
抄紙用プロセスベルト
【課題】
使用寿命の長い抄紙用プロセスベルトの提供。
【解決手段】
補強繊維基材6とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトであって、前記ポリウレタンは、焼成カオリンクレイ、溶融シリカおよびゼオライトから選ばれた充填剤をポリウレタン中に均一に分散させたポリウレタンである抄紙用プロセスベルト。
使用寿命の長い抄紙用プロセスベルトの提供。
【解決手段】
補強繊維基材6とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトであって、前記ポリウレタンは、焼成カオリンクレイ、溶融シリカおよびゼオライトから選ばれた充填剤をポリウレタン中に均一に分散させたポリウレタンである抄紙用プロセスベルト。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、抄紙機に使用される高い剛性と高い延展性、屈曲性能を有するシュープレスベルト、トランスファーベルト(搬送ベルト)、カレンダーベルト等に利用される抄紙用ポリウレタン製プロセスベルトに関するものである。抄紙機において、例えば、シュープレスベルトは湿紙ウエブを載せた抄紙用プレスフェルト(プレスファブリックとも呼ばれる)と一緒にプレスロールとシューにより圧搾され、前記湿紙ウエブに含まれる水分を搾水するのに使用される。
【背景技術】
【0002】
抄紙工程において、湿紙から搾水するために、従来から一般に抄紙機は、ワイヤーパートと、プレスパートと、ドライヤーパートとを備える。これらワイヤーパート、プレスパート、およびドライヤーパートは、この順で湿紙の搬送方向に沿って配置される。湿紙は、ワイヤーパート、プレスパート、およびドライヤーパートそれぞれに配設された抄紙用具に次々と受け渡されながら搬送されるとともに搾水され、最終的にはドライヤーパートで乾燥させられる。
【0003】
これらの各々のパートでは湿紙を脱水し(ワイヤーパート)、搾水し(プレスパート)、そして乾燥する(ドライヤーパート)と言った各機能に対応した抄紙用具が使用されている。また、プレスパートは、湿紙の搬送方向に沿って直列に並設された1つ以上のプレス装置を具備することが一般的である。
【0004】
各プレス装置は、無端状(クローズドタイプ)のフェルトを配置し、あるいは有端状のフェルトを抄紙機上で連結し無端状に形成したフェルトを配置する。そして、プレス装置は、対向する一対のロール(すなわちロールプレス)、あるいはロール及びシュープレスを有しており、該フェルトは湿紙を置載して湿紙の搬送方向に沿って移動しつつ、該フェルトとシュープレスベルトと共にロールプレスあるいはシュープレスで加圧することにより、湿紙から水分を搾水してフェルトにその水分を連続的に吸収させるか、フェルト内を通過させて外部へ排出させている。
【0005】
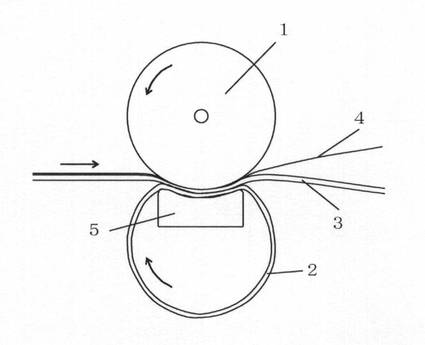
図5を用いて前記プレス装置部分の一例を説明する。プレスロール1とシュー5との間に、ループ状のシュープレス用ベルト2を介在させたシュープレス機構を用い、プレスロール1とシュー5とで形成されるプレス部において、搬送フェルト3と湿紙4を通過させて脱水を行なっている。
【0006】
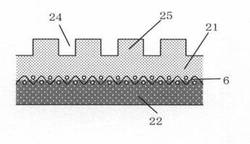
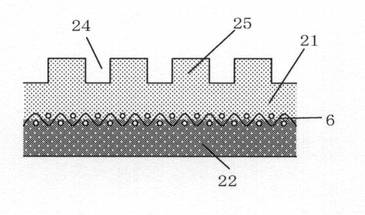
また、シュープレス用ベルト2は、図2に示すように、ポリウレタン層に封入(埋設)された繊維基材6の両面にポリウレタン外周層21,ポリウレタン内周層22を設けて構成され、更にプレスロール側のポリウレタン外周層21の表面には多数の凹溝24が形成されており、上記のプレス時に湿紙4から絞り出された水を凹溝24に保持し、更には保持した水をベルト自身の回転によりプレス部の外に移送するようになっている。そのため、プレスロール側のポリウレタン外周層21に設けられた凸部25は、プレスロール1による垂直方向の押圧力や、シュープレス領域におけるシュープレス用ベルトの摩擦、屈曲疲労に対して耐摩耗性、耐クラック性、耐屈曲疲労性等の機械的特性を改善することが要求されている。
【0007】
このような理由から、シュープレス用ベルト2のポリウレタン外周層21を形成する樹脂材料として、耐クラック性に優れるポリウレタンが広く使用されている。
【0008】
例えば、特開2002−146694号公報(特許文献1)は、補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層とで構成され、前記補強繊維基材が前記ポリウレタン中に埋設された製紙用ベルトにおいて、外周層を構成するポリウレタンは、トルエン−2,6−ジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL:商品名)と、ジメチルチオトルエンジアミンを含有する硬化剤(鎖延長剤とも言う)とを、前記硬化剤の活性水素基(−H)と前記ウレタンプレポリマーのイソシアネート基(−NCO)との当量比(H/NCO)の値が、1<H/NCO<1.15となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が89〜94度のポリウレタンで、内周層を構成するポリウレタンは、4,4’−メチレンビス(フェニルイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、ジメチルチオトルエンジアミン65部とポリテトラメチレングリコール(PTMG)35部を含有する混合硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.85≦H/NCO<1となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトが提案されている。
【0009】
また、特開2002−146694号公報(特許文献1)は、補強基材と熱硬化性ポリウレタンとが一体化してなり、前記補強基材が前記ポリウレタン中に埋設され、外周面および内周面が前記ポリウレタンで構成された製紙用ベルトにおいて、外周面を構成するポリウレタンは、末端にイソシアネート基を有するウレタンプレポリマーとジメチルチオトルエンジアミンを含有する硬化剤とを含む組成物から形成されている抄紙用プロセスベルトが提案されている。
【0010】
さらに、特開2008−285784号公報(特許文献2)は図1に示す補強繊維基材6がポリウレタン2中に埋設され、外周層2aおよび内周層2bがポリウレタンで構成されたシュープレスベルトにおいて、外周層を構成するポリウレタンは、p−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物と、ポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、1,4−ブタンジオールと活性水素基を有する芳香族ポリアミンとの硬化剤混合物(B)とを反応硬化させて得られるポリウレタン層が含有されていることを特徴とするシュープレスベルトを提案している。
【0011】
前記特許文献2に記載のシュープレスベルトは、前記特許文献1記載のシュープレスベルトと比較して剛性、耐屈曲性、ポリウレタン原料のポリイソシアネートとして硬化速度の調整が難しいp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物を用い、ポリオール成分としても直鎖状のポリオール化合物であるPTMGおよびブタンジオールを用いるゆえに特許文献2に記載のシュープレスベルトより曲げ疲労に対する耐性、亀裂の伝播に対する耐性、溝の閉口に対する耐性、硬度、引張特性および摩耗特性強靭性のいずれにも優れる利点を有する。
【0012】
さらに特表2007−530800号公報(特許文献3)は、平均径分布が100nmを超えないナノ粒子であって、長さが約100nm〜500nmの範囲のナノ粒子が約0.01重量%〜約10重量%、好ましくは約1〜5重量%の量が含まれているTDIやMDIをイソシアネート化合物として使用したポリウレタンを基礎としたコーティングを有するポリウレタン層を有する抄紙機用プロセスベルトを提案し、この抄紙機用プロセスベルトは、曲げ疲労に対する耐性、亀裂の伝播に対する耐性、溝の閉口に対する耐性、硬度、引張特性又は摩耗特性の少なくとも1つの特性が向上されていることを挙げている。
【0013】
トランスファーベルト(搬送ベルト)に係わる特許第3264461号明細書(特許文献4)は、紙、板紙等の抄紙機において、搬送ベルトが圧縮される第1搬送点からクローズ・ドローで第2搬送点へウエブを運ぶための前記搬送ベルトにおいて、前記搬送ベルトは強化基布と前記強化基布上の紙側(外層)の脂肪族ポリウレタン重合体皮膜とからなり、前記強化基布は裏側および前記紙側を有し、前記重合体皮膜はカオリンクレイを23.6重量%、脂肪族ポリウレタン67.5重量%(固型分量)を含有する脂肪族ポリウレタン水分散液を前記強化基布面に塗布・乾燥して形成されたショアーA50ないしショアーA90の範囲のA硬度を有し、前記重合体皮膜は負荷に応じて弾性変形する粗さを具備するウエブ接触面を有し、前記重合体皮膜の圧縮前の粗さはRz=2ミクロンから80ミクロンの範囲にあり、前記搬送ベルトがプレスニップ内にあるときに圧縮され、その粗さはRz=0ミクロンから20ミクロンの範囲であり、かつ、前記プレスニップからの退出後に前記圧縮前の粗さに復帰することが可能である搬送ベルトを開示する。
【0014】
前記特許文献3は、ナノ粒子として、クレイ、カーボンブラック、シリカ、シリコンカーバイド、又はアルミナなどの金属酸化物を挙げ、前記金属酸化物としては、酸化アルミニウム、酸化チタン、酸化鉄、酸化亜鉛、酸化インジウム、酸化錫、酸化アンチモン、酸化セリウム、酸化イットリウム、酸化ジルコニウム、酸化銅、酸化ニッケル及び/又は酸化タンタル、並びにこれらの組み合わせを含んでもよい。例えば、一実施例において、コートされていないアルミナ、エポキシシラン、又はオクチルシランでコートされたアルミナを1重量%まで添加される。また、クレイとしてCloisite(登録商標)30B、サポナイト、ヘクトライト(hectorite)、マイカ、バーミキュライト(vermiculite)、ベントナイト、ノントロナイト、ベイデライト(beidellite)、ボルコンスコイト(volkonskoite)、マナディイト(manadiite)及びケニヤイト(henyaite)並びにこれらを組み合わせたものなどのモンモリロナイトを含んでもよいと記載する。
【0015】
前記特許文献3の抄紙用プロセスベルトは、前記特許文献4に開示するトランスファーベルトより高い表面硬度を有し、また、曲げ疲労に対する耐性、亀裂の伝播に対する耐性は前記特許文献1記載の抄紙用プロセスベルトの約4〜5倍向上した数値を明細書に開示するが、前記特許文献2記載のシュープレスベルトの曲げ疲労に対する耐性、亀裂の伝播に対する耐性と比較すると劣る。
【0016】
前記特許文献2記載のシュープレスベルトは、イソシアネート化合物としてp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物を用いるので、これらポリイソシアネート化合物と硬化剤とを加熱させるときの温度管理が難しい欠点がある。
【0017】
前記特許文献4のプロセスベルトは、カオリンクレイを23.6重量%、脂肪族ポリウレタン67.5重量%(固型分量)を含有する脂肪族ポリウレタン水分散液を塗工剤として利用するため、カオリンクレイによるベルトのJIS−A硬度の向上させる効果、脂肪族ポリウレタンによるベルトの延展性向上効果は発揮されているが、耐久性向上には未だ不足である。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2002−146694号公報
【特許文献2】特開2008−285784号公報
【特許文献3】特表2007−530800号公報
【特許文献4】特許第3264461号明細書
【発明の概要】
【発明が解決しようとする課題】
【0019】
前記特許文献3記載のナノ粒子を配合することにより抄紙用シュープレスベルトの疲労亀裂成長率の抑制効果を向上させる手段は、ポリウレタン原料のポリイソシアネート化合物の種類を特定せずに利用できる利点があり優れたものである。しかし、ナノ粒子をウレタンプレポリマーに分散させ、さらに硬化剤を混合させ均一にナノ粒子を硬化性ウレタン組成物に均一に分散させることはナノ粒子が空気中の水分を吸収してポリイソシアネート化合物と反応してしまうこと、およびナノ粒子が二次凝集してしまう欠点があり、10重量%を越えてナノ粒子を使用することは難しい。シュープレスベルトの用途ならナノ粒子の配合量は0.1〜10重量%でもよいが、ベルトに親水性も要求されるプロセスベルトではナノ粒子の配合量はより高い方が好ましい。
【0020】
本発明者らは、硬化性ウレタン組成物に均一に分散させる無機充填剤として平均粒子径が1〜20ミクロンメートル(μm)の無機充填剤を用いポリウレタン製の抄紙用プロセスベルトを製造して疲労亀裂成長率の抑制効果を評価したところ、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカ、ゼオライト、あるいはそれら粒子表面を有機シランカップリング剤で表面処理した酸化珪素成分を50重量%以上含有する無機充填剤が、前記疲労亀裂成長率の抑制効果を更に2〜10倍向上させることを見出した。
【課題を解決するための手段】
【0021】
請求項1の発明は、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトにおいて、ポリウレタンの一部または全てのポリウレタンは、芳香族イソシアネート化合物とポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカおよびゼオライトから選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%含む硬化性ウレタン組成物を加熱硬化させて形成したポリウレタンであることを特徴とする、抄紙用プロセスベルトを提供するものである。
【0022】
請求項2の発明は、前記焼成カオリンクレイまたは溶融シリカの粒子表面が有機シランカップリング剤0.2〜3重量%(有機シランカップリング剤で表面処理された無機充填剤の重量に対する割合)で表面処理した無機充填剤であることを特徴とする請求項1記載の抄紙用プロセスベルトを提供するものである。
【0023】
請求項3の発明は、湿紙と接する抄紙用プロセスベルトのポリウレタン外層側のJIS−A硬度が91〜100度であることを特徴とする、請求項1記載の抄紙用プロセスベルトを提供するものである。
【発明の効果】
【0024】
本発明の抄紙用プロセスベルトは、無機充填剤として平均粒子径が1〜20μmと大きい粒子径の焼成カオリンクレイ、溶融シリカ、およびゼオライトの酸化珪素粒子を主成分とする無機充填剤を用いるので硬化性ウレタン組成物への配合も容易でかつ、形成される芳香族系ポリウレタンに対し無機充填剤の結合も強固となる。また、無機充填剤の配合量も0.3〜30重量%とより高い配合量とすることもでき、高剛性で、疲労亀裂成長率の抑制効果が市販のポリウレタン製シュープレスベルト、トランスファーベルト、カレンダーベルト等の抄紙用プロセスベルトよりも5〜20倍と向上したポリウレタン製プロセスベルトを与えることができる。
【図面の簡単な説明】
【0025】
【図1】図1は本発明のシュープレスベルトの断面図である。
【図2】図2は本発明のシュープレスベルトの断面図である。
【図3】図3は本発明で使用するデマチャ式類似屈曲試験を説明する図である。(公知)
【図4】図4は本発明で使用する摩耗試験を説明する図である。(公知)
【図5】図5は湿紙の脱水装置の断面図である。(公知)
【発明を実施するための形態】
【0026】
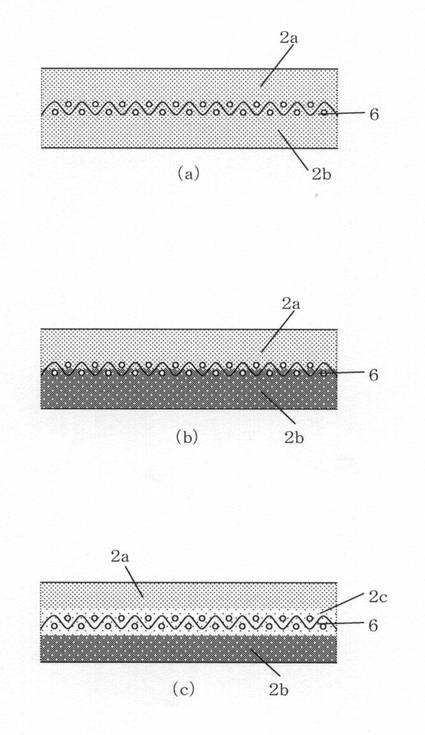
以下、図を用いて本発明をさらに詳細に説明する。図1は本発明のシュープレスベルトの一例を示す断面図で、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン層中に埋設されている。図1(a)はポリウレタン層が単一なもの、図1(b)はポリウレタン層が外周層(2a)と内周層(2b)の2層のもの、および図1(c)はポリウレタン層が外周層(2a)、中間層(2c)と内周層(2b)の3層のものを示す。
【0027】
いずれの前記構造のシュープレスベルトにおいても、ポリウレタンの一部または全てのポリウレタンは、末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μm、好ましくは1〜10μmの焼成カオリンクレイ、溶融シリカ、ゼオライト、および、前記焼成カオリンクレイ、溶融シリカの粒子表面を活性水素基(H)を有する有機シランカップリング剤で表面処理した無機充填剤から選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%、好ましくはシュープレスベルトでは1.0〜20重量%、親水性を好まれるトランスファーベルトでは12〜28重量%、カレンダーベルトでは3〜20重量%、含む硬化性ウレタン組成物を硬化させて形成したポリウレタン製プロセスベルトである。
【0028】
前記ウレタンプレポリマー(A)は、芳香族ポリイソシアネート化合物(a)とポリオール(b)とを反応させて得られる末端にイソシアネート基(−NCO)を有するウレタンプレポリマーである。このウレタンプレポリマー(A)の末端イソシアネート基はフェノール、オキシム、アルコール、有機脂肪族アミン、有機カルボン酸等のブロック剤でマスクされていても良い。
【0029】
前記芳香族ポリイソシアネート化合物(a)としては、2,4−トリレン−ジイソシアネート、2,6−トリレン−ジイソシアネート、1,5−ナフタレン−ジイソシアネート、p−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)、メタキシレンジイソシアネートp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)より選ばれた1種、または2種以上のポリイソシアネートを使用することができる。より好ましくは、TDI、MDIがポリウレタン製造時の加熱硬化エネルギーが少ない理由で好ましい。
【0030】
また、前記ポリオール(b)としては、ポリテトラメチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのポリエーテルポリオール、ポリカプロラクトンエステル、ポリカーボネート、ポリエチレンアジペート、ポリブチレンアジペート、ポリヘキセンアジペートなどのポリエステルポリオールより選ばれた1種、または2種以上のポリオールを使用することができる。より好ましくは、ポリテトラメチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどの分子量が230〜3000のポリエーテルポリオールが好ましい。
【0031】
芳香族ポリイソシアネート化合物(a)のイソシアネート基(−NCO)はポリオール(b)の水酸基(−OH)に対し1以上の当量比となる量反応させ、生成されたウレタンプレポリマーの末端にイソシアネート基を残させる。
【0032】
前記活性水素基(−H)を有する硬化剤(B)としては、1,4−ブタンジオール、グリセリン、ペンタエリスリトールなどの脂肪族ポリオール、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物(商品名ETHACURE100)、4,4’−ビス(2−クロロアニリン)、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物(商品名ETHACURE300)、4,4’−ビス(sec−ブチルアミノ)−ジフェニルメタン、N,N’−ジアルキルジアミノジフェニルメタン、4,4’−メチレンジアニリン(MDA)、4,4’−メチレン−ビス(2,3−ジクロロアニリン)(TCDAM)、4,4’−メチレン−ビス(2−クロロアニリン)(MOCA)、4,4’−メチレン−ビス(2−エチル−6−メチルアニリン)(商品名CUREHARD MED)、トリメチレン−ビス(4−アミノベンゾエート)( 商品名CUA-4)、およびm−フェニレンジアミン(MPDA)より選ばれた、分子量が108〜380好ましくは、分子量が198〜342の芳香族ポリアミンより選ばれた1種、または2種以上の硬化剤が挙げられる。
【0033】
前記ウレタンプレポリマー(A)のイソシアネート基(−NCO)と硬化剤(B)の活性水素基(−H)の使用割合は、ウレタンプレポリマー(B)のイソシアネート基(−NCO)との当量比(−H/−NCO)の値が0.88≦H/NCO≦1.12となる割合、好ましくは0.95≦H/NCO≦1.0で使用される。前記ウレタンプレポリマーと前記硬化剤と無機充填剤が0.3〜30重量%混合された硬化性ウレタン組成物を70〜140℃で2〜20時間加熱硬化させて外層のポリウレタン層を形成させる。ポリウレタン製ベルトの耐磨耗性を高めるには前記H/NCO比が低い方がよく、ポリウレタン製ベルトの耐クラック防止性を高めるには前記H/NCO比が高い方がよい。
【0034】
上記無機充填剤(C)としては、平均粒子径が1〜20μm、好ましくは1〜10μmの焼成カオリンクレイ、溶融シリカ、ゼオライトおよび、前記焼成カオリンクレイ、溶融シリカの粒子表面を有機シランカップリング剤で表面処理した無機充填剤から選択された酸化ケイ素成分を主成分とする無機充填剤が使用される。これら無機充填剤(C)の水分含有量は1.0重量%未満のもの、好ましくは1ppm以下のものが好ましい。
【0035】
有機シランカップリング剤としては、アミノ基(-NH2)変成オルガノシランカップリング剤、メルカプト基(−SH)変成オルガノシランカップリング剤、カルボキシル基(−COOH)変成オルガノシランカップリング剤などの活性水素基(−H)を有する有機シランカップリング剤、アルコキシ基(OR)と活性水素基(−H)を有する変性オルガノシランカップリング剤が好ましい。これらは単独でまたは2種類以上併用して用いてもよい。なお、活性水素基(−H)を有する有機シランカップリング剤の中には加熱により分解して空気中の水分と反応して活性水素基(−H)を呈現するアルコキシ基変成有機シランカップリング剤、アミド基変成有機シランカップリング剤も含まれる。
【0036】
変成オルガノシランカップリング剤としては、具体的には、3−オクタノイルチオプロピルトリエトキシシラン、γ−ウレイドプロピルトリエトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、などが挙げられる。
【0037】
上記アミノ基変成オルガノシランカップリング剤としては、具体的にはN−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルメチルジメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、N−2−(アミノエチル)3−アミノプロピルメチルジメトキシシラン、N−2−(アミノエチル)3−アミノプロピルトリメトキシシラン、N−2−(アミノエチル)3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−トリエトキシシリル−N−(1,3−ジメチル-ブチリデン)プロピルアミン、N−フェニル−3−アミノプロピルトリメトキシシラン、γ−クロロプロピルトリメトキシシラン、などが挙げられる。
【0038】
上記エポキシ基変成オルガノシランカップリング剤としては、具体的にはγ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメチルジエトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどが挙げられる。
【0039】
上記メルカプト基(−SH)変成オルガノシランカップリング剤、具体的にはγ−メルカプトプロピルトリメトキシシラン、3−オクタノイルチオプロピルトリエトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−メルカプトプロピルトリメトキシシラン、ビス(トリエトキシシリルプロピル)テトラスルフィドなどが挙げられる。
【0040】
上記カルボキシル基(−COOH)変成オルガノシランカップリング剤としては、具体的には3−メタクリロキシプロピルメチルジエトキシシラン、3−メタクリロキシプロピルトリエトキシシラン、3−アクリロキシプロピルトリメトキシシランなどが挙げられる。
【0041】
中でも、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシランが溶融シリカ、焼成カオリンクレイ、ポリウレタンとの親和性に優れるので好ましい。すなわち、有機シランカップリング剤は前記SiO2を主成分とする無機充填剤と親和性に富み、かつ、有機シランカップリング剤の活性水素基(−H)は、硬化性ウレタン組成物硬化時にイソシアネート基と反応するので生成されるポリウレタンと前記無機充填剤の結合がより強固なものとなる。
【0042】
前記無機充填剤に対する活性水素基を有する有機シランカップリング剤の使用量は、0.2〜3重量%、好ましくは0.5〜1.5重量%である。
【0043】
前記焼成カオリンクレイ(C)は、例えば3−アミノプロピルトリエトキシシラン変性焼成カオリンクレイが、ドイツのBASF社よりTranslink445(平均粒子径1.4μm、比表面積10.4m2/g)、焼成カオリンクレイが、BASF社よりSatintone W(平均粒子径1.4μm、比表面積10.4m2/g、IMERYS社よりPolestar200R、JETRO社よりCalconed China Clayの商品名で入手できる。また、溶融シリカ(C)は、株式会社龍森よりFuselex X(平均粒子径2.5μm、比表面積12.8m2/g)、Fuselex RD-8(平均粒子径15.1μm、比表面積2.2m2/g)の商品名で入手できる。3−(2−アミノエチル)アミノプロピルトリメトキシシランで変性した焼成カオリン(C)、溶融シリカ(C)の製造に用いる3−(2−アミノエチル)アミノプロピルトリメトキシシランは、信越化学工業よりKBM−603(商品名)、東レ・ダウコーニング社よりZ−6020またはZ−6094(商品名)、モメンチブ社よりA−1120またはA−1122(商品名)で市販されている。また、3−アミノプロピルトリエトキシシランで変性した焼成カオリン(C)、溶融シリカ(C)の製造に用いる3−アミノプロピルトリエトキシシランは、信越化学工業よりKBE−903(商品名)、東レ・ダウコーニング社よりZ−6011(商品名)、モメンチブ社よりA−1100(商品名)で市販されている。天然のゼオライト(珪酸シリケート・含水物)は含水物であるので、または市販のゼオライトや合成ゼオライトであっても水分含有量が1重量%を超えるゼオライトは、これらを加熱乾燥して水分を飛ばし、含水量が1.0重量%未満のゼオライトとして用いる。
【0044】
前記SiO2を50重量%以上含有する無機充填剤(C)のポリウレタン中に占める含有量は、0.3〜30重量%である。0.3重量%未満では、剛性、疲労亀裂成長率の抑制効果の向上が望めない。30重量%を超えては、剛性、疲労亀裂成長率の抑制効果の更なる向上が望めなく、ウレタンプレポリマー(A)と硬化剤(B)と無機充填剤(C)の均一混合が難しく外層用硬化性ウレタン組成物の積層作業が困難となる。
【0045】
内層および中間層を形成するポリウレタンの原料および硬化剤も前記ポリイソシアネート化合物(a)、ポリオール(b)、硬化剤(B)より選択して使用できる。外層のポリウレタンと中間層のポリウレタンおよび内層のポリウレタンの原料組成は同一であっても異なっていてもよい。さらに、中間層のポリウレタンおよび内層のポリウレタンは無機充填剤を0.3〜30重量%含有していてもよいし、含有していなくても良い。
【0046】
図2に示すプロセスベルトは、搾水性を良くするために表面に凹溝24を有する前記SiO2を50重量%以上含有する無機充填剤(C)を含む外層21と、内層22の2層構造のシュープレスベルトで、6は補強繊維基材、25は凸部を示す。
【0047】
補強繊維基材6としては、前記特許文献1乃至特許文献4に記載された織布は勿論のこと、他の文献に記載された補強繊維基材も使用することができる。例えば、ポリエチレンテレフタレート(PET)繊維の5,000dtexマルチフィラメント糸の撚糸を緯糸、550dtexのマルチフィラメントを経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がポリウレタン接着により接合されてなる格子状素材である。繊維素材としては、ポリエチレンテレフタレートの代わりに、アラミド繊維、ナイロン6,6、ナイロン6,10、ナイロン6等のポリアミド繊維を使用しても良い。また、経糸と緯糸で素材の異なる繊維を使用しても良いし、経糸と緯糸の太さを800dtexおよび7,000dtex等と異なって使用してもよい。
【0048】
前記ポリウレタン外周層は、JIS A硬度の値が91〜100度、好ましくは95〜98度のポリウレタンであるにも拘わらず、優れた耐摩耗性、耐クラック性、耐屈曲疲労性を示す。
【0049】
抄紙用プロセスベルトを製造するには、例えば、離型剤を表面に塗布したマンドレルに、マンドレルを回転させながらポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物をマンドレル表面に0.8〜3.5mmの厚みにポリウレタン内周層が形成されるように塗布し、該混合物塗布層を70〜140℃に昇温し、0.5〜1時間かけて前硬化させる。その上から補強繊維織物基材を配置し、次に中間層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜2mm塗布し、基布に含浸させると共に前記ポリウレタン内周層と接着させ、該混合物塗布層を50〜120℃にて0.5〜1時間かけて前硬化して繊維基材で補強されたポリウレタン中間層を形成する。しかる後に、該マンドレルを回転させながらポリウレタン外周層を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を前記補強繊維織物基材表面に1.5〜4mmの厚みのポリウレタン外周層が形成されるように塗布・含浸させ、該混合物塗布層を70〜140℃に2〜20時間かけて加熱硬化させる。しかる後、必要によりポリウレタン外周層に図2に示す溝24を彫刻する。ポリウレタン外周層への溝の彫刻は、ポリウレタン層の加熱硬化途中で溝深さの高さ突起25を表面に備える加熱エンボスロールを硬化中のポリウレタン外周層に圧接して刻んでもよい。なお、マンドレルは加熱装置を備える。
【0050】
その他に抄紙用プロセスベルトを製造する方法としては、例えば、離型剤を表面に塗布したマンドレルにポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃に0.5〜2時間かけて前硬化させ、ついで、硬化したポリウレタン層外面に補強繊維基材を配置した後、中間層を形成するウレタンプレポリマーと硬化剤の混合物を、0.5〜2mm塗布し、基布に含浸させると共に内周層と接着させ、該混合物塗布層を50〜120℃にて0.5〜1時間かけて予備硬化し繊維基材で補強されたポリウレタン中間層を形成させる。次に、外周面を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を2〜4mmの厚みのポリウレタン外周層が形成されるよう塗布し、70〜140℃に4〜16時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタン外周層面に切削バイトで溝を切削加工したのち、サンドペーパーまたはポリウレタン研磨布でポリウレタン外周面を研磨する方法がある。
【0051】
中間層を有する抄紙用プロセスベルトを製造する方法は、例えば、離型剤を表面に塗布したマンドレルに内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.6〜3mmの厚みの内周層が形成されるよう塗布し、50〜140℃に0.5〜2時間かけて前硬化させ、ついで、その内周層の外面に予め製造しておいた補強繊維基材を埋設した1〜2mmの厚みのポリウレタン中間層を巻きつけ50〜140℃に加熱したニップロールで中間層を押圧し、更に外周面を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を2〜4mmの厚みのポリウレタン外周層が形成されるよう塗布し、90〜140℃に2〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面をサンドペーパーまたはポリウレタン研磨布で研磨した後、その外周面を切削バイトで溝を切削加工する方法がある。
【0052】
抄紙用プロセスベルトの他の製造方法として、マンドレルの代わりに2本ロールを用いた方法もある。二本のロールの間にエンドレスの補強用繊維織物基材を展張し、先ず、繊維補強用基材の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、50〜120℃で0.5〜3時間前硬化した後、製品のポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜3mmの厚みのポリウレタン内周層が形成されるよう塗布し、70〜140℃に2〜12時間かけて硬化させ、その表面をサンドペーパーまたは研磨布で研磨し、製品のポリウレタン内周層と繊維補強基材とが接着した一体構造物を作る。ついで、この半製品を反転させ、2本ロールに掛けて展張させる。ついで展張した半製品の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、さらにその表面にウレタンプレポリマー(A)と硬化剤(B)と無機充填剤(C)を含有する硬化性ウレタン組成物を、1.5〜4mmの厚みになるように塗布し、70〜140℃に2〜20時間かけて硬化させる。硬化終了後所定の厚みに表面層を研磨し、切削バイトで溝を切削加工し外周層を形成する。
【実施例】
【0053】
以下に、抄紙用プロセスベルトを形成するポリウレタンの物性を評価するため、ポリウレタン試験片を製造する参考例を示す。
【0054】
参考例1(比較例1用)
トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は6.04%、予熱温度30℃)と、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)とを混合して(H/NCO当量比は0.95)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を予熱した金型に注入し、100℃に加熱し、100℃で30分かけて前硬化させたのち、100℃で16時間かけて後硬化させ、JIS A硬度95.8度の硬化したポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作製した。
【0055】
参考例2〜参考例7(実施例2から実施例6用)
参考例1において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し表1に示す配合量(参考例2は1重量部、参考例3は5重量部、参考例4は12重量部、参考例5は20重量部、参考例6は30重量部、参考例7は40重量部)となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0056】
参考例8(実施例7用)
参考例5において、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)の代わりに、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)を用い、プレポリマーと硬化剤とのH/NCO当量比を1.00にする外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0057】
参考例9(実施例8用)
参考例8において、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)の代わりに、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)50モル%と3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)50モル%とを混合して得られた硬化剤を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0058】
参考例10(実施例9用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ代わりに溶融シリカFuselex RD-8(商品名、平均粒子径15.1μm、比表面積2.2m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0059】
参考例11(実施例10用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイの代わりにゼオライトSP600(商品名、日東粉化工業株式会社製、平均粒子径1.9μm)を100℃で加熱して水分含有量を1重量%以下としたゼオライト用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0060】
参考例12(比較例2用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイの代わりにマイカ SJ−005(商品名、株式会社山口雲母工業所製、平均粒子径5.1μm)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0061】
参考例13(比較例3用)
参考例1においてトリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたNCO%6.04のウレタンプレポリマーの代わりに、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたNCO%4.41のウレタンプレポリマーを用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0062】
参考例14(実施例11用)
参考例13において、100℃で2時間乾燥させた焼成カオリンクレイSatintone W(商品名、平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し10重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0063】
参考例15(実施例12用)
参考例14において、焼成カオリンクレイの代わりに3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0064】
参考例16(実施例13用)
参考例14において、焼成カオリンクレイの代わりに溶融シリカFuselex X(商品名、平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0065】
参考例17(実施例14用)
参考例14において、焼成カオリンクレイの代わりに3-アミノプロピルトリエトキシシラン1.0重量%変性溶融シリカ(平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0066】
参考例18(実施例15用)
参考例14において、焼成カオリンクレイの代わりに3−(2−アミノエチル)アミノプロピルトリメトキシシラン0.5重量%変性溶融シリカ(平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0067】
参考例19(比較例4用)
メチレンビス(1,4−フェニレン)ジイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は9.04%、予熱温度30℃)と、1、4−ブタンジオール90モル%と3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物(ETHACURE300)10モル%を混合した硬化剤とを混合して(H/NCO当量比は0.90)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を115℃に予熱した金型に注入し、115℃で3時間かけて前硬化させたのち、115℃で14時間かけて後硬化させ、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0068】
参考例20(実施例16用)
参考例19において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し20重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0069】
参考例21(比較例5用)
トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は4.41%)70重量部と、メチレンビス(1,4−フェニレン)ジイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は9.04%)30重量部とを混合させて得られたウレタンプレポリマー(NCO%は5.80%)を、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)と混合して(H/NCO当量比は0.90)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を115℃に予熱した金型に注入し、115℃で3時間かけて前硬化させたのち、115℃で14時間かけて後硬化させ、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0070】
参考例22(実施例17用)
参考例21において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し20重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0071】
参考例1から参考例22で得られた試験片について、JIS A硬度、屈曲試験を評価した。得られた物性を表1に示す。
【0072】
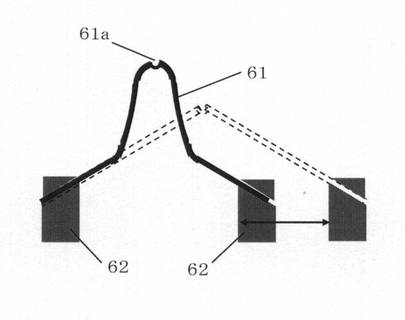
屈曲試験にはJIS−K−6260−2500に定義されるデマチャ式屈曲試験に類似する図3に示す試験機を用いて20℃、相対湿度52%の雰囲気下、次の条件でクラック進展性の試験を行った。
【0073】
試験片61のサイズは巾25mm、長さ185mm(つかみ代片側20mm含む)、つかみ具62間の長さ150mm、厚さ3.4mm中央に半径1.5mmの半円形の凹み61aをつけたものとした。往復運動は、つかみ具間最大距離100mm、最小距離35mm、運動距離65mm、往復速度360往復/分とした。切り込みは試験片の中央部に巾方向に約2mmの長さのものを入れた。左右のつかみ具62,62は、往復方向に対してそれぞれ45°の角度をなすように設定した。この条件で屈曲を繰り返し、所定のストローク回数ごとに亀裂の長さを測定した。ここで言うストローク回数とは試験時間に往復速度を乗じた値である。表2には、各例におけるストローク回数ごとに対する亀裂長さを示している。尚、亀裂の長さが初期の切り込み長さ測定値(約2mm)から15mmを超えた時点で試験を終了し、ストローク回数と亀裂長さの近似曲線を引き、亀裂長さが15mmの時のストローク回数を読み取り、成長した亀裂長さ(亀裂長さ15mm−初期の切り込み長さ測定値)をその時のストローク回数で除した値(デマチャ式屈曲試験結果)を疲労亀裂成長率(クラック成長速度μm/回)とした。
【0074】
【表1】

【0075】
次に、参考例1から参考例22に用いた硬化性ウレタン組成物を用い、シュープレス用ベルトを製造する例を記述する。
【0076】
実施例1
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの磨かれた表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例1で用いたウレタンプレポリマー(TDI/PTMG系プレポリマー)と、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)とを混合して(H/NCO当量比は0.95)得られたポリウレタン樹脂混合物を、回転中のマンドレル上に、ドクターバーを用い、1.4mm厚みに塗布し、ポリウレタン層を形成した。マンドレルを回転させたまま室温(30℃)で40分間放置し、さらに、マンドレルに付属している加熱装置によってポリウレタン樹脂混合物を100℃で30分間加熱し前硬化させてシュー側ポリウレタン内周層を作製した。
【0077】
工程2:ポリエチレンテレフタレート繊維の5,000dtexのマルチフィラメント糸の撚糸を緯糸、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレ−ト繊維の6,700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン樹脂混合物を中間層として約1.6mm塗布し一体化して、補強繊維基体ポリウレタン中間層を形成した。
【0078】
工程3:糸巻層の上から、参考例2で用いた硬化性ウレタン組成物を、ドクターブレードを用いて約2.5mm厚に塗工(コーティング)し、室温で40分間放置し、110℃で4時間加熱して後硬化させて湿紙側層(ポリウレタン外周層)を作製した。湿紙側層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅0.8mm、深さ0.8mm、ピッチ幅2.54mm)を多数形成してシュープレス用ベルトを得た。
【0079】
実施例2〜実施例17
実施例1において、ポリウレタン外層用硬化性ウレタン組成物として参考例2の硬化性ウレタン組成物の代わりに参考例3から参考例11、参考例14から参考例18、参考例20、参考例22で用いた硬化性ウレタン組成物を用いる外は同様にしてシュープレス用ベルトを得た。
【0080】
比較例1〜比較例5
実施例1において、ポリウレタン外層用硬化性ウレタン組成物として参考例2の硬化性ウレタン組成物の代わりに参考例1、参考例12、参考例13、参考例19、参考例21で用いた硬化性ウレタン組成物を用いる外は同様にしてシュープレス用ベルトを得た。
【0081】
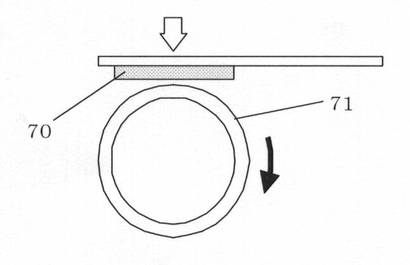
実施例1から実施例17および比較例1から比較例5で得られたこれらのシュープレス用ベルトについて、摩耗試験を行った。摩耗試験は図4に示す試験装置を用い、試験片70をプレスボードの下部に取り付け、その下の面(測定対象面)に、外周に摩擦子を備える回転ロール71を押し付けながら回転させた。このとき、回転ロールによる圧力を6.6kg/cm、回転ロールの回転速度100m/分とし、45秒間回転させた。回転後に、ベルトサンプルの厚み減少量(摩耗量)を測定した。
【0082】
ベルト試験片の厚み減少量(摩耗量)を前記表1に示す。
【0083】
上記表1より本発明の抄紙用プロセスベルト用ウレタンとして、焼成カオリンクレイ、溶融シリカまたはゼオライト含有ポリウレタンを用いた試験片が比較例用のポリウレタンを用いた試験片の物性より、耐摩耗性を損なうことなく、高い疲労亀裂成長率の抑制効果、高い耐屈曲性を示すことが理解できる。
【産業上の利用可能性】
【0084】
本発明のポリウレタン製抄紙用プロセスベルトは、既存品のものと比較して耐摩耗性、耐クラック性、耐屈曲疲労性に優れ、既販売品のTDIおよびMDIをイソシアネート化合物として用いたプロセスベルトの5〜20倍の寿命を示す。
【符号の説明】
【0085】
2a シュープレスベルトの外層
2b シュープレスベルトの内層
2c シュープレスベルトの中間層
6 補強繊維基材
21 シュープレスベルトの外層
22 シュープレスベルトの内層
24 凹溝
25 凸部
【技術分野】
【0001】
本発明は、抄紙機に使用される高い剛性と高い延展性、屈曲性能を有するシュープレスベルト、トランスファーベルト(搬送ベルト)、カレンダーベルト等に利用される抄紙用ポリウレタン製プロセスベルトに関するものである。抄紙機において、例えば、シュープレスベルトは湿紙ウエブを載せた抄紙用プレスフェルト(プレスファブリックとも呼ばれる)と一緒にプレスロールとシューにより圧搾され、前記湿紙ウエブに含まれる水分を搾水するのに使用される。
【背景技術】
【0002】
抄紙工程において、湿紙から搾水するために、従来から一般に抄紙機は、ワイヤーパートと、プレスパートと、ドライヤーパートとを備える。これらワイヤーパート、プレスパート、およびドライヤーパートは、この順で湿紙の搬送方向に沿って配置される。湿紙は、ワイヤーパート、プレスパート、およびドライヤーパートそれぞれに配設された抄紙用具に次々と受け渡されながら搬送されるとともに搾水され、最終的にはドライヤーパートで乾燥させられる。
【0003】
これらの各々のパートでは湿紙を脱水し(ワイヤーパート)、搾水し(プレスパート)、そして乾燥する(ドライヤーパート)と言った各機能に対応した抄紙用具が使用されている。また、プレスパートは、湿紙の搬送方向に沿って直列に並設された1つ以上のプレス装置を具備することが一般的である。
【0004】
各プレス装置は、無端状(クローズドタイプ)のフェルトを配置し、あるいは有端状のフェルトを抄紙機上で連結し無端状に形成したフェルトを配置する。そして、プレス装置は、対向する一対のロール(すなわちロールプレス)、あるいはロール及びシュープレスを有しており、該フェルトは湿紙を置載して湿紙の搬送方向に沿って移動しつつ、該フェルトとシュープレスベルトと共にロールプレスあるいはシュープレスで加圧することにより、湿紙から水分を搾水してフェルトにその水分を連続的に吸収させるか、フェルト内を通過させて外部へ排出させている。
【0005】
図5を用いて前記プレス装置部分の一例を説明する。プレスロール1とシュー5との間に、ループ状のシュープレス用ベルト2を介在させたシュープレス機構を用い、プレスロール1とシュー5とで形成されるプレス部において、搬送フェルト3と湿紙4を通過させて脱水を行なっている。
【0006】
また、シュープレス用ベルト2は、図2に示すように、ポリウレタン層に封入(埋設)された繊維基材6の両面にポリウレタン外周層21,ポリウレタン内周層22を設けて構成され、更にプレスロール側のポリウレタン外周層21の表面には多数の凹溝24が形成されており、上記のプレス時に湿紙4から絞り出された水を凹溝24に保持し、更には保持した水をベルト自身の回転によりプレス部の外に移送するようになっている。そのため、プレスロール側のポリウレタン外周層21に設けられた凸部25は、プレスロール1による垂直方向の押圧力や、シュープレス領域におけるシュープレス用ベルトの摩擦、屈曲疲労に対して耐摩耗性、耐クラック性、耐屈曲疲労性等の機械的特性を改善することが要求されている。
【0007】
このような理由から、シュープレス用ベルト2のポリウレタン外周層21を形成する樹脂材料として、耐クラック性に優れるポリウレタンが広く使用されている。
【0008】
例えば、特開2002−146694号公報(特許文献1)は、補強繊維基材とポリウレタンとが一体化してなり、前記ポリウレタンが外周層および内周層とで構成され、前記補強繊維基材が前記ポリウレタン中に埋設された製紙用ベルトにおいて、外周層を構成するポリウレタンは、トルエン−2,6−ジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(三井化学株式会社製ハイプレンL:商品名)と、ジメチルチオトルエンジアミンを含有する硬化剤(鎖延長剤とも言う)とを、前記硬化剤の活性水素基(−H)と前記ウレタンプレポリマーのイソシアネート基(−NCO)との当量比(H/NCO)の値が、1<H/NCO<1.15となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるJIS A硬度が89〜94度のポリウレタンで、内周層を構成するポリウレタンは、4,4’−メチレンビス(フェニルイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、ジメチルチオトルエンジアミン65部とポリテトラメチレングリコール(PTMG)35部を含有する混合硬化剤とを、前記硬化剤の活性水素基(H)と前記ウレタンプレポリマーのイソシアネート基(NCO)との当量比(H/NCO)の値が、0.85≦H/NCO<1となる割合で前記ウレタンプレポリマーと前記硬化剤とが混合された組成物を硬化させて得られるポリウレタンから形成されているシュープレスベルトが提案されている。
【0009】
また、特開2002−146694号公報(特許文献1)は、補強基材と熱硬化性ポリウレタンとが一体化してなり、前記補強基材が前記ポリウレタン中に埋設され、外周面および内周面が前記ポリウレタンで構成された製紙用ベルトにおいて、外周面を構成するポリウレタンは、末端にイソシアネート基を有するウレタンプレポリマーとジメチルチオトルエンジアミンを含有する硬化剤とを含む組成物から形成されている抄紙用プロセスベルトが提案されている。
【0010】
さらに、特開2008−285784号公報(特許文献2)は図1に示す補強繊維基材6がポリウレタン2中に埋設され、外周層2aおよび内周層2bがポリウレタンで構成されたシュープレスベルトにおいて、外周層を構成するポリウレタンは、p−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物と、ポリテトラメチレングリコール(PTMG)とを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマー(A)と、1,4−ブタンジオールと活性水素基を有する芳香族ポリアミンとの硬化剤混合物(B)とを反応硬化させて得られるポリウレタン層が含有されていることを特徴とするシュープレスベルトを提案している。
【0011】
前記特許文献2に記載のシュープレスベルトは、前記特許文献1記載のシュープレスベルトと比較して剛性、耐屈曲性、ポリウレタン原料のポリイソシアネートとして硬化速度の調整が難しいp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物を用い、ポリオール成分としても直鎖状のポリオール化合物であるPTMGおよびブタンジオールを用いるゆえに特許文献2に記載のシュープレスベルトより曲げ疲労に対する耐性、亀裂の伝播に対する耐性、溝の閉口に対する耐性、硬度、引張特性および摩耗特性強靭性のいずれにも優れる利点を有する。
【0012】
さらに特表2007−530800号公報(特許文献3)は、平均径分布が100nmを超えないナノ粒子であって、長さが約100nm〜500nmの範囲のナノ粒子が約0.01重量%〜約10重量%、好ましくは約1〜5重量%の量が含まれているTDIやMDIをイソシアネート化合物として使用したポリウレタンを基礎としたコーティングを有するポリウレタン層を有する抄紙機用プロセスベルトを提案し、この抄紙機用プロセスベルトは、曲げ疲労に対する耐性、亀裂の伝播に対する耐性、溝の閉口に対する耐性、硬度、引張特性又は摩耗特性の少なくとも1つの特性が向上されていることを挙げている。
【0013】
トランスファーベルト(搬送ベルト)に係わる特許第3264461号明細書(特許文献4)は、紙、板紙等の抄紙機において、搬送ベルトが圧縮される第1搬送点からクローズ・ドローで第2搬送点へウエブを運ぶための前記搬送ベルトにおいて、前記搬送ベルトは強化基布と前記強化基布上の紙側(外層)の脂肪族ポリウレタン重合体皮膜とからなり、前記強化基布は裏側および前記紙側を有し、前記重合体皮膜はカオリンクレイを23.6重量%、脂肪族ポリウレタン67.5重量%(固型分量)を含有する脂肪族ポリウレタン水分散液を前記強化基布面に塗布・乾燥して形成されたショアーA50ないしショアーA90の範囲のA硬度を有し、前記重合体皮膜は負荷に応じて弾性変形する粗さを具備するウエブ接触面を有し、前記重合体皮膜の圧縮前の粗さはRz=2ミクロンから80ミクロンの範囲にあり、前記搬送ベルトがプレスニップ内にあるときに圧縮され、その粗さはRz=0ミクロンから20ミクロンの範囲であり、かつ、前記プレスニップからの退出後に前記圧縮前の粗さに復帰することが可能である搬送ベルトを開示する。
【0014】
前記特許文献3は、ナノ粒子として、クレイ、カーボンブラック、シリカ、シリコンカーバイド、又はアルミナなどの金属酸化物を挙げ、前記金属酸化物としては、酸化アルミニウム、酸化チタン、酸化鉄、酸化亜鉛、酸化インジウム、酸化錫、酸化アンチモン、酸化セリウム、酸化イットリウム、酸化ジルコニウム、酸化銅、酸化ニッケル及び/又は酸化タンタル、並びにこれらの組み合わせを含んでもよい。例えば、一実施例において、コートされていないアルミナ、エポキシシラン、又はオクチルシランでコートされたアルミナを1重量%まで添加される。また、クレイとしてCloisite(登録商標)30B、サポナイト、ヘクトライト(hectorite)、マイカ、バーミキュライト(vermiculite)、ベントナイト、ノントロナイト、ベイデライト(beidellite)、ボルコンスコイト(volkonskoite)、マナディイト(manadiite)及びケニヤイト(henyaite)並びにこれらを組み合わせたものなどのモンモリロナイトを含んでもよいと記載する。
【0015】
前記特許文献3の抄紙用プロセスベルトは、前記特許文献4に開示するトランスファーベルトより高い表面硬度を有し、また、曲げ疲労に対する耐性、亀裂の伝播に対する耐性は前記特許文献1記載の抄紙用プロセスベルトの約4〜5倍向上した数値を明細書に開示するが、前記特許文献2記載のシュープレスベルトの曲げ疲労に対する耐性、亀裂の伝播に対する耐性と比較すると劣る。
【0016】
前記特許文献2記載のシュープレスベルトは、イソシアネート化合物としてp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)から選ばれたイソシアネート化合物を用いるので、これらポリイソシアネート化合物と硬化剤とを加熱させるときの温度管理が難しい欠点がある。
【0017】
前記特許文献4のプロセスベルトは、カオリンクレイを23.6重量%、脂肪族ポリウレタン67.5重量%(固型分量)を含有する脂肪族ポリウレタン水分散液を塗工剤として利用するため、カオリンクレイによるベルトのJIS−A硬度の向上させる効果、脂肪族ポリウレタンによるベルトの延展性向上効果は発揮されているが、耐久性向上には未だ不足である。
【先行技術文献】
【特許文献】
【0018】
【特許文献1】特開2002−146694号公報
【特許文献2】特開2008−285784号公報
【特許文献3】特表2007−530800号公報
【特許文献4】特許第3264461号明細書
【発明の概要】
【発明が解決しようとする課題】
【0019】
前記特許文献3記載のナノ粒子を配合することにより抄紙用シュープレスベルトの疲労亀裂成長率の抑制効果を向上させる手段は、ポリウレタン原料のポリイソシアネート化合物の種類を特定せずに利用できる利点があり優れたものである。しかし、ナノ粒子をウレタンプレポリマーに分散させ、さらに硬化剤を混合させ均一にナノ粒子を硬化性ウレタン組成物に均一に分散させることはナノ粒子が空気中の水分を吸収してポリイソシアネート化合物と反応してしまうこと、およびナノ粒子が二次凝集してしまう欠点があり、10重量%を越えてナノ粒子を使用することは難しい。シュープレスベルトの用途ならナノ粒子の配合量は0.1〜10重量%でもよいが、ベルトに親水性も要求されるプロセスベルトではナノ粒子の配合量はより高い方が好ましい。
【0020】
本発明者らは、硬化性ウレタン組成物に均一に分散させる無機充填剤として平均粒子径が1〜20ミクロンメートル(μm)の無機充填剤を用いポリウレタン製の抄紙用プロセスベルトを製造して疲労亀裂成長率の抑制効果を評価したところ、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカ、ゼオライト、あるいはそれら粒子表面を有機シランカップリング剤で表面処理した酸化珪素成分を50重量%以上含有する無機充填剤が、前記疲労亀裂成長率の抑制効果を更に2〜10倍向上させることを見出した。
【課題を解決するための手段】
【0021】
請求項1の発明は、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトにおいて、ポリウレタンの一部または全てのポリウレタンは、芳香族イソシアネート化合物とポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカおよびゼオライトから選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%含む硬化性ウレタン組成物を加熱硬化させて形成したポリウレタンであることを特徴とする、抄紙用プロセスベルトを提供するものである。
【0022】
請求項2の発明は、前記焼成カオリンクレイまたは溶融シリカの粒子表面が有機シランカップリング剤0.2〜3重量%(有機シランカップリング剤で表面処理された無機充填剤の重量に対する割合)で表面処理した無機充填剤であることを特徴とする請求項1記載の抄紙用プロセスベルトを提供するものである。
【0023】
請求項3の発明は、湿紙と接する抄紙用プロセスベルトのポリウレタン外層側のJIS−A硬度が91〜100度であることを特徴とする、請求項1記載の抄紙用プロセスベルトを提供するものである。
【発明の効果】
【0024】
本発明の抄紙用プロセスベルトは、無機充填剤として平均粒子径が1〜20μmと大きい粒子径の焼成カオリンクレイ、溶融シリカ、およびゼオライトの酸化珪素粒子を主成分とする無機充填剤を用いるので硬化性ウレタン組成物への配合も容易でかつ、形成される芳香族系ポリウレタンに対し無機充填剤の結合も強固となる。また、無機充填剤の配合量も0.3〜30重量%とより高い配合量とすることもでき、高剛性で、疲労亀裂成長率の抑制効果が市販のポリウレタン製シュープレスベルト、トランスファーベルト、カレンダーベルト等の抄紙用プロセスベルトよりも5〜20倍と向上したポリウレタン製プロセスベルトを与えることができる。
【図面の簡単な説明】
【0025】
【図1】図1は本発明のシュープレスベルトの断面図である。
【図2】図2は本発明のシュープレスベルトの断面図である。
【図3】図3は本発明で使用するデマチャ式類似屈曲試験を説明する図である。(公知)
【図4】図4は本発明で使用する摩耗試験を説明する図である。(公知)
【図5】図5は湿紙の脱水装置の断面図である。(公知)
【発明を実施するための形態】
【0026】
以下、図を用いて本発明をさらに詳細に説明する。図1は本発明のシュープレスベルトの一例を示す断面図で、補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン層中に埋設されている。図1(a)はポリウレタン層が単一なもの、図1(b)はポリウレタン層が外周層(2a)と内周層(2b)の2層のもの、および図1(c)はポリウレタン層が外周層(2a)、中間層(2c)と内周層(2b)の3層のものを示す。
【0027】
いずれの前記構造のシュープレスベルトにおいても、ポリウレタンの一部または全てのポリウレタンは、末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μm、好ましくは1〜10μmの焼成カオリンクレイ、溶融シリカ、ゼオライト、および、前記焼成カオリンクレイ、溶融シリカの粒子表面を活性水素基(H)を有する有機シランカップリング剤で表面処理した無機充填剤から選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%、好ましくはシュープレスベルトでは1.0〜20重量%、親水性を好まれるトランスファーベルトでは12〜28重量%、カレンダーベルトでは3〜20重量%、含む硬化性ウレタン組成物を硬化させて形成したポリウレタン製プロセスベルトである。
【0028】
前記ウレタンプレポリマー(A)は、芳香族ポリイソシアネート化合物(a)とポリオール(b)とを反応させて得られる末端にイソシアネート基(−NCO)を有するウレタンプレポリマーである。このウレタンプレポリマー(A)の末端イソシアネート基はフェノール、オキシム、アルコール、有機脂肪族アミン、有機カルボン酸等のブロック剤でマスクされていても良い。
【0029】
前記芳香族ポリイソシアネート化合物(a)としては、2,4−トリレン−ジイソシアネート、2,6−トリレン−ジイソシアネート、1,5−ナフタレン−ジイソシアネート、p−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)、メタキシレンジイソシアネートp−フェニレン−ジイソシアネート、4,4’−メチレンビス(フェニルイソシアネート)より選ばれた1種、または2種以上のポリイソシアネートを使用することができる。より好ましくは、TDI、MDIがポリウレタン製造時の加熱硬化エネルギーが少ない理由で好ましい。
【0030】
また、前記ポリオール(b)としては、ポリテトラメチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどのポリエーテルポリオール、ポリカプロラクトンエステル、ポリカーボネート、ポリエチレンアジペート、ポリブチレンアジペート、ポリヘキセンアジペートなどのポリエステルポリオールより選ばれた1種、または2種以上のポリオールを使用することができる。より好ましくは、ポリテトラメチレングリコール、ポリエチレングリコール、ポリプロピレングリコールなどの分子量が230〜3000のポリエーテルポリオールが好ましい。
【0031】
芳香族ポリイソシアネート化合物(a)のイソシアネート基(−NCO)はポリオール(b)の水酸基(−OH)に対し1以上の当量比となる量反応させ、生成されたウレタンプレポリマーの末端にイソシアネート基を残させる。
【0032】
前記活性水素基(−H)を有する硬化剤(B)としては、1,4−ブタンジオール、グリセリン、ペンタエリスリトールなどの脂肪族ポリオール、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物(商品名ETHACURE100)、4,4’−ビス(2−クロロアニリン)、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物(商品名ETHACURE300)、4,4’−ビス(sec−ブチルアミノ)−ジフェニルメタン、N,N’−ジアルキルジアミノジフェニルメタン、4,4’−メチレンジアニリン(MDA)、4,4’−メチレン−ビス(2,3−ジクロロアニリン)(TCDAM)、4,4’−メチレン−ビス(2−クロロアニリン)(MOCA)、4,4’−メチレン−ビス(2−エチル−6−メチルアニリン)(商品名CUREHARD MED)、トリメチレン−ビス(4−アミノベンゾエート)( 商品名CUA-4)、およびm−フェニレンジアミン(MPDA)より選ばれた、分子量が108〜380好ましくは、分子量が198〜342の芳香族ポリアミンより選ばれた1種、または2種以上の硬化剤が挙げられる。
【0033】
前記ウレタンプレポリマー(A)のイソシアネート基(−NCO)と硬化剤(B)の活性水素基(−H)の使用割合は、ウレタンプレポリマー(B)のイソシアネート基(−NCO)との当量比(−H/−NCO)の値が0.88≦H/NCO≦1.12となる割合、好ましくは0.95≦H/NCO≦1.0で使用される。前記ウレタンプレポリマーと前記硬化剤と無機充填剤が0.3〜30重量%混合された硬化性ウレタン組成物を70〜140℃で2〜20時間加熱硬化させて外層のポリウレタン層を形成させる。ポリウレタン製ベルトの耐磨耗性を高めるには前記H/NCO比が低い方がよく、ポリウレタン製ベルトの耐クラック防止性を高めるには前記H/NCO比が高い方がよい。
【0034】
上記無機充填剤(C)としては、平均粒子径が1〜20μm、好ましくは1〜10μmの焼成カオリンクレイ、溶融シリカ、ゼオライトおよび、前記焼成カオリンクレイ、溶融シリカの粒子表面を有機シランカップリング剤で表面処理した無機充填剤から選択された酸化ケイ素成分を主成分とする無機充填剤が使用される。これら無機充填剤(C)の水分含有量は1.0重量%未満のもの、好ましくは1ppm以下のものが好ましい。
【0035】
有機シランカップリング剤としては、アミノ基(-NH2)変成オルガノシランカップリング剤、メルカプト基(−SH)変成オルガノシランカップリング剤、カルボキシル基(−COOH)変成オルガノシランカップリング剤などの活性水素基(−H)を有する有機シランカップリング剤、アルコキシ基(OR)と活性水素基(−H)を有する変性オルガノシランカップリング剤が好ましい。これらは単独でまたは2種類以上併用して用いてもよい。なお、活性水素基(−H)を有する有機シランカップリング剤の中には加熱により分解して空気中の水分と反応して活性水素基(−H)を呈現するアルコキシ基変成有機シランカップリング剤、アミド基変成有機シランカップリング剤も含まれる。
【0036】
変成オルガノシランカップリング剤としては、具体的には、3−オクタノイルチオプロピルトリエトキシシラン、γ−ウレイドプロピルトリエトキシシラン、β−(3,4−エポキシシクロヘキシル)エチルトリメトキシシラン、などが挙げられる。
【0037】
上記アミノ基変成オルガノシランカップリング剤としては、具体的にはN−β(アミノエチル)γ−アミノプロピルトリメトキシシラン、N−β(アミノエチル)γ−アミノプロピルメチルジメトキシシラン、γ−アミノプロピルトリエトキシシラン、N−フェニル−γ−アミノプロピルトリメトキシシラン、N−2−(アミノエチル)3−アミノプロピルメチルジメトキシシラン、N−2−(アミノエチル)3−アミノプロピルトリメトキシシラン、N−2−(アミノエチル)3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、3−トリエトキシシリル−N−(1,3−ジメチル-ブチリデン)プロピルアミン、N−フェニル−3−アミノプロピルトリメトキシシラン、γ−クロロプロピルトリメトキシシラン、などが挙げられる。
【0038】
上記エポキシ基変成オルガノシランカップリング剤としては、具体的にはγ−グリシドキシプロピルトリメトキシシラン、γ−グリシドキシプロピルトリエトキシシラン、γ−グリシドキシプロピルメチルジエトキシシラン、γ−グリシドキシプロピルトリメチルジエトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどが挙げられる。
【0039】
上記メルカプト基(−SH)変成オルガノシランカップリング剤、具体的にはγ−メルカプトプロピルトリメトキシシラン、3−オクタノイルチオプロピルトリエトキシシラン、3−メルカプトプロピルメチルジメトキシシラン、3−メルカプトプロピルトリメトキシシラン、ビス(トリエトキシシリルプロピル)テトラスルフィドなどが挙げられる。
【0040】
上記カルボキシル基(−COOH)変成オルガノシランカップリング剤としては、具体的には3−メタクリロキシプロピルメチルジエトキシシラン、3−メタクリロキシプロピルトリエトキシシラン、3−アクリロキシプロピルトリメトキシシランなどが挙げられる。
【0041】
中でも、3−アミノプロピルトリエトキシシラン、3−(2−アミノエチル)アミノプロピルトリメトキシシランが溶融シリカ、焼成カオリンクレイ、ポリウレタンとの親和性に優れるので好ましい。すなわち、有機シランカップリング剤は前記SiO2を主成分とする無機充填剤と親和性に富み、かつ、有機シランカップリング剤の活性水素基(−H)は、硬化性ウレタン組成物硬化時にイソシアネート基と反応するので生成されるポリウレタンと前記無機充填剤の結合がより強固なものとなる。
【0042】
前記無機充填剤に対する活性水素基を有する有機シランカップリング剤の使用量は、0.2〜3重量%、好ましくは0.5〜1.5重量%である。
【0043】
前記焼成カオリンクレイ(C)は、例えば3−アミノプロピルトリエトキシシラン変性焼成カオリンクレイが、ドイツのBASF社よりTranslink445(平均粒子径1.4μm、比表面積10.4m2/g)、焼成カオリンクレイが、BASF社よりSatintone W(平均粒子径1.4μm、比表面積10.4m2/g、IMERYS社よりPolestar200R、JETRO社よりCalconed China Clayの商品名で入手できる。また、溶融シリカ(C)は、株式会社龍森よりFuselex X(平均粒子径2.5μm、比表面積12.8m2/g)、Fuselex RD-8(平均粒子径15.1μm、比表面積2.2m2/g)の商品名で入手できる。3−(2−アミノエチル)アミノプロピルトリメトキシシランで変性した焼成カオリン(C)、溶融シリカ(C)の製造に用いる3−(2−アミノエチル)アミノプロピルトリメトキシシランは、信越化学工業よりKBM−603(商品名)、東レ・ダウコーニング社よりZ−6020またはZ−6094(商品名)、モメンチブ社よりA−1120またはA−1122(商品名)で市販されている。また、3−アミノプロピルトリエトキシシランで変性した焼成カオリン(C)、溶融シリカ(C)の製造に用いる3−アミノプロピルトリエトキシシランは、信越化学工業よりKBE−903(商品名)、東レ・ダウコーニング社よりZ−6011(商品名)、モメンチブ社よりA−1100(商品名)で市販されている。天然のゼオライト(珪酸シリケート・含水物)は含水物であるので、または市販のゼオライトや合成ゼオライトであっても水分含有量が1重量%を超えるゼオライトは、これらを加熱乾燥して水分を飛ばし、含水量が1.0重量%未満のゼオライトとして用いる。
【0044】
前記SiO2を50重量%以上含有する無機充填剤(C)のポリウレタン中に占める含有量は、0.3〜30重量%である。0.3重量%未満では、剛性、疲労亀裂成長率の抑制効果の向上が望めない。30重量%を超えては、剛性、疲労亀裂成長率の抑制効果の更なる向上が望めなく、ウレタンプレポリマー(A)と硬化剤(B)と無機充填剤(C)の均一混合が難しく外層用硬化性ウレタン組成物の積層作業が困難となる。
【0045】
内層および中間層を形成するポリウレタンの原料および硬化剤も前記ポリイソシアネート化合物(a)、ポリオール(b)、硬化剤(B)より選択して使用できる。外層のポリウレタンと中間層のポリウレタンおよび内層のポリウレタンの原料組成は同一であっても異なっていてもよい。さらに、中間層のポリウレタンおよび内層のポリウレタンは無機充填剤を0.3〜30重量%含有していてもよいし、含有していなくても良い。
【0046】
図2に示すプロセスベルトは、搾水性を良くするために表面に凹溝24を有する前記SiO2を50重量%以上含有する無機充填剤(C)を含む外層21と、内層22の2層構造のシュープレスベルトで、6は補強繊維基材、25は凸部を示す。
【0047】
補強繊維基材6としては、前記特許文献1乃至特許文献4に記載された織布は勿論のこと、他の文献に記載された補強繊維基材も使用することができる。例えば、ポリエチレンテレフタレート(PET)繊維の5,000dtexマルチフィラメント糸の撚糸を緯糸、550dtexのマルチフィラメントを経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がポリウレタン接着により接合されてなる格子状素材である。繊維素材としては、ポリエチレンテレフタレートの代わりに、アラミド繊維、ナイロン6,6、ナイロン6,10、ナイロン6等のポリアミド繊維を使用しても良い。また、経糸と緯糸で素材の異なる繊維を使用しても良いし、経糸と緯糸の太さを800dtexおよび7,000dtex等と異なって使用してもよい。
【0048】
前記ポリウレタン外周層は、JIS A硬度の値が91〜100度、好ましくは95〜98度のポリウレタンであるにも拘わらず、優れた耐摩耗性、耐クラック性、耐屈曲疲労性を示す。
【0049】
抄紙用プロセスベルトを製造するには、例えば、離型剤を表面に塗布したマンドレルに、マンドレルを回転させながらポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物をマンドレル表面に0.8〜3.5mmの厚みにポリウレタン内周層が形成されるように塗布し、該混合物塗布層を70〜140℃に昇温し、0.5〜1時間かけて前硬化させる。その上から補強繊維織物基材を配置し、次に中間層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜2mm塗布し、基布に含浸させると共に前記ポリウレタン内周層と接着させ、該混合物塗布層を50〜120℃にて0.5〜1時間かけて前硬化して繊維基材で補強されたポリウレタン中間層を形成する。しかる後に、該マンドレルを回転させながらポリウレタン外周層を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を前記補強繊維織物基材表面に1.5〜4mmの厚みのポリウレタン外周層が形成されるように塗布・含浸させ、該混合物塗布層を70〜140℃に2〜20時間かけて加熱硬化させる。しかる後、必要によりポリウレタン外周層に図2に示す溝24を彫刻する。ポリウレタン外周層への溝の彫刻は、ポリウレタン層の加熱硬化途中で溝深さの高さ突起25を表面に備える加熱エンボスロールを硬化中のポリウレタン外周層に圧接して刻んでもよい。なお、マンドレルは加熱装置を備える。
【0050】
その他に抄紙用プロセスベルトを製造する方法としては、例えば、離型剤を表面に塗布したマンドレルにポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.8〜3mmの厚みのポリウレタン層が形成されるよう塗布し、70〜140℃に0.5〜2時間かけて前硬化させ、ついで、硬化したポリウレタン層外面に補強繊維基材を配置した後、中間層を形成するウレタンプレポリマーと硬化剤の混合物を、0.5〜2mm塗布し、基布に含浸させると共に内周層と接着させ、該混合物塗布層を50〜120℃にて0.5〜1時間かけて予備硬化し繊維基材で補強されたポリウレタン中間層を形成させる。次に、外周面を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を2〜4mmの厚みのポリウレタン外周層が形成されるよう塗布し、70〜140℃に4〜16時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタン外周層面に切削バイトで溝を切削加工したのち、サンドペーパーまたはポリウレタン研磨布でポリウレタン外周面を研磨する方法がある。
【0051】
中間層を有する抄紙用プロセスベルトを製造する方法は、例えば、離型剤を表面に塗布したマンドレルに内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.6〜3mmの厚みの内周層が形成されるよう塗布し、50〜140℃に0.5〜2時間かけて前硬化させ、ついで、その内周層の外面に予め製造しておいた補強繊維基材を埋設した1〜2mmの厚みのポリウレタン中間層を巻きつけ50〜140℃に加熱したニップロールで中間層を押圧し、更に外周面を形成するウレタンプレポリマー(A)と硬化剤(B)と前記無機充填剤(C)を含有する硬化性ウレタン組成物を2〜4mmの厚みのポリウレタン外周層が形成されるよう塗布し、90〜140℃に2〜20時間かけて後硬化させる。ついで、補強繊維基材が埋設された積層ポリウレタンの外周面をサンドペーパーまたはポリウレタン研磨布で研磨した後、その外周面を切削バイトで溝を切削加工する方法がある。
【0052】
抄紙用プロセスベルトの他の製造方法として、マンドレルの代わりに2本ロールを用いた方法もある。二本のロールの間にエンドレスの補強用繊維織物基材を展張し、先ず、繊維補強用基材の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、50〜120℃で0.5〜3時間前硬化した後、製品のポリウレタン内周層を形成するウレタンプレポリマーと硬化剤の混合物を0.5〜3mmの厚みのポリウレタン内周層が形成されるよう塗布し、70〜140℃に2〜12時間かけて硬化させ、その表面をサンドペーパーまたは研磨布で研磨し、製品のポリウレタン内周層と繊維補強基材とが接着した一体構造物を作る。ついで、この半製品を反転させ、2本ロールに掛けて展張させる。ついで展張した半製品の表面から、ウレタンプレポリマーと硬化剤のブレンド物を塗布し、繊維基材に含浸させ、さらにその表面にウレタンプレポリマー(A)と硬化剤(B)と無機充填剤(C)を含有する硬化性ウレタン組成物を、1.5〜4mmの厚みになるように塗布し、70〜140℃に2〜20時間かけて硬化させる。硬化終了後所定の厚みに表面層を研磨し、切削バイトで溝を切削加工し外周層を形成する。
【実施例】
【0053】
以下に、抄紙用プロセスベルトを形成するポリウレタンの物性を評価するため、ポリウレタン試験片を製造する参考例を示す。
【0054】
参考例1(比較例1用)
トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は6.04%、予熱温度30℃)と、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)とを混合して(H/NCO当量比は0.95)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を予熱した金型に注入し、100℃に加熱し、100℃で30分かけて前硬化させたのち、100℃で16時間かけて後硬化させ、JIS A硬度95.8度の硬化したポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作製した。
【0055】
参考例2〜参考例7(実施例2から実施例6用)
参考例1において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し表1に示す配合量(参考例2は1重量部、参考例3は5重量部、参考例4は12重量部、参考例5は20重量部、参考例6は30重量部、参考例7は40重量部)となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0056】
参考例8(実施例7用)
参考例5において、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)の代わりに、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)を用い、プレポリマーと硬化剤とのH/NCO当量比を1.00にする外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0057】
参考例9(実施例8用)
参考例8において、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)の代わりに、3,5−ジエチルトルエン−2,4−ジアミンと3,5−ジエチルトルエン−2,6−ジアミン混合物の硬化剤(商品名ETHACURE100)50モル%と3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)50モル%とを混合して得られた硬化剤を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0058】
参考例10(実施例9用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ代わりに溶融シリカFuselex RD-8(商品名、平均粒子径15.1μm、比表面積2.2m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0059】
参考例11(実施例10用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイの代わりにゼオライトSP600(商品名、日東粉化工業株式会社製、平均粒子径1.9μm)を100℃で加熱して水分含有量を1重量%以下としたゼオライト用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0060】
参考例12(比較例2用)
参考例5において、3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイの代わりにマイカ SJ−005(商品名、株式会社山口雲母工業所製、平均粒子径5.1μm)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0061】
参考例13(比較例3用)
参考例1においてトリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたNCO%6.04のウレタンプレポリマーの代わりに、トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたNCO%4.41のウレタンプレポリマーを用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0062】
参考例14(実施例11用)
参考例13において、100℃で2時間乾燥させた焼成カオリンクレイSatintone W(商品名、平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し10重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0063】
参考例15(実施例12用)
参考例14において、焼成カオリンクレイの代わりに3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0064】
参考例16(実施例13用)
参考例14において、焼成カオリンクレイの代わりに溶融シリカFuselex X(商品名、平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0065】
参考例17(実施例14用)
参考例14において、焼成カオリンクレイの代わりに3-アミノプロピルトリエトキシシラン1.0重量%変性溶融シリカ(平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0066】
参考例18(実施例15用)
参考例14において、焼成カオリンクレイの代わりに3−(2−アミノエチル)アミノプロピルトリメトキシシラン0.5重量%変性溶融シリカ(平均粒子径2.5μm、比表面積12.8m2/g)を用いる外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0067】
参考例19(比較例4用)
メチレンビス(1,4−フェニレン)ジイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は9.04%、予熱温度30℃)と、1、4−ブタンジオール90モル%と3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物(ETHACURE300)10モル%を混合した硬化剤とを混合して(H/NCO当量比は0.90)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を115℃に予熱した金型に注入し、115℃で3時間かけて前硬化させたのち、115℃で14時間かけて後硬化させ、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0068】
参考例20(実施例16用)
参考例19において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し20重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0069】
参考例21(比較例5用)
トリレンジイソシアネート(TDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は4.41%)70重量部と、メチレンビス(1,4−フェニレン)ジイソシアネート(MDI)とポリテトラメチレングリコール(PTMG)とを反応させて得られたウレタンプレポリマー(NCO%は9.04%)30重量部とを混合させて得られたウレタンプレポリマー(NCO%は5.80%)を、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)と混合して(H/NCO当量比は0.90)硬化性ウレタン組成物を調製した。この硬化性ウレタン組成物を115℃に予熱した金型に注入し、115℃で3時間かけて前硬化させたのち、115℃で14時間かけて後硬化させ、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0070】
参考例22(実施例17用)
参考例21において、100℃で2時間乾燥させた3-アミノプロピルトリエトキシシラン0.5重量%変性焼成カオリンクレイ(平均粒子径1.4μm、比表面積10.4m2/g)を、ウレタンプレポリマーと硬化剤の混合後の重量100部に対し20重量部の配合量となるよう、予めプレポリマーに混合しておく外は同様にして、ポリウレタンシート(厚み3.4mm、中央に半径1.5mmの半円形の溝を有する)を得た。このシートより試験片を作成した。
【0071】
参考例1から参考例22で得られた試験片について、JIS A硬度、屈曲試験を評価した。得られた物性を表1に示す。
【0072】
屈曲試験にはJIS−K−6260−2500に定義されるデマチャ式屈曲試験に類似する図3に示す試験機を用いて20℃、相対湿度52%の雰囲気下、次の条件でクラック進展性の試験を行った。
【0073】
試験片61のサイズは巾25mm、長さ185mm(つかみ代片側20mm含む)、つかみ具62間の長さ150mm、厚さ3.4mm中央に半径1.5mmの半円形の凹み61aをつけたものとした。往復運動は、つかみ具間最大距離100mm、最小距離35mm、運動距離65mm、往復速度360往復/分とした。切り込みは試験片の中央部に巾方向に約2mmの長さのものを入れた。左右のつかみ具62,62は、往復方向に対してそれぞれ45°の角度をなすように設定した。この条件で屈曲を繰り返し、所定のストローク回数ごとに亀裂の長さを測定した。ここで言うストローク回数とは試験時間に往復速度を乗じた値である。表2には、各例におけるストローク回数ごとに対する亀裂長さを示している。尚、亀裂の長さが初期の切り込み長さ測定値(約2mm)から15mmを超えた時点で試験を終了し、ストローク回数と亀裂長さの近似曲線を引き、亀裂長さが15mmの時のストローク回数を読み取り、成長した亀裂長さ(亀裂長さ15mm−初期の切り込み長さ測定値)をその時のストローク回数で除した値(デマチャ式屈曲試験結果)を疲労亀裂成長率(クラック成長速度μm/回)とした。
【0074】
【表1】
【0075】
次に、参考例1から参考例22に用いた硬化性ウレタン組成物を用い、シュープレス用ベルトを製造する例を記述する。
【0076】
実施例1
工程1:適宜駆動手段により回転可能な直径1500mmのマンドレルの磨かれた表面に剥離剤(KS−61:信越化学工業株式会社製)を塗布した。次に、マンドレルを回転させながら、参考例1で用いたウレタンプレポリマー(TDI/PTMG系プレポリマー)と、3,5−ジメチルチオ−2,4−トルエンジアミンと3,5−ジメチルチオ−2,6−トルエンジアミン混合物の硬化剤(ETHACURE300)とを混合して(H/NCO当量比は0.95)得られたポリウレタン樹脂混合物を、回転中のマンドレル上に、ドクターバーを用い、1.4mm厚みに塗布し、ポリウレタン層を形成した。マンドレルを回転させたまま室温(30℃)で40分間放置し、さらに、マンドレルに付属している加熱装置によってポリウレタン樹脂混合物を100℃で30分間加熱し前硬化させてシュー側ポリウレタン内周層を作製した。
【0077】
工程2:ポリエチレンテレフタレート繊維の5,000dtexのマルチフィラメント糸の撚糸を緯糸、ポリエチレンテレフタレート繊維の550dtexのマルチフィラメント糸を経糸として、経糸が緯糸で挟まれ、緯糸と経糸の交差部がウレタン系樹脂接着により接合されてなる格子状素材(経糸密度は1本/cm、緯糸密度は4本/cm)を用意した。複数枚物の格子状素材を、緯糸がマンドレルの軸方向に沿い、シュー側層の外周に隙間無く一層配置した。そして、この格子状素材の外周に、ポリエチレンテレフタレ−ト繊維の6,700dtexのマルチフィラメント糸を螺旋状に30本/5cmピッチで巻き付けて、糸巻層を形成した。その後、格子状素材と糸巻層の隙間を塞ぐ程度に前記ポリウレタン樹脂混合物を中間層として約1.6mm塗布し一体化して、補強繊維基体ポリウレタン中間層を形成した。
【0078】
工程3:糸巻層の上から、参考例2で用いた硬化性ウレタン組成物を、ドクターブレードを用いて約2.5mm厚に塗工(コーティング)し、室温で40分間放置し、110℃で4時間加熱して後硬化させて湿紙側層(ポリウレタン外周層)を作製した。湿紙側層の表面を研磨して全厚が5.2mm厚になるようにしてから、回転刃でベルトのMD方向に凹溝(溝幅0.8mm、深さ0.8mm、ピッチ幅2.54mm)を多数形成してシュープレス用ベルトを得た。
【0079】
実施例2〜実施例17
実施例1において、ポリウレタン外層用硬化性ウレタン組成物として参考例2の硬化性ウレタン組成物の代わりに参考例3から参考例11、参考例14から参考例18、参考例20、参考例22で用いた硬化性ウレタン組成物を用いる外は同様にしてシュープレス用ベルトを得た。
【0080】
比較例1〜比較例5
実施例1において、ポリウレタン外層用硬化性ウレタン組成物として参考例2の硬化性ウレタン組成物の代わりに参考例1、参考例12、参考例13、参考例19、参考例21で用いた硬化性ウレタン組成物を用いる外は同様にしてシュープレス用ベルトを得た。
【0081】
実施例1から実施例17および比較例1から比較例5で得られたこれらのシュープレス用ベルトについて、摩耗試験を行った。摩耗試験は図4に示す試験装置を用い、試験片70をプレスボードの下部に取り付け、その下の面(測定対象面)に、外周に摩擦子を備える回転ロール71を押し付けながら回転させた。このとき、回転ロールによる圧力を6.6kg/cm、回転ロールの回転速度100m/分とし、45秒間回転させた。回転後に、ベルトサンプルの厚み減少量(摩耗量)を測定した。
【0082】
ベルト試験片の厚み減少量(摩耗量)を前記表1に示す。
【0083】
上記表1より本発明の抄紙用プロセスベルト用ウレタンとして、焼成カオリンクレイ、溶融シリカまたはゼオライト含有ポリウレタンを用いた試験片が比較例用のポリウレタンを用いた試験片の物性より、耐摩耗性を損なうことなく、高い疲労亀裂成長率の抑制効果、高い耐屈曲性を示すことが理解できる。
【産業上の利用可能性】
【0084】
本発明のポリウレタン製抄紙用プロセスベルトは、既存品のものと比較して耐摩耗性、耐クラック性、耐屈曲疲労性に優れ、既販売品のTDIおよびMDIをイソシアネート化合物として用いたプロセスベルトの5〜20倍の寿命を示す。
【符号の説明】
【0085】
2a シュープレスベルトの外層
2b シュープレスベルトの内層
2c シュープレスベルトの中間層
6 補強繊維基材
21 シュープレスベルトの外層
22 シュープレスベルトの内層
24 凹溝
25 凸部
【特許請求の範囲】
【請求項1】
補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトであって、前記ポリウレタンの一部または全てのは、芳香族イソシアネート化合物とポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカおよびゼオライトから選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%含む硬化性ウレタン組成物を加熱硬化させて形成したポリウレタンであることを特徴とする、抄紙用プロセスベルト。
【請求項2】
前記焼成カオリンクレイまたは溶融シリカの粒子表面が有機シランカップリング剤0.2〜3重量%(有機シランカップリング剤で表面処理された無機充填剤の重量に対する割合)で表面処理した無機充填剤であることを特徴とする請求項1記載の抄紙用プロセスベルト。
【請求項3】
抄紙と接する抄紙用プロセスベルトのポリウレタン外層側のJIS−A硬度が91〜100度であることを特徴とする、請求項1記載の抄紙用プロセスベルト。
【請求項1】
補強繊維基材とポリウレタン層とが一体化してなり、前記補強繊維基材が前記ポリウレタン中に埋設された抄紙用プロセスベルトであって、前記ポリウレタンの一部または全てのは、芳香族イソシアネート化合物とポリオールとを反応させて得られる末端にイソシアネート基を有するウレタンプレポリマーと、活性水素基を有する硬化剤と、平均粒子径が1〜20μmの焼成カオリンクレイ、溶融シリカおよびゼオライトから選択された酸化ケイ素成分を主成分とする無機充填剤を0.3〜30重量%含む硬化性ウレタン組成物を加熱硬化させて形成したポリウレタンであることを特徴とする、抄紙用プロセスベルト。
【請求項2】
前記焼成カオリンクレイまたは溶融シリカの粒子表面が有機シランカップリング剤0.2〜3重量%(有機シランカップリング剤で表面処理された無機充填剤の重量に対する割合)で表面処理した無機充填剤であることを特徴とする請求項1記載の抄紙用プロセスベルト。
【請求項3】
抄紙と接する抄紙用プロセスベルトのポリウレタン外層側のJIS−A硬度が91〜100度であることを特徴とする、請求項1記載の抄紙用プロセスベルト。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−111693(P2011−111693A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−269408(P2009−269408)
【出願日】平成21年11月27日(2009.11.27)
【特許番号】特許第4616403号(P4616403)
【特許公報発行日】平成23年1月19日(2011.1.19)
【出願人】(000180597)イチカワ株式会社 (99)
【復代理人】
【識別番号】100168572
【弁理士】
【氏名又は名称】後藤 仁志
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月27日(2009.11.27)
【特許番号】特許第4616403号(P4616403)
【特許公報発行日】平成23年1月19日(2011.1.19)
【出願人】(000180597)イチカワ株式会社 (99)
【復代理人】
【識別番号】100168572
【弁理士】
【氏名又は名称】後藤 仁志
【Fターム(参考)】
[ Back to top ]