
抄紙機および抄紙搬送ベルトの再生方法
【課題】 抄紙機の運転を停止することなく、搬送用ベルトの走行中に、使用によって湿紙剥離性が低下したベルトの性能を回復したり、抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる抄紙機、およびこのような抄紙機を用いて抄紙搬送用ベルトを再生する方法の提供。
【解決手段】 一対の無端ベルト状の抄紙搬送ベルトを有するプレス装置と、抄紙搬送ベルトのリターン側に配設されて抄紙搬送ベルトの湿紙接触面を研磨する研磨体を有する研磨装置を備え、抄紙搬送ベルトの湿紙接触面を研磨体により研磨して、湿紙剥離性が低下した表面平滑性を調節して湿紙剥離性を高め、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができるようにした。
【解決手段】 一対の無端ベルト状の抄紙搬送ベルトを有するプレス装置と、抄紙搬送ベルトのリターン側に配設されて抄紙搬送ベルトの湿紙接触面を研磨する研磨体を有する研磨装置を備え、抄紙搬送ベルトの湿紙接触面を研磨体により研磨して、湿紙剥離性が低下した表面平滑性を調節して湿紙剥離性を高め、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抄紙機および抄紙搬送用ベルト再生方法に関する。更に詳しくは、抄紙機の運転中に、湿紙剥離性が低下した抄紙搬送用ベルトの性能の回復のため、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生するためのベルトの研磨装置を備えた抄紙機、およびそれを用いて抄紙搬送用ベルトを再生する方法に関する。
【背景技術】
【0002】
一般に抄紙機は、ワイヤーパートと、プレスパートと、ドライヤーパートとを備えている。これらワイヤーパート、プレスパート、およびドライヤーパートは、この工程順で湿紙の搬送方向に沿って配置される。湿紙は、ワイヤーパート、プレスパート、およびドライヤーパートそれぞれに配設された抄紙搬送用具に次々と受け渡されながら搬送されるとともにプレスパートで水分を搾り出され(搾水)、最終的には、ドライヤーパートにおける抄紙搬送用具であるドライヤーカンバス上で乾燥させられる。プレスパートに配置されたプレス装置は、湿紙の搬送方向に沿って直列に並んで配置された複数のプレス機構を具備する。
【0003】
プレス機構には、湿紙を挟持した抄紙搬送用ベルトをロールとロールとで挟みながら加圧するロールプレス型と、ロールとシューとで挟みながら加圧するシュープレス型とがあるが、プレス機構ではいずれの方式でも、抄紙搬送用ベルトにより略同一速度で同一方向に搬送されてくる湿紙を、該抄紙搬送用ベルトと共にロールとロール或いはロールとシューとで加圧することにより、該湿紙から水分を搾水しながら吸水性フェルトからなる抄紙搬送用ベルトにその水分を吸収させる。
【0004】
特にシュープレス型抄紙機によれば、より一般的なロールプレス型抄紙機と比べて、プレスの加圧部(ニップ)のプレスゾーンを広く取れ、それにより加圧時間を長くできるので、より搾水性に優れる。
【0005】
抄紙搬送用ベルトは使用されるプレスパート毎に、其々が要求される機能が異なる。例えば第1プレス機構と第2プレス機構とを有するプレス装置において、第1プレス機構のトップ側及びボトム側には、湿紙から搾水した水分を吸収するため吸水性の優れたベルト(フェルト)が用いられる。またプレスパートにおいて湿紙の搬送方向の下流側に配置された第2プレス機構の抄紙搬送用ベルトには、特に湿紙表面を平滑化させるため、ベルトの湿紙接触面の平滑化が求められる。
【0006】
一方、ワイヤーパートとプレスパートとの間、プレス装置の第1プレス領域と第2プレス領域等のプレス機構間、そしてプレスパートとドライヤーパートとの間では、湿紙を次工程の抄紙搬送用具(例えば、ドライヤーカンバス)に受け渡す必要がある。よって、特にプレス装置における抄紙搬送用ベルトには、湿紙搾水機能および湿紙搬送機能だけでなく、次工程へ湿紙を渡す際に湿紙を抄紙搬送用ベルトからスムーズに離脱させる紙離れ機能(湿紙剥離性)が要求される。
【0007】
湿紙剥離性について説明すると、一般に表面の平滑度が極めて高い搬送用ベルトでは、湿紙とベルトの間に均一な厚さの水膜が生成し、これによって湿紙とベルトが強力に粘着するので、紙離れが悪くなる傾向がある。特にプレスパートの搬送方向下流側に配置される搬送用ベルトは、前記のとおり、平滑化機能が求められるので、湿紙表面を平滑化させるためのベルトの平滑化と、紙離れの改善とは相反する課題であり、これを一挙に解決するのは容易でない。
【0008】
湿紙の受け渡し時の湿紙剥離性の改善を図った抄紙搬送用ベルトとしては、湿紙を載置して搬送する湿紙載置面(湿紙接触面)の一部に疎水性素材を配置したものが知られている(特許文献1)。この抄紙搬送用ベルトは、より詳細には、湿紙載置面を有する高分子弾性部材と、該高分子弾性部材内に配置される表層形成体のいずれか一方の素材を疎水性として、湿紙載置面に水を遠ざける部分と、水を凝縮する部分とを分散状に設け、湿紙載置面と湿紙との間にできる水膜を破壊して湿紙剥離性の改善を図ったものである。
【0009】
また、抄紙搬送用ベルトの湿紙側表面から繊維体を突出させた構造の搬送用ベルトも知られている(特許文献2)。この搬送用ベルトにおいては、水分が毛細管現象により湿紙側表面から突出した繊維体に保持され、湿紙はベルトに貼りつくが、強力な粘着力を有する水膜にはならないので、次工程への受け渡しはスムーズに行なわれる。
【0010】
【特許文献1】特開2001−89990号公報
【特許文献2】特開2004−120274号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかし、このようにして湿紙剥離性が改善された搬送用ベルトであっても、一般に抄紙機のプレス装置で使用される抄紙搬送用ベルトは、長時間、高い圧力を受けることによって湿紙接触面は緻密化され、透水性が少なくなり平滑化してしまう。或いは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する場合もある。例えば抄紙搬送用ベルトが汚れた場合や、紙質を改善(湿紙表面を粗くしたり嵩高な紙質が要求される場合)することがある。前者の場合は、使用による湿紙接触面の平滑化によって湿紙剥離性が低下したベルトを、一旦抄紙機から取り外して再生作業を行なったり、新品のベルトと交換することはコスト高や稼働率の低下の大きな要因となる。
【0012】
本発明の目的は、上述した問題点を解決するために、抄紙機の運転を停止することなく、搬送用ベルトの走行中に、使用によって湿紙剥離性が低下したベルトの性能を回復すること及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる抄紙機および、このような抄紙機を用いて抄紙搬送用ベルトを再生する方法を提供することにある。
【課題を解決するための手段】
【0013】
即ち本発明は、下記(1)に記載の事項を特徴とする抄紙機である。
(1)湿紙を加圧して湿紙から水分を搾り出すプレス機構と、湿紙を挟持、搬送し、前記湿紙から搾り出された水分を吸収する一対の無端ベルト状の抄紙搬送用ベルトからなるプレス装置及び、前記抄紙搬送用ベルトのうち、少なくとも一方の抄紙搬送用ベルトのリターン側で、走行中のベルトの湿紙接触面を研磨することができる位置に、ベルトの湿紙接触面の表面平滑性を調節するために前記湿紙接触面を研磨する研磨体を有する研磨装置を備えた抄紙機。
【0014】
更に本発明の抄紙機は、下記(2)〜(5)の各実施態様で実施することができる。
(2)上記(1)の構成の抄紙機において、
前記研磨体が、前記研磨装置に回動自在に設けられ、そして回転しながら前記湿紙接触面を研磨すること。
(3)上記(1)または(2)の構成の抄紙機において、
前記研磨装置が、前記研磨体を前記抄紙搬送用ベルトのうち少なくとも一方の抄紙搬送用ベルトの幅方向に前記湿紙接触面と平行に移動するための移動装置を有し、そして前記研磨体を前記移動装置により前記幅方向に移動しながら前記研磨体で前記湿紙接触面を研磨すること。
(4)上記(3)の構成の抄紙機において、
前記研磨体が前記湿紙接触面を研磨する研磨動作位置と前記湿紙接触面から離間する待避位置との間を前記移動装置により移動自在であること。
【0015】
また、本発明は、上記抄紙機を用いて、下記(5)の方法により抄紙搬送用ベルトを走行中に再生することができる。
(5)抄紙搬送用ベルトの湿紙接触面を、前記ベルトのリターン側に配置された研磨装置により、ベルトのリターン走行中に研磨することにより、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節し、及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する。
【0016】
更に上記(5)の抄紙搬送用ベルト再生方法において、好ましい実施態様として、下記(6)または(7)の方法で行なうことができる。
(6)上記(5)の研磨を回転研磨により行なうこと。
(7)上記(6)の回転研磨を、抄紙搬送用ベルトの幅方向の回転研磨により行なうこと。
【発明の効果】
【0017】
本発明の抄紙機は、湿紙の搬送終了点から湿紙の搬送開始点へ戻る抄紙搬送用ベルトのリターン側に研磨装置を備え、ベルトの湿紙接触面を研磨することにより、使用により湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節して、その性能を回復したり、抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これによって長時間の使用によって平滑化が進み、湿紙剥離性が低下した抄紙搬送用ベルトの湿紙剥離性を元の状態に抄紙機自体で回復させることができるので、抄紙機の各工程間の湿紙の受け渡しがスムースに行なわれる。また抄紙機の使用状況においてベルトが汚れた場合や、紙質を改善するために、ベルト表面の粗さを粗くして、ベルト汚れを除去したり、嵩高な紙質の要求に答えることができる。
【0018】
また研磨装置をベルトのリターン側に配置し、抄紙機の運転を停止することなく、湿紙接触面を研磨することにより、抄紙作業を継続しながら、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの性能を再生し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これにより、抄紙作業と研磨作業を並行して実施して作業効率を向上することができる。
【0019】
また上記(2)の構成を有する本発明の抄紙機においては、研磨装置の研磨体が回転しながら抄紙搬送用ベルトの湿紙接触面に接触して当該湿紙接触面を研磨するので、湿紙接触面をバラツキの少ない均一な面粗さに加工することができる。
【0020】
また、上記(3)の構成を有する本発明の抄紙機においては、研磨装置に組み込まれた移動装置によって、研磨体を抄紙搬送用ベルトの幅方向且つ湿紙接触面と平行に移動させながら研磨体で抄紙搬送用ベルトの湿紙接触面を研磨することができるので、幅の狭い抄紙搬送用ベルトから幅の広い抄紙搬送用ベルトまで、同一の研磨装置により容易に湿紙接触面を研磨することができる。
【0021】
更に上記(4)の構成の抄紙機によれば、研磨体が、湿紙接触面を研磨する研磨動作位置と、湿紙接触面から離間する待避位置との間を移動装置により移動自在であるので、抄紙時には研磨体を待避位置に待機させておき、必要な時に研磨体を待避位置から研磨動作位置に移動して湿紙接触面を研磨することができる。これにより、抄紙時に研磨装置が抄紙作業の障害になることを防止できる。また、湿紙接触面の研磨時には研磨装置を単に待避位置から研磨動作位置に移動するだけで簡単に湿紙接触面を研磨することができる。従って、抄紙搬送用ベルトの研磨を効率よく実施することができる。
【0022】
また、上記抄紙機を用いた本発明の抄紙搬送用ベルト再生方法によれば、抄紙機の運転を停止することなく、抄紙作業を継続しながら湿紙接触面を研磨して、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節して、性能を随時再生、回復し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これによって、抄紙機の運転中、常に湿紙剥離性を低下させることなく、抄紙搬送用ベルトを使用することができる。
【0023】
更に上記(6)の抄紙搬送用ベルト再生方法によれば、研磨ステップにて抄紙搬送用ベルトの湿紙接触面に対して回転研磨が行なわれるので、湿紙接触面をバラツキの少ない均一な面粗さに加工することができる。
【0024】
上記(7)の抄紙搬送用ベルト再生方法によれば、研磨ステップにて抄紙搬送用ベルトの幅方向に湿紙接触面に対する回転研磨が行なわれるので、幅の狭い抄紙搬送用ベルトから幅の広い抄紙搬送用ベルトまで、容易に湿紙接触面を研磨することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る好適な実施形態を図面に基づいて詳細に説明する。
【0026】
図1は本発明に係る抄紙機の概略構成を示す平面図、図2は図1の抄紙機の要部である研磨装置の拡大斜視図である。
【0027】
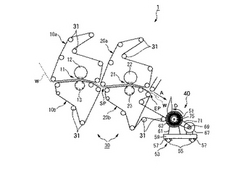
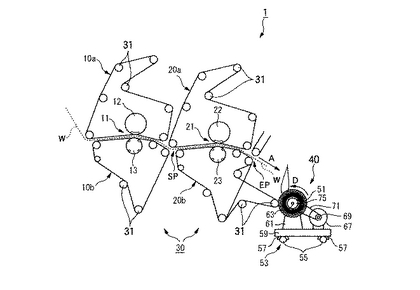
図1および図2に示されるように、本発明に係る抄紙機の一例であるシュープレス型抄紙機1は、プレス装置30と研磨装置40とを備えている。
【0028】
プレス装置30は、湿紙Wの搬送方向(矢印A方向)に沿って第1プレス機構11および第2プレス機構12からなる2台のプレス機構が直列に配置された、所謂クローズドドロータイプのプレス装置である。各プレス機構においては、それぞれ湿紙Wが抄紙搬送用ベルト10a,10bからなる一対のベルト10(第1プレス機構)及び20a,20bからなる一対のベルト20(第2プレス機構)に挟持された状態で搬送され、且つ加圧されるクローズドドロータイプのシュープレス型抄紙機とすることにより、湿紙Wを例えば1200〜1000m/minといった高速で安定して搬送することができる。これにより、オープンドロータイプのシュープレス型抄紙機等と比較して極めて高い効率で抄紙することが可能となる。
【0029】
第1プレス機構11は、一対の無端ベルト状の抄紙搬送用ベルト10と、第1ニップ(第1加圧部)を間に形成するように対向配置された第1シュー12および第1ロール13(第1シュープレス)とを備える。一対の抄紙搬送用ベルト10は、複数のローラ31に掛け渡され、第1シュー12と第1ロール13との間を通って循環走行するように配設されている。第1プレス機構11は、前工程であるワイヤーパート(図示せず)から供給された湿紙Wを一対の抄紙搬送用ベルト10で挟持して搬送しながら第1シュー12および第1ロール12で搾水した後、第2プレス機構21に受け渡す(その後、一対の抄紙搬送用ベルト10は、それぞれのリターン経路を通って再び元の位置に戻るように循環走行する)。
【0030】
また、第2プレス機構21は、一対の無端ベルト状の抄紙搬送用ベルト20と、第2ニップ(第2加圧部)を間に形成するように対向配置された第2シュー22および第2ロール23(第2シュープレス)とを備える。一対の抄紙搬送用ベルト20は、第1プレス機構11の一対の抄紙搬送用ベルト10と同様に、複数のローラ31に掛け渡され、第2シュー22と第2ロール23との間を通って循環走行するように配設されている。第2プレス機構21は、第1プレス機構11から供給される湿紙Wを搬送開始点SPにおいて一対の抄紙搬送用ベルト20により受け取り、当該抄紙搬送用ベルト20で挟持して搬送しながら第2シュー22および第2ロール23で搾水した後、搬送終了点EPにおいて湿紙Wを次工程であるドライヤーパート(図示せず)に供給する(その後、一対の抄紙搬送用ベルト20は、それぞれのリターン経路を通って再び元の位置に戻るように循環走行する)。
【0031】
研磨装置40は、抄紙搬送用ベルト10及び/又は20の湿紙接触面Sを研磨するためのものであり、図1の例では第2プレス機構21で用いられている抄紙搬送用ベルトのロール側ベルト20bのリターン側に研磨装置が配設されている。ここで、リターン側とは、抄紙搬送用ベルト20の場合、湿紙Wの搬送終了点EPから湿紙Wの搬送開始点SPへ戻る経路のことである。
【0032】
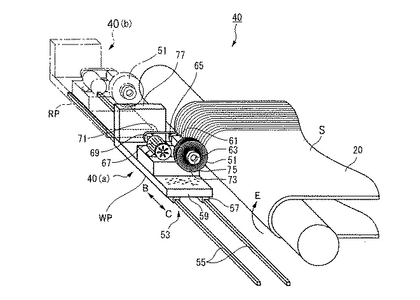
研磨装置40は図2に示すように、抄紙搬送用ベルト20の幅方向に平行に配設された一対のガイドレール55および基台59の下面に固定され且つガイドレール55に摺動可能に係合する摺動体57を有する移動装置53を備える。基台59に固定された支持台61には、一端に研磨体51が固定された回転軸63が回動自在に支持されている。回転軸63の他端に固定された被駆動プーリ65と、駆動モータ67の駆動プーリ69との間に、無端ベルト71が巻き掛けられている。研磨体51は、研磨材である多数のワイヤ状部材73がボス75に放射状に植設されたブラシ状部材である。各ワイヤ状部材73は、真ちゅうからなるが、真ちゅうの代わりに例えば、砥粒付きナイロンからなるものであってもよい。
【0033】
図2に示されるように、基台59は、駆動モータ等からなる移動機構77に駆動されてガイドレール55上を矢印BまたはC方向に移動可能となっており、よって、研磨体51が抄紙搬送用ベルト20に対向する研磨動作位置WPと、抄紙搬送用ベルト20から離間した待避位置RP(一点鎖線で示される。)との間を移動自在となっている。更に、抄紙搬送用ベルト20の研磨時に、移動機構77は研磨装置40を抄紙搬送用ベルト20の幅方向に往復移動させる。
【0034】
駆動モータ67の回転力は、無端ベルト71を介して研磨体51に伝達され、研磨体51が矢印D方向あるいはその逆方向(図1参照。)に回転しながら抄紙搬送用ベルト20の湿紙接触面Sに接触して該湿紙接触面Sの表面平滑性を調節するように研磨する。即ち、研磨体51は、抄紙搬送用ベルト20の幅方向に移動しながら抄紙搬送用ベルト20の湿紙接触面Sを全面にわたって回転研磨する。
【0035】
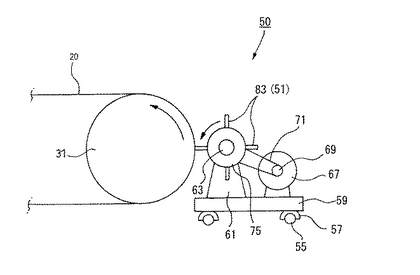
尚、本発明に係る抄紙機の研磨装置は、上記したブラシ式のものに限定されるものではなく、他の形式のものであってもよい。例えば、図3に示されるミリング加工装置とすることもできる。図3はミリング加工装置の概略側面図である。図3に示されるように、ミリング加工装置50の研磨体51は、駆動モータ67によって回転駆動されるボス75の外周面に複数個のブレード83が円周方向に植設されたものとなっている。そして、ミリング加工装置50は、ブレード83を回転しながら抄紙搬送用ベルト20の湿紙接触面Sに接触して湿紙接触面Sを回転研磨する。尚、各ブレード83には、例えば、JISの標記でSKH(高速度工具鋼鋼材:ハイス)、JISの標記でSK(炭素工具鋼鋼材)、等が用いられる。その他の部分は既に説明した研磨装置40と同様であるので、同一部分には同一符合または相当符合を付して説明を簡略化または省略する。
【0036】
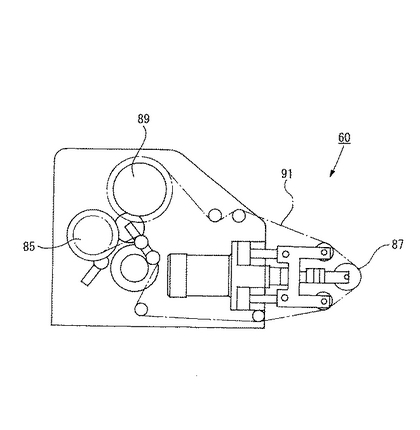
また、図4は他の形式の研磨装置であるフィルム研磨装置の概略側面図である。図4に示されるように、フィルム研磨装置60は、供給ロール85から供給される研磨フィルム91が、バックアップローラ87を通って回収ロール89に巻き取られるようになっており、研磨フィルム91の裏面をバックアップローラ87で押圧しながら、抄紙搬送用ベルト20の湿紙接触面Sに接触して湿紙接触面Sを研磨するようになっている。研磨フィルム91は、ポリエステル等のベルト状基材の表面に、研磨材としての酸化アルミニウム、シリコンカーバイト、酸化クローム、ダイアモンド、等の粒子が固着して形成されている。このようなフィルム研磨装置60の例としては、株式会社松田精機製の型番SP−50等を挙げることができる。
【0037】
その他、研磨装置は、抄紙搬送用ベルトの湿紙接触面を均一に研磨できるものであればどのような形態のものであってもよく、例えば、無端ベルト状基材の表面に金剛砂等の研磨粒子を固着したサンドペーパを走行させて研磨する、所謂、サンドペーパ研磨機、回転研磨体を有する装置を手持ち操作するポリシャ、等であってもよい。
【0038】
またこの研磨装置は通常、ベルトの湿紙接触面を粗くして、湿紙との密着力を低下させる目的で用いることが多いが、平滑性を求められるベルトの場合は、これを用いてより平滑にすることもできる。この場合はベルト表面を磨耗させるような研磨材を取り付けることにより、平滑化することができる。一方、抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する方法、即ちベルト表面の粗さを適宜自由に変更すること、例えば平滑性以外にもベルト表面を粗くして抄紙汚れを改善することや、紙質を改善(湿紙表面を粗くしたり嵩高な紙質に対処)することがある。
【0039】
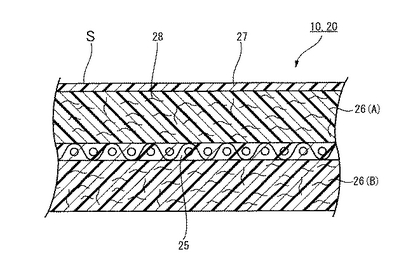
抄紙搬送用ベルト10;20は、種々の形態および組成のものを使用可能であるが、その一例を図5に示す。図5に示される抄紙搬送用ベルト10;20は、基層25と、バット層26(第1バット層26Aおよび第2バット層26B)と、表面に湿紙接触面Sを有する湿紙接触繊維層27とを備える。より詳細には、基層25の湿紙側の表面に第1バット層26Aが、基層25のプレス側の表面に第2バット層26Bが形成され、そして第1バット層26Aの湿紙側の表面に湿紙接触繊維層27が形成されている。これら基層25、第1バット層26A、第2バット層26Bおよび湿紙接触繊維層27は、ニードリングにより絡合一体化されている。
【0040】
抄紙搬送用ベルトの再生方法に係る発明は、研磨装置を備えた本発明の抄紙機を用いて、湿紙剥離性が低下した抄紙搬送用ベルトを、走行中に研磨して、ベルトの湿紙接触面の表面平滑性を調節する方法である。
図1に示されるように、ワイヤーパート(図示せず)から搬出されて第1プレス機構11に渡された湿紙Wは、10a,10bからなる一対の抄紙搬送用ベルト10に挟持されながら搬送され、そして第1シュー12および第1ロール13により加圧されることにより搾水され、その搾水された水分が抄紙搬送用ベルト10に吸収される。次に湿紙Wは、第2プレス機構21に渡されて、20a,20bからなる一対の抄紙搬送用ベルト20に挟持されながら搬送され、そして第2シュー22および第2ロール23により加圧されることにより更に搾水され、その搾水された水分が抄紙搬送用ベルト20に吸収される。その後、湿紙Wはドライヤーパート(図示せず)に渡されて乾燥される。
【0041】
図1の装置では第2プレス機構21の抄紙搬送用ベルト20bのリターン側に設けられた研磨装置40により、湿紙接触面Sが、ベルトのリターン走行中に研磨され、湿紙剥離性が回復可能される。具体的には、図2に示される移動機構77により、研磨装置40を抄紙搬送用ベルト20から離間した待避位置RPから、研磨体51が抄紙搬送用ベルト20に対向する研磨動作位置WPに移動し、そして駆動モータ67により研磨体51を矢印D方向あるいはその逆方向に回転させながら抄紙搬送用ベルト20の湿紙接触面Sに接触させて研磨し、これにより湿紙接触面Sに適度な凹凸面を形成して表面平滑性を調節する。このとき、研磨装置40が抄紙搬送用ベルト20の幅方向に揺動移動しながら抄紙搬送用ベルト20の湿紙接触面Sを研磨するので、湿紙接触面Sの全面を均一な表面粗さに研磨することができる。
【0042】
このように本発明の抄紙機を用いれば、抄紙搬送用ベルト20の湿紙接触面Sを研磨することにより、使用中に湿紙剥離性が低下した抄紙搬送用の湿紙剥離性を回復し、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができるので、抄紙搬送用ベルト20の使用期間は従来の期間より大幅に長くなり、抄紙搬送用ベルト20の長寿命化が図れる。研磨装置40による抄紙搬送用ベルト20の湿紙接触面Sの研磨作業は、抄紙作業中または、抄紙作業停止中に一定期間ごとに行なっても、或いは、常時行なうようにしてもよく、或いは、SP及び/又はEPで紙離れ不良が発生した時点(多くの場合、SPでの抄紙搬送フェルト20がブローイング現象を起こしたり、抄紙搬送フェルト10、20に湿紙が密着して次工程へ離脱しない紙盗られの現象が起こる)で、研磨装置40の研磨作業を開始するようにしてもよい。
【0043】
上記した実施形態では、研磨装置は第2プレス機構の抄紙搬送用ベルトのリターン側に配置したものとして説明したが、第1プレス機構の抄紙搬送用ベルトのリターン側に配置することも、或いは両者のリターン側に配置することもできる。しかし、抄紙機のプレス機構においては特にその下流部分、即ち第2プレス機構のロール側抄紙搬送用ベルト(図1における20b)には湿紙平滑性が要求されるので、ベルト自身にも平滑性が求められるので、湿紙剥離性改善効果の大きい本発明適用の効果が大きい。また、抄紙機は、シュープレス型抄紙機に限定されず、ロールプレス型抄紙機であってもよい。更に、プレス装置は、2段のプレス機構を備えたプレス装置として説明したが、一つのプレス機構を具備したプレス装置あるいは多数のプレス機構が直列に並んで配置されたプレス装置であってもよいことは言うまでもなく、この場合にも、研磨装置を特定のプレス機構に、あるいは全てのプレス機構に配備することもできる。
【0044】
尚、本発明は、前述した実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。その他、前述した実施形態における各構成要素の材質、形状、寸法、数値、形態、数、配置箇所、等は本発明を達成できるものであれば任意であり、限定されない。
【0045】
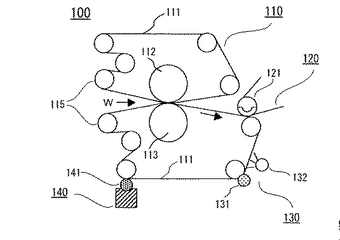
抄紙搬送用ベルトの湿紙剥離性は、プレスロール通過後の湿紙の次工程への移行の難易度により判定することができる。湿紙剥離性測定のための装置を図6に示す。
【0046】
図6の測定装置100において、一対のプレスロール112,113と、プレスロールに挟持された一対の湿紙搬送用ベルト111とによりプレス部110が構成され、湿紙搬送用ベルト111は、複数のガイドロール115により、一定の張力を保ちつつ支持されており、プレスロール112,113の回転に連れ回りすることにより、駆動される。
プレス部の下流部に、ドライヤーパート120に受け渡すための、サクションロール121が設置され、ベルトが無端状に掛け渡され、ガイドロールに支持され、駆動されている。
【0047】
またプレス部のロール側湿紙搬送用ベルト111のリターン側にはドクター装置130と研磨装置140が設置されている。ドクター装置130は使用中のベルトの状態(使用による平滑化)を再現するために、プレスロールを通過した湿紙搬送用ベルト表面をシャワー132で洗浄した後、ドクター端子131をベルトに当てて平滑化する。又研磨装置140は、平滑化した湿紙搬送用ベルト表面を研磨体141で研磨して、表面平滑性を調整する。
【0048】
図6の装置において、湿紙Wは、プレス部よりも上流側に位置する湿紙搬送用ベルト111上へ載置される。湿紙Wは、プレス部を通過した後、サクションロール121まで到達する。ここで、湿紙Wは、このサクションロールの吸引により、ドライヤーパート120に受け渡される。ここでの移行の成否により湿紙剥離性が判定される。
つまり、湿紙剥離性の改善効果は、研磨処理を受けた湿紙搬送用ベルトが湿紙を載置し、プレス部を通過した後、サクションロールへ受け渡しが行なわれるか否かで判定される。
【実施例】
【0049】
図6の装置を用いて湿紙搬送用ベルトの走行実験を行い、研磨による湿紙搬送用ベルトの湿紙剥離性の改善効果の評価を行った。なお実験の条件は下記のとおりである。
【0050】
(1)運転条件
(1)ベルトの走行速度:150m/min
プレス部の加圧圧力:40kg/cm
サクションロールの真空度:150mmHg
【0051】
(2)使用した湿紙
クラフトパルプにより構成。坪量80g/m2、ドライネス38%
【0052】
(3)研磨装置
(1)研磨装置:回転式サンドペーパー装置
(2)研磨体:#100酸化アルミニウムのサンドペーパー
【0053】
(4)ドクター装置
ドクター端子は、#600酸化アルミニウムのサンドペーパーで、湿紙搬送用ベルト10を回転させながら、ドクター端子をベルト表面に当てて使用中のベルトの状態(使用による平滑化)を再現した
【0054】
(5)プレスフェルトの構成、物性
織布と、織布にニードルパンチにより絡合一体化されたバット層とからなる、一般的な構造のもの。
坪量:1200g/m2
バット繊度:5.6dtex
フェルト密度:0.45g/cm3
【0055】
[テスト1](標準状態)
図6の装置を用い、ドクター装置のみ使用(研磨装置は退避位置RPに移しておく)して、湿紙接触面の表面粗さがRz:10μmの湿紙搬送用ベルトを作成した。そして湿紙の走行テストを実施し、サクションロールにおけるベルトの紙離れ性を評価した。その結果、湿紙はサクションロールSRの吸引により、ドライヤーパートへ移行しなかった。この状態は使用により平滑化されたベルトの標準状態として再現したものである。
【0056】
[テスト2]
図6の装置を用い、研磨装置を研磨動作位置WPに移して、幅方向に移動速度100mm/minで湿紙接触面を数往復研磨して、湿紙接触面の表面粗さがRz:35μmの湿紙搬送用ベルトを作成した。そして湿紙の走行テストを実施し、サクションロールにおけるベルトの紙離れ性を評価した。その結果、湿紙はサクションロールSRの吸引により、ドライヤーパートへ移行した。
【0057】
[テスト3]
テスト2で用いた湿紙搬送用ベルトの湿紙接触面をドクター端子により摩耗させ、表面粗さをRz:10μmまで平滑にして、テスト1と同様にして湿紙の走行テストを実施した。その結果、湿紙はドライヤーパートに移行しなかった。
【0058】
[テスト4]
テスト3で表面を平滑にした湿紙搬送用ベルトを研磨装置により、粗さRz:35μmまで再研磨して、湿紙の走行テストを実施した。その結果、湿紙はドライヤーパートに移行した。
【産業上の利用可能性】
【0059】
抄紙機のプレスパートにおいては、特に湿紙表面を平滑化させるため、抄紙搬送用ベルトの湿紙接触面の平滑化が求められる一方、湿紙を次工程に受け渡す際の湿紙剥離性が良好であることも要求され、両者を同時に解決するのは容易ではなかった。しかも、抄紙搬送用ベルトは高圧での長時間使用により平滑化が更に進行し、湿紙剥離性が低下するので、良好な湿紙剥離性を長時間保持することは、抄紙機の安定運転にとって極めて重要な課題である。
本発明はこの課題を一挙に解決したもので、抄紙搬送用ベルトのリターン側に研磨装置を設置することにより、湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節することができる。
【0060】
また本発明は抄紙機の運転を停止することなく、抄紙作業を継続しながら湿紙接触面を研磨することにより、湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節して、性能を随時再生、回復し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。ことができる。これにより、ベルトの取替えや、抄紙機の一時的な停止も不要となり、抄紙作業と研磨作業を並行して実施して作業効率を向上することができる。
【0061】
また研磨装置に組み込まれた移動装置によって、研磨体を抄紙搬送用ベルトの幅方向且つ湿紙接触面と平行に移動させながら研磨体で抄紙搬送用ベルトの湿紙接触面を研磨することができるので、幅方向に均一に湿紙接触面を研磨することができ、更に必要な時だけ研磨体を待避位置から研磨動作位置に移動して湿紙接触面を研磨することができるので研磨装置が抄紙作業の障害になることも少ない。
【図面の簡単な説明】
【0062】
【図1】本発明に係る抄紙機の概略構成を示す平面図である。
【図2】本発明の抄紙機中の研磨装置の拡大斜視図である。
【図3】ミリング加工装置の概略側面図である。
【図4】フィルム研磨装置の概略側面図である。
【図5】抄紙搬送用ベルトの一例の縦断面図である。
【図6】抄紙搬送用ベルトの湿紙剥離性測定用装置の概略図である。
【符号の説明】
【0063】
1 抄紙機
10 抄紙搬送用ベルト(第1プレス機構)
10a (シュープレス側)
10b (ロール側)
11 第1プレス機構
12 第1シュー
13 第1ロール
20 抄紙搬送用ベルト(第2プレス機構)
20a (シュープレス側)
20b (ロール側)
21 第2プレス機構
22 第2シュー
23 第2ロール
25 基層
26 バット層
27 湿紙接触繊維層
30 プレス装置
31 ローラ
40 研磨装置
40(a) 研磨装置(研磨作動位置)
40(b) 研磨装置(退避位置)
50 ミリング加工装置(研磨装置)
51 研磨体
53 移動装置
55 ガイドレール
57 摺動体
59 基台
61 支持台
63 回転軸
65 被駆動プーリ
67 駆動モーター
69 駆動プーリ
71 無端ベルト
73 ワイヤ部材
75 ボス
77 移動機構
83 ブレード
60 フィルム研磨装置(研磨装置)
85 供給ロール
87 バックアップローラ
89 回収ロール
91 研磨フィルム
100 湿紙剥離性測定用装置
110 湿紙搬送用ベルト
111 プレス部
112 プレスロール
113 プレスロール
115 ガイドロール
120 ドライヤーパート
121 サクションロール
130 ドクター装置
131 ドクター端子
132 シャワー
140 研磨装置
141 研磨体
S 湿紙接触面
W 湿紙
WP 研磨動作位置
RP 待避位置
EP 湿紙の搬送終了点
SP 湿紙の搬送開始点
【技術分野】
【0001】
本発明は、抄紙機および抄紙搬送用ベルト再生方法に関する。更に詳しくは、抄紙機の運転中に、湿紙剥離性が低下した抄紙搬送用ベルトの性能の回復のため、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生するためのベルトの研磨装置を備えた抄紙機、およびそれを用いて抄紙搬送用ベルトを再生する方法に関する。
【背景技術】
【0002】
一般に抄紙機は、ワイヤーパートと、プレスパートと、ドライヤーパートとを備えている。これらワイヤーパート、プレスパート、およびドライヤーパートは、この工程順で湿紙の搬送方向に沿って配置される。湿紙は、ワイヤーパート、プレスパート、およびドライヤーパートそれぞれに配設された抄紙搬送用具に次々と受け渡されながら搬送されるとともにプレスパートで水分を搾り出され(搾水)、最終的には、ドライヤーパートにおける抄紙搬送用具であるドライヤーカンバス上で乾燥させられる。プレスパートに配置されたプレス装置は、湿紙の搬送方向に沿って直列に並んで配置された複数のプレス機構を具備する。
【0003】
プレス機構には、湿紙を挟持した抄紙搬送用ベルトをロールとロールとで挟みながら加圧するロールプレス型と、ロールとシューとで挟みながら加圧するシュープレス型とがあるが、プレス機構ではいずれの方式でも、抄紙搬送用ベルトにより略同一速度で同一方向に搬送されてくる湿紙を、該抄紙搬送用ベルトと共にロールとロール或いはロールとシューとで加圧することにより、該湿紙から水分を搾水しながら吸水性フェルトからなる抄紙搬送用ベルトにその水分を吸収させる。
【0004】
特にシュープレス型抄紙機によれば、より一般的なロールプレス型抄紙機と比べて、プレスの加圧部(ニップ)のプレスゾーンを広く取れ、それにより加圧時間を長くできるので、より搾水性に優れる。
【0005】
抄紙搬送用ベルトは使用されるプレスパート毎に、其々が要求される機能が異なる。例えば第1プレス機構と第2プレス機構とを有するプレス装置において、第1プレス機構のトップ側及びボトム側には、湿紙から搾水した水分を吸収するため吸水性の優れたベルト(フェルト)が用いられる。またプレスパートにおいて湿紙の搬送方向の下流側に配置された第2プレス機構の抄紙搬送用ベルトには、特に湿紙表面を平滑化させるため、ベルトの湿紙接触面の平滑化が求められる。
【0006】
一方、ワイヤーパートとプレスパートとの間、プレス装置の第1プレス領域と第2プレス領域等のプレス機構間、そしてプレスパートとドライヤーパートとの間では、湿紙を次工程の抄紙搬送用具(例えば、ドライヤーカンバス)に受け渡す必要がある。よって、特にプレス装置における抄紙搬送用ベルトには、湿紙搾水機能および湿紙搬送機能だけでなく、次工程へ湿紙を渡す際に湿紙を抄紙搬送用ベルトからスムーズに離脱させる紙離れ機能(湿紙剥離性)が要求される。
【0007】
湿紙剥離性について説明すると、一般に表面の平滑度が極めて高い搬送用ベルトでは、湿紙とベルトの間に均一な厚さの水膜が生成し、これによって湿紙とベルトが強力に粘着するので、紙離れが悪くなる傾向がある。特にプレスパートの搬送方向下流側に配置される搬送用ベルトは、前記のとおり、平滑化機能が求められるので、湿紙表面を平滑化させるためのベルトの平滑化と、紙離れの改善とは相反する課題であり、これを一挙に解決するのは容易でない。
【0008】
湿紙の受け渡し時の湿紙剥離性の改善を図った抄紙搬送用ベルトとしては、湿紙を載置して搬送する湿紙載置面(湿紙接触面)の一部に疎水性素材を配置したものが知られている(特許文献1)。この抄紙搬送用ベルトは、より詳細には、湿紙載置面を有する高分子弾性部材と、該高分子弾性部材内に配置される表層形成体のいずれか一方の素材を疎水性として、湿紙載置面に水を遠ざける部分と、水を凝縮する部分とを分散状に設け、湿紙載置面と湿紙との間にできる水膜を破壊して湿紙剥離性の改善を図ったものである。
【0009】
また、抄紙搬送用ベルトの湿紙側表面から繊維体を突出させた構造の搬送用ベルトも知られている(特許文献2)。この搬送用ベルトにおいては、水分が毛細管現象により湿紙側表面から突出した繊維体に保持され、湿紙はベルトに貼りつくが、強力な粘着力を有する水膜にはならないので、次工程への受け渡しはスムーズに行なわれる。
【0010】
【特許文献1】特開2001−89990号公報
【特許文献2】特開2004−120274号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかし、このようにして湿紙剥離性が改善された搬送用ベルトであっても、一般に抄紙機のプレス装置で使用される抄紙搬送用ベルトは、長時間、高い圧力を受けることによって湿紙接触面は緻密化され、透水性が少なくなり平滑化してしまう。或いは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する場合もある。例えば抄紙搬送用ベルトが汚れた場合や、紙質を改善(湿紙表面を粗くしたり嵩高な紙質が要求される場合)することがある。前者の場合は、使用による湿紙接触面の平滑化によって湿紙剥離性が低下したベルトを、一旦抄紙機から取り外して再生作業を行なったり、新品のベルトと交換することはコスト高や稼働率の低下の大きな要因となる。
【0012】
本発明の目的は、上述した問題点を解決するために、抄紙機の運転を停止することなく、搬送用ベルトの走行中に、使用によって湿紙剥離性が低下したベルトの性能を回復すること及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる抄紙機および、このような抄紙機を用いて抄紙搬送用ベルトを再生する方法を提供することにある。
【課題を解決するための手段】
【0013】
即ち本発明は、下記(1)に記載の事項を特徴とする抄紙機である。
(1)湿紙を加圧して湿紙から水分を搾り出すプレス機構と、湿紙を挟持、搬送し、前記湿紙から搾り出された水分を吸収する一対の無端ベルト状の抄紙搬送用ベルトからなるプレス装置及び、前記抄紙搬送用ベルトのうち、少なくとも一方の抄紙搬送用ベルトのリターン側で、走行中のベルトの湿紙接触面を研磨することができる位置に、ベルトの湿紙接触面の表面平滑性を調節するために前記湿紙接触面を研磨する研磨体を有する研磨装置を備えた抄紙機。
【0014】
更に本発明の抄紙機は、下記(2)〜(5)の各実施態様で実施することができる。
(2)上記(1)の構成の抄紙機において、
前記研磨体が、前記研磨装置に回動自在に設けられ、そして回転しながら前記湿紙接触面を研磨すること。
(3)上記(1)または(2)の構成の抄紙機において、
前記研磨装置が、前記研磨体を前記抄紙搬送用ベルトのうち少なくとも一方の抄紙搬送用ベルトの幅方向に前記湿紙接触面と平行に移動するための移動装置を有し、そして前記研磨体を前記移動装置により前記幅方向に移動しながら前記研磨体で前記湿紙接触面を研磨すること。
(4)上記(3)の構成の抄紙機において、
前記研磨体が前記湿紙接触面を研磨する研磨動作位置と前記湿紙接触面から離間する待避位置との間を前記移動装置により移動自在であること。
【0015】
また、本発明は、上記抄紙機を用いて、下記(5)の方法により抄紙搬送用ベルトを走行中に再生することができる。
(5)抄紙搬送用ベルトの湿紙接触面を、前記ベルトのリターン側に配置された研磨装置により、ベルトのリターン走行中に研磨することにより、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節し、及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する。
【0016】
更に上記(5)の抄紙搬送用ベルト再生方法において、好ましい実施態様として、下記(6)または(7)の方法で行なうことができる。
(6)上記(5)の研磨を回転研磨により行なうこと。
(7)上記(6)の回転研磨を、抄紙搬送用ベルトの幅方向の回転研磨により行なうこと。
【発明の効果】
【0017】
本発明の抄紙機は、湿紙の搬送終了点から湿紙の搬送開始点へ戻る抄紙搬送用ベルトのリターン側に研磨装置を備え、ベルトの湿紙接触面を研磨することにより、使用により湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節して、その性能を回復したり、抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これによって長時間の使用によって平滑化が進み、湿紙剥離性が低下した抄紙搬送用ベルトの湿紙剥離性を元の状態に抄紙機自体で回復させることができるので、抄紙機の各工程間の湿紙の受け渡しがスムースに行なわれる。また抄紙機の使用状況においてベルトが汚れた場合や、紙質を改善するために、ベルト表面の粗さを粗くして、ベルト汚れを除去したり、嵩高な紙質の要求に答えることができる。
【0018】
また研磨装置をベルトのリターン側に配置し、抄紙機の運転を停止することなく、湿紙接触面を研磨することにより、抄紙作業を継続しながら、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの性能を再生し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これにより、抄紙作業と研磨作業を並行して実施して作業効率を向上することができる。
【0019】
また上記(2)の構成を有する本発明の抄紙機においては、研磨装置の研磨体が回転しながら抄紙搬送用ベルトの湿紙接触面に接触して当該湿紙接触面を研磨するので、湿紙接触面をバラツキの少ない均一な面粗さに加工することができる。
【0020】
また、上記(3)の構成を有する本発明の抄紙機においては、研磨装置に組み込まれた移動装置によって、研磨体を抄紙搬送用ベルトの幅方向且つ湿紙接触面と平行に移動させながら研磨体で抄紙搬送用ベルトの湿紙接触面を研磨することができるので、幅の狭い抄紙搬送用ベルトから幅の広い抄紙搬送用ベルトまで、同一の研磨装置により容易に湿紙接触面を研磨することができる。
【0021】
更に上記(4)の構成の抄紙機によれば、研磨体が、湿紙接触面を研磨する研磨動作位置と、湿紙接触面から離間する待避位置との間を移動装置により移動自在であるので、抄紙時には研磨体を待避位置に待機させておき、必要な時に研磨体を待避位置から研磨動作位置に移動して湿紙接触面を研磨することができる。これにより、抄紙時に研磨装置が抄紙作業の障害になることを防止できる。また、湿紙接触面の研磨時には研磨装置を単に待避位置から研磨動作位置に移動するだけで簡単に湿紙接触面を研磨することができる。従って、抄紙搬送用ベルトの研磨を効率よく実施することができる。
【0022】
また、上記抄紙機を用いた本発明の抄紙搬送用ベルト再生方法によれば、抄紙機の運転を停止することなく、抄紙作業を継続しながら湿紙接触面を研磨して、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節して、性能を随時再生、回復し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。これによって、抄紙機の運転中、常に湿紙剥離性を低下させることなく、抄紙搬送用ベルトを使用することができる。
【0023】
更に上記(6)の抄紙搬送用ベルト再生方法によれば、研磨ステップにて抄紙搬送用ベルトの湿紙接触面に対して回転研磨が行なわれるので、湿紙接触面をバラツキの少ない均一な面粗さに加工することができる。
【0024】
上記(7)の抄紙搬送用ベルト再生方法によれば、研磨ステップにて抄紙搬送用ベルトの幅方向に湿紙接触面に対する回転研磨が行なわれるので、幅の狭い抄紙搬送用ベルトから幅の広い抄紙搬送用ベルトまで、容易に湿紙接触面を研磨することができる。
【発明を実施するための最良の形態】
【0025】
以下、本発明に係る好適な実施形態を図面に基づいて詳細に説明する。
【0026】
図1は本発明に係る抄紙機の概略構成を示す平面図、図2は図1の抄紙機の要部である研磨装置の拡大斜視図である。
【0027】
図1および図2に示されるように、本発明に係る抄紙機の一例であるシュープレス型抄紙機1は、プレス装置30と研磨装置40とを備えている。
【0028】
プレス装置30は、湿紙Wの搬送方向(矢印A方向)に沿って第1プレス機構11および第2プレス機構12からなる2台のプレス機構が直列に配置された、所謂クローズドドロータイプのプレス装置である。各プレス機構においては、それぞれ湿紙Wが抄紙搬送用ベルト10a,10bからなる一対のベルト10(第1プレス機構)及び20a,20bからなる一対のベルト20(第2プレス機構)に挟持された状態で搬送され、且つ加圧されるクローズドドロータイプのシュープレス型抄紙機とすることにより、湿紙Wを例えば1200〜1000m/minといった高速で安定して搬送することができる。これにより、オープンドロータイプのシュープレス型抄紙機等と比較して極めて高い効率で抄紙することが可能となる。
【0029】
第1プレス機構11は、一対の無端ベルト状の抄紙搬送用ベルト10と、第1ニップ(第1加圧部)を間に形成するように対向配置された第1シュー12および第1ロール13(第1シュープレス)とを備える。一対の抄紙搬送用ベルト10は、複数のローラ31に掛け渡され、第1シュー12と第1ロール13との間を通って循環走行するように配設されている。第1プレス機構11は、前工程であるワイヤーパート(図示せず)から供給された湿紙Wを一対の抄紙搬送用ベルト10で挟持して搬送しながら第1シュー12および第1ロール12で搾水した後、第2プレス機構21に受け渡す(その後、一対の抄紙搬送用ベルト10は、それぞれのリターン経路を通って再び元の位置に戻るように循環走行する)。
【0030】
また、第2プレス機構21は、一対の無端ベルト状の抄紙搬送用ベルト20と、第2ニップ(第2加圧部)を間に形成するように対向配置された第2シュー22および第2ロール23(第2シュープレス)とを備える。一対の抄紙搬送用ベルト20は、第1プレス機構11の一対の抄紙搬送用ベルト10と同様に、複数のローラ31に掛け渡され、第2シュー22と第2ロール23との間を通って循環走行するように配設されている。第2プレス機構21は、第1プレス機構11から供給される湿紙Wを搬送開始点SPにおいて一対の抄紙搬送用ベルト20により受け取り、当該抄紙搬送用ベルト20で挟持して搬送しながら第2シュー22および第2ロール23で搾水した後、搬送終了点EPにおいて湿紙Wを次工程であるドライヤーパート(図示せず)に供給する(その後、一対の抄紙搬送用ベルト20は、それぞれのリターン経路を通って再び元の位置に戻るように循環走行する)。
【0031】
研磨装置40は、抄紙搬送用ベルト10及び/又は20の湿紙接触面Sを研磨するためのものであり、図1の例では第2プレス機構21で用いられている抄紙搬送用ベルトのロール側ベルト20bのリターン側に研磨装置が配設されている。ここで、リターン側とは、抄紙搬送用ベルト20の場合、湿紙Wの搬送終了点EPから湿紙Wの搬送開始点SPへ戻る経路のことである。
【0032】
研磨装置40は図2に示すように、抄紙搬送用ベルト20の幅方向に平行に配設された一対のガイドレール55および基台59の下面に固定され且つガイドレール55に摺動可能に係合する摺動体57を有する移動装置53を備える。基台59に固定された支持台61には、一端に研磨体51が固定された回転軸63が回動自在に支持されている。回転軸63の他端に固定された被駆動プーリ65と、駆動モータ67の駆動プーリ69との間に、無端ベルト71が巻き掛けられている。研磨体51は、研磨材である多数のワイヤ状部材73がボス75に放射状に植設されたブラシ状部材である。各ワイヤ状部材73は、真ちゅうからなるが、真ちゅうの代わりに例えば、砥粒付きナイロンからなるものであってもよい。
【0033】
図2に示されるように、基台59は、駆動モータ等からなる移動機構77に駆動されてガイドレール55上を矢印BまたはC方向に移動可能となっており、よって、研磨体51が抄紙搬送用ベルト20に対向する研磨動作位置WPと、抄紙搬送用ベルト20から離間した待避位置RP(一点鎖線で示される。)との間を移動自在となっている。更に、抄紙搬送用ベルト20の研磨時に、移動機構77は研磨装置40を抄紙搬送用ベルト20の幅方向に往復移動させる。
【0034】
駆動モータ67の回転力は、無端ベルト71を介して研磨体51に伝達され、研磨体51が矢印D方向あるいはその逆方向(図1参照。)に回転しながら抄紙搬送用ベルト20の湿紙接触面Sに接触して該湿紙接触面Sの表面平滑性を調節するように研磨する。即ち、研磨体51は、抄紙搬送用ベルト20の幅方向に移動しながら抄紙搬送用ベルト20の湿紙接触面Sを全面にわたって回転研磨する。
【0035】
尚、本発明に係る抄紙機の研磨装置は、上記したブラシ式のものに限定されるものではなく、他の形式のものであってもよい。例えば、図3に示されるミリング加工装置とすることもできる。図3はミリング加工装置の概略側面図である。図3に示されるように、ミリング加工装置50の研磨体51は、駆動モータ67によって回転駆動されるボス75の外周面に複数個のブレード83が円周方向に植設されたものとなっている。そして、ミリング加工装置50は、ブレード83を回転しながら抄紙搬送用ベルト20の湿紙接触面Sに接触して湿紙接触面Sを回転研磨する。尚、各ブレード83には、例えば、JISの標記でSKH(高速度工具鋼鋼材:ハイス)、JISの標記でSK(炭素工具鋼鋼材)、等が用いられる。その他の部分は既に説明した研磨装置40と同様であるので、同一部分には同一符合または相当符合を付して説明を簡略化または省略する。
【0036】
また、図4は他の形式の研磨装置であるフィルム研磨装置の概略側面図である。図4に示されるように、フィルム研磨装置60は、供給ロール85から供給される研磨フィルム91が、バックアップローラ87を通って回収ロール89に巻き取られるようになっており、研磨フィルム91の裏面をバックアップローラ87で押圧しながら、抄紙搬送用ベルト20の湿紙接触面Sに接触して湿紙接触面Sを研磨するようになっている。研磨フィルム91は、ポリエステル等のベルト状基材の表面に、研磨材としての酸化アルミニウム、シリコンカーバイト、酸化クローム、ダイアモンド、等の粒子が固着して形成されている。このようなフィルム研磨装置60の例としては、株式会社松田精機製の型番SP−50等を挙げることができる。
【0037】
その他、研磨装置は、抄紙搬送用ベルトの湿紙接触面を均一に研磨できるものであればどのような形態のものであってもよく、例えば、無端ベルト状基材の表面に金剛砂等の研磨粒子を固着したサンドペーパを走行させて研磨する、所謂、サンドペーパ研磨機、回転研磨体を有する装置を手持ち操作するポリシャ、等であってもよい。
【0038】
またこの研磨装置は通常、ベルトの湿紙接触面を粗くして、湿紙との密着力を低下させる目的で用いることが多いが、平滑性を求められるベルトの場合は、これを用いてより平滑にすることもできる。この場合はベルト表面を磨耗させるような研磨材を取り付けることにより、平滑化することができる。一方、抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生する方法、即ちベルト表面の粗さを適宜自由に変更すること、例えば平滑性以外にもベルト表面を粗くして抄紙汚れを改善することや、紙質を改善(湿紙表面を粗くしたり嵩高な紙質に対処)することがある。
【0039】
抄紙搬送用ベルト10;20は、種々の形態および組成のものを使用可能であるが、その一例を図5に示す。図5に示される抄紙搬送用ベルト10;20は、基層25と、バット層26(第1バット層26Aおよび第2バット層26B)と、表面に湿紙接触面Sを有する湿紙接触繊維層27とを備える。より詳細には、基層25の湿紙側の表面に第1バット層26Aが、基層25のプレス側の表面に第2バット層26Bが形成され、そして第1バット層26Aの湿紙側の表面に湿紙接触繊維層27が形成されている。これら基層25、第1バット層26A、第2バット層26Bおよび湿紙接触繊維層27は、ニードリングにより絡合一体化されている。
【0040】
抄紙搬送用ベルトの再生方法に係る発明は、研磨装置を備えた本発明の抄紙機を用いて、湿紙剥離性が低下した抄紙搬送用ベルトを、走行中に研磨して、ベルトの湿紙接触面の表面平滑性を調節する方法である。
図1に示されるように、ワイヤーパート(図示せず)から搬出されて第1プレス機構11に渡された湿紙Wは、10a,10bからなる一対の抄紙搬送用ベルト10に挟持されながら搬送され、そして第1シュー12および第1ロール13により加圧されることにより搾水され、その搾水された水分が抄紙搬送用ベルト10に吸収される。次に湿紙Wは、第2プレス機構21に渡されて、20a,20bからなる一対の抄紙搬送用ベルト20に挟持されながら搬送され、そして第2シュー22および第2ロール23により加圧されることにより更に搾水され、その搾水された水分が抄紙搬送用ベルト20に吸収される。その後、湿紙Wはドライヤーパート(図示せず)に渡されて乾燥される。
【0041】
図1の装置では第2プレス機構21の抄紙搬送用ベルト20bのリターン側に設けられた研磨装置40により、湿紙接触面Sが、ベルトのリターン走行中に研磨され、湿紙剥離性が回復可能される。具体的には、図2に示される移動機構77により、研磨装置40を抄紙搬送用ベルト20から離間した待避位置RPから、研磨体51が抄紙搬送用ベルト20に対向する研磨動作位置WPに移動し、そして駆動モータ67により研磨体51を矢印D方向あるいはその逆方向に回転させながら抄紙搬送用ベルト20の湿紙接触面Sに接触させて研磨し、これにより湿紙接触面Sに適度な凹凸面を形成して表面平滑性を調節する。このとき、研磨装置40が抄紙搬送用ベルト20の幅方向に揺動移動しながら抄紙搬送用ベルト20の湿紙接触面Sを研磨するので、湿紙接触面Sの全面を均一な表面粗さに研磨することができる。
【0042】
このように本発明の抄紙機を用いれば、抄紙搬送用ベルト20の湿紙接触面Sを研磨することにより、使用中に湿紙剥離性が低下した抄紙搬送用の湿紙剥離性を回復し、あるいは抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができるので、抄紙搬送用ベルト20の使用期間は従来の期間より大幅に長くなり、抄紙搬送用ベルト20の長寿命化が図れる。研磨装置40による抄紙搬送用ベルト20の湿紙接触面Sの研磨作業は、抄紙作業中または、抄紙作業停止中に一定期間ごとに行なっても、或いは、常時行なうようにしてもよく、或いは、SP及び/又はEPで紙離れ不良が発生した時点(多くの場合、SPでの抄紙搬送フェルト20がブローイング現象を起こしたり、抄紙搬送フェルト10、20に湿紙が密着して次工程へ離脱しない紙盗られの現象が起こる)で、研磨装置40の研磨作業を開始するようにしてもよい。
【0043】
上記した実施形態では、研磨装置は第2プレス機構の抄紙搬送用ベルトのリターン側に配置したものとして説明したが、第1プレス機構の抄紙搬送用ベルトのリターン側に配置することも、或いは両者のリターン側に配置することもできる。しかし、抄紙機のプレス機構においては特にその下流部分、即ち第2プレス機構のロール側抄紙搬送用ベルト(図1における20b)には湿紙平滑性が要求されるので、ベルト自身にも平滑性が求められるので、湿紙剥離性改善効果の大きい本発明適用の効果が大きい。また、抄紙機は、シュープレス型抄紙機に限定されず、ロールプレス型抄紙機であってもよい。更に、プレス装置は、2段のプレス機構を備えたプレス装置として説明したが、一つのプレス機構を具備したプレス装置あるいは多数のプレス機構が直列に並んで配置されたプレス装置であってもよいことは言うまでもなく、この場合にも、研磨装置を特定のプレス機構に、あるいは全てのプレス機構に配備することもできる。
【0044】
尚、本発明は、前述した実施形態に限定されるものではなく、適宜、変形、改良、等が可能である。その他、前述した実施形態における各構成要素の材質、形状、寸法、数値、形態、数、配置箇所、等は本発明を達成できるものであれば任意であり、限定されない。
【0045】
抄紙搬送用ベルトの湿紙剥離性は、プレスロール通過後の湿紙の次工程への移行の難易度により判定することができる。湿紙剥離性測定のための装置を図6に示す。
【0046】
図6の測定装置100において、一対のプレスロール112,113と、プレスロールに挟持された一対の湿紙搬送用ベルト111とによりプレス部110が構成され、湿紙搬送用ベルト111は、複数のガイドロール115により、一定の張力を保ちつつ支持されており、プレスロール112,113の回転に連れ回りすることにより、駆動される。
プレス部の下流部に、ドライヤーパート120に受け渡すための、サクションロール121が設置され、ベルトが無端状に掛け渡され、ガイドロールに支持され、駆動されている。
【0047】
またプレス部のロール側湿紙搬送用ベルト111のリターン側にはドクター装置130と研磨装置140が設置されている。ドクター装置130は使用中のベルトの状態(使用による平滑化)を再現するために、プレスロールを通過した湿紙搬送用ベルト表面をシャワー132で洗浄した後、ドクター端子131をベルトに当てて平滑化する。又研磨装置140は、平滑化した湿紙搬送用ベルト表面を研磨体141で研磨して、表面平滑性を調整する。
【0048】
図6の装置において、湿紙Wは、プレス部よりも上流側に位置する湿紙搬送用ベルト111上へ載置される。湿紙Wは、プレス部を通過した後、サクションロール121まで到達する。ここで、湿紙Wは、このサクションロールの吸引により、ドライヤーパート120に受け渡される。ここでの移行の成否により湿紙剥離性が判定される。
つまり、湿紙剥離性の改善効果は、研磨処理を受けた湿紙搬送用ベルトが湿紙を載置し、プレス部を通過した後、サクションロールへ受け渡しが行なわれるか否かで判定される。
【実施例】
【0049】
図6の装置を用いて湿紙搬送用ベルトの走行実験を行い、研磨による湿紙搬送用ベルトの湿紙剥離性の改善効果の評価を行った。なお実験の条件は下記のとおりである。
【0050】
(1)運転条件
(1)ベルトの走行速度:150m/min
プレス部の加圧圧力:40kg/cm
サクションロールの真空度:150mmHg
【0051】
(2)使用した湿紙
クラフトパルプにより構成。坪量80g/m2、ドライネス38%
【0052】
(3)研磨装置
(1)研磨装置:回転式サンドペーパー装置
(2)研磨体:#100酸化アルミニウムのサンドペーパー
【0053】
(4)ドクター装置
ドクター端子は、#600酸化アルミニウムのサンドペーパーで、湿紙搬送用ベルト10を回転させながら、ドクター端子をベルト表面に当てて使用中のベルトの状態(使用による平滑化)を再現した
【0054】
(5)プレスフェルトの構成、物性
織布と、織布にニードルパンチにより絡合一体化されたバット層とからなる、一般的な構造のもの。
坪量:1200g/m2
バット繊度:5.6dtex
フェルト密度:0.45g/cm3
【0055】
[テスト1](標準状態)
図6の装置を用い、ドクター装置のみ使用(研磨装置は退避位置RPに移しておく)して、湿紙接触面の表面粗さがRz:10μmの湿紙搬送用ベルトを作成した。そして湿紙の走行テストを実施し、サクションロールにおけるベルトの紙離れ性を評価した。その結果、湿紙はサクションロールSRの吸引により、ドライヤーパートへ移行しなかった。この状態は使用により平滑化されたベルトの標準状態として再現したものである。
【0056】
[テスト2]
図6の装置を用い、研磨装置を研磨動作位置WPに移して、幅方向に移動速度100mm/minで湿紙接触面を数往復研磨して、湿紙接触面の表面粗さがRz:35μmの湿紙搬送用ベルトを作成した。そして湿紙の走行テストを実施し、サクションロールにおけるベルトの紙離れ性を評価した。その結果、湿紙はサクションロールSRの吸引により、ドライヤーパートへ移行した。
【0057】
[テスト3]
テスト2で用いた湿紙搬送用ベルトの湿紙接触面をドクター端子により摩耗させ、表面粗さをRz:10μmまで平滑にして、テスト1と同様にして湿紙の走行テストを実施した。その結果、湿紙はドライヤーパートに移行しなかった。
【0058】
[テスト4]
テスト3で表面を平滑にした湿紙搬送用ベルトを研磨装置により、粗さRz:35μmまで再研磨して、湿紙の走行テストを実施した。その結果、湿紙はドライヤーパートに移行した。
【産業上の利用可能性】
【0059】
抄紙機のプレスパートにおいては、特に湿紙表面を平滑化させるため、抄紙搬送用ベルトの湿紙接触面の平滑化が求められる一方、湿紙を次工程に受け渡す際の湿紙剥離性が良好であることも要求され、両者を同時に解決するのは容易ではなかった。しかも、抄紙搬送用ベルトは高圧での長時間使用により平滑化が更に進行し、湿紙剥離性が低下するので、良好な湿紙剥離性を長時間保持することは、抄紙機の安定運転にとって極めて重要な課題である。
本発明はこの課題を一挙に解決したもので、抄紙搬送用ベルトのリターン側に研磨装置を設置することにより、湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節することができる。
【0060】
また本発明は抄紙機の運転を停止することなく、抄紙作業を継続しながら湿紙接触面を研磨することにより、湿紙剥離性が低下した抄紙搬送用ベルトの表面平滑性を調節して、性能を随時再生、回復し、また抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することができる。ことができる。これにより、ベルトの取替えや、抄紙機の一時的な停止も不要となり、抄紙作業と研磨作業を並行して実施して作業効率を向上することができる。
【0061】
また研磨装置に組み込まれた移動装置によって、研磨体を抄紙搬送用ベルトの幅方向且つ湿紙接触面と平行に移動させながら研磨体で抄紙搬送用ベルトの湿紙接触面を研磨することができるので、幅方向に均一に湿紙接触面を研磨することができ、更に必要な時だけ研磨体を待避位置から研磨動作位置に移動して湿紙接触面を研磨することができるので研磨装置が抄紙作業の障害になることも少ない。
【図面の簡単な説明】
【0062】
【図1】本発明に係る抄紙機の概略構成を示す平面図である。
【図2】本発明の抄紙機中の研磨装置の拡大斜視図である。
【図3】ミリング加工装置の概略側面図である。
【図4】フィルム研磨装置の概略側面図である。
【図5】抄紙搬送用ベルトの一例の縦断面図である。
【図6】抄紙搬送用ベルトの湿紙剥離性測定用装置の概略図である。
【符号の説明】
【0063】
1 抄紙機
10 抄紙搬送用ベルト(第1プレス機構)
10a (シュープレス側)
10b (ロール側)
11 第1プレス機構
12 第1シュー
13 第1ロール
20 抄紙搬送用ベルト(第2プレス機構)
20a (シュープレス側)
20b (ロール側)
21 第2プレス機構
22 第2シュー
23 第2ロール
25 基層
26 バット層
27 湿紙接触繊維層
30 プレス装置
31 ローラ
40 研磨装置
40(a) 研磨装置(研磨作動位置)
40(b) 研磨装置(退避位置)
50 ミリング加工装置(研磨装置)
51 研磨体
53 移動装置
55 ガイドレール
57 摺動体
59 基台
61 支持台
63 回転軸
65 被駆動プーリ
67 駆動モーター
69 駆動プーリ
71 無端ベルト
73 ワイヤ部材
75 ボス
77 移動機構
83 ブレード
60 フィルム研磨装置(研磨装置)
85 供給ロール
87 バックアップローラ
89 回収ロール
91 研磨フィルム
100 湿紙剥離性測定用装置
110 湿紙搬送用ベルト
111 プレス部
112 プレスロール
113 プレスロール
115 ガイドロール
120 ドライヤーパート
121 サクションロール
130 ドクター装置
131 ドクター端子
132 シャワー
140 研磨装置
141 研磨体
S 湿紙接触面
W 湿紙
WP 研磨動作位置
RP 待避位置
EP 湿紙の搬送終了点
SP 湿紙の搬送開始点
【特許請求の範囲】
【請求項1】
湿紙を加圧して湿紙から水分を搾り出すプレス機構と、湿紙を挟持、搬送し、前記湿紙から搾り出された水分を吸収する一対の無端ベルト状の抄紙搬送用ベルトからなるプレス装置及び、前記抄紙搬送用ベルトのうち、少なくとも一方の抄紙搬送用ベルトのリターン側で、走行中のベルトの湿紙接触面を研磨することができる位置に、ベルトの湿紙接触面の表面平滑性を調節するために前記湿紙接触面を研磨する研磨体を有する研磨装置を備えた抄紙機。
【請求項2】
研磨体が、前記研磨装置に回動自在に設けられ、そして回転しながら前記湿紙接触面を研磨することを特徴とする請求項1に記載の抄紙機。
【請求項3】
前記研磨装置が、前記研磨体を前記抄紙搬送用ベルトのうち少なくとも一方の抄紙搬送用ベルトの幅方向に前記湿紙接触面と平行に移動するための移動装置を有し、そして前記研磨体を前記移動装置により前記幅方向に移動しながら前記研磨体で前記湿紙接触面を研磨することを特徴とする請求項1または請求項2に記載の抄紙機。
【請求項4】
前記研磨体が前記湿紙接触面を研磨する研磨動作位置と前記湿紙接触面から離間する待避位置との間を前記移動装置により移動自在であることを特徴とする請求項3に記載の抄紙機。
【請求項5】
抄紙搬送用ベルトの湿紙接触面を、前記ベルトのリターン側に配置された研磨装置により、ベルトのリターン走行中に研磨することにより、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節し、及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することを特徴とする、抄紙搬送用ベルトの再生方法。
【請求項6】
研磨を回転研磨により行なうことを特徴とする請求項5に記載の抄紙搬送用ベルト再生方法。
【請求項7】
研磨を前記抄紙搬送用ベルトの幅方向に回転研磨により行なうことを特徴とする請求項6に記載の抄紙搬送用ベルト再生方法。
【請求項1】
湿紙を加圧して湿紙から水分を搾り出すプレス機構と、湿紙を挟持、搬送し、前記湿紙から搾り出された水分を吸収する一対の無端ベルト状の抄紙搬送用ベルトからなるプレス装置及び、前記抄紙搬送用ベルトのうち、少なくとも一方の抄紙搬送用ベルトのリターン側で、走行中のベルトの湿紙接触面を研磨することができる位置に、ベルトの湿紙接触面の表面平滑性を調節するために前記湿紙接触面を研磨する研磨体を有する研磨装置を備えた抄紙機。
【請求項2】
研磨体が、前記研磨装置に回動自在に設けられ、そして回転しながら前記湿紙接触面を研磨することを特徴とする請求項1に記載の抄紙機。
【請求項3】
前記研磨装置が、前記研磨体を前記抄紙搬送用ベルトのうち少なくとも一方の抄紙搬送用ベルトの幅方向に前記湿紙接触面と平行に移動するための移動装置を有し、そして前記研磨体を前記移動装置により前記幅方向に移動しながら前記研磨体で前記湿紙接触面を研磨することを特徴とする請求項1または請求項2に記載の抄紙機。
【請求項4】
前記研磨体が前記湿紙接触面を研磨する研磨動作位置と前記湿紙接触面から離間する待避位置との間を前記移動装置により移動自在であることを特徴とする請求項3に記載の抄紙機。
【請求項5】
抄紙搬送用ベルトの湿紙接触面を、前記ベルトのリターン側に配置された研磨装置により、ベルトのリターン走行中に研磨することにより、使用によって湿紙剥離性が低下した抄紙搬送用ベルトの湿紙接触面の表面平滑性を調節し、及び/又は抄紙機の使用状況においてベルト表面の粗さを適宜修正・再生することを特徴とする、抄紙搬送用ベルトの再生方法。
【請求項6】
研磨を回転研磨により行なうことを特徴とする請求項5に記載の抄紙搬送用ベルト再生方法。
【請求項7】
研磨を前記抄紙搬送用ベルトの幅方向に回転研磨により行なうことを特徴とする請求項6に記載の抄紙搬送用ベルト再生方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−257602(P2006−257602A)
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願番号】特願2005−79655(P2005−79655)
【出願日】平成17年3月18日(2005.3.18)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
【公開日】平成18年9月28日(2006.9.28)
【国際特許分類】
【出願日】平成17年3月18日(2005.3.18)
【出願人】(000180597)イチカワ株式会社 (99)
【Fターム(参考)】
[ Back to top ]