
抄紙機用チューブロール及びチューブロール製造方法
本発明は抄紙機に対するチューブロールに関連する。チューブロールは、抄紙機に対し回転可能でチューブロールを支持するために、シェル(10)とロールヘッド(11)を含む。シェル(10)は二個のメタルシリンダ(12、13)を持ち、お互いにある間隔で同心円的に調整されている。シリンダ(12、13)間で、シリンダ(12、13)の両方に取り付けられたコア構造が更にある。各ロールヘッド(11)はシリンダの両方に取り付けられ、少なくとも内部シリンダはシート状メタル材料から作られている。本発明はまたチューブロールを製造するための方法に関連している。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抄紙機のためのチューブロールに関連し、当該チューブロールは、
抄紙機に対して回転可能にチューブロールを支持するためにシェルとそのシェル両端にロールヘッドと、
お互いにある間隔で同心円的に適合された、シェル内の二個の金属シリンダと、
シリンダ間で両シリンダに取り付けられたコア構造とを含む。本発明は、また、チューブロールを製造するための方法にも関係する。
【背景技術】
【0002】
所謂チューブロールは、抄紙機や板紙抄紙機の両方で用いられている。チューブロールは、空洞の内部を持ち、そのシェルは環状である。中実ロールに比べ、チューブロールは軽い荷重であるが空洞構造によりニップのない位置で主に使われている。即ち、チューブロールは他のロールと接触することなく分離している。そのような位置は、例えば、ペーパロールを含み、カレンダーでの抜き出しロールと同じようにうまくロールを導く。ロールヘッドは、更に、シェル端に据え付けられ、ロールヘッドにより、チューブロールは抄紙機に回転可能となるように支持される。シェル厚さは、ミリメータの数十倍であり、シェルは鋳込みにより最も通常は製造されている。一方、チューブロールシェルは、また、厚板鋼板から溶接によって製造されている。コーティングと表面サイジングロールのようなカウンタロール(counter roll)でニップを形成するチューブロールでは、近似的に50mmの壁厚さを持つ鋳込みチューブロールが例外的に使われてきた。
【0003】
製造方法とは係わりなく、既知のチューブロールのシェルは、常に、機械加工を要求する。機械加工でシェルにおいて十分な丸みを得ることができる一方、厚みがシェルの異なった位置で変化するので、チューブロールの振動特性が変化する。即ち、シェル特性はシェルの周方向と軸方向の両方で変わる。チューブロールは、空洞構造により他の点でも振動技術問題がある。更に、チューブロールの荷重機能が貧弱である。
【0004】
チューブロールシェルを形成するように二個のシリンダを同軸に配置することによって、荷重機能を改良する試みがなされてきた。そのようなチューブロールはWO公開No.98・12440で開示されている。このチューブロールは、しかしながら、異なった直径を持ち、お互いの内部に配置されている、二個の通常のシリンダを持つ。環状のシリンダ間で、シリンダを支持するためにコア構造を形成する付加的に適合する要素がある。一つの実施例では、その要素は幾つかの六角形のシェルを形成し、お互いの頭部にセットされ、シート状金属材料で作れる。シェル内に構成されるシリンダは、むしろ、ミリメータの数十倍の厚みを持つ通常のものである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そのようなシェルの製造は、需要が益々高くなっている。更に、チューブロールの機械加工とバランシング(balancing)は困難である。改良された荷重機能にかかわらず、チューブロールの全荷重は付加的な要素と内部シリンダにより増加する。更に、要素数は相当なものであり、シリンダ間に要素を適合させることは困難である。製造は変化する厚さをもつ材料の使用によって更に複雑となる。
【課題を解決するための手段】
【0006】
本発明の目的は、重さは軽いがより堅固で、これまでよりもよりよい荷重機能と振動特性を持つ、抄紙機に対する目新しいチューブロールを提供することである。本発明の他の目的はチューブロールを製造する目新しい方法を提供し、これまでよりより早くより効率的であり、変化する特性を持つチューブロールを製造するために使うことができる。本発明によるチューブロールの特性は、添付の請求項1から明らかになる。それに応じて、この発明による方法の特性は、添付の請求項27から明らかになる。この発明によるチューブロールでは、本質的に同じ厚さを持つ材料をシリンダとコア構造の両方に使うことができる。少なくとも、内部シリンダはシート状金属材料から作られる。意外なことに、全シェルをシート状金属材料で作ることができる。これは、通常のチューブロールに比べ、重要な荷重差を達成できる。また、チューブロールの固有質量の剛性に対する関係は、これまでよりよくなる。更に、その構造と製造方法により、この発明によるチューブロールは機械製造なしに即座に使用できる。必要ならば、機械加工を許すコーティングは、所望のチューブロール表面特性を得るために使われる。チューブロールのロールヘッドは、また、軸方向に対称な部分とシート構造を利用する新しい構造である。更に、コア構造は多くの異なった方法で形成され、幾つかの異なった機能がチューブロールに接続されることができる。
【発明を実施するための最良の形態】
【0007】
本発明は開示された図表を参考にすることによって詳細に以下に記載され、それらの図では本発明の実施例の幾つかを図示している。
【0008】
図1は、本発明によるチューブロールのシェル10の断面図である。チューブロールは一般に抄紙機に対し設計されているが、チューブロールは板紙抄紙機や他の同様の成形マシンでも同様に使うことが出来る。チューブロールの基本構成要素は、シェル10と抄紙機に対し回転可能なチューブロールを支持するための両シェル端のロールヘッド11を含む。ロールヘッド11の一実施例は図3に示されている。更に、図1に示すように、シェル10は二個のメタルシリンダ12と13を持ち、お互いにある間隔で同軸に調整されている。シリンダ12と13間に配置され、シリンダ12と13の両方に取り付けられているコア構造14はシリンダ12と13を支持するために使われる。
【0009】
本発明によれば、少なくとも内部シリンダは、意外にも、厚さ1−5mm、より好ましくは2−4mmを持つシート状メタル材料で作られる。カウンタロール(対向ロール:counter roll)でニップを形成しないチューブロールでは、外部シリンダは、好ましくは、厚さ1−5mm、好ましくは2−4mmを持つシート状メタル材料で作られる。カウンタロールでニップを形成するように調整されているチューブロールでは、外部シリンダは、好ましくは、例えば厚さ6−30mm、好ましくは、10−20mmを持つ厚いシート状メタル材料で作られる。そのような構造は、これまでよりも非常に軽い重さであるが、十分に堅固であり荷重負荷可能であるチューブロールを提供する。更に、シリンダとコア構造はお互いに容易に接続できる。ロールヘッド11はまたシリンダ12と13の両方に取り付けられている。同時に、荷重と振動に関しては有利となるシェルを提供することが可能である。更に、シリンダは既知の設計に比べると、よりお互いに近接している。この場合、シリンダの形状と全シェルは、できるだけ変わらない状態に維持される。コア構造の高さの増加は、基本的には、チューブロールの剛性を増加するが、しかしながら、コア構造は、同時に、提案されたものに比べより複雑な設計を必要とする。
【0010】
一般に、シリンダ間の距離は、チューブロール外径の2−15%、より好ましくは、3−10%である。しかしながら、その距離は、最小で約30mm、最大で約100mmである。本発明により、従って、シェルの半径方向のコア構造を提供するに、一個の連続したコア部品で十分である。シェル10の周方向では図1bに示したように、幾つかのコア部品15が存在できることは理解できる。提案されたものより高いコア構造を製造することは困難であろうし、チューブロールの重さと同様に材料の要求仕様も増加するであろう。各コア部品15は、シェル構造を作るために、シート状メタル材料から曲げられ、外部シリンダ12の内面と内部シリンダ13の外面に取り付けられる。提案された帽子状コア部品は取り付けに関して有利であるが、しかしながら、コア部品の他のタイプを使うこともできる。提案した実施例では、各コア部品は分離した帽子状シートメタル部品である。他方、適切に曲げられたシート状メタル部品は一個より多くのコア部品を含むことができる。
【0011】
シート状メタルの使用により提供される恩恵を得るために、製造が正確でなければならない。従って、本発明により、シリンダとコア構造はレーザカットとレーザ溶接されたシート状メタル部品である。レーザカッティングは、所要の形状に精度よく曲げられている高い寸法と正確な形状を持つシート状メタル部品を提供できる。カッティングと曲げは、好ましくは、残留応力のない冷間で曲げられたシート状メタル材料として使用することによって、容易になる。このことは、カッティング操作中及びその後において、シート状メタル部品は直線状に保たれ、曲げ加工中のスプリングバックが小さくなることを保障する。特に、コア部品を曲げるとき、得られる精度は、最終のチューブロールの精度に影響を与える。更に、レーザ溶接は、シート状メタル部品を変形なしにお互いに接合することを可能にする。レーザ溶接は、溶加剤を使うことのない溶接のタイプであり、従って、最終のチューブロールは従来の継ぎ目(seams)から開放される。それ故に、溶接後のチューブロールシェルは機械加工なしに準備できる。十分な精度を得るために、適当な溶接ジグとターンテーブルがレーザ溶接に使われる。図1bは図1aに図示したシェル10の部分拡大したものである。実際には全シェル長さに延長されるレーザ溶接は、矢印で図示されている。生産技術として、コア部品15は、コアのフランジ16で、最初に内部シリンダ13の外面に溶接され、最後に、外部シリンダ12がコア部品15のトップ部に溶接される。上述し追加して、シリンダは例えば既製のチューブで作られる。更に、特にチューブ内の材料強さは、提案されているものより高い。レーザ方法に加えて、又は、代わって、他の適切な方法をまた使うことができる。
【0012】
断面方向において、シリンダは図1bに示されたように、突合せ溶接である一個のシート状メタル部品から作られている。しかしながら、チューブロールの軸方向では、各シリンダ12と13は二個又はそれ以上の円筒状部品12‘と13’から作られている。これは、製造過程を十分に簡単にすることを保障している。製造は、2000mm長の円筒状部品を使い試験され、その結果は保証されている。二個のシリンダ間で、連続している円筒部品間に形成されるところの突合せ接合部で、本発明による支持部品17(図2a)を更に調整する。支持部品17は環状部品で、円筒状部品13‘を固定するために、好ましくは、適切な突起部(projection)18を持つ。図2aはまたロールヘッドの一部品20を示し、円筒部品12’と13‘が、好ましくは、矢印で指示された位置で溶接によって取り付けられている。
【0013】
図2bは、支持部品17の種々の適用を示す。支持部品17は、ここでは円筒部品12‘と13’の突合せ接合部で取り付けられた簡単なリングである。図において右の支持部品17は上に述べた適用方法を使いレーザ溶接されている。同様に、左の支持部品17は接着によって取り付けられ、それ故に、部品間に弾性接合部19を提供している。弾性はシェル振動を効率的に減衰させる。例えば、合成ゴムは弾性接合材料として使われる。更に、もし必要ならば、溶接と接着が組み合わされる。更に、簡単な支持部品の使用は、シェルの剛性にほんの僅かに影響するので、有用である。他方、支持部品の寸法はチューブロール軸方向でシェルの剛性を変えるために使うことができる。弾性接合部はまたチューブロールのシェルを取替えることを可能にする。同じ参照番号は機能的に同様の部分に使われている。
【0014】
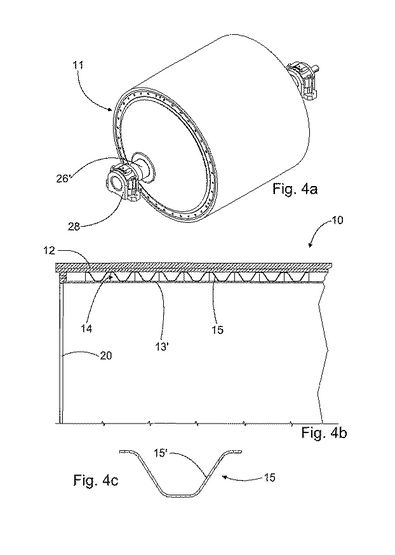
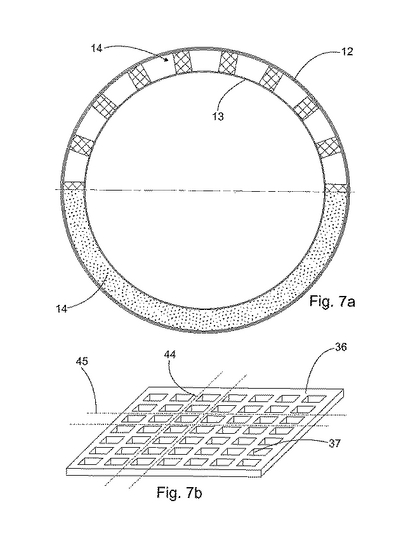
図4aは、実装のための準備状態での本発明によるチューブロールを示す。貫通した軸26‘内の適切なベアリング28が、ロールヘッド11に適合されている。図4bはチューブロールの部分断面図である。ここで、コア部品はチューブロールの断面方向に置かれている。一般に、本発明により、コア構造は一個又はそれ以上の部品から作られ、それらの部品はチューブロールの軸方向又は断面方向のどちらかで調整されている。コア部品は、従って、チューブロールの全軸長さ、又は、その周方向長さ、又は、それらの両方のいずれかに連続的に伸びている部品である。コア構造の最も簡単な形状は、内部シリンダの全外表面を覆うように伸びている一個のコア部品である。コア構造を、シリンダの全表面に対し、一方又は両方で接触させることができる。しかしながら、そのような接触点は構造の内部と外部表面の一部分のみであることが、より好まれる。シリンダへの接触点が周方向又は軸方向のどちらかで連続した接触線であるのが、この場合である。これらの接触線は構造の内外表面上でお互いに向かい合う、又は、異なった点、例えば、交互に、向かい合うことができる。周方向位置する接触線に対し、用語“断面方向コア構造”が使われ、それに対応して、軸方向接触線に対し、用語“長手方向コア構造”が使われる。断面方向コア構造は、周方向剛性を持つチューブロールを提供し、荷重に関して特に有用であり、ニップロールとしての本発明によるチューブロールの使用を可能にする。図6aと7bで、接触線の一部が一点鎖線で示されている。チューブロールの軸方向接触線は番号44で参照され、周方向接触線は番号45で参照されている。両方向の接触線は、特に、図7aで図示された実施例で表されている。本発明によるチューブロールの使用は図8と関連させて非常に詳細に記載される。図4cは、一個のコア構造15の断面図であり、冷間ロール成形によって作られた帯鋼15’である。帯鋼の材料強さは3mmである。外部シリンダ12の厚さは15mmであり、然るに、内部シリンダ13の厚さは6mmである。シェル10はまた約20mm厚さを持つウレタンコーティングを含む。このチューブロールは、例えば、コーティング又は表面サイジング装置で使うことができる。
【0015】
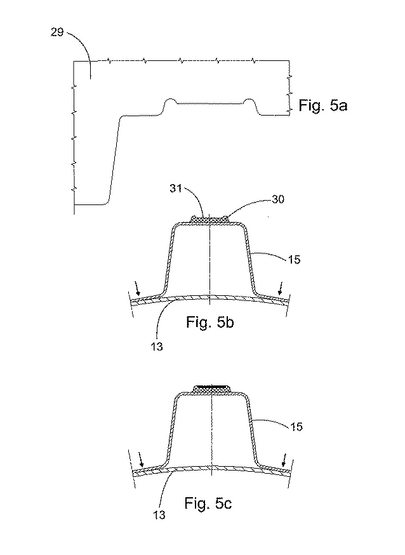
図5bは、本発明による一個のコア部品15を示し、最初に内部シリンダ13に溶接される。このアプリケーションでは、外部シリンダへの取り付けは接着である。好ましくは、一成分のポリウレタンをベースとした粘着性があるシーリング合成物が使われる。この合成物は、湿り空気によって硬化し、より良好な耐蝕性及び減衰特性を持つ高特性エラストマーを形成する。接合部は耐久性がまた非常にある。本発明による方法を使うと、ロールヘッドと内部シリンダは、最初に溶接によって接合される。そのとき、コア構造を形成している曲げられたシート状メタル部品は内部シリンダまわりに据え付けられ、溶接によって取り付けられる。溶接位置は図5bと5cの矢印で指摘されている。外部シリンダに面するコア構造の部品は、前処理され、合成物が、図5aで示されたパターン29を用いて、塗布される。結果として、数ミリの厚さを持つ正確に形作られたストリップ30が提供される。ストリップは乾燥でき、乾燥後、新しい合成物の薄い層が、前面上に形成される溝31につけられる(図5c)。外部シリンダに据え付ける前に、その内面は密着を確実にするため事前に取り扱われる。最後に、外部シリンダは正しい場所に引き伸ばされ、溶接によってロールヘッドに取り付けられる。必要ならば、ロールヘッドは機械加工によってまっすぐにされ、チューブロールはコーティングされる。合成物が乾燥されると、チューブロールは使用可能となる。
【0016】
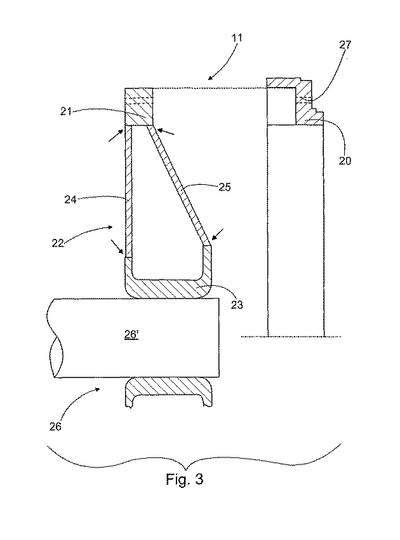
図3は、本発明による、お互いに取り外し可能で接続した二個の環状部品20と21を含むロールヘッド11を示す。該円柱部品12‘と13’は図2aに示されるように第一の環状部品20に取り付けられている。同様に、第二環状部品21では、抄紙機に回転可能となるチューブロールを取り付けるための要素22がある。第一環状部品により、シェルは丸く作られ、例えば、コーティングのために機械加工装置に取り付けることができる。ここで、要素22は環状部品23を含み、ボックスタイプ構造を形成するためにシート状部品24と25を使い、その部品は同軸となるように該第二環状部品21に配置されている。ここでまた、その部品は矢印で支持した点で溶接によってお互いに接続されている。ボックスタイプ構造は荷重が軽いが、なお剛性があり有用である。更に、機械加工されるための部品のサイズは通常のロールヘッドの部品に比べ非常に小さい。環状部品23はまた抄紙機に中空シャフトを取り付けるための接続ユニット26を含む。ここで、接続ユニット26は突き出し軸26‘であり、焼ばねによって環状部品23に取り付けられている。抄紙機に中空シャフトを取り付けるために、適切なベアリングは突き出し軸26’に配置されている(図示せず)。提案されたロールヘッドは剛性がありチューブロールの軸方向に殆ど空間を必要としない。
【0017】
第一環状部品はまた、シェルのバランシングのために使うことができる。上述の環状部品20と21はボルトでお互いに固定されている(図示せず)。第一環状部品20はボルトに対するネジ穴27を提供する。実際では、これは、必要ならば、ボルトよりも計画的に付加的なネジ穴を設置することが可能である。上記の構造は、存在するロールヘッドを維持しながら、シェルのみを変えることが可能である。これは、シェルを変えることによる所望のように簡単にチューブロール特性を設定することが可能である。
【0018】
本発明によるシェルは機械加工なしに使用可能な状態となるが、アプリケーション位置によっては、チューブロールは、ある特性を持つように要求されてよい。例えば、必要ならば、外部シリンダの外表面にコーティングを配置することができ、コーティングが機械加工される。他方、薄壁シェルはよい伝熱特性を持つ。これは、適切な媒体を中空シャフトとシェル内部までに伝導することによって、望みどおりにチューブ温度を調整することが可能である。従って、本発明によるチューブロールは乾燥シリンダとしても使うことができる。更に、シェルは穴を持つことができ、例えば、空気がシェル内部から出て行くので、リールドラムでのテイル(tail)の移行を容易にする。
【0019】
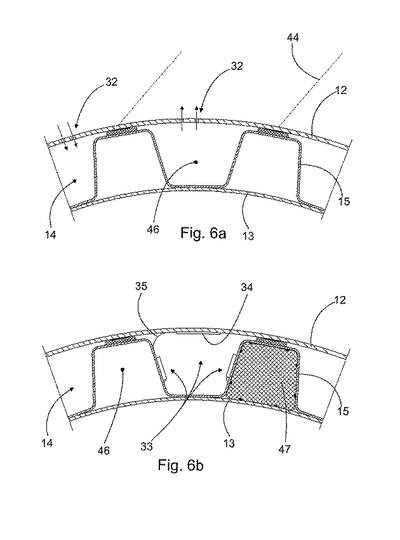
少なくとも外部シリンダ12の一部の領域は、セル構造を通してチューブロール環境に、又は、チューブ環境からセル構造に空気流れを提供するために、穿孔32を持つことができる。図6aはセル構造に組み込まれた吹き出しと吸い込みシステムの例を示す。セル構造の利用によって、所望のときに、セル構造を使うことによって、セルの一部分に吹き付けや吸い込みが提供できる。これは、例えば、テイルシュレディング(tail shredding)中に紙ウエッブの局所的吸い込みを可能にするし、また、それに応じて、所望の点でチューブロールからの取り外しもできる。空気流れは図6aの矢印で図示されている。実際には、単独チューブロールは吹き出し又は吸い込みのどちらかを提供するが、これらの両方が同じチューブロールの異なった部分で配置することもできる。シート状メタル材料に穴を開けることは容易であり、特にレーザカット法を使うとき、穴は精度よく形作れるであろう。同時に、穴の形体や位置は通常の場合より著しく自由度をもって選ぶことができる。
【0020】
事実、上記のチューブロールは、例えば、組み込まれたゾーン制御された吹き出し又は吸い込みを持つリールスプール(reel spool)として使うことができる。吹き出しと吸い込みは、例えば、コア構造15と外部シリンダ12間にある一個又はそれ以上のセル46内のマシン方向に限定することができる。吸い込み又は吹き出しが全シェル面積上で提供すべき状況に比べ、一個のシェルで非常に効率的に吸い込み又は吹き出しを作ることは容易である。他方、吹き出し又は吸い込みは、ある領域で、抄紙機断面方向のシェルで断面方向に限定することもできる。この構造は、例えば、テイルシュレディングのために、チューブロールに機能的に制御された吸い込みゾーンを組み込むことを可能にする。他方、吹き出しは、例えば、マシン又は断面方向におけるある所望の点で、限定的に、取り外しているドクターリング(doctoring)又は変化する吹き出しを提供するために使うことができる。一般に、真空又は空気消費の節減は、吹き付けや吸い込みが所望される場所のみに配置されるので、著しい。所望のセル構造に真空又は空気の配送はチューブロールヘッド構造(図示せず)を通して行われる。チューブロールは、圧力レベルと他の関連するパラメータを、それらの分布(profiles)と共に測定するための圧力測定器を含む。
【0021】
他のタイプの媒体流れは、例えば液体又はガスでチューブロールを加熱又は冷却するために、コア構造に形成されるシェルに配置することもできる。これは、コーティングロール又は乾燥ロールアプリケーションに対し主に適用できる。例えば、コーティングロールの耐久性はロールを冷却することによって改良される。
【0022】
コア構造は他の機能もまた含めることができる。本発明によれば、外部シリンダ、内部シリンダ且つ/又はコア構造は、チューブロールの応力を測定するためのセンサー要素を提供する。図6bはセンサー要素の二つの適用例を示す。第一の実施例では、チューブロールの外部シリンダの内面に歪ゲージ34が取り付けられている。歪ゲージは、シート状メタル材料から作られているコア構造とシェルの変形に基づく影響力を容易に決定するために使われる。歪ゲージに加えて、EMFi振動板(diaphragm)を使うことができ、従来のロールコーティングに直接据え付けられるとき、ラバーコーティングの熱硬化を妨げないであろう。他方、測定するセンサーは従来の圧力センサー又は同類でありえる。
【0023】
図6bでは、センサー要素33はコア部品15内に取り付けられている。単独センサーに対し、力はコア構造角度を考慮することによって計算される。他方、角度の影響はコア構造における異なる横腹(側部)の力を合計することによって消される。測定はチューブロールの接線方向におけるせん断力を提供する。歪ゲージを、例えば、コーティング、巻取り又は巻き上げと関連して、例えば、ニップ荷重を直接測定するのに使うことができる。他方、ウエッブ又は繊維の張力は例えば乾燥機やリードロールで測定することは容易である。提案された構造は、従来のチューブロールでは不可能であったであろう簡単な方法で汎用性のある測定を提供する。更に、その測定は、予測寿命の測定と同様に、セル構造チューブロールの使用期間中にモニターしている条件を提供する。センサー要素33は、例えば、互換性のある引込み線で遠隔装置に接続され、回転するチューブロール(図示せず)からの測定結果をまた転送するために使われる。
チューブロールの剛性、特に長手方向のコア構造を持つチューブロールの剛性は、適切な剛性を提供する材料を持つセル又はセルの一部を埋め込むことによって増加させることが出来る。例えば、高い軸剛性を提供する、引き抜き法によって200GPaを超える強さを持つカーボン繊維から作られる補強材プロファイル(profile)を使うことができよう。補強材プロファイル47の形状は、好ましくは、正確にセル46の形状に対応し、補強材プロファイルの各面をセル46の内面、即ち、コア構造14にできるだけ正確に取り付けできるようにする。図6bとは異なり、補強材プロファイルを空洞にすることもできる。補強材プロファイルとコア構造間の接合(joint)ができるだけ完全であるとすれば、補強材プロファイルはチューブロールに向く力に耐えることができるであろう。補強材プロファイルは、好ましくは、必要とされる手段と同様に接着剤のための既製の溝又は同類を持ち、補強材プロファイルを所定の位置に置くためのこぶ要素(nodule)、クラウン又は同類を持つ。溝に施工された接着剤は図6bの網掛けで示されている。接着は、チューブロールが縦方向にあるときに最もよく実施され、それ故に、好ましくは、下方から上方に圧力を持って溝に接着剤の使用を可能にする。補強材プロファイルを使うと、チューブロールの動特性を考慮しながらチューブロール内の据付に対し補強材プロファイルの適切な量を選択することによってチューブロールの剛性を変えることが容易となる。チューブロールが振動なく回転するために、補強材プロファイルはチューブロール中心に関して対称にシェル内に配置されねばならない。従って、チューブロール内のシェル数は、例えば二個又は四個又は他の偶数によって分割できなければならない、その結果として、補強材プロファイルを、例えば、各二個、又は各四個セル内に配置することができる。しかしながら、 非常に長い間隔で採用される補強材プロファイルは、シェル周辺に慣性モーメントの相違が過度に大きくなりチューブロール回転間で振動を励起するとの欠点を持つ。
【0024】
試験された一つのチューブロールの直径は800mmであり、シリンダ間の距離は50mmであった。外部シリンダは4mm厚みのシート状メタルで作られた。内部シリンダの厚みとコア部品は2mmであった。この約7800mmの長さを持つチューブロールの全荷重は鋳造シェルで提供された従来のチューブロールの半分である。更に、チューブロールの固有周波数(specific frequency)はこの場合で5Hz増加した。図1aは36個のコア成分を含むこのチューブロールの断面図を示している。
【0025】
上記のシート状メタルに加えて、コア構造は金型又は弾性材料の合成物から作ることができる。実際では、エクスパンデッドメタル(expanded metal)はシリンダ間で鋳造される又は金型(metal foam)から作られた部品が、例えば、シリンダ間で接着される。金型の使用は、優れた荷重軸受、なお軽荷重であるコア構造を提供し、同時に効率のよい減衰を提供する。更に、シリンダサイズは自由に選択でき、特に、鋳造は簡単な加工方法である。ある種の金型特性により、チューブロールを荷重又は振動問題なしに所望のように作ることができる。例えば、アルミ成形は、軽さと腐食耐性により適切な材料である。これは、図7aに図示され、チューブロール断面の下部は金型から作られている。金型の使用は、チューブロールの荷重性能を著しく向上させる。金型内では、例えば、カーボン繊維から作られる硬化剤ストリップを採用することをまた可能にし、シェルを更に頑丈にするために使うことができる。図7aに示されたチューブロールは更にコーティングに提供される。
【0026】
図7aの断面上部は弾性材料の合成物から作られたものに対応する。実際では、コア構造は例えばポリエチレンマット36から形成され、開口37が適当な間隔でカットされている(図7b)。これは、チューブロール質量を小さくすることを可能にし、弾性材料の合成物は僅かの振動を受け、実施では、振動を効率的に減衰する。弾性マットを使用するとき、マットはシリンダ間に接着される。弾性ゴムには、硬化(curing)を使うことができる。開口のサイズと形は所望のように減衰特性を調整するために使われる。
【0027】
本発明によるチューブロールはコア構造と接続された二個の薄いシリンダから構成される。チューブロールのこのタイプは従来のロールにくらべ約3分の一の重さである。同時に、製造コストは明らかに低くなる。チューブロールは例えば乾燥セクションでの紙とリードロール、コータでのニップロール、又は巻取りや巻上げでのリールスプールとして特に適している。従って、チューブロールはまた適度なニップ荷重が作用するニップロールとして使うこともできる。
【0028】
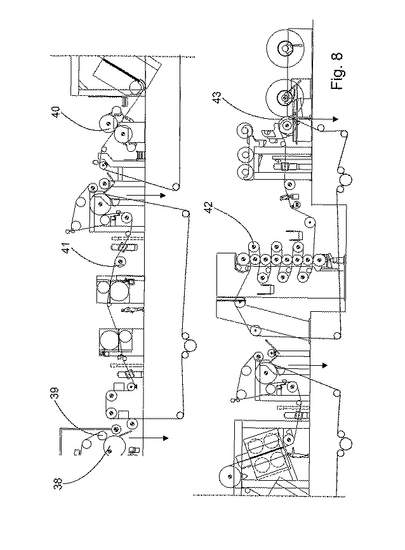
ニップロールとして使うのに適したチューブロールの例は、外部シリンダが15mm厚さのシート状メタルから作られ、50mmより小さな直径を持つ内部シリンダは4mm厚さのシート状メタルから作られる、構造である。内部シリンダは溶接によってロールヘッドに取り付けられた。コア構造は波状構造として3mm厚さを持つシート状メタル材料から形成され、図6aに示したように内部シリンダのトップに断面方向に調整された。外部シリンダは接着によってコア構造のトップに調整され、溶接によってヘッド構造に取り付けられた。最後に、外径1500mmを持つチューブロールはXMateXコーティングで被覆された。このように与えられたチューブロールは、図4aに示され、75kN/mのニップ荷重に適している寸法である。これは、例えば、表面コーティング装置のロールに対して適切である。図8は、チューブロール使用の他の例を示す。本発明によるチューブロールは例えば乾燥シリンダ38、リードロール39、又は、コーティングロール40として使うことができる。表面サイジング装置又はコーティング装置のロールの両方は、お互いにニップ接触を持ち、本発明によりチューブロールでありえる。チューブロールは、巻取りや巻上げのリールドラム43と同様に、カレンダーに対し紙ロール41、抽出ロール(extraction roll)42として使うこともできる。本発明によるチューブロールの剛性特性は抵抗荷重(resistance loading)に対し十分であり、繊維引張り又は他のロールとのニップ接触により、100kN/m以下の線形荷重で適用される。
【0029】
本発明によるチューブロールはこれまでよりも荷重において非常に軽い。更に、二個のシリンダとお互いに近接して置かれたコア構造は剛性のあるシェルを提供し、更に、良好な荷重特性を持つ。これは、ニップロールとして本発明によるチューブロールの使用を可能にする。更に、その構造は振動を効果的に減衰させ、使用中、本発明によりチューブロールを安定にさせる。チューブロールの小さな直径は動力要求をも減少させる。更に、チューブロールは新しいロールヘッド構造により据付と補修を容易にする。更に、そのような構造は、半危険振動(half-critical vibration)を消去し、これまでよりもより小さなチューブロールを安全に製造することを可能にする。他方、シート構造シリンダの使用によって、生産技術によって以前に課せられていた制限を荷重問題なく避けることができる。これは、大きなロールの製造も可能にする。更に、チューブロールは非常に耐食性があり、種々の機能がチューブロールに組み込むことができる。
【図面の簡単な説明】
【0030】
【図1a】本発明によるチューブロールのシェルの断面図
【図1b】図1aで示されたシェルの部分拡大図
【図2a】本発明によるチューブロールの部分断面図
【図2b】本発明によるチューブロールのシェルの二個の他方の実施例を示す部分断面図
【図3】本発明によるチューブロールのロールヘッドの部分断面図
【図4a】本発明によるチューブロールの不等角投影図
【図4b】図4aの部分断面図
【図4c】図4bで示されたコア成分の断面図
【図5a】図5b中のコア構造を形成する際に使われるパターンの部分図
【図5b】部分的に不完全状態の本発明によるコア構造の他の実施例を示す図
【図5c】図5bの完全なコア構造を示す図
【図6a】本発明によるチューブロールの特別の実施例を示す図
【図6b】本発明によるチューブロールの他の特別の実施例を示す図
【図7a】本発明によるチューブロールの対するコア構造の二個の実施例を示す図
【図7b】コア構造の製造のために使われる材料の不等角投影図
【図8】本発明による種々のチューブロールの抄紙機使用を示す図
【技術分野】
【0001】
本発明は、抄紙機のためのチューブロールに関連し、当該チューブロールは、
抄紙機に対して回転可能にチューブロールを支持するためにシェルとそのシェル両端にロールヘッドと、
お互いにある間隔で同心円的に適合された、シェル内の二個の金属シリンダと、
シリンダ間で両シリンダに取り付けられたコア構造とを含む。本発明は、また、チューブロールを製造するための方法にも関係する。
【背景技術】
【0002】
所謂チューブロールは、抄紙機や板紙抄紙機の両方で用いられている。チューブロールは、空洞の内部を持ち、そのシェルは環状である。中実ロールに比べ、チューブロールは軽い荷重であるが空洞構造によりニップのない位置で主に使われている。即ち、チューブロールは他のロールと接触することなく分離している。そのような位置は、例えば、ペーパロールを含み、カレンダーでの抜き出しロールと同じようにうまくロールを導く。ロールヘッドは、更に、シェル端に据え付けられ、ロールヘッドにより、チューブロールは抄紙機に回転可能となるように支持される。シェル厚さは、ミリメータの数十倍であり、シェルは鋳込みにより最も通常は製造されている。一方、チューブロールシェルは、また、厚板鋼板から溶接によって製造されている。コーティングと表面サイジングロールのようなカウンタロール(counter roll)でニップを形成するチューブロールでは、近似的に50mmの壁厚さを持つ鋳込みチューブロールが例外的に使われてきた。
【0003】
製造方法とは係わりなく、既知のチューブロールのシェルは、常に、機械加工を要求する。機械加工でシェルにおいて十分な丸みを得ることができる一方、厚みがシェルの異なった位置で変化するので、チューブロールの振動特性が変化する。即ち、シェル特性はシェルの周方向と軸方向の両方で変わる。チューブロールは、空洞構造により他の点でも振動技術問題がある。更に、チューブロールの荷重機能が貧弱である。
【0004】
チューブロールシェルを形成するように二個のシリンダを同軸に配置することによって、荷重機能を改良する試みがなされてきた。そのようなチューブロールはWO公開No.98・12440で開示されている。このチューブロールは、しかしながら、異なった直径を持ち、お互いの内部に配置されている、二個の通常のシリンダを持つ。環状のシリンダ間で、シリンダを支持するためにコア構造を形成する付加的に適合する要素がある。一つの実施例では、その要素は幾つかの六角形のシェルを形成し、お互いの頭部にセットされ、シート状金属材料で作れる。シェル内に構成されるシリンダは、むしろ、ミリメータの数十倍の厚みを持つ通常のものである。
【発明の開示】
【発明が解決しようとする課題】
【0005】
そのようなシェルの製造は、需要が益々高くなっている。更に、チューブロールの機械加工とバランシング(balancing)は困難である。改良された荷重機能にかかわらず、チューブロールの全荷重は付加的な要素と内部シリンダにより増加する。更に、要素数は相当なものであり、シリンダ間に要素を適合させることは困難である。製造は変化する厚さをもつ材料の使用によって更に複雑となる。
【課題を解決するための手段】
【0006】
本発明の目的は、重さは軽いがより堅固で、これまでよりもよりよい荷重機能と振動特性を持つ、抄紙機に対する目新しいチューブロールを提供することである。本発明の他の目的はチューブロールを製造する目新しい方法を提供し、これまでよりより早くより効率的であり、変化する特性を持つチューブロールを製造するために使うことができる。本発明によるチューブロールの特性は、添付の請求項1から明らかになる。それに応じて、この発明による方法の特性は、添付の請求項27から明らかになる。この発明によるチューブロールでは、本質的に同じ厚さを持つ材料をシリンダとコア構造の両方に使うことができる。少なくとも、内部シリンダはシート状金属材料から作られる。意外なことに、全シェルをシート状金属材料で作ることができる。これは、通常のチューブロールに比べ、重要な荷重差を達成できる。また、チューブロールの固有質量の剛性に対する関係は、これまでよりよくなる。更に、その構造と製造方法により、この発明によるチューブロールは機械製造なしに即座に使用できる。必要ならば、機械加工を許すコーティングは、所望のチューブロール表面特性を得るために使われる。チューブロールのロールヘッドは、また、軸方向に対称な部分とシート構造を利用する新しい構造である。更に、コア構造は多くの異なった方法で形成され、幾つかの異なった機能がチューブロールに接続されることができる。
【発明を実施するための最良の形態】
【0007】
本発明は開示された図表を参考にすることによって詳細に以下に記載され、それらの図では本発明の実施例の幾つかを図示している。
【0008】
図1は、本発明によるチューブロールのシェル10の断面図である。チューブロールは一般に抄紙機に対し設計されているが、チューブロールは板紙抄紙機や他の同様の成形マシンでも同様に使うことが出来る。チューブロールの基本構成要素は、シェル10と抄紙機に対し回転可能なチューブロールを支持するための両シェル端のロールヘッド11を含む。ロールヘッド11の一実施例は図3に示されている。更に、図1に示すように、シェル10は二個のメタルシリンダ12と13を持ち、お互いにある間隔で同軸に調整されている。シリンダ12と13間に配置され、シリンダ12と13の両方に取り付けられているコア構造14はシリンダ12と13を支持するために使われる。
【0009】
本発明によれば、少なくとも内部シリンダは、意外にも、厚さ1−5mm、より好ましくは2−4mmを持つシート状メタル材料で作られる。カウンタロール(対向ロール:counter roll)でニップを形成しないチューブロールでは、外部シリンダは、好ましくは、厚さ1−5mm、好ましくは2−4mmを持つシート状メタル材料で作られる。カウンタロールでニップを形成するように調整されているチューブロールでは、外部シリンダは、好ましくは、例えば厚さ6−30mm、好ましくは、10−20mmを持つ厚いシート状メタル材料で作られる。そのような構造は、これまでよりも非常に軽い重さであるが、十分に堅固であり荷重負荷可能であるチューブロールを提供する。更に、シリンダとコア構造はお互いに容易に接続できる。ロールヘッド11はまたシリンダ12と13の両方に取り付けられている。同時に、荷重と振動に関しては有利となるシェルを提供することが可能である。更に、シリンダは既知の設計に比べると、よりお互いに近接している。この場合、シリンダの形状と全シェルは、できるだけ変わらない状態に維持される。コア構造の高さの増加は、基本的には、チューブロールの剛性を増加するが、しかしながら、コア構造は、同時に、提案されたものに比べより複雑な設計を必要とする。
【0010】
一般に、シリンダ間の距離は、チューブロール外径の2−15%、より好ましくは、3−10%である。しかしながら、その距離は、最小で約30mm、最大で約100mmである。本発明により、従って、シェルの半径方向のコア構造を提供するに、一個の連続したコア部品で十分である。シェル10の周方向では図1bに示したように、幾つかのコア部品15が存在できることは理解できる。提案されたものより高いコア構造を製造することは困難であろうし、チューブロールの重さと同様に材料の要求仕様も増加するであろう。各コア部品15は、シェル構造を作るために、シート状メタル材料から曲げられ、外部シリンダ12の内面と内部シリンダ13の外面に取り付けられる。提案された帽子状コア部品は取り付けに関して有利であるが、しかしながら、コア部品の他のタイプを使うこともできる。提案した実施例では、各コア部品は分離した帽子状シートメタル部品である。他方、適切に曲げられたシート状メタル部品は一個より多くのコア部品を含むことができる。
【0011】
シート状メタルの使用により提供される恩恵を得るために、製造が正確でなければならない。従って、本発明により、シリンダとコア構造はレーザカットとレーザ溶接されたシート状メタル部品である。レーザカッティングは、所要の形状に精度よく曲げられている高い寸法と正確な形状を持つシート状メタル部品を提供できる。カッティングと曲げは、好ましくは、残留応力のない冷間で曲げられたシート状メタル材料として使用することによって、容易になる。このことは、カッティング操作中及びその後において、シート状メタル部品は直線状に保たれ、曲げ加工中のスプリングバックが小さくなることを保障する。特に、コア部品を曲げるとき、得られる精度は、最終のチューブロールの精度に影響を与える。更に、レーザ溶接は、シート状メタル部品を変形なしにお互いに接合することを可能にする。レーザ溶接は、溶加剤を使うことのない溶接のタイプであり、従って、最終のチューブロールは従来の継ぎ目(seams)から開放される。それ故に、溶接後のチューブロールシェルは機械加工なしに準備できる。十分な精度を得るために、適当な溶接ジグとターンテーブルがレーザ溶接に使われる。図1bは図1aに図示したシェル10の部分拡大したものである。実際には全シェル長さに延長されるレーザ溶接は、矢印で図示されている。生産技術として、コア部品15は、コアのフランジ16で、最初に内部シリンダ13の外面に溶接され、最後に、外部シリンダ12がコア部品15のトップ部に溶接される。上述し追加して、シリンダは例えば既製のチューブで作られる。更に、特にチューブ内の材料強さは、提案されているものより高い。レーザ方法に加えて、又は、代わって、他の適切な方法をまた使うことができる。
【0012】
断面方向において、シリンダは図1bに示されたように、突合せ溶接である一個のシート状メタル部品から作られている。しかしながら、チューブロールの軸方向では、各シリンダ12と13は二個又はそれ以上の円筒状部品12‘と13’から作られている。これは、製造過程を十分に簡単にすることを保障している。製造は、2000mm長の円筒状部品を使い試験され、その結果は保証されている。二個のシリンダ間で、連続している円筒部品間に形成されるところの突合せ接合部で、本発明による支持部品17(図2a)を更に調整する。支持部品17は環状部品で、円筒状部品13‘を固定するために、好ましくは、適切な突起部(projection)18を持つ。図2aはまたロールヘッドの一部品20を示し、円筒部品12’と13‘が、好ましくは、矢印で指示された位置で溶接によって取り付けられている。
【0013】
図2bは、支持部品17の種々の適用を示す。支持部品17は、ここでは円筒部品12‘と13’の突合せ接合部で取り付けられた簡単なリングである。図において右の支持部品17は上に述べた適用方法を使いレーザ溶接されている。同様に、左の支持部品17は接着によって取り付けられ、それ故に、部品間に弾性接合部19を提供している。弾性はシェル振動を効率的に減衰させる。例えば、合成ゴムは弾性接合材料として使われる。更に、もし必要ならば、溶接と接着が組み合わされる。更に、簡単な支持部品の使用は、シェルの剛性にほんの僅かに影響するので、有用である。他方、支持部品の寸法はチューブロール軸方向でシェルの剛性を変えるために使うことができる。弾性接合部はまたチューブロールのシェルを取替えることを可能にする。同じ参照番号は機能的に同様の部分に使われている。
【0014】
図4aは、実装のための準備状態での本発明によるチューブロールを示す。貫通した軸26‘内の適切なベアリング28が、ロールヘッド11に適合されている。図4bはチューブロールの部分断面図である。ここで、コア部品はチューブロールの断面方向に置かれている。一般に、本発明により、コア構造は一個又はそれ以上の部品から作られ、それらの部品はチューブロールの軸方向又は断面方向のどちらかで調整されている。コア部品は、従って、チューブロールの全軸長さ、又は、その周方向長さ、又は、それらの両方のいずれかに連続的に伸びている部品である。コア構造の最も簡単な形状は、内部シリンダの全外表面を覆うように伸びている一個のコア部品である。コア構造を、シリンダの全表面に対し、一方又は両方で接触させることができる。しかしながら、そのような接触点は構造の内部と外部表面の一部分のみであることが、より好まれる。シリンダへの接触点が周方向又は軸方向のどちらかで連続した接触線であるのが、この場合である。これらの接触線は構造の内外表面上でお互いに向かい合う、又は、異なった点、例えば、交互に、向かい合うことができる。周方向位置する接触線に対し、用語“断面方向コア構造”が使われ、それに対応して、軸方向接触線に対し、用語“長手方向コア構造”が使われる。断面方向コア構造は、周方向剛性を持つチューブロールを提供し、荷重に関して特に有用であり、ニップロールとしての本発明によるチューブロールの使用を可能にする。図6aと7bで、接触線の一部が一点鎖線で示されている。チューブロールの軸方向接触線は番号44で参照され、周方向接触線は番号45で参照されている。両方向の接触線は、特に、図7aで図示された実施例で表されている。本発明によるチューブロールの使用は図8と関連させて非常に詳細に記載される。図4cは、一個のコア構造15の断面図であり、冷間ロール成形によって作られた帯鋼15’である。帯鋼の材料強さは3mmである。外部シリンダ12の厚さは15mmであり、然るに、内部シリンダ13の厚さは6mmである。シェル10はまた約20mm厚さを持つウレタンコーティングを含む。このチューブロールは、例えば、コーティング又は表面サイジング装置で使うことができる。
【0015】
図5bは、本発明による一個のコア部品15を示し、最初に内部シリンダ13に溶接される。このアプリケーションでは、外部シリンダへの取り付けは接着である。好ましくは、一成分のポリウレタンをベースとした粘着性があるシーリング合成物が使われる。この合成物は、湿り空気によって硬化し、より良好な耐蝕性及び減衰特性を持つ高特性エラストマーを形成する。接合部は耐久性がまた非常にある。本発明による方法を使うと、ロールヘッドと内部シリンダは、最初に溶接によって接合される。そのとき、コア構造を形成している曲げられたシート状メタル部品は内部シリンダまわりに据え付けられ、溶接によって取り付けられる。溶接位置は図5bと5cの矢印で指摘されている。外部シリンダに面するコア構造の部品は、前処理され、合成物が、図5aで示されたパターン29を用いて、塗布される。結果として、数ミリの厚さを持つ正確に形作られたストリップ30が提供される。ストリップは乾燥でき、乾燥後、新しい合成物の薄い層が、前面上に形成される溝31につけられる(図5c)。外部シリンダに据え付ける前に、その内面は密着を確実にするため事前に取り扱われる。最後に、外部シリンダは正しい場所に引き伸ばされ、溶接によってロールヘッドに取り付けられる。必要ならば、ロールヘッドは機械加工によってまっすぐにされ、チューブロールはコーティングされる。合成物が乾燥されると、チューブロールは使用可能となる。
【0016】
図3は、本発明による、お互いに取り外し可能で接続した二個の環状部品20と21を含むロールヘッド11を示す。該円柱部品12‘と13’は図2aに示されるように第一の環状部品20に取り付けられている。同様に、第二環状部品21では、抄紙機に回転可能となるチューブロールを取り付けるための要素22がある。第一環状部品により、シェルは丸く作られ、例えば、コーティングのために機械加工装置に取り付けることができる。ここで、要素22は環状部品23を含み、ボックスタイプ構造を形成するためにシート状部品24と25を使い、その部品は同軸となるように該第二環状部品21に配置されている。ここでまた、その部品は矢印で支持した点で溶接によってお互いに接続されている。ボックスタイプ構造は荷重が軽いが、なお剛性があり有用である。更に、機械加工されるための部品のサイズは通常のロールヘッドの部品に比べ非常に小さい。環状部品23はまた抄紙機に中空シャフトを取り付けるための接続ユニット26を含む。ここで、接続ユニット26は突き出し軸26‘であり、焼ばねによって環状部品23に取り付けられている。抄紙機に中空シャフトを取り付けるために、適切なベアリングは突き出し軸26’に配置されている(図示せず)。提案されたロールヘッドは剛性がありチューブロールの軸方向に殆ど空間を必要としない。
【0017】
第一環状部品はまた、シェルのバランシングのために使うことができる。上述の環状部品20と21はボルトでお互いに固定されている(図示せず)。第一環状部品20はボルトに対するネジ穴27を提供する。実際では、これは、必要ならば、ボルトよりも計画的に付加的なネジ穴を設置することが可能である。上記の構造は、存在するロールヘッドを維持しながら、シェルのみを変えることが可能である。これは、シェルを変えることによる所望のように簡単にチューブロール特性を設定することが可能である。
【0018】
本発明によるシェルは機械加工なしに使用可能な状態となるが、アプリケーション位置によっては、チューブロールは、ある特性を持つように要求されてよい。例えば、必要ならば、外部シリンダの外表面にコーティングを配置することができ、コーティングが機械加工される。他方、薄壁シェルはよい伝熱特性を持つ。これは、適切な媒体を中空シャフトとシェル内部までに伝導することによって、望みどおりにチューブ温度を調整することが可能である。従って、本発明によるチューブロールは乾燥シリンダとしても使うことができる。更に、シェルは穴を持つことができ、例えば、空気がシェル内部から出て行くので、リールドラムでのテイル(tail)の移行を容易にする。
【0019】
少なくとも外部シリンダ12の一部の領域は、セル構造を通してチューブロール環境に、又は、チューブ環境からセル構造に空気流れを提供するために、穿孔32を持つことができる。図6aはセル構造に組み込まれた吹き出しと吸い込みシステムの例を示す。セル構造の利用によって、所望のときに、セル構造を使うことによって、セルの一部分に吹き付けや吸い込みが提供できる。これは、例えば、テイルシュレディング(tail shredding)中に紙ウエッブの局所的吸い込みを可能にするし、また、それに応じて、所望の点でチューブロールからの取り外しもできる。空気流れは図6aの矢印で図示されている。実際には、単独チューブロールは吹き出し又は吸い込みのどちらかを提供するが、これらの両方が同じチューブロールの異なった部分で配置することもできる。シート状メタル材料に穴を開けることは容易であり、特にレーザカット法を使うとき、穴は精度よく形作れるであろう。同時に、穴の形体や位置は通常の場合より著しく自由度をもって選ぶことができる。
【0020】
事実、上記のチューブロールは、例えば、組み込まれたゾーン制御された吹き出し又は吸い込みを持つリールスプール(reel spool)として使うことができる。吹き出しと吸い込みは、例えば、コア構造15と外部シリンダ12間にある一個又はそれ以上のセル46内のマシン方向に限定することができる。吸い込み又は吹き出しが全シェル面積上で提供すべき状況に比べ、一個のシェルで非常に効率的に吸い込み又は吹き出しを作ることは容易である。他方、吹き出し又は吸い込みは、ある領域で、抄紙機断面方向のシェルで断面方向に限定することもできる。この構造は、例えば、テイルシュレディングのために、チューブロールに機能的に制御された吸い込みゾーンを組み込むことを可能にする。他方、吹き出しは、例えば、マシン又は断面方向におけるある所望の点で、限定的に、取り外しているドクターリング(doctoring)又は変化する吹き出しを提供するために使うことができる。一般に、真空又は空気消費の節減は、吹き付けや吸い込みが所望される場所のみに配置されるので、著しい。所望のセル構造に真空又は空気の配送はチューブロールヘッド構造(図示せず)を通して行われる。チューブロールは、圧力レベルと他の関連するパラメータを、それらの分布(profiles)と共に測定するための圧力測定器を含む。
【0021】
他のタイプの媒体流れは、例えば液体又はガスでチューブロールを加熱又は冷却するために、コア構造に形成されるシェルに配置することもできる。これは、コーティングロール又は乾燥ロールアプリケーションに対し主に適用できる。例えば、コーティングロールの耐久性はロールを冷却することによって改良される。
【0022】
コア構造は他の機能もまた含めることができる。本発明によれば、外部シリンダ、内部シリンダ且つ/又はコア構造は、チューブロールの応力を測定するためのセンサー要素を提供する。図6bはセンサー要素の二つの適用例を示す。第一の実施例では、チューブロールの外部シリンダの内面に歪ゲージ34が取り付けられている。歪ゲージは、シート状メタル材料から作られているコア構造とシェルの変形に基づく影響力を容易に決定するために使われる。歪ゲージに加えて、EMFi振動板(diaphragm)を使うことができ、従来のロールコーティングに直接据え付けられるとき、ラバーコーティングの熱硬化を妨げないであろう。他方、測定するセンサーは従来の圧力センサー又は同類でありえる。
【0023】
図6bでは、センサー要素33はコア部品15内に取り付けられている。単独センサーに対し、力はコア構造角度を考慮することによって計算される。他方、角度の影響はコア構造における異なる横腹(側部)の力を合計することによって消される。測定はチューブロールの接線方向におけるせん断力を提供する。歪ゲージを、例えば、コーティング、巻取り又は巻き上げと関連して、例えば、ニップ荷重を直接測定するのに使うことができる。他方、ウエッブ又は繊維の張力は例えば乾燥機やリードロールで測定することは容易である。提案された構造は、従来のチューブロールでは不可能であったであろう簡単な方法で汎用性のある測定を提供する。更に、その測定は、予測寿命の測定と同様に、セル構造チューブロールの使用期間中にモニターしている条件を提供する。センサー要素33は、例えば、互換性のある引込み線で遠隔装置に接続され、回転するチューブロール(図示せず)からの測定結果をまた転送するために使われる。
チューブロールの剛性、特に長手方向のコア構造を持つチューブロールの剛性は、適切な剛性を提供する材料を持つセル又はセルの一部を埋め込むことによって増加させることが出来る。例えば、高い軸剛性を提供する、引き抜き法によって200GPaを超える強さを持つカーボン繊維から作られる補強材プロファイル(profile)を使うことができよう。補強材プロファイル47の形状は、好ましくは、正確にセル46の形状に対応し、補強材プロファイルの各面をセル46の内面、即ち、コア構造14にできるだけ正確に取り付けできるようにする。図6bとは異なり、補強材プロファイルを空洞にすることもできる。補強材プロファイルとコア構造間の接合(joint)ができるだけ完全であるとすれば、補強材プロファイルはチューブロールに向く力に耐えることができるであろう。補強材プロファイルは、好ましくは、必要とされる手段と同様に接着剤のための既製の溝又は同類を持ち、補強材プロファイルを所定の位置に置くためのこぶ要素(nodule)、クラウン又は同類を持つ。溝に施工された接着剤は図6bの網掛けで示されている。接着は、チューブロールが縦方向にあるときに最もよく実施され、それ故に、好ましくは、下方から上方に圧力を持って溝に接着剤の使用を可能にする。補強材プロファイルを使うと、チューブロールの動特性を考慮しながらチューブロール内の据付に対し補強材プロファイルの適切な量を選択することによってチューブロールの剛性を変えることが容易となる。チューブロールが振動なく回転するために、補強材プロファイルはチューブロール中心に関して対称にシェル内に配置されねばならない。従って、チューブロール内のシェル数は、例えば二個又は四個又は他の偶数によって分割できなければならない、その結果として、補強材プロファイルを、例えば、各二個、又は各四個セル内に配置することができる。しかしながら、 非常に長い間隔で採用される補強材プロファイルは、シェル周辺に慣性モーメントの相違が過度に大きくなりチューブロール回転間で振動を励起するとの欠点を持つ。
【0024】
試験された一つのチューブロールの直径は800mmであり、シリンダ間の距離は50mmであった。外部シリンダは4mm厚みのシート状メタルで作られた。内部シリンダの厚みとコア部品は2mmであった。この約7800mmの長さを持つチューブロールの全荷重は鋳造シェルで提供された従来のチューブロールの半分である。更に、チューブロールの固有周波数(specific frequency)はこの場合で5Hz増加した。図1aは36個のコア成分を含むこのチューブロールの断面図を示している。
【0025】
上記のシート状メタルに加えて、コア構造は金型又は弾性材料の合成物から作ることができる。実際では、エクスパンデッドメタル(expanded metal)はシリンダ間で鋳造される又は金型(metal foam)から作られた部品が、例えば、シリンダ間で接着される。金型の使用は、優れた荷重軸受、なお軽荷重であるコア構造を提供し、同時に効率のよい減衰を提供する。更に、シリンダサイズは自由に選択でき、特に、鋳造は簡単な加工方法である。ある種の金型特性により、チューブロールを荷重又は振動問題なしに所望のように作ることができる。例えば、アルミ成形は、軽さと腐食耐性により適切な材料である。これは、図7aに図示され、チューブロール断面の下部は金型から作られている。金型の使用は、チューブロールの荷重性能を著しく向上させる。金型内では、例えば、カーボン繊維から作られる硬化剤ストリップを採用することをまた可能にし、シェルを更に頑丈にするために使うことができる。図7aに示されたチューブロールは更にコーティングに提供される。
【0026】
図7aの断面上部は弾性材料の合成物から作られたものに対応する。実際では、コア構造は例えばポリエチレンマット36から形成され、開口37が適当な間隔でカットされている(図7b)。これは、チューブロール質量を小さくすることを可能にし、弾性材料の合成物は僅かの振動を受け、実施では、振動を効率的に減衰する。弾性マットを使用するとき、マットはシリンダ間に接着される。弾性ゴムには、硬化(curing)を使うことができる。開口のサイズと形は所望のように減衰特性を調整するために使われる。
【0027】
本発明によるチューブロールはコア構造と接続された二個の薄いシリンダから構成される。チューブロールのこのタイプは従来のロールにくらべ約3分の一の重さである。同時に、製造コストは明らかに低くなる。チューブロールは例えば乾燥セクションでの紙とリードロール、コータでのニップロール、又は巻取りや巻上げでのリールスプールとして特に適している。従って、チューブロールはまた適度なニップ荷重が作用するニップロールとして使うこともできる。
【0028】
ニップロールとして使うのに適したチューブロールの例は、外部シリンダが15mm厚さのシート状メタルから作られ、50mmより小さな直径を持つ内部シリンダは4mm厚さのシート状メタルから作られる、構造である。内部シリンダは溶接によってロールヘッドに取り付けられた。コア構造は波状構造として3mm厚さを持つシート状メタル材料から形成され、図6aに示したように内部シリンダのトップに断面方向に調整された。外部シリンダは接着によってコア構造のトップに調整され、溶接によってヘッド構造に取り付けられた。最後に、外径1500mmを持つチューブロールはXMateXコーティングで被覆された。このように与えられたチューブロールは、図4aに示され、75kN/mのニップ荷重に適している寸法である。これは、例えば、表面コーティング装置のロールに対して適切である。図8は、チューブロール使用の他の例を示す。本発明によるチューブロールは例えば乾燥シリンダ38、リードロール39、又は、コーティングロール40として使うことができる。表面サイジング装置又はコーティング装置のロールの両方は、お互いにニップ接触を持ち、本発明によりチューブロールでありえる。チューブロールは、巻取りや巻上げのリールドラム43と同様に、カレンダーに対し紙ロール41、抽出ロール(extraction roll)42として使うこともできる。本発明によるチューブロールの剛性特性は抵抗荷重(resistance loading)に対し十分であり、繊維引張り又は他のロールとのニップ接触により、100kN/m以下の線形荷重で適用される。
【0029】
本発明によるチューブロールはこれまでよりも荷重において非常に軽い。更に、二個のシリンダとお互いに近接して置かれたコア構造は剛性のあるシェルを提供し、更に、良好な荷重特性を持つ。これは、ニップロールとして本発明によるチューブロールの使用を可能にする。更に、その構造は振動を効果的に減衰させ、使用中、本発明によりチューブロールを安定にさせる。チューブロールの小さな直径は動力要求をも減少させる。更に、チューブロールは新しいロールヘッド構造により据付と補修を容易にする。更に、そのような構造は、半危険振動(half-critical vibration)を消去し、これまでよりもより小さなチューブロールを安全に製造することを可能にする。他方、シート構造シリンダの使用によって、生産技術によって以前に課せられていた制限を荷重問題なく避けることができる。これは、大きなロールの製造も可能にする。更に、チューブロールは非常に耐食性があり、種々の機能がチューブロールに組み込むことができる。
【図面の簡単な説明】
【0030】
【図1a】本発明によるチューブロールのシェルの断面図
【図1b】図1aで示されたシェルの部分拡大図
【図2a】本発明によるチューブロールの部分断面図
【図2b】本発明によるチューブロールのシェルの二個の他方の実施例を示す部分断面図
【図3】本発明によるチューブロールのロールヘッドの部分断面図
【図4a】本発明によるチューブロールの不等角投影図
【図4b】図4aの部分断面図
【図4c】図4bで示されたコア成分の断面図
【図5a】図5b中のコア構造を形成する際に使われるパターンの部分図
【図5b】部分的に不完全状態の本発明によるコア構造の他の実施例を示す図
【図5c】図5bの完全なコア構造を示す図
【図6a】本発明によるチューブロールの特別の実施例を示す図
【図6b】本発明によるチューブロールの他の特別の実施例を示す図
【図7a】本発明によるチューブロールの対するコア構造の二個の実施例を示す図
【図7b】コア構造の製造のために使われる材料の不等角投影図
【図8】本発明による種々のチューブロールの抄紙機使用を示す図
【特許請求の範囲】
【請求項1】
抄紙機用チューブロールであって、
シェル(10)、及び、チューブロールを抄紙機に対して回転可能に支持するためのシェル両端のロールヘッド(11)と、
互いに間隔をおいて同心に構成される、シェル(10)内の2つの金属シリンダ(12,13)と、
両シリンダ(12,13)間に、両シリンダ(12,13)に取り付けられたコア構造(14)とを含み、
各ロールヘッド(11)は、両シリンダ(12,13)に取り付けられ、両シリンダのうちの少なくとも内側のシリンダ(13)は、シートメタル材料により作成されることを特徴とする、抄紙機用チューブロール。
【請求項2】
外側のシリンダ(12)もシートメタル材料により作成される、請求項1に記載の抄紙機用チューブロール。
【請求項3】
シートメタル材料の厚さは、1〜5mm、より好ましくは2〜4mmである、請求項1又は2に記載の抄紙機用チューブロール。
【請求項4】
外側のシリンダ(12)の厚さは、内側のシリンダ(13)の厚さよりも大きい、請求項1〜3の何れかに記載の抄紙機用チューブロール。
【請求項5】
両シリンダ(12,13)間の距離は、チューブロールの外径の2〜15%、より好ましくは3〜10%である、請求項1〜4の何れかに記載の抄紙機用チューブロール。
【請求項6】
コア構造(14)は、1以上の部材(15)からなる、請求項1〜5の何れかに記載の抄紙機用チューブロール。
【請求項7】
コア構造(14)は、チューブロールの軸方向ないしクロス方向に設えられる1以上の部材(15)からなる、請求項6に記載の抄紙機用チューブロール。
【請求項8】
コア構造(14)は、1つの連続するコア部材(15)からなる、請求項6又は7に記載の抄紙機用チューブロール。
【請求項9】
コア部材(15)は、シートメタル材料から作成され、セル構造を形成するよう外側のシリンダ(12)の内面と内側のシリンダ(13)の外面の双方に付けられる、請求項8に記載の抄紙機用チューブロール。
【請求項10】
補強材(47)は、好ましくはカーボンファイバ構造であり、コア部材(15)に一体化される、請求項9に記載の抄紙機用チューブロール。
【請求項11】
コア部材(15)は、弾性マット(36)である、請求項8に記載の抄紙機用チューブロール。
【請求項12】
両シリンダ(12,13)及びコア構造(14)の双方は、レーザカットされ且つレーザ溶接されたシートメタル部材である、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項13】
チューブロールの軸方向で両シリンダ(12,13)は、2以上の円筒形部材(12’、13’)からなり、それらの間の突合せ結合部で且つ両シリンダ(12,13)間に、円筒形部材(12’、13’)が取り付けられる支持部材(17)が存在する、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項14】
円筒形部材(12’、13’)及び支持部材(17)の間に、合成ゴムのような弾性結合材料からなる、弾性結合部又はレーザ溶接部(19)が存在する、請求項13に記載の抄紙機用チューブロール。
【請求項15】
シートメタル材料は、残留応力の無い冷間圧延シートである、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項16】
コア構造(14)は、金属成形又は弾性合成物からなる、請求項1〜6の何れかに記載の抄紙機用チューブロール。
【請求項17】
ロールヘッド(11)は、互いに脱着可能に接続可能な2つの環状部材(20,21)を含み、該シリンダ(12,13)は第1の環状部材(20)に取り付けられ、第2の環状部材(21)には、抄紙機にチューブロールを回転可能に取り付けるための部材(22)が設けられる、請求項1〜16の何れかに記載の抄紙機用チューブロール。
【請求項18】
部材(22)は、ボックスタイプの構造を形成するようにシート部材(24,25)を用いて第2の環状部材(21)に同心に構成された環状部材(23)を含み、抄紙機に中空シャフトを取り付けるための接続ユニット(26)を有する、請求項17に記載の抄紙機用チューブロール。
【請求項19】
外側のシリンダ(12)の外面上に被覆が存在する、請求項1〜18の何れかに記載の抄紙機用チューブロール。
【請求項20】
外側のシリンダ(12)の領域の少なくとも一部は、セル構造を介してチューブロール周辺環境への又はチューブロール周辺環境からセル構造へのエアフロー接続を提供する穿孔(32)を有する、請求項9に記載の抄紙機用チューブロール。
【請求項21】
前記セル構造は、チューブロールを加熱又は冷却するための媒体の流れが内部に存在する複数のセル(50)を含む、請求項9に記載の抄紙機用チューブロール。
【請求項22】
外側のシリンダ(12)、内側のシリンダ(13)及び/又はコア構造(14)に、チューブロールの応力を測定するセンサー素子(33)が配設される、請求項1〜21の何れかに記載の抄紙機用チューブロール。
【請求項23】
チューブロールは、抄紙機のガイドロール、リードロール又は抽出ロールである、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項24】
チューブロールは、抄紙機の表面サイジング又はコーティング設備のロール(40)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項25】
チューブロールは、抄紙機のリールスプール(43)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項26】
チューブロールは、抄紙機のドライヤシリンダ(38)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項27】
2つの同心に構成されたシリンダ(12,13)間にコア構造(14)を備えるシェル(10)及びロールヘッド(11)を有するチューブロールの製造方法であって、
ロールヘッド(11)が製造され、
外側のシリンダ(12)が金属材料から製造され、
内側のシリンダ(13)がシートメタル材料から製造され、
コア構造が製造され、
その後、
コア構造(14)が内側のシリンダの上部に設けられ、
コア構造(14)及び内側のシリンダ(13)が互いに取り付けられ、これらの段階に先立って又は後続して、内側のシリンダ(13)及びロールヘッド(11)が互いに取り付けられ、その後、外側のシリンダ(12)がコア構造(14)の上部に設けられ、それら双方がコア構造(14)及びロールヘッド(11)に取り付けられることを特徴とする、方法。
【請求項28】
チューブロールが、コーティングされる、請求項27に記載の方法。
【請求項29】
コア構造(14)の外面及び/又は外側のシリンダ(12)の内面の相互接触面は、互いに接続される前に前処理される、請求項27又は28に記載の方法。
【請求項30】
コア構造(14)及びシリンダ(12,13)が、溶接により取り付けられる、請求項27〜29の何れかに記載の方法。
【請求項31】
ロールヘッド(11)及びシリンダ(12,13)が、溶接により取り付けられる、請求項27〜30の何れかに記載の方法。
【請求項32】
シリンダ(12,13)が、突合せ溶接により互いに接続される2以上の円筒形部材(12’、13’)から作成される、請求項27〜31の何れかに記載の方法。
【請求項33】
支持部材(17)は、円筒形部材(12’、13’)間の突合せ溶接部に配設される、請求項32に記載の方法。
【請求項34】
レーザ溶接が、溶接に用いられる、請求項27〜33の何れかに記載の方法。
【請求項35】
コア構造(14)及びシリンダ(12,13)が、接着により接続される、請求項27〜29の何れかに記載の方法。
【請求項1】
抄紙機用チューブロールであって、
シェル(10)、及び、チューブロールを抄紙機に対して回転可能に支持するためのシェル両端のロールヘッド(11)と、
互いに間隔をおいて同心に構成される、シェル(10)内の2つの金属シリンダ(12,13)と、
両シリンダ(12,13)間に、両シリンダ(12,13)に取り付けられたコア構造(14)とを含み、
各ロールヘッド(11)は、両シリンダ(12,13)に取り付けられ、両シリンダのうちの少なくとも内側のシリンダ(13)は、シートメタル材料により作成されることを特徴とする、抄紙機用チューブロール。
【請求項2】
外側のシリンダ(12)もシートメタル材料により作成される、請求項1に記載の抄紙機用チューブロール。
【請求項3】
シートメタル材料の厚さは、1〜5mm、より好ましくは2〜4mmである、請求項1又は2に記載の抄紙機用チューブロール。
【請求項4】
外側のシリンダ(12)の厚さは、内側のシリンダ(13)の厚さよりも大きい、請求項1〜3の何れかに記載の抄紙機用チューブロール。
【請求項5】
両シリンダ(12,13)間の距離は、チューブロールの外径の2〜15%、より好ましくは3〜10%である、請求項1〜4の何れかに記載の抄紙機用チューブロール。
【請求項6】
コア構造(14)は、1以上の部材(15)からなる、請求項1〜5の何れかに記載の抄紙機用チューブロール。
【請求項7】
コア構造(14)は、チューブロールの軸方向ないしクロス方向に設えられる1以上の部材(15)からなる、請求項6に記載の抄紙機用チューブロール。
【請求項8】
コア構造(14)は、1つの連続するコア部材(15)からなる、請求項6又は7に記載の抄紙機用チューブロール。
【請求項9】
コア部材(15)は、シートメタル材料から作成され、セル構造を形成するよう外側のシリンダ(12)の内面と内側のシリンダ(13)の外面の双方に付けられる、請求項8に記載の抄紙機用チューブロール。
【請求項10】
補強材(47)は、好ましくはカーボンファイバ構造であり、コア部材(15)に一体化される、請求項9に記載の抄紙機用チューブロール。
【請求項11】
コア部材(15)は、弾性マット(36)である、請求項8に記載の抄紙機用チューブロール。
【請求項12】
両シリンダ(12,13)及びコア構造(14)の双方は、レーザカットされ且つレーザ溶接されたシートメタル部材である、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項13】
チューブロールの軸方向で両シリンダ(12,13)は、2以上の円筒形部材(12’、13’)からなり、それらの間の突合せ結合部で且つ両シリンダ(12,13)間に、円筒形部材(12’、13’)が取り付けられる支持部材(17)が存在する、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項14】
円筒形部材(12’、13’)及び支持部材(17)の間に、合成ゴムのような弾性結合材料からなる、弾性結合部又はレーザ溶接部(19)が存在する、請求項13に記載の抄紙機用チューブロール。
【請求項15】
シートメタル材料は、残留応力の無い冷間圧延シートである、請求項1〜10の何れかに記載の抄紙機用チューブロール。
【請求項16】
コア構造(14)は、金属成形又は弾性合成物からなる、請求項1〜6の何れかに記載の抄紙機用チューブロール。
【請求項17】
ロールヘッド(11)は、互いに脱着可能に接続可能な2つの環状部材(20,21)を含み、該シリンダ(12,13)は第1の環状部材(20)に取り付けられ、第2の環状部材(21)には、抄紙機にチューブロールを回転可能に取り付けるための部材(22)が設けられる、請求項1〜16の何れかに記載の抄紙機用チューブロール。
【請求項18】
部材(22)は、ボックスタイプの構造を形成するようにシート部材(24,25)を用いて第2の環状部材(21)に同心に構成された環状部材(23)を含み、抄紙機に中空シャフトを取り付けるための接続ユニット(26)を有する、請求項17に記載の抄紙機用チューブロール。
【請求項19】
外側のシリンダ(12)の外面上に被覆が存在する、請求項1〜18の何れかに記載の抄紙機用チューブロール。
【請求項20】
外側のシリンダ(12)の領域の少なくとも一部は、セル構造を介してチューブロール周辺環境への又はチューブロール周辺環境からセル構造へのエアフロー接続を提供する穿孔(32)を有する、請求項9に記載の抄紙機用チューブロール。
【請求項21】
前記セル構造は、チューブロールを加熱又は冷却するための媒体の流れが内部に存在する複数のセル(50)を含む、請求項9に記載の抄紙機用チューブロール。
【請求項22】
外側のシリンダ(12)、内側のシリンダ(13)及び/又はコア構造(14)に、チューブロールの応力を測定するセンサー素子(33)が配設される、請求項1〜21の何れかに記載の抄紙機用チューブロール。
【請求項23】
チューブロールは、抄紙機のガイドロール、リードロール又は抽出ロールである、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項24】
チューブロールは、抄紙機の表面サイジング又はコーティング設備のロール(40)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項25】
チューブロールは、抄紙機のリールスプール(43)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項26】
チューブロールは、抄紙機のドライヤシリンダ(38)である、請求項1〜22の何れかに記載の抄紙機用チューブロール。
【請求項27】
2つの同心に構成されたシリンダ(12,13)間にコア構造(14)を備えるシェル(10)及びロールヘッド(11)を有するチューブロールの製造方法であって、
ロールヘッド(11)が製造され、
外側のシリンダ(12)が金属材料から製造され、
内側のシリンダ(13)がシートメタル材料から製造され、
コア構造が製造され、
その後、
コア構造(14)が内側のシリンダの上部に設けられ、
コア構造(14)及び内側のシリンダ(13)が互いに取り付けられ、これらの段階に先立って又は後続して、内側のシリンダ(13)及びロールヘッド(11)が互いに取り付けられ、その後、外側のシリンダ(12)がコア構造(14)の上部に設けられ、それら双方がコア構造(14)及びロールヘッド(11)に取り付けられることを特徴とする、方法。
【請求項28】
チューブロールが、コーティングされる、請求項27に記載の方法。
【請求項29】
コア構造(14)の外面及び/又は外側のシリンダ(12)の内面の相互接触面は、互いに接続される前に前処理される、請求項27又は28に記載の方法。
【請求項30】
コア構造(14)及びシリンダ(12,13)が、溶接により取り付けられる、請求項27〜29の何れかに記載の方法。
【請求項31】
ロールヘッド(11)及びシリンダ(12,13)が、溶接により取り付けられる、請求項27〜30の何れかに記載の方法。
【請求項32】
シリンダ(12,13)が、突合せ溶接により互いに接続される2以上の円筒形部材(12’、13’)から作成される、請求項27〜31の何れかに記載の方法。
【請求項33】
支持部材(17)は、円筒形部材(12’、13’)間の突合せ溶接部に配設される、請求項32に記載の方法。
【請求項34】
レーザ溶接が、溶接に用いられる、請求項27〜33の何れかに記載の方法。
【請求項35】
コア構造(14)及びシリンダ(12,13)が、接着により接続される、請求項27〜29の何れかに記載の方法。
【図3】

【図8】
【図8】
【公表番号】特表2006−515650(P2006−515650A)
【公表日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願番号】特願2005−518359(P2005−518359)
【出願日】平成16年1月29日(2004.1.29)
【国際出願番号】PCT/FI2004/050008
【国際公開番号】WO2004/067978
【国際公開日】平成16年8月12日(2004.8.12)
【出願人】(501249157)メッツォ ペーパー インコーポレイテッド (33)
【Fターム(参考)】
【公表日】平成18年6月1日(2006.6.1)
【国際特許分類】
【出願日】平成16年1月29日(2004.1.29)
【国際出願番号】PCT/FI2004/050008
【国際公開番号】WO2004/067978
【国際公開日】平成16年8月12日(2004.8.12)
【出願人】(501249157)メッツォ ペーパー インコーポレイテッド (33)
【Fターム(参考)】
[ Back to top ]