配置されたトレッド材料へと押し込まれる。したがって、トレッド材料はサイプ成形部材10の侵入に対して抵抗し、その結果、抵抗力FRCが成形部材10の下方延長14および16に対して加えられる。さらに、下方延長部材14および16は、モーメントMRCを受ける。このモーメントMRCは、係る下方延長部材14および16のそれぞれが、上方部材12から片持ち梁状に延長するために生じるものである。同様に、図2Bに示されるように、型開き操作時においてトレッドが部材10の引き抜きを妨げようとするため、トレッドは抵抗力FROおよびモーメントMROを下方部材14および16に対して加える。
【0020】
図3Aおよび図3Bを参照すると、扇形切欠部17の断面を見ることができる。成形部材10の表面積が増加することは、通常、離型をより困難なものとするのであるが、下記でさらに詳細に説明するように、扇形切欠部17は、予想に反して、成形部材10の離型を助ける。扇形切欠部17が成形部材10の離型を助ける理由の1つの可能な説明は、成形部材10がトレッドゴム20から抜け出るにつれ、ひとたび隆起が扇形切欠部を出て成形部材10の外向き面11に接すると、成形部材10の外向き面11上に存在する扇形切欠部17によりサイプ24に形成された隆起23は、成形部材から反れる動作を提供し、成形部材の外向き面11により形成されたサイプ24の表面の大部分を、成形部材10との接触状態から脱する方向に持ち上げる小さいプライバーのように機能し、その結果、成形部材10の離型をより困難なものとする摩擦および真空の大部分が除去されるということになるであろう。離型サイクルの残りにおいては、隆起23は、離型の完了時まで、成形部材10の外向き面11上で摺動する滑材のように機能し、摩擦が低減される。うねり21が成形部材10の上方部材12に存在する場合においては、隆起23は、これらのうねりにより形成されたアンダーカット内に存在するトレッドゴム20が、離型方向に加えられる巨大な力(この力は、トレッドゴム20および/または成形部材10に損傷を与え得る)のみによらず、上述の反れる動きにより、抜け出ることを助けるものと見られる。扇形切欠部は、隆起が比較的容易に扇形切欠部から滑り出ることが可能なよう、うねりおよび斜面25を有さず、標準的なドラフト角度を有するよう構成されてもよい(図3A参照)。これらは、扇形切欠部17および隆起23が作用する理由に対する妥当と思われる説明であるが、その正確な機構は明らかではない。本発明は、任意の特定の理由によってではなく、これらの予想外の驚くべき結果を発揮する構造によって限定される。
【0021】
さらに、成形部材10の下方突起部材14および16の内向き面13および外向き面11上に存在する扇形切欠部17により作成されるサイプの対向する側壁上の隆起23は、成形部材10のスウィープ軸Aに平行な方向におけるトレッド要素の剛性を向上させる。特に、成形部材の扇形切欠部17は、下方突起部材14および16のそれぞれの内向き面13から外向き面11へと交互に入れ替わり、その結果、下方突起部材の厚さは、扇形切欠部が存在する領域においては比較的一定に0.2ミリメートル(約0.008インチ)に保たれるのに対して、下方突起部分14および16と上方部材12とのそれ以外の部分は0.4ミリメートル(約0.016インチ)の厚さを有する。
【0022】
図3Bに見られるように、下方突起部材の1つの表面13上の少なくとも1つの扇形切欠部17は、下方突起部材の他方の表面11上に存在する2つの扇形切欠部17の間に存在する。したがって、サイプ24の下方突起28および30の対向する側壁上に形成される隆起23は同じ特性を有し、トレッドが変形すると、歯車の歯が噛み合うように、噛み合うであろう。その結果、サイプ24のスウィープ軸Aに平行な任意の方向におけるトレッド要素の相対的な動きは制限される。これにより、トレッド要素がひとたび接触パッチに入ると、全体的な剛性が高くなる。無論、サイプ24および成形部材10の厚さは、扇形切欠部17を有する領域および扇形切欠部17を有さない領域の両方において、望ましいトレッド要素剛性を達成するため、およびサイプ形状を成形および離型する能力を維持するために、任意の好適な方法で変化してもよい。各扇形切欠部の幅WS、各扇形切欠部の高さHSおよび各扇形切欠部間のピッチPSも、必要に応じて変わり得る。図3Bに示すように、WSは0.55ミリメートル(約0.102インチ)、HSは下方突起部材の高さの約90パーセントであり、PSは、1.31ミリメートル(約0.052インチ)である。
【0023】
図2Aおよび図2Cにおいて全般的に示されるように、下方部材14および16は、それぞれ対応する長さl14およびl16を有し、外方向に幅W延長する。図示の実施形態において、上方サイプ形成部材12は長さl12を有する。図2Aおよび図2Cを参照すると、上方サイプ成形部材12の長さl12は、距離lMおよび距離lTの和に等しい。ここで、距離lMは、上方サイプ成形部材12が成形モールド40に挿入される距離を表し、距離lTは、上方サイプ成形部材12がトレッド20に挿入される距離を表す。距離lMおよび距離lTは、任意の所望の距離となり得る。例えば、上方サイプ形成部材12がトレッド内に延長しない場合もあり、その場合、距離lTは、ゼロに等しくなるであろう。換言すれば、上方サイプ成形部材12は、下方部材14および16の間に結合部15を備えるので、上方サイプ成形部材12が実質的に係る結合部15を超えて上方に延長することはない。図示の実施形態においては、下方部材14および16のそれぞれは、上方部材12の底端部の結合部15において、共通の距離、上方部材12から延長する。しかし、他の実施形態においては、下方延長部材14および16のそれぞれは、上方部材12から、上方部材12の長さl12に沿う同じ位置または異なる位置から、独立に延長し得ることが想定されている。
【0024】
図2Cに示す特定の場合において、1つまたは複数のうねりが結合部15の直上に存在し得る。なお、このうねりは、成形モールドに接合する位置の約2ミリメートル(約0.079インチ)下方で停止する。うねりの長さは、トレッドに侵入する上方部材の長さltから、結合部15上方と成形モールド40の接合点下方との好適な距離を差し引いた長さ、例えば全体で数ミリメートルにおよそ等しい。さらに、振幅VAおよびハーフピッチHPは、うねり21が結合部15において開始するものとして、1.0ミリメートル(約0.039インチ)となり得る。無論、これらのうねり21の寸法および位置は、所望により変わり得る。例えば、ハーフピッチHPは、0.77〜1.0ミリメートル(約0.030〜0.039インチ)の範囲でもよく、振幅VAは、通常、0.5〜1.0ミリメートル(約0.0195〜0.039インチ)の範囲となる。また、うねりの形状は図示したものと異なってもよく、成形部材10のスウィープ軸Aに沿って延長するうねりに対して後で説明するのと同様の構成を有してもよい。無論、係る成形部材により形成されるサイプの上方部分の対向する側壁は、相補的な形状およびうねりを有するであろう。
【0025】
図1B、図1C、および図4に例示されるように、プログレッシブ・サイプ成形部材10が経験する追加的な力および応力を克服するために、係る部材10は、部材10のほぼ長さ方向に延長するスウィープ軸Aに対して、長さLに沿って部材10をうねらせることにより、強化されている。換言すると、(例えば、図8〜図9Dに示す等の)サイプ成形部材10および同部材10から形成される任意の対応するサイプ24は、対応する部材10またはサイプ24の長さLに対して任意の所望の方法でスウィープ軸Aの対向側面の間で交互に入れ替わる。したがって、部材10は経路Pに沿って延長し、この経路Pは、スウィープ軸Aに沿って、うねりながら、すなわち非線形的に、延長する。図4を参照すると、各うねり区間Sは、長さULの半分(1/2)に等しい距離だけ、スウィープ軸Aに沿って延長する。
【0026】
図1B、図1Cおよび図4に示されるように、特定の実施形態においては、うねり経路Pは、軸Aに対して対照的であってもよい。一方、図5に例示されるように、部材10は、スウィープ軸Aに対して対称的でない(すなわち非対称的である)うねり経路Pに沿って延長してもよいことが意図されている。うねり経路Pは、図1B、図1C、図4および図5に例示されるように、滑らかな波形すなわち曲線状の経路として延長してもよいことが意図されている。例えば、波形は、長さULに等しい周期および距離UAに等しい振幅を有する正弦波を含み得る。他の実施形態において、うねり経路Pは、階段状(すなわち、のこぎり歯状)経路において延長してもよい。なお、このうねり経路Pは、線形または非線形の階段状うねり区間Sから構成されてもよい。線形の階段状経路Pが図6において例示される。うねり経路Pは、サイプ成形部材10の一部に沿って存在または延長してもよく、および/またはサイプ成形部材10の異なるうねりを有する部分と組み合わされてもよい。例えば、サイプ成形部材10は、曲線状うねり区間または階段状うねり区間を含んでもよい。さらに、経路Pの延長は、図1B、図1C、および図4に示すように一貫した方法もしくは均一な方法で、または経路Pに沿って間欠的、変動的、非反復的、もしくは任意の方法で(すなわち、これは、経路Pが一貫しない方法または間欠的な方法で経路Pに沿ってうねり得ることを意味する)、長さLに沿って延長してもよい。
【0027】
スウィープ軸Aは、一般に、サイプ形成部材10または対応するサイプの長さLに沿って延長する。全般的に図1〜図6に示すように、スウィープ軸Aは、線形であってもよい。一方、他の実施形態においては、スウィープ軸Aは、図7の実施形態に示すように、非線形方向において延長してもよい。
【0028】
うねりを有する下方部材14および16を提供することにより、それぞれは、成形部材10が、成形プロセスの間にトレッドに押し込まれるときに、および引き抜かれるときに加えられる力に対して、よりよく(すなわち、より効果的に)耐えることができる。したがって、上方部材12がうねりを有さず、下方部材14および16がうねりを有してもよいことが意図されている。部材12、14、および16は、異なるうねり、および独立的なうねりを有してもよく、または任意の組合せでともにうねりを有してもよいことが意図されている。部材12、14、16は、図1B、図1C、図4、および図5で、ともにうねりを有する特定の実施形態を示している。
【0029】
1つの実施形態において、正弦波経路Pは、10ミリメートルの周期ULおよび0.3ミリメートル(約0.012インチ)、0.4ミリメートル(約0.016インチ)、または0.6ミリメートル(約0.024インチ)の振幅UAを有する。他の実施形態において、振幅UAは0.3〜0.6ミリメートル(約0.012〜0.024インチ)または0.4〜0.6ミリメートル(約0.016〜0.024インチ)であってもよい。さらに他の実施形態において、振幅UAは、少なくとも0.3ミリメートル(約0.012インチ)、少なくとも0.4ミリメートル(約0.016インチ)、または周期ULの少なくとも3パーセントであってもよい。ある研究によれば、成形部材10の正弦波経路Pが10ミリメートルの周期ULおよび0.6ミリメートル(約0.024インチ)の振幅UAを有する場合、最大降伏応力(すなわち、フォンミーゼス応力)は、実質的に同じ断面形状および寸法の、うねりを有さない成形部材と比較して、1/2.5に減少すると推定される。しかし、振幅UAを0.6ミリメートルから0.4ミリメートル(約0.024インチから0.016インチ)に減少させると、最大降伏応力は1/2に減少した。
【0030】
図10において、グラフは、正弦波経路Pの異なる振幅UAについて、うねりを有する成形部材10により提供される最大降伏応力(すなわち、フォンミーゼス応力)の相対的改善(低下)をより全般的に示す。さらに詳細には、グラフは、うねりを有する成形部材10とうねりを有さない成形部材を比較することにより、最大の相対的応力低下を示す。但し、ここで各成形部材の断面形状および寸法は、実質的に同一である。このグラフにおいては、最大降伏応力の比較は、相対的な最大降伏応力σy,u/σy,oにより表される。なお、このσy,u/σy,oは、うねりを有するサイプ成形部材10の最大降伏応力σy,uをうねりを有さないサイプ成形部材の最大降伏応力σy,oで除算した値に等しい。全般的に図10に示すように、応力の低下は、波形の振幅UAが増加するにしたがって、大きくなる。
【0031】
うねりを用いて応力を低下させることにより強度および耐性の向上を達成することにより、うねりを有する部材12、14、および16のそれぞれの厚さt12、t14、およびt16は小さくなり、その結果、タイヤトレッドにおいて生じたサイプの性能、ならびに対応するタイヤトレッドの性能が改善され得る。図2Aおよび図2Cの実施形態を参照すると、厚さt12、t14、およびt16が示されている。係る厚さは、部材10の長さLに沿って変化してもよく、互いの間で変化してもよい。特定の実施形態においては、任意の厚さt12、t14、およびt16は、0.4ミリメートル(約0.016インチ)以下であり得、他の実施形態においては、0.3ミリメートル(約0.012インチ)以下、0.2ミリメートル(約0.008インチ)以下、および0.1ミリメートル(約0.004インチ)以下であり得る。特定の実施形態においては、任意の厚さt12、t14、およびt16は、0.05〜0.4ミリメートル(約0.002〜0.016インチ)であり得、他の実施形態においては、0.05〜0.3ミリメートル(約0.002〜0.012インチ)または0.05〜0.2ミリメートル(約0.002〜0.008インチ)であり得る。さらに、幅Wに関しては、任意の距離に延長してもよい。特定の実施形態においては、幅Wは、3〜8ミリメートル(約0.12〜0.32インチ)にほぼ等しく、さらに詳細な実施形態においては、5〜6ミリメートル(約0.2〜0.24インチ)にほぼ等しい。
【0032】
プログレッシブ成形部材10の、成形モールドへの付着を容易にするために、部材10は1つまたは複数の付着手段を備えてもよい。特定の実施形態においては、図2A、図2B、および図2Cに例示するように、上方部材12の上方部分が、溶接等により固定されるために成形モールド40に挿入される付着手段となる。さらに図1Cに示すように、付着手段は、アルミニウム成形モールド内において溶接部材10のために上方部材12の一部のまわりにアルミニウムまたは他の金属を固定するのを容易にするため、上方部材12に沿って配置された1つまたは複数の孔19を備えてもよい。当該技術分野において既知である他の任意の付着手段が、上方部材12および/または孔19に加えて、または上方部材12および/または孔19に替わって、用いられてもよい。さらに、対応する部材14、16を通して空気またはゴムの排出を容易にするため、通気孔18が、任意の底面部材14、16内に備えられてもよい。
【0033】
うねりを有するサイプ成形部材10は、対応するプログレッシブ・サイプ24をタイヤトレッドに形成するために使用される。図8A〜図8Cを参照すると、同様の形状を有する成形部材10により形成されるうねりを有するプログレッシブ・サイプ24を有する代表的なトレッド20が示される。図示の実施形態において、プログレッシブ・サイプ24はトレッド要素22内に形成され、トレッド要素22は、リブ22aまたはブロック22bを備え得る。サイプ24は、所望のトレッドパターンを達成するために、トレッド20内において、任意の所望の方法で使用および配向され得る。したがって、各サイプ24は、トレッド要素22に沿って任意の方向においてスウィープ軸Aに沿って延長し得る。なお、ここで、係るスウィープ軸Aは、線形または非線型である。図8A〜図8Cにおいて、例えば、サイプ24は、特定の実施形態において、トレッドに沿って提供され得る。なお、ここで、サイプ24aはブロック22bに沿って延長し、サイプ24bはリブ22aに沿って延長する。さらに詳細には、サイプ24aは、トレッド20の長手方向中心線CLに対して略垂直な方向においてトレッド20に沿って横方向に延長するのが示されており、サイプ24bは、トレッド長手方向中心線CLに対してずれた角度で横方向に延長する。サイプ24は、タイヤのまわりに円周方向にも延長し得る。ここで、サイプ24の長さL、または対応する成形部材10の長さはトレッドの長さまたは円周に等しい。または、係るサイプ24、または成形部材10は、連続であるとも言える。他の実施形態においては、うねりを有するサイプ24は、図8A〜図8Cに例示するように、対応するトレッド要素22の幅(または長さ)全体にわたって延長してもよく、または他の実施形態においては、サイプ24は、任意のトレッド要素22の幅または長さ全体より小さい任意の部分に沿って延長してもよい。
【0034】
図8Aに注目すると、図1Aに示したのと同様の成形部材により形成される、上方部分においてもスウィープ軸に沿ってもうねりを有さない、プログレッシブ・サイプが示されている。図8Bを見ると、図1Bに示す成形部材により形成される、上方部分においてはうねりを有さないが、スウィープ軸に沿ってはうねりを有する、プログレッシブ・サイプが図示されている。最後に図8Cおよび図8Dを見ると、図1Cに図示する成形部材により形成される、上方部分においておよびスウィープ軸に沿ってうねりを有する、プログレッシブ・サイプが示されている。
【0035】
図9A〜図9Dを参照すると、サイプ24は、全般的に、タイヤトレッドの深さ方向に、任意の深さDF延長する。係る図面に示される実施形態等、特定の実施形態においては、サイプ24は、上方部分または第1部分26を備え得る。なお、この上方部分または第1部分26は、成形部材10の第1部材または上方部材12に相当し、うねり25を有してもよく、また有さなくてもよい。上方部材12の場合と同様に、上方部分26はうねりを有してもよく、また有さなくてもよい。サイプ24は、第1下方突起(すなわち脚部)28および第2下方突起(すなわち脚部)30も有し、第1下方突起(すなわち脚部)28および第2下方突起(すなわち脚部)30は、第1成形部材14および第2成形部材16にそれぞれ相当する。特定の実施形態においては、上方部分26は、外側トレッド表面から所望のトレッド深さD26だけ下方に延長する。深さD26は、関連する成形部材10の長さl12に相当する。深さD26は任意の距離を含み得るが、深さD26が実質的にゼロであり、結合部15がトレッド表面に沿って延長する場合もあることが意図されている。下方突起28および30のそれぞれは、トレッド内へ、それぞれ距離D28および距離D30延長する。係る突起28および30は、図示のように同じトレッド深さまで延長してもよく、また他の実施形態においては、トレッド内における異なる深さまで延長してもよい。
【0036】
プログレッシブ・サイプ24の断面形状に関しては、任意の形状が考慮される。図9A〜図9Dの実施形態を全般的に参照すると、プログレッシブ・サイプ24の断面形状が、全般的に逆「Y」字形または逆「h」字形として説明される。しかし、任意の他の形状または変化例が使用可能であり、したがって、任意の他の形状または変化例が本発明の範囲に含まれることが意図されている。例えば、図9Aに示す実施形態を参照すると、図示のサイプ24の断面形状は、叉骨形状を形成すると言及することもできる。さらに、下方突起28および30は、全般的に逆「U」字形状または逆「V」字形状を形成する。上方部分が、存在しないかまたはその長さが小さいもしくは無視可能である場合、サイプ24は「U」字形状または「V」字形状を形成し得ることになる。図9Bおよび図9Cに示す実施形態を参照すると、図示のサイプ24の断面形状は、小文字の逆「Y」字形状および大文字の逆「Y」字形状をそれぞれ形成すると言及することができる。図9Dを参照すると、図示の断面形状は、小文字の「h」字形状を形成すると言及することができる。サイプ24の断面形状は、図9Aおよび図9Bに例示するように対称的であってもよく、または図9Cおよび図9Dに例示するように非対称的であってもよい。サイプ24は、対応する成形部材10により形成されるため、サイプ24または成形部材10の形状または意匠における任意の変化は、うねりの様式または経路を含め、他方にも当てはまる。したがって、成形部材10ならびに関連する部材12、14、16に関する議論は、サイプ24ならびにその突起26、28、30にも当てはまり、またその逆もまた同様である。したがって、サイプ成形部材10がスウィープ軸Aを有するように、係る成形部材10により形成される対応するサイプ24もまた同じスウィープ軸Aに沿って延長する(対応するスウィープ軸Aを有する)。
【0037】
作動中は、上方突起26は、トレッド表面に沿って第1サイプ切開を提供し、この第1サイプ切開は、図8A〜図8Dに見られる。タイヤトレッドが特定の深さまで摩滅した後、上部サイプ切開は深さD24だけ摩耗し、その結果、第1突起28および第2突起30に関連する1対の離間したサイプ切開が露出した状態となる。しかし、サイプ成形部材10は、第1下方成形部材14および第2下方成形部材16のみがトレッド20内に含まれる(すなわち、第1突起28および第2突起30のみが摩耗していないトレッド内に含まれる)ように配列されてもよいことが意図されている。換言すると、距離lTは、図2Aおよび図2Cに示すよう、ゼロに等しくなるであろう。
【0038】
下方突起30の外壁上に存在する、成形部材10の扇形切欠部17により形成された、1つの隆起23、および下方突起28の内壁上に存在する1つの隆起23のみが、明確さのために、図9A〜図9Dに示されるが、実際上は、隆起23は、下方突起28および30の内壁から外壁への方向が交互に入れ替わり、その結果、図8Eに最もよく示されるように、隆起23が、前述のごとく、噛み合うようになることに留意されたい。したがって、隆起/サイプの形状は、図3Bに示す形状の陰像である。この構成により、トレッド要素の剛性が向上する。
【0039】
図11を参照すると、本発明の他の実施形態が示される。うねりを有するサイプ24は、例えば他の溝またはサイプ等、他の任意のトレッド特徴と交差し得ることが意図されている。図11においては、多特徴成形部材50が示される。多特徴成形部材50は、全般的に、第2トレッド特徴成形部材52と交差する、うねりを有するサイプ形成部材10を備える。うねりを有する成形部材10は、上記で考慮した任意の実施形態を備えてもよく、任意の入射角で第2成形部材52と交差してもよい。第2成形部材52は、溝またはサイプを形成してもよく、この溝またはサイプは、トレッドに沿って任意の方向に延長してもよい。例えば、第2成形部材52は、トレッドに沿って、横方向または円周方向を含む任意の方向に延長する。図10に示す特定の実施形態においては、第2成形部材52は、概して上方成形部分54および下方成形部分56を備え、下方部分56は、位置58において上方部分54から延長する一方、上方成形部分54から幅方向にも延長する(すなわち、下方部分56は上方成形部分54よりも広い)。図示の実施形態においては、下方部分56は、部材10の1対の下方突起部材14および16により形成される形状と同様の外側形状を有し得る単一の楕円形またはティアドロップ形の形状を形成するが、他の実施形態においては、下方部分56は、他の所望の形状を有してもよい。他の実施形態においては、第2成形部材52は、第2うねりを有する成形部材10であってもよいし、任意の距離だけ下方に延長する長尺上方部分54を一般的に含む、従来のサイプを有していてもよい。係る下方の延長は、線形であっても非線形であってもよい。
【0040】
図11に示すように、上方成形部分54は、係る成形部分54の上部および底部の間で距離l54だけ延長する一方、底面成形部材56は係る成形部分56の上面および底面の間で距離l56だけ延長する。特定の実施形態においては、上方成形部分距離l54は、少なくとも2ミリメートル(約0.079インチ)に等しく、トレッドにおいて下方成形部分56により形成される下方摩耗層は、距離l54が摩耗した後に、露出される。他の実施形態においては、距離l54および距離l56について、任意の他の所望の距離が用いられてもよい。さらに、プログレッシブ・サイプ成形部材10の下方突起14および16と、第2成形部材52の下方成形部分56とは、図11に示すように、対応する部材10および52に沿う同様の位置から延長(または開始)(すなわち、位置15および58は部材50の高さに沿って同様に配置)され得るが、他の実施形態においては、下方突起および下方成型部分56は、部材50の高さに沿って異なる位置から延長(開始)されてもよい。最後に、突起長さl14、l16および下方部分長さl56は、図11に示すように、同じであってもよく、また他の実施形態においては、異なってもよい。扇形切欠部17は、成形部材10および52の下方部分の、両方に存在する場合もあり、いずれかに存在する場合もあり、またはいずれにも存在しない場合もある。また、うねりは、成形部材10および42の上方部分の、両方に存在する場合もあり、いずれかに存在する場合もあり、またはいずれにも存在しない場合もある。
【0041】
本明細書で検討した成形部材の任意の実施形態は、レーザー焼結(選択的レーザー溶融加工)または扇形切欠部を有する下方突起部材を含む複雑な形状の製造を可能にする他の高速プロトタイピング技術(例えばマイクロキャスティング等)を用いて製造され得る。係る技術を用いると、成形部材は任意の所望の形状を有することができる。特に、米国特許第5,252,264号に開示される技術は、これらの成形部材を製造するのに用いることができる。米国特許第5,252,264号は、参照によりその全体が本明細書に援用される。
【0042】
図12のグラフは、本明細書に記載の扇形切欠部を実装することによる、プログレッシブ・サイプ部材の改善された離型を示す。2つの試用テスト(EPR−1−1およびEPR−1−2と示される)が、図13Aに示すように、スウィープ軸に沿ってうねりを有するプログレッシブ・サイプ成形部材10の斜面で最初に実施された。両方の試用テストは、離型操作の間、0.1〜0.2ミリメートルの変位において、約340デカニュートンの最大力(0.004〜0.008インチの変位で、約764重量ポンド)を示す。次いで、離型力は、0.4ミリメートルの変位で約250デカニュートン(0.004〜0.008インチの変位で約562重量ポンド)に低下し、1〜1.4ミリメートルの変位(約0.039〜0.055インチの変位)に達するまで比較的一定値に留まり、次いで、2〜2.2ミリメートルの変位で約130デカニュートン(0.079〜0.087インチの変位で約292重量ポンド)に低下し、離型サイクルの終了時まで比較的一定値に留まる。次いで、他の2つの試用テスト(EPR−2−5およびEPR−2−6と示される)がプログレッシブ・サイプ成形部材10の他の斜面で実施された。なお、プログレッシブ・サイプ成形部材10のこの斜面は、図13Bに示すように上方部材に沿ってもうねり21を有する点を除いては、第1の構成と同様の構成を有する。予想通り、これらの成形部材の表面積が第1構成よりも大きいため、離型力はより大きくなる。両方の試用テストにおいて、ピーク力は0.1〜0.2ミリメートルの変位で350デカニュートン(0.004〜0.008インチの変位で約786重量ポンド)以上となり、次いで、0.4ミリメートルの変位で300〜250デカニュートン(0.016インチの変位で約674〜562重量ポンド)へと低下した。次いで、力は、1.2ミリメートルの変位で300〜330デカニュートン(0.047インチの変位で約674〜742重量ポンド)へと上昇し、残りの離型サイクルの間は、一定値に留まった。最後に、他の2つの試用テスト(EPR−3−3およびEPR−3−4と示される)が、図13Cに示すように扇形切欠部17が下方突起部材に加えられていることを除いて第2構成と同様の構成を有する成形部材10の斜面で、実施された。
【0043】
当業者は、これらの成形部材を離型するのに必要な仕事が、表面積の増加により、全3構成の内で最大になるであろうと予測するであろうが、事実はそうではない。これらの成形部材を離型するのに必要な仕事量を表す力変位曲線下の面積は、全3構成の内で最小であった。特に、0.2〜0.3ミリメートル(約0.008〜0.012インチ)の変位におけるピーク力は、第1構成より大きく、第2構成と同じであったが、0.6〜0.8ミリメートル(約0.024〜0.031インチ)以降は、第3構成を離型するのに必要な力は、第2構成より小さく、第1構成以下であった。その1つの説明は、扇形切欠部により形成される隆起が、サイプを広げるのを助け、その結果、成形部材の離型が助けられるということである。この現象が生じた理由については異なる説明が存在するが、本発明は、いずれか1つの特定の説明に限定されるものではなく、ただ、これらの驚くべき利益を生じさせる構造のみに関するものである。
【0044】
これらのテスト結果は、プログレッシブ・サイプ成形部材上で扇形切欠部を用いることにより、サイプの離型に必要とされる力が低減し、したがって、プログレッシブ・サイプの成形および離型を達成するにあたって効果的となるであろうことを示している。有利なことに、これらの扇形切欠部は、サイプを成形する能力を損なうことなくトレッド要素の横方向の剛性を強化する方法も提供する。最後に、タイヤの径方向におけるトレッド要素の剛性を高める特徴は、サイプの成形および離型を不可能とすることなく、扇形切欠部と組み合わせて用いられ得る。
【0045】
本発明に係る特定の実施形態を参照して本発明を説明してきたが、係る説明は例示のためになされたものであり、限定のためではないことは理解されるであろう。したがって、本発明の範囲および内容は、添付の特許請求項によってのみ定められるものである。
【特許請求の範囲】
【請求項1】
成形モールドにおいて用いられるサイプ成形部材であって、
上端部から底端部まで下方に延長する上方成形部材と、
第1下方突起部材および第2下方突起部材と、を備え、
前記下方突起部材のそれぞれは、前記上方成形部材から下方に延長し、外向き面および内向き面を有し、前記第1下方突起部材は、凹陥部を有する外向き面および内向き面を有する、成形部材。
【請求項2】
前記第2下方突起部材は、その外向き面上および内向き面上に凹陥部を有する、請求項1に記載の成形部材。
【請求項3】
前記第1下方突起部材の前記外向き面上および前記内向き面上の前記凹陥部は、1つの表面上に配置される2つの凹陥部の間に他方の表面上に配置される少なくとも1つの凹陥部が存在する交互パターンを有する、請求項1に記載の成形部材。
【請求項4】
前記凹陥部は、前記サイプ成形部材の離型を助けるために、内側に少なくとも1つの斜面を有する、請求項1に記載の成形部材。
【請求項5】
前記サイプ成形部材はスウィープ軸を有し、その軸に沿って前記サイプ成形部材が所望の経路においてうねる、請求項1に記載の成形部材。
【請求項6】
前記うねり経路は曲線状経路である、請求項5に記載の成形部材。
【請求項7】
前記第1下方突起部材および前記第2下方突起部材は、対称的な断面形状を形成する、請求項1に記載の成形部材。
【請求項8】
前記第1下方突起部材および前記第2下方突起部材は、「U」字状または「V」字状の断面形状を形成する、請求項1に記載の成形部材。
【請求項9】
前記サイプ形成部材は、一般的に、逆「Y」字状または逆「h」字状の断面形状を形成する、請求項1に記載の成形部材。
【請求項10】
前記サイプ成形部材は、溝成形部材または第2サイプ成形部材と交差する、請求項1に記載の成形部材。
【請求項11】
前記上方成形部材はうねりを含む、請求項1に記載の成形部材。
【請求項12】
成形されたタイヤトレッドを有するタイヤであって、
1つまたは複数の溝により隔てられた複数のトレッド要素と、
トレッド要素内に1つまたは複数のプログレッシブ・サイプと、を備え、
前記サイプのそれぞれは、
上方サイプ部分から延長する第1下方サイプ突起および第2下方サイプ突起を備え、前記突起のそれぞれは、前記トレッド内において他方の突起から離間し、前記トレッド内における一定の深さへと延長し、前記第1下方サイプ突起および前記第2下方サイプ突起は対向する側壁を有し、前記第1下方サイプ突起は、その対向する側壁上に隆起を有する、タイヤ。
【請求項13】
前記第2下方サイプ突起は、その対向する側壁上に隆起を有する、請求項12に記載のタイヤ。
【請求項14】
前記第1下方突起の前記対向する側壁上の前記隆起は、1つの側壁上に配置される2つの隆起の間に他の側壁上に配置される少なくとも1つの隆起が存在する交互パターンを有する、請求項13に記載のタイヤ。
【請求項15】
各サイプはスウィープ軸を有し、その軸に沿って前記サイプが所望の経路においてうねる、請求項12に記載のタイヤ。
【請求項16】
前記上方サイプ部分は、外側トレッド接触表面から前記トレッド内における最終深度まで延長し、前記第1延長および前記第2延長は前記上方サイプ部分から延長する、請求項12に記載のタイヤ。
【請求項17】
前記うねり経路は、交互に入れ替わる経路である、請求項15に記載のタイヤ。
【請求項18】
前記第1突起および前記第2突起のそれぞれは、前記トレッド内において異なる深さまで延長する、請求項12に記載のタイヤ。
【請求項19】
前記上方サイプ部分は、うねりを有する対向する側壁を備える、請求項12に記載のタイヤ。
【請求項1】
成形モールドにおいて用いられるサイプ成形部材であって、
上端部から底端部まで下方に延長する上方成形部材と、
第1下方突起部材および第2下方突起部材と、を備え、
前記下方突起部材のそれぞれは、前記上方成形部材から下方に延長し、外向き面および内向き面を有し、前記第1下方突起部材は、凹陥部を有する外向き面および内向き面を有する、成形部材。
【請求項2】
前記第2下方突起部材は、その外向き面上および内向き面上に凹陥部を有する、請求項1に記載の成形部材。
【請求項3】
前記第1下方突起部材の前記外向き面上および前記内向き面上の前記凹陥部は、1つの表面上に配置される2つの凹陥部の間に他方の表面上に配置される少なくとも1つの凹陥部が存在する交互パターンを有する、請求項1に記載の成形部材。
【請求項4】
前記凹陥部は、前記サイプ成形部材の離型を助けるために、内側に少なくとも1つの斜面を有する、請求項1に記載の成形部材。
【請求項5】
前記サイプ成形部材はスウィープ軸を有し、その軸に沿って前記サイプ成形部材が所望の経路においてうねる、請求項1に記載の成形部材。
【請求項6】
前記うねり経路は曲線状経路である、請求項5に記載の成形部材。
【請求項7】
前記第1下方突起部材および前記第2下方突起部材は、対称的な断面形状を形成する、請求項1に記載の成形部材。
【請求項8】
前記第1下方突起部材および前記第2下方突起部材は、「U」字状または「V」字状の断面形状を形成する、請求項1に記載の成形部材。
【請求項9】
前記サイプ形成部材は、一般的に、逆「Y」字状または逆「h」字状の断面形状を形成する、請求項1に記載の成形部材。
【請求項10】
前記サイプ成形部材は、溝成形部材または第2サイプ成形部材と交差する、請求項1に記載の成形部材。
【請求項11】
前記上方成形部材はうねりを含む、請求項1に記載の成形部材。
【請求項12】
成形されたタイヤトレッドを有するタイヤであって、
1つまたは複数の溝により隔てられた複数のトレッド要素と、
トレッド要素内に1つまたは複数のプログレッシブ・サイプと、を備え、
前記サイプのそれぞれは、
上方サイプ部分から延長する第1下方サイプ突起および第2下方サイプ突起を備え、前記突起のそれぞれは、前記トレッド内において他方の突起から離間し、前記トレッド内における一定の深さへと延長し、前記第1下方サイプ突起および前記第2下方サイプ突起は対向する側壁を有し、前記第1下方サイプ突起は、その対向する側壁上に隆起を有する、タイヤ。
【請求項13】
前記第2下方サイプ突起は、その対向する側壁上に隆起を有する、請求項12に記載のタイヤ。
【請求項14】
前記第1下方突起の前記対向する側壁上の前記隆起は、1つの側壁上に配置される2つの隆起の間に他の側壁上に配置される少なくとも1つの隆起が存在する交互パターンを有する、請求項13に記載のタイヤ。
【請求項15】
各サイプはスウィープ軸を有し、その軸に沿って前記サイプが所望の経路においてうねる、請求項12に記載のタイヤ。
【請求項16】
前記上方サイプ部分は、外側トレッド接触表面から前記トレッド内における最終深度まで延長し、前記第1延長および前記第2延長は前記上方サイプ部分から延長する、請求項12に記載のタイヤ。
【請求項17】
前記うねり経路は、交互に入れ替わる経路である、請求項15に記載のタイヤ。
【請求項18】
前記第1突起および前記第2突起のそれぞれは、前記トレッド内において異なる深さまで延長する、請求項12に記載のタイヤ。
【請求項19】
前記上方サイプ部分は、うねりを有する対向する側壁を備える、請求項12に記載のタイヤ。
【図1A】

【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図9A】
【図9B】
【図9C】
【図9D】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図13C】
【図1B】
【図1C】
【図1D】
【図1E】
【図1F】
【図2A】
【図2B】
【図2C】
【図3A】
【図3B】
【図4】
【図5】
【図6】
【図7】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図9A】
【図9B】
【図9C】
【図9D】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図13C】
【公表番号】特表2012−529392(P2012−529392A)
【公表日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2012−514929(P2012−514929)
【出願日】平成21年6月12日(2009.6.12)
【国際出願番号】PCT/US2009/047139
【国際公開番号】WO2010/144090
【国際公開日】平成22年12月16日(2010.12.16)
【出願人】(512068547)コンパニー ゼネラール デ エタブリッスマン ミシュラン (169)
【出願人】(508032479)ミシュラン ルシェルシュ エ テクニーク ソシエテ アノニム (499)
【Fターム(参考)】
【公表日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成21年6月12日(2009.6.12)
【国際出願番号】PCT/US2009/047139
【国際公開番号】WO2010/144090
【国際公開日】平成22年12月16日(2010.12.16)
【出願人】(512068547)コンパニー ゼネラール デ エタブリッスマン ミシュラン (169)
【出願人】(508032479)ミシュラン ルシェルシュ エ テクニーク ソシエテ アノニム (499)
【Fターム(参考)】
[ Back to top ]