
抄紙装置
【課題】後続の紙の搬送を阻害することなく不良紙を分離除去することができる抄紙装置を提供する。
【解決手段】帯状の湿紙100を抄紙する抄紙部2と、帯状の湿紙100を受け取って乾燥させる乾燥部4と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部5と、各部を制御する制御部300を備える抄紙装置において、仕上げ部5は、帯状紙を単葉紙に裁断するカッター501と、帯状紙および単葉紙を搬送する搬送装置507と、搬送装置507の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部510を有し、制御部300は、カッター501を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部510を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有する。
【解決手段】帯状の湿紙100を抄紙する抄紙部2と、帯状の湿紙100を受け取って乾燥させる乾燥部4と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部5と、各部を制御する制御部300を備える抄紙装置において、仕上げ部5は、帯状紙を単葉紙に裁断するカッター501と、帯状紙および単葉紙を搬送する搬送装置507と、搬送装置507の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部510を有し、制御部300は、カッター501を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部510を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は古紙再生処理装置等の抄紙装置に関し、特に不良紙の除去技術に係るものである。
【背景技術】
【0002】
従来、この種の古紙再生処理装置では、パルプ工程において古紙を原料とする古紙パルプからパルプ懸濁液である紙料を調製し、抄紙工程において紙料から湿紙を帯状に抄紙し、その後に湿紙を乾燥させて帯状紙を形成し、仕上げ工程において帯状紙を所定サイズに裁断して再生紙を製作している。
【0003】
しかしながら、再生紙には紙厚異常、紙幅異常、欠損(穴)、破れ、脱墨不良による白色度低下や黒点等の品質を低下させる不良要因が発生する場合がある。
運転中において不良要因が発生し易い時期は、通常運転時の抄紙開始直後や抄紙終了直前、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後であり、この時期にはヘッドボックスから抄紙ワイヤーへ供給する紙料の流れが不連続になって不良要因が発生する。また、ヘッドボックスから抄紙ワイヤーへ紙料を安定供給している運転中においても、再生紙の紙幅方向の両端部位と中央部位とに紙厚の変動が生じ易く、紙厚が許容値を超えて紙厚異常となることや、再生紙の紙幅に変動が生じて紙幅異常となることがある。この品質が劣る紙をプリンター、コピー機等で使用すると適性な印刷が行なえない。
【0004】
このため、例えば特許文献1に記載する古紙再生処理装置では、制御部は、帯状紙の前端部がカッター設置位置またはその上流側に搬送されてきたことを前端部検知手段によって検出し、帯状紙の前端部から所定範囲内については再生紙の設定サイズより短い寸法の紙片に繰り返し切断する制御を行う。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−121125
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、搬送軌道上において紙を裁断する作業は後続の紙の搬送を停止した状態で行なうので、不良紙を短い寸法の紙片に繰り返し切断する作業は時間を要することから、後続の紙の搬送を阻害することになり、製紙のタクトタイムを遅らせる要因となる。特に抄紙途中において発生した不良品質領域を含む不良紙を除去することには困難性がある。また、不良紙を良品紙と同様の経路で送り出し、不良紙と良品紙が混在する紙束から不良紙を手作業で選別するには多大の労力を要し、現実的には不可能な作業である。
【0007】
本発明は上記した課題を解決するものであり、後続の紙の搬送を阻害することなく不良紙を分離除去することができる抄紙装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の抄紙装置は、帯状の湿紙を抄紙する抄紙部と、帯状の湿紙を受け取って乾燥させる乾燥部と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部と、各部を制御する制御部を備える抄紙装置において、仕上げ部は、帯状紙を単葉紙に裁断する裁断部と、帯状紙および単葉紙を搬送する搬送装置と、搬送装置の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部を有し、制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有することを特徴とする。
【0009】
本発明の抄紙装置において、制御部の不良紙分離制御機能部は、帯状紙の抄紙始端領域と抄紙終端領域のうちの少なくとも何れかを不良紙として排出することを特徴とする。
本発明の抄紙装置において、仕上げ部は、帯状紙の不良品質領域を検出する品質検査部を有し、制御部の不良紙分離制御機能部は、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すことを特徴とする。
【0010】
本発明の抄紙装置において、品質検査部は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出することを特徴とする。
【0011】
本発明の抄紙装置において、不良紙分離部で排出した不良紙を収容する収容部を備えることを特徴とする。
【発明の効果】
【0012】
以上のように本発明によれば、抄紙部で帯状の湿紙を抄紙し、乾燥部で帯状の湿紙を乾燥させ、乾燥した帯状紙(乾紙)を仕上げ部で設定仕様に整形して紙を製作する。
この際、制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して搬送装置の搬送軌道上において良品紙と不良紙を仕分け、
不良紙を搬送軌道外へ排出する。このため、後続の紙の搬送を阻害することなく不良紙を分離除去することができる。
【0013】
また、紙厚異常、紙幅異常、欠損(穴)、破れ等の品質を低下させる不良要因が発生し易い時期である通常運転時の抄紙開始直後に抄紙した帯状紙の抄紙始端領域や抄紙終了直前に抄紙した抄紙終端領域、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後に抄紙した抄紙始端領域は、不良紙として搬送軌道上に設けた不良紙分離部により容易に排出することができる。
【0014】
さらに、品質検査部が帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出し、制御部の不良紙分離制御機能部が、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すので、抄紙の途中において不良品質領域が発生しても不良紙として分離除去することができ、良品紙と不良紙が混在することがない。
【図面の簡単な説明】
【0015】
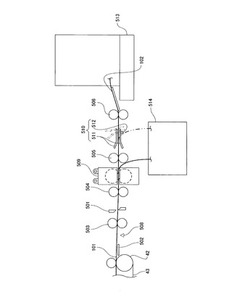
【図1】本発明の実施の形態における古紙再生処理装置の要部を示す模式図
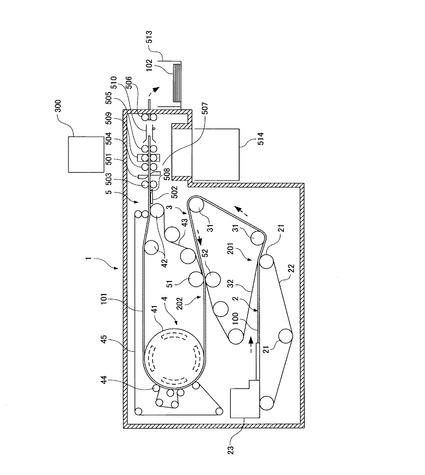
【図2】同古紙再生処理装置を示す模式図
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を図面に基づいて説明する。図1および図2において、製紙機の1種である古紙再生処理装置の一部を構成する抄紙装置1は、帯状の湿紙100を抄紙する紙抄き工程をなす抄紙部2と、湿紙100を脱水する脱水工程をなす脱水部3と、湿紙100を乾燥させる乾燥工程をなす乾燥部4と、乾燥した帯状紙である乾紙101を設定仕様に整形して仕上げる仕上げ工程をなす仕上げ部5と、各部を制御する制御部300を備えている。
【0017】
抄紙部2は、第1群のローラ21の間に掛け渡されたワイヤーベルト22と、パルプ懸濁液である紙料をワイヤーベルト22に供給するヘッドボックス23を有し、ワイヤーベルト22の搬送面上に湿紙100を抄紙する。ワイヤーベルト22は金属製又は、合成樹脂製であり、網目状をなして通水性、通気性を有している。
【0018】
脱水部3は、第2群のローラ31の間に掛け渡された吸水性の素材からなる吸水ベルト32を有し、ここでは吸水ベルト32がフェルトからなり通気性を有している。
吸水ベルト32およびワイヤーベルト22は双方の搬送軌道の途中において相互に当接して抄紙転移部201を形成する。
【0019】
抄紙部2でワイヤーベルト22の搬送面上に抄紙した湿紙100は、抄紙転移部201において吸水ベルト32に押圧され、ワイヤーベルト22が第1群のローラ21の外周に沿って反転して湿紙100から離間することで、ワイヤーベルト22から吸水ベルト32に転移し、転移した湿紙100から吸水ベルト32が吸水して湿紙100を吸収脱水する。
【0020】
乾燥部4は、ヒータ等の加熱装置を内蔵して加熱部をなす乾燥ローラ41と、乾燥ローラ41と第3群のローラ42の間に掛け渡した非吸水性の素材からなる搬送ベルトをなす平滑面ベルト43と、第4群のローラ44の間に掛け渡した非吸水性の素材からなる搬送保持ベルト45を有する。脱水部3の吸水ベルト32と平滑面ベルト43は双方の搬送軌道の途中において相互に当接し、脱水部3の吸水ベルト32から乾燥部4の平滑面ベルト43に湿紙100が転移する脱水転移部202を形成する。
【0021】
脱水転移部202には、平滑面ベルト43と吸水ベルト32を挟持する一対の脱水ローラ51、52を配置している。本実施の形態では一対の脱水ローラ51、52であるが、複数組の脱水ローラ51、52を配置することも可能である。脱水ローラ51、52は金属製ローラからなる。
【0022】
脱水ローラ51、52は、平滑面ベルト43と吸水ベルト32を介して両ベルト間の湿紙100を圧搾して脱水するとともに、湿紙100を平滑面ベルト43に押圧し、吸水ベルト32が下側の脱水ローラ52の外周に沿って反転して湿紙100から離間することで、湿紙100が吸水ベルト32から平滑面ベルト43に円滑に転移する。
【0023】
平滑面ベルト43は金属または耐熱温度150℃以上の合成樹脂からなり、ここでは厚み0.2mmのステンレス薄板(SUS430)からなる非通気性のものである。平滑面ベルト43は、湿紙100に当接する搬送面が平滑面をなし、かつ搬送面にシリコーン樹脂コーティング又はフッ素樹脂コーティングを施している。
【0024】
本実施の形態において吸水ベルト32の開口率はワイヤーベルト22の開口率より小さく、平滑面ベルト43は薄板状をなして無通気性である。
搬送保持ベルト45は網目状の通気性を有するもので合成樹脂からなり、平滑面ベルト43の搬送面に対向して配置し、平滑面ベルト43との間に湿紙100を挟持する。平滑面ベルト43と搬送保持ベルト45は、次工程の仕上げ部5に対して乾燥した乾紙101を受け渡す位置まで延在している。
【0025】
仕上げ部5は、乾燥部4で乾燥させた帯状紙をなす乾紙101を単葉紙に裁断する裁断部をなすカッター501を備えており、カッター501は単葉紙の搬送方向の長さを再生紙102の設定サイズに仕上げるものである。乾紙101の搬送方向でカッター501の上流側には平滑面ベルト43から排出する乾紙101を仕上げ部5に案内するガイド502を備えている。
【0026】
仕上げ部5は、複数の搬送ローラ503、504、505、506からなる搬送装置507を備えており、ガイド502の下流側で第1搬送ローラ503の上流側には、帯状紙をなす乾紙101の不良品質領域を検出する反射型の光学センサーからなる品質検査部508を設けている。本実施の形態においては、品質検査部508は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出するものであり、品質検査部508の光学センサーは、紙抄き工程において帯状の湿紙100を抄紙する際に湿紙100に不良要因が発生し易い部位に対応する位置、すなわち紙幅方向の両端部位と中央部位に配置してもよく、紙幅方向の全副にわたってラインセンサーを配置しても良い。品質検査部508は紙幅が正常である場合であっても乾紙101が搬送軌道上の通常位置を外れているいる場合は異常状態として検出する。この状態で単葉紙がスリッター509を通過すると紙幅異常の再生紙102となるので、制御部300は運転を停止して管理者に警告するか、不良紙として排出する。紙厚を検出する場合には光の透過量を検知して紙厚を算出する透過型センサーを用いる。また、脱墨不良による白色度低下や黒点を検出する場合には、CCD、CMOS等のセンサーを用いる。
【0027】
第2搬送ローラ504と第3搬送ローラ505の間にはスリッター509が設けてあり、スリッター509は単葉紙の両側縁を裁断して紙幅方向の長さを再生紙102の設定サイズに仕上げるものである。
【0028】
第3搬送ローラ505と第4搬送ローラ506の間の搬送軌道上には良品紙と不良紙を仕分ける不良紙分離部510が設けてある。不良紙分離部510は、搬送軌道の一部を形成する上下一対のガイド板511、511からなり、揺動軸512の軸心廻りに揺動自在に設けてある。不良紙分離部510は、ガイド板511、511の間を通過する乾紙101を第4搬送ローラ506に向けて案内することで紙受け台513に送り出す通常姿勢位置と、ガイド板511、511が搬送軌道を外れて乾紙101を搬送軌道外の下方へ案内する分離姿勢位置とに変位する。搬送装置507の下方には、スリッター509および不良紙分離部510から排出する裁断屑および不良紙を収容する収容箱514を設けている。
【0029】
制御部300は、不良紙を分離するための不良紙分離制御機能部を有しており、不良紙分離制御機能部は、カッター501を制御して帯状紙をなす乾紙101から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部510を制御して不良紙を搬送装置507の搬送軌道外へ排出する制御を行う。
【0030】
上記した構成における作用を説明する。抄紙部2では、ヘッドボックス23からパルプ懸濁液をワイヤーベルト22に供給してワイヤーベルト22の搬送面上に湿紙100を抄紙する。脱水部3では、抄紙部2でワイヤーベルト22の搬送面上に抄紙した湿紙100を吸水ベルト32に転移させ、吸水ベルト32により湿紙100から吸水して湿紙100を脱水する。
【0031】
ワイヤーベルト22は、その開口率が吸水ベルト32の開口率より大きくて通気性が吸水ベルト32の通気性に優るので、剥離性が吸水ベルト32の剥離性より大きくなり、換言すれば吸水ベルト32の密着性がワイヤーベルト22の密着性に優る。よって、湿紙100は剥離性が高いワイヤーベルト22から容易に剥離し、密着性が高い吸水ベルト32に容易に密着し、ワイヤーベルト22から吸水ベルト32へ湿紙100が容易に転移し、高い転写性能を奏する。
【0032】
乾燥部4では、吸水ベルト32による吸水で湿紙100を吸収脱水した後に、脱水転移部202で脱水ローラ51、52によって圧搾脱水し、湿紙100を平滑面ベルト43に転移させる。
【0033】
また、平滑面ベルト43は無通気性であり、通気性の吸水ベルト32より密着性が高く、換言すれば吸水ベルト32の剥離性が平滑面ベルト43の剥離性に優る。よって、湿紙100は剥離性が高い吸水ベルト32から容易に剥離し、密着性が高い平滑面ベルト43に容易に密着し、吸水ベルト32から平滑面ベルト43へ湿紙100が容易に転移する。
【0034】
このように、本実施の形態において、湿紙100は高い通気性を有して剥離性に優れるワイヤーベルト22から低い通気性を有して密着性に優る吸水ベルト32へ転移し、さらに吸水ベルト32から無通気性で密着性に優る平滑面ベルト43へ転移することで、湿紙100の転移が常に剥離性に優れたベルトから密着性に優れたベルトに対して行なわれるので、優れた転写性能を実現できる。
【0035】
そして、平滑面ベルト43が吸水ベルト32の上方に位置する状態で、脱水ローラ51、52で搾り出した水は、脱水ローラ52より下方に配置したトレー(図示省略)に排出される。このため、脱水ローラ51、52を通過した吸水ベルト32は再生されて吸水可能な状態となる。
【0036】
次に、湿紙100が転移した平滑面ベルト43は乾燥ローラ41へ向けて進行し、搬送保持ベルト45と平滑面ベルト43との間に湿紙100を挟持する状態で搬送保持ベルト45と平滑面ベルト43と湿紙100が乾燥ローラ41の転動に伴って進行し、乾燥ローラ41から受ける熱によって湿紙100が乾燥して帯状紙をなす乾紙101となる。この際に、湿紙100は脱水転移部202で平滑面ベルト43に密着しているので、平滑面ベルト43と湿紙100との間の熱伝導性が良くなり、高い熱効率を実現する。
【0037】
また、平滑面ベルト43に湿紙100を保持したまま乾燥ローラ41のローラ面上に巻装し、その状態で乾燥させるので、湿紙100を乾燥ローラ41の表面へ転移させるなどの余分な工数を必要とせず、搬送効率が良くなる。
【0038】
平滑面ベルト43と搬送保持ベルト45は乾紙101を仕上げ部5に対して受け渡す位置まで延在し、互に相反する方向へ反転して乾紙101を剥離させる。乾燥した帯状紙はその先端部が平滑面ベルト43および搬送保持ベルト45の搬送面から剥がれた状態で、ガイド502に案内されて仕上げ部5に送られる。
【0039】
仕上げ部5では、平滑面ベルト43と搬送保持ベルト45から剥離した帯状紙をなす乾紙101をカッター102およびスリッター509で設定サイズの再生紙102に仕上げて紙受け台513に送る。この際に、制御部300は不良紙を紙受け台513に送ることなく、搬送軌道外へ排出する。
【0040】
この不良紙分離制御機能部が行なう不良紙の排出には幾つかのモードがある。1つのモードは、運転中において不良要因が発生し易い時期、つまり通常運転時の抄紙開始直後や抄紙終了直前、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後に抄紙した領域である乾紙101の抄紙始端領域および抄紙終端領域を不良紙として排出するものである。制御部300は、抄紙部2における抄紙運転の制御することで、抄紙の開始および終了のタイミングを検知し、このタイミングからの時間を計測することにより、あるいは品質検査部508による検知で乾紙101の先端を検知することにより、搬送軌道上における乾紙101の抄紙始端領域および抄紙終端領域の位置を認知し、カッター501を制御して乾紙101から不良品質領域を含む不良紙を切り出して、不良紙を不良紙分離部510から搬送装置507の搬送軌道外へ排出する。
【0041】
また、他のモードは、乾紙101の途中において品質検査部508の検査結果に基づいて不良品質領域を含む不良紙を切り出すものである。抄紙部2においてヘッドボックス23からワイヤーベルト22へ紙料を安定供給している運転中においても、湿紙の100の紙幅方向の両端部位と中央部位とに紙厚の変動が生じ易く、紙厚が許容値を超えて紙厚異常となることや、再生紙の紙幅に変動が生じて紙幅異常となることがある。
【0042】
このため、制御部300は、品質検査部508により乾紙101に生じた不良要因、つまり紙幅異常、紙厚異常、欠損、破れのうちの何れかの不良要因が生じた領域を不良品質領域として検出し、品質検査部508の検査結果に基づいてカッター501を制御して乾紙101から不良品質領域を含む不良紙を切り出す。
【0043】
すなわち、制御部300は良品紙を設定サイズの再生紙102に裁断する作業中に品質検査部508において不良要因を検出すると、設定サイズに裁断可能な最後の再生紙102を裁断した後に裁断動作を中断し、最後の再生紙102が不良紙分離部510を通過して第4搬送ローラ506に向かった後に、不良紙分離部510を通常姿勢位置から分離姿勢位置に変位させ、後続の乾紙101の不良品質領域を不良紙分離部510から収容箱514に向けて排出し、不良品質領域を含む所定領域の乾紙101を不良紙としてカッター501で裁断して分離する。この不良紙が第3搬送ローラ505を通過した後に、不良紙分離部510を通常姿勢位置に復帰させる。
【0044】
したがって、従来のように不良紙を短い寸法の紙片に繰り返し切断する時間が不要となり、製紙のタクトタイムを遅らせることなく、後続の紙の搬送を阻害することなく不良紙を搬送軌道上から排出できる。
【0045】
ところで、品質検査部508から不良紙分離部510までの搬送軌道長が単葉紙の搬送方向の設定サイズより短い場合には、単葉紙の搬送方向終端縁が品質検査部508を通過する前に、単葉紙の搬送方向始端縁が品質検査部508に達する。このため、1枚の単葉紙に相当する乾紙101上の領域で、その搬送方向終端側に不良要因が存在すると、品質検査部508が不良要因を検出した時には紙の先端がすでに品質検査部508に達しており、不良紙を品質検査部508で排除することが困難である。この場合に、制御部300は品質検査部508の下流側に位置する第4搬送ローラ506を停止して不良紙が紙受け台513に搬送されることを阻止し、不良紙を第4搬送ローラ506と品質検査部508の間にループ状に溜め、運転を中断して警報により管理者に知らせる。
【符号の説明】
【0046】
1 古紙再生処理装置
2 抄紙部
3 脱水部
4 乾燥部
5 仕上げ部
100 湿紙
101 乾紙
300 制御部
501 カッター
507 搬送装置
508 品質検査部
509 スリッター
510 不良紙分離部
511 ガイド板
512 揺動軸
514 収容箱
【技術分野】
【0001】
本発明は古紙再生処理装置等の抄紙装置に関し、特に不良紙の除去技術に係るものである。
【背景技術】
【0002】
従来、この種の古紙再生処理装置では、パルプ工程において古紙を原料とする古紙パルプからパルプ懸濁液である紙料を調製し、抄紙工程において紙料から湿紙を帯状に抄紙し、その後に湿紙を乾燥させて帯状紙を形成し、仕上げ工程において帯状紙を所定サイズに裁断して再生紙を製作している。
【0003】
しかしながら、再生紙には紙厚異常、紙幅異常、欠損(穴)、破れ、脱墨不良による白色度低下や黒点等の品質を低下させる不良要因が発生する場合がある。
運転中において不良要因が発生し易い時期は、通常運転時の抄紙開始直後や抄紙終了直前、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後であり、この時期にはヘッドボックスから抄紙ワイヤーへ供給する紙料の流れが不連続になって不良要因が発生する。また、ヘッドボックスから抄紙ワイヤーへ紙料を安定供給している運転中においても、再生紙の紙幅方向の両端部位と中央部位とに紙厚の変動が生じ易く、紙厚が許容値を超えて紙厚異常となることや、再生紙の紙幅に変動が生じて紙幅異常となることがある。この品質が劣る紙をプリンター、コピー機等で使用すると適性な印刷が行なえない。
【0004】
このため、例えば特許文献1に記載する古紙再生処理装置では、制御部は、帯状紙の前端部がカッター設置位置またはその上流側に搬送されてきたことを前端部検知手段によって検出し、帯状紙の前端部から所定範囲内については再生紙の設定サイズより短い寸法の紙片に繰り返し切断する制御を行う。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2011−121125
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、搬送軌道上において紙を裁断する作業は後続の紙の搬送を停止した状態で行なうので、不良紙を短い寸法の紙片に繰り返し切断する作業は時間を要することから、後続の紙の搬送を阻害することになり、製紙のタクトタイムを遅らせる要因となる。特に抄紙途中において発生した不良品質領域を含む不良紙を除去することには困難性がある。また、不良紙を良品紙と同様の経路で送り出し、不良紙と良品紙が混在する紙束から不良紙を手作業で選別するには多大の労力を要し、現実的には不可能な作業である。
【0007】
本発明は上記した課題を解決するものであり、後続の紙の搬送を阻害することなく不良紙を分離除去することができる抄紙装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明の抄紙装置は、帯状の湿紙を抄紙する抄紙部と、帯状の湿紙を受け取って乾燥させる乾燥部と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部と、各部を制御する制御部を備える抄紙装置において、仕上げ部は、帯状紙を単葉紙に裁断する裁断部と、帯状紙および単葉紙を搬送する搬送装置と、搬送装置の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部を有し、制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有することを特徴とする。
【0009】
本発明の抄紙装置において、制御部の不良紙分離制御機能部は、帯状紙の抄紙始端領域と抄紙終端領域のうちの少なくとも何れかを不良紙として排出することを特徴とする。
本発明の抄紙装置において、仕上げ部は、帯状紙の不良品質領域を検出する品質検査部を有し、制御部の不良紙分離制御機能部は、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すことを特徴とする。
【0010】
本発明の抄紙装置において、品質検査部は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出することを特徴とする。
【0011】
本発明の抄紙装置において、不良紙分離部で排出した不良紙を収容する収容部を備えることを特徴とする。
【発明の効果】
【0012】
以上のように本発明によれば、抄紙部で帯状の湿紙を抄紙し、乾燥部で帯状の湿紙を乾燥させ、乾燥した帯状紙(乾紙)を仕上げ部で設定仕様に整形して紙を製作する。
この際、制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して搬送装置の搬送軌道上において良品紙と不良紙を仕分け、
不良紙を搬送軌道外へ排出する。このため、後続の紙の搬送を阻害することなく不良紙を分離除去することができる。
【0013】
また、紙厚異常、紙幅異常、欠損(穴)、破れ等の品質を低下させる不良要因が発生し易い時期である通常運転時の抄紙開始直後に抄紙した帯状紙の抄紙始端領域や抄紙終了直前に抄紙した抄紙終端領域、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後に抄紙した抄紙始端領域は、不良紙として搬送軌道上に設けた不良紙分離部により容易に排出することができる。
【0014】
さらに、品質検査部が帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出し、制御部の不良紙分離制御機能部が、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すので、抄紙の途中において不良品質領域が発生しても不良紙として分離除去することができ、良品紙と不良紙が混在することがない。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態における古紙再生処理装置の要部を示す模式図
【図2】同古紙再生処理装置を示す模式図
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を図面に基づいて説明する。図1および図2において、製紙機の1種である古紙再生処理装置の一部を構成する抄紙装置1は、帯状の湿紙100を抄紙する紙抄き工程をなす抄紙部2と、湿紙100を脱水する脱水工程をなす脱水部3と、湿紙100を乾燥させる乾燥工程をなす乾燥部4と、乾燥した帯状紙である乾紙101を設定仕様に整形して仕上げる仕上げ工程をなす仕上げ部5と、各部を制御する制御部300を備えている。
【0017】
抄紙部2は、第1群のローラ21の間に掛け渡されたワイヤーベルト22と、パルプ懸濁液である紙料をワイヤーベルト22に供給するヘッドボックス23を有し、ワイヤーベルト22の搬送面上に湿紙100を抄紙する。ワイヤーベルト22は金属製又は、合成樹脂製であり、網目状をなして通水性、通気性を有している。
【0018】
脱水部3は、第2群のローラ31の間に掛け渡された吸水性の素材からなる吸水ベルト32を有し、ここでは吸水ベルト32がフェルトからなり通気性を有している。
吸水ベルト32およびワイヤーベルト22は双方の搬送軌道の途中において相互に当接して抄紙転移部201を形成する。
【0019】
抄紙部2でワイヤーベルト22の搬送面上に抄紙した湿紙100は、抄紙転移部201において吸水ベルト32に押圧され、ワイヤーベルト22が第1群のローラ21の外周に沿って反転して湿紙100から離間することで、ワイヤーベルト22から吸水ベルト32に転移し、転移した湿紙100から吸水ベルト32が吸水して湿紙100を吸収脱水する。
【0020】
乾燥部4は、ヒータ等の加熱装置を内蔵して加熱部をなす乾燥ローラ41と、乾燥ローラ41と第3群のローラ42の間に掛け渡した非吸水性の素材からなる搬送ベルトをなす平滑面ベルト43と、第4群のローラ44の間に掛け渡した非吸水性の素材からなる搬送保持ベルト45を有する。脱水部3の吸水ベルト32と平滑面ベルト43は双方の搬送軌道の途中において相互に当接し、脱水部3の吸水ベルト32から乾燥部4の平滑面ベルト43に湿紙100が転移する脱水転移部202を形成する。
【0021】
脱水転移部202には、平滑面ベルト43と吸水ベルト32を挟持する一対の脱水ローラ51、52を配置している。本実施の形態では一対の脱水ローラ51、52であるが、複数組の脱水ローラ51、52を配置することも可能である。脱水ローラ51、52は金属製ローラからなる。
【0022】
脱水ローラ51、52は、平滑面ベルト43と吸水ベルト32を介して両ベルト間の湿紙100を圧搾して脱水するとともに、湿紙100を平滑面ベルト43に押圧し、吸水ベルト32が下側の脱水ローラ52の外周に沿って反転して湿紙100から離間することで、湿紙100が吸水ベルト32から平滑面ベルト43に円滑に転移する。
【0023】
平滑面ベルト43は金属または耐熱温度150℃以上の合成樹脂からなり、ここでは厚み0.2mmのステンレス薄板(SUS430)からなる非通気性のものである。平滑面ベルト43は、湿紙100に当接する搬送面が平滑面をなし、かつ搬送面にシリコーン樹脂コーティング又はフッ素樹脂コーティングを施している。
【0024】
本実施の形態において吸水ベルト32の開口率はワイヤーベルト22の開口率より小さく、平滑面ベルト43は薄板状をなして無通気性である。
搬送保持ベルト45は網目状の通気性を有するもので合成樹脂からなり、平滑面ベルト43の搬送面に対向して配置し、平滑面ベルト43との間に湿紙100を挟持する。平滑面ベルト43と搬送保持ベルト45は、次工程の仕上げ部5に対して乾燥した乾紙101を受け渡す位置まで延在している。
【0025】
仕上げ部5は、乾燥部4で乾燥させた帯状紙をなす乾紙101を単葉紙に裁断する裁断部をなすカッター501を備えており、カッター501は単葉紙の搬送方向の長さを再生紙102の設定サイズに仕上げるものである。乾紙101の搬送方向でカッター501の上流側には平滑面ベルト43から排出する乾紙101を仕上げ部5に案内するガイド502を備えている。
【0026】
仕上げ部5は、複数の搬送ローラ503、504、505、506からなる搬送装置507を備えており、ガイド502の下流側で第1搬送ローラ503の上流側には、帯状紙をなす乾紙101の不良品質領域を検出する反射型の光学センサーからなる品質検査部508を設けている。本実施の形態においては、品質検査部508は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出するものであり、品質検査部508の光学センサーは、紙抄き工程において帯状の湿紙100を抄紙する際に湿紙100に不良要因が発生し易い部位に対応する位置、すなわち紙幅方向の両端部位と中央部位に配置してもよく、紙幅方向の全副にわたってラインセンサーを配置しても良い。品質検査部508は紙幅が正常である場合であっても乾紙101が搬送軌道上の通常位置を外れているいる場合は異常状態として検出する。この状態で単葉紙がスリッター509を通過すると紙幅異常の再生紙102となるので、制御部300は運転を停止して管理者に警告するか、不良紙として排出する。紙厚を検出する場合には光の透過量を検知して紙厚を算出する透過型センサーを用いる。また、脱墨不良による白色度低下や黒点を検出する場合には、CCD、CMOS等のセンサーを用いる。
【0027】
第2搬送ローラ504と第3搬送ローラ505の間にはスリッター509が設けてあり、スリッター509は単葉紙の両側縁を裁断して紙幅方向の長さを再生紙102の設定サイズに仕上げるものである。
【0028】
第3搬送ローラ505と第4搬送ローラ506の間の搬送軌道上には良品紙と不良紙を仕分ける不良紙分離部510が設けてある。不良紙分離部510は、搬送軌道の一部を形成する上下一対のガイド板511、511からなり、揺動軸512の軸心廻りに揺動自在に設けてある。不良紙分離部510は、ガイド板511、511の間を通過する乾紙101を第4搬送ローラ506に向けて案内することで紙受け台513に送り出す通常姿勢位置と、ガイド板511、511が搬送軌道を外れて乾紙101を搬送軌道外の下方へ案内する分離姿勢位置とに変位する。搬送装置507の下方には、スリッター509および不良紙分離部510から排出する裁断屑および不良紙を収容する収容箱514を設けている。
【0029】
制御部300は、不良紙を分離するための不良紙分離制御機能部を有しており、不良紙分離制御機能部は、カッター501を制御して帯状紙をなす乾紙101から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部510を制御して不良紙を搬送装置507の搬送軌道外へ排出する制御を行う。
【0030】
上記した構成における作用を説明する。抄紙部2では、ヘッドボックス23からパルプ懸濁液をワイヤーベルト22に供給してワイヤーベルト22の搬送面上に湿紙100を抄紙する。脱水部3では、抄紙部2でワイヤーベルト22の搬送面上に抄紙した湿紙100を吸水ベルト32に転移させ、吸水ベルト32により湿紙100から吸水して湿紙100を脱水する。
【0031】
ワイヤーベルト22は、その開口率が吸水ベルト32の開口率より大きくて通気性が吸水ベルト32の通気性に優るので、剥離性が吸水ベルト32の剥離性より大きくなり、換言すれば吸水ベルト32の密着性がワイヤーベルト22の密着性に優る。よって、湿紙100は剥離性が高いワイヤーベルト22から容易に剥離し、密着性が高い吸水ベルト32に容易に密着し、ワイヤーベルト22から吸水ベルト32へ湿紙100が容易に転移し、高い転写性能を奏する。
【0032】
乾燥部4では、吸水ベルト32による吸水で湿紙100を吸収脱水した後に、脱水転移部202で脱水ローラ51、52によって圧搾脱水し、湿紙100を平滑面ベルト43に転移させる。
【0033】
また、平滑面ベルト43は無通気性であり、通気性の吸水ベルト32より密着性が高く、換言すれば吸水ベルト32の剥離性が平滑面ベルト43の剥離性に優る。よって、湿紙100は剥離性が高い吸水ベルト32から容易に剥離し、密着性が高い平滑面ベルト43に容易に密着し、吸水ベルト32から平滑面ベルト43へ湿紙100が容易に転移する。
【0034】
このように、本実施の形態において、湿紙100は高い通気性を有して剥離性に優れるワイヤーベルト22から低い通気性を有して密着性に優る吸水ベルト32へ転移し、さらに吸水ベルト32から無通気性で密着性に優る平滑面ベルト43へ転移することで、湿紙100の転移が常に剥離性に優れたベルトから密着性に優れたベルトに対して行なわれるので、優れた転写性能を実現できる。
【0035】
そして、平滑面ベルト43が吸水ベルト32の上方に位置する状態で、脱水ローラ51、52で搾り出した水は、脱水ローラ52より下方に配置したトレー(図示省略)に排出される。このため、脱水ローラ51、52を通過した吸水ベルト32は再生されて吸水可能な状態となる。
【0036】
次に、湿紙100が転移した平滑面ベルト43は乾燥ローラ41へ向けて進行し、搬送保持ベルト45と平滑面ベルト43との間に湿紙100を挟持する状態で搬送保持ベルト45と平滑面ベルト43と湿紙100が乾燥ローラ41の転動に伴って進行し、乾燥ローラ41から受ける熱によって湿紙100が乾燥して帯状紙をなす乾紙101となる。この際に、湿紙100は脱水転移部202で平滑面ベルト43に密着しているので、平滑面ベルト43と湿紙100との間の熱伝導性が良くなり、高い熱効率を実現する。
【0037】
また、平滑面ベルト43に湿紙100を保持したまま乾燥ローラ41のローラ面上に巻装し、その状態で乾燥させるので、湿紙100を乾燥ローラ41の表面へ転移させるなどの余分な工数を必要とせず、搬送効率が良くなる。
【0038】
平滑面ベルト43と搬送保持ベルト45は乾紙101を仕上げ部5に対して受け渡す位置まで延在し、互に相反する方向へ反転して乾紙101を剥離させる。乾燥した帯状紙はその先端部が平滑面ベルト43および搬送保持ベルト45の搬送面から剥がれた状態で、ガイド502に案内されて仕上げ部5に送られる。
【0039】
仕上げ部5では、平滑面ベルト43と搬送保持ベルト45から剥離した帯状紙をなす乾紙101をカッター102およびスリッター509で設定サイズの再生紙102に仕上げて紙受け台513に送る。この際に、制御部300は不良紙を紙受け台513に送ることなく、搬送軌道外へ排出する。
【0040】
この不良紙分離制御機能部が行なう不良紙の排出には幾つかのモードがある。1つのモードは、運転中において不良要因が発生し易い時期、つまり通常運転時の抄紙開始直後や抄紙終了直前、あるいはエラー発生のために緊急停止した後の再起動時の抄紙開始直後に抄紙した領域である乾紙101の抄紙始端領域および抄紙終端領域を不良紙として排出するものである。制御部300は、抄紙部2における抄紙運転の制御することで、抄紙の開始および終了のタイミングを検知し、このタイミングからの時間を計測することにより、あるいは品質検査部508による検知で乾紙101の先端を検知することにより、搬送軌道上における乾紙101の抄紙始端領域および抄紙終端領域の位置を認知し、カッター501を制御して乾紙101から不良品質領域を含む不良紙を切り出して、不良紙を不良紙分離部510から搬送装置507の搬送軌道外へ排出する。
【0041】
また、他のモードは、乾紙101の途中において品質検査部508の検査結果に基づいて不良品質領域を含む不良紙を切り出すものである。抄紙部2においてヘッドボックス23からワイヤーベルト22へ紙料を安定供給している運転中においても、湿紙の100の紙幅方向の両端部位と中央部位とに紙厚の変動が生じ易く、紙厚が許容値を超えて紙厚異常となることや、再生紙の紙幅に変動が生じて紙幅異常となることがある。
【0042】
このため、制御部300は、品質検査部508により乾紙101に生じた不良要因、つまり紙幅異常、紙厚異常、欠損、破れのうちの何れかの不良要因が生じた領域を不良品質領域として検出し、品質検査部508の検査結果に基づいてカッター501を制御して乾紙101から不良品質領域を含む不良紙を切り出す。
【0043】
すなわち、制御部300は良品紙を設定サイズの再生紙102に裁断する作業中に品質検査部508において不良要因を検出すると、設定サイズに裁断可能な最後の再生紙102を裁断した後に裁断動作を中断し、最後の再生紙102が不良紙分離部510を通過して第4搬送ローラ506に向かった後に、不良紙分離部510を通常姿勢位置から分離姿勢位置に変位させ、後続の乾紙101の不良品質領域を不良紙分離部510から収容箱514に向けて排出し、不良品質領域を含む所定領域の乾紙101を不良紙としてカッター501で裁断して分離する。この不良紙が第3搬送ローラ505を通過した後に、不良紙分離部510を通常姿勢位置に復帰させる。
【0044】
したがって、従来のように不良紙を短い寸法の紙片に繰り返し切断する時間が不要となり、製紙のタクトタイムを遅らせることなく、後続の紙の搬送を阻害することなく不良紙を搬送軌道上から排出できる。
【0045】
ところで、品質検査部508から不良紙分離部510までの搬送軌道長が単葉紙の搬送方向の設定サイズより短い場合には、単葉紙の搬送方向終端縁が品質検査部508を通過する前に、単葉紙の搬送方向始端縁が品質検査部508に達する。このため、1枚の単葉紙に相当する乾紙101上の領域で、その搬送方向終端側に不良要因が存在すると、品質検査部508が不良要因を検出した時には紙の先端がすでに品質検査部508に達しており、不良紙を品質検査部508で排除することが困難である。この場合に、制御部300は品質検査部508の下流側に位置する第4搬送ローラ506を停止して不良紙が紙受け台513に搬送されることを阻止し、不良紙を第4搬送ローラ506と品質検査部508の間にループ状に溜め、運転を中断して警報により管理者に知らせる。
【符号の説明】
【0046】
1 古紙再生処理装置
2 抄紙部
3 脱水部
4 乾燥部
5 仕上げ部
100 湿紙
101 乾紙
300 制御部
501 カッター
507 搬送装置
508 品質検査部
509 スリッター
510 不良紙分離部
511 ガイド板
512 揺動軸
514 収容箱
【特許請求の範囲】
【請求項1】
帯状の湿紙を抄紙する抄紙部と、帯状の湿紙を受け取って乾燥させる乾燥部と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部と、各部を制御する制御部を備える抄紙装置において、
仕上げ部は、帯状紙を単葉紙に裁断する裁断部と、帯状紙および単葉紙を搬送する搬送装置と、搬送装置の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部を有し、
制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有することを特徴とする抄紙装置。
【請求項2】
制御部の不良紙分離制御機能部は、帯状紙の抄紙始端領域と抄紙終端領域のうちの少なくとも何れかを不良紙として排出することを特徴とする請求項1に記載の抄紙装置。
【請求項3】
仕上げ部は、帯状紙の不良品質領域を検出する品質検査部を有し、
制御部の不良紙分離制御機能部は、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すことを特徴とする請求項1または2に記載の抄紙装置。
【請求項4】
品質検査部は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出することを特徴とする請求項3に記載の抄紙装置。
【請求項5】
不良紙分離部で排出した不良紙を収容する収容部を備えることを特徴とする請求項1から4の何れか1項に記載の抄紙装置。
【請求項1】
帯状の湿紙を抄紙する抄紙部と、帯状の湿紙を受け取って乾燥させる乾燥部と、乾燥した帯状紙を受け取って設定仕様に整形する仕上げ部と、各部を制御する制御部を備える抄紙装置において、
仕上げ部は、帯状紙を単葉紙に裁断する裁断部と、帯状紙および単葉紙を搬送する搬送装置と、搬送装置の搬送軌道上において良品紙と不良紙を仕分ける不良紙分離部を有し、
制御部は、裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出し、かつ不良紙分離部を制御して不良紙を搬送軌道外へ排出する不良紙分離制御機能部を有することを特徴とする抄紙装置。
【請求項2】
制御部の不良紙分離制御機能部は、帯状紙の抄紙始端領域と抄紙終端領域のうちの少なくとも何れかを不良紙として排出することを特徴とする請求項1に記載の抄紙装置。
【請求項3】
仕上げ部は、帯状紙の不良品質領域を検出する品質検査部を有し、
制御部の不良紙分離制御機能部は、品質検査部の検査結果に基づいて裁断部を制御して帯状紙から不良品質領域を含む不良紙を切り出すことを特徴とする請求項1または2に記載の抄紙装置。
【請求項4】
品質検査部は、帯状紙に紙幅異常、紙厚異常、欠損、破れ、脱墨不良による白色度低下や黒点のうちの何れかの不良要因が生じた領域を不良品質領域として検出することを特徴とする請求項3に記載の抄紙装置。
【請求項5】
不良紙分離部で排出した不良紙を収容する収容部を備えることを特徴とする請求項1から4の何れか1項に記載の抄紙装置。
【図1】



【図2】
【図2】
【公開番号】特開2013−83020(P2013−83020A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−224427(P2011−224427)
【出願日】平成23年10月12日(2011.10.12)
【出願人】(390002129)デュプロ精工株式会社 (351)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月12日(2011.10.12)
【出願人】(390002129)デュプロ精工株式会社 (351)
【Fターム(参考)】
[ Back to top ]