
抄き込み部材、偽造防止用紙及びこれらの製造方法

【課題】 接着剤層を両面に設けた偽造防止効果に優れたシート状物から、抄紙時に繊維状又は細片形状を有した抄き込み部材が互いに接着して用紙に抄き込まれるという問題を起こさない繊維状又は細片形状を有した抄き込み部材を効率的に製造する方法、及び、これらの繊維状又は細片形状を有した抄き込み部材を抄き込んだオフセット印刷適性にも優れた偽造防止用紙を得ること。
【解決手段】 偽造防止効果に優れたシート状基材の両面に、抄紙機の乾燥ゾーンで紙と接着する接着剤層を形成し、このシート状基材と水に浸漬すると繊維に離解する無サイズ紙若しくは水溶性シートと接した状態で繊維状又は細片形状を有した抄き込み部材を製造する。また、これらを抄き込み偽造防止用紙を製造する。
【解決手段】 偽造防止効果に優れたシート状基材の両面に、抄紙機の乾燥ゾーンで紙と接着する接着剤層を形成し、このシート状基材と水に浸漬すると繊維に離解する無サイズ紙若しくは水溶性シートと接した状態で繊維状又は細片形状を有した抄き込み部材を製造する。また、これらを抄き込み偽造防止用紙を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は偽造防止効果のある繊維状又は細片形状を有した抄き込み部材、偽造防止用紙及びこれらの製造方法に関する。より詳しくは、偽造防止効果のあるシート状基材の表面に接着剤を塗工し、これから効率的に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を製造するための製造方法、及びこれらを抄き込んだオフセット印刷適性にも優れた偽造防止用紙に関する。
【背景技術】
【0002】
偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を用紙に抄き込んだ偽造防止用紙は種々知られている。例えば、真珠光沢感に優れた繊維状物である光学干渉性繊維を抄き込んだ偽造防止用紙や(例えば特許文献1)、細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙(例えば特許文献2)は種々提案されている。これら用紙は、カラーコピー機で複写したり、スキャナで読み取りインクジェットプリンターでプリントしても、その繊維状又は細片形状を有した抄き込み部材の真珠光沢感は再現することはできないと言う特長を有しており、偽造防止印刷物の用途に好適に利用できる。
【0003】
また、着色紙や紫外線の照射で発光する蛍光発色紙等のシート状物からプランシェ(planchettes)と呼ばれる直径1〜2mmの丸い細片形状を有した抄き込み部材を製造し、それらを抄き込んだ偽造防止用紙も知られており(例えば非特許文献1)、カナダの50ドル紙幣等に採用された実績がある。
【0004】
また、屈折率の異なる複数の高分子樹脂を百数十層溶融押し出しして延伸した「多層光干渉フィルム」と呼ばれる特殊なフィルム(例えば特許文献3)を、グリッターと呼ばれる細片形状を有した抄き込み部材に打ち抜いて紙に抄き込んだ偽造防止用紙が知られており、オランダの100ギルダー紙幣やメキシコの200ペソ紙幣等に使用された実績がある。多層光干渉フィルムは、屈折率の異なるプラスチックを百数十層交互に溶融押し出して延伸し、薄膜化させ干渉色を発現させたものであり、エンゲルハード社の「オーロラフィルム」(商品名)や、帝人デュポン社の「MLFフィルム」(商品名)、他が知られている。
【0005】
一方、セキュリティ・スレッドと呼ばれる偽造防止効果に優れた糸状物を紙に抄き込んだ偽造防止用紙も広く知られている。この用紙には2種類あり、一つは糸状物を紙層間に埋没させた埋め込み型の偽造防止用紙であり(例えば特許文献4)、もう一つは用紙表面に形成された窓部に糸状物が間欠的に露出する「窓開きスレッド入り紙」と呼ばれる偽造防止用紙である(例えば特許文献5)。
スレッドの素材としては、偽造防止効果のある特殊なフィルムが種々使用されているが、代表的な例としてホログラムフィルムを挙げることができる。スレッドの表面には接着剤層が設けられ、抄紙工程で紙を形成するセルロース繊維と接着し、スレッドが脱落しない工夫がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2009/119879号パンフレット
【特許文献2】特許第3075454号公報
【特許文献3】米国特許第356985号明細書
【特許文献4】特公平06−062030号公報
【特許文献5】特許第2845197号公報
【非特許文献】
【0007】
【非特許文献1】植村 峻著、「世界の銀行券」(財)印刷朝陽会(1987年)、356頁
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を用紙に抄き込んだ偽造防止用紙は、用紙に抄き込む繊維状又は細片形状を有した抄き込み部材が印刷時や流通段階等で脱落しないことが必要となる。このため、種々の工夫がなされている。
【0009】
例えば、前述した真珠光沢感に優れた繊維状物である光学干渉性繊維を抄き込んだ偽造防止用紙(特許文献1)では、光学干渉性繊維の紙への接着力を高めるためにバインダ繊維を併用することが述べられている。このバインダ繊維は光学干渉性繊維が紙から脱落し難くする役割を担っている。バインダ繊維としては、例えば、エチレンビニルアルコール系共重合体繊維、芯鞘型のバインダ繊維、又は分割型のバインダ繊維を使用することができることが述べられている。
しかしながら、この方法は、光学干渉性繊維そのもののセルロース繊維への接着性を改善するものでないため、バインダ繊維の添加量を多くしないと(通常は10%以上)効果が出ず、コスト高になることや、抄紙機の乾燥ゾーンでバインダ繊維が溶解し、キャンバスやドライヤーの表面を汚染すると言う問題点を引き起こしやすかった。
【0010】
更に、特許文献1には、紙の表面領域の少なくとも一方を被覆した樹脂層を更に備えることが述べられている。樹脂層は、典型的には、光学干渉性繊維を含んだ表面領域を被覆し、紙の表面領域に含まれた光学干渉性繊維の脱落を生じ難くする役割を担うこと、また、紙の平坦性を向上させ、印刷層の形成等をより容易とする役割も担っていることが述べられている。この樹脂層の材料としては、典型的には、透明樹脂を使用すること、樹脂層の材料としては、例えば、ポリエステル樹脂、ポリウレタン樹脂、アクリル酸エステル樹脂、スチレン−アクリル酸エステル共重合樹脂等のアクリル酸エステル共重合樹脂、酢酸ビニル樹脂、ポリアクリルアミド樹脂、メラミン樹脂、尿素樹脂、ポリビニルアルコール及びその誘導体、澱粉及びその誘導体、セルロース誘導体並びにカゼイン等の樹脂を使用することができること、樹脂層は、例えば、グラビアコーター、ロールコーター、エアナイフコーター、ブレードコーター及びバーコーター等の塗工機により形成することができることも述べられている。
しかしながら、この方法は、透明樹脂層を塗工することで光干渉繊維の干渉色を弱める問題点を生じるため、樹脂層の厚みを極力低くする必要があり、その制御が困難なことや、別工程で樹脂層を塗工するのでコスト高となる問題点があった。
【0011】
また、前述したプランシェを抄き込んだ偽造防止用紙や、グリッターを抄き込んだ偽造防止用紙は、オフセット印刷のようなインクタックの高い印刷において、プランシェやグリッターがブランケットに転移するという致命的な問題点を有していた。
【0012】
また、前記したスレッド同様に、接着剤層を両面に設けたシート状物から、ギロチン裁断機やマイクロスリッターを用いた裁断や、打ち抜き等の方法で繊維状物を製造すると、刃の摩擦熱や圧力により、接着剤層が溶融若しくは軟化して繊維状、細片形状を有した抄き込み部材同士が接着したり一部が接着して、紙に抄き込んだ場合、繊維状物同士が塊になったり、繋がった状態に見えるので致命的な問題を引き起こすことが判った。
【0013】
本発明は、これらの問題点を解決することを課題とする。具体的には、偽造防止効果に優れたシート状物から、抄紙時に繊維状又は細片形状を有した抄き込み部材が互いに接着して用紙に抄き込まれるという問題を起こさない繊維状又は細片形状を有した抄き込み部材を効率的に製造する方法、及び、これらの繊維状又は細片形状を有した抄き込み部材を抄き込んだオフセット印刷適性にも優れた偽造防止用紙を得ることを課題とする。
【課題を解決するための手段】
【0014】
本発明に於いて上記課題を達成するための、請求項1の発明は、
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、前記シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とすることを特徴とする抄き込み部材の製造方法である。
また本発明に於いて上記課題を達成するための、請求項2の発明は、
前記シート状基材が光学干渉性を有することを特徴とする請求項1に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項3の発明は、
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とし、繊維状又は細片形状を有した抄き込み部材を抄き込むことを特徴とする偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項4の発明は、
前記シート状基材に接着剤を塗布し、接着剤層の硬化前に接触させ又は加熱圧着させることで前記無サイズ紙又は水溶性シートを固定することを特徴とする請求項2に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項5の発明は、
偽造防止用紙が三層以上の抄き合わせからなり、 前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項3又は4に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項6の発明は、
繊維状又は細片形状を有した抄き込み部材と、繊維状又は細片形状を有した抄き込み部材の表面に形成された接着剤層と、接着剤層上に固定された水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と、を含む抄き込み部材である。
また本発明に於いて上記課題を達成するための、請求項7の発明は、
偽造防止効果を備えた繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙であって、
前記繊維状又は細片形状を有した抄き込み部材は、表面に接着剤層が形成されており、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙が接着剤層上に固定された状態で抄き込んだことを特徴とする偽造防止用紙である。
また本発明に於いて上記課題を達成するための、請求項8の発明は、
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項7に記載の偽造防止用紙である。
【発明の効果】
【0015】
本発明によると、接着剤層を両面に設けた偽造防止効果に優れたシート状物から、抄紙時に繊維状又は細片形状を有した抄き込み部材が互いに接着して用紙に抄き込まれるという問題を起こさない繊維状又は細片形状を有した抄き込み部材を効率的に製造することができる。また、これらの繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙は、オフセット印刷時にもこれらの繊維状物や細片形状を有した抄き込み部材がブランケットに転移する問題を起こさないと言う優れた特長を有している。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る偽造防止用紙の構成例を示す模式図である。
【図2】本発明の実施形態に係る偽造防止用紙の構成例を示す断面模式図である。
【図3】本発明の実施形態に係る繊維状又は細片形状を有した抄き込み部材の構成例である。
【図4】本発明の実施形態に係る抄き込み部材の構成例である。
【発明を実施するための形態】
【0017】
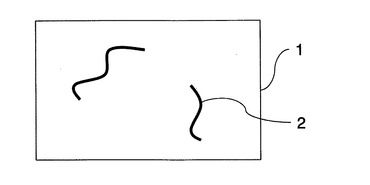
図1は、用紙1に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材2を抄き込んだ本発明の偽造防止用紙の構成例である。図2(A)、(B)は、本発明の偽造防止用紙の構成例の断面図である。本発明の偽造防止用紙は、図2(A)に示したように繊維状又は細片形状を有した抄き込み部材2を用紙の全体に抄き込んでも良いし、図2(B)に示したように用紙が繊維状又は細片形状を有した抄き込み部材を抄き込んだ表面層1aと、それ以外の内層1bを有する多層構造となるように抄き合わせても良い。
【0018】
本発明の偽造防止効果のある細片形状を有した抄き込み部材とは、偽造防止効果の優れたシート状基材、例えば高分子フィルム、紙、不織布等の偽造防止効果の優れた加工を施してあるシート状基材から製造され、円、楕円、正方形、矩形、菱形、五角形、六角形、等任意の形状の細片や、繊維状のものを意味する。通常、細片の大きさは0.5mm〜5mm程度とする。
又、本発明の偽造防止効果のある繊維状物とは、偽造防止効果の優れたシート状基材、例えば高分子フィルム、紙、不織布等に偽造防止効果の優れた加工を施してあるシート状基材から製造され、短辺の長さ(巾)と比較して長辺の長さの長い繊維状を意味する。通常、短辺の長さは0.05mm〜2mmで長辺の長さは5mm〜20mm程度とする。本発明の偽造防止効果のある繊維状物は、紙に抄き込まれて偽造防止用紙を製造するが、紙から繊維状物の脱落を防止するために、その両面に抄紙機の乾燥ゾーンで紙に接着する機能を有した接着剤層が設けられている。
【0019】
本発明者等が種々検討した結果、前記した接着剤層を両面に設けた偽造防止効果に優れたシート状基材から、これらの方法で細片又は繊維状物を製造すると、刃の摩擦熱や圧力により、接着剤層が溶融若しくは軟化して細片又は繊維状物同士が接着したり一部が接着して、紙に抄き込んだ場合、細片又は繊維状物が塊になったり、繋がった状態に見えるので致命的な問題を引き起こすことが判った。
【0020】
そこで、本願発明では図4のように、シート状基材の接着剤層4の上に、接着剤層と裁断時に刃とが接触しないための保護層として、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙5を配置することにより上述の問題を解決している。さらに、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙を用いているので、抄紙工程で溶解又は離解させることができ、抄紙に悪影響を与えることがない。
【0021】
以下、本発明を詳細に説明する。本発明に使用する偽造防止効果に優れたシート状物は、高分子フィルム、紙、不織布等のシート状基材に偽造防止効果に優れた加工を施したものであり、周知の偽造防止効果に優れたシート状物をいずれも使用できる。
【0022】
本発明に使用するシート状基材としての高分子フィルムは、例えば、ポリエチレンやポリプロピレンの如きポリオレフィン系高分子フィルム、ポリ塩化ビニル系高分子フィルム、ポリアリレートやポリエチレンテレフタレートの如きポリエステル系高分子フィルム、ポリメチルメタクリレート系高分子フィルム、ポリカーボネート系高分子フィルム、ポリイミド系高分子フィルム、ポリエーテルスルホン系高分子フィルム、ポリスルホン系高分子フィルム、ポリスチレン系高分子フィルム、ポリビニルアルコール系高分子フィルム、酢酸セルロース、セルロースジアセテート、セルローストリアセテート、セロファンの如きセルロース系高分子フィルムや、液晶ポリマーからなる高分子フィルム、多層光干渉フィルムのようなそれ自身が偽造防止効果に優れた高分子フィルム、等が挙げられる。これらの高分子フィルムには、添加剤として例えば、着色剤、白色の無機顔料、酸化防止剤、帯電防止剤、滑剤、等を使用してもよい。本発明で使用する高分子フィルムの厚みは、通常10〜40μmとする。
【0023】
本発明に使用するシート状基材としての紙は、セルロース繊維を主成分とし、これに種々の製紙用副素材や偽造防止性能を有する素材を混合したスラリーを用い抄紙機で製造される。セルロース繊維としては、典型的には、パルプを使用する。また、複数種のセルロース繊維を使用してもよい。具体的には、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の製紙用パルプを挙げることができる。これらをビーターやディスクリファイナー等を使用して叩解処理し、これに白土,カオリン,炭酸カルシウム,二酸化チタン,水酸化アルミニウム等の各種填料、合成繊維、紙力増強剤、サイズ剤、歩留まり向上剤、消泡剤、着色染料、着色顔料、蛍光増白剤、定着剤等の製紙用副素材を適宜併用しスラリーを調整する。スラリーには、紫外線の照射で蛍光発色する繊維や、紫外線の照射で蛍光発色する微細粒子等の公知の偽造防止性能を有する素材を混合することもできる。
【0024】
上記したスラリーを使用して、長網抄紙機、円網抄紙機、短網抄紙機、ツインワイヤー抄紙機等の公知の抄紙機を使用して紙を製造する。紙の表面には、乾燥工程の途中でサイズプレス装置等を使用してサイズ剤や紙力増強剤を表面塗工することも行われる。紙の坪量は、通常20〜100g/m2とする。
【0025】
本発明に使用するシート状基材としての不織布は、湿式法と、スパンボンド法、メルトブローン法、スパンレース法、ニードルパンチ法、ステッチボンド法等の公知の乾式法のいずれでも製造できる。この際不織布を製造するための繊維に、偽造防止効果のある物質、例えば紫外線の照射で蛍光を発する繊維を併用することもできる。不織布の坪量は、通常20〜100g/m2とする。
【0026】
本発明では、上記したフィルム、紙、不織布等のシート状基材の表面に種々の加工を施すことができる。例えば、カオリン、酸化チタン、炭酸カルシウム等の顔料と澱粉、SBRラテックス、MBRラテックス、アクリルエマルション等の接着剤や塗工用副資材から成る塗工液をブレードコーター、エアナイフコーター、ロールコーター等の塗工機を使用して紙の表面に塗工することもできる。塗工量(乾燥換算)は、通常3g/m2〜20g/m2とする。
【0027】
また本発明では、上記したフィルム、紙や塗工紙、不織布等のシート状基材の表面に偽造防止を目的とした加工を施すことができる。例えば、真珠顔料、着色顔料、コレステリック液晶顔料、磁気粉体、金属粉体、紫外線の照射で蛍光発色する染料や顔料、等とバインダー、その他の添加剤よりなるインキをオフセット印刷法、凹版印刷法、凸版印刷法、スクリーン印刷法、グラビア印刷法、フレキソ印刷法、等の公知の印刷法にて印刷することができる。
【0028】
上記加工において、上記インキを種々組み合わせて使用することもできる。例えば、真珠顔料において2種類以上の干渉色の顔料をインキ化し、複数色を交互に取り入れたストライプ模様となるように印刷したり、紫外線の照射で発光する2色以上の蛍光体を同様の方式で印刷することもできる。また、真珠顔料と金属粉体、磁気粉体と着色顔料等、2種類以上の顔料を組み合わせて模様を印刷することもできる。さらに、フィルム上にホログラム、金属蒸着、多層蒸着薄膜、コレステリック液晶層等を設けることも可能で、前記金属蒸着や多層蒸着薄膜にディメタライズド加工することも、前記ホログラム、金属蒸着、多層蒸着膜の層状もしくはディメタライズド加工フィルム上に前記蛍光体、磁気粉体、真珠顔料をパターン状に印刷することも可能である。特に視認する角度によって反射光・散乱光の光強度や色が変化する、光学干渉性の基材は、細片又は繊維状物として用紙に抄き込んだ際に、その偽造防止効果と視認性が高いために好ましい。
【0029】
本発明は、前述した偽造防止効果を有したシート状物の両面に抄紙機の乾燥ゾーンで溶解又は軟化して紙を構成する主成分であるセルロース繊維と接着する接着剤層を形成する。
接着剤としては、抄紙機のドライヤーで軟化若しくは溶融若しくは膨潤して、用紙と強固に接着する性能を有した周知の接着剤、具体的にはポリ酢酸ビニル樹脂系、ポリ塩化ビニル樹脂系、ポリエステル樹脂系、ポリアクリル酸エステル樹脂系、エチレン−酢酸ビニル共重合体樹脂系、ポリビニルアルコール樹脂系、等の水系若しくは溶剤系の周知の接着剤を使用できる。これらの接着剤の単独若しくは複数をロールコーターやグラビアコーター、等の周知の塗工機を用いて基材の表面に塗工し接着剤層を形成する。その塗工量は、通常で0.1〜10g/m2(乾燥質量換算)とする。この際、偽造防止効果を有したシート状物と接着剤層の間に接着性を向上するためのコロナ放電処理やプライマー剤を塗工することも適宜採用できる。通常、これらの接着剤が熱可塑性の接着剤の場合、ガラス移転点は−30℃〜50℃、好ましくは−20℃〜30℃の樹脂が好適に使用できる。−30℃未満であると常温でも粘着性を有してしまうという問題があり、また50℃を超えると抄紙機のドライヤーゾーンでセルロース繊維と接着しにくいという問題を生じる。
【0030】
ポリビニルアルコール樹脂系の水溶性若しくは熱水熔解性の樹脂の溶解性は重合度および鹸化度、特に鹸化度に大きく支配される。例えば、鹸化度88%以下のものは約20℃の水で完全に溶解し、鹸化度97%のものは約50℃の熱水で、完全鹸化のものは約80℃で初めて溶解する。本発明では、熱水溶解温度が60℃〜80℃のものを使用することが好ましい。熱水溶解温度が60℃未満のものを使用した場合、抄紙工程の乾燥ゾーンで樹脂が過度に膨潤するか溶解し、また溶解温度が80℃を越えると、損紙あるいは古紙として回収した時にスラリーをこの温度にまで上げることは困難かつ危険である。シート状基材として高分子フィルムを使用する場合、ポリビニルアルコール層との間に、両者の親和性を改善するための、ポリウレタン樹脂等の公知のプライマー剤層を設けることもできる。
【0031】
本発明ではさらにこの接着剤層の表面に無サイズ紙若しくは水溶性シートを重ねる。この無サイズ紙若しくは水溶性シートは、繊維状又は細片形状を有した抄き込み部材を製造する時に、前述した問題点、即ち繊維状又は細片形状を有した抄き込み部材同士が直接接着することを防ぐ働きをする。無サイズ紙若しくは水溶性シートは接着剤と接着しても、偽造防止用紙を製造するためのスラリーに添加されたときに離解または溶解してしまうので、前記問題を起こさない。
【0032】
無サイズ紙は、セルロース繊維を主成分としてスラリーを調製して抄紙機で製造される。セルロース繊維としては、典型的には、パルプを使用する。また、複数種のセルロース繊維を使用してもよい。具体的には、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の製紙用パルプを挙げることができる。これらをビーターやディスクリファイナー等を使用して、通常、フリーネス200〜500mlC.S.F.に叩解し、基本的には他の製紙用副資材を添加せずにスラリーを調整し、長網抄紙機、円網抄紙機、短網抄紙機、ツインワイヤー抄紙機等の公知の抄紙機を使用して、通常坪量20〜80g/m2の無サイズ紙を製造する。この無サイズ紙は、水に浸漬すると極めて短時間に紙を構成するセルロース繊維に分解する特徴がある。
【0033】
本発明に於いては無サイズ紙として、いわゆる水解紙も使用することができる。水解紙とは、紙を構成する繊維間の接着力が、乾燥状態ではその加工に必要なだけの強度を最低限有するが、水に浸された状態では、その接着力が極端に低下し外力を加えると容易に分解ないし分散する性状を有する紙を意味し、本発明では、特開2006-002296、特開2006-307384号、特開2006-180983号、特開2006-002277号、他に開示された水解紙をいずれも使用できる。
【0034】
本発明に於いては、この無サイズ紙の製造に繊維長の短いパルプを使用した方が好ましい。繊維長の短いパルプとしては、前記した広葉樹晒クラフトパルプ(LBKP)を挙げることができる。広葉樹パルプの繊維長は通常、0.5〜2.5mm程度(因みに、針葉樹パルプの繊維長は、通常1.5〜5.5mm程度である)であり、本発明の偽造防止効果のある繊維状物の長辺の長さ5mm〜20mm程度と比較して短いので、後に述べるように、偽造防止効果のある繊維状物を切るときに接着剤層の切断面とパルプ繊維が圧着したり、摩擦熱で接着する割合が少なくなる利点がある。
【0035】
また、本発明に於いては、縦横比が大きい無サイズ紙を使用して無サイズ紙の縦方向と偽造防止効果のある繊維状物の長辺方向が同じ向きになるようにして偽造防止効果のある繊維状物を切り出すことが好ましい。こうすることで、偽造防止効果のある繊維状物を切るときに接着剤層の切断面とパルプ繊維が圧着したり、摩擦熱で接着する割合が少なくなるからである。
【0036】
水溶性シートとは、水溶性のフィルム又はシートよりなるもので、スラリー中で溶解又は離解する性質を有するものである。その素材には、カルボキシメチルセルロースのナトリウム塩のようなセルロース系、ポリビニルアルコール系、ポリエチレンオキサイドのようなポリエーテル系、プルランのようなポリサッカライド系等の公知の水溶性フィルム又はシートを挙げることができ、本発明においてはこれらのいずれも使用することができる。水溶性シートの代表的な例として水溶紙を挙げることができる。水溶紙としては、カルボキシメチルセルロースをパルプ等の抄紙原料と混抄した後、アルカリ剤でカルボキシメチルセルロースをそのアルカリ金属塩に変換させる方法(例えば特公昭40−968号公報、他)や、木材パルプ繊維等の繊維にカルボキシメチルセルロースのアルカリ金属塩とアルカリ土類金属、マンガン、亜鉛、コバルト及びニッケルの水溶塩からなる群から選ばれた塩の1種または2種以上を含有させてなる水に分散、溶解する紙(特許第2549159号、他)等の公知の方法で製造できる。水溶性フィルムの厚みは、通常10〜50μmであり、水溶紙の坪量は通常30〜80g/m2である。
【0037】
接着剤層の表面に無サイズ紙若しくは水溶性シートを重ねる方法の一例を挙げる。
1)無サイズ紙若しくは水溶性シートと、接着剤層を両面に設けた偽造防止効果を有したシート状物を適当な大きさに裁断して、これを手作業等で交互に重ねる方法。
2)無サイズ紙若しくは水溶性シートを巻き取ったロールと、接着剤層を両面に設けた偽造防止効果を有したシート状物を巻き取ったロールを繰り出して交互に重ね、裁断機で適宜の大きさに裁断する方法。
3)フローティングドライヤーゾーンを備えたグラビアコーターラミネーターを使用して、先ず前記基材の表面に接着剤を塗工し、ラミネーター部分に無サイズ紙若しくは水溶性シートを巻き取りから繰り出し両者を弱く接着させた後に冷却ロールを通過させた後に巻き取り、これを裁断機で適宜の大きさに裁断する方法。
要するに、基材の表面に形成された接着剤層が、他のシートの接着剤層と直接接することがなければいかなる方法を採用しても良い。
【0038】
本発明は、前述したように偽造防止を目的とした加工を施したフィルム、紙や塗工紙、不織布等のシート状基材の両面に接着剤層を形成し、さらにその接着剤層が直接接することのないように水溶性シートを弱く接着させるか接するようにしたものから繊維状物や細片形状を有した抄き込み部材を製造する。シート状基材から繊維状物や細片形状を有した抄き込み部材を製造する方法としては、周知の方法を何れも使用できる。代表的な方法を以下に例示する。
1)上下に刃が動くギロチンと呼ばれる切断機を使用する。繊維状物より巾を大きくすると、長方形若しくは正方形の細片形状を有した抄き込み部材を製造できる。
2)マイクロスリッターを使用して、繊維状物より巾を大きくすることで、長方形若しくは正方形の細片形状を有した抄き込み部材を製造できる。
3)パンチング機構の打ち抜き機を使用して円形や六角形等の細片形状を有した抄き込み部材を打ち抜く方法。
4)ロータリーカッターで細片形状を有した抄き込み部材を打ち抜く方法。
5)基板の移送機構と、この機構による送り方向に配列された基板の打抜部を打ち抜く抜型を備えた構造の型抜き装置で縦横に切断して細片形状を有した抄き込み部材を製造する方法。この方法を使用すると、正方形若しくは長方形以外の形状の細片形状を有した抄き込み部材、例えば三角形、菱形、五角形、六角形、星形、円形、三日月形、等任意の形状の細片形状を有した抄き込み部材を製造できる。
本発明によれば、無サイズ紙あるいは水溶性シートが接着剤層上に形成されたシートにより直接することがないように保護されているので、これらの方法でシート状の基材から細片形状を有した抄き込み部材を作成する際に、刃の摩擦熱や圧力により接着剤層が溶融若しくは軟化して細片形状を有した抄き込み部材同士が接着したり一部が接着したりすることがない。
【0039】
本発明の偽造防止用紙は、先ず、針葉樹晒クラフトパルプ(NBKP),広葉樹晒クラフトパルプ(LBKP),針葉樹晒サルファイトパルプ(NBSP),サーモメカニカルパルプ(TMP)等の木材パルプ、コットンパルプ、麻パルプ、ワラパルプ等の非木材パルプ等の単独或いは混合したパルプを主体とし、これに白土,カオリン,炭酸カルシウム,二酸化チタン,水酸化アルミニウム等の各種填料、ロジン系等のサイズ剤、ポリアクリルアミド系等の乾燥紙力増強剤、ポリアミドエピクロルヒドリン樹脂等の湿潤紙力増強剤、定着剤、歩留り向上剤、濾水性向上剤、消泡剤等の製紙用副資材を適宜併用し、通常フリーネス550〜250mlC.S.F.のスラリーを常法により調製する。
【0040】
前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を含ませた偽造防止用紙を製造する方法として、公知の方法をいずれも採用できる。その一例を説明する。
1)上述したスラリーを調製して、これに前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合して、長網抄紙機、円網抄紙機、短網抄紙機等の抄紙機を使用して用紙を抄造する。
2)長網抄紙機のウエットパートで前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を振りかける。
3)長網抄紙機のスライス直前または直後の位置で前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材入りのスラリーや水を巾方向数カ所よりノズルにより吹き出す。
4)長網抄紙機、円網抄紙機、短網抄紙機等のプレスロール直前で湿紙に前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を振りかける。
5)長網抄紙機、円網抄紙機、短網抄紙機等のサイズプレス装置の塗工液に前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混入し塗工する。
6)多槽構造の円網抄紙機で抄き合わせ紙を製造する際に、最外層の紙層を構成するスラリーに前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合する。
7)円網抄紙機のシリンダーがスラリー界面に潜り込む直前、及び/又は界面から出る直前の位置に、抄紙巾に沿って前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を含むスラリーを流し掛ける。
【0041】
本発明ではさらに、抄紙途上で紙面に、サイズ度や表面強度の向上を目的として、澱粉、ポリビニルアルコール、各種表面サイズ等をサイズプレス装置等で塗工することも可能である。さらに必要に応じ、マシンカレンダー処理やスーパーカレンダー処理を施し、表面平滑性を向上させることも適宜行われる。
また、スラリーには、紫外線の照射で蛍光発色する繊維や粒子、偽造防止用のタガント、等公知の偽造防止用の素材を添加することも出来る。また、用紙には公知の方法で偽造防止を目的としたスレッドを抄き込むことや、透かしを施すこと、等も適宜行うことができる。
【0042】
前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材が光学干渉性を持つ場合は、これらの繊維状又は細片形状を有した抄き込み部材は用紙表面か用紙表面近くに分布しないと干渉色が弱く観察されるので、用紙抄造時は、なるべく光学干渉性の繊維状又は細片形状を有した抄き込み部材が用紙表面か用紙表面の近くに分布するような抄紙方法を採用することが好ましい。この場合には、特に3槽以上の円網抄紙機を使用して、表面層と裏面層に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合し、内部の層には混合しないで抄き合わせ方式で用紙を製造することが好ましい。
【0043】
本発明においては、用紙抄造後にその表面にさらに樹脂塗工層を設けると、偽造防止効果のある繊維状又は細片形状を有した抄き込み部材の用紙への接着性をさらに高めることができ、印刷時の光学干渉性繊維の脱落のトラブルを防ぐ効果を高めることができる。また、転写箔適正(箔の密着強度等)を向上させることもできる。樹脂は透明であることが好ましく、ポリエステル樹脂、ポリウレタン樹脂、アクリル酸エステル共重合樹脂、スチレン−アクリル酸エステル共重合樹脂、酢酸ビニル樹脂、ポリアクリルアミド樹脂、メラミン樹脂、尿素樹脂、ポリビニルアルコールおよびその誘導体、澱粉およびその誘導体、セルロース誘導体、カゼイン等の周知の樹脂を使用できる。樹脂塗工層の塗工量は、通常、0.1〜5g/m2(乾燥質量)とすることが好ましい。
【0044】
樹脂塗工層を設けるための塗工機としては、グラビアコーター、ロールコーター、エアナイフコーター、ブレードコーター、等の水系或いは有機溶剤系のコーターやグラビア印刷機等から任意に採用することができる。
【0045】
本発明は、さらに、このようにして製造した偽造防止用紙の表面に、公知方法で図柄の印刷、偽造防止印刷、偽造防止効果を有したホログラム等の転写、レーザーパーフォレーション、等の加工を施し偽造防止印刷物を得ることができる。
【実施例】
【0046】
以下、実施例に基づき本発明を詳細に説明する。
【実施例1】
【0047】
偽造防止効果に優れたシート状基材として、ポリエチレンテレフタレート樹脂とアクリル樹脂の多層膜からなる厚み18μmの多層光干渉フィルム(商品名「オーロラフィルム」、エンゲルハード社販売)の巻き取りロールを準備した。このフィルムは、反射光で赤色、透過光でその補色であるシアン色を示す。フィルムがこのような性質を有するのでこれから製造した繊維状又は細片形状を有した抄き込み部材は、カラーコピー等でコピーしてもその色相を再現できず、優れた偽造防止能を示す。
【0048】
上記フィルムをコロナ放電処理して表面のヌレ指数を高め、この表面に、抄紙機の乾燥ゾーンで軟化若しくは溶融して紙を構成するセルロース繊維と接着する性能を有した接着剤を塗工した。接着剤としては、ポリエステル系の感熱接着剤(商品名「バイロン2310」ガラス転移温度26℃、東洋紡績(株)製造)150質量部、イソシアネート系硬化剤を適量、トルエン300質量部、メチル・エチル・ケトン200質量部よりなる塗料を、グラビアコーターラミネーターを使用して3g/m2(乾燥換算)塗工した。ラミネート用コンバイナーロールには、水溶紙(商品名「30CD−2」、日本製紙パビリア(株)製造、坪量30g/m2)をロールから繰り出し、加熱温度80℃で両者を圧着させ巻き取った。
【0049】
この巻き取りのフィルム面に、上記と同じ感熱接着剤を塗工し、ラミネート用コンバイナーロールには、同様の水溶紙を繰り出し同一条件で両者を圧着し巻き取った。つまり、「水溶紙/接着剤層/多層光干渉フィルム/接着剤層/水溶紙」の構成の巻き取りを得た。
【0050】
上記巻き取りをシートカッターで所定の大きさのシートにカットして積み上げた。次いで、適当量の積み上げられたシートを上下に刃が動くギロチンと呼ばれる裁断機に掛けて巾1.0mmに裁断し、次いでこの束を同一のギロチンで長さ4mmに裁断した。このようにして、1.0mm巾×4mm長の細片形状を有した抄き込み部材を大量に製造した。細片形状を有した抄き込み部材の裁断時に刃先から掛かる圧力と裁断時に生ずる摩擦熱で細片形状を有した抄き込み部材の断面で接着剤と水溶紙は弱く接着していたが、これを水に入れると水溶紙は溶解し、細片形状を有した抄き込み部材が個々に分散されることが観察できた。
【0051】
NBKP(針葉樹晒クラフトパルプ)30質量部,LBKP(広葉樹晒クラフトパルプ)70質量部を360mlC.S.F.に叩解し、これにカオリン15質量部、紙力増強剤(商品名「ポリストロン117」、荒川化学工業(株)製)0.5質量部、サイズ剤(商品名「サイズパインE」、荒川化学工業(株)製)1.0質量部、硫酸バンドを適量加えスラリーを調製した。
【0052】
スラリーを調製後、4槽式円網抄紙機(枠先と反対の方向から順次1槽〜4槽と呼ぶ)の1、4槽に供給されるスラリーに、前記細片形状を有した抄き込み部材を用紙の乾燥質量に対して1.5質量%混入した。2、3槽に供給されるスラリーには細片形状を有した抄き込み部材は混入しなかった。常法に従い、坪量100g/m2の4層抄き合わせ紙(つけ比率は25g/m2ずつ)を抄造する途中、1群と2群の間に設置したサイズプレス装置で、ポリビニルアルコール(商品名「クラレPVA117」、(株)クラレ製造)の5%水溶液を塗工し、多筒式シリンダードライヤーで常法に従い乾燥した。この製造方法では、細片形状を有した抄き込み部材は1槽と2槽で形成される紙層のみに分布していた。
【0053】
この用紙をカラー複写機で複写したところ、細片形状を有した抄き込み部材の干渉色はコピーされず、目視による判断では両者(用紙と複写物)の差は明瞭に区別できた。この用紙を用いて、オフセット印刷適性を試験したが、ブランケットに細片形状を有した抄き込み部材が脱落して取られる現象は生じなかった。
【比較例】
【0054】
実施例1の接着剤層を設けないことの他は全く同様の用紙を製造し、オフセット印刷適性を試験したが、ブランケットに細片形状を有した抄き込み部材が脱落して取られる現象が生じた。
【産業上の利用可能性】
【0055】
以上説明したように本発明の偽造防止効果のある繊維状又は細片形状を有した抄き込み部材、及びこれらを抄き込んだ偽造防止用紙は製造され、紙幣用紙、商品券用紙、株券用紙、債券用紙、小切手用紙、パスポート用紙、各種チケット用紙、乗車券用紙、ブランドプロテクションラベル用紙、等の用途に好適に利用される。
【符号の説明】
【0056】
1・・・用紙
1a・・表面層
1b・・内層
2・・・繊維状又は細片形状を有した抄き込み部材
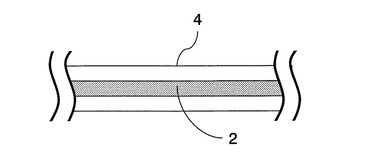
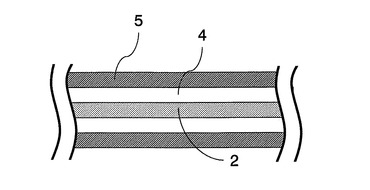
4・・・接着剤層
5・・・水溶性シート又は無サイズ紙
【技術分野】
【0001】
本発明は偽造防止効果のある繊維状又は細片形状を有した抄き込み部材、偽造防止用紙及びこれらの製造方法に関する。より詳しくは、偽造防止効果のあるシート状基材の表面に接着剤を塗工し、これから効率的に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を製造するための製造方法、及びこれらを抄き込んだオフセット印刷適性にも優れた偽造防止用紙に関する。
【背景技術】
【0002】
偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を用紙に抄き込んだ偽造防止用紙は種々知られている。例えば、真珠光沢感に優れた繊維状物である光学干渉性繊維を抄き込んだ偽造防止用紙や(例えば特許文献1)、細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙(例えば特許文献2)は種々提案されている。これら用紙は、カラーコピー機で複写したり、スキャナで読み取りインクジェットプリンターでプリントしても、その繊維状又は細片形状を有した抄き込み部材の真珠光沢感は再現することはできないと言う特長を有しており、偽造防止印刷物の用途に好適に利用できる。
【0003】
また、着色紙や紫外線の照射で発光する蛍光発色紙等のシート状物からプランシェ(planchettes)と呼ばれる直径1〜2mmの丸い細片形状を有した抄き込み部材を製造し、それらを抄き込んだ偽造防止用紙も知られており(例えば非特許文献1)、カナダの50ドル紙幣等に採用された実績がある。
【0004】
また、屈折率の異なる複数の高分子樹脂を百数十層溶融押し出しして延伸した「多層光干渉フィルム」と呼ばれる特殊なフィルム(例えば特許文献3)を、グリッターと呼ばれる細片形状を有した抄き込み部材に打ち抜いて紙に抄き込んだ偽造防止用紙が知られており、オランダの100ギルダー紙幣やメキシコの200ペソ紙幣等に使用された実績がある。多層光干渉フィルムは、屈折率の異なるプラスチックを百数十層交互に溶融押し出して延伸し、薄膜化させ干渉色を発現させたものであり、エンゲルハード社の「オーロラフィルム」(商品名)や、帝人デュポン社の「MLFフィルム」(商品名)、他が知られている。
【0005】
一方、セキュリティ・スレッドと呼ばれる偽造防止効果に優れた糸状物を紙に抄き込んだ偽造防止用紙も広く知られている。この用紙には2種類あり、一つは糸状物を紙層間に埋没させた埋め込み型の偽造防止用紙であり(例えば特許文献4)、もう一つは用紙表面に形成された窓部に糸状物が間欠的に露出する「窓開きスレッド入り紙」と呼ばれる偽造防止用紙である(例えば特許文献5)。
スレッドの素材としては、偽造防止効果のある特殊なフィルムが種々使用されているが、代表的な例としてホログラムフィルムを挙げることができる。スレッドの表面には接着剤層が設けられ、抄紙工程で紙を形成するセルロース繊維と接着し、スレッドが脱落しない工夫がなされている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】国際公開第2009/119879号パンフレット
【特許文献2】特許第3075454号公報
【特許文献3】米国特許第356985号明細書
【特許文献4】特公平06−062030号公報
【特許文献5】特許第2845197号公報
【非特許文献】
【0007】
【非特許文献1】植村 峻著、「世界の銀行券」(財)印刷朝陽会(1987年)、356頁
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を用紙に抄き込んだ偽造防止用紙は、用紙に抄き込む繊維状又は細片形状を有した抄き込み部材が印刷時や流通段階等で脱落しないことが必要となる。このため、種々の工夫がなされている。
【0009】
例えば、前述した真珠光沢感に優れた繊維状物である光学干渉性繊維を抄き込んだ偽造防止用紙(特許文献1)では、光学干渉性繊維の紙への接着力を高めるためにバインダ繊維を併用することが述べられている。このバインダ繊維は光学干渉性繊維が紙から脱落し難くする役割を担っている。バインダ繊維としては、例えば、エチレンビニルアルコール系共重合体繊維、芯鞘型のバインダ繊維、又は分割型のバインダ繊維を使用することができることが述べられている。
しかしながら、この方法は、光学干渉性繊維そのもののセルロース繊維への接着性を改善するものでないため、バインダ繊維の添加量を多くしないと(通常は10%以上)効果が出ず、コスト高になることや、抄紙機の乾燥ゾーンでバインダ繊維が溶解し、キャンバスやドライヤーの表面を汚染すると言う問題点を引き起こしやすかった。
【0010】
更に、特許文献1には、紙の表面領域の少なくとも一方を被覆した樹脂層を更に備えることが述べられている。樹脂層は、典型的には、光学干渉性繊維を含んだ表面領域を被覆し、紙の表面領域に含まれた光学干渉性繊維の脱落を生じ難くする役割を担うこと、また、紙の平坦性を向上させ、印刷層の形成等をより容易とする役割も担っていることが述べられている。この樹脂層の材料としては、典型的には、透明樹脂を使用すること、樹脂層の材料としては、例えば、ポリエステル樹脂、ポリウレタン樹脂、アクリル酸エステル樹脂、スチレン−アクリル酸エステル共重合樹脂等のアクリル酸エステル共重合樹脂、酢酸ビニル樹脂、ポリアクリルアミド樹脂、メラミン樹脂、尿素樹脂、ポリビニルアルコール及びその誘導体、澱粉及びその誘導体、セルロース誘導体並びにカゼイン等の樹脂を使用することができること、樹脂層は、例えば、グラビアコーター、ロールコーター、エアナイフコーター、ブレードコーター及びバーコーター等の塗工機により形成することができることも述べられている。
しかしながら、この方法は、透明樹脂層を塗工することで光干渉繊維の干渉色を弱める問題点を生じるため、樹脂層の厚みを極力低くする必要があり、その制御が困難なことや、別工程で樹脂層を塗工するのでコスト高となる問題点があった。
【0011】
また、前述したプランシェを抄き込んだ偽造防止用紙や、グリッターを抄き込んだ偽造防止用紙は、オフセット印刷のようなインクタックの高い印刷において、プランシェやグリッターがブランケットに転移するという致命的な問題点を有していた。
【0012】
また、前記したスレッド同様に、接着剤層を両面に設けたシート状物から、ギロチン裁断機やマイクロスリッターを用いた裁断や、打ち抜き等の方法で繊維状物を製造すると、刃の摩擦熱や圧力により、接着剤層が溶融若しくは軟化して繊維状、細片形状を有した抄き込み部材同士が接着したり一部が接着して、紙に抄き込んだ場合、繊維状物同士が塊になったり、繋がった状態に見えるので致命的な問題を引き起こすことが判った。
【0013】
本発明は、これらの問題点を解決することを課題とする。具体的には、偽造防止効果に優れたシート状物から、抄紙時に繊維状又は細片形状を有した抄き込み部材が互いに接着して用紙に抄き込まれるという問題を起こさない繊維状又は細片形状を有した抄き込み部材を効率的に製造する方法、及び、これらの繊維状又は細片形状を有した抄き込み部材を抄き込んだオフセット印刷適性にも優れた偽造防止用紙を得ることを課題とする。
【課題を解決するための手段】
【0014】
本発明に於いて上記課題を達成するための、請求項1の発明は、
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、前記シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とすることを特徴とする抄き込み部材の製造方法である。
また本発明に於いて上記課題を達成するための、請求項2の発明は、
前記シート状基材が光学干渉性を有することを特徴とする請求項1に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項3の発明は、
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とし、繊維状又は細片形状を有した抄き込み部材を抄き込むことを特徴とする偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項4の発明は、
前記シート状基材に接着剤を塗布し、接着剤層の硬化前に接触させ又は加熱圧着させることで前記無サイズ紙又は水溶性シートを固定することを特徴とする請求項2に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項5の発明は、
偽造防止用紙が三層以上の抄き合わせからなり、 前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項3又は4に記載の偽造防止用紙の製造方法である。
また本発明に於いて上記課題を達成するための、請求項6の発明は、
繊維状又は細片形状を有した抄き込み部材と、繊維状又は細片形状を有した抄き込み部材の表面に形成された接着剤層と、接着剤層上に固定された水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と、を含む抄き込み部材である。
また本発明に於いて上記課題を達成するための、請求項7の発明は、
偽造防止効果を備えた繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙であって、
前記繊維状又は細片形状を有した抄き込み部材は、表面に接着剤層が形成されており、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙が接着剤層上に固定された状態で抄き込んだことを特徴とする偽造防止用紙である。
また本発明に於いて上記課題を達成するための、請求項8の発明は、
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項7に記載の偽造防止用紙である。
【発明の効果】
【0015】
本発明によると、接着剤層を両面に設けた偽造防止効果に優れたシート状物から、抄紙時に繊維状又は細片形状を有した抄き込み部材が互いに接着して用紙に抄き込まれるという問題を起こさない繊維状又は細片形状を有した抄き込み部材を効率的に製造することができる。また、これらの繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙は、オフセット印刷時にもこれらの繊維状物や細片形状を有した抄き込み部材がブランケットに転移する問題を起こさないと言う優れた特長を有している。
【図面の簡単な説明】
【0016】
【図1】本発明の実施形態に係る偽造防止用紙の構成例を示す模式図である。
【図2】本発明の実施形態に係る偽造防止用紙の構成例を示す断面模式図である。
【図3】本発明の実施形態に係る繊維状又は細片形状を有した抄き込み部材の構成例である。
【図4】本発明の実施形態に係る抄き込み部材の構成例である。
【発明を実施するための形態】
【0017】
図1は、用紙1に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材2を抄き込んだ本発明の偽造防止用紙の構成例である。図2(A)、(B)は、本発明の偽造防止用紙の構成例の断面図である。本発明の偽造防止用紙は、図2(A)に示したように繊維状又は細片形状を有した抄き込み部材2を用紙の全体に抄き込んでも良いし、図2(B)に示したように用紙が繊維状又は細片形状を有した抄き込み部材を抄き込んだ表面層1aと、それ以外の内層1bを有する多層構造となるように抄き合わせても良い。
【0018】
本発明の偽造防止効果のある細片形状を有した抄き込み部材とは、偽造防止効果の優れたシート状基材、例えば高分子フィルム、紙、不織布等の偽造防止効果の優れた加工を施してあるシート状基材から製造され、円、楕円、正方形、矩形、菱形、五角形、六角形、等任意の形状の細片や、繊維状のものを意味する。通常、細片の大きさは0.5mm〜5mm程度とする。
又、本発明の偽造防止効果のある繊維状物とは、偽造防止効果の優れたシート状基材、例えば高分子フィルム、紙、不織布等に偽造防止効果の優れた加工を施してあるシート状基材から製造され、短辺の長さ(巾)と比較して長辺の長さの長い繊維状を意味する。通常、短辺の長さは0.05mm〜2mmで長辺の長さは5mm〜20mm程度とする。本発明の偽造防止効果のある繊維状物は、紙に抄き込まれて偽造防止用紙を製造するが、紙から繊維状物の脱落を防止するために、その両面に抄紙機の乾燥ゾーンで紙に接着する機能を有した接着剤層が設けられている。
【0019】
本発明者等が種々検討した結果、前記した接着剤層を両面に設けた偽造防止効果に優れたシート状基材から、これらの方法で細片又は繊維状物を製造すると、刃の摩擦熱や圧力により、接着剤層が溶融若しくは軟化して細片又は繊維状物同士が接着したり一部が接着して、紙に抄き込んだ場合、細片又は繊維状物が塊になったり、繋がった状態に見えるので致命的な問題を引き起こすことが判った。
【0020】
そこで、本願発明では図4のように、シート状基材の接着剤層4の上に、接着剤層と裁断時に刃とが接触しないための保護層として、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙5を配置することにより上述の問題を解決している。さらに、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙を用いているので、抄紙工程で溶解又は離解させることができ、抄紙に悪影響を与えることがない。
【0021】
以下、本発明を詳細に説明する。本発明に使用する偽造防止効果に優れたシート状物は、高分子フィルム、紙、不織布等のシート状基材に偽造防止効果に優れた加工を施したものであり、周知の偽造防止効果に優れたシート状物をいずれも使用できる。
【0022】
本発明に使用するシート状基材としての高分子フィルムは、例えば、ポリエチレンやポリプロピレンの如きポリオレフィン系高分子フィルム、ポリ塩化ビニル系高分子フィルム、ポリアリレートやポリエチレンテレフタレートの如きポリエステル系高分子フィルム、ポリメチルメタクリレート系高分子フィルム、ポリカーボネート系高分子フィルム、ポリイミド系高分子フィルム、ポリエーテルスルホン系高分子フィルム、ポリスルホン系高分子フィルム、ポリスチレン系高分子フィルム、ポリビニルアルコール系高分子フィルム、酢酸セルロース、セルロースジアセテート、セルローストリアセテート、セロファンの如きセルロース系高分子フィルムや、液晶ポリマーからなる高分子フィルム、多層光干渉フィルムのようなそれ自身が偽造防止効果に優れた高分子フィルム、等が挙げられる。これらの高分子フィルムには、添加剤として例えば、着色剤、白色の無機顔料、酸化防止剤、帯電防止剤、滑剤、等を使用してもよい。本発明で使用する高分子フィルムの厚みは、通常10〜40μmとする。
【0023】
本発明に使用するシート状基材としての紙は、セルロース繊維を主成分とし、これに種々の製紙用副素材や偽造防止性能を有する素材を混合したスラリーを用い抄紙機で製造される。セルロース繊維としては、典型的には、パルプを使用する。また、複数種のセルロース繊維を使用してもよい。具体的には、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の製紙用パルプを挙げることができる。これらをビーターやディスクリファイナー等を使用して叩解処理し、これに白土,カオリン,炭酸カルシウム,二酸化チタン,水酸化アルミニウム等の各種填料、合成繊維、紙力増強剤、サイズ剤、歩留まり向上剤、消泡剤、着色染料、着色顔料、蛍光増白剤、定着剤等の製紙用副素材を適宜併用しスラリーを調整する。スラリーには、紫外線の照射で蛍光発色する繊維や、紫外線の照射で蛍光発色する微細粒子等の公知の偽造防止性能を有する素材を混合することもできる。
【0024】
上記したスラリーを使用して、長網抄紙機、円網抄紙機、短網抄紙機、ツインワイヤー抄紙機等の公知の抄紙機を使用して紙を製造する。紙の表面には、乾燥工程の途中でサイズプレス装置等を使用してサイズ剤や紙力増強剤を表面塗工することも行われる。紙の坪量は、通常20〜100g/m2とする。
【0025】
本発明に使用するシート状基材としての不織布は、湿式法と、スパンボンド法、メルトブローン法、スパンレース法、ニードルパンチ法、ステッチボンド法等の公知の乾式法のいずれでも製造できる。この際不織布を製造するための繊維に、偽造防止効果のある物質、例えば紫外線の照射で蛍光を発する繊維を併用することもできる。不織布の坪量は、通常20〜100g/m2とする。
【0026】
本発明では、上記したフィルム、紙、不織布等のシート状基材の表面に種々の加工を施すことができる。例えば、カオリン、酸化チタン、炭酸カルシウム等の顔料と澱粉、SBRラテックス、MBRラテックス、アクリルエマルション等の接着剤や塗工用副資材から成る塗工液をブレードコーター、エアナイフコーター、ロールコーター等の塗工機を使用して紙の表面に塗工することもできる。塗工量(乾燥換算)は、通常3g/m2〜20g/m2とする。
【0027】
また本発明では、上記したフィルム、紙や塗工紙、不織布等のシート状基材の表面に偽造防止を目的とした加工を施すことができる。例えば、真珠顔料、着色顔料、コレステリック液晶顔料、磁気粉体、金属粉体、紫外線の照射で蛍光発色する染料や顔料、等とバインダー、その他の添加剤よりなるインキをオフセット印刷法、凹版印刷法、凸版印刷法、スクリーン印刷法、グラビア印刷法、フレキソ印刷法、等の公知の印刷法にて印刷することができる。
【0028】
上記加工において、上記インキを種々組み合わせて使用することもできる。例えば、真珠顔料において2種類以上の干渉色の顔料をインキ化し、複数色を交互に取り入れたストライプ模様となるように印刷したり、紫外線の照射で発光する2色以上の蛍光体を同様の方式で印刷することもできる。また、真珠顔料と金属粉体、磁気粉体と着色顔料等、2種類以上の顔料を組み合わせて模様を印刷することもできる。さらに、フィルム上にホログラム、金属蒸着、多層蒸着薄膜、コレステリック液晶層等を設けることも可能で、前記金属蒸着や多層蒸着薄膜にディメタライズド加工することも、前記ホログラム、金属蒸着、多層蒸着膜の層状もしくはディメタライズド加工フィルム上に前記蛍光体、磁気粉体、真珠顔料をパターン状に印刷することも可能である。特に視認する角度によって反射光・散乱光の光強度や色が変化する、光学干渉性の基材は、細片又は繊維状物として用紙に抄き込んだ際に、その偽造防止効果と視認性が高いために好ましい。
【0029】
本発明は、前述した偽造防止効果を有したシート状物の両面に抄紙機の乾燥ゾーンで溶解又は軟化して紙を構成する主成分であるセルロース繊維と接着する接着剤層を形成する。
接着剤としては、抄紙機のドライヤーで軟化若しくは溶融若しくは膨潤して、用紙と強固に接着する性能を有した周知の接着剤、具体的にはポリ酢酸ビニル樹脂系、ポリ塩化ビニル樹脂系、ポリエステル樹脂系、ポリアクリル酸エステル樹脂系、エチレン−酢酸ビニル共重合体樹脂系、ポリビニルアルコール樹脂系、等の水系若しくは溶剤系の周知の接着剤を使用できる。これらの接着剤の単独若しくは複数をロールコーターやグラビアコーター、等の周知の塗工機を用いて基材の表面に塗工し接着剤層を形成する。その塗工量は、通常で0.1〜10g/m2(乾燥質量換算)とする。この際、偽造防止効果を有したシート状物と接着剤層の間に接着性を向上するためのコロナ放電処理やプライマー剤を塗工することも適宜採用できる。通常、これらの接着剤が熱可塑性の接着剤の場合、ガラス移転点は−30℃〜50℃、好ましくは−20℃〜30℃の樹脂が好適に使用できる。−30℃未満であると常温でも粘着性を有してしまうという問題があり、また50℃を超えると抄紙機のドライヤーゾーンでセルロース繊維と接着しにくいという問題を生じる。
【0030】
ポリビニルアルコール樹脂系の水溶性若しくは熱水熔解性の樹脂の溶解性は重合度および鹸化度、特に鹸化度に大きく支配される。例えば、鹸化度88%以下のものは約20℃の水で完全に溶解し、鹸化度97%のものは約50℃の熱水で、完全鹸化のものは約80℃で初めて溶解する。本発明では、熱水溶解温度が60℃〜80℃のものを使用することが好ましい。熱水溶解温度が60℃未満のものを使用した場合、抄紙工程の乾燥ゾーンで樹脂が過度に膨潤するか溶解し、また溶解温度が80℃を越えると、損紙あるいは古紙として回収した時にスラリーをこの温度にまで上げることは困難かつ危険である。シート状基材として高分子フィルムを使用する場合、ポリビニルアルコール層との間に、両者の親和性を改善するための、ポリウレタン樹脂等の公知のプライマー剤層を設けることもできる。
【0031】
本発明ではさらにこの接着剤層の表面に無サイズ紙若しくは水溶性シートを重ねる。この無サイズ紙若しくは水溶性シートは、繊維状又は細片形状を有した抄き込み部材を製造する時に、前述した問題点、即ち繊維状又は細片形状を有した抄き込み部材同士が直接接着することを防ぐ働きをする。無サイズ紙若しくは水溶性シートは接着剤と接着しても、偽造防止用紙を製造するためのスラリーに添加されたときに離解または溶解してしまうので、前記問題を起こさない。
【0032】
無サイズ紙は、セルロース繊維を主成分としてスラリーを調製して抄紙機で製造される。セルロース繊維としては、典型的には、パルプを使用する。また、複数種のセルロース繊維を使用してもよい。具体的には、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)、針葉樹晒サルファイトパルプ(NBSP)、サーモメカニカルパルプ(TMP)等の製紙用パルプを挙げることができる。これらをビーターやディスクリファイナー等を使用して、通常、フリーネス200〜500mlC.S.F.に叩解し、基本的には他の製紙用副資材を添加せずにスラリーを調整し、長網抄紙機、円網抄紙機、短網抄紙機、ツインワイヤー抄紙機等の公知の抄紙機を使用して、通常坪量20〜80g/m2の無サイズ紙を製造する。この無サイズ紙は、水に浸漬すると極めて短時間に紙を構成するセルロース繊維に分解する特徴がある。
【0033】
本発明に於いては無サイズ紙として、いわゆる水解紙も使用することができる。水解紙とは、紙を構成する繊維間の接着力が、乾燥状態ではその加工に必要なだけの強度を最低限有するが、水に浸された状態では、その接着力が極端に低下し外力を加えると容易に分解ないし分散する性状を有する紙を意味し、本発明では、特開2006-002296、特開2006-307384号、特開2006-180983号、特開2006-002277号、他に開示された水解紙をいずれも使用できる。
【0034】
本発明に於いては、この無サイズ紙の製造に繊維長の短いパルプを使用した方が好ましい。繊維長の短いパルプとしては、前記した広葉樹晒クラフトパルプ(LBKP)を挙げることができる。広葉樹パルプの繊維長は通常、0.5〜2.5mm程度(因みに、針葉樹パルプの繊維長は、通常1.5〜5.5mm程度である)であり、本発明の偽造防止効果のある繊維状物の長辺の長さ5mm〜20mm程度と比較して短いので、後に述べるように、偽造防止効果のある繊維状物を切るときに接着剤層の切断面とパルプ繊維が圧着したり、摩擦熱で接着する割合が少なくなる利点がある。
【0035】
また、本発明に於いては、縦横比が大きい無サイズ紙を使用して無サイズ紙の縦方向と偽造防止効果のある繊維状物の長辺方向が同じ向きになるようにして偽造防止効果のある繊維状物を切り出すことが好ましい。こうすることで、偽造防止効果のある繊維状物を切るときに接着剤層の切断面とパルプ繊維が圧着したり、摩擦熱で接着する割合が少なくなるからである。
【0036】
水溶性シートとは、水溶性のフィルム又はシートよりなるもので、スラリー中で溶解又は離解する性質を有するものである。その素材には、カルボキシメチルセルロースのナトリウム塩のようなセルロース系、ポリビニルアルコール系、ポリエチレンオキサイドのようなポリエーテル系、プルランのようなポリサッカライド系等の公知の水溶性フィルム又はシートを挙げることができ、本発明においてはこれらのいずれも使用することができる。水溶性シートの代表的な例として水溶紙を挙げることができる。水溶紙としては、カルボキシメチルセルロースをパルプ等の抄紙原料と混抄した後、アルカリ剤でカルボキシメチルセルロースをそのアルカリ金属塩に変換させる方法(例えば特公昭40−968号公報、他)や、木材パルプ繊維等の繊維にカルボキシメチルセルロースのアルカリ金属塩とアルカリ土類金属、マンガン、亜鉛、コバルト及びニッケルの水溶塩からなる群から選ばれた塩の1種または2種以上を含有させてなる水に分散、溶解する紙(特許第2549159号、他)等の公知の方法で製造できる。水溶性フィルムの厚みは、通常10〜50μmであり、水溶紙の坪量は通常30〜80g/m2である。
【0037】
接着剤層の表面に無サイズ紙若しくは水溶性シートを重ねる方法の一例を挙げる。
1)無サイズ紙若しくは水溶性シートと、接着剤層を両面に設けた偽造防止効果を有したシート状物を適当な大きさに裁断して、これを手作業等で交互に重ねる方法。
2)無サイズ紙若しくは水溶性シートを巻き取ったロールと、接着剤層を両面に設けた偽造防止効果を有したシート状物を巻き取ったロールを繰り出して交互に重ね、裁断機で適宜の大きさに裁断する方法。
3)フローティングドライヤーゾーンを備えたグラビアコーターラミネーターを使用して、先ず前記基材の表面に接着剤を塗工し、ラミネーター部分に無サイズ紙若しくは水溶性シートを巻き取りから繰り出し両者を弱く接着させた後に冷却ロールを通過させた後に巻き取り、これを裁断機で適宜の大きさに裁断する方法。
要するに、基材の表面に形成された接着剤層が、他のシートの接着剤層と直接接することがなければいかなる方法を採用しても良い。
【0038】
本発明は、前述したように偽造防止を目的とした加工を施したフィルム、紙や塗工紙、不織布等のシート状基材の両面に接着剤層を形成し、さらにその接着剤層が直接接することのないように水溶性シートを弱く接着させるか接するようにしたものから繊維状物や細片形状を有した抄き込み部材を製造する。シート状基材から繊維状物や細片形状を有した抄き込み部材を製造する方法としては、周知の方法を何れも使用できる。代表的な方法を以下に例示する。
1)上下に刃が動くギロチンと呼ばれる切断機を使用する。繊維状物より巾を大きくすると、長方形若しくは正方形の細片形状を有した抄き込み部材を製造できる。
2)マイクロスリッターを使用して、繊維状物より巾を大きくすることで、長方形若しくは正方形の細片形状を有した抄き込み部材を製造できる。
3)パンチング機構の打ち抜き機を使用して円形や六角形等の細片形状を有した抄き込み部材を打ち抜く方法。
4)ロータリーカッターで細片形状を有した抄き込み部材を打ち抜く方法。
5)基板の移送機構と、この機構による送り方向に配列された基板の打抜部を打ち抜く抜型を備えた構造の型抜き装置で縦横に切断して細片形状を有した抄き込み部材を製造する方法。この方法を使用すると、正方形若しくは長方形以外の形状の細片形状を有した抄き込み部材、例えば三角形、菱形、五角形、六角形、星形、円形、三日月形、等任意の形状の細片形状を有した抄き込み部材を製造できる。
本発明によれば、無サイズ紙あるいは水溶性シートが接着剤層上に形成されたシートにより直接することがないように保護されているので、これらの方法でシート状の基材から細片形状を有した抄き込み部材を作成する際に、刃の摩擦熱や圧力により接着剤層が溶融若しくは軟化して細片形状を有した抄き込み部材同士が接着したり一部が接着したりすることがない。
【0039】
本発明の偽造防止用紙は、先ず、針葉樹晒クラフトパルプ(NBKP),広葉樹晒クラフトパルプ(LBKP),針葉樹晒サルファイトパルプ(NBSP),サーモメカニカルパルプ(TMP)等の木材パルプ、コットンパルプ、麻パルプ、ワラパルプ等の非木材パルプ等の単独或いは混合したパルプを主体とし、これに白土,カオリン,炭酸カルシウム,二酸化チタン,水酸化アルミニウム等の各種填料、ロジン系等のサイズ剤、ポリアクリルアミド系等の乾燥紙力増強剤、ポリアミドエピクロルヒドリン樹脂等の湿潤紙力増強剤、定着剤、歩留り向上剤、濾水性向上剤、消泡剤等の製紙用副資材を適宜併用し、通常フリーネス550〜250mlC.S.F.のスラリーを常法により調製する。
【0040】
前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を含ませた偽造防止用紙を製造する方法として、公知の方法をいずれも採用できる。その一例を説明する。
1)上述したスラリーを調製して、これに前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合して、長網抄紙機、円網抄紙機、短網抄紙機等の抄紙機を使用して用紙を抄造する。
2)長網抄紙機のウエットパートで前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を振りかける。
3)長網抄紙機のスライス直前または直後の位置で前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材入りのスラリーや水を巾方向数カ所よりノズルにより吹き出す。
4)長網抄紙機、円網抄紙機、短網抄紙機等のプレスロール直前で湿紙に前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を振りかける。
5)長網抄紙機、円網抄紙機、短網抄紙機等のサイズプレス装置の塗工液に前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混入し塗工する。
6)多槽構造の円網抄紙機で抄き合わせ紙を製造する際に、最外層の紙層を構成するスラリーに前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合する。
7)円網抄紙機のシリンダーがスラリー界面に潜り込む直前、及び/又は界面から出る直前の位置に、抄紙巾に沿って前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を含むスラリーを流し掛ける。
【0041】
本発明ではさらに、抄紙途上で紙面に、サイズ度や表面強度の向上を目的として、澱粉、ポリビニルアルコール、各種表面サイズ等をサイズプレス装置等で塗工することも可能である。さらに必要に応じ、マシンカレンダー処理やスーパーカレンダー処理を施し、表面平滑性を向上させることも適宜行われる。
また、スラリーには、紫外線の照射で蛍光発色する繊維や粒子、偽造防止用のタガント、等公知の偽造防止用の素材を添加することも出来る。また、用紙には公知の方法で偽造防止を目的としたスレッドを抄き込むことや、透かしを施すこと、等も適宜行うことができる。
【0042】
前述した偽造防止効果のある繊維状又は細片形状を有した抄き込み部材が光学干渉性を持つ場合は、これらの繊維状又は細片形状を有した抄き込み部材は用紙表面か用紙表面近くに分布しないと干渉色が弱く観察されるので、用紙抄造時は、なるべく光学干渉性の繊維状又は細片形状を有した抄き込み部材が用紙表面か用紙表面の近くに分布するような抄紙方法を採用することが好ましい。この場合には、特に3槽以上の円網抄紙機を使用して、表面層と裏面層に偽造防止効果のある繊維状又は細片形状を有した抄き込み部材を混合し、内部の層には混合しないで抄き合わせ方式で用紙を製造することが好ましい。
【0043】
本発明においては、用紙抄造後にその表面にさらに樹脂塗工層を設けると、偽造防止効果のある繊維状又は細片形状を有した抄き込み部材の用紙への接着性をさらに高めることができ、印刷時の光学干渉性繊維の脱落のトラブルを防ぐ効果を高めることができる。また、転写箔適正(箔の密着強度等)を向上させることもできる。樹脂は透明であることが好ましく、ポリエステル樹脂、ポリウレタン樹脂、アクリル酸エステル共重合樹脂、スチレン−アクリル酸エステル共重合樹脂、酢酸ビニル樹脂、ポリアクリルアミド樹脂、メラミン樹脂、尿素樹脂、ポリビニルアルコールおよびその誘導体、澱粉およびその誘導体、セルロース誘導体、カゼイン等の周知の樹脂を使用できる。樹脂塗工層の塗工量は、通常、0.1〜5g/m2(乾燥質量)とすることが好ましい。
【0044】
樹脂塗工層を設けるための塗工機としては、グラビアコーター、ロールコーター、エアナイフコーター、ブレードコーター、等の水系或いは有機溶剤系のコーターやグラビア印刷機等から任意に採用することができる。
【0045】
本発明は、さらに、このようにして製造した偽造防止用紙の表面に、公知方法で図柄の印刷、偽造防止印刷、偽造防止効果を有したホログラム等の転写、レーザーパーフォレーション、等の加工を施し偽造防止印刷物を得ることができる。
【実施例】
【0046】
以下、実施例に基づき本発明を詳細に説明する。
【実施例1】
【0047】
偽造防止効果に優れたシート状基材として、ポリエチレンテレフタレート樹脂とアクリル樹脂の多層膜からなる厚み18μmの多層光干渉フィルム(商品名「オーロラフィルム」、エンゲルハード社販売)の巻き取りロールを準備した。このフィルムは、反射光で赤色、透過光でその補色であるシアン色を示す。フィルムがこのような性質を有するのでこれから製造した繊維状又は細片形状を有した抄き込み部材は、カラーコピー等でコピーしてもその色相を再現できず、優れた偽造防止能を示す。
【0048】
上記フィルムをコロナ放電処理して表面のヌレ指数を高め、この表面に、抄紙機の乾燥ゾーンで軟化若しくは溶融して紙を構成するセルロース繊維と接着する性能を有した接着剤を塗工した。接着剤としては、ポリエステル系の感熱接着剤(商品名「バイロン2310」ガラス転移温度26℃、東洋紡績(株)製造)150質量部、イソシアネート系硬化剤を適量、トルエン300質量部、メチル・エチル・ケトン200質量部よりなる塗料を、グラビアコーターラミネーターを使用して3g/m2(乾燥換算)塗工した。ラミネート用コンバイナーロールには、水溶紙(商品名「30CD−2」、日本製紙パビリア(株)製造、坪量30g/m2)をロールから繰り出し、加熱温度80℃で両者を圧着させ巻き取った。
【0049】
この巻き取りのフィルム面に、上記と同じ感熱接着剤を塗工し、ラミネート用コンバイナーロールには、同様の水溶紙を繰り出し同一条件で両者を圧着し巻き取った。つまり、「水溶紙/接着剤層/多層光干渉フィルム/接着剤層/水溶紙」の構成の巻き取りを得た。
【0050】
上記巻き取りをシートカッターで所定の大きさのシートにカットして積み上げた。次いで、適当量の積み上げられたシートを上下に刃が動くギロチンと呼ばれる裁断機に掛けて巾1.0mmに裁断し、次いでこの束を同一のギロチンで長さ4mmに裁断した。このようにして、1.0mm巾×4mm長の細片形状を有した抄き込み部材を大量に製造した。細片形状を有した抄き込み部材の裁断時に刃先から掛かる圧力と裁断時に生ずる摩擦熱で細片形状を有した抄き込み部材の断面で接着剤と水溶紙は弱く接着していたが、これを水に入れると水溶紙は溶解し、細片形状を有した抄き込み部材が個々に分散されることが観察できた。
【0051】
NBKP(針葉樹晒クラフトパルプ)30質量部,LBKP(広葉樹晒クラフトパルプ)70質量部を360mlC.S.F.に叩解し、これにカオリン15質量部、紙力増強剤(商品名「ポリストロン117」、荒川化学工業(株)製)0.5質量部、サイズ剤(商品名「サイズパインE」、荒川化学工業(株)製)1.0質量部、硫酸バンドを適量加えスラリーを調製した。
【0052】
スラリーを調製後、4槽式円網抄紙機(枠先と反対の方向から順次1槽〜4槽と呼ぶ)の1、4槽に供給されるスラリーに、前記細片形状を有した抄き込み部材を用紙の乾燥質量に対して1.5質量%混入した。2、3槽に供給されるスラリーには細片形状を有した抄き込み部材は混入しなかった。常法に従い、坪量100g/m2の4層抄き合わせ紙(つけ比率は25g/m2ずつ)を抄造する途中、1群と2群の間に設置したサイズプレス装置で、ポリビニルアルコール(商品名「クラレPVA117」、(株)クラレ製造)の5%水溶液を塗工し、多筒式シリンダードライヤーで常法に従い乾燥した。この製造方法では、細片形状を有した抄き込み部材は1槽と2槽で形成される紙層のみに分布していた。
【0053】
この用紙をカラー複写機で複写したところ、細片形状を有した抄き込み部材の干渉色はコピーされず、目視による判断では両者(用紙と複写物)の差は明瞭に区別できた。この用紙を用いて、オフセット印刷適性を試験したが、ブランケットに細片形状を有した抄き込み部材が脱落して取られる現象は生じなかった。
【比較例】
【0054】
実施例1の接着剤層を設けないことの他は全く同様の用紙を製造し、オフセット印刷適性を試験したが、ブランケットに細片形状を有した抄き込み部材が脱落して取られる現象が生じた。
【産業上の利用可能性】
【0055】
以上説明したように本発明の偽造防止効果のある繊維状又は細片形状を有した抄き込み部材、及びこれらを抄き込んだ偽造防止用紙は製造され、紙幣用紙、商品券用紙、株券用紙、債券用紙、小切手用紙、パスポート用紙、各種チケット用紙、乗車券用紙、ブランドプロテクションラベル用紙、等の用途に好適に利用される。
【符号の説明】
【0056】
1・・・用紙
1a・・表面層
1b・・内層
2・・・繊維状又は細片形状を有した抄き込み部材
4・・・接着剤層
5・・・水溶性シート又は無サイズ紙
【特許請求の範囲】
【請求項1】
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、前記シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とすることを特徴とする抄き込み部材の製造方法。
【請求項2】
前記シート状基材が光学干渉性を有することを特徴とする請求項1に記載の偽造防止用紙の製造方法。
【請求項3】
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は繊維状又は細片形状を有した抄き込み部材とし、繊維状又は細片形状を有した抄き込み部材を抄き込むことを特徴とする偽造防止用紙の製造方法。
【請求項4】
前記シート状基材に接着剤を塗布し、接着剤層の硬化前に接触させ又は加熱圧着させることで前記無サイズ紙又は水溶性シートを固定することを特徴とする請求項2に記載の偽造防止用紙の製造方法。
【請求項5】
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項3又は4に記載の偽造防止用紙の製造方法。
【請求項6】
繊維状又は細片形状を有した抄き込み部材と、繊維状又は細片形状を有した抄き込み部材の表面に形成された接着剤層と、接着剤層上に固定された水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と、を含む抄き込み部材。
【請求項7】
偽造防止効果を備えた繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙であって、
前記繊維状又は細片形状を有した抄き込み部材は、表面に接着剤層が形成されており、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙が接着剤層上に固定された状態で抄き込んだことを特徴とする偽造防止用紙。
【請求項8】
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項7に記載の偽造防止用紙。
【請求項1】
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、前記シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は細片形状を有した抄き込み部材とすることを特徴とする抄き込み部材の製造方法。
【請求項2】
前記シート状基材が光学干渉性を有することを特徴とする請求項1に記載の偽造防止用紙の製造方法。
【請求項3】
偽造防止効果を備えたシート状基材の両面に、紙と接着する接着剤層を形成し、シート状基材を水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と接した状態で裁断又は打ち抜きを行い繊維状又は繊維状又は細片形状を有した抄き込み部材とし、繊維状又は細片形状を有した抄き込み部材を抄き込むことを特徴とする偽造防止用紙の製造方法。
【請求項4】
前記シート状基材に接着剤を塗布し、接着剤層の硬化前に接触させ又は加熱圧着させることで前記無サイズ紙又は水溶性シートを固定することを特徴とする請求項2に記載の偽造防止用紙の製造方法。
【請求項5】
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項3又は4に記載の偽造防止用紙の製造方法。
【請求項6】
繊維状又は細片形状を有した抄き込み部材と、繊維状又は細片形状を有した抄き込み部材の表面に形成された接着剤層と、接着剤層上に固定された水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙と、を含む抄き込み部材。
【請求項7】
偽造防止効果を備えた繊維状又は細片形状を有した抄き込み部材を抄き込んだ偽造防止用紙であって、
前記繊維状又は細片形状を有した抄き込み部材は、表面に接着剤層が形成されており、水溶性シート又は水に浸漬すると繊維に離解する無サイズ紙が接着剤層上に固定された状態で抄き込んだことを特徴とする偽造防止用紙。
【請求項8】
偽造防止用紙が三層以上の抄き合わせからなり、
前記繊維状又は細片形状を有した抄き込み部材が光学干渉性を有し、偽造防止用紙を構成する層のうち表面層に該光学干渉性を有する繊維状又は細片形状を有した抄き込み部材が抄き込まれていることを特徴とする請求項7に記載の偽造防止用紙。
【図1】


【図2】

【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−122162(P2012−122162A)
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願番号】特願2010−273369(P2010−273369)
【出願日】平成22年12月8日(2010.12.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成24年6月28日(2012.6.28)
【国際特許分類】
【出願日】平成22年12月8日(2010.12.8)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]