
払拭用ゴム製品、ワイパブレード用のラバー、ワイパブレード用のラバーの製造方法、およびワイパ装置
【課題】ブレードラバーのラバー表面を、ドライ状態では硬いものが、吸水により表面硬度が軟化するように改質し、これによって、硬化処理による摩擦低減と払拭性低下は二律背反の関係にあり、この低摩擦と高払拭とを高いレベルで両立させるようにする。
【解決手段】ラバー表面に、親水性を有するゲル状物質であるHEMAを放射線でグラフト重合することで、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、該低摩擦化が達成できながら払拭性の低下を抑制でき、かつ耐磨耗性に優れたものにできる。
【解決手段】ラバー表面に、親水性を有するゲル状物質であるHEMAを放射線でグラフト重合することで、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、該低摩擦化が達成できながら払拭性の低下を抑制でき、かつ耐磨耗性に優れたものにできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば自動車等の車両のウインドガラスを払拭するために用いられる払拭用ゴム製品、ワイパブレード用のラバー、ワイパブレード用のラバーの製造方法、およびワイパ装置の技術分野に属するものである。
【背景技術】
【0002】
一般に、この種払拭用のゴム製品の中には、例えばこれを車両のウインドガラスを払拭するためのワイパブレード用のラバーに採用されることがある。このようなラバーとしては、ドライ状態での摩擦抵抗を考慮してワイパシステムの設計をする必要がある。そこでワイパブレードの摩擦抵抗を低下させるため、ラバー表面を塩素処理して硬化させるようにしたもの(例えば特許文献1、2)や、イソシアヌレート処理液に含浸してラバー表面を硬化させるようにしたもの(例えば特許文献3)が知られている。
【特許文献1】特開昭59−139926号公報
【特許文献2】特開平5−320394号公報
【特許文献3】特開2002−161154号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、前記ラバー表面を硬化させたものは、ラバー表面に硬化層が生じ、これにより摩擦を低減することができる。しかしながら一方で、硬化処理による払拭性の低下も起きてしまう。これは表面硬化による細かいひび割れの発生や、高硬度化による摩擦面の追従性の低下が原因になる。つまり硬化処理による摩擦低減と払拭性低下は二律背反の関係にあり、低摩擦と高払拭とを高いレベルで両立することは出来ないものであった。また低摺動性の粉体でラバー表面を覆うコーティング材がワイパーブレードの摩擦低減の手法として広く用いられているが、粉体により密接なゴムとガラスの接触が妨げられるため、払拭性の低下は避けられないだけでなく、コーティング材とラバーとの密着性が弱いため、すぐ粉体が剥れてしまい、持続性がないという問題もあり、ここに本発明の解決すべき課題がある。
【課題を解決するための手段】
【0004】
本発明は、上記の如き実情に鑑みこれらの課題を解決することを目的として創作されたものであって、請求項1の発明は、少なくとも払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されることを特徴とする払拭用ゴム製品である。
請求項2の発明は、被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有することを特徴とする請求項1記載の払拭用ゴム製品である。
請求項3の発明は、少なくともワイパブレード用のラバーの払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とするワイパブレード用のラバーである。
請求項4の発明は、被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有する請求項3記載のワイパブレード用のラバーである。
請求項5の発明は、ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3または4記載のワイパブレード用のラバーである。
請求項6の発明は、表面処理剤に活性点を形成し、ラバー表面に反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3乃至5の何れか1記載のワイパブレード用のラバーである。
請求項7の発明は、親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とする請求項3乃至6の何れか1記載のワイパブレード用のラバーである。
請求項8の発明は、表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されるものであることを特徴とする請求項3乃至7の何れか1記載のワイパブレード用のラバーである。
請求項9の発明は、親水性を有するゲル状物質は、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタアクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを用いたグラフト重合体であることを特徴とする請求項8記載のワイパブレード用のラバーである。
請求項10の発明は、親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものであることを特徴とする請求項9記載のワイパブレード用のラバーである。
請求項11の発明は、グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性化させるための活性化線源を照射する処理が施されていることを特徴とする請求項8乃至10の何れか1記載のワイパブレード用のラバーである。
請求項12の発明は、ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項11記載のワイパブレード用のラバーである。
請求項13の発明は、活性化線源は、アルファ線、ベータ線、ガンマ線、電子線、紫外線、エックス線、レーザー線、プラズマ、イオンビーム、コロナに代表される活性化を誘引する線源であることを特徴とする請求項11または12記載のワイパブレード用のラバーである。
請求項14の発明は、活性化線源が電子線である場合において、その吸収線量は5kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は3重量%以上であることを特徴とする請求項13記載のワイパブレード用のラバーである。
請求項15の発明は、グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものであることを特徴とする請求項8乃至14の何れか1記載のワイパブレード用のラバーである。
請求項16の発明は、少なくともワイパブレード用のラバーの払拭表面に、乾燥時は硬く、湿潤時は吸水により表面硬度が軟化するための親水性ゲル状表面処理を施すものであって、該親水性ゲル状表面処理は、親水性を有するゲル状性物質の処理であることを特徴とするワイパブレード用のラバーの製造方法である。
請求項17の発明は、親水性ゲル状表面処理は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合したものであることを特徴とする請求項16記載のワイパブレード用のラバーの製造方法である。
請求項18の発明は、グラフト重合は、該グラフト重合をするためのラバー表面を活性させるための活性化線源を照射する処理を施してから実行されることを特徴とする請求項17記載のワイパブレード用のラバーの製造方法である。
請求項19の発明は、ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項18記載のワイパブレード用のラバーの製造方法である。
請求項20の発明は、車両に揺動自在に設けられるワイパアームと、該ワイパアームに取付けられるラバーホルダと、該ラバーホルダに保持され、車両のウインドガラス面を払拭する長尺状のブレードラバーを備えたワイパ装置において、前記ブレードラバーは、ウインドガラスから離間する方向に弾性変形可能な板バネ部材が装着される一対の装着溝が形成されたヘッド部と、該ヘッド部に連続的に形成され、ラバーホルダに保持され、払拭方向の幅がヘッド部よりも幅狭になった連結部と、該連結部に連続的に形成され、払拭方向の幅が連結部よりも幅狭に形成されたネック部と、該ネック部に連続的に形成され、ウインドガラスに接触して払拭するリップ部とを備えて構成され、少なくともリップ部の払拭面には、湿潤時に吸水によってその表面硬度が乾燥時よりも軟化する親水性を有するゲル性物質が施されていることを特徴とするワイパ装置である。
請求項21の発明は、ブレードラバーのリップ部の払拭方向の両側面には、親水性を有するゲル状物質が付着し、ブレードラバーのリップ部の切断面には親水性を有するゲル状物質が付着していないことを特徴とする請求項20記載のワイパ装置である。
【発明の効果】
【0005】
これらの発明とすることにより、ラバー払拭表面が、払拭時に水に触れて吸水することで表面硬度が軟化することになって、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、該低摩擦化が達成できながら払拭性の低下を抑制でき、かつ耐磨耗性に優れたものにできる。
【発明を実施するための最良の形態】
【0006】
次に、本発明の実施の形態について説明する。本発明は、窓面を払拭するためのブレードラバー等の払拭用のゴム製品、ワイパブレード用のラバー、ワイパブレード用のラバーの製造方法、およびワイパ装置に関するものである。
本発明における払拭用のゴム製品は、ワイパブレード用のラバーとして用いられるが、この場合において、ラバーの払拭表面に、例えば雨天時のように湿潤以外の乾燥時は硬く、湿潤時は吸水により表面硬度が軟化する親水性ゲル状表面処理が施されたものである。該表面処理剤は、乾燥時は硬度が高いことによりガラスとのドライ摩擦抵抗が低下し、湿潤時は吸水によって表面硬度が軟化することでガラスの追従性がよくなり払拭性が向上することにより、乾燥時の低摩擦と優れた雨滴払拭性を両立し、円滑な窓面払拭ができるようにしたものである。
このような表面処理の手法としては、ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理を施すことができ、また、表面処理剤に活性点を形成し、該活性点に化学的な処理をしてラバー表面に反応させることで親水性ゲル状表面処理を施すことができる。
この場合において、親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であり、表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されているものである。
【0007】
本発明は、低摩擦と高払拭を両立させるものであり、そのため、摩擦の大きさが問題となる場面と、払拭性が問題になる場面がそれぞれ異なるものであることに着目した。つまり摩擦の大きさが問題となるドライ時では硬度が高く、払拭性が問題となるウェット時では硬度が低いものを想定し、これによって表面硬度が状況により変化するコーティング処理を施したものとして低摩擦と高払拭の両立が達成できるという仮説を立て、そこで、コーティング処理を親水性の高いハイドロゲル層とすることで解決できるとの推論の基でアプローチしたものである。
ゲル状成分としては、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびそれらの金属塩などの親水性モノマーのグラフト重合体が代表的なものとして挙げられる。
親水性ハイドロゲルは、乾燥状態では硬いが、水を吸うと軟らかくなる性質があり、この親水性ハイドロゲル層をワイパーブレード表面に施すことにより、ドライ摩擦時は乾燥したゲル状の層が高硬度になることで摩擦を低滅することができる一方、雨滴払拭時のウェット状態ではゲル状層が膨潤することにより低硬度化し、これによってガラスとの密着性向上により優れた払拭性が得られると推論できる。またこの場合において、親水性ハイドロゲル層を、グラフト重合により化学的に結合したコーティング層にすることで、コーティング層とラバー表面とが一体化して剥離しがたい耐久性が優れたものになる。
【0008】
本発明において用いられるゴムとしては、通常知られたゴムを採用することができ、例えば、天然ゴム(NR)、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレン−ブタジエン共重合ゴム(SBR)、アクリロニトリル−ブタジエン共重合ゴム(NBR)、クロロプレンゴム(CR)、フッ素ゴム(FKM)、ブチルゴム(IIR)、エチレン−プロピレン共重合ゴム(EPM)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、水素化ニトリルゴム(水素化NBR)、シリコーンゴム、エピクロロヒドリンゴム(CO、ECO)、多硫化ゴム(T)、ウレタンゴム(U)の単独または複数混合したものを例示することができる。そしてこのゴム材に、加硫剤、加硫促進剤、軟化剤、老化防止剤、充填剤、シランカップリング剤、シリカ、カーボンブラック等の通常知られた添加剤を配合したものをプレス加硫等の従来公知の方法により加硫して製造したブレードラバーを挙げることができる。
【0009】
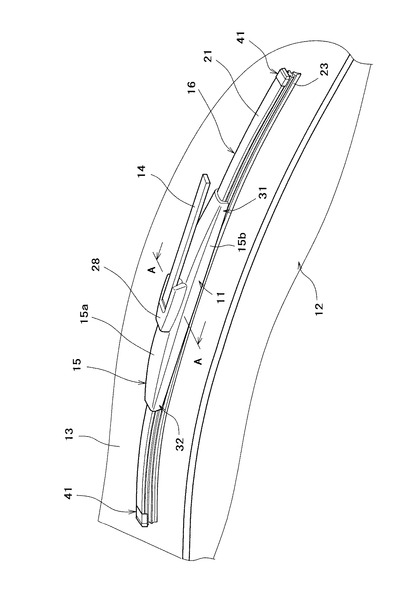
図1は本発明の一実施の形態であるワイパブレードの使用状態を示す斜視図であり、図1に示すワイパブレード11は車両12のフロントウインドガラス13(以下、ウインドガラス13とする)に付着する雨水や前車の飛沫などの付着物を払拭するために設けられている。
【0010】
このワイパブレード11は、車両12に揺動自在に設けられるワイパアーム14の先端に取り付けられるラバーホルダ15と、ラバーホルダ15に保持されるブレードラバー16とを有して構成されており、ブレードラバー16はラバーホルダ15を介してワイパアーム14の押え力が加えられることによりウインドガラス13に弾圧的に接触している。そして、図示しないワイパモータによりワイパアーム14が揺動(駆動)されると、ワイパブレード11はワイパアーム14とともにウインドガラス13上を往復揺動運動してガラス面を払拭する。
【0011】
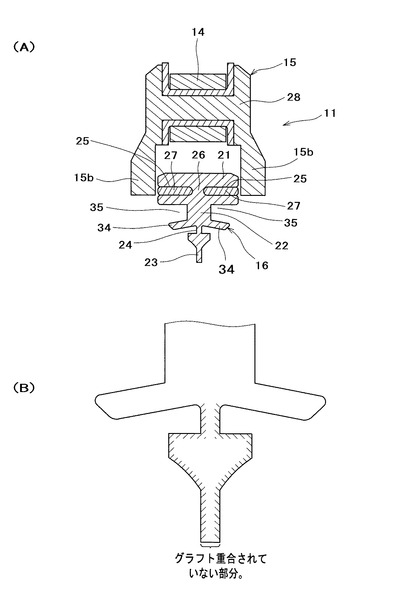
図2(A)は図1におけるA−A線に沿う断面図であり、図2(B)は図2(A)のリップ部の拡大図である。
【0012】
図2(A)に示すように、このワイパブレード11に用いられるブレードラバー16は天然ゴムあるいは合成ゴムなどを材料として、ヘッド部21とヘッド部21に連なる連結部22およびリップ部23を備えた長手方向に一様断面の棒状に形成され、リップ部23においてウインドガラス13に接触するようになっている。リップ部23は連結部22やリップ部23よりも払拭方向の幅が狭く形成されたネック部24を介して連結部22に連結されており、これによりリップ部23はヘッド部21や連結部22に対して払拭方向下手側に傾動自在とされている。
【0013】
ヘッド部21の払拭方向の両側部には、それぞれ払拭方向に凹む装着溝25が形成されている。これらの装着溝25は、それぞれヘッド部21の長手方向の一端から他端に達するように長手方向に延びて形成されており、また、各装着溝25は隔壁部26により互いに隔離された状態で払拭方向に並べて配置されている。そして、これらの装着溝25にはそれぞれ板ばね部材(バーティブラ)27が装着されている。
【0014】
板ばね部材27は鋼板等の板材を打ち抜き加工することによりブレードラバー16と同程度の長さ寸法の平板状に形成されており、ウインドガラス13に垂直な方向に弾性変形自在となっている。したがって、板ばね部材27が装着されたブレードラバー16は板ばね部材27と一体的にウインドガラス13に垂直な方向つまりガラス面に対する湾曲度合いを変化させる方向に弾性変形自在とされている。また、板ばね部材27は自然状態ではその弾性変形自在な方向に向けてウインドガラス13の曲率より強く湾曲しており、これにより板ばね部材27が装着されたブレードラバー16もウインドガラス13から離れた状態ではウインドガラス13よりも大きく湾曲している。
【0015】
一方、ラバーホルダ15は樹脂材料により天壁部15aと一対の側壁部15bとを備えた断面コの字形状に形成され、その長さ寸法はブレードラバー16の半分程度とされている。天壁部15aの長手方向のほぼ中間部には取付部28が設けられており、ラバーホルダ15はこの取付部28においてワイパアーム14の先端に取り付けられる。
【0016】
ラバーホルダ15の長手方向の一端(ワイパブレード11をワイパアーム14に取り付けたときにワイパアーム14の揺動中心に近い側となる端部)には保持部31が設けられ、ラバーホルダ15の長手方向の他端には保持部32が設けられている。
【0017】
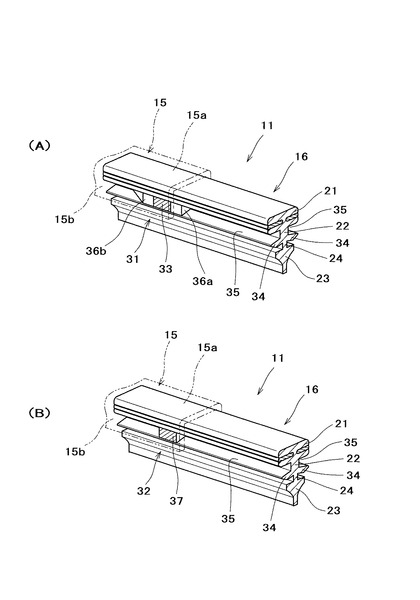
図3(A)に示すように、保持部31は、それぞれ側壁部15bと一体に形成され一対の保持爪33(図中は一方側のみを示すが他方側も同様の保持爪33が設けられる。)を有しており、これらの保持爪33はブレードラバー16の長手方向に直交し且つ払拭方向に平行な方向に向けて側壁部15bから突出する断面矩形の突起状に形成されている。一方、ブレードラバー16のヘッド部21とリップ部23との間には、ヘッド部21と連結部22に形成されたアーム部34とにより区画された保持溝35が長手方向に延びて形成されており、各保持爪33はそれぞれ対応する保持溝35に係合している。つまり、ブレードラバー16のヘッド部21は保持爪33と両側壁部15bと天壁部15aとの間に挟み込まれており、これによりヘッド部21は保持部31により保持されている。
【0018】
また、保持溝35には各保持爪33を長手方向から挟む一対のストッパ部36a、36bが設けられており、これらのストッパ部36a、36bにより保持爪33はブレードラバー16に対して保持溝35に沿う方向への移動が規制されている。つまり、ブレードラバー16は保持部31においては長手方向への位置決めがなされた状態でラバーホルダ15に保持されている。
【0019】
同様に、図3(B)に示すように、保持部32は、それぞれ側壁部15bと一体に形成される一対の保持爪37(図では一方側のみを示すが他方側も同様の保持爪37が設けられる。)を有しており、これらの保持爪37はブレードラバー16の長手方向に直交し且つ払拭方向に平行な方向に向けて側壁部15bから突出する断面矩形の突起状に形成されている。各保持爪37はそれぞれ対応する保持溝35に係合し、これによりブレードラバー16のヘッド部21は保持爪37と両側壁部15bと天壁部15aとの間に挟み込まれて保持部32により保持されている。また、保持溝35の保持部32に対応する部分にはストッパ部36a、36bは設けられておらず、保持爪37は保持溝35に沿って移動自在となっている。
【0020】
このように、このワイパブレード11ではブレードラバー16はラバーホルダ15の長手方向の両端部に保持部31、32を設け、これらの保持部31、32の2点においてブレードラバー16を保持するようにしている。したがって、ワイパアーム14からの押え力が取付部28を介してラバーホルダ15に加えられると、その押え力はラバーホルダ15の両端部分の2点、つまり各保持部31、32と各保持部31、32に対応する天壁部15aの両端部分からブレードラバー16に加えられ、これによりブレードラバー16は弾圧的にウインドガラス13に接触する。
【0021】
また、グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性させるための活性化線源を照射する処理が施されているものであり、該ラバー表面を活性化させてラジカル活性点を生成するための照射処理としては、例えば、紫外線照射処理、プラズマ照射処理、電子線照射処理、放射線(α線、β線、γ線)照射処理、イオンビーム照射処理、コロナ放電照射処理に代表される活性化を誘引する線源であり、このような照射処理を施すことにより、ラバーにラジカル活性点が生成し、このラジカル活性点が起点となってグラフト重合反応が進行する。前照射による照射処理を行う際には、窒素雰囲気中で照射を行うことが望ましく、またグラフト重合反応時にも、窒素雰囲気中でモノマーと結合させるのが望ましい。
さらに活性化線源が電子線である場合において、その吸収線量は10kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は30重量%以上であることが好ましい。
【0022】
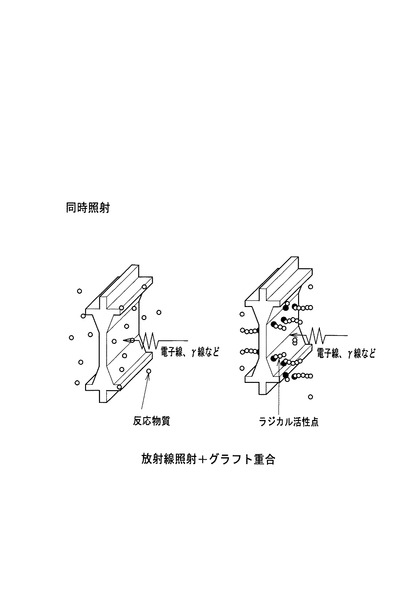
本発明において、生成するラジカル活性点を起点としてグラフト重合反応を促進させる手法としては、まずゴムに照射処理をしてラジカル活性点を生成した後、グラフト重合処理をするという前照射処理によるものと、ラジカル活性点の生成とグラフト重合とを同時に行う同時照射処理によるものとがあり、何れを採用しても本発明を実施することができる。
【0023】
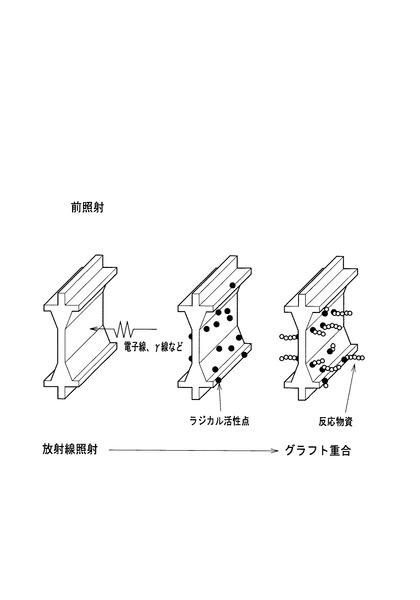
図4は、前照射処理の反応形態を示す説明図であり、図5は、同時照射処理の反応形態を示す説明図である。なお、図4、図5のいずれも、ブレードラバーがカットされる前、つまり一対のブレードラバーのリップ部が向き合うように成形されたブレードラバー成形体のリップ部のみを図示している。
前照射処理による反応過程は、図4に図式化して示すように、ゴムに電子線等のラジカル活性点を生成するための照射処理をし、生成したラジカル活性点を起点としてグラフト重合をさせるものであり、同時照射処理による反応過程は、図5に図式化して示すように、グラフト重合をするための反応物質の存在下、ゴムに電子線等のラジカル活性点を生成するための照射処理をしてラジカル活性点の生成とグラフト重合とを促進させるものである。本発明における同時照射は、例えば、予めグラフト重合に用いるモノマーを塗布や浸漬などによりブレードラバーの表面に付着させた状態で、上記した電子線等のラジカル活性点を成形するため照射を行っている。なお、吸収線量は同時照射法の場合10〜50kGy、前照射法の場合は脱酸素状態で50〜200kGyが望ましい。
【0024】
グラフト重合体になるための親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものである。
グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものである。
【0025】
親水性を有するゲル状物質としては、例えばアクリル酸(Acrylic acid:AA)、メタクリル酸(Methacrylic acid:MAA)、2−ヒドロキシメチル メタアクリレート(2−Hydroxyethyl methacrylate:HEMA)、2−ヒドロキシエチル アクリレート(2−Hydroxyethyl acrylate:HEA)、メチルメタアクリレート(Methyl Methacrylate:MMA)、およびメタクリル酸エチル、メタクリル酸ビニルなどのような親水性モノマー、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを挙げる事ができる。そしてこれらモノマーを単独または複数を混合してグラフト重合反応のモノマーとして用いることができる。
【0026】
親水性モノマーは、イニシエーターとなる分子中に、ビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものを用いることができる。
【0027】
ブレードラバーはリップ部23が互いに向き合うようにして形成された一対のブレードラバー成形体として製造される。この後、一対のブレードラバー成形体は、リップ部で長手方向に切断されることによりブレードラバーが形成される。この際、一対のブレードラバー成形体は、グラフト重合されたモノマーが付着した状態で切断されるため、ブレードラバーの切断面(先端面)には、図2(B)に示すようにグラフト重合による表面処理はされていない。通常、ブレードラバーのリップ部両側面と切断面との境界となるエッジ部分でウインドガラスを払拭するため、表面処理されているリップ部両側面でウインドガラスを払拭することができ、切断面でウインドガラスを払拭することがなくなる。また、ブレードラバー成形体のヘッド部21などウインドガラス13に接触しない部分には、上記した電子線等のラジカル活性点を成形するための照射およびグラフト重合処理を行わなくてもよいため、ブレードラバー成形体の上記した電子線等を照射しない部分は予めマスキングを行い、ブレードラバー成形体のリップ部などの必要な部分のみ上記した電子線等による照射を行ってもよい。
【0028】
次に、実施例について具体的に説明する。
【0029】
[ラバー表面のグラフト重合処理実験]
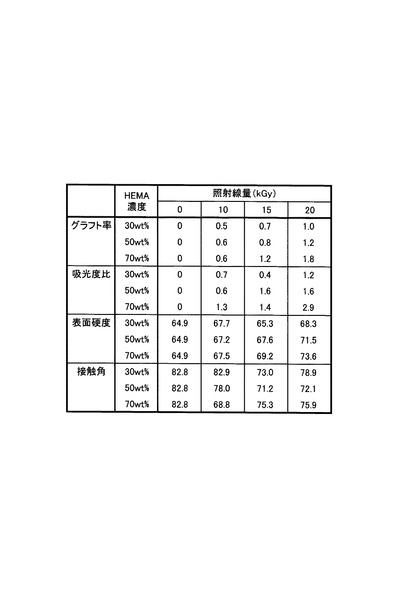
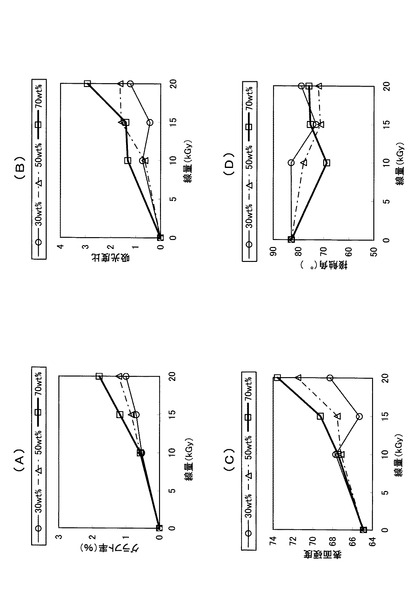
ラバーとして架橋処理した天然ゴム(NR)を用いる一方、HEMAについて30、50、70重量%の水溶液を処方し、該HEMA水溶液にラバーを浸漬し、40℃の温度条件下において10、15、20kGyの吸収線量の電子線を同時照射法にて照射して3時間反応させた。尚、照射条件としては1MeV、1.06mAとした。これらのものについてグラフト率、吸光度比、表面硬度、接触角度を測定した結果について、図6に表図を、図7にグラフ図を示す。尚、吸光度比については1720、1375cm−1で測定し、またグラフト率については、
グラフト率=100×(グラフト重合処理後重量−初期重量)÷初期重量
で算出した。
これによると、グラフト率、吸光度比、表面硬度については吸収線量が高くなるほど増加傾向にあるが、接触角については低下傾向にあることが観測される。
【0030】
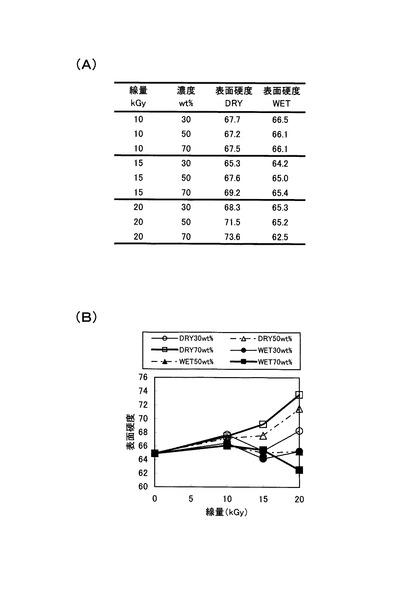
[表面硬度の比較検討]
次に、前記グラフト重合処理をしたものについてドライ(乾燥)状態のものとウエット(湿潤)のものとで表面硬度がどのようになるかの検討をした。ウエット状態の表面硬度は、水に濡らした状態で1分間放置後の表面硬度の測定結果である。この結果を、図8(A)の表図および(B)のグラフ図に示すが、これによると、HEMAをグラフト重合させたラバーの表面硬度は、水に濡れたウエット状態になると低下する傾向にある。この場合に、グラフト重合が進むほど、表面硬度は硬くなるが、同時に吸水による表面高度の低下も大きくなるので、結果としてグラフト重合が進むほど、ドライ状態とウエット状態との表面硬度差が大きくなっていることが観測される。
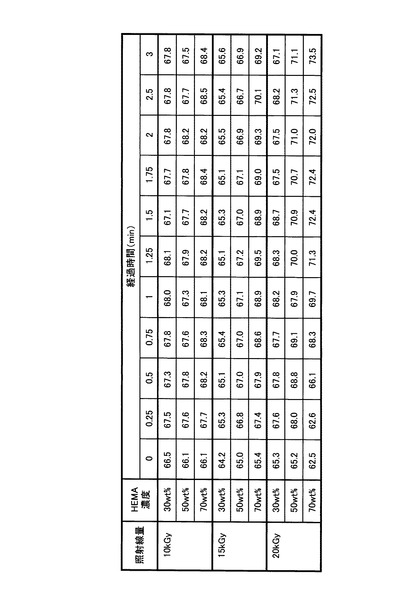
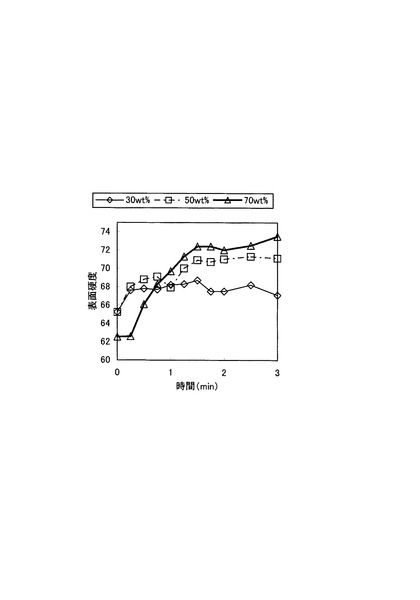
さらに表面硬度について、ウエット状態からドライ状態に移行時の変化、つまりウエット状態から余剰水分を取り除き放置したときの表面硬度の経時変化について観測した結果を図9の表図、図10のグラフ図に示す。図10は吸収線量を20kGyとした場合のものである。これらによると、ウエット状態からドライ状態に移行する場合に、2分以内には元のドライ状態の硬度に復帰していることが観測される。
【0031】
[摩擦特性の検討]
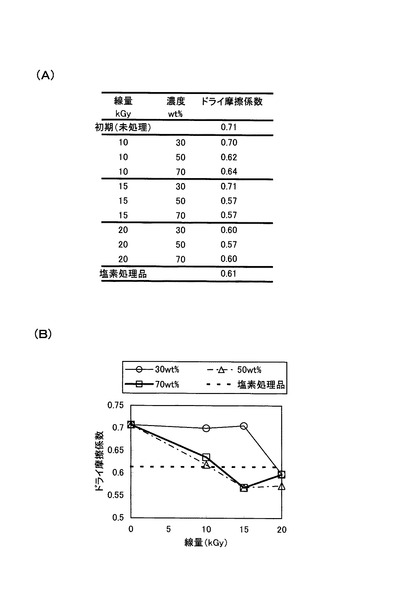
グラフト重合したラバーの摩擦特性について測定したものを、塩素処理したラバーと合わせて図11(A)の表図に、またドライ状態での摩擦係数を図11(B)のグラフ図に示す。これによると、HEMAをグラフト重合したものは、照射線量、モノマー濃度などのグラフト重合の条件によって摩擦係数が変化し、条件によっては、HEMAグラフト重合したものは現行(市販)の塩素処理をしたものと同等程度の低摩擦化が達成できることが観測される。
【0032】
[払拭性の検討]
HEMAグラフト重合したラバーについて、前記現行の塩素処理したラバーとともにラボ摩擦試験により払拭性について試験した。試験条件は以下にした。
試料幅 :10mm
荷重 :15gf
摩擦速度 :1.3m/s
サンプル傾斜角度:45度
湿度 :25℃70%RH
相手材 :ガラス板
拭き指数(%)=(払拭面積−拭きすじ面積)/払拭面積×100
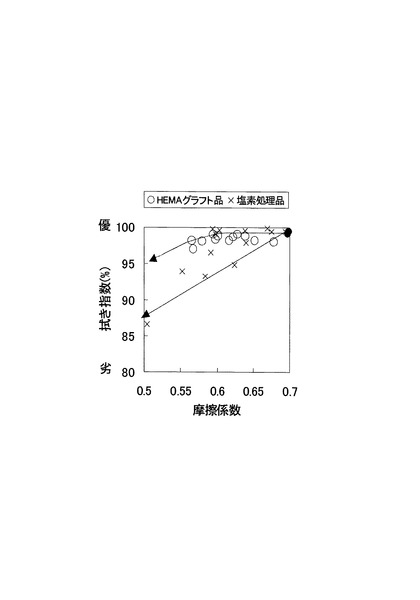
図12は、表面処理による摩擦係数の変化と払拭性との関係を示したグラフ図である。これによると、塩素処理したものは、低摩擦化(摩擦係数の低下)が進むにつれて払拭性が低下しているが、これは経験的に知られているものと同じ結果になった。これに対しグラフト重合処理をしたものは、低摩擦化にかかわらず、払拭性は殆ど低下していないことが確認された。
【0033】
[耐摩耗性についての検討]
最後に、耐摩耗性について検討した。磨耗試験条件は以下にした。
試料幅 :10mm
回転数 :103.5rpm( 80.2cm/s)
摩擦状態:ドライ
ドラム :ガラスドラム
荷重 :15gf
温湿度 :雰囲気
摩擦時間:2時間
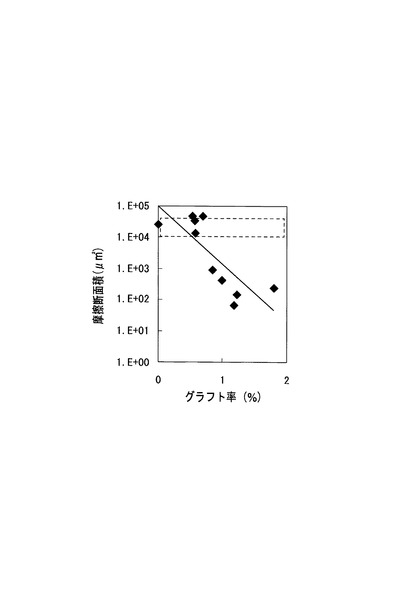
グラフト重合したもののグラフト率と磨耗断面積(磨耗量)との関係のグラフ図を図13に示す。
磨耗断面積とグラフト率との関係を見ると、グラフト率の増大に伴い磨耗断面積が小さくなっており、この結果から、グラフト重合層が生成するほど耐磨耗性が向上していることが伺える。
そして従来の塩素処理をしたラバーの磨耗断面積は、一般的な塩素処理条件をした場合、図13に破線で囲い記載したように10000〜50000μm2程度であって、これと比べるとグラフト重合処理をしたものの耐磨耗性は、塩素処理をしたものに対して桁違いによくなっていることが確認される。しかも塩素処理したものは処理条件が強いほど処理層が剥離する現象が発生しやすい。これらのことから、表面処理の耐摩耗性としては、HEMAを放射線グラフト重合処理をしたものが優れていると判断することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施の形態であるワイパブレードの使用状態を示す斜視図である。
【図2】(A)は図1におけるA−A線に沿う断面図、(B)は図2(A)のリップ部の拡大図である。
【図3】(A)、(B)はそれぞれ図2に示すラバーホルダの保持部の詳細を示す説明図である。
【図4】前照射処理の反応形態を示す説明図である。
【図5】同時照射処理の反応形態を示す説明図である。
【図6】ラバーにHEMAに浸漬した状態で電子線を同時照射法にて照射して得たものについてグラフト率、吸光度比、表面硬度、接触角度を測定した結果の表図である。
【図7】(A)〜(D)は図6の結果のグラフ図である。
【図8】(A)および(B)はグラフト重合処理をしたものについてドライ状態とウエットとの表面硬度を示す表図およびグラフ図である。
【図9】表面硬度について、ウエット状態からドライ状態に移行時の変化を示す表図である。
【図10】吸収線量を20kGyとした場合のものについてウエット状態からドライ状態に移行時の変化を示すグラフ図である。
【図11】(A)(B)はラバーの摩擦特性について測定したものの表図およびドライ状態での摩擦係数のグラフ図である。
【図12】表面処理による摩擦係数の変化と払拭性との関係を示すグラフ図である。
【図13】グラフト重合処理をしたもののグラフト率と磨耗断面積との関係を示すグラフ図である。
【符号の説明】
【0035】
11 ワイパブレード
12 車両
13 フロントウインドガラス
14 ワイパアーム
15 ラバーホルダ
15a 天壁部
15b 側壁部
16 ブレードラバー
21 ヘッド部
22 連結部
23 リップ部
24 ネック部
25 装着溝
26 隔壁部
27 板ばね部材(バーティブラ)
28 取付部
31、32 保持部
33 保持爪
34 アーム部
35 保持溝
36a、36b ストッパ部
37 保持爪
【技術分野】
【0001】
本発明は、例えば自動車等の車両のウインドガラスを払拭するために用いられる払拭用ゴム製品、ワイパブレード用のラバー、ワイパブレード用のラバーの製造方法、およびワイパ装置の技術分野に属するものである。
【背景技術】
【0002】
一般に、この種払拭用のゴム製品の中には、例えばこれを車両のウインドガラスを払拭するためのワイパブレード用のラバーに採用されることがある。このようなラバーとしては、ドライ状態での摩擦抵抗を考慮してワイパシステムの設計をする必要がある。そこでワイパブレードの摩擦抵抗を低下させるため、ラバー表面を塩素処理して硬化させるようにしたもの(例えば特許文献1、2)や、イソシアヌレート処理液に含浸してラバー表面を硬化させるようにしたもの(例えば特許文献3)が知られている。
【特許文献1】特開昭59−139926号公報
【特許文献2】特開平5−320394号公報
【特許文献3】特開2002−161154号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところが、前記ラバー表面を硬化させたものは、ラバー表面に硬化層が生じ、これにより摩擦を低減することができる。しかしながら一方で、硬化処理による払拭性の低下も起きてしまう。これは表面硬化による細かいひび割れの発生や、高硬度化による摩擦面の追従性の低下が原因になる。つまり硬化処理による摩擦低減と払拭性低下は二律背反の関係にあり、低摩擦と高払拭とを高いレベルで両立することは出来ないものであった。また低摺動性の粉体でラバー表面を覆うコーティング材がワイパーブレードの摩擦低減の手法として広く用いられているが、粉体により密接なゴムとガラスの接触が妨げられるため、払拭性の低下は避けられないだけでなく、コーティング材とラバーとの密着性が弱いため、すぐ粉体が剥れてしまい、持続性がないという問題もあり、ここに本発明の解決すべき課題がある。
【課題を解決するための手段】
【0004】
本発明は、上記の如き実情に鑑みこれらの課題を解決することを目的として創作されたものであって、請求項1の発明は、少なくとも払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されることを特徴とする払拭用ゴム製品である。
請求項2の発明は、被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有することを特徴とする請求項1記載の払拭用ゴム製品である。
請求項3の発明は、少なくともワイパブレード用のラバーの払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とするワイパブレード用のラバーである。
請求項4の発明は、被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有する請求項3記載のワイパブレード用のラバーである。
請求項5の発明は、ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3または4記載のワイパブレード用のラバーである。
請求項6の発明は、表面処理剤に活性点を形成し、ラバー表面に反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3乃至5の何れか1記載のワイパブレード用のラバーである。
請求項7の発明は、親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とする請求項3乃至6の何れか1記載のワイパブレード用のラバーである。
請求項8の発明は、表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されるものであることを特徴とする請求項3乃至7の何れか1記載のワイパブレード用のラバーである。
請求項9の発明は、親水性を有するゲル状物質は、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタアクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを用いたグラフト重合体であることを特徴とする請求項8記載のワイパブレード用のラバーである。
請求項10の発明は、親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものであることを特徴とする請求項9記載のワイパブレード用のラバーである。
請求項11の発明は、グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性化させるための活性化線源を照射する処理が施されていることを特徴とする請求項8乃至10の何れか1記載のワイパブレード用のラバーである。
請求項12の発明は、ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項11記載のワイパブレード用のラバーである。
請求項13の発明は、活性化線源は、アルファ線、ベータ線、ガンマ線、電子線、紫外線、エックス線、レーザー線、プラズマ、イオンビーム、コロナに代表される活性化を誘引する線源であることを特徴とする請求項11または12記載のワイパブレード用のラバーである。
請求項14の発明は、活性化線源が電子線である場合において、その吸収線量は5kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は3重量%以上であることを特徴とする請求項13記載のワイパブレード用のラバーである。
請求項15の発明は、グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものであることを特徴とする請求項8乃至14の何れか1記載のワイパブレード用のラバーである。
請求項16の発明は、少なくともワイパブレード用のラバーの払拭表面に、乾燥時は硬く、湿潤時は吸水により表面硬度が軟化するための親水性ゲル状表面処理を施すものであって、該親水性ゲル状表面処理は、親水性を有するゲル状性物質の処理であることを特徴とするワイパブレード用のラバーの製造方法である。
請求項17の発明は、親水性ゲル状表面処理は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合したものであることを特徴とする請求項16記載のワイパブレード用のラバーの製造方法である。
請求項18の発明は、グラフト重合は、該グラフト重合をするためのラバー表面を活性させるための活性化線源を照射する処理を施してから実行されることを特徴とする請求項17記載のワイパブレード用のラバーの製造方法である。
請求項19の発明は、ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項18記載のワイパブレード用のラバーの製造方法である。
請求項20の発明は、車両に揺動自在に設けられるワイパアームと、該ワイパアームに取付けられるラバーホルダと、該ラバーホルダに保持され、車両のウインドガラス面を払拭する長尺状のブレードラバーを備えたワイパ装置において、前記ブレードラバーは、ウインドガラスから離間する方向に弾性変形可能な板バネ部材が装着される一対の装着溝が形成されたヘッド部と、該ヘッド部に連続的に形成され、ラバーホルダに保持され、払拭方向の幅がヘッド部よりも幅狭になった連結部と、該連結部に連続的に形成され、払拭方向の幅が連結部よりも幅狭に形成されたネック部と、該ネック部に連続的に形成され、ウインドガラスに接触して払拭するリップ部とを備えて構成され、少なくともリップ部の払拭面には、湿潤時に吸水によってその表面硬度が乾燥時よりも軟化する親水性を有するゲル性物質が施されていることを特徴とするワイパ装置である。
請求項21の発明は、ブレードラバーのリップ部の払拭方向の両側面には、親水性を有するゲル状物質が付着し、ブレードラバーのリップ部の切断面には親水性を有するゲル状物質が付着していないことを特徴とする請求項20記載のワイパ装置である。
【発明の効果】
【0005】
これらの発明とすることにより、ラバー払拭表面が、払拭時に水に触れて吸水することで表面硬度が軟化することになって、ウエット状態になったときの表面硬度を低下させると共に、乾燥すると元の硬度に速やかに復帰し、しかもゴム表面を塩素処理したものと同等の低摩擦化が達成でき、該低摩擦化が達成できながら払拭性の低下を抑制でき、かつ耐磨耗性に優れたものにできる。
【発明を実施するための最良の形態】
【0006】
次に、本発明の実施の形態について説明する。本発明は、窓面を払拭するためのブレードラバー等の払拭用のゴム製品、ワイパブレード用のラバー、ワイパブレード用のラバーの製造方法、およびワイパ装置に関するものである。
本発明における払拭用のゴム製品は、ワイパブレード用のラバーとして用いられるが、この場合において、ラバーの払拭表面に、例えば雨天時のように湿潤以外の乾燥時は硬く、湿潤時は吸水により表面硬度が軟化する親水性ゲル状表面処理が施されたものである。該表面処理剤は、乾燥時は硬度が高いことによりガラスとのドライ摩擦抵抗が低下し、湿潤時は吸水によって表面硬度が軟化することでガラスの追従性がよくなり払拭性が向上することにより、乾燥時の低摩擦と優れた雨滴払拭性を両立し、円滑な窓面払拭ができるようにしたものである。
このような表面処理の手法としては、ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理を施すことができ、また、表面処理剤に活性点を形成し、該活性点に化学的な処理をしてラバー表面に反応させることで親水性ゲル状表面処理を施すことができる。
この場合において、親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であり、表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されているものである。
【0007】
本発明は、低摩擦と高払拭を両立させるものであり、そのため、摩擦の大きさが問題となる場面と、払拭性が問題になる場面がそれぞれ異なるものであることに着目した。つまり摩擦の大きさが問題となるドライ時では硬度が高く、払拭性が問題となるウェット時では硬度が低いものを想定し、これによって表面硬度が状況により変化するコーティング処理を施したものとして低摩擦と高払拭の両立が達成できるという仮説を立て、そこで、コーティング処理を親水性の高いハイドロゲル層とすることで解決できるとの推論の基でアプローチしたものである。
ゲル状成分としては、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびそれらの金属塩などの親水性モノマーのグラフト重合体が代表的なものとして挙げられる。
親水性ハイドロゲルは、乾燥状態では硬いが、水を吸うと軟らかくなる性質があり、この親水性ハイドロゲル層をワイパーブレード表面に施すことにより、ドライ摩擦時は乾燥したゲル状の層が高硬度になることで摩擦を低滅することができる一方、雨滴払拭時のウェット状態ではゲル状層が膨潤することにより低硬度化し、これによってガラスとの密着性向上により優れた払拭性が得られると推論できる。またこの場合において、親水性ハイドロゲル層を、グラフト重合により化学的に結合したコーティング層にすることで、コーティング層とラバー表面とが一体化して剥離しがたい耐久性が優れたものになる。
【0008】
本発明において用いられるゴムとしては、通常知られたゴムを採用することができ、例えば、天然ゴム(NR)、イソプレンゴム(IR)、ブタジエンゴム(BR)、スチレン−ブタジエン共重合ゴム(SBR)、アクリロニトリル−ブタジエン共重合ゴム(NBR)、クロロプレンゴム(CR)、フッ素ゴム(FKM)、ブチルゴム(IIR)、エチレン−プロピレン共重合ゴム(EPM)、エチレン−プロピレン−ジエン三元共重合ゴム(EPDM)、水素化ニトリルゴム(水素化NBR)、シリコーンゴム、エピクロロヒドリンゴム(CO、ECO)、多硫化ゴム(T)、ウレタンゴム(U)の単独または複数混合したものを例示することができる。そしてこのゴム材に、加硫剤、加硫促進剤、軟化剤、老化防止剤、充填剤、シランカップリング剤、シリカ、カーボンブラック等の通常知られた添加剤を配合したものをプレス加硫等の従来公知の方法により加硫して製造したブレードラバーを挙げることができる。
【0009】
図1は本発明の一実施の形態であるワイパブレードの使用状態を示す斜視図であり、図1に示すワイパブレード11は車両12のフロントウインドガラス13(以下、ウインドガラス13とする)に付着する雨水や前車の飛沫などの付着物を払拭するために設けられている。
【0010】
このワイパブレード11は、車両12に揺動自在に設けられるワイパアーム14の先端に取り付けられるラバーホルダ15と、ラバーホルダ15に保持されるブレードラバー16とを有して構成されており、ブレードラバー16はラバーホルダ15を介してワイパアーム14の押え力が加えられることによりウインドガラス13に弾圧的に接触している。そして、図示しないワイパモータによりワイパアーム14が揺動(駆動)されると、ワイパブレード11はワイパアーム14とともにウインドガラス13上を往復揺動運動してガラス面を払拭する。
【0011】
図2(A)は図1におけるA−A線に沿う断面図であり、図2(B)は図2(A)のリップ部の拡大図である。
【0012】
図2(A)に示すように、このワイパブレード11に用いられるブレードラバー16は天然ゴムあるいは合成ゴムなどを材料として、ヘッド部21とヘッド部21に連なる連結部22およびリップ部23を備えた長手方向に一様断面の棒状に形成され、リップ部23においてウインドガラス13に接触するようになっている。リップ部23は連結部22やリップ部23よりも払拭方向の幅が狭く形成されたネック部24を介して連結部22に連結されており、これによりリップ部23はヘッド部21や連結部22に対して払拭方向下手側に傾動自在とされている。
【0013】
ヘッド部21の払拭方向の両側部には、それぞれ払拭方向に凹む装着溝25が形成されている。これらの装着溝25は、それぞれヘッド部21の長手方向の一端から他端に達するように長手方向に延びて形成されており、また、各装着溝25は隔壁部26により互いに隔離された状態で払拭方向に並べて配置されている。そして、これらの装着溝25にはそれぞれ板ばね部材(バーティブラ)27が装着されている。
【0014】
板ばね部材27は鋼板等の板材を打ち抜き加工することによりブレードラバー16と同程度の長さ寸法の平板状に形成されており、ウインドガラス13に垂直な方向に弾性変形自在となっている。したがって、板ばね部材27が装着されたブレードラバー16は板ばね部材27と一体的にウインドガラス13に垂直な方向つまりガラス面に対する湾曲度合いを変化させる方向に弾性変形自在とされている。また、板ばね部材27は自然状態ではその弾性変形自在な方向に向けてウインドガラス13の曲率より強く湾曲しており、これにより板ばね部材27が装着されたブレードラバー16もウインドガラス13から離れた状態ではウインドガラス13よりも大きく湾曲している。
【0015】
一方、ラバーホルダ15は樹脂材料により天壁部15aと一対の側壁部15bとを備えた断面コの字形状に形成され、その長さ寸法はブレードラバー16の半分程度とされている。天壁部15aの長手方向のほぼ中間部には取付部28が設けられており、ラバーホルダ15はこの取付部28においてワイパアーム14の先端に取り付けられる。
【0016】
ラバーホルダ15の長手方向の一端(ワイパブレード11をワイパアーム14に取り付けたときにワイパアーム14の揺動中心に近い側となる端部)には保持部31が設けられ、ラバーホルダ15の長手方向の他端には保持部32が設けられている。
【0017】
図3(A)に示すように、保持部31は、それぞれ側壁部15bと一体に形成され一対の保持爪33(図中は一方側のみを示すが他方側も同様の保持爪33が設けられる。)を有しており、これらの保持爪33はブレードラバー16の長手方向に直交し且つ払拭方向に平行な方向に向けて側壁部15bから突出する断面矩形の突起状に形成されている。一方、ブレードラバー16のヘッド部21とリップ部23との間には、ヘッド部21と連結部22に形成されたアーム部34とにより区画された保持溝35が長手方向に延びて形成されており、各保持爪33はそれぞれ対応する保持溝35に係合している。つまり、ブレードラバー16のヘッド部21は保持爪33と両側壁部15bと天壁部15aとの間に挟み込まれており、これによりヘッド部21は保持部31により保持されている。
【0018】
また、保持溝35には各保持爪33を長手方向から挟む一対のストッパ部36a、36bが設けられており、これらのストッパ部36a、36bにより保持爪33はブレードラバー16に対して保持溝35に沿う方向への移動が規制されている。つまり、ブレードラバー16は保持部31においては長手方向への位置決めがなされた状態でラバーホルダ15に保持されている。
【0019】
同様に、図3(B)に示すように、保持部32は、それぞれ側壁部15bと一体に形成される一対の保持爪37(図では一方側のみを示すが他方側も同様の保持爪37が設けられる。)を有しており、これらの保持爪37はブレードラバー16の長手方向に直交し且つ払拭方向に平行な方向に向けて側壁部15bから突出する断面矩形の突起状に形成されている。各保持爪37はそれぞれ対応する保持溝35に係合し、これによりブレードラバー16のヘッド部21は保持爪37と両側壁部15bと天壁部15aとの間に挟み込まれて保持部32により保持されている。また、保持溝35の保持部32に対応する部分にはストッパ部36a、36bは設けられておらず、保持爪37は保持溝35に沿って移動自在となっている。
【0020】
このように、このワイパブレード11ではブレードラバー16はラバーホルダ15の長手方向の両端部に保持部31、32を設け、これらの保持部31、32の2点においてブレードラバー16を保持するようにしている。したがって、ワイパアーム14からの押え力が取付部28を介してラバーホルダ15に加えられると、その押え力はラバーホルダ15の両端部分の2点、つまり各保持部31、32と各保持部31、32に対応する天壁部15aの両端部分からブレードラバー16に加えられ、これによりブレードラバー16は弾圧的にウインドガラス13に接触する。
【0021】
また、グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性させるための活性化線源を照射する処理が施されているものであり、該ラバー表面を活性化させてラジカル活性点を生成するための照射処理としては、例えば、紫外線照射処理、プラズマ照射処理、電子線照射処理、放射線(α線、β線、γ線)照射処理、イオンビーム照射処理、コロナ放電照射処理に代表される活性化を誘引する線源であり、このような照射処理を施すことにより、ラバーにラジカル活性点が生成し、このラジカル活性点が起点となってグラフト重合反応が進行する。前照射による照射処理を行う際には、窒素雰囲気中で照射を行うことが望ましく、またグラフト重合反応時にも、窒素雰囲気中でモノマーと結合させるのが望ましい。
さらに活性化線源が電子線である場合において、その吸収線量は10kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は30重量%以上であることが好ましい。
【0022】
本発明において、生成するラジカル活性点を起点としてグラフト重合反応を促進させる手法としては、まずゴムに照射処理をしてラジカル活性点を生成した後、グラフト重合処理をするという前照射処理によるものと、ラジカル活性点の生成とグラフト重合とを同時に行う同時照射処理によるものとがあり、何れを採用しても本発明を実施することができる。
【0023】
図4は、前照射処理の反応形態を示す説明図であり、図5は、同時照射処理の反応形態を示す説明図である。なお、図4、図5のいずれも、ブレードラバーがカットされる前、つまり一対のブレードラバーのリップ部が向き合うように成形されたブレードラバー成形体のリップ部のみを図示している。
前照射処理による反応過程は、図4に図式化して示すように、ゴムに電子線等のラジカル活性点を生成するための照射処理をし、生成したラジカル活性点を起点としてグラフト重合をさせるものであり、同時照射処理による反応過程は、図5に図式化して示すように、グラフト重合をするための反応物質の存在下、ゴムに電子線等のラジカル活性点を生成するための照射処理をしてラジカル活性点の生成とグラフト重合とを促進させるものである。本発明における同時照射は、例えば、予めグラフト重合に用いるモノマーを塗布や浸漬などによりブレードラバーの表面に付着させた状態で、上記した電子線等のラジカル活性点を成形するため照射を行っている。なお、吸収線量は同時照射法の場合10〜50kGy、前照射法の場合は脱酸素状態で50〜200kGyが望ましい。
【0024】
グラフト重合体になるための親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものである。
グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものである。
【0025】
親水性を有するゲル状物質としては、例えばアクリル酸(Acrylic acid:AA)、メタクリル酸(Methacrylic acid:MAA)、2−ヒドロキシメチル メタアクリレート(2−Hydroxyethyl methacrylate:HEMA)、2−ヒドロキシエチル アクリレート(2−Hydroxyethyl acrylate:HEA)、メチルメタアクリレート(Methyl Methacrylate:MMA)、およびメタクリル酸エチル、メタクリル酸ビニルなどのような親水性モノマー、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを挙げる事ができる。そしてこれらモノマーを単独または複数を混合してグラフト重合反応のモノマーとして用いることができる。
【0026】
親水性モノマーは、イニシエーターとなる分子中に、ビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒロ基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものを用いることができる。
【0027】
ブレードラバーはリップ部23が互いに向き合うようにして形成された一対のブレードラバー成形体として製造される。この後、一対のブレードラバー成形体は、リップ部で長手方向に切断されることによりブレードラバーが形成される。この際、一対のブレードラバー成形体は、グラフト重合されたモノマーが付着した状態で切断されるため、ブレードラバーの切断面(先端面)には、図2(B)に示すようにグラフト重合による表面処理はされていない。通常、ブレードラバーのリップ部両側面と切断面との境界となるエッジ部分でウインドガラスを払拭するため、表面処理されているリップ部両側面でウインドガラスを払拭することができ、切断面でウインドガラスを払拭することがなくなる。また、ブレードラバー成形体のヘッド部21などウインドガラス13に接触しない部分には、上記した電子線等のラジカル活性点を成形するための照射およびグラフト重合処理を行わなくてもよいため、ブレードラバー成形体の上記した電子線等を照射しない部分は予めマスキングを行い、ブレードラバー成形体のリップ部などの必要な部分のみ上記した電子線等による照射を行ってもよい。
【0028】
次に、実施例について具体的に説明する。
【0029】
[ラバー表面のグラフト重合処理実験]
ラバーとして架橋処理した天然ゴム(NR)を用いる一方、HEMAについて30、50、70重量%の水溶液を処方し、該HEMA水溶液にラバーを浸漬し、40℃の温度条件下において10、15、20kGyの吸収線量の電子線を同時照射法にて照射して3時間反応させた。尚、照射条件としては1MeV、1.06mAとした。これらのものについてグラフト率、吸光度比、表面硬度、接触角度を測定した結果について、図6に表図を、図7にグラフ図を示す。尚、吸光度比については1720、1375cm−1で測定し、またグラフト率については、
グラフト率=100×(グラフト重合処理後重量−初期重量)÷初期重量
で算出した。
これによると、グラフト率、吸光度比、表面硬度については吸収線量が高くなるほど増加傾向にあるが、接触角については低下傾向にあることが観測される。
【0030】
[表面硬度の比較検討]
次に、前記グラフト重合処理をしたものについてドライ(乾燥)状態のものとウエット(湿潤)のものとで表面硬度がどのようになるかの検討をした。ウエット状態の表面硬度は、水に濡らした状態で1分間放置後の表面硬度の測定結果である。この結果を、図8(A)の表図および(B)のグラフ図に示すが、これによると、HEMAをグラフト重合させたラバーの表面硬度は、水に濡れたウエット状態になると低下する傾向にある。この場合に、グラフト重合が進むほど、表面硬度は硬くなるが、同時に吸水による表面高度の低下も大きくなるので、結果としてグラフト重合が進むほど、ドライ状態とウエット状態との表面硬度差が大きくなっていることが観測される。
さらに表面硬度について、ウエット状態からドライ状態に移行時の変化、つまりウエット状態から余剰水分を取り除き放置したときの表面硬度の経時変化について観測した結果を図9の表図、図10のグラフ図に示す。図10は吸収線量を20kGyとした場合のものである。これらによると、ウエット状態からドライ状態に移行する場合に、2分以内には元のドライ状態の硬度に復帰していることが観測される。
【0031】
[摩擦特性の検討]
グラフト重合したラバーの摩擦特性について測定したものを、塩素処理したラバーと合わせて図11(A)の表図に、またドライ状態での摩擦係数を図11(B)のグラフ図に示す。これによると、HEMAをグラフト重合したものは、照射線量、モノマー濃度などのグラフト重合の条件によって摩擦係数が変化し、条件によっては、HEMAグラフト重合したものは現行(市販)の塩素処理をしたものと同等程度の低摩擦化が達成できることが観測される。
【0032】
[払拭性の検討]
HEMAグラフト重合したラバーについて、前記現行の塩素処理したラバーとともにラボ摩擦試験により払拭性について試験した。試験条件は以下にした。
試料幅 :10mm
荷重 :15gf
摩擦速度 :1.3m/s
サンプル傾斜角度:45度
湿度 :25℃70%RH
相手材 :ガラス板
拭き指数(%)=(払拭面積−拭きすじ面積)/払拭面積×100
図12は、表面処理による摩擦係数の変化と払拭性との関係を示したグラフ図である。これによると、塩素処理したものは、低摩擦化(摩擦係数の低下)が進むにつれて払拭性が低下しているが、これは経験的に知られているものと同じ結果になった。これに対しグラフト重合処理をしたものは、低摩擦化にかかわらず、払拭性は殆ど低下していないことが確認された。
【0033】
[耐摩耗性についての検討]
最後に、耐摩耗性について検討した。磨耗試験条件は以下にした。
試料幅 :10mm
回転数 :103.5rpm( 80.2cm/s)
摩擦状態:ドライ
ドラム :ガラスドラム
荷重 :15gf
温湿度 :雰囲気
摩擦時間:2時間
グラフト重合したもののグラフト率と磨耗断面積(磨耗量)との関係のグラフ図を図13に示す。
磨耗断面積とグラフト率との関係を見ると、グラフト率の増大に伴い磨耗断面積が小さくなっており、この結果から、グラフト重合層が生成するほど耐磨耗性が向上していることが伺える。
そして従来の塩素処理をしたラバーの磨耗断面積は、一般的な塩素処理条件をした場合、図13に破線で囲い記載したように10000〜50000μm2程度であって、これと比べるとグラフト重合処理をしたものの耐磨耗性は、塩素処理をしたものに対して桁違いによくなっていることが確認される。しかも塩素処理したものは処理条件が強いほど処理層が剥離する現象が発生しやすい。これらのことから、表面処理の耐摩耗性としては、HEMAを放射線グラフト重合処理をしたものが優れていると判断することができる。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施の形態であるワイパブレードの使用状態を示す斜視図である。
【図2】(A)は図1におけるA−A線に沿う断面図、(B)は図2(A)のリップ部の拡大図である。
【図3】(A)、(B)はそれぞれ図2に示すラバーホルダの保持部の詳細を示す説明図である。
【図4】前照射処理の反応形態を示す説明図である。
【図5】同時照射処理の反応形態を示す説明図である。
【図6】ラバーにHEMAに浸漬した状態で電子線を同時照射法にて照射して得たものについてグラフト率、吸光度比、表面硬度、接触角度を測定した結果の表図である。
【図7】(A)〜(D)は図6の結果のグラフ図である。
【図8】(A)および(B)はグラフト重合処理をしたものについてドライ状態とウエットとの表面硬度を示す表図およびグラフ図である。
【図9】表面硬度について、ウエット状態からドライ状態に移行時の変化を示す表図である。
【図10】吸収線量を20kGyとした場合のものについてウエット状態からドライ状態に移行時の変化を示すグラフ図である。
【図11】(A)(B)はラバーの摩擦特性について測定したものの表図およびドライ状態での摩擦係数のグラフ図である。
【図12】表面処理による摩擦係数の変化と払拭性との関係を示すグラフ図である。
【図13】グラフト重合処理をしたもののグラフト率と磨耗断面積との関係を示すグラフ図である。
【符号の説明】
【0035】
11 ワイパブレード
12 車両
13 フロントウインドガラス
14 ワイパアーム
15 ラバーホルダ
15a 天壁部
15b 側壁部
16 ブレードラバー
21 ヘッド部
22 連結部
23 リップ部
24 ネック部
25 装着溝
26 隔壁部
27 板ばね部材(バーティブラ)
28 取付部
31、32 保持部
33 保持爪
34 アーム部
35 保持溝
36a、36b ストッパ部
37 保持爪
【特許請求の範囲】
【請求項1】
少なくとも払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とする払拭用ゴム製品。
【請求項2】
被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有することを特徴とする請求項1記載の払拭用ゴム製品。
【請求項3】
少なくともワイパブレード用のラバーの払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とするワイパブレード用のラバー。
【請求項4】
被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有する請求項3記載のワイパブレード用のラバー。
【請求項5】
ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3または4記載のワイパブレード用のラバー。
【請求項6】
表面処理剤に活性点を形成し、ラバー表面に反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3乃至5の何れか1記載のワイパブレード用のラバー。
【請求項7】
親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とする請求項3乃至6の何れか1記載のワイパブレード用のラバー。
【請求項8】
表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されるものであることを特徴とする請求項3乃至7の何れか1記載のワイパブレード用のラバー。
【請求項9】
親水性を有するゲル状物質は、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタアクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを用いたグラフト重合体であることを特徴とする請求項8記載のワイパブレード用のラバー。
【請求項10】
親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒド基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものであることを特徴とする請求項9記載のワイパブレード用のラバー。
【請求項11】
グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性化させるための活性化線源を照射する処理が施されていることを特徴とする請求項8乃至10の何れか1記載のワイパブレード用のラバー。
【請求項12】
ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項11記載のワイパブレード用のラバー。
【請求項13】
活性化線源は、アルファ線、ベータ線、ガンマ線、電子線、紫外線、エックス線、レーザー線、プラズマ、イオンビーム、コロナに代表される活性化を誘引する線源であることを特徴とする請求項11または12記載のワイパブレード用のラバー。
【請求項14】
活性化線源が電子線である場合において、その吸収線量は5kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は3重量%以上であることを特徴とする請求項13記載のワイパブレード用のラバー。
【請求項15】
グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものであることを特徴とする請求項8乃至14の何れか1記載のワイパブレード用のラバー。
【請求項16】
少なくともワイパブレード用のラバーの払拭表面に、乾燥時は硬く、湿潤時は吸水により表面硬度が軟化するための親水性ゲル状表面処理を施すものであって、該親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とするワイパブレード用のラバーの製造方法。
【請求項17】
親水性ゲル状表面処理は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合したものであることを特徴とする請求項16記載のワイパブレード用のラバーの製造方法。
【請求項18】
グラフト重合は、該グラフト重合をするためのラバー表面を活性させるための活性化線源を照射する処理を施してから実行されることを特徴とする請求項17記載のワイパブレード用のラバーの製造方法。
【請求項19】
ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項18記載のワイパブレード用のラバーの製造方法。
【請求項20】
車両に揺動自在に設けられるワイパアームと、該ワイパアームに取付けられるラバーホルダと、該ラバーホルダに保持され、車両のウインドガラス面を払拭する長尺状のブレードラバーを備えたワイパ装置において、前記ブレードラバーは、ウインドガラスから離間する方向に弾性変形可能な板バネ部材が装着される一対の装着溝が形成されたヘッド部と、該ヘッド部に連続的に形成され、ラバーホルダに保持され、払拭方向の幅がヘッド部よりも幅狭になった連結部と、該連結部に連続的に形成され、払拭方向の幅が連結部よりも幅狭に形成されたネック部と、該ネック部に連続的に形成され、ウインドガラスに接触して払拭するリップ部とを備えて構成され、少なくともリップ部の払拭面には、湿潤時に吸水によってその表面硬度が乾燥時よりも軟化する親水性を有するゲル性物質が施されていることを特徴とするワイパ装置。
【請求項21】
ブレードラバーのリップ部の払拭方向の両側面には、親水性を有するゲル状物質が付着し、ブレードラバーのリップ部の切断面には親水性を有するゲル状物質が付着していないことを特徴とする請求項20記載のワイパ装置。
【請求項1】
少なくとも払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とする払拭用ゴム製品。
【請求項2】
被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有することを特徴とする請求項1記載の払拭用ゴム製品。
【請求項3】
少なくともワイパブレード用のラバーの払拭表面に、湿潤時に吸水によって表面硬度が乾燥時よりも軟化する親水性ゲル状表面処理層が施されていることを特徴とするワイパブレード用のラバー。
【請求項4】
被払拭面はガラスであり、親水性ゲル状表面処理層は、親水性ハイドロゲル層を有する請求項3記載のワイパブレード用のラバー。
【請求項5】
ワイパブレード用のラバーの表面に活性点を形成し、該活性点に表面処理剤を反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3または4記載のワイパブレード用のラバー。
【請求項6】
表面処理剤に活性点を形成し、ラバー表面に反応させることで親水性ゲル状表面処理が施されることを特徴とする請求項3乃至5の何れか1記載のワイパブレード用のラバー。
【請求項7】
親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とする請求項3乃至6の何れか1記載のワイパブレード用のラバー。
【請求項8】
表面処理剤は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合されるものであることを特徴とする請求項3乃至7の何れか1記載のワイパブレード用のラバー。
【請求項9】
親水性を有するゲル状物質は、ヒドロキシエチルメタクリレート、ヒドロキシエチルアクリレート、グリシジルメタアクリレート、アクリルアミド、メタクリル酸、アクリル酸、およびこれらの金属塩を含む少なくとも一つの親水性モノマーを用いたグラフト重合体であることを特徴とする請求項8記載のワイパブレード用のラバー。
【請求項10】
親水性モノマーは、分子中にビニル基、イソプロペニル基、アリル基の何れかを少なくとも一つ有する反応性モノマーであり、かつ該分子中に、ヒドロキシル基、チオール基、カルボニル基、カルボキシル基、アルデヒド基、ケトン基、アミノ基、エポキシ基、シアノ基、イソシアネート基、ニトロ基、ハロゲン基、スルホニル基、リン酸基、イオン性置換基、並びにエステル結合、エーテル結合、アミド結合、ウレタン結合で代表される親水性のある置換基あるいは化学結合を有するもの、あるいはグラフト重合した後の更なる反応によって前記置換基あるいは化学結合の少なくとも一つを導入することができる官能基を有するものであることを特徴とする請求項9記載のワイパブレード用のラバー。
【請求項11】
グラフト重合をするためのラバー表面の初期状態は、該ラバー表面を活性化させるための活性化線源を照射する処理が施されていることを特徴とする請求項8乃至10の何れか1記載のワイパブレード用のラバー。
【請求項12】
ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項11記載のワイパブレード用のラバー。
【請求項13】
活性化線源は、アルファ線、ベータ線、ガンマ線、電子線、紫外線、エックス線、レーザー線、プラズマ、イオンビーム、コロナに代表される活性化を誘引する線源であることを特徴とする請求項11または12記載のワイパブレード用のラバー。
【請求項14】
活性化線源が電子線である場合において、その吸収線量は5kGy以上であり、かつグラフト重合処理におれる親水性モノマーの反応溶液濃度は3重量%以上であることを特徴とする請求項13記載のワイパブレード用のラバー。
【請求項15】
グラフト重合は、過酸化物、アゾ化合物、レドックス開始剤、アルカリ金属、有機アルカリ金属、グリニヤール試薬に代表される化学物質の少なくとも一つを反応開始剤として用いたものであることを特徴とする請求項8乃至14の何れか1記載のワイパブレード用のラバー。
【請求項16】
少なくともワイパブレード用のラバーの払拭表面に、乾燥時は硬く、湿潤時は吸水により表面硬度が軟化するための親水性ゲル状表面処理を施すものであって、該親水性ゲル状表面処理は、親水性を有するゲル状物質の処理であることを特徴とするワイパブレード用のラバーの製造方法。
【請求項17】
親水性ゲル状表面処理は、グラフト重合により親水性を有するゲル状物質がラバー表面に化学的に結合したものであることを特徴とする請求項16記載のワイパブレード用のラバーの製造方法。
【請求項18】
グラフト重合は、該グラフト重合をするためのラバー表面を活性させるための活性化線源を照射する処理を施してから実行されることを特徴とする請求項17記載のワイパブレード用のラバーの製造方法。
【請求項19】
ラバー表面に、活性化線源の照射をしたものに親水性モノマーをグラフト重合したものであることを特徴とする請求項18記載のワイパブレード用のラバーの製造方法。
【請求項20】
車両に揺動自在に設けられるワイパアームと、該ワイパアームに取付けられるラバーホルダと、該ラバーホルダに保持され、車両のウインドガラス面を払拭する長尺状のブレードラバーを備えたワイパ装置において、前記ブレードラバーは、ウインドガラスから離間する方向に弾性変形可能な板バネ部材が装着される一対の装着溝が形成されたヘッド部と、該ヘッド部に連続的に形成され、ラバーホルダに保持され、払拭方向の幅がヘッド部よりも幅狭になった連結部と、該連結部に連続的に形成され、払拭方向の幅が連結部よりも幅狭に形成されたネック部と、該ネック部に連続的に形成され、ウインドガラスに接触して払拭するリップ部とを備えて構成され、少なくともリップ部の払拭面には、湿潤時に吸水によってその表面硬度が乾燥時よりも軟化する親水性を有するゲル性物質が施されていることを特徴とするワイパ装置。
【請求項21】
ブレードラバーのリップ部の払拭方向の両側面には、親水性を有するゲル状物質が付着し、ブレードラバーのリップ部の切断面には親水性を有するゲル状物質が付着していないことを特徴とする請求項20記載のワイパ装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2008−291215(P2008−291215A)
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願番号】特願2008−69150(P2008−69150)
【出願日】平成20年3月18日(2008.3.18)
【出願人】(000144027)株式会社ミツバ (2,083)
【出願人】(505374783)独立行政法人 日本原子力研究開発機構 (727)
【Fターム(参考)】
【公開日】平成20年12月4日(2008.12.4)
【国際特許分類】
【出願日】平成20年3月18日(2008.3.18)
【出願人】(000144027)株式会社ミツバ (2,083)
【出願人】(505374783)独立行政法人 日本原子力研究開発機構 (727)
【Fターム(参考)】
[ Back to top ]