
抄紙基材および繊維強化成形基材の製造方法
【課題】短時間で低コストに抄紙基材を得る方法であって、さらには、強化繊維の分散状態に優れる抄紙基材を得ることのできる方法を提供すること。
【解決手段】少なくとも、(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程、(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程、(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程、(iv):工程(iii)で得られた抄紙基材を引き取る工程を含み、工程(i)〜(iv)を同一の抄紙槽で実施する抄紙基材の製造方法。
【解決手段】少なくとも、(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程、(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程、(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程、(iv):工程(iii)で得られた抄紙基材を引き取る工程を含み、工程(i)〜(iv)を同一の抄紙槽で実施する抄紙基材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抄紙基材の製造方法に関するものである。さらに詳しくは、炭素繊維、ガラス繊維などの強化繊維とマトリックス樹脂からなる繊維強化成形基材に好適に用いられる抄紙基材の製造方法に関するものである。
【背景技術】
【0002】
炭素繊維、ガラス繊維などの強化繊維と熱可塑性樹脂からなる繊維強化成形基材は、比強度、比剛性に優れているため、電気・電子用途、土木・建築用途、自動車用途、航空機用途等に広く用いられている。なかでも強化繊維が均一に分散した基材を用いた成形品は、力学特性が等方的になり、さらには高強度を発現するものであれば適用可能な用途は非常に多くなる。従ってこのように強化繊維が均一に分散した繊維強化成形基材の製造条件についてはこれまで様々な検討がなされてきた。
【0003】
特許文献1には、繊維強化熱可塑性樹脂成形体中の強化繊維として、単繊維状の炭素繊維であって質量平均繊維長が0.5〜10mmであり、かつ、配向パラメーターを−0.25〜0.25とすることで、力学特性に優れ、等方的な力学特性を有する成形体が得られることが記載されている。この繊維強化熱可塑性樹脂成形体は、(I)成形材料に含まれる熱可塑性樹脂を加熱溶融する工程、(II)金型に成形材料を配置する工程、(III)金型で成形材料を加圧する工程、(IV)金型内で成形材料を固化する工程、(V)金型を開き、繊維強化熱可塑性樹脂成形体を脱型する工程により製造されうるとされている。
【0004】
特許文献2および特許文献4には、繊維強化熱可塑性樹脂シートの湿式製造方法において、分散液の通過するヘッドボックス内の構造や、ヘッドボックスから分散液をメッシュベルト上に供給する際の条件を制御することが記載されている。これにより、幅方向目付分布のバラツキのない(特許文献2)、あるいは、局部的な目付けの不均一や補強繊維の異常配向がない(特許文献4)、繊維強化熱可塑性樹脂シートが得られることが記載されている。
【0005】
特許文献3には、繊維強化熱可塑性樹脂シートの湿式製造方法において、分散液の流れを抄造面の交流方向に形成させることで、繊維配向がランダム化した繊維強化樹脂シートが得られることが記載されている。
【0006】
特許文献1〜4の製法はいずれも、抄紙基材を得るにおいて、補強繊維と熱可塑性樹脂とを予め配合した分散液を調整し、分散液が輸送機構を通じて抄紙設備に移行されることを前提としている。そのため、工程毎に所要の設備を設計および設置する必要があるし、工程毎に詳細な条件を設定する必要があった。これに伴い、設備費および製造工数が増大し、製品コストのアップに繋がっていた。
【0007】
さらに、特許文献1の方法では、バッチ式の製造方法をもちいており、成形材料を多く準備するためには時間および手間を要していた。また、抄紙プロセスにおける分散状態を向上させるにあたり、炭素繊維濃度を低くすることや撹拌力を大きくすることなどの一般的な条件制御が記載されているに過ぎず、これでは実際に分散状態を向上させるには不十分であった。
【0008】
また、特許文献2〜4の方法では、上述に加えて、抄紙基材の目付および繊維配向を制御するため、設備および制御システムの複雑化は余儀なく、設備費および製造工数の増加は避けられない。また、工程が複雑化するため、分散液の分散状態を長時間において保持する必要があるうえ、輸送工程中に剪断が付与され繊維の再凝集を招く可能性がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2007/97436号パンフレット
【特許文献2】特開平8−232187号公報
【特許文献3】特開平9−94826号公報
【特許文献4】特開平9−136969号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の課題は、短時間で低コストに抄紙基材を得る方法であって、さらには、強化繊維の分散状態に優れる抄紙基材を得ることのできる方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らが検討を重ねた結果、複数の設備を介して行われていた工程を単一の設備に凝縮して再現することで、上記目的を達成可能であることを見出し、本発明に到達した。すなわち本発明は、少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施する抄紙基材の製造方法である。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程。
【発明の効果】
【0012】
本発明の抄紙基材の製造方法によれば、簡略な設備およびプロセスで、短時間および低コストに抄紙基材を製造することができ、さらには、強化繊維の分散状態に優れる抄紙基材を製造可能である。
【図面の簡単な説明】
【0013】
【図1a】抄紙槽の一例を示すモデル図である。
【図1b】抄紙槽の一例を示すモデル図である。
【図1c】抄紙槽の一例を示すモデル図である。
【図1d】抄紙槽の一例を示すモデル図である。
【図2a】抄紙槽の一例を示すモデル図である。
【図2b】抄紙槽の一例を示すモデル図である。
【図3a】投入範囲の区画の一例を示すモデル図である。
【図3b】投入範囲の区画の一例を示すモデル図である。
【図3c】投入範囲の区画の一例を示すモデル図である。
【図3d】投入範囲の区画の一例を示すモデル図である。
【図3e】投入範囲の区画の一例を示すモデル図である。
【図4】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図5】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図6】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図7】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図8】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図9】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図10】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【発明を実施するための形態】
【0014】
本発明の抄紙基材の製造方法は、少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施することを特徴とする。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程。
【0015】
工程(i)は、分散媒体を貯留することができる抄紙槽にて実施される。すなわち、工程(i)は、抄紙槽中に分散媒体を有した状態、つまり、抄紙槽中に分散媒体が供給ないし循環された状態で実施される。かかる状態において、抄紙槽に強化繊維束を継続的に投入する。
【0016】
ここで、「継続的に投入する」とは、強化繊維束のいくらかが、常に投入されている状態である。例えば、同量の抄紙基材を製造する場合において、大量の強化繊維束からスラリーを調整する場合(バッチ式)には、相当量のスラリーを一度に調整する必要があるうえ、スラリー中において分散時間が異なる箇所が発生するため、製品において分散不良、分散ムラが生じる可能性が高い。一方、少量の強化繊維束を継続的に投入してスラリーを調整する場合(連続式)、少量のスラリーが連続的に調整され、順次、次の工程に供給されていくため、バッチ式の様な上記した不具合が生じず、効率的に、かつ、分散状態を保持したまま抄紙することが可能である。
【0017】
すなわち、本発明の抄紙基材の製造方法は、後述する工程を含む一連の工程において、分散媒体中への原料供給およびスラリーの調整、供給を継続的に実施し、連続的に抄紙基材を製造する方法であり、最初に一定量のスラリーを作製するプロセスに比べ、量産性および安定性を考慮した方法である。
【0018】
工程(i)では、強化繊維束の投入を抄紙基材の引き取り方向に対し横断的に実施し、かつ、強化繊維束の投入範囲が抄紙槽の幅に対し80〜100%の範囲で実施することが好ましい。
【0019】
かかる態様とすることで、抄紙基材の幅方向に広い範囲で原料供給がなされるため、得られる抄紙基材の幅方向での目付バラツキの抑制に効果がある。
【0020】
上記態様について、図1a〜dを用いて詳しく説明する。
【0021】
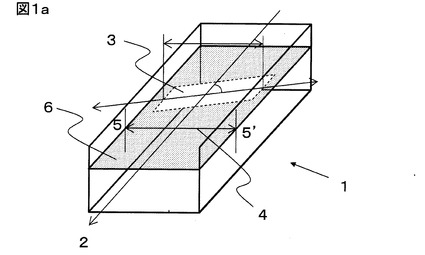
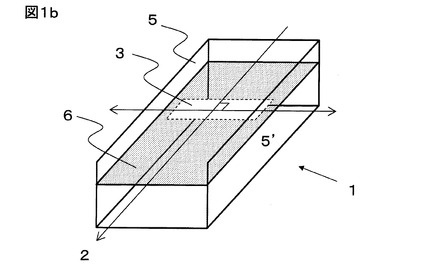
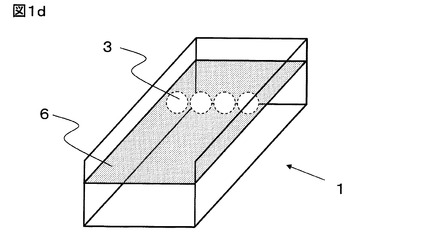
抄紙基材の引き取り方向2に対し横断的とは、引き取り方向2を横切る様態であれば特に限定されないが、引き取り方向に対し45〜135°の範囲であると好ましく(図1a)、引き取り方向に対し直交(90°)であるとさらに好ましい(図1b)。
【0022】
投入範囲3は、抄紙槽1の幅4に対し80〜100%の範囲が好ましく、抄紙槽の幅に対し100%であるとさらに好ましい。抄紙槽の幅は、抄紙槽中のスラリー液面6において抄紙槽の幅方向の側壁面5、5’同士を結んだ距離のうち最短距離のものを意味する。なお、抄紙槽は通常、矩形状で引き取り方向に一定の幅を有する場合が殆どであるが、引き取り方向に幅が異なる場合は、強化繊維束を投入する位置における抄紙槽の幅を基準とする。
【0023】
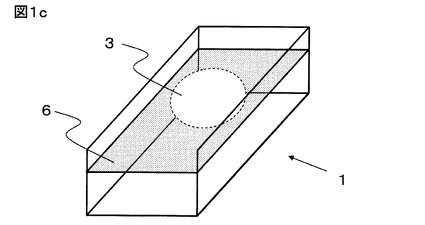
また、投入範囲の形状についても特に制限はなく、矩形状、平行四辺形状あるいはひし形状であってもよいし(図1a、1b)、円状であってもよいし(図1c)、独立する範囲が並列または点在するものであってもよい(図1d)。
【0024】
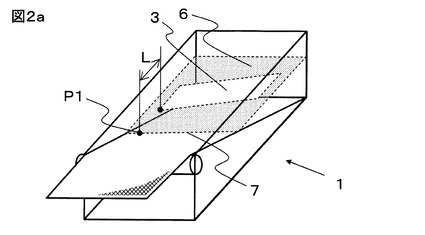
工程(i)では、工程(iii)においてスラリー(a)から強化繊維を漉き上げる水切り位置P1と工程(i)における強化繊維束の投入位置P2との距離Lが10mm以上であることが好ましい。
【0025】
かかる態様とすることで、強化繊維束の投入から漉き上げまでに時間が生じ、スラリー中の強化繊維の分散時間が確保されることから、スラリーの分散状態を良好なものとできる。
【0026】
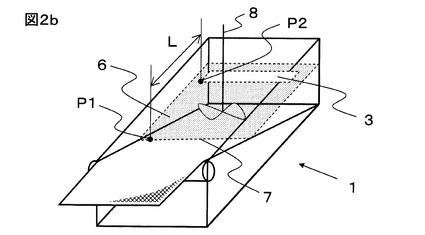
水切り位置P1、投入位置P2および距離Lとの関係について、図2a、2bに示す。
【0027】
ここで投入位置P2とは、投入された強化繊維束がスラリー液面6に落下する位置において、最も水切り位置に近い位置のことを意味する。水切り位置P1とは、工程(iii)においてスラリーから分散媒体を除去して強化繊維を含む抄紙基材を得る際に生じる、スラリー液面と抄紙基材との境界7のうち、投入位置P2に最も近い位置のことを意味する。さらにその水切り位置P1と投入位置P2との間の距離を距離Lとする。
【0028】
距離Lは、後述する工程(ii)において強化繊維を分散させる手段(図中では攪拌機8)を備える場合、前記手段を実施するための空間にもできる(図2b)。
【0029】
距離Lとしては、例えば、製造する抄紙基材の目付により任意に調整してもよく、目付が小さい(強化繊維束の投入量が少ない)場合は10mm以上あればよく、目付が大きい(強化繊維束の投入量が多い)場合は100mm以上が好ましく、1000mm以上がより好ましい。また、距離Lの上限値については特に制限されないが、設備スケールの拡大、製造時間の増加、分散状態の悪化(再凝集)の観点から、通常は10000mm以下である。
【0030】
また、工程(i)においては、強化繊維束の投入速度が実質的に一定であることが好ましい。ここで投入速度とは、単位時間あたりの強化繊維束の投入量であって、kg/分の単位で表される。投入速度を実質的に一定とすることで、スラリーにおける強化繊維の分散状態のムラや抄紙基材の長手方向における分散ムラ、および目付バラツキを抑制することができ、工程安定化、品質安定化に繋がる。
【0031】
なお、投入速度が「実質的に一定である」とは、抄紙基材の製造時間中において、単位時間あたりの投入速度の変動係数(CV値)が10%以内であることを意味する。投入速度の測定方法としては、例えば投入する強化繊維束が貯留された容器の初期重量と単位時間(例えば1分)経過後の容器の重量との減量分とから投入速度が算出できる。さらに、投入速度を、製造時間を通してモニタリングすることで製造時間中の平均投入速度を算出でき、それぞれのデータから、変動係数が算出される。
【0032】
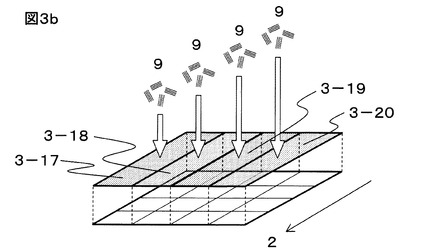
さらに、強化繊維束が投入範囲内にて時間差を有して投入されることが好ましい。
【0033】
かかる態様とすることで、強化繊維束の投入が局所に集中することがなく、未開繊の強化繊維束が液面に残存する状態で、後続の強化繊維束が投入されることを防ぐことができる。とりわけ、製造される抄紙基材の目付が大きい(強化繊維束の投入量が多い)場合に有効である。
【0034】
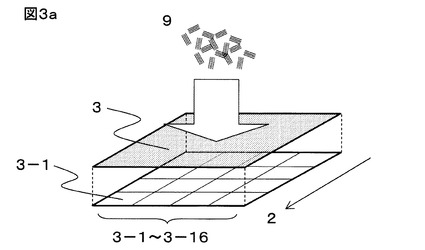
強化繊維束の投入例について、図3a〜eを用いて、詳しく説明する。以下、投入範囲3に強化繊維束9を投入速度16kg/分で投入する場合を例にする。
【0035】
時間差を有さずに投入する場合、投入範囲3のそれぞれの区画3−1〜3−16において、投入速度1kg/分で強化繊維束が継続的に投入される(図3a)。一方、時間差を有して投入される場合の一例として、投入範囲3を3−17〜3−20の4区画に分割した場合を例示する。それぞれの区画で投入速度4kg/分で断続的に投入され(図3b)、その1区画の1回あたりの投入時間を1秒とし、3−17に投入する際には、3−18〜20のいずれか1区画以上は投入しない、というように必ず1つ以上の区画は投入されていない状態を保ちながら投入を繰り返す。この場合、1区画あたりのトータル投入時間は1分間当たり15秒であり、投入範囲の投入速度は16kg/分となる。
【0036】
ここで「断続的に投入される」としたのは、強化繊維束を投入している瞬間を見た場合、それぞれの区画のうちの多くとも3区画においてのみ、強化繊維束が投入されているためである。換言すると、投入範囲全体で見た場合は、継続的に強化繊維束が投入されている状態であるが、それぞれの区画で見た場合、強化繊維束が投入されていない区画が少なくとも1区画は必ず存在していることを意味する。すなわち、それぞれの区画で見た場合、強化繊維束の投入に時間差が存在する。
【0037】
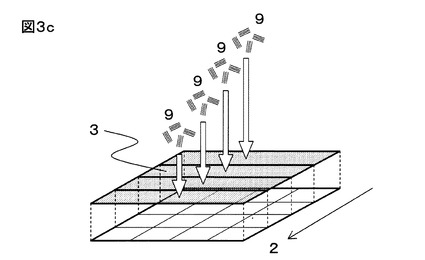
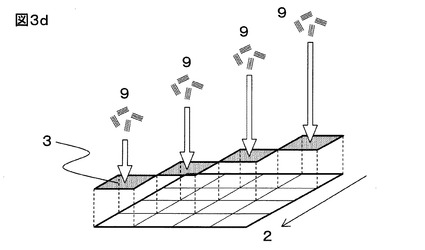
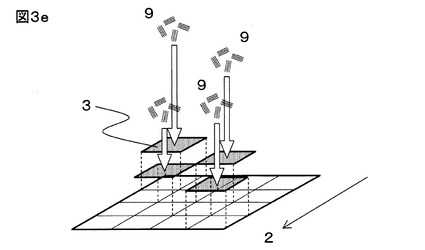
投入例としては、前述した以外にも、抄紙基材の引き取り方向に垂直な方向に区画を分割して投入してもよいし(図3c)、投入範囲を斜めに横断して投入してもよいし(図3d)、桝単位でランダムに投入してもよい(図3e)。投入範囲については、投入範囲全体に投入してもよいし(図3b、c)、投入範囲の局所に投入してもよいが(図3d、e)、好ましくは前者であって、投入範囲を広くとることで単位面積あたりの投入量を疎にでき、強化繊維の分散性の向上に繋がる。また、投入速度についても、桝および/または区画毎に一定であってもよいし、異なってもよいが、好ましくは一定であることが好ましく、スラリーの分散状態のバラツキや、得られる抄紙基材の分散ムラ、目付バラツキを抑制することができる。
【0038】
分散媒体(分散液)とは、強化繊維束を分散させ得る媒体を意味する。分散媒体の例としては水、アルコールなどのいわゆる溶媒が挙げられるが、水が好ましい。水としては、通常の水道水のほか、蒸留水、精製水等の水を使用することができる。水には必要に応じて界面活性剤を混合し得る。界面活性剤は、陽イオン型、陰イオン型、非イオン型、両性の各種に分類されるが、このうち非イオン性界面活性剤が好ましく用いられ、中でもポリオキシエチレンラウリルエーテルがより好ましく用いられる。界面活性剤を水に混合する場合の界面活性剤の濃度は、通常は0.0001質量%以上0.1質量%以下、好ましくは0.0005質量%以上0.05質量%以下である。
【0039】
強化繊維束とは、強化繊維から構成される繊維束を意味する。本発明において用いられる強化繊維としては、炭素繊維、金属繊維、有機繊維、無機繊維が例示される。中でも、比強度、比弾性率に優れており、FRP成形体の軽量化にも有効である、炭素繊維が好ましい。
【0040】
炭素繊維としては、PAN系炭素繊維、ピッチ系炭素繊維、セルロース系炭素繊維、気相成長系炭素繊維、これらの黒鉛化繊維などが例示される。PAN系炭素繊維は、ポリアクリロニトリル繊維を原料とする炭素繊維である。ピッチ系炭素繊維は石油タールや石油ピッチを原料とする炭素繊維である。セルロース系炭素繊維はビスコースレーヨンや酢酸セルロースなどを原料とする炭素繊維である。気相成長系炭素繊維は炭化水素などを原料とする炭素繊維である。このうち、強度と弾性率のバランスに優れる点で、PAN系炭素繊維が好ましい。
【0041】
金属繊維としては例えば、アルミニウム、黄銅、ステンレスなどの金属からなる繊維が挙げられる。有機繊維としては、アラミド、PBO、ポリフェニレンスルフィド、ポリエステル、アクリル、ナイロン、ポリエチレンなどの有機材料からなる繊維が挙げられる。無機繊維としては、ガラス、バサルト、シリコンカーバイト、シリコンナイトライドなどの無機材料からなる繊維が挙げられる。
【0042】
強化繊維束を構成する強化繊維は1種類であってもよいし、2種類以上であってもよい。また、強化繊維束は、連続した強化繊維から構成されるもの、あるいは不連続な強化繊維から構成されるもののどちらでも良いが、より良好な分散状態を達成するためには、不連続な強化繊維束が好ましく、チョップド繊維がより好ましい。なかでも、強化繊維束は、炭素繊維により構成される繊維束(炭素繊維束)であることが好ましく、チョップド炭素繊維であることが、より好ましい。
【0043】
本発明において、炭素繊維の表面酸素濃度O/Cは0.1〜0.3であることが好ましい。炭素繊維の表面酸素濃度O/Cを、かかる範囲とすることでマトリックス樹脂との相互作用を高めることができ、また、炭素繊維束として見た場合には集束性を改善する効果がある。抄紙基材の製造においては、炭素繊維を予め切断してチョップド炭素繊維にした後、分散媒に分散し抄紙する。すなわち、チョップド炭素繊維への切断およびチョップド炭素繊維の取り扱い性の面から集束性が重要であり、集束性が悪いとチョップド炭素繊維への切断時、取扱い性が悪いため炭素繊維が予定の切断部以外で切れたりし、繊維長さが所定より長くなる場合がある。
【0044】
ここで、表面酸素濃度は、主に表面酸化処理の電解処理量により調整することができる。表面参加処理の方法としては、液相あるいは気相のいずれで施されていてもよいが、電解質水溶液中で炭素繊維を陽極として酸化処理する方法が、簡便性ならびに炭素繊維の強度低下が少ないという利点から好ましい。電解処理液としては特に限定されないが、例えば硫酸、炭酸アンモニウム等が挙げられる。ここで電解処理量としては、炭素繊維が受けるダメージをできるだけ小さいものとするため、炭素繊維1g当たり0(無処理)〜100クーロンの範囲内が、適当な電解処理量として例示できる。
【0045】
炭素繊維の表面酸素濃度は、X線光電子分光法により求めることができ、具体的な方法は、実施例にて例示する。
【0046】
また、炭素繊維は、ウィルヘルミ法で測定される表面自由エネルギーγ0が40〜60mJ/m2であることが好ましく、かかる範囲とすることで、分散媒体中、とりわけ水系媒体中での炭素繊維の開繊性を高めることができる。表面自由エネルギーγ0はより好ましくは45〜60mJ/m2、さらに好ましくは50〜60mJ/m2である。
【0047】
ここで、ウィルヘルミ法で測定される表面自由エネルギーは、ウィルヘルミ法によって測定される各接触角をもとに、オーエンス−ウェント(Owens−Wendt)の近似式を用いて求めることができる。オーエンス−ウェント(Owens−wendt)の近似式を、以下に示す。
【0048】
少なくとも2種類の液体に対する接触角θと、各液体の表面張力γl(固有値)と、表面張力の極性成分γlp(固有値)、表面張力の非極性成分γld(固有値)を下記式に代入し、検体の表面自由エネルギーの極性成分γsdと非極性成分γspの2元1次方程式が成り立つ。
【0049】
γl(1+cosθ)=2(γsd・γld)0.5+2(γsp・γlp)0.5
γsdとγspから、本発明に用いる表面自由エネルギーγ0=γsd+γspを求めることができる。
【0050】
すなわち、炭素繊維の表面酸素濃度(O/C)およびウィルヘルミ法で測定される表面自由エネルギーγ0を上記範囲内とすることで、抄紙基材の製造に先立つ取り扱い時、炭素繊維の形態を維持するための集束性と、抄紙プロセスで、分散媒体に投入した場合に、すみやかに単繊維状に分散し、かつ再凝集を抑制するための優れた開繊性を両立することができるため好ましい。
【0051】
また、強化繊維束を構成する単繊維の本数は、生産性の観点から12,000本以上が好ましく、48,000本以上がさらに好ましい。単繊維の本数の上限については、分散性や取り扱い性とのバランスを考慮して、100,000本以下であれば、分散性と取り扱い性を良好に保つことができる。
【0052】
強化繊維束の長さは、強化繊維による補強効果を効率良く発揮させる観点および、スラリー中での分散を良好に保つ観点から、1〜50mmであることが好ましく、3〜30mmであることがより好ましい。強化繊維束の長さとは、強化繊維束を構成する単繊維の長さをいい、強化繊維束の繊維軸方向の長さをノギスで測定する、あるいは強化繊維束から単繊維を取り出し顕微鏡で観察して測定する。
【0053】
強化繊維束の水(分散媒体)1lに対する投入量としては、通常0.01g〜10gであり、好ましくは0.1g〜5gの範囲で調整する。前記範囲とすることにより、強化繊維束が分散媒体に効率よく分散し、均一に分散したスラリーを短時間で得ることができる。
【0054】
工程(i)において、分散媒体中に予め第2の強化繊維が分散されていてもよい。第2の強化繊維は、抄紙槽に直接投入される強化繊維(以下、第1の強化繊維と称する。なお、強化繊維とのみ記述する場合は第1の強化繊維を指す。)と同じ繊維でもよく、異なる繊維でもよい。第2の強化繊維の種類、形態についても、上述で列記した第1の強化繊維と同様の範囲から選択される。
【0055】
分散媒体中に予め分散される第2の強化繊維が第1の強化繊維と同一の場合、工程(i)にて投入する強化繊維束の投入量を減らすことができ、第1の強化繊維の分散が容易となることから、目付の大きい抄紙基材を製造するにおいては、とりわけ効果的である。第2の強化繊維が第1の強化繊維と異なる場合、得られる抄紙基材ないし抄紙基材より成形される繊維強化樹脂成形体において、使用する強化繊維の特性を必要に応じて選択することで、取扱性、成形性、導電性、熱特性、機械特性、など、所望の特性を付与することができる。
【0056】
また、工程(i)において、分散媒体中に予め有機繊維および/または有機粒子が分散されていてもよい。
【0057】
有機繊維および/または有機粒子は、熱可塑性樹脂であることが好ましい。
【0058】
熱可塑性樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PENp)、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン等のポリオレフィンやその酸変性物、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)、フェノール系樹脂およびフェノキシ樹脂が例示される。
中でも、有機繊維および/または有機粒子をマトリックス樹脂として用いる場合、力学特性の観点からポリアミド樹脂、軽量性の観点からポリプロピレン系樹脂、耐熱性の観点からはPPS樹脂がより好ましい。
【0059】
工程(ii)では、強化繊維が分散媒体中に分散したスラリー(a)に調整する。工程(ii)は、上述工程(i)と同一の抄紙槽で実施される。
【0060】
スラリーとは固体粒子が分散している懸濁液をいい、本発明においては水系スラリーであることが好ましい。
【0061】
スラリーに調整するとは、工程(i)にて分散媒体に投入された強化繊維束を、強化繊維の単繊維レベルに分散媒体中に分散させることであり、所望の分散状態、強化繊維の質量含有量を形成することを意味する。
【0062】
強化繊維束を分散させる手段としては、強化繊維束自体の開繊性、分散媒体の液流、外力による攪拌が例示され、これらの少なくとも1つにて行われる。とりわけ、目標とする強化繊維の質量含有量が濃厚な場合は、複数の手段を組み合わせて強化繊維束を分散させるとよい。
強化繊維束自体の開繊性とは、繊維束を分散媒体に投入した場合にすみやかに単繊維状に分散し、かつ再凝集を抑制するための性質を意味し、強化繊維束の潜在的な分散能力である。強化繊維の表面状態を改質する方法、あるいは分散を良好にする処理剤を強化繊維に付与するなどの方法をもちいて、強化繊維束自体の開繊性を向上させることができる。分散媒体の液流とは、抄紙槽に供給ないし循環される分散媒体の流れを利用して、強化繊維束を分散させるものである。層流、乱流、渦、などを分散媒体の送液手段により任意に調整し、強化繊維束にせん断力を加えて分散させる。
外力による攪拌とは、動力を備える攪拌機、棒状体や板状体などの固定障害物、流体(気体、液体)の噴射、超音波照射、などであり、必要に応じて抄紙槽に備えればよい。
【0063】
なお、強化繊維の分散状態について、分散媒体中に含まれる強化繊維の全てが単繊維状に分散されていることが理想的であるが、ここでいう分散が意図する状態は、これに限定されるものではない。分散状態の具体的な評価方法および指標については、実施例にて例示する。
【0064】
工程(ii)で調製されるスラリー(a)中の強化繊維の質量含有量(スラリーにおける固形分濃度)は、0.001〜1質量%であることが好ましく、0.01質量%〜0.5質量%であることがより好ましい。上記範囲であることにより強化繊維の分散状態を良好に保ち、抄造を効率よく行うことができる。
【0065】
工程(iii)では、スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る。
【0066】
工程(iii)は、上述工程(i)、(ii)と同一の抄紙槽にて実施される。抄紙槽は、分散媒体を吸引可能な抄紙面を有しており、一般に抄紙槽の底面付近に配置される。抄紙面の材料としては、織布、不織布、メッシュシート、などが例示される。
【0067】
得られる抄紙基材は、強化繊維同士が互いに交絡した状態であって、基材としての取扱が可能である。但し、抄紙基材の目付が小さい場合は、強化繊維同士の交絡が少ないため、基材としての形態を保持することが難しくなる。この場合、抄紙基材の下面に支持体なるものを引き揃えて取り扱うことで、形態を保持させることができる。かかる支持体としては、シートとして取り扱えるものであれば、その形態に特に制限はなく、不織布、フィルム、マット、メッシュ、織物、編物、などの種々の形態から選択することができる。
【0068】
上記も勘案して、得られる抄紙基材の目付としては、抄紙基材を引き取る際、あるいは取り扱う際に破れなどを防ぐ観点、スラリーの調整や抄紙基材の乾燥時間を短くして製造効率を良くする観点から、10〜500g/m2であることが好ましく、50〜300g/m2であることがより好ましい。
【0069】
本発明において、工程(i)から工程(iii)までの所要時間は、抄紙基材の生産性を高める観点、およびスラリー中で分散した強化繊維の再凝集を抑制する観点から5分以内であることが好ましい。厳密には工程(i)の開始から工程(iii)の完了までの所要時間が5分以内である。より好ましくは3分以内、さらに好ましくは1分以内である。工程(i)から工程(iii)の完了までの所要時間の下限は特に限定されないが、通常は30秒以上である。
【0070】
工程(iv)では、工程(iii)で得られた抄紙基材を引き取る。
【0071】
工程(iv)は、上述工程(i)〜(iii)と同一の抄紙槽に設けられた抄紙面、および抄紙面に後続する抄紙基材を引き取り可能な種々の設備にて実施される。
【0072】
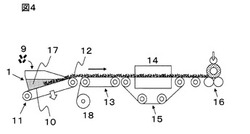
抄紙槽は、連続的に移動する抄紙面を有しており、前記工程(iii)から継続して、得られた抄紙基材を抄紙面上にて引き取ることができる。すなわち、図4、7、8の符号1と12の位置関係が示すとおり、工程(iii)で得られた抄紙基材の引き取りに寄与する工程の一部が、上述工程(i)〜(iii)と同一の抄紙槽に含まれても良い。さらに、図4〜9の符号13、15、16に例示される、コンベアベルト、巻取機などを、抄紙面に接続して設けることで、工程(iv)の後工程においても、連続して抄紙基材を引き取ることができる。
【0073】
引き取られた抄紙基材は、ロールに巻き取ったり、単位長さ毎に折り畳んだり、単位長さ毎にカットしたりと、抄紙基材の用途、目付、などに合わせて種々の形態に調整できる。
【0074】
引き取り速度としては、1〜30m/分であることが好ましく、15〜30m/分であることがより好ましい。かかる範囲内にて引き取ることで、生産性、工程安定性および品質安定性のバランスに優れたプロセスとすることができる。
【0075】
本発明の抄紙基材の製造方法において、上述した工程(i)〜(iv)に加えて、以下の工程を含んでもよい。
【0076】
分散媒体中に第2の強化繊維または、有機繊維および/または有機粒子を予め分散させる場合、前記工程(i)以前において、以下の工程を備えることが好ましい。
【0077】
(pre−i):分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)に調整する工程
(pre−ii):前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する工程。
【0078】
工程(pre−i)は、分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)に調整する。
【0079】
スラリー(b)の調整は、抄紙槽とは別に設けられた分散槽にて実施される。分散槽はスラリー(b)を収容可能な槽(容器)である。分散槽は、必要に応じて上述した強化繊維を分散させる手段を備えるものであってもよい。
【0080】
工程(pre―i)においては、予め製造に必要な量のスラリー(b)を調整しておいてもよいが、好ましくは第2の強化繊維を継続的に投入しながら連続的にスラリー(b)を調整することである。すなわち、前記したスラリー(a)と同様に、相当量のスラリーを一度に調整する必要をなくし、スラリー中において分散時間が異なる箇所を発生しにくくし、分散不良、分散ムラを抑制する観点から好ましい。よって、工程(pre−i)についても、工程(i)〜(iv)に連動するよう、分散媒体中への原料供給およびスラリー(b)の調整を継続的に実施することが好ましく、かかる態様とすることで生産性および工程安定性に優れたプロセスとすることができる。
【0081】
工程(pre−ii)は、前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する。
【0082】
工程(pre―ii)は、通常、工程(pre―i)が行われる分散槽と工程(i)が行われる抄紙槽とを接続する輸送部で行われる。
【0083】
スラリー(b)の輸送手段としては、送液ポンプによる動力を利用して輸送する方法があげられるが、好ましくは工程(pre―i)が行われる分散槽からオーバーフロー方式で輸送する方法である。これにより、輸送されるスラリー中の第2の強化繊維に極度な剪断力がかかり沈降、再凝集することを防ぎ、スラリー中の第2の強化繊維の分散状態を保ちながら輸送することができる。また、ポンプなど動力を使わずに経済的な輸送が可能である。
【0084】
オーバーフロー方式とは、容器(槽)から溢れる液体を、重力を利用して次の容器(槽)へ送液する方式を意味する。すなわち、送液ポンプなどの動力を実質的に用いずに送液する方式である。
【0085】
輸送部の形状としては、スラリーを輸送できる形状であれば特には限定されず、通常は管状である。輸送部は、湾曲部、屈曲部などの方向変換点を途中に有しない形状であること、すなわち、直線状であることが好ましい。
【0086】
輸送部は傾斜していること(スライダー方式)が好ましく、輸送部を水平方向から見る場合に、分散槽と輸送部との接続点が、抄紙槽と輸送部との接続点よりも高い位置にあるとよい。かかる傾斜としては、傾斜角が30〜60°であることが好ましく、40〜55°であることがより好ましい。傾斜角が30°未満であると工程(pre−ii)における輸送に長時間を要するおそれがある。傾斜角が60°を超えると、スラリー(b)の輸送時の流速が大きくなるため、工程(i)への到達時にスラリーに過剰の剪断が加わり、工程(iv)におけるスラリー(b)の分散状態が不十分となるおそれがある。ここで、傾斜角とは、輸送部の管の中心線と、重力方向と平行な線とが交差する部分の鉛直下方側の角度を意味する。尚、工程(pre−ii)をオーバーフロー方式で行う場合には、輸送部の分散槽との接続部は分散槽の壁面、特に上方に位置することが好ましい。
【0087】
また、抄紙基材の製造工程を複数系列備え、前記系列のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する工程(v)を備え、且つ全工程をオンラインで連続的に実施することが、目付けの大きい基材を効率的に作製する観点、および複数の種類の強化繊維よりなる積層された抄紙基材を効率的に作製する観点から好ましい。
【0088】
かかる製造工程とは、上述した工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)である。
【0089】
工程(v)は、複数系列ある製造工程のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する。
【0090】
それぞれの系列から得られる抄紙基材としては、それぞれが同じであってもいいし、それぞれが異なってもよく、用途や目的によって、所望に構成することができる。例としては、炭素繊維/ガラス繊維/炭素繊維、繊維長5mm/繊維長2mm/繊維長5mm、目付250g/m2/目付250g/m2、といった具合であって、強化繊維の種類、繊維長、抄紙基材の目付、など、種々の性質を選択することができる。
【0091】
抄紙基材を引き揃えて積層する速度としては、1〜30m/分であることが好ましく、得られた抄紙基材に弛みや過剰な張力が負荷されるのを防ぎ、基材のシワや破れを抑制する観点からは、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、使用する全ての系列においても等速であることが好ましい。
【0092】
なお、抄紙基材を引き揃えて積層するとは、抄紙基材のそれぞれが互いに重なり合うように引き取られる態様である。通常、抄紙基材の面方向に対して鉛直に見た場合、積層されるそれぞれの基材幅の中心が同一軸上にあることが好ましい。但し、使用用途によっては、意図的にずらして積層する場合もある。
【0093】
引き取られた基材は、ロール状に巻回してもよいし、所定長にカットしてもよいし、折り畳んでもよく、任意の最終形態で取り扱うことができる。
【0094】
かかる工程(v)を、工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)とオンラインで連続的に実施することが好ましい。
【0095】
オンラインとは、各工程の間が連続的に実施される方式であり、各工程が一連の流れとして行われるプロセスを意味する。一連の工程をオンラインで実施することにより、製品を短時間に得ることができる。
【0096】
さらに、前記工程(iv)または(v)以降において以下の工程を備え、かつ全工程をオンラインで連続的に実施することもできる。
【0097】
(vi):得られた抄紙基材に、オンラインでバインダーを付与する工程
(vii):前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程。
【0098】
工程(vi)は、得られた抄紙基材に、オンラインでバインダーを付与する工程である。
【0099】
バインダーは、強化繊維とマトリックス樹脂との間に介在し両者を連結する役割と、抄紙基材中の強化繊維同士を結着させることでシートとしての取扱性を改善する役割の2つの役割を有する。バインダーは通常、熱可塑性樹脂である。熱可塑性樹脂としては、アクリル系重合体、ビニル系重合体、ポリウレタン、ポリアミドおよびポリエステルが例示される。本発明においてはこれらの例より選ばれる1種、または2種以上が好ましく用いられる。また、熱可塑性樹脂は、強化繊維およびマトリックス樹脂との親和性を高める観点、およびバインダーを構成する熱可塑性樹脂同士の親和性を高めて抄紙基材に付与した際に取扱性を高める観点から、水酸基、アミノ基、エポキシ基、カルボキシル基、オキサゾリン基、カルボン酸塩基および酸無水物基から選択される少なくとも1種の官能基を有することが好ましく、2種以上を有していてもよい。中でも、水酸基、カルボキシル基、アミノ基を有する熱可塑性樹脂がより好ましい。
【0100】
バインダーの抄紙基材への付与は、バインダー(例えば上記熱可塑性樹脂)の水溶液、エマルジョンまたはサスペンジョンの形態で行うことが好ましい。水溶液とは水にほぼ完全に溶解した状態の溶液を意味し、エマルジョンとは完全に溶解しない2つの液体が液中で微細粒子を形成している状態の溶液(乳濁液)を意味し、サスペンジョンとは水に懸濁した状態の溶液(懸濁液)を意味する。液中の成分粒径の大きさは、水溶液<エマルジョン<サスペンジョンの順である。付与方式は特に問わないが、例えば熱可塑性樹脂の水溶液、エマルジョンまたはサスペンジョンに抄紙基材を浸漬する方式、シャワー式、などにより実施することができる。付与後は乾燥工程の前に、例えば吸引、または吸収紙などの吸収材へ吸収させるなどで、過剰分のバインダーを除去しておくことが好ましい。
【0101】
工程(vi)において、抄紙基材はバインダーの付与後に加熱されることが好ましい。加熱は、バインダーを付与する際の水分を乾燥すること、および抄紙基材全体にバインダーが行き渡るように被膜形成させるために好ましい。これにより、工程(vii)における引き取り速度を高めることが可能となり、繊維強化成形基材を短時間で得ることができる。加熱温度は、バインダー付与後の抄紙基材が乾燥する温度を適宜設定することができ、好ましくは100〜300℃、より好ましくは120〜250℃である。
【0102】
工程(vii)は、前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程である。
【0103】
バインダーを付与した抄紙基材を引き取る速度としては、1〜30m/分が好ましい。
【0104】
工程(v)と同様の理由で、工程(vii)における引き取り速度は、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、工程(v)を備える場合には、使用する全ての系列においても等速で、かつ、工程(v)における抄紙基材を引き揃えて積層する速度とも等速であることが好ましい。
【0105】
かかる工程(vi)および(vii)を、工程(i)〜(iv)、または工程(i)〜(v)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)、または、工程(pre−i)(pre−ii)および工程(i)〜(v)とオンラインで連続的に実施することが好ましい。
【0106】
さらに、前記工程(iv)または(v)または(vii)以降に以下の工程を備え、かつ全工程をオンラインで連続的に実施することもできる。
【0107】
(viii):得られる抄紙基材にオンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程
(ix):繊維強化成形基材を速度1〜30m/分で引き取る工程。
【0108】
工程(viii)は、得られる抄紙基材にオンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程である。
【0109】
マトリックス樹脂は、熱硬化性樹脂または熱可塑性樹脂であることが好ましい。熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ジアリルフタレート樹脂、フェノール樹脂、マレイミド樹脂、シアン酸エステル樹脂が例示される。熱可塑性樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PENp)、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン等のポリオレフィンやその酸変性物、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)、フェノール系樹脂およびフェノキシ樹脂が例示される。このうち、リサイクル性やリペア性の観点から熱可塑性樹脂が好ましく、なかでも力学特性の観点からポリアミド樹脂、軽量性の観点からポリプロピレン系樹脂、耐熱性の観点からはPPS樹脂がより好ましい。
【0110】
抄紙基材へのマトリックス樹脂の複合化は、マトリックス樹脂を抄紙基材に接触させることにより行うことができる。この場合のマトリックス樹脂の形態は特に限定されないが、例えば、マトリックス樹脂が熱可塑性樹脂の場合、布帛、不織布およびフィルムから選択される少なくとも1種の形態であることが好ましく、不織布であることがより好ましい。
【0111】
複合化は、加圧および/または加熱により行われることが好ましく、加圧と加熱の両方が同時に行われることがより好ましい。加圧の条件は0.01〜10MPaであることが好ましく、0.05〜5MPaであることがより好ましい。加熱の条件は、用いるマトリックス樹脂が溶融または流動可能な温度であることが好ましく、温度領域では50〜400℃であることが好ましく、80〜350℃であることがより好ましい。加圧および/または加熱は、マトリックス樹脂を抄紙基材に接触させた状態で行うことができる。例えば、マトリックス樹脂の布帛、不織布またはフィルムを抄紙基材の上下面に配置し、両面から加熱および/または加熱を行う(ダブルベルトプレス装置で挟み込む方法、等)方法があげられる。
【0112】
なお、工程(iv)ないし(v)において既に、マトリックス樹脂となる有機繊維および/または有機粒子が抄紙基材に含まれている場合、複合化するマトリックス樹脂を別途準備する必要はなく、抄紙基材を直接複合化すればよい。
【0113】
複合化の対象となる抄紙基材としては、工程(iv)、(v)または(vii)にて得られる抄紙基材であれば、特に限定されるものではないが、得られる繊維強化成形基材ないし繊維強化成形基材を成形して得られる成形品の機械特性の観点からは、工程(vii)にて得られるバインダーが付与された抄紙基材が好ましい。
【0114】
工程(ix)は、繊維強化成形基材を速度1〜30m/分で引き取る工程である。
【0115】
繊維強化成形基材を引き取る速度としては、1〜30m/分である。
【0116】
工程(vii)と同様の理由で、工程(iv)における引き取り速度は、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、さらに、工程(vii)における抄紙基材の引き取り速度とも等速であることが好ましく、工程(v)を備える場合は、使用する全ての系列においても等速で、かつ、工程(v)における抄紙基材を引き揃えて積層する速度とも等速であることが好ましい。
【0117】
引き取られた繊維強化成形基材は、ロール状に巻回してもよいし、所定長にカットしてもよいし、折り畳んでもよく、任意の最終形態で取り扱うことができる。
【0118】
かかる工程(viii)および(ix)を、工程(i)〜(iv)、または工程(i)〜(v)、または工程(i)〜(vii)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(v)、または工程(pre−i)(pre−ii)および工程(i)〜(vii)とオンラインで連続的に実施することが好ましい。
【0119】
本発明にて得られる抄紙基材は、熱可塑性樹脂や熱硬化性樹脂を含む繊維強化成形基材に用いることができる。また、本発明にて得られる繊維強化成形基材は、電気・電子機器部品、土木・建築用部品、自動車・二輪車用部品、航空機用部品等の各種用途に用いることができ、電子機器部品、自動車用の構造部品により好ましく用いられる。
【実施例】
【0120】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例に用いた原料は以下のとおりである。
【0121】
強化繊維A1(PAN系炭素繊維)
強化繊維A1は、下記のようにして製造した。
【0122】
アクリロニトリル(AN)99.4モル%とメタクリル酸0.6モル%からなる共重合体を用いて、乾湿式紡糸方法により単繊維デニール1d、フィラメント数12,000のアクリル系繊維束を得た。得られたアクリル系繊維束を240〜280℃の温度の空気中で、延伸比1.05で加熱し、耐炎化繊維に転換し、次いで窒素雰囲気中300〜900℃の温度領域での昇温速度を200℃/分とし10%の延伸を行った後、1,300℃の温度まで昇温し焼成した。この炭素繊維束に硫酸を電解質とした水溶液で、炭素繊維1gあたり3クーロンの電解表面処理を行い、さらに浸漬法によりサイジング剤を付与し、120℃の温度の加熱空気中で乾燥しPAN系炭素繊維を得た。
【0123】
総フィラメント数:12,000本
単繊維直径:7μm
単位長さ当たりの質量:0.8g/m
比重:1.8g/cm3
引張強度(注1):4.2GPa
引張弾性率(注2):230GPa
O/C(注3):0.10
γ0(注4):43mJ/m2
サイジング種類:ポリオキシエチレンオレイルエーテル
サイジング付着量(注5):1.5質量%。
【0124】
強化繊維A2(PAN系炭素繊維)
強化繊維A2は、下記のようにして製造した。
【0125】
アクリロニトリル(AN)99.4モル%とメタクリル酸0.6モル%からなる共重合体を用いて、乾湿式紡糸方法により単繊維デニール1d、フィラメント数12,000のアクリル系繊維束を得た。得られたアクリル系繊維束を240〜280℃の温度の空気中で、延伸比1.05で加熱し、耐炎化繊維に転換し、次いで窒素雰囲気中300〜900℃の温度領域での昇温速度を200℃/分とし10%の延伸を行った後、1,300℃の温度まで昇温し焼成した。なお、サイジング剤は付与しなかった。
【0126】
総フィラメント数:12,000本
単繊維直径:7μm
単位長さ当たりの質量:0.8g/m
比重:1.8g/cm3
引張強度(注1):4.2GPa
引張弾性率(注2):230GPa
O/C(注3):0.05
γ0(注4):35mJ/m2。
【0127】
有機繊維B1(酸変性ポリプロピレン樹脂)
有機繊維B1は、三井化学(株)製、“アドマー(登録商標)”QE510を230℃で押し出して繊維状に加工して作製した。その物性は下記の通りである。
【0128】
比重:0.91
繊維径:50μm
融点:160℃。
【0129】
マトリックス樹脂C1(ナイロン6樹脂)
マトリックス樹脂C1は、東レ(株)製、“アミラン(登録商標)”CM1001を用いた。その物性は下記の通りである。
【0130】
比重:1.13
融点:225℃。
【0131】
バインダーD1
バインダーD1を構成するバインダー成分は、以下の手順で作製した。
【0132】
撹拌装置、温度センサー、還流冷却器、モノマー滴下口がついた1L四つ口フラスコに表1イオン交換水137.4gを仕込み、脱気、窒素ガスのバブリングを数回繰り返し溶存酸素濃度が2mg/L以下になるまで脱酸素した後、昇温を開始した。以後の乳化重合工程では、窒素ガスの吹き込みを継続した。
【0133】
メタクリル酸メチル(MMA)35.0g、メタクリル酸n−ブチル(BMA)54.0g、メタクリル酸(MA)1.0g、メタクリル酸2−ヒドロキシエチル(HEMA)10.0gのアクリル単量体混合物100g、「アデカリアソーブSR−1025」(アデカ(株)社製の反応性乳化剤、25%水溶液)8.0g、プレエマルジョン製造用イオン交換水39.7gを混合し、乳化機にかけ10000回転で10分間乳化し、プレエマルジョンを製造した。
【0134】
フラスコ内温度が重合温度の75℃になった時点で、プレエマルジョンの10wt%(14.8g)を投入した。フラスコ内温度が重合温度の75℃に回復した時点で、重合開始剤である過硫酸アンモニウム0.2gを添加し、この後75℃で1時間乳化重合を行った。
【0135】
プレエマルジョンの残り90wt%(132.9g)を3時間でフラスコ内に滴下し、滴下終了後75℃でさらに30分間重合を行った後、30分で80℃に昇温して熟成反応を行った。昇温30分後に過硫酸アンモニウム0.020g、イオン交換水0.400gを添加し、この後30分後に、さらに過硫酸アンモニウム0.010g、イオン交換水0.200gを添加し、添加終了後さらに30分間熟成反応を行い、冷却した。
【0136】
40℃以下になるまで冷却して、「アデカネートB−1016」(アデカ(株)の消泡剤)0.05gを添加し、さらに30分間撹拌、混合し、25%アンモニア水0.47g、希釈用イオン交換水393.5gを添加してアクリル系重合体を15.0質量%含むエマルジョンを製造した。
【0137】
(注1)引張強度、(注2)引張弾性率の測定条件
日本工業規格(JIS)−R−7601「樹脂含浸ストランド試験法」に記載された手法により、求めた。ただし、測定する炭素繊維の樹脂含浸ストランドは、“BAKELITE(登録商標)”ERL4221(100質量部)/3フッ化ホウ素モノエチルアミン(3質量部)/アセトン(4質量部)を、炭素繊維に含浸させ、130℃、30分で硬化させて形成した。また、ストランドの測定本数は、6本とし、各測定結果の平均値を、その炭素繊維の引張強度、引張弾性率とした。
【0138】
(注3)O/Cの測定の測定条件
X線光電子分光法により次の手順に従って求めた。まず、溶剤で炭素繊維表面に付着物などを除去した炭素繊維を20mmにカットして、銅製の試料支持台に拡げて並べた。X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保った。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202cVに合わせた。C1Sピーク面積を、K.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求めた。O1Sピーク面積を、K.E.として947〜959eVの範囲で直線のベースラインを引くことにより求めた。
【0139】
表面酸素濃度を、上記O1Sピーク面積とC1Sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出した。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とした。
【0140】
(注4)炭素繊維の表面自由エネルギー
次の手順に従い、ウィルヘルミ法により測定した。なお、本実施例では接触角の測定装置としてDataPhysics社製DCAT11を用い、試料専用ホルダーはFH12(表面が粘着物質でコーティングされた平板)を使用した。試料となる炭素繊維の単繊維を、長さ12mmに8本カットした後、専用ホルダーFH12に単繊維間が2〜3mmとなるように平行に貼り付けた。次に、単繊維の先端を切り揃えてホルダーをDCAT11にセットした。測定は、精製水をはじめ各液状媒体の入ったセルを8本の単繊維の下端に0.2mm/sの速度で近づけ、単繊維の先端から5mmまで浸漬させた後、0.2mm/sの速度で単繊維を引き上げた。この操作を4回以上繰り返し、水液中に浸漬している時、すなわち単繊維が前進している際に単繊維の受ける力Fを電子天秤で測定し、この値を用いて次式より接触角θを算出した。
COSθ=(8本の単繊維が受ける力F(mN))/((8(単繊維の数)×単繊維の円周(m)×液体の表面張力(mJ/m2 ))
ここで、接触角θの算出において、通常は1〜4回の平均値を用いるが、本実施例においては、特に1回目の測定で得られた接触角を第1接触角として、別途算出した。これは、精製水をはじめ液状媒体への溶解性の高い成分が付着している場合、余剰付着成分が液中に溶出するため、第1接触角を算出する方がより正確なためである。
【0141】
なお、測定は炭素繊維束の異なる3カ所から抜き出した単繊維について実施した。すなわち、一つの炭素繊維束1検体に対して合計24本の単繊維についての接触角の平均値を求めた。
【0142】
前記手順に従い、水、エチレングリコール、燐酸トリクレゾールの各液状媒体に対するウィルヘルミ法によって測定される各接触角を、それぞれ算出した。かかる数値をもとに、以下のオーエンス(Owens)の近似式を用いて表面自由エネルギーγ0 、表面自由エネルギーの極性成分γ0P を算出した。オーエンス(Owens)の近似式(各液体固有の表面張力の極性成分と非極性成分、さらに接触角θにより構成させる式)は、各液状媒体の表面張力の成分(各媒体に固有の値)、接触角を代入し、X、Yにプロットした後、最小二乗法により直線近似したときの傾きaおよび切片bの二乗により求めた。
【0143】
Y=a・X+b
X=(液体の表面張力の極性成分(mJ/m2 ))0.5/(液体の表面張力の非極性成分(mJ/m2 ))0.5
Y=((1+cosθ)・(液体の表面張力(mJ/m2 ))/2(液体の表面張力の非極性成分(mJ/m2 ))0.5
γ0P (mJ/m2 )=a2
γ0 (mJ/m2 )=a2 +b2。
【0144】
各液状媒体の表面張力の極性成分および非極性成分は、以下次の固有値を使用したとおりである。
・精製水(PW):表面張力72.8mJ/m2 、極性成分51.0mJ/m2 、非極性成分21.8mJ/m2
・エチレングリコール(EG):表面張力48.0mJ/m2 、極性成分19.0mJ/m2 、非極性成分29.0mJ/m2
・燐酸トリクレゾール(TP):表面張力40.9mJ/m2 、極性成分1.7mJ/m2 、非極性成分39.2mJ/m2。
【0145】
(注5)サイジング剤の付着量の測定条件
試料として、サイジング剤が付着している炭素繊維約5gを採取し、耐熱性の容器に投入した。次にこの容器を120℃で3時間乾燥した。吸湿しないようにデシケーター中で注意しながら室温まで冷却後、秤量した質量をW1(g)とした。続いて、容器ごと、窒素雰囲気中で、450℃で15分間加熱後、同様にデシケーター中で吸湿しないように注意しながら室温まで冷却後、秤量した質量をW2(g)とした。以上の処理を経て、炭素繊維へのサイジング剤の付着量を次の式により求めた。
【0146】
付着量(質量%)=100×{(W1−W2)/W2}。
【0147】
なお、測定は3回行い、その平均値を付着量として採用した。
【0148】
各実施例で得られる抄紙基材の評価基準は次の通りである。
【0149】
・工程(i)〜(iii)所要時間
工程(i)において強化繊維が分散媒体に投入されてから、工程(iii)において抄紙基材がスラリー液面から抜け出すまでの時間を、工程(i)〜(iii)の所要時間として測定した。
【0150】
・実質製造時間(T1)
抄紙基材または繊維強化成形基材が巻取機に到達してから、所定量の基材を製造し終えるまでの時間を実質製造時間(T1)として測定した。
【0151】
・非製造時間(T2)
上記T1を除いた製造時間であって、製造準備、製品切り替えに要した時間を、非製造時間(T2)として測定した。なお、工程(i)〜(iv)以外の工程を含む場合、かかる工程に要した時間は除外して計上した。
【0152】
・必要工数
工程(i)〜(iv)に必要な、オペレーター人数と実質製造時間(T1)および非製造時間(T2)との積により算出した。なお、オペレーター人数については、設備毎に1名とし、分散槽、抄紙槽、巻取機のそれぞれに1名ずつ配置した。
【0153】
・強化繊維の分散状態
工程(iv)で得られた抄紙基材の任意の部位より、50mm×50mmの正方形状に基材を切り出して顕微鏡にて観察した。10本以上の炭素繊維の単繊維が束状になった状態、すなわち分散が不十分な炭素繊維の束の個数を測定した。かかる手順で20回の測定をおこない、その平均値から以下のA〜Cの指標で分級した。なお、とりわけ分散状態に優れる場合(分散が不十分な炭素繊維の束が1個未満)は、A+として位置づけた。
A+:分散が不十分な炭素繊維の束が1個未満
A:分散が不十分な炭素繊維の束が1個以上5個未満
B:分散が不十分な炭素繊維の束が5個以上10個未満
C:分散が不十分な炭素繊維の束が10個以上。
【0154】
・幅方向の目付安定性
工程(iv)で得られた抄紙基材(有効幅:500mm)の長手方向(製造方向)に任意の位置から、長手方向に50mm長の帯状基材を3枚切り出す。切り出した帯状基材の幅方向(長辺方向)に基材の何れか一端を基準とし100mm、250mm、400mmの点を中心に、50mm×50mmの正方形状に基材を切り出して、計9枚の重量を精密天秤にて小数点以下1桁までを有効桁として測定した。得られた重量の平均値と個別値とからCV値(%)を算出し、CV値の範囲から幅方向の目付安定性を、以下の通り分級した。
A:CV値が5%未満
B:CV値が5%以上〜8%未満
C:CV値が8%以上。
【0155】
・長手方向の目付安定性
工程(iv)で得られた抄紙基材(有効幅:500mm)の幅方向(製造方向)の中心点(抄紙基材の幅方向の何れか一端から250mmの位置)上において、50mm×50mmの正方形状に基材を9枚切り出す。切り出した基材について、精密天秤にて小数点以下1桁までを有効桁として測定した重量を測定した。得られた重量の平均値と個別値とからCV値(%)を算出し、CV値の範囲から長手方向の目付安定性を、以下の通り分級した。
A:CV値が5%未満
B:CV値が5%以上〜8%未満
C:CV値が8%以上。
【0156】
(実施例1)
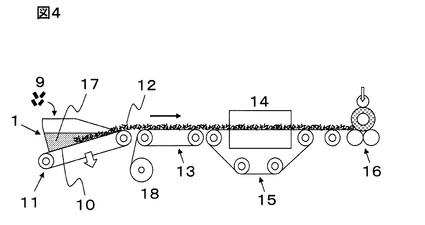
図4の装置を用いて、抄紙基材を製造した。図4は、抄紙槽1として、大型角型シートマシン(熊谷理機工業株式会社製、No.2553−I(商品名))を備え、抄紙槽1の底部には、幅500mmの抄紙面10を有するメッシュコンベア11が設けられている。抄紙槽1の先には、抄紙基材12を運搬可能なポリプロピレン製の導布18を備えたコンベア13が、メッシュコンベア11に接続して設けられており、続いて、乾燥機14を備えるメッシュコンベア15に接続される。さらに、装置の終点部には、乾燥された抄紙基材12を巻回可能な巻取機16を備える。
【0157】
まず、強化繊維A2を、水を付与しながらカートリッジカッターで6.4mmにカットし、水を含むチョップド強化繊維(A2−1)を得た。水の質量含有率は、水を含むチョップド強化繊維全体の重量の25%となるように調整した。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、抄紙槽に375kg/分の供給速度で継続供給している状態で、A2−1(チョップド強化繊維)を0.015kg/分の投入速度で継続投入した。この時、抄紙槽における水切り位置P1と投入位置P2との距離Lは100mmであって、強化繊維束の投入範囲は抄紙槽の幅方向に50%とした。また、A2−1は手動投入とし速度コントロールはせず、投入範囲内において時間差を有さない態様とした。(工程(i))
次いで、固形成分濃度が0.004重量%のスラリーを抄紙槽にて調整した。(工程(ii))
次いで、抄紙槽に設けられた抄紙面にて分散媒体を吸引除去し、メッシュコンベアにて漉き上げて、抄紙基材12を得た。(工程(iii))
得られた抄紙基材は、コンベア13で導布18上に配置され、さらにコンベア15にて130℃の乾燥機中を通過し、巻取機にて導布と一緒にロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(iv))
本実施例において、工程(i)〜(iv)はオンラインであって、抄紙基材を連続的に製造した。
【0158】
得られた抄紙基材は目付10g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0159】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0160】
(実施例2)
強化繊維束の投入速度を0.075kg/分とし、スラリーの固形分濃度を0.02重量%とした以外は、実施例1と同様に抄紙基材を得た。
【0161】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0162】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0163】
(実施例3)
強化繊維束の投入範囲を抄紙槽の幅方向に90%とした以外は、実施例2と同様に抄紙基材を得た。
【0164】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0165】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0166】
(実施例4)
強化繊維束の投入速度が一定になる様に電子制御のフィーダーを用いた以外は、実施例3と同様に抄紙基材を得た。
【0167】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0168】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0169】
(実施例5)
強化繊維束が投入範囲内において時間差を有するように、螺旋状に溝切りされたロールを供給口に設けた以外は、実施例4と同様に抄紙基材を得た。
【0170】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0171】
(実施例6)
使用する強化繊維を強化繊維A1にした以外は、実施例5と同様に抄紙基材を得た。
【0172】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0173】
(実施例7)
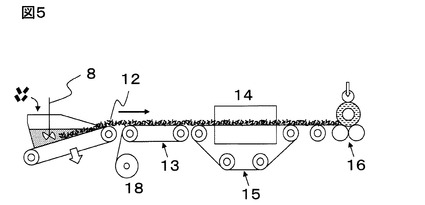
抄紙槽における水切り位置P1と投入位置P2との距離Lを500mmとし、P1とP2との間に攪拌機8を設置した(図5)以外は、実施例6と同様に抄紙基材を得た。
【0174】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0175】
(実施例8)
強化繊維束の投入速度を0.15kg/分とし、スラリーの固形分濃度を0.04重量%とした以外は、実施例7と同様に抄紙基材を得た。
【0176】
得られた抄紙基材は目付100g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0177】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0178】
(実施例9)
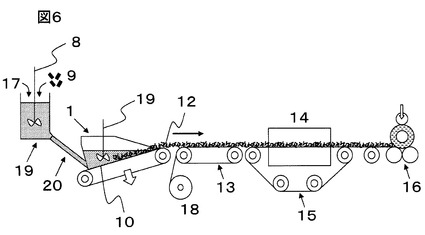
図6の装置を用いて、抄紙基材を製造した。図6は、直径700mmの円筒形状の分散槽19を有し、分散槽19と抄紙槽1とを接続する直線状の輸送部(傾斜角45°)20を備えている。分散槽19の上面開口部には撹拌機8が付属し、開口部から原料を投入可能である。抄紙槽1以降の設備については、図5と同様とした。
【0179】
まず、有機繊維B1をカートリッジカッターで3.0mmにカットし、チョップド有機繊維(B1−1)を得た。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、分散槽に566kg/分の供給速度で継続供給している状態で、B1−1(チョップド有機繊維)を0.303kg/分の投入速度で継続投入した。これらを、攪拌機にて攪拌し、固形成分濃度が0.05重量%のスラリー(b)を調整した。(工程(pre−i))
得られたスラリー(b)は、輸送部を介して抄紙槽に継続的に供給した。(工程(pre−ii)
次いで、工程(i)〜(iv)に連続した。工程(i)〜(iv)については、抄紙槽に供給されたスラリー(b)に、A1−1(チョップド強化繊維)を0.15kg/分の投入速度で継続投入し、スラリー中の固形分濃度を0.08重量%とした以外は、実施例8と同様に抄紙基材を得た。
【0180】
本実施例において、工程(pre−i)(pre−ii)および工程(i)〜(iv)はオンラインであって、抄紙基材を連続的に製造した。
【0181】
得られた抄紙基材は目付302g/m2(強化繊維目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0182】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0183】
(実施例10)
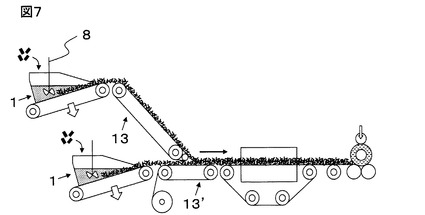
図7の装置を用いて、抄紙基材を製造した。図7は、図6における抄紙槽1からコンベア13までの設備を2系列有しており、1系列目を中二階に、2系列目を地上に備える。
1系列目にて得られた抄紙基材(a)(目付:100g/m2)は、2系列目で得られた抄紙基材(b)(目付:100g/m2)とを、2系列目のコンベア13’上にて引き揃えて積層し、乾燥機を通過し、巻取機にてロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(v))
本実施例において、工程(i)〜(iv)は、1系列目および2系列目ともに実施例8と同様とした。
【0184】
本実施例において、工程(i)〜(v)はオンラインであって、抄紙基材を連続的に製造した。
【0185】
得られた抄紙基材は目付200g/m2(一層当たりの目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0186】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0187】
(実施例11)
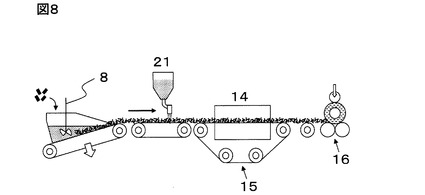
図8の装置を用いて、抄紙基材を製造した。図8は、コンベア13の上方にカーテンコート式のバインダー付与装置21を備えること、および導布18を用いないこと以外は、図4と同様である。
【0188】
工程(iii)にて得られた抄紙基材に、バインダー付与装置にてバインダーD1の0.4質量%の水分散液(エマルジョン)を1.13kg/分の速度で塗布した。(工程(vi))
次いで、バインダーを付与した抄紙基材を、コンベア15にて200℃の乾燥機14中を通過させ、巻取機16にてロール状に巻回した。この時、引き取り速度は3m/分であり、引き取りに際して導布は使用しなかった。(工程(vii))
本実施例において、工程(i)〜(iv)は、実施例8と同様とした。
【0189】
本実施例において、工程(i)〜(iv)および工程(vi)(vii)はオンラインであって、抄紙基材を連続的に製造した。
【0190】
得られた抄紙基材は目付105g/m2(強化繊維目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0191】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0192】
(実施例12)
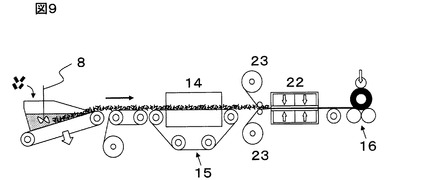
図9の装置を用いて、抄紙基材を製造した。図9は、コンベア15に接続して、加圧、加熱および冷却が可能なダブルベルトプレス装置22が設けられており、ダブルベルトプレス装置の導入部の上下2カ所にマトリックス樹脂(ロール状)を収容するためのクリール23を備えること、および導布18を用いないこと以外は、図5の装置と同様である。
【0193】
工程(iv)にて乾燥機を通過した抄紙基材を、クリールより供給されるマトリックス樹脂C1からなる不織布(目付:100g/m2)にて上下方向から狭持し、ダブルベルトプレス装置に導入した。ダブルベルトプレス装置では、前半部にて250℃、3.5MPaで加熱加圧し、後半部にて60℃、3.5MPaで冷却加圧して、マトリックス樹脂が複合化された繊維強化成形基材を得た。(工程(viii))
得られた繊維強化成形基材を、巻取機16にてロール状に巻回した。この時、引き取り速度は3m/分であり、引き取りに際して導布は使用しなかった。(工程(ix))
本実施例において、工程(i)〜(iv)は、実施例8と同様とした。
【0194】
本実施例において、工程(i)〜(iv)および工程(viii)(ix)はオンラインであって、繊維強化成形基材を連続的に製造した。
【0195】
得られた繊維強化成形基材は目付300g/m2(強化繊維目付:100g/m2)、強化繊維含有量20%であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0196】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0197】
(比較例1)
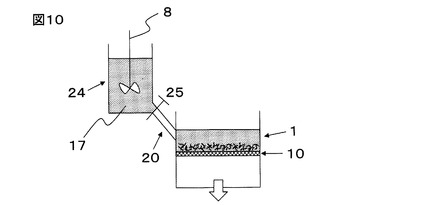
図10の装置を用いて、抄紙基材を製造した。図10は、直径700mmの円筒形状の分散槽24を有し、槽の下部に開閉可能なコック25を備えており、分散槽24の上面開口部には撹拌機8が付属し、開口部から原料を投入可能である。分散槽24のコック25には、直線上の輸送部20(傾斜角45°)が接続されており、抄紙槽1である大型角型シートマシン(熊谷理機工業株式会社製、No.2553−I(商品名))と前記分散槽24とを接続している。抄紙槽1の底部には、長さ1000mm×幅1000mmの抄紙面(メッシュシート製)10が設けられており、かかる抄紙面上にて抄紙基材12が得られる。
【0198】
まず、強化繊維A1を、水を付与しながらカートリッジカッターで6.4mmにカットし、水を含むチョップド強化繊維(A1−1)を得た。水の質量含有率は、水を含むチョップド強化繊維全体の重量の25%となるように調整した。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を250kg作製し、分散槽24に投入した。さらに、A1−1(チョップド強化繊維)0.05kgを分散槽24に投入した。(工程(x))
次いで、抄紙槽1に付属の攪拌機8にて攪拌し、固形成分濃度が0.02質量%のスラリーを調整した。(工程(xi))
次いで、分散槽24に設けられたコック25を解放し、輸送部20を介して、抄紙槽1にスラリーを流し込んだ。(工程(xii))
次いで、抄紙槽1に設けられた抄紙面10にて分散媒体を吸引除去し、メッシュシート上にて、抄紙基材12を得た。(工程(xiii))
得られた抄紙基材12を、130℃の乾燥機(図示せず)中にて乾燥し、シート状の抄紙基材を得た。(工程(xiv))
本比較例において、工程(x)(xi)をオンラインで行い、工程(xii)(xiii)(xiv)はオフラインで行って、抄紙基材を断続的に製造した。
【0199】
得られた抄紙基材は目付50g/m2であって、長さ1000mm×幅1000mmであった。この抄紙基材について、250m2を製造し、1バッチ毎に原料の切り替えを行った。なお、本比較例における工程(x)〜(xiv)は、実施例における工程(i)〜(iv)に相当するものとして扱う。
【0200】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0201】
(比較例2)
図6の装置を用いて、抄紙基材を製造した。
【0202】
まず、強化繊維A1をカートリッジカッターで6.4mmにカットし、チョップド強化繊維(A1−1)を得た。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、分散槽19に375kg/分の供給速度で継続供給している状態で、A1−1(チョップド強化繊維)を0.075kg/分の投入速度で継続投入した。(工程(xv))
次いで、抄紙槽1に付属の攪拌機8にて攪拌し、固形成分濃度が0.02質量%のスラリーを継続的に調整した。(工程(xvi))
次いで、得られたスラリーを、輸送部20を介して抄紙槽1に継続的に供給した。(工程(xvii))
次いで、抄紙槽1に設けられた抄紙面10にて分散媒体を吸引除去し、メッシュコンベアにて漉き上げて、抄紙基材12を得た。(工程(xviii))
得られた抄紙基材12は、コンベア13で導布18上に配置され、さらにコンベア15にて130℃の乾燥機14中を通過し、巻取機16にて導布18と一緒にロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(xix))
本比較例において、工程(xv)〜(xix)はオンラインであって、抄紙基材を連続的に製造した。
【0203】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。なお、本比較例における工程(xv)〜(xix)は、実施例における工程(i)〜(iv)に相当するものとして扱う。
【0204】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0205】
【表1】

【0206】
表1から明らかなように、実施例1〜12では、いずれも省工数にて抄紙基材を得ることができた。工程(i)〜(iv)を同一の抄紙槽にて実施することにより、従来の設備と比較して簡略化できるため、省スペース化、製品コスト削減に繋がるうえ、製造に必要な人員、時間を省力化できることから、更なる低コスト化に繋がる(実施例1〜12および比較例1〜2)。
【0207】
さらに、強化繊維束の投入方法(実施例3〜5、7)および処方(実施例6)を考慮することにより、抄紙基材の目付安定性や分散性に効果があり、とりわけ品位に優れる抄紙基材を製造可能である。
【0208】
また、種々のプロセスとオンラインで実施可能であって、混成材料、多層材料、繊維強化成形基材の製造が可能である(実施例9〜12)。
【0209】
生産性と品質安定性の観点からは、実施例7、8がとりわけ好ましい態様である。
【符号の説明】
【0210】
1 抄紙槽
2 引き取り方向
3 投入範囲
3−1〜20 投入範囲の区画
4 抄紙槽の幅
5 抄紙槽の幅方向の側壁面
5’ 抄紙槽の幅方向の側壁面
6 スラリー液面
7 スラリー液面と抄紙基材との境界
8 撹拌機
9 強化繊維束
10 抄紙面
11 メッシュコンベア
12 抄紙基材
13 コンベア
13’ 2系列目のコンベア
14 乾燥機
15 乾燥機を備えたコンベア
16 巻取機
17 分散媒体
18 導布
19 円筒形状の分散槽
20 輸送部
21 バインダー付与装置
22 ダブルベルトプレス装置
23 クリール
24 コック付きの円筒形状の分散槽
25 コック
【技術分野】
【0001】
本発明は、抄紙基材の製造方法に関するものである。さらに詳しくは、炭素繊維、ガラス繊維などの強化繊維とマトリックス樹脂からなる繊維強化成形基材に好適に用いられる抄紙基材の製造方法に関するものである。
【背景技術】
【0002】
炭素繊維、ガラス繊維などの強化繊維と熱可塑性樹脂からなる繊維強化成形基材は、比強度、比剛性に優れているため、電気・電子用途、土木・建築用途、自動車用途、航空機用途等に広く用いられている。なかでも強化繊維が均一に分散した基材を用いた成形品は、力学特性が等方的になり、さらには高強度を発現するものであれば適用可能な用途は非常に多くなる。従ってこのように強化繊維が均一に分散した繊維強化成形基材の製造条件についてはこれまで様々な検討がなされてきた。
【0003】
特許文献1には、繊維強化熱可塑性樹脂成形体中の強化繊維として、単繊維状の炭素繊維であって質量平均繊維長が0.5〜10mmであり、かつ、配向パラメーターを−0.25〜0.25とすることで、力学特性に優れ、等方的な力学特性を有する成形体が得られることが記載されている。この繊維強化熱可塑性樹脂成形体は、(I)成形材料に含まれる熱可塑性樹脂を加熱溶融する工程、(II)金型に成形材料を配置する工程、(III)金型で成形材料を加圧する工程、(IV)金型内で成形材料を固化する工程、(V)金型を開き、繊維強化熱可塑性樹脂成形体を脱型する工程により製造されうるとされている。
【0004】
特許文献2および特許文献4には、繊維強化熱可塑性樹脂シートの湿式製造方法において、分散液の通過するヘッドボックス内の構造や、ヘッドボックスから分散液をメッシュベルト上に供給する際の条件を制御することが記載されている。これにより、幅方向目付分布のバラツキのない(特許文献2)、あるいは、局部的な目付けの不均一や補強繊維の異常配向がない(特許文献4)、繊維強化熱可塑性樹脂シートが得られることが記載されている。
【0005】
特許文献3には、繊維強化熱可塑性樹脂シートの湿式製造方法において、分散液の流れを抄造面の交流方向に形成させることで、繊維配向がランダム化した繊維強化樹脂シートが得られることが記載されている。
【0006】
特許文献1〜4の製法はいずれも、抄紙基材を得るにおいて、補強繊維と熱可塑性樹脂とを予め配合した分散液を調整し、分散液が輸送機構を通じて抄紙設備に移行されることを前提としている。そのため、工程毎に所要の設備を設計および設置する必要があるし、工程毎に詳細な条件を設定する必要があった。これに伴い、設備費および製造工数が増大し、製品コストのアップに繋がっていた。
【0007】
さらに、特許文献1の方法では、バッチ式の製造方法をもちいており、成形材料を多く準備するためには時間および手間を要していた。また、抄紙プロセスにおける分散状態を向上させるにあたり、炭素繊維濃度を低くすることや撹拌力を大きくすることなどの一般的な条件制御が記載されているに過ぎず、これでは実際に分散状態を向上させるには不十分であった。
【0008】
また、特許文献2〜4の方法では、上述に加えて、抄紙基材の目付および繊維配向を制御するため、設備および制御システムの複雑化は余儀なく、設備費および製造工数の増加は避けられない。また、工程が複雑化するため、分散液の分散状態を長時間において保持する必要があるうえ、輸送工程中に剪断が付与され繊維の再凝集を招く可能性がある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】国際公開第2007/97436号パンフレット
【特許文献2】特開平8−232187号公報
【特許文献3】特開平9−94826号公報
【特許文献4】特開平9−136969号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明の課題は、短時間で低コストに抄紙基材を得る方法であって、さらには、強化繊維の分散状態に優れる抄紙基材を得ることのできる方法を提供することにある。
【課題を解決するための手段】
【0011】
本発明者らが検討を重ねた結果、複数の設備を介して行われていた工程を単一の設備に凝縮して再現することで、上記目的を達成可能であることを見出し、本発明に到達した。すなわち本発明は、少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施する抄紙基材の製造方法である。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程。
【発明の効果】
【0012】
本発明の抄紙基材の製造方法によれば、簡略な設備およびプロセスで、短時間および低コストに抄紙基材を製造することができ、さらには、強化繊維の分散状態に優れる抄紙基材を製造可能である。
【図面の簡単な説明】
【0013】
【図1a】抄紙槽の一例を示すモデル図である。
【図1b】抄紙槽の一例を示すモデル図である。
【図1c】抄紙槽の一例を示すモデル図である。
【図1d】抄紙槽の一例を示すモデル図である。
【図2a】抄紙槽の一例を示すモデル図である。
【図2b】抄紙槽の一例を示すモデル図である。
【図3a】投入範囲の区画の一例を示すモデル図である。
【図3b】投入範囲の区画の一例を示すモデル図である。
【図3c】投入範囲の区画の一例を示すモデル図である。
【図3d】投入範囲の区画の一例を示すモデル図である。
【図3e】投入範囲の区画の一例を示すモデル図である。
【図4】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図5】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図6】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図7】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図8】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図9】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【図10】抄紙基材の製造方法に用いる装置の一例を示すモデル図である。
【発明を実施するための形態】
【0014】
本発明の抄紙基材の製造方法は、少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施することを特徴とする。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程。
【0015】
工程(i)は、分散媒体を貯留することができる抄紙槽にて実施される。すなわち、工程(i)は、抄紙槽中に分散媒体を有した状態、つまり、抄紙槽中に分散媒体が供給ないし循環された状態で実施される。かかる状態において、抄紙槽に強化繊維束を継続的に投入する。
【0016】
ここで、「継続的に投入する」とは、強化繊維束のいくらかが、常に投入されている状態である。例えば、同量の抄紙基材を製造する場合において、大量の強化繊維束からスラリーを調整する場合(バッチ式)には、相当量のスラリーを一度に調整する必要があるうえ、スラリー中において分散時間が異なる箇所が発生するため、製品において分散不良、分散ムラが生じる可能性が高い。一方、少量の強化繊維束を継続的に投入してスラリーを調整する場合(連続式)、少量のスラリーが連続的に調整され、順次、次の工程に供給されていくため、バッチ式の様な上記した不具合が生じず、効率的に、かつ、分散状態を保持したまま抄紙することが可能である。
【0017】
すなわち、本発明の抄紙基材の製造方法は、後述する工程を含む一連の工程において、分散媒体中への原料供給およびスラリーの調整、供給を継続的に実施し、連続的に抄紙基材を製造する方法であり、最初に一定量のスラリーを作製するプロセスに比べ、量産性および安定性を考慮した方法である。
【0018】
工程(i)では、強化繊維束の投入を抄紙基材の引き取り方向に対し横断的に実施し、かつ、強化繊維束の投入範囲が抄紙槽の幅に対し80〜100%の範囲で実施することが好ましい。
【0019】
かかる態様とすることで、抄紙基材の幅方向に広い範囲で原料供給がなされるため、得られる抄紙基材の幅方向での目付バラツキの抑制に効果がある。
【0020】
上記態様について、図1a〜dを用いて詳しく説明する。
【0021】
抄紙基材の引き取り方向2に対し横断的とは、引き取り方向2を横切る様態であれば特に限定されないが、引き取り方向に対し45〜135°の範囲であると好ましく(図1a)、引き取り方向に対し直交(90°)であるとさらに好ましい(図1b)。
【0022】
投入範囲3は、抄紙槽1の幅4に対し80〜100%の範囲が好ましく、抄紙槽の幅に対し100%であるとさらに好ましい。抄紙槽の幅は、抄紙槽中のスラリー液面6において抄紙槽の幅方向の側壁面5、5’同士を結んだ距離のうち最短距離のものを意味する。なお、抄紙槽は通常、矩形状で引き取り方向に一定の幅を有する場合が殆どであるが、引き取り方向に幅が異なる場合は、強化繊維束を投入する位置における抄紙槽の幅を基準とする。
【0023】
また、投入範囲の形状についても特に制限はなく、矩形状、平行四辺形状あるいはひし形状であってもよいし(図1a、1b)、円状であってもよいし(図1c)、独立する範囲が並列または点在するものであってもよい(図1d)。
【0024】
工程(i)では、工程(iii)においてスラリー(a)から強化繊維を漉き上げる水切り位置P1と工程(i)における強化繊維束の投入位置P2との距離Lが10mm以上であることが好ましい。
【0025】
かかる態様とすることで、強化繊維束の投入から漉き上げまでに時間が生じ、スラリー中の強化繊維の分散時間が確保されることから、スラリーの分散状態を良好なものとできる。
【0026】
水切り位置P1、投入位置P2および距離Lとの関係について、図2a、2bに示す。
【0027】
ここで投入位置P2とは、投入された強化繊維束がスラリー液面6に落下する位置において、最も水切り位置に近い位置のことを意味する。水切り位置P1とは、工程(iii)においてスラリーから分散媒体を除去して強化繊維を含む抄紙基材を得る際に生じる、スラリー液面と抄紙基材との境界7のうち、投入位置P2に最も近い位置のことを意味する。さらにその水切り位置P1と投入位置P2との間の距離を距離Lとする。
【0028】
距離Lは、後述する工程(ii)において強化繊維を分散させる手段(図中では攪拌機8)を備える場合、前記手段を実施するための空間にもできる(図2b)。
【0029】
距離Lとしては、例えば、製造する抄紙基材の目付により任意に調整してもよく、目付が小さい(強化繊維束の投入量が少ない)場合は10mm以上あればよく、目付が大きい(強化繊維束の投入量が多い)場合は100mm以上が好ましく、1000mm以上がより好ましい。また、距離Lの上限値については特に制限されないが、設備スケールの拡大、製造時間の増加、分散状態の悪化(再凝集)の観点から、通常は10000mm以下である。
【0030】
また、工程(i)においては、強化繊維束の投入速度が実質的に一定であることが好ましい。ここで投入速度とは、単位時間あたりの強化繊維束の投入量であって、kg/分の単位で表される。投入速度を実質的に一定とすることで、スラリーにおける強化繊維の分散状態のムラや抄紙基材の長手方向における分散ムラ、および目付バラツキを抑制することができ、工程安定化、品質安定化に繋がる。
【0031】
なお、投入速度が「実質的に一定である」とは、抄紙基材の製造時間中において、単位時間あたりの投入速度の変動係数(CV値)が10%以内であることを意味する。投入速度の測定方法としては、例えば投入する強化繊維束が貯留された容器の初期重量と単位時間(例えば1分)経過後の容器の重量との減量分とから投入速度が算出できる。さらに、投入速度を、製造時間を通してモニタリングすることで製造時間中の平均投入速度を算出でき、それぞれのデータから、変動係数が算出される。
【0032】
さらに、強化繊維束が投入範囲内にて時間差を有して投入されることが好ましい。
【0033】
かかる態様とすることで、強化繊維束の投入が局所に集中することがなく、未開繊の強化繊維束が液面に残存する状態で、後続の強化繊維束が投入されることを防ぐことができる。とりわけ、製造される抄紙基材の目付が大きい(強化繊維束の投入量が多い)場合に有効である。
【0034】
強化繊維束の投入例について、図3a〜eを用いて、詳しく説明する。以下、投入範囲3に強化繊維束9を投入速度16kg/分で投入する場合を例にする。
【0035】
時間差を有さずに投入する場合、投入範囲3のそれぞれの区画3−1〜3−16において、投入速度1kg/分で強化繊維束が継続的に投入される(図3a)。一方、時間差を有して投入される場合の一例として、投入範囲3を3−17〜3−20の4区画に分割した場合を例示する。それぞれの区画で投入速度4kg/分で断続的に投入され(図3b)、その1区画の1回あたりの投入時間を1秒とし、3−17に投入する際には、3−18〜20のいずれか1区画以上は投入しない、というように必ず1つ以上の区画は投入されていない状態を保ちながら投入を繰り返す。この場合、1区画あたりのトータル投入時間は1分間当たり15秒であり、投入範囲の投入速度は16kg/分となる。
【0036】
ここで「断続的に投入される」としたのは、強化繊維束を投入している瞬間を見た場合、それぞれの区画のうちの多くとも3区画においてのみ、強化繊維束が投入されているためである。換言すると、投入範囲全体で見た場合は、継続的に強化繊維束が投入されている状態であるが、それぞれの区画で見た場合、強化繊維束が投入されていない区画が少なくとも1区画は必ず存在していることを意味する。すなわち、それぞれの区画で見た場合、強化繊維束の投入に時間差が存在する。
【0037】
投入例としては、前述した以外にも、抄紙基材の引き取り方向に垂直な方向に区画を分割して投入してもよいし(図3c)、投入範囲を斜めに横断して投入してもよいし(図3d)、桝単位でランダムに投入してもよい(図3e)。投入範囲については、投入範囲全体に投入してもよいし(図3b、c)、投入範囲の局所に投入してもよいが(図3d、e)、好ましくは前者であって、投入範囲を広くとることで単位面積あたりの投入量を疎にでき、強化繊維の分散性の向上に繋がる。また、投入速度についても、桝および/または区画毎に一定であってもよいし、異なってもよいが、好ましくは一定であることが好ましく、スラリーの分散状態のバラツキや、得られる抄紙基材の分散ムラ、目付バラツキを抑制することができる。
【0038】
分散媒体(分散液)とは、強化繊維束を分散させ得る媒体を意味する。分散媒体の例としては水、アルコールなどのいわゆる溶媒が挙げられるが、水が好ましい。水としては、通常の水道水のほか、蒸留水、精製水等の水を使用することができる。水には必要に応じて界面活性剤を混合し得る。界面活性剤は、陽イオン型、陰イオン型、非イオン型、両性の各種に分類されるが、このうち非イオン性界面活性剤が好ましく用いられ、中でもポリオキシエチレンラウリルエーテルがより好ましく用いられる。界面活性剤を水に混合する場合の界面活性剤の濃度は、通常は0.0001質量%以上0.1質量%以下、好ましくは0.0005質量%以上0.05質量%以下である。
【0039】
強化繊維束とは、強化繊維から構成される繊維束を意味する。本発明において用いられる強化繊維としては、炭素繊維、金属繊維、有機繊維、無機繊維が例示される。中でも、比強度、比弾性率に優れており、FRP成形体の軽量化にも有効である、炭素繊維が好ましい。
【0040】
炭素繊維としては、PAN系炭素繊維、ピッチ系炭素繊維、セルロース系炭素繊維、気相成長系炭素繊維、これらの黒鉛化繊維などが例示される。PAN系炭素繊維は、ポリアクリロニトリル繊維を原料とする炭素繊維である。ピッチ系炭素繊維は石油タールや石油ピッチを原料とする炭素繊維である。セルロース系炭素繊維はビスコースレーヨンや酢酸セルロースなどを原料とする炭素繊維である。気相成長系炭素繊維は炭化水素などを原料とする炭素繊維である。このうち、強度と弾性率のバランスに優れる点で、PAN系炭素繊維が好ましい。
【0041】
金属繊維としては例えば、アルミニウム、黄銅、ステンレスなどの金属からなる繊維が挙げられる。有機繊維としては、アラミド、PBO、ポリフェニレンスルフィド、ポリエステル、アクリル、ナイロン、ポリエチレンなどの有機材料からなる繊維が挙げられる。無機繊維としては、ガラス、バサルト、シリコンカーバイト、シリコンナイトライドなどの無機材料からなる繊維が挙げられる。
【0042】
強化繊維束を構成する強化繊維は1種類であってもよいし、2種類以上であってもよい。また、強化繊維束は、連続した強化繊維から構成されるもの、あるいは不連続な強化繊維から構成されるもののどちらでも良いが、より良好な分散状態を達成するためには、不連続な強化繊維束が好ましく、チョップド繊維がより好ましい。なかでも、強化繊維束は、炭素繊維により構成される繊維束(炭素繊維束)であることが好ましく、チョップド炭素繊維であることが、より好ましい。
【0043】
本発明において、炭素繊維の表面酸素濃度O/Cは0.1〜0.3であることが好ましい。炭素繊維の表面酸素濃度O/Cを、かかる範囲とすることでマトリックス樹脂との相互作用を高めることができ、また、炭素繊維束として見た場合には集束性を改善する効果がある。抄紙基材の製造においては、炭素繊維を予め切断してチョップド炭素繊維にした後、分散媒に分散し抄紙する。すなわち、チョップド炭素繊維への切断およびチョップド炭素繊維の取り扱い性の面から集束性が重要であり、集束性が悪いとチョップド炭素繊維への切断時、取扱い性が悪いため炭素繊維が予定の切断部以外で切れたりし、繊維長さが所定より長くなる場合がある。
【0044】
ここで、表面酸素濃度は、主に表面酸化処理の電解処理量により調整することができる。表面参加処理の方法としては、液相あるいは気相のいずれで施されていてもよいが、電解質水溶液中で炭素繊維を陽極として酸化処理する方法が、簡便性ならびに炭素繊維の強度低下が少ないという利点から好ましい。電解処理液としては特に限定されないが、例えば硫酸、炭酸アンモニウム等が挙げられる。ここで電解処理量としては、炭素繊維が受けるダメージをできるだけ小さいものとするため、炭素繊維1g当たり0(無処理)〜100クーロンの範囲内が、適当な電解処理量として例示できる。
【0045】
炭素繊維の表面酸素濃度は、X線光電子分光法により求めることができ、具体的な方法は、実施例にて例示する。
【0046】
また、炭素繊維は、ウィルヘルミ法で測定される表面自由エネルギーγ0が40〜60mJ/m2であることが好ましく、かかる範囲とすることで、分散媒体中、とりわけ水系媒体中での炭素繊維の開繊性を高めることができる。表面自由エネルギーγ0はより好ましくは45〜60mJ/m2、さらに好ましくは50〜60mJ/m2である。
【0047】
ここで、ウィルヘルミ法で測定される表面自由エネルギーは、ウィルヘルミ法によって測定される各接触角をもとに、オーエンス−ウェント(Owens−Wendt)の近似式を用いて求めることができる。オーエンス−ウェント(Owens−wendt)の近似式を、以下に示す。
【0048】
少なくとも2種類の液体に対する接触角θと、各液体の表面張力γl(固有値)と、表面張力の極性成分γlp(固有値)、表面張力の非極性成分γld(固有値)を下記式に代入し、検体の表面自由エネルギーの極性成分γsdと非極性成分γspの2元1次方程式が成り立つ。
【0049】
γl(1+cosθ)=2(γsd・γld)0.5+2(γsp・γlp)0.5
γsdとγspから、本発明に用いる表面自由エネルギーγ0=γsd+γspを求めることができる。
【0050】
すなわち、炭素繊維の表面酸素濃度(O/C)およびウィルヘルミ法で測定される表面自由エネルギーγ0を上記範囲内とすることで、抄紙基材の製造に先立つ取り扱い時、炭素繊維の形態を維持するための集束性と、抄紙プロセスで、分散媒体に投入した場合に、すみやかに単繊維状に分散し、かつ再凝集を抑制するための優れた開繊性を両立することができるため好ましい。
【0051】
また、強化繊維束を構成する単繊維の本数は、生産性の観点から12,000本以上が好ましく、48,000本以上がさらに好ましい。単繊維の本数の上限については、分散性や取り扱い性とのバランスを考慮して、100,000本以下であれば、分散性と取り扱い性を良好に保つことができる。
【0052】
強化繊維束の長さは、強化繊維による補強効果を効率良く発揮させる観点および、スラリー中での分散を良好に保つ観点から、1〜50mmであることが好ましく、3〜30mmであることがより好ましい。強化繊維束の長さとは、強化繊維束を構成する単繊維の長さをいい、強化繊維束の繊維軸方向の長さをノギスで測定する、あるいは強化繊維束から単繊維を取り出し顕微鏡で観察して測定する。
【0053】
強化繊維束の水(分散媒体)1lに対する投入量としては、通常0.01g〜10gであり、好ましくは0.1g〜5gの範囲で調整する。前記範囲とすることにより、強化繊維束が分散媒体に効率よく分散し、均一に分散したスラリーを短時間で得ることができる。
【0054】
工程(i)において、分散媒体中に予め第2の強化繊維が分散されていてもよい。第2の強化繊維は、抄紙槽に直接投入される強化繊維(以下、第1の強化繊維と称する。なお、強化繊維とのみ記述する場合は第1の強化繊維を指す。)と同じ繊維でもよく、異なる繊維でもよい。第2の強化繊維の種類、形態についても、上述で列記した第1の強化繊維と同様の範囲から選択される。
【0055】
分散媒体中に予め分散される第2の強化繊維が第1の強化繊維と同一の場合、工程(i)にて投入する強化繊維束の投入量を減らすことができ、第1の強化繊維の分散が容易となることから、目付の大きい抄紙基材を製造するにおいては、とりわけ効果的である。第2の強化繊維が第1の強化繊維と異なる場合、得られる抄紙基材ないし抄紙基材より成形される繊維強化樹脂成形体において、使用する強化繊維の特性を必要に応じて選択することで、取扱性、成形性、導電性、熱特性、機械特性、など、所望の特性を付与することができる。
【0056】
また、工程(i)において、分散媒体中に予め有機繊維および/または有機粒子が分散されていてもよい。
【0057】
有機繊維および/または有機粒子は、熱可塑性樹脂であることが好ましい。
【0058】
熱可塑性樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PENp)、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン等のポリオレフィンやその酸変性物、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)、フェノール系樹脂およびフェノキシ樹脂が例示される。
中でも、有機繊維および/または有機粒子をマトリックス樹脂として用いる場合、力学特性の観点からポリアミド樹脂、軽量性の観点からポリプロピレン系樹脂、耐熱性の観点からはPPS樹脂がより好ましい。
【0059】
工程(ii)では、強化繊維が分散媒体中に分散したスラリー(a)に調整する。工程(ii)は、上述工程(i)と同一の抄紙槽で実施される。
【0060】
スラリーとは固体粒子が分散している懸濁液をいい、本発明においては水系スラリーであることが好ましい。
【0061】
スラリーに調整するとは、工程(i)にて分散媒体に投入された強化繊維束を、強化繊維の単繊維レベルに分散媒体中に分散させることであり、所望の分散状態、強化繊維の質量含有量を形成することを意味する。
【0062】
強化繊維束を分散させる手段としては、強化繊維束自体の開繊性、分散媒体の液流、外力による攪拌が例示され、これらの少なくとも1つにて行われる。とりわけ、目標とする強化繊維の質量含有量が濃厚な場合は、複数の手段を組み合わせて強化繊維束を分散させるとよい。
強化繊維束自体の開繊性とは、繊維束を分散媒体に投入した場合にすみやかに単繊維状に分散し、かつ再凝集を抑制するための性質を意味し、強化繊維束の潜在的な分散能力である。強化繊維の表面状態を改質する方法、あるいは分散を良好にする処理剤を強化繊維に付与するなどの方法をもちいて、強化繊維束自体の開繊性を向上させることができる。分散媒体の液流とは、抄紙槽に供給ないし循環される分散媒体の流れを利用して、強化繊維束を分散させるものである。層流、乱流、渦、などを分散媒体の送液手段により任意に調整し、強化繊維束にせん断力を加えて分散させる。
外力による攪拌とは、動力を備える攪拌機、棒状体や板状体などの固定障害物、流体(気体、液体)の噴射、超音波照射、などであり、必要に応じて抄紙槽に備えればよい。
【0063】
なお、強化繊維の分散状態について、分散媒体中に含まれる強化繊維の全てが単繊維状に分散されていることが理想的であるが、ここでいう分散が意図する状態は、これに限定されるものではない。分散状態の具体的な評価方法および指標については、実施例にて例示する。
【0064】
工程(ii)で調製されるスラリー(a)中の強化繊維の質量含有量(スラリーにおける固形分濃度)は、0.001〜1質量%であることが好ましく、0.01質量%〜0.5質量%であることがより好ましい。上記範囲であることにより強化繊維の分散状態を良好に保ち、抄造を効率よく行うことができる。
【0065】
工程(iii)では、スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る。
【0066】
工程(iii)は、上述工程(i)、(ii)と同一の抄紙槽にて実施される。抄紙槽は、分散媒体を吸引可能な抄紙面を有しており、一般に抄紙槽の底面付近に配置される。抄紙面の材料としては、織布、不織布、メッシュシート、などが例示される。
【0067】
得られる抄紙基材は、強化繊維同士が互いに交絡した状態であって、基材としての取扱が可能である。但し、抄紙基材の目付が小さい場合は、強化繊維同士の交絡が少ないため、基材としての形態を保持することが難しくなる。この場合、抄紙基材の下面に支持体なるものを引き揃えて取り扱うことで、形態を保持させることができる。かかる支持体としては、シートとして取り扱えるものであれば、その形態に特に制限はなく、不織布、フィルム、マット、メッシュ、織物、編物、などの種々の形態から選択することができる。
【0068】
上記も勘案して、得られる抄紙基材の目付としては、抄紙基材を引き取る際、あるいは取り扱う際に破れなどを防ぐ観点、スラリーの調整や抄紙基材の乾燥時間を短くして製造効率を良くする観点から、10〜500g/m2であることが好ましく、50〜300g/m2であることがより好ましい。
【0069】
本発明において、工程(i)から工程(iii)までの所要時間は、抄紙基材の生産性を高める観点、およびスラリー中で分散した強化繊維の再凝集を抑制する観点から5分以内であることが好ましい。厳密には工程(i)の開始から工程(iii)の完了までの所要時間が5分以内である。より好ましくは3分以内、さらに好ましくは1分以内である。工程(i)から工程(iii)の完了までの所要時間の下限は特に限定されないが、通常は30秒以上である。
【0070】
工程(iv)では、工程(iii)で得られた抄紙基材を引き取る。
【0071】
工程(iv)は、上述工程(i)〜(iii)と同一の抄紙槽に設けられた抄紙面、および抄紙面に後続する抄紙基材を引き取り可能な種々の設備にて実施される。
【0072】
抄紙槽は、連続的に移動する抄紙面を有しており、前記工程(iii)から継続して、得られた抄紙基材を抄紙面上にて引き取ることができる。すなわち、図4、7、8の符号1と12の位置関係が示すとおり、工程(iii)で得られた抄紙基材の引き取りに寄与する工程の一部が、上述工程(i)〜(iii)と同一の抄紙槽に含まれても良い。さらに、図4〜9の符号13、15、16に例示される、コンベアベルト、巻取機などを、抄紙面に接続して設けることで、工程(iv)の後工程においても、連続して抄紙基材を引き取ることができる。
【0073】
引き取られた抄紙基材は、ロールに巻き取ったり、単位長さ毎に折り畳んだり、単位長さ毎にカットしたりと、抄紙基材の用途、目付、などに合わせて種々の形態に調整できる。
【0074】
引き取り速度としては、1〜30m/分であることが好ましく、15〜30m/分であることがより好ましい。かかる範囲内にて引き取ることで、生産性、工程安定性および品質安定性のバランスに優れたプロセスとすることができる。
【0075】
本発明の抄紙基材の製造方法において、上述した工程(i)〜(iv)に加えて、以下の工程を含んでもよい。
【0076】
分散媒体中に第2の強化繊維または、有機繊維および/または有機粒子を予め分散させる場合、前記工程(i)以前において、以下の工程を備えることが好ましい。
【0077】
(pre−i):分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)に調整する工程
(pre−ii):前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する工程。
【0078】
工程(pre−i)は、分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)に調整する。
【0079】
スラリー(b)の調整は、抄紙槽とは別に設けられた分散槽にて実施される。分散槽はスラリー(b)を収容可能な槽(容器)である。分散槽は、必要に応じて上述した強化繊維を分散させる手段を備えるものであってもよい。
【0080】
工程(pre―i)においては、予め製造に必要な量のスラリー(b)を調整しておいてもよいが、好ましくは第2の強化繊維を継続的に投入しながら連続的にスラリー(b)を調整することである。すなわち、前記したスラリー(a)と同様に、相当量のスラリーを一度に調整する必要をなくし、スラリー中において分散時間が異なる箇所を発生しにくくし、分散不良、分散ムラを抑制する観点から好ましい。よって、工程(pre−i)についても、工程(i)〜(iv)に連動するよう、分散媒体中への原料供給およびスラリー(b)の調整を継続的に実施することが好ましく、かかる態様とすることで生産性および工程安定性に優れたプロセスとすることができる。
【0081】
工程(pre−ii)は、前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する。
【0082】
工程(pre―ii)は、通常、工程(pre―i)が行われる分散槽と工程(i)が行われる抄紙槽とを接続する輸送部で行われる。
【0083】
スラリー(b)の輸送手段としては、送液ポンプによる動力を利用して輸送する方法があげられるが、好ましくは工程(pre―i)が行われる分散槽からオーバーフロー方式で輸送する方法である。これにより、輸送されるスラリー中の第2の強化繊維に極度な剪断力がかかり沈降、再凝集することを防ぎ、スラリー中の第2の強化繊維の分散状態を保ちながら輸送することができる。また、ポンプなど動力を使わずに経済的な輸送が可能である。
【0084】
オーバーフロー方式とは、容器(槽)から溢れる液体を、重力を利用して次の容器(槽)へ送液する方式を意味する。すなわち、送液ポンプなどの動力を実質的に用いずに送液する方式である。
【0085】
輸送部の形状としては、スラリーを輸送できる形状であれば特には限定されず、通常は管状である。輸送部は、湾曲部、屈曲部などの方向変換点を途中に有しない形状であること、すなわち、直線状であることが好ましい。
【0086】
輸送部は傾斜していること(スライダー方式)が好ましく、輸送部を水平方向から見る場合に、分散槽と輸送部との接続点が、抄紙槽と輸送部との接続点よりも高い位置にあるとよい。かかる傾斜としては、傾斜角が30〜60°であることが好ましく、40〜55°であることがより好ましい。傾斜角が30°未満であると工程(pre−ii)における輸送に長時間を要するおそれがある。傾斜角が60°を超えると、スラリー(b)の輸送時の流速が大きくなるため、工程(i)への到達時にスラリーに過剰の剪断が加わり、工程(iv)におけるスラリー(b)の分散状態が不十分となるおそれがある。ここで、傾斜角とは、輸送部の管の中心線と、重力方向と平行な線とが交差する部分の鉛直下方側の角度を意味する。尚、工程(pre−ii)をオーバーフロー方式で行う場合には、輸送部の分散槽との接続部は分散槽の壁面、特に上方に位置することが好ましい。
【0087】
また、抄紙基材の製造工程を複数系列備え、前記系列のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する工程(v)を備え、且つ全工程をオンラインで連続的に実施することが、目付けの大きい基材を効率的に作製する観点、および複数の種類の強化繊維よりなる積層された抄紙基材を効率的に作製する観点から好ましい。
【0088】
かかる製造工程とは、上述した工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)である。
【0089】
工程(v)は、複数系列ある製造工程のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する。
【0090】
それぞれの系列から得られる抄紙基材としては、それぞれが同じであってもいいし、それぞれが異なってもよく、用途や目的によって、所望に構成することができる。例としては、炭素繊維/ガラス繊維/炭素繊維、繊維長5mm/繊維長2mm/繊維長5mm、目付250g/m2/目付250g/m2、といった具合であって、強化繊維の種類、繊維長、抄紙基材の目付、など、種々の性質を選択することができる。
【0091】
抄紙基材を引き揃えて積層する速度としては、1〜30m/分であることが好ましく、得られた抄紙基材に弛みや過剰な張力が負荷されるのを防ぎ、基材のシワや破れを抑制する観点からは、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、使用する全ての系列においても等速であることが好ましい。
【0092】
なお、抄紙基材を引き揃えて積層するとは、抄紙基材のそれぞれが互いに重なり合うように引き取られる態様である。通常、抄紙基材の面方向に対して鉛直に見た場合、積層されるそれぞれの基材幅の中心が同一軸上にあることが好ましい。但し、使用用途によっては、意図的にずらして積層する場合もある。
【0093】
引き取られた基材は、ロール状に巻回してもよいし、所定長にカットしてもよいし、折り畳んでもよく、任意の最終形態で取り扱うことができる。
【0094】
かかる工程(v)を、工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)とオンラインで連続的に実施することが好ましい。
【0095】
オンラインとは、各工程の間が連続的に実施される方式であり、各工程が一連の流れとして行われるプロセスを意味する。一連の工程をオンラインで実施することにより、製品を短時間に得ることができる。
【0096】
さらに、前記工程(iv)または(v)以降において以下の工程を備え、かつ全工程をオンラインで連続的に実施することもできる。
【0097】
(vi):得られた抄紙基材に、オンラインでバインダーを付与する工程
(vii):前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程。
【0098】
工程(vi)は、得られた抄紙基材に、オンラインでバインダーを付与する工程である。
【0099】
バインダーは、強化繊維とマトリックス樹脂との間に介在し両者を連結する役割と、抄紙基材中の強化繊維同士を結着させることでシートとしての取扱性を改善する役割の2つの役割を有する。バインダーは通常、熱可塑性樹脂である。熱可塑性樹脂としては、アクリル系重合体、ビニル系重合体、ポリウレタン、ポリアミドおよびポリエステルが例示される。本発明においてはこれらの例より選ばれる1種、または2種以上が好ましく用いられる。また、熱可塑性樹脂は、強化繊維およびマトリックス樹脂との親和性を高める観点、およびバインダーを構成する熱可塑性樹脂同士の親和性を高めて抄紙基材に付与した際に取扱性を高める観点から、水酸基、アミノ基、エポキシ基、カルボキシル基、オキサゾリン基、カルボン酸塩基および酸無水物基から選択される少なくとも1種の官能基を有することが好ましく、2種以上を有していてもよい。中でも、水酸基、カルボキシル基、アミノ基を有する熱可塑性樹脂がより好ましい。
【0100】
バインダーの抄紙基材への付与は、バインダー(例えば上記熱可塑性樹脂)の水溶液、エマルジョンまたはサスペンジョンの形態で行うことが好ましい。水溶液とは水にほぼ完全に溶解した状態の溶液を意味し、エマルジョンとは完全に溶解しない2つの液体が液中で微細粒子を形成している状態の溶液(乳濁液)を意味し、サスペンジョンとは水に懸濁した状態の溶液(懸濁液)を意味する。液中の成分粒径の大きさは、水溶液<エマルジョン<サスペンジョンの順である。付与方式は特に問わないが、例えば熱可塑性樹脂の水溶液、エマルジョンまたはサスペンジョンに抄紙基材を浸漬する方式、シャワー式、などにより実施することができる。付与後は乾燥工程の前に、例えば吸引、または吸収紙などの吸収材へ吸収させるなどで、過剰分のバインダーを除去しておくことが好ましい。
【0101】
工程(vi)において、抄紙基材はバインダーの付与後に加熱されることが好ましい。加熱は、バインダーを付与する際の水分を乾燥すること、および抄紙基材全体にバインダーが行き渡るように被膜形成させるために好ましい。これにより、工程(vii)における引き取り速度を高めることが可能となり、繊維強化成形基材を短時間で得ることができる。加熱温度は、バインダー付与後の抄紙基材が乾燥する温度を適宜設定することができ、好ましくは100〜300℃、より好ましくは120〜250℃である。
【0102】
工程(vii)は、前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程である。
【0103】
バインダーを付与した抄紙基材を引き取る速度としては、1〜30m/分が好ましい。
【0104】
工程(v)と同様の理由で、工程(vii)における引き取り速度は、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、工程(v)を備える場合には、使用する全ての系列においても等速で、かつ、工程(v)における抄紙基材を引き揃えて積層する速度とも等速であることが好ましい。
【0105】
かかる工程(vi)および(vii)を、工程(i)〜(iv)、または工程(i)〜(v)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)、または、工程(pre−i)(pre−ii)および工程(i)〜(v)とオンラインで連続的に実施することが好ましい。
【0106】
さらに、前記工程(iv)または(v)または(vii)以降に以下の工程を備え、かつ全工程をオンラインで連続的に実施することもできる。
【0107】
(viii):得られる抄紙基材にオンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程
(ix):繊維強化成形基材を速度1〜30m/分で引き取る工程。
【0108】
工程(viii)は、得られる抄紙基材にオンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程である。
【0109】
マトリックス樹脂は、熱硬化性樹脂または熱可塑性樹脂であることが好ましい。熱硬化性樹脂としては、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、ジアリルフタレート樹脂、フェノール樹脂、マレイミド樹脂、シアン酸エステル樹脂が例示される。熱可塑性樹脂としては、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリトリメチレンテレフタレート(PTT)、ポリエチレンナフタレート(PENp)、液晶ポリエステル等のポリエステル系樹脂や、ポリエチレン(PE)、ポリプロピレン(PP)、ポリブチレン等のポリオレフィンやその酸変性物、スチレン系樹脂、ウレタン樹脂の他や、ポリオキシメチレン(POM)、ポリアミド(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、ポリ塩化ビニル(PVC)、ポリフェニレンスルフィド(PPS)、ポリフェニレンエーテル(PPE)、変性PPE、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン(PSU)、変性PSU、ポリエーテルスルホン(PES)、ポリケトン(PK)、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルケトンケトン(PEKK)、ポリアリレート(PAR)、ポリエーテルニトリル(PEN)、フェノール系樹脂およびフェノキシ樹脂が例示される。このうち、リサイクル性やリペア性の観点から熱可塑性樹脂が好ましく、なかでも力学特性の観点からポリアミド樹脂、軽量性の観点からポリプロピレン系樹脂、耐熱性の観点からはPPS樹脂がより好ましい。
【0110】
抄紙基材へのマトリックス樹脂の複合化は、マトリックス樹脂を抄紙基材に接触させることにより行うことができる。この場合のマトリックス樹脂の形態は特に限定されないが、例えば、マトリックス樹脂が熱可塑性樹脂の場合、布帛、不織布およびフィルムから選択される少なくとも1種の形態であることが好ましく、不織布であることがより好ましい。
【0111】
複合化は、加圧および/または加熱により行われることが好ましく、加圧と加熱の両方が同時に行われることがより好ましい。加圧の条件は0.01〜10MPaであることが好ましく、0.05〜5MPaであることがより好ましい。加熱の条件は、用いるマトリックス樹脂が溶融または流動可能な温度であることが好ましく、温度領域では50〜400℃であることが好ましく、80〜350℃であることがより好ましい。加圧および/または加熱は、マトリックス樹脂を抄紙基材に接触させた状態で行うことができる。例えば、マトリックス樹脂の布帛、不織布またはフィルムを抄紙基材の上下面に配置し、両面から加熱および/または加熱を行う(ダブルベルトプレス装置で挟み込む方法、等)方法があげられる。
【0112】
なお、工程(iv)ないし(v)において既に、マトリックス樹脂となる有機繊維および/または有機粒子が抄紙基材に含まれている場合、複合化するマトリックス樹脂を別途準備する必要はなく、抄紙基材を直接複合化すればよい。
【0113】
複合化の対象となる抄紙基材としては、工程(iv)、(v)または(vii)にて得られる抄紙基材であれば、特に限定されるものではないが、得られる繊維強化成形基材ないし繊維強化成形基材を成形して得られる成形品の機械特性の観点からは、工程(vii)にて得られるバインダーが付与された抄紙基材が好ましい。
【0114】
工程(ix)は、繊維強化成形基材を速度1〜30m/分で引き取る工程である。
【0115】
繊維強化成形基材を引き取る速度としては、1〜30m/分である。
【0116】
工程(vii)と同様の理由で、工程(iv)における引き取り速度は、工程(iv)における抄紙基材の引き取り速度と等速であることが好ましく、さらに、工程(vii)における抄紙基材の引き取り速度とも等速であることが好ましく、工程(v)を備える場合は、使用する全ての系列においても等速で、かつ、工程(v)における抄紙基材を引き揃えて積層する速度とも等速であることが好ましい。
【0117】
引き取られた繊維強化成形基材は、ロール状に巻回してもよいし、所定長にカットしてもよいし、折り畳んでもよく、任意の最終形態で取り扱うことができる。
【0118】
かかる工程(viii)および(ix)を、工程(i)〜(iv)、または工程(i)〜(v)、または工程(i)〜(vii)、または工程(pre−i)(pre−ii)および工程(i)〜(iv)、または工程(pre−i)(pre−ii)および工程(i)〜(v)、または工程(pre−i)(pre−ii)および工程(i)〜(vii)とオンラインで連続的に実施することが好ましい。
【0119】
本発明にて得られる抄紙基材は、熱可塑性樹脂や熱硬化性樹脂を含む繊維強化成形基材に用いることができる。また、本発明にて得られる繊維強化成形基材は、電気・電子機器部品、土木・建築用部品、自動車・二輪車用部品、航空機用部品等の各種用途に用いることができ、電子機器部品、自動車用の構造部品により好ましく用いられる。
【実施例】
【0120】
以下、実施例により本発明をさらに詳細に説明する。なお、実施例に用いた原料は以下のとおりである。
【0121】
強化繊維A1(PAN系炭素繊維)
強化繊維A1は、下記のようにして製造した。
【0122】
アクリロニトリル(AN)99.4モル%とメタクリル酸0.6モル%からなる共重合体を用いて、乾湿式紡糸方法により単繊維デニール1d、フィラメント数12,000のアクリル系繊維束を得た。得られたアクリル系繊維束を240〜280℃の温度の空気中で、延伸比1.05で加熱し、耐炎化繊維に転換し、次いで窒素雰囲気中300〜900℃の温度領域での昇温速度を200℃/分とし10%の延伸を行った後、1,300℃の温度まで昇温し焼成した。この炭素繊維束に硫酸を電解質とした水溶液で、炭素繊維1gあたり3クーロンの電解表面処理を行い、さらに浸漬法によりサイジング剤を付与し、120℃の温度の加熱空気中で乾燥しPAN系炭素繊維を得た。
【0123】
総フィラメント数:12,000本
単繊維直径:7μm
単位長さ当たりの質量:0.8g/m
比重:1.8g/cm3
引張強度(注1):4.2GPa
引張弾性率(注2):230GPa
O/C(注3):0.10
γ0(注4):43mJ/m2
サイジング種類:ポリオキシエチレンオレイルエーテル
サイジング付着量(注5):1.5質量%。
【0124】
強化繊維A2(PAN系炭素繊維)
強化繊維A2は、下記のようにして製造した。
【0125】
アクリロニトリル(AN)99.4モル%とメタクリル酸0.6モル%からなる共重合体を用いて、乾湿式紡糸方法により単繊維デニール1d、フィラメント数12,000のアクリル系繊維束を得た。得られたアクリル系繊維束を240〜280℃の温度の空気中で、延伸比1.05で加熱し、耐炎化繊維に転換し、次いで窒素雰囲気中300〜900℃の温度領域での昇温速度を200℃/分とし10%の延伸を行った後、1,300℃の温度まで昇温し焼成した。なお、サイジング剤は付与しなかった。
【0126】
総フィラメント数:12,000本
単繊維直径:7μm
単位長さ当たりの質量:0.8g/m
比重:1.8g/cm3
引張強度(注1):4.2GPa
引張弾性率(注2):230GPa
O/C(注3):0.05
γ0(注4):35mJ/m2。
【0127】
有機繊維B1(酸変性ポリプロピレン樹脂)
有機繊維B1は、三井化学(株)製、“アドマー(登録商標)”QE510を230℃で押し出して繊維状に加工して作製した。その物性は下記の通りである。
【0128】
比重:0.91
繊維径:50μm
融点:160℃。
【0129】
マトリックス樹脂C1(ナイロン6樹脂)
マトリックス樹脂C1は、東レ(株)製、“アミラン(登録商標)”CM1001を用いた。その物性は下記の通りである。
【0130】
比重:1.13
融点:225℃。
【0131】
バインダーD1
バインダーD1を構成するバインダー成分は、以下の手順で作製した。
【0132】
撹拌装置、温度センサー、還流冷却器、モノマー滴下口がついた1L四つ口フラスコに表1イオン交換水137.4gを仕込み、脱気、窒素ガスのバブリングを数回繰り返し溶存酸素濃度が2mg/L以下になるまで脱酸素した後、昇温を開始した。以後の乳化重合工程では、窒素ガスの吹き込みを継続した。
【0133】
メタクリル酸メチル(MMA)35.0g、メタクリル酸n−ブチル(BMA)54.0g、メタクリル酸(MA)1.0g、メタクリル酸2−ヒドロキシエチル(HEMA)10.0gのアクリル単量体混合物100g、「アデカリアソーブSR−1025」(アデカ(株)社製の反応性乳化剤、25%水溶液)8.0g、プレエマルジョン製造用イオン交換水39.7gを混合し、乳化機にかけ10000回転で10分間乳化し、プレエマルジョンを製造した。
【0134】
フラスコ内温度が重合温度の75℃になった時点で、プレエマルジョンの10wt%(14.8g)を投入した。フラスコ内温度が重合温度の75℃に回復した時点で、重合開始剤である過硫酸アンモニウム0.2gを添加し、この後75℃で1時間乳化重合を行った。
【0135】
プレエマルジョンの残り90wt%(132.9g)を3時間でフラスコ内に滴下し、滴下終了後75℃でさらに30分間重合を行った後、30分で80℃に昇温して熟成反応を行った。昇温30分後に過硫酸アンモニウム0.020g、イオン交換水0.400gを添加し、この後30分後に、さらに過硫酸アンモニウム0.010g、イオン交換水0.200gを添加し、添加終了後さらに30分間熟成反応を行い、冷却した。
【0136】
40℃以下になるまで冷却して、「アデカネートB−1016」(アデカ(株)の消泡剤)0.05gを添加し、さらに30分間撹拌、混合し、25%アンモニア水0.47g、希釈用イオン交換水393.5gを添加してアクリル系重合体を15.0質量%含むエマルジョンを製造した。
【0137】
(注1)引張強度、(注2)引張弾性率の測定条件
日本工業規格(JIS)−R−7601「樹脂含浸ストランド試験法」に記載された手法により、求めた。ただし、測定する炭素繊維の樹脂含浸ストランドは、“BAKELITE(登録商標)”ERL4221(100質量部)/3フッ化ホウ素モノエチルアミン(3質量部)/アセトン(4質量部)を、炭素繊維に含浸させ、130℃、30分で硬化させて形成した。また、ストランドの測定本数は、6本とし、各測定結果の平均値を、その炭素繊維の引張強度、引張弾性率とした。
【0138】
(注3)O/Cの測定の測定条件
X線光電子分光法により次の手順に従って求めた。まず、溶剤で炭素繊維表面に付着物などを除去した炭素繊維を20mmにカットして、銅製の試料支持台に拡げて並べた。X線源としてA1Kα1、2を用い、試料チャンバー中を1×108Torrに保った。測定時の帯電に伴うピークの補正値としてC1sの主ピークの運動エネルギー値(K.E.)を1202cVに合わせた。C1Sピーク面積を、K.E.として1191〜1205eVの範囲で直線のベースラインを引くことにより求めた。O1Sピーク面積を、K.E.として947〜959eVの範囲で直線のベースラインを引くことにより求めた。
【0139】
表面酸素濃度を、上記O1Sピーク面積とC1Sピーク面積の比から装置固有の感度補正値を用いて原子数比として算出した。X線光電子分光法装置として、国際電気社製モデルES−200を用い、感度補正値を1.74とした。
【0140】
(注4)炭素繊維の表面自由エネルギー
次の手順に従い、ウィルヘルミ法により測定した。なお、本実施例では接触角の測定装置としてDataPhysics社製DCAT11を用い、試料専用ホルダーはFH12(表面が粘着物質でコーティングされた平板)を使用した。試料となる炭素繊維の単繊維を、長さ12mmに8本カットした後、専用ホルダーFH12に単繊維間が2〜3mmとなるように平行に貼り付けた。次に、単繊維の先端を切り揃えてホルダーをDCAT11にセットした。測定は、精製水をはじめ各液状媒体の入ったセルを8本の単繊維の下端に0.2mm/sの速度で近づけ、単繊維の先端から5mmまで浸漬させた後、0.2mm/sの速度で単繊維を引き上げた。この操作を4回以上繰り返し、水液中に浸漬している時、すなわち単繊維が前進している際に単繊維の受ける力Fを電子天秤で測定し、この値を用いて次式より接触角θを算出した。
COSθ=(8本の単繊維が受ける力F(mN))/((8(単繊維の数)×単繊維の円周(m)×液体の表面張力(mJ/m2 ))
ここで、接触角θの算出において、通常は1〜4回の平均値を用いるが、本実施例においては、特に1回目の測定で得られた接触角を第1接触角として、別途算出した。これは、精製水をはじめ液状媒体への溶解性の高い成分が付着している場合、余剰付着成分が液中に溶出するため、第1接触角を算出する方がより正確なためである。
【0141】
なお、測定は炭素繊維束の異なる3カ所から抜き出した単繊維について実施した。すなわち、一つの炭素繊維束1検体に対して合計24本の単繊維についての接触角の平均値を求めた。
【0142】
前記手順に従い、水、エチレングリコール、燐酸トリクレゾールの各液状媒体に対するウィルヘルミ法によって測定される各接触角を、それぞれ算出した。かかる数値をもとに、以下のオーエンス(Owens)の近似式を用いて表面自由エネルギーγ0 、表面自由エネルギーの極性成分γ0P を算出した。オーエンス(Owens)の近似式(各液体固有の表面張力の極性成分と非極性成分、さらに接触角θにより構成させる式)は、各液状媒体の表面張力の成分(各媒体に固有の値)、接触角を代入し、X、Yにプロットした後、最小二乗法により直線近似したときの傾きaおよび切片bの二乗により求めた。
【0143】
Y=a・X+b
X=(液体の表面張力の極性成分(mJ/m2 ))0.5/(液体の表面張力の非極性成分(mJ/m2 ))0.5
Y=((1+cosθ)・(液体の表面張力(mJ/m2 ))/2(液体の表面張力の非極性成分(mJ/m2 ))0.5
γ0P (mJ/m2 )=a2
γ0 (mJ/m2 )=a2 +b2。
【0144】
各液状媒体の表面張力の極性成分および非極性成分は、以下次の固有値を使用したとおりである。
・精製水(PW):表面張力72.8mJ/m2 、極性成分51.0mJ/m2 、非極性成分21.8mJ/m2
・エチレングリコール(EG):表面張力48.0mJ/m2 、極性成分19.0mJ/m2 、非極性成分29.0mJ/m2
・燐酸トリクレゾール(TP):表面張力40.9mJ/m2 、極性成分1.7mJ/m2 、非極性成分39.2mJ/m2。
【0145】
(注5)サイジング剤の付着量の測定条件
試料として、サイジング剤が付着している炭素繊維約5gを採取し、耐熱性の容器に投入した。次にこの容器を120℃で3時間乾燥した。吸湿しないようにデシケーター中で注意しながら室温まで冷却後、秤量した質量をW1(g)とした。続いて、容器ごと、窒素雰囲気中で、450℃で15分間加熱後、同様にデシケーター中で吸湿しないように注意しながら室温まで冷却後、秤量した質量をW2(g)とした。以上の処理を経て、炭素繊維へのサイジング剤の付着量を次の式により求めた。
【0146】
付着量(質量%)=100×{(W1−W2)/W2}。
【0147】
なお、測定は3回行い、その平均値を付着量として採用した。
【0148】
各実施例で得られる抄紙基材の評価基準は次の通りである。
【0149】
・工程(i)〜(iii)所要時間
工程(i)において強化繊維が分散媒体に投入されてから、工程(iii)において抄紙基材がスラリー液面から抜け出すまでの時間を、工程(i)〜(iii)の所要時間として測定した。
【0150】
・実質製造時間(T1)
抄紙基材または繊維強化成形基材が巻取機に到達してから、所定量の基材を製造し終えるまでの時間を実質製造時間(T1)として測定した。
【0151】
・非製造時間(T2)
上記T1を除いた製造時間であって、製造準備、製品切り替えに要した時間を、非製造時間(T2)として測定した。なお、工程(i)〜(iv)以外の工程を含む場合、かかる工程に要した時間は除外して計上した。
【0152】
・必要工数
工程(i)〜(iv)に必要な、オペレーター人数と実質製造時間(T1)および非製造時間(T2)との積により算出した。なお、オペレーター人数については、設備毎に1名とし、分散槽、抄紙槽、巻取機のそれぞれに1名ずつ配置した。
【0153】
・強化繊維の分散状態
工程(iv)で得られた抄紙基材の任意の部位より、50mm×50mmの正方形状に基材を切り出して顕微鏡にて観察した。10本以上の炭素繊維の単繊維が束状になった状態、すなわち分散が不十分な炭素繊維の束の個数を測定した。かかる手順で20回の測定をおこない、その平均値から以下のA〜Cの指標で分級した。なお、とりわけ分散状態に優れる場合(分散が不十分な炭素繊維の束が1個未満)は、A+として位置づけた。
A+:分散が不十分な炭素繊維の束が1個未満
A:分散が不十分な炭素繊維の束が1個以上5個未満
B:分散が不十分な炭素繊維の束が5個以上10個未満
C:分散が不十分な炭素繊維の束が10個以上。
【0154】
・幅方向の目付安定性
工程(iv)で得られた抄紙基材(有効幅:500mm)の長手方向(製造方向)に任意の位置から、長手方向に50mm長の帯状基材を3枚切り出す。切り出した帯状基材の幅方向(長辺方向)に基材の何れか一端を基準とし100mm、250mm、400mmの点を中心に、50mm×50mmの正方形状に基材を切り出して、計9枚の重量を精密天秤にて小数点以下1桁までを有効桁として測定した。得られた重量の平均値と個別値とからCV値(%)を算出し、CV値の範囲から幅方向の目付安定性を、以下の通り分級した。
A:CV値が5%未満
B:CV値が5%以上〜8%未満
C:CV値が8%以上。
【0155】
・長手方向の目付安定性
工程(iv)で得られた抄紙基材(有効幅:500mm)の幅方向(製造方向)の中心点(抄紙基材の幅方向の何れか一端から250mmの位置)上において、50mm×50mmの正方形状に基材を9枚切り出す。切り出した基材について、精密天秤にて小数点以下1桁までを有効桁として測定した重量を測定した。得られた重量の平均値と個別値とからCV値(%)を算出し、CV値の範囲から長手方向の目付安定性を、以下の通り分級した。
A:CV値が5%未満
B:CV値が5%以上〜8%未満
C:CV値が8%以上。
【0156】
(実施例1)
図4の装置を用いて、抄紙基材を製造した。図4は、抄紙槽1として、大型角型シートマシン(熊谷理機工業株式会社製、No.2553−I(商品名))を備え、抄紙槽1の底部には、幅500mmの抄紙面10を有するメッシュコンベア11が設けられている。抄紙槽1の先には、抄紙基材12を運搬可能なポリプロピレン製の導布18を備えたコンベア13が、メッシュコンベア11に接続して設けられており、続いて、乾燥機14を備えるメッシュコンベア15に接続される。さらに、装置の終点部には、乾燥された抄紙基材12を巻回可能な巻取機16を備える。
【0157】
まず、強化繊維A2を、水を付与しながらカートリッジカッターで6.4mmにカットし、水を含むチョップド強化繊維(A2−1)を得た。水の質量含有率は、水を含むチョップド強化繊維全体の重量の25%となるように調整した。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、抄紙槽に375kg/分の供給速度で継続供給している状態で、A2−1(チョップド強化繊維)を0.015kg/分の投入速度で継続投入した。この時、抄紙槽における水切り位置P1と投入位置P2との距離Lは100mmであって、強化繊維束の投入範囲は抄紙槽の幅方向に50%とした。また、A2−1は手動投入とし速度コントロールはせず、投入範囲内において時間差を有さない態様とした。(工程(i))
次いで、固形成分濃度が0.004重量%のスラリーを抄紙槽にて調整した。(工程(ii))
次いで、抄紙槽に設けられた抄紙面にて分散媒体を吸引除去し、メッシュコンベアにて漉き上げて、抄紙基材12を得た。(工程(iii))
得られた抄紙基材は、コンベア13で導布18上に配置され、さらにコンベア15にて130℃の乾燥機中を通過し、巻取機にて導布と一緒にロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(iv))
本実施例において、工程(i)〜(iv)はオンラインであって、抄紙基材を連続的に製造した。
【0158】
得られた抄紙基材は目付10g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0159】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0160】
(実施例2)
強化繊維束の投入速度を0.075kg/分とし、スラリーの固形分濃度を0.02重量%とした以外は、実施例1と同様に抄紙基材を得た。
【0161】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0162】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0163】
(実施例3)
強化繊維束の投入範囲を抄紙槽の幅方向に90%とした以外は、実施例2と同様に抄紙基材を得た。
【0164】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0165】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0166】
(実施例4)
強化繊維束の投入速度が一定になる様に電子制御のフィーダーを用いた以外は、実施例3と同様に抄紙基材を得た。
【0167】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0168】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0169】
(実施例5)
強化繊維束が投入範囲内において時間差を有するように、螺旋状に溝切りされたロールを供給口に設けた以外は、実施例4と同様に抄紙基材を得た。
【0170】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0171】
(実施例6)
使用する強化繊維を強化繊維A1にした以外は、実施例5と同様に抄紙基材を得た。
【0172】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0173】
(実施例7)
抄紙槽における水切り位置P1と投入位置P2との距離Lを500mmとし、P1とP2との間に攪拌機8を設置した(図5)以外は、実施例6と同様に抄紙基材を得た。
【0174】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0175】
(実施例8)
強化繊維束の投入速度を0.15kg/分とし、スラリーの固形分濃度を0.04重量%とした以外は、実施例7と同様に抄紙基材を得た。
【0176】
得られた抄紙基材は目付100g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0177】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0178】
(実施例9)
図6の装置を用いて、抄紙基材を製造した。図6は、直径700mmの円筒形状の分散槽19を有し、分散槽19と抄紙槽1とを接続する直線状の輸送部(傾斜角45°)20を備えている。分散槽19の上面開口部には撹拌機8が付属し、開口部から原料を投入可能である。抄紙槽1以降の設備については、図5と同様とした。
【0179】
まず、有機繊維B1をカートリッジカッターで3.0mmにカットし、チョップド有機繊維(B1−1)を得た。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、分散槽に566kg/分の供給速度で継続供給している状態で、B1−1(チョップド有機繊維)を0.303kg/分の投入速度で継続投入した。これらを、攪拌機にて攪拌し、固形成分濃度が0.05重量%のスラリー(b)を調整した。(工程(pre−i))
得られたスラリー(b)は、輸送部を介して抄紙槽に継続的に供給した。(工程(pre−ii)
次いで、工程(i)〜(iv)に連続した。工程(i)〜(iv)については、抄紙槽に供給されたスラリー(b)に、A1−1(チョップド強化繊維)を0.15kg/分の投入速度で継続投入し、スラリー中の固形分濃度を0.08重量%とした以外は、実施例8と同様に抄紙基材を得た。
【0180】
本実施例において、工程(pre−i)(pre−ii)および工程(i)〜(iv)はオンラインであって、抄紙基材を連続的に製造した。
【0181】
得られた抄紙基材は目付302g/m2(強化繊維目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0182】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0183】
(実施例10)
図7の装置を用いて、抄紙基材を製造した。図7は、図6における抄紙槽1からコンベア13までの設備を2系列有しており、1系列目を中二階に、2系列目を地上に備える。
1系列目にて得られた抄紙基材(a)(目付:100g/m2)は、2系列目で得られた抄紙基材(b)(目付:100g/m2)とを、2系列目のコンベア13’上にて引き揃えて積層し、乾燥機を通過し、巻取機にてロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(v))
本実施例において、工程(i)〜(iv)は、1系列目および2系列目ともに実施例8と同様とした。
【0184】
本実施例において、工程(i)〜(v)はオンラインであって、抄紙基材を連続的に製造した。
【0185】
得られた抄紙基材は目付200g/m2(一層当たりの目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0186】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0187】
(実施例11)
図8の装置を用いて、抄紙基材を製造した。図8は、コンベア13の上方にカーテンコート式のバインダー付与装置21を備えること、および導布18を用いないこと以外は、図4と同様である。
【0188】
工程(iii)にて得られた抄紙基材に、バインダー付与装置にてバインダーD1の0.4質量%の水分散液(エマルジョン)を1.13kg/分の速度で塗布した。(工程(vi))
次いで、バインダーを付与した抄紙基材を、コンベア15にて200℃の乾燥機14中を通過させ、巻取機16にてロール状に巻回した。この時、引き取り速度は3m/分であり、引き取りに際して導布は使用しなかった。(工程(vii))
本実施例において、工程(i)〜(iv)は、実施例8と同様とした。
【0189】
本実施例において、工程(i)〜(iv)および工程(vi)(vii)はオンラインであって、抄紙基材を連続的に製造した。
【0190】
得られた抄紙基材は目付105g/m2(強化繊維目付:100g/m2)であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0191】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0192】
(実施例12)
図9の装置を用いて、抄紙基材を製造した。図9は、コンベア15に接続して、加圧、加熱および冷却が可能なダブルベルトプレス装置22が設けられており、ダブルベルトプレス装置の導入部の上下2カ所にマトリックス樹脂(ロール状)を収容するためのクリール23を備えること、および導布18を用いないこと以外は、図5の装置と同様である。
【0193】
工程(iv)にて乾燥機を通過した抄紙基材を、クリールより供給されるマトリックス樹脂C1からなる不織布(目付:100g/m2)にて上下方向から狭持し、ダブルベルトプレス装置に導入した。ダブルベルトプレス装置では、前半部にて250℃、3.5MPaで加熱加圧し、後半部にて60℃、3.5MPaで冷却加圧して、マトリックス樹脂が複合化された繊維強化成形基材を得た。(工程(viii))
得られた繊維強化成形基材を、巻取機16にてロール状に巻回した。この時、引き取り速度は3m/分であり、引き取りに際して導布は使用しなかった。(工程(ix))
本実施例において、工程(i)〜(iv)は、実施例8と同様とした。
【0194】
本実施例において、工程(i)〜(iv)および工程(viii)(ix)はオンラインであって、繊維強化成形基材を連続的に製造した。
【0195】
得られた繊維強化成形基材は目付300g/m2(強化繊維目付:100g/m2)、強化繊維含有量20%であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。
【0196】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0197】
(比較例1)
図10の装置を用いて、抄紙基材を製造した。図10は、直径700mmの円筒形状の分散槽24を有し、槽の下部に開閉可能なコック25を備えており、分散槽24の上面開口部には撹拌機8が付属し、開口部から原料を投入可能である。分散槽24のコック25には、直線上の輸送部20(傾斜角45°)が接続されており、抄紙槽1である大型角型シートマシン(熊谷理機工業株式会社製、No.2553−I(商品名))と前記分散槽24とを接続している。抄紙槽1の底部には、長さ1000mm×幅1000mmの抄紙面(メッシュシート製)10が設けられており、かかる抄紙面上にて抄紙基材12が得られる。
【0198】
まず、強化繊維A1を、水を付与しながらカートリッジカッターで6.4mmにカットし、水を含むチョップド強化繊維(A1−1)を得た。水の質量含有率は、水を含むチョップド強化繊維全体の重量の25%となるように調整した。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を250kg作製し、分散槽24に投入した。さらに、A1−1(チョップド強化繊維)0.05kgを分散槽24に投入した。(工程(x))
次いで、抄紙槽1に付属の攪拌機8にて攪拌し、固形成分濃度が0.02質量%のスラリーを調整した。(工程(xi))
次いで、分散槽24に設けられたコック25を解放し、輸送部20を介して、抄紙槽1にスラリーを流し込んだ。(工程(xii))
次いで、抄紙槽1に設けられた抄紙面10にて分散媒体を吸引除去し、メッシュシート上にて、抄紙基材12を得た。(工程(xiii))
得られた抄紙基材12を、130℃の乾燥機(図示せず)中にて乾燥し、シート状の抄紙基材を得た。(工程(xiv))
本比較例において、工程(x)(xi)をオンラインで行い、工程(xii)(xiii)(xiv)はオフラインで行って、抄紙基材を断続的に製造した。
【0199】
得られた抄紙基材は目付50g/m2であって、長さ1000mm×幅1000mmであった。この抄紙基材について、250m2を製造し、1バッチ毎に原料の切り替えを行った。なお、本比較例における工程(x)〜(xiv)は、実施例における工程(i)〜(iv)に相当するものとして扱う。
【0200】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0201】
(比較例2)
図6の装置を用いて、抄紙基材を製造した。
【0202】
まず、強化繊維A1をカートリッジカッターで6.4mmにカットし、チョップド強化繊維(A1−1)を得た。水と界面活性剤(ナカライテクス(株)製、ポリオキシエチレンラウリルエーテル(商品名))とからなる濃度0.1質量%の分散媒体17を、分散槽19に375kg/分の供給速度で継続供給している状態で、A1−1(チョップド強化繊維)を0.075kg/分の投入速度で継続投入した。(工程(xv))
次いで、抄紙槽1に付属の攪拌機8にて攪拌し、固形成分濃度が0.02質量%のスラリーを継続的に調整した。(工程(xvi))
次いで、得られたスラリーを、輸送部20を介して抄紙槽1に継続的に供給した。(工程(xvii))
次いで、抄紙槽1に設けられた抄紙面10にて分散媒体を吸引除去し、メッシュコンベアにて漉き上げて、抄紙基材12を得た。(工程(xviii))
得られた抄紙基材12は、コンベア13で導布18上に配置され、さらにコンベア15にて130℃の乾燥機14中を通過し、巻取機16にて導布18と一緒にロール状に巻回した。この時の引き取り速度は3m/分であった。(工程(xix))
本比較例において、工程(xv)〜(xix)はオンラインであって、抄紙基材を連続的に製造した。
【0203】
得られた抄紙基材は目付50g/m2であって、有効幅500mmであった。この抄紙基材について、250m2を製造し、100m毎にロール状に巻回、原料の切り替えを行った。なお、本比較例における工程(xv)〜(xix)は、実施例における工程(i)〜(iv)に相当するものとして扱う。
【0204】
以上について、各工程での実施条件および得られた抄紙基材の評価結果を、表1に示した。
【0205】
【表1】
【0206】
表1から明らかなように、実施例1〜12では、いずれも省工数にて抄紙基材を得ることができた。工程(i)〜(iv)を同一の抄紙槽にて実施することにより、従来の設備と比較して簡略化できるため、省スペース化、製品コスト削減に繋がるうえ、製造に必要な人員、時間を省力化できることから、更なる低コスト化に繋がる(実施例1〜12および比較例1〜2)。
【0207】
さらに、強化繊維束の投入方法(実施例3〜5、7)および処方(実施例6)を考慮することにより、抄紙基材の目付安定性や分散性に効果があり、とりわけ品位に優れる抄紙基材を製造可能である。
【0208】
また、種々のプロセスとオンラインで実施可能であって、混成材料、多層材料、繊維強化成形基材の製造が可能である(実施例9〜12)。
【0209】
生産性と品質安定性の観点からは、実施例7、8がとりわけ好ましい態様である。
【符号の説明】
【0210】
1 抄紙槽
2 引き取り方向
3 投入範囲
3−1〜20 投入範囲の区画
4 抄紙槽の幅
5 抄紙槽の幅方向の側壁面
5’ 抄紙槽の幅方向の側壁面
6 スラリー液面
7 スラリー液面と抄紙基材との境界
8 撹拌機
9 強化繊維束
10 抄紙面
11 メッシュコンベア
12 抄紙基材
13 コンベア
13’ 2系列目のコンベア
14 乾燥機
15 乾燥機を備えたコンベア
16 巻取機
17 分散媒体
18 導布
19 円筒形状の分散槽
20 輸送部
21 バインダー付与装置
22 ダブルベルトプレス装置
23 クリール
24 コック付きの円筒形状の分散槽
25 コック
【特許請求の範囲】
【請求項1】
少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施する抄紙基材の製造方法。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程
【請求項2】
前記工程(i)において、強化繊維束の投入を抄紙基材の引き取り方向に対し横断的に実施し、かつ、強化繊維束の投入範囲が抄紙槽の幅に対し80〜100%の範囲で実施する、請求項1に記載の抄紙基材の製造方法。
【請求項3】
前記工程(iii)において、スラリー(a)から強化繊維を漉き上げる水切り位置P1と前記工程(i)における強化繊維束の投入位置P2との距離Lが10mm以上である、請求項1または2に記載の抄紙基材の製造方法。
【請求項4】
前記工程(ii)で調整されるスラリー(a)中の強化繊維の質量含有量が、0.001〜1質量%である、請求項1〜3のいずれかに記載の抄紙基材の製造方法。
【請求項5】
前記工程(iv)における引き取り速度が、1〜30m/分である、請求項1〜4のいずれかに記載の抄紙基材の製造方法。
【請求項6】
前記工程(i)〜(iii)までの所要時間を5分以内とする、請求項1〜5のいずれかに記載の抄紙基材の製造方法。
【請求項7】
前記工程(i)における強化繊維束の投入速度が実質的に一定である、請求項1〜6のいずれかに記載の抄紙基材の製造方法。
【請求項8】
前記工程(i)において、強化繊維束が投入範囲内にて時間差を有して投入される、請求項1〜7のいずれかに記載の抄紙基材の製造方法。
【請求項9】
前記工程(i)において、分散媒体中に予め第2の強化繊維が分散されている、請求項1〜8のいずれかに記載の抄紙基材の製造方法。
【請求項10】
前記工程(i)において、分散媒体中に予め有機繊維および/または有機粒子が分散されている、請求項1〜8のいずれかに記載の抄紙基材の製造方法。
【請求項11】
分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)を調整する工程(pre−i)および前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する工程(pre−ii)を備える、請求項9または10に記載の抄紙基材の製造方法。
【請求項12】
前記強化繊維束の長さが1〜50mmである、請求項1〜11のいずれかに記載の抄紙基材の製造方法。
【請求項13】
前記強化繊維束のフィラメント数が12,000〜100,000本である、請求項1〜12のいずれかに記載の抄紙基材の製造方法。
【請求項14】
前記強化繊維が炭素繊維である、請求項1〜13のいずれかに記載の抄紙基材の製造方法。
【請求項15】
前記炭素繊維の表面酸素濃度O/Cが0.1〜0.3であり、かつウィルヘルミ法で測定される表面自由エネルギーγ0が40〜60mJ/m2である、請求項14に記載の抄紙基材の製造方法。
【請求項16】
前記抄紙基材の目付が10〜500g/m2である、請求項1〜15のいずれかに記載の抄紙基材の製造方法。
【請求項17】
請求項1〜16に記載の抄紙基材の製造方法を複数系列備え、前記系列のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する工程(v)を備え、かつ全工程がオンラインで連続的に実施される抄紙基材の製造方法。
【請求項18】
請求項1〜17で得られる抄紙基材に、オンラインでバインダーを付与する工程(vi)および前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程(vii)を備え、かつ全工程がオンラインで連続的に実施される抄紙基材の製造方法。
【請求項19】
請求項1〜18で得られる抄紙基材に、オンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程(viii)および繊維強化成形基材を速度1〜30m/分で引き取る工程(ix)を備え、かつ全工程がオンラインで連続的に実施される繊維強化成形基材の製造方法。
【請求項1】
少なくとも次の工程(i)〜(iv)を含み、少なくとも工程(i)〜(iii)を同一の抄紙槽で実施する抄紙基材の製造方法。
(i):分散媒体を有する抄紙槽に強化繊維束を継続的に投入する工程
(ii):強化繊維が分散媒体中に分散したスラリー(a)を調整する工程
(iii):スラリー(a)から分散媒体を除去して強化繊維を含む抄紙基材を得る工程
(iv):工程(iii)で得られた抄紙基材を引き取る工程
【請求項2】
前記工程(i)において、強化繊維束の投入を抄紙基材の引き取り方向に対し横断的に実施し、かつ、強化繊維束の投入範囲が抄紙槽の幅に対し80〜100%の範囲で実施する、請求項1に記載の抄紙基材の製造方法。
【請求項3】
前記工程(iii)において、スラリー(a)から強化繊維を漉き上げる水切り位置P1と前記工程(i)における強化繊維束の投入位置P2との距離Lが10mm以上である、請求項1または2に記載の抄紙基材の製造方法。
【請求項4】
前記工程(ii)で調整されるスラリー(a)中の強化繊維の質量含有量が、0.001〜1質量%である、請求項1〜3のいずれかに記載の抄紙基材の製造方法。
【請求項5】
前記工程(iv)における引き取り速度が、1〜30m/分である、請求項1〜4のいずれかに記載の抄紙基材の製造方法。
【請求項6】
前記工程(i)〜(iii)までの所要時間を5分以内とする、請求項1〜5のいずれかに記載の抄紙基材の製造方法。
【請求項7】
前記工程(i)における強化繊維束の投入速度が実質的に一定である、請求項1〜6のいずれかに記載の抄紙基材の製造方法。
【請求項8】
前記工程(i)において、強化繊維束が投入範囲内にて時間差を有して投入される、請求項1〜7のいずれかに記載の抄紙基材の製造方法。
【請求項9】
前記工程(i)において、分散媒体中に予め第2の強化繊維が分散されている、請求項1〜8のいずれかに記載の抄紙基材の製造方法。
【請求項10】
前記工程(i)において、分散媒体中に予め有機繊維および/または有機粒子が分散されている、請求項1〜8のいずれかに記載の抄紙基材の製造方法。
【請求項11】
分散媒体中に予め第2の強化繊維または、有機繊維および/または有機粒子を分散させたスラリー(b)を調整する工程(pre−i)および前記工程(pre−i)で得られたスラリー(b)を抄紙槽に輸送する工程(pre−ii)を備える、請求項9または10に記載の抄紙基材の製造方法。
【請求項12】
前記強化繊維束の長さが1〜50mmである、請求項1〜11のいずれかに記載の抄紙基材の製造方法。
【請求項13】
前記強化繊維束のフィラメント数が12,000〜100,000本である、請求項1〜12のいずれかに記載の抄紙基材の製造方法。
【請求項14】
前記強化繊維が炭素繊維である、請求項1〜13のいずれかに記載の抄紙基材の製造方法。
【請求項15】
前記炭素繊維の表面酸素濃度O/Cが0.1〜0.3であり、かつウィルヘルミ法で測定される表面自由エネルギーγ0が40〜60mJ/m2である、請求項14に記載の抄紙基材の製造方法。
【請求項16】
前記抄紙基材の目付が10〜500g/m2である、請求項1〜15のいずれかに記載の抄紙基材の製造方法。
【請求項17】
請求項1〜16に記載の抄紙基材の製造方法を複数系列備え、前記系列のそれぞれから得られる抄紙基材を速度1〜30m/分で引き揃えて積層する工程(v)を備え、かつ全工程がオンラインで連続的に実施される抄紙基材の製造方法。
【請求項18】
請求項1〜17で得られる抄紙基材に、オンラインでバインダーを付与する工程(vi)および前記バインダーを付与した抄紙基材を速度1〜30m/分で引き取る工程(vii)を備え、かつ全工程がオンラインで連続的に実施される抄紙基材の製造方法。
【請求項19】
請求項1〜18で得られる抄紙基材に、オンラインでマトリックス樹脂を複合化して繊維強化成形基材を得る工程(viii)および繊維強化成形基材を速度1〜30m/分で引き取る工程(ix)を備え、かつ全工程がオンラインで連続的に実施される繊維強化成形基材の製造方法。
【図1a】

【図1b】
【図1c】
【図1d】
【図2a】
【図2b】
【図3a】
【図3b】
【図3c】
【図3d】
【図3e】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図1b】
【図1c】
【図1d】
【図2a】
【図2b】
【図3a】
【図3b】
【図3c】
【図3d】
【図3e】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−157637(P2011−157637A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−18254(P2010−18254)
【出願日】平成22年1月29日(2010.1.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度 独立行政法人新エネルギー・産業技術総合開発機構 「サステナブルハイパーコンポジット技術の開発」、 産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年1月29日(2010.1.29)
【国等の委託研究の成果に係る記載事項】(出願人による申告)平成21年度 独立行政法人新エネルギー・産業技術総合開発機構 「サステナブルハイパーコンポジット技術の開発」、 産業技術力強化法第19条の適用を受ける特許出願
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]