
把手付プラスチックボトル
【課題】良好な嵌合強度を備えた把手付プラスチックボトルを提供する。
【解決手段】プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルにおいて、該把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量を0.2J/g以上とし、把手の23℃における嵌合強度を245N以上とする。
【解決手段】プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルにおいて、該把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量を0.2J/g以上とし、把手の23℃における嵌合強度を245N以上とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、把手付プラスチックボトルに関し、詳しくは、ブロー成形ボトルのボトル本体の上部側面に形成した把手取付用凹部に、別体の把手を取り付けてなる把手付プラスチックボトルに関する。
【背景技術】
【0002】
プラスチックボトルは、大型化すると取り扱いが不便になるため、プラスチックボトル(以下「ボトル」と省略する。)の一部に把手を取り付けた把手付ボトルが醤油、ミリン等の調味料用容器として使用されている。使用者は把手を掴むことで、高重量の大型ボトルであっても、安定して取り扱うことができる。
【0003】
このような把手付ボトルは、あらかじめ把手をボトル本体とは別体に射出成形等の方法により成形しておき、ボトル本体のブロー成形の工程において、両者を一体化することが一般的に行われている。ブロー成形の際に、把手の一部にボトルが絡み付くようにして成形され、両者が一体化されるのである。
【0004】
このように把手は、ボトル本体とはもともと別体で形成されるものであるので、把手がボトル本体に十分強く嵌合していることが要求される。また、大型ボトルにおいては、把手とボトル本体との嵌合部分が、ボトルの全重量を支えることとなるため、その要求は特に大きい。
【0005】
また、一般的にプラスチックボトルは、容器包装リサイクル法の施行されたこと、および、ボトル単価を安くするために、使用樹脂量を少なくすることが求められている。
【0006】
しかし、使用樹脂量を減らすために、単にボトルの肉厚を薄くしたのでは、プラスチックボトルに要求される強度を保つことができないという問題が生じる。特に、別体としてとして形成した把手がボトル本体に嵌合された構造となっているので、把手と本体との嵌合強度には顕著に不具合が生じる可能性があった。
【0007】
特許文献1には大型ボトル用の把手が記載されている。図3には、握り部、およびその上下部から前方向に突出する上部支持腕および下部支持腕を備え、さらに上部支持腕が握り部から分岐する位置より握り部の上方に延設された上方延設部を備えた把手が記載されている。把手は、ボトルの上部側面に形成された凹部に、上部支持腕および下部支持腕を介して取り付けられている。
【特許文献1】特開2000−43877号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1に記載されているような従来の形状の把手を取り付けたボトルは、ボトルを床に落とす等により、ボトルに衝撃が加わった際に、ボトルから把手が外れる場合があった。流通段階あるいは一般家庭における使用時に、床に落とす等の大きな衝撃が把手付ボトルに加わることは十分に考えられ、一度ボトルから把手が外れてしまうと、それを戻すことは一般的に不可能であった。そのため、ボトルに大きな衝撃が加わったとしても、把手が外れる心配がないような把手付ボトルが求められていた。
【0009】
そこで、本発明は、良好な嵌合強度を備えた把手付きプラスチックボトルを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、プラスチックボトル本体の軽量化を行った際に問題が生じる可能性のある嵌合強度に関し鋭意検討し、プラスチックボトル本体の把手取付部分の物性値を規制することによって、良好な嵌合強度を備えた把手付きプラスチックボトルを提供できることを見出し、以下の発明を完成させた。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、これにより本発明が図示の形態に限定されるものではない。
【0011】
第1の本発明は、プラスチックボトル本体(210)を備え、該ボトル本体(210)の上部側面に把手取付用凹部(230)が形成されており、該把手取付用凹部(230)内に取り付けられた別体の把手(100)を備えてなる把手付プラスチックボトルであって、該把手(100)が取り付けられたプラスチックボトル本体(210)の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量が0.2J/g以上であり、把手(100)の23℃における嵌合強度が245N以上である、把手付プラスチックボトル(200)である。
【0012】
ここで、「プラスチックボトル本体(210)の把手取付部分」とは、把手(100)の上部支持腕(22)または下部支持腕(24)の先端部が埋め込まれたプラスチックボトル本体(210)の箇所をいい、この箇所のプラスチック壁を試験片として取り出し、DSC測定が行われる。
【0013】
把手取付部分のDSC測定は、以下の手順で行った。試験片10mgをDSC装置(セイコーインスツルメント社製、DSC−6200)にセットし、25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0014】
把手(100)の23℃における嵌合強度の測定は、以下の手順で行った。すなわち、把手付プラスチックボトル(200)に常温水(23±2℃)をボトルの内容量に合わせて適量充填し、キャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手(100)が外れた時の荷重(N)を嵌合強度とした。該強度は把手付プラスチックボトルに特有のものであり、上記の245N以上の嵌合強度を備えた把手付きボトルは、より信頼性の高い把手付ボトルといえる。
【0015】
第1の本発明の把手付プラスチックボトル(200)において、別体の把手(100)は、握り部(10)、該握り部(10)の上下部から前方向に突出する上部支持腕(22)および下部支持腕(24)を備え、これら上部支持腕(22)および下部支持腕(24)の前方向先端部に係合部(62、64)を備えてなるものであり、これら上部支持腕(22)および下部支持腕(24)の先端部が把手取付用凹部(230)の壁に埋め込まれて取り付けられてなることが好ましい。このような把手(100)を、所定の物性を備えたプラスチックボトル本体(210)と組み合わせることにより、把手付プラスチックボトル(200)の嵌合強度を、より良好なものとすることができる。
【0016】
第1の本発明の把手付きプラスチックボトル(200)において、プラスチックボトル本体(210)の把手取付部分の密度は、1.365g/cm3以下であることが好ましい。該密度の測定は、把手取付部分の試験片に対して、JIS K6774およびK7112の密度勾配管法に準拠して行った。
【0017】
第1の本発明の把手付きプラスチックボトルにおいて、プラスチックボトル本体の把手取付部分の肉厚は、0.4mm以上であることが好ましい。
【発明の効果】
【0018】
第1の本発明の把手付きプラスチックボトルによると、把手取付部分におけるエンタルピー緩和ピークの吸熱量を所定の値とすることにより、良好な把手の嵌合強度を備えた把手付きプラスチックボトルとすることができる。
【発明を実施するための最良の形態】
【0019】
以下本発明を図面に示す実施形態に基づき説明する。
<把手付プラスチックボトル>
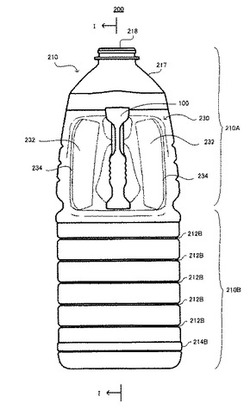
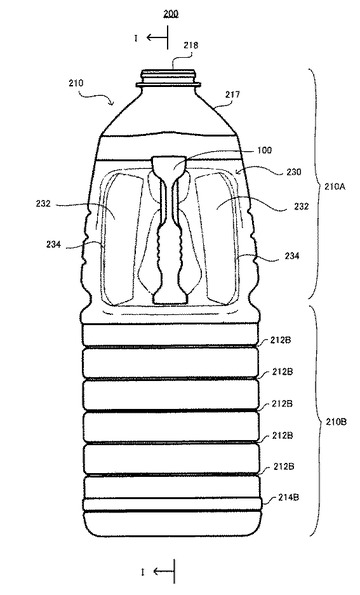
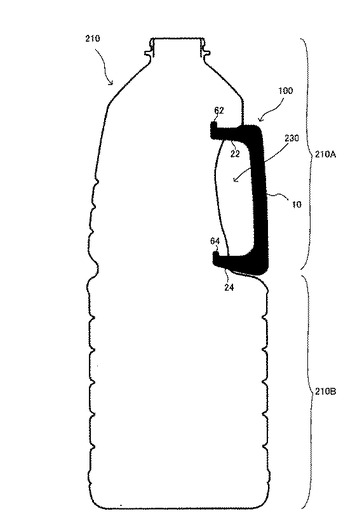
本発明の把手付プラスチックボトル200は、ボトル本体210および別体の把手100を備えて構成される。図1に本発明の把手付プラスチックボトル200の背面図、図2に側面図、図3に正面図を示した。また、図4には、図2におけるA−A線断面図(図4(a))およびB−B線断面図(図4(b))を示した。把手100は、ボトル本体210に形成された把手取付用凹部230に取り付けられている。本発明の把手付プラスチックボトル200の内容量は、1.5リットル以上、好ましくは1.6リットル以上、より好ましくは1.7リットル以上であって、3.0リットル以下、好ましくは2.7リットル以下、より好ましくは2.5リットル以下、さらに好ましくは2.0リットル以下、さらに好ましくは1.9リットル以下であり、最も好ましくは1.8リットル以下である。
【0020】
ボトル本体210は、図2に示すように上下方向中央付近にくびれ211が形成されている。このくびれ211によりボトル本体210は補強されると共に、ボトル本体上部210Aとボトル本体下部210Bに略二分されている。なお、図示した形態においては、くびれ211は把手取付用凹部230の下部により一部分断されているが、周方向に連続した形態とすることもできる。また、該くびれ211の形成は任意であり、形成しなくてもよい。
【0021】
ボトル本体上部210Aの側面には、把手取付用凹部230が形成されている。この把手取付用凹部230には把手100が取り付けられ把手付ボトル200とされる。本発明のボトルは醤油等の調味料を入れるため等に使用される大型(大容量)のボトルである。従って、ボトルの胴周りが大きいため、使用者はボトル本体210を掴むことは難しい。そのため、ボトル本体210に把手100を取り付けハンドリング性(持ち易さ)を向上させている。
【0022】
把手取付用凹部230の深さは、ボトル本体210の最大外径部の直径の1/4から1/3の範囲で設定するのが好ましい。例えば、高さが310mm、最大外径寸法が106mm、内容積が1885mlのポリエチレンテレフタレート樹脂製ボトルの場合には、把手取付用凹部230の深さを30mm前後に設定することが好ましく、これにより把手100が握り易くなる。図示した形態においては、該把手取付用凹部230に種々の補強構造(232、234等)が形成されている。
【0023】
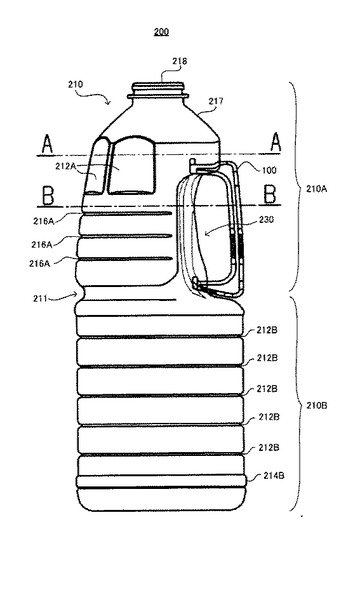
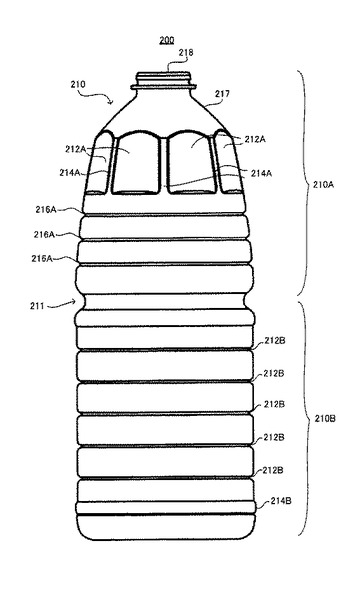
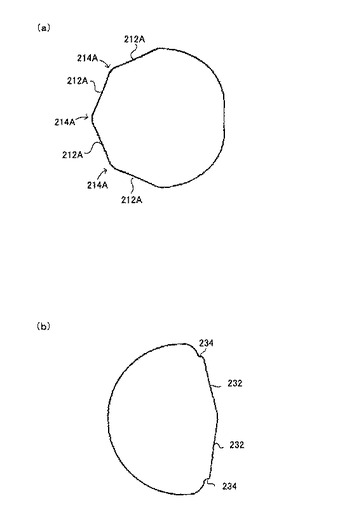
図1に示した把手取付用凹部230が形成されたボトル背面の裏側、つまり図3に示したボトル正面におけるボトル本体上部210Aには、その上側に略平面状の傾斜壁面212Aと、曲面状の円筒壁面214Aとが交互に形成されている。このような構造にすることによって、ボトルの上下方向および左右方向の剛性を高めることができ、かつ内容液の温度に伴う密度変化に起因するボトル内圧変化を緩和し、ボトルラベル部等の変形を防止することができる。また、傾斜壁面212Aは、平面状であってもよいが、図4(a)に示したようにボトル内部方向に若干窪んだ形状とすることもできる。この形状とすることで、左右方向の剛性をさらに向上させることができる。
【0024】
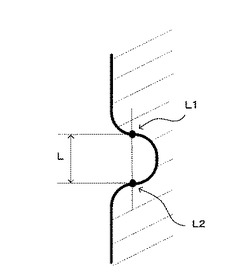
ボトル正面におけるボトル本体上部210Aの下側には、複数の凹溝216Aが形成されている。該凹溝216Aは、第1変曲点から第2変曲点までの幅が1mm以上、好ましくは2mm以上であって、5mm以下、好ましくは4mm以下の幅を有する細溝である。ここで、凹溝における第1変曲点および第2変曲点について、図5を用いて説明する。図5に、凹溝部分の断面拡大図を示した。図示右側斜線部がボトル本体210である。ボトル本体上部210Aの壁面が凹溝216Aに差し掛かる曲線部分を第一のリブ曲線、凹溝216Aの凹み部分を構成する曲線部分を第二のリブ曲線、凹溝216Aが再びボトル本体上部210Aの壁面に差し掛かる曲線部分を第三のリブ曲線とすると、第一のリブ曲線が第二のリブ曲線に変わる点が第1変曲点L1であり、第二のリブ曲線が第三のリブ曲線に変わる点が第2変曲点L2となる。そして、本発明においては、これら変曲点の間の距離Lを上記の範囲とする(以下で説明する環状凹溝212Bにおいても同様である。)。図示した形態においては、計三つの凹溝216Aが水平方向に略同一間隔で形成されている。該凹溝216Aを形成することによって、ボトル本体上部210Aに左右方向の剛性を付与することができる。図示した形態のボトル本体上部210Aは、図示上方向に行くに従い径が小さくなる略円錐形状となっている。先端部においては、径が小さくなる割合がより大きくなり、円錐状の縮径部217が形成されている。上端には開口部218が形成されており、閉蓋できるようになっている。
【0025】
ボトル本体下部210Bは、略円筒状の直胴部である。図示した形態においては、直胴部を一周するように複数の環状凹溝212Bが形成されている。該環状凹溝212Bは、第1変曲点から第2変曲点までの幅が1mm以上、好ましくは2mm以上であり、5mm以下、好ましくは4mm以下の細溝であり、これにより横方向の剛性が向上されている。環状凹溝212Bが形成される位置、本数等は特に限定されず、例えば、横方向の剛性を向上させたい位置、および、どの程度剛性を向上させたいのかによって、適宜決定される。図示した形態においては、合計五つの環状凹溝212Bが水平方向に略同一間隔で形成されている。
【0026】
また、ボトル本体下部210Bにおいて、横方向の剛性を特に向上させたい位置、つまり、ライン上での搬送において隣り合うボトルと接触する箇所には、リブ214Bが形成されていてもよい。リブ214Bは、耐ラインプレッシャー強度を担保するものである。
【0027】
図6に、図1のI−I断面図を示した。ブロー成形により取り付けられたボトル本体210および把手100の関係を示している。ボトル本体210をブロー成形したときに、把手取付用凹部230の壁面が上下の支持腕22、24の先端部を覆うと共に、その先端から上方に突出した係合部62、64に絡み付くようにして把手取付用凹部230に把手100が取り付けられる。
【0028】
(把手付プラスチックボトル200の全体質量)
本発明の把手付プラスチックボトル200は、ボトル全体の質量が54g以上73g以下、好ましくは55g以上70g以下、さらに好ましくは56g以上68g以下の範囲である。従来、1.5リットルないし2.0リットルという大容量の把手付ボトルにおいては、種々の強度が必要とされることから、軽量化して樹脂使用量を減らすことは難しかったのであるが、本発明はこのような限界を超えて軽量化を実現したものである。
【0029】
(エンタルピー緩和ピークの吸熱量)
該把手100が取り付けられたプラスチックボトル本体210の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量は0.2J/g以上である。
【0030】
把手取付部分のDSC測定は、以下の手順で行った。試験片10mgをDSC装置(セイコーインスツルメント社製、DSC−6200)にセットし、25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0031】
本発明者は、試行錯誤を繰り返した結果、エンタルピー緩和ピークの吸熱量が0.2J/g未満であると、プラスチックボトル本体210の把手取付部分が過延伸状態となり、プラスチックボトル本体210の把手取付部分に十分な肉厚を確保し難く、その結果、嵌合強度は低下する傾向があることを見出した。
【0032】
本発明におけるエンタルピー緩和ピークの吸熱量は、0.2J/g以上であり、好ましくは0.6J/g以上であり、さらに好ましくは0.8J/g以上である。一方、エンタルピー緩和ピークの吸熱量が大きすぎると歪が大きくなり、プラスチックボトル本体210の把手取付部分の肉厚も厚くなる傾向があることから、上限は1.2J/g程度であることが好ましい。
【0033】
エンタルピー緩和ピークの吸熱量と嵌合強度は、ブロー成形装置のストレッチロッドによる軸方向の延伸とブローエアーによる周方向への延伸のタイミングを調整することにより適宜調整することができる。例えば、金型温度、管状素材(プリフォーム)の温度、圧力等の条件を一定にし、ストレッチロッドが動き始めてから1次ブローエアーが入るまでの「1次ブロー待ち時間」を減少させた場合、ボトル本体210の把手取付部分の肉厚分布が増加するため、嵌合強度は増加する傾向にある。一方、1次ブロー待ち時間を増加させた場合には、ボトル本体210の把手取付部分の肉厚分布が減少するため、嵌合強度は減少する傾向にある。
【0034】
(把手の23℃における嵌合強度)
本発明の把手付プラスチックボトル200における、把手100の23℃における嵌合強度は、245N以上であり、好ましくは343N以上であり、より好ましくは500N以上であり、さらに好ましくは600N以上である。嵌合強度の上限は特に制限されないが、プラスチックボトル本体210の把手取付部分の肉厚を制御し、かつ他の部分の肉厚の低下を防止する観点からは1000N程度であることが望ましい。
【0035】
把手の23℃における嵌合強度の測定は、以下の手順で行った。すなわち、把手付ボトル200に常温水(23±2℃)をボトルの内容量に合わせて適量充填し、キャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手100が外れた時の荷重(N)を嵌合強度とした。該強度は把手付ボトル200に特有のものであり、上記の245N以上の嵌合強度を備えた把手付ボトル200は、より信頼性の高い把手付ボトルといえる。
【0036】
(把手取付部分の密度)
第1の本発明の把手付きプラスチックボトル200において、プラスチックボトル本体210の把手取付部分の密度は、1.365g/cm3以下であることが好ましい。該密度の測定は、把手取付部分の試験片に対して、JIS K6774およびK7112の密度勾配管法に準拠して行った。
本発明者の検討によると、把手取付部分の密度が低いほど、把手の嵌合強度は大きくなることが分かった。把手取付部分の密度が低いほど、把手との絡みつきが良くなると考えられる。
【0037】
(把取付部分の肉厚)
第1の本発明の把手付プラスチックボトル200において、プラスチックボトル本体210の把手取付部分の肉厚は、0.4mm以上、好ましくは0.8mm以上、さらに好ましくは1.0mm以上である。また、把手取付部分の肉厚の上限は2.0mm程度であることが好ましい。
本発明者の検討によると、把手取付部分の肉厚が厚いほど、把手の嵌合強度は大きくなることが分かった。把手取付部分の肉厚が厚くなると、把手との絡みつきが良くなると考えられる。
【0038】
また、把手取付部分の肉厚、エンタルピー緩和ピークの吸熱量、および把手嵌合強度の相関関係は定かではないが、エンタルピー緩和ピークの吸熱量が0.2J/g以上であれば、エンタルピー緩和ピークの吸熱量が大きいほど、把手取付部分の肉厚も厚くなり、嵌合強度が大きくなる傾向にある。
【0039】
<本発明の把手付プラスチックボトル200の製造方法>
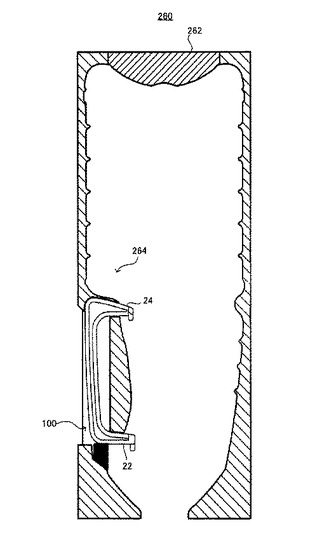
本発明の把手付ボトル200の製造方法の好適な例について、図7を参照しつつ説明する。本発明の把手付ボトル200は、あらかじめ把手100をボトル本体210とは別体で、射出成形等の方法により成形しておき、ボトル本体210のブロー成形の工程において、両者を一体化することにより製造される。
【0040】
本発明のボトル本体210は、プラスチック、例えばポリエチレンテレフタレートで代表されるポリエステル樹脂を用いて、まず、射出成形により中間製品である管状素材を形成し、次いで、該プリフォームを延伸温度、例えば、ポリエチレンテレフタレートの場合は90℃以上120℃以下まで加熱した状態でブロー成形金型にセットし、プリフォーム内に高圧空気(ブローエアー)等を吹き込んで2軸延伸ブロー成形して得られる。本発明において、把手100はポリエチレンテレフタレートで代表されるポリエステル樹脂、ポリプロピレン、ポリエチレン等が使用できる。特に、把手100の材質としてボトル本体210と同様のポリエステル樹脂を採用すると、回収してリサイクルする際に、本体と一緒に処理することができ、また把手100として再生樹脂を使用することができるので好ましい。
【0041】
ブロー成形に使用する金型260は、図7に示すように、図示上方に引き抜き可能な底型262、および不図示の頚部形成型からなっている。金型260の側面部には、把手取付用凹部230形成用の型264が形成されている。この型264部分には、把手100の支持腕22、24の先端部分が金型内に露出するような状態で、把手100がセットされる。また、金型260内には、上記した把手取付用凹部230の補強手段232、234等、リブ214Bを形成するための形状が備えられている。
【0042】
<把手100>
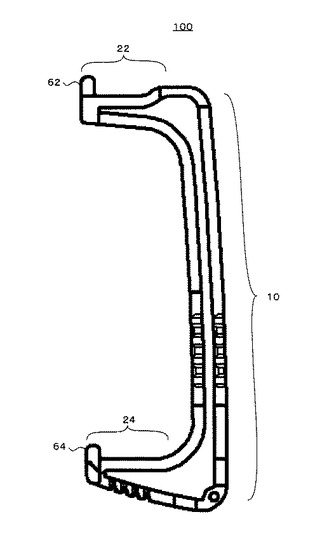
図8に本発明の一実施形態の把手100の斜視図を示す。図示したように、ボトルに取り付けた状態においては、握り部10が略垂直となるように配置される。握り部10の上端よりも少し下側に前方向に突出するように上部支持腕22が設けられている。握り部10の下端には前方向に突出するように下部支持腕24が設けられている。ボトルのブロー成形の際において、ボトル本体210が、これら上部支持腕22および下部支持腕24に絡み付くことによって、ボトル本体210と把手100とが一体化される。
【0043】
(係合部62、64)
本発明の把手100の上部支持腕22および下部支持腕24の先端部分には、上方に突出するように係合部62、64が形成されていることが好ましい。係合部62、64の形状は特に限定されず、上部支持腕22および下部支持腕24の各上面から略垂直方向上向きに突出した形状であればよい。係合部62、64は、両方とも上向きであることが好ましい。
【0044】
ボトル本体210のブロー成形の際に、ボトル本体が上部支持腕22および下部支持腕24に絡み付くことによって、把手100がボトル本体210に固定されるが、この際に、係合部62、64がアンカーの役割を担い、把手嵌合強度を大きくする。
【実施例】
【0045】
<実施例1〜4、比較例1〜3>
図1に示した形状であって、内容積1.8リットルの把手付プラスチックボトルをブロー成形により作製した。成形の際に、ブロー条件を変えて把手嵌合強度の違うボトルを作製した。作製したボトルに対して、以下の評価を行った。
<比較例4>
従来のボトルであって、内容積1.8リットルの市販ボトルを入手し、以下の評価を行った。
【0046】
<評価方法>
上記の実施例および比較例で作製した把手付プラスチックボトルに対して以下の評価を行った。
(把手嵌合強度)
作製した把手付プラスチックボトルに23℃の常温水を1.8リットル充填しキャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手が外れた時の荷重(N)を測定し、これを嵌合強度とした。
【0047】
(密度)
プラスチックボトル本体の把手取付部分より1cm角の試験片を切り出し、JIS K6774およびK7112に準拠した密度勾配管法を用いて密度測定を行った。
【0048】
(肉厚)
上記、密度測定に用いる試験片の中央部の肉厚を測定した。
【0049】
(エンタルピー緩和ピークの吸熱量)
上記、密度測定に用いた試験片の中央部より10mgの試験片を切り出し、DSC装置(セイコーインスツルメント社製、DSC−6200)にセットし25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0050】
【表1】

【0051】
本発明の把手付プラスチックボトルであって、把手取付部分の密度および肉厚が、本発明の好ましい範囲を満たすもの(実施例1〜4)は、良好な把手嵌合強度を持つボトルであった。
これに対して、エンタルピー緩和ピークの熱量が0.2J/g未満のもの(比較例1〜3)、ならびに、把手取付部分の密度および肉厚が、本発明の好ましい範囲を満さないもの(比較例4)は、把手嵌合強度が245N未満の十分な把手嵌合強度を持たないボトルであった。
【0052】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う把手付プラスチックボトルもまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0053】
【図1】本発明の把手付プラスチックボトルの背面図である。
【図2】本発明の把手付プラスチックボトルの側面図である。
【図3】本発明の把手付プラスチックボトルの正面図である。
【図4】(a)は図2におけるA−A線断面図である。(b)は図2におけるB−B線断面図である。
【図5】凹溝216A、212Bの拡大断面図である。
【図6】図1におけるI−I線断面図である。
【図7】本発明の把手付ボトルを製造するためのブロー成形用金型260である。
【図8】把手100の側面図である。
【符号の説明】
【0054】
100 把手
10 握り部
22 上部支持腕
24 下部支持腕
62、64 係合部
200 把手付プラスチックボトル
210 ボトル本体
210A ボトル本体上部
210B ボトル本体下部
230 把手取付用凹部
【技術分野】
【0001】
本発明は、把手付プラスチックボトルに関し、詳しくは、ブロー成形ボトルのボトル本体の上部側面に形成した把手取付用凹部に、別体の把手を取り付けてなる把手付プラスチックボトルに関する。
【背景技術】
【0002】
プラスチックボトルは、大型化すると取り扱いが不便になるため、プラスチックボトル(以下「ボトル」と省略する。)の一部に把手を取り付けた把手付ボトルが醤油、ミリン等の調味料用容器として使用されている。使用者は把手を掴むことで、高重量の大型ボトルであっても、安定して取り扱うことができる。
【0003】
このような把手付ボトルは、あらかじめ把手をボトル本体とは別体に射出成形等の方法により成形しておき、ボトル本体のブロー成形の工程において、両者を一体化することが一般的に行われている。ブロー成形の際に、把手の一部にボトルが絡み付くようにして成形され、両者が一体化されるのである。
【0004】
このように把手は、ボトル本体とはもともと別体で形成されるものであるので、把手がボトル本体に十分強く嵌合していることが要求される。また、大型ボトルにおいては、把手とボトル本体との嵌合部分が、ボトルの全重量を支えることとなるため、その要求は特に大きい。
【0005】
また、一般的にプラスチックボトルは、容器包装リサイクル法の施行されたこと、および、ボトル単価を安くするために、使用樹脂量を少なくすることが求められている。
【0006】
しかし、使用樹脂量を減らすために、単にボトルの肉厚を薄くしたのでは、プラスチックボトルに要求される強度を保つことができないという問題が生じる。特に、別体としてとして形成した把手がボトル本体に嵌合された構造となっているので、把手と本体との嵌合強度には顕著に不具合が生じる可能性があった。
【0007】
特許文献1には大型ボトル用の把手が記載されている。図3には、握り部、およびその上下部から前方向に突出する上部支持腕および下部支持腕を備え、さらに上部支持腕が握り部から分岐する位置より握り部の上方に延設された上方延設部を備えた把手が記載されている。把手は、ボトルの上部側面に形成された凹部に、上部支持腕および下部支持腕を介して取り付けられている。
【特許文献1】特開2000−43877号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1に記載されているような従来の形状の把手を取り付けたボトルは、ボトルを床に落とす等により、ボトルに衝撃が加わった際に、ボトルから把手が外れる場合があった。流通段階あるいは一般家庭における使用時に、床に落とす等の大きな衝撃が把手付ボトルに加わることは十分に考えられ、一度ボトルから把手が外れてしまうと、それを戻すことは一般的に不可能であった。そのため、ボトルに大きな衝撃が加わったとしても、把手が外れる心配がないような把手付ボトルが求められていた。
【0009】
そこで、本発明は、良好な嵌合強度を備えた把手付きプラスチックボトルを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、プラスチックボトル本体の軽量化を行った際に問題が生じる可能性のある嵌合強度に関し鋭意検討し、プラスチックボトル本体の把手取付部分の物性値を規制することによって、良好な嵌合強度を備えた把手付きプラスチックボトルを提供できることを見出し、以下の発明を完成させた。なお、本発明の理解を容易にするために添付図面の参照符号を括弧書きにて付記するが、これにより本発明が図示の形態に限定されるものではない。
【0011】
第1の本発明は、プラスチックボトル本体(210)を備え、該ボトル本体(210)の上部側面に把手取付用凹部(230)が形成されており、該把手取付用凹部(230)内に取り付けられた別体の把手(100)を備えてなる把手付プラスチックボトルであって、該把手(100)が取り付けられたプラスチックボトル本体(210)の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量が0.2J/g以上であり、把手(100)の23℃における嵌合強度が245N以上である、把手付プラスチックボトル(200)である。
【0012】
ここで、「プラスチックボトル本体(210)の把手取付部分」とは、把手(100)の上部支持腕(22)または下部支持腕(24)の先端部が埋め込まれたプラスチックボトル本体(210)の箇所をいい、この箇所のプラスチック壁を試験片として取り出し、DSC測定が行われる。
【0013】
把手取付部分のDSC測定は、以下の手順で行った。試験片10mgをDSC装置(セイコーインスツルメント社製、DSC−6200)にセットし、25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0014】
把手(100)の23℃における嵌合強度の測定は、以下の手順で行った。すなわち、把手付プラスチックボトル(200)に常温水(23±2℃)をボトルの内容量に合わせて適量充填し、キャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手(100)が外れた時の荷重(N)を嵌合強度とした。該強度は把手付プラスチックボトルに特有のものであり、上記の245N以上の嵌合強度を備えた把手付きボトルは、より信頼性の高い把手付ボトルといえる。
【0015】
第1の本発明の把手付プラスチックボトル(200)において、別体の把手(100)は、握り部(10)、該握り部(10)の上下部から前方向に突出する上部支持腕(22)および下部支持腕(24)を備え、これら上部支持腕(22)および下部支持腕(24)の前方向先端部に係合部(62、64)を備えてなるものであり、これら上部支持腕(22)および下部支持腕(24)の先端部が把手取付用凹部(230)の壁に埋め込まれて取り付けられてなることが好ましい。このような把手(100)を、所定の物性を備えたプラスチックボトル本体(210)と組み合わせることにより、把手付プラスチックボトル(200)の嵌合強度を、より良好なものとすることができる。
【0016】
第1の本発明の把手付きプラスチックボトル(200)において、プラスチックボトル本体(210)の把手取付部分の密度は、1.365g/cm3以下であることが好ましい。該密度の測定は、把手取付部分の試験片に対して、JIS K6774およびK7112の密度勾配管法に準拠して行った。
【0017】
第1の本発明の把手付きプラスチックボトルにおいて、プラスチックボトル本体の把手取付部分の肉厚は、0.4mm以上であることが好ましい。
【発明の効果】
【0018】
第1の本発明の把手付きプラスチックボトルによると、把手取付部分におけるエンタルピー緩和ピークの吸熱量を所定の値とすることにより、良好な把手の嵌合強度を備えた把手付きプラスチックボトルとすることができる。
【発明を実施するための最良の形態】
【0019】
以下本発明を図面に示す実施形態に基づき説明する。
<把手付プラスチックボトル>
本発明の把手付プラスチックボトル200は、ボトル本体210および別体の把手100を備えて構成される。図1に本発明の把手付プラスチックボトル200の背面図、図2に側面図、図3に正面図を示した。また、図4には、図2におけるA−A線断面図(図4(a))およびB−B線断面図(図4(b))を示した。把手100は、ボトル本体210に形成された把手取付用凹部230に取り付けられている。本発明の把手付プラスチックボトル200の内容量は、1.5リットル以上、好ましくは1.6リットル以上、より好ましくは1.7リットル以上であって、3.0リットル以下、好ましくは2.7リットル以下、より好ましくは2.5リットル以下、さらに好ましくは2.0リットル以下、さらに好ましくは1.9リットル以下であり、最も好ましくは1.8リットル以下である。
【0020】
ボトル本体210は、図2に示すように上下方向中央付近にくびれ211が形成されている。このくびれ211によりボトル本体210は補強されると共に、ボトル本体上部210Aとボトル本体下部210Bに略二分されている。なお、図示した形態においては、くびれ211は把手取付用凹部230の下部により一部分断されているが、周方向に連続した形態とすることもできる。また、該くびれ211の形成は任意であり、形成しなくてもよい。
【0021】
ボトル本体上部210Aの側面には、把手取付用凹部230が形成されている。この把手取付用凹部230には把手100が取り付けられ把手付ボトル200とされる。本発明のボトルは醤油等の調味料を入れるため等に使用される大型(大容量)のボトルである。従って、ボトルの胴周りが大きいため、使用者はボトル本体210を掴むことは難しい。そのため、ボトル本体210に把手100を取り付けハンドリング性(持ち易さ)を向上させている。
【0022】
把手取付用凹部230の深さは、ボトル本体210の最大外径部の直径の1/4から1/3の範囲で設定するのが好ましい。例えば、高さが310mm、最大外径寸法が106mm、内容積が1885mlのポリエチレンテレフタレート樹脂製ボトルの場合には、把手取付用凹部230の深さを30mm前後に設定することが好ましく、これにより把手100が握り易くなる。図示した形態においては、該把手取付用凹部230に種々の補強構造(232、234等)が形成されている。
【0023】
図1に示した把手取付用凹部230が形成されたボトル背面の裏側、つまり図3に示したボトル正面におけるボトル本体上部210Aには、その上側に略平面状の傾斜壁面212Aと、曲面状の円筒壁面214Aとが交互に形成されている。このような構造にすることによって、ボトルの上下方向および左右方向の剛性を高めることができ、かつ内容液の温度に伴う密度変化に起因するボトル内圧変化を緩和し、ボトルラベル部等の変形を防止することができる。また、傾斜壁面212Aは、平面状であってもよいが、図4(a)に示したようにボトル内部方向に若干窪んだ形状とすることもできる。この形状とすることで、左右方向の剛性をさらに向上させることができる。
【0024】
ボトル正面におけるボトル本体上部210Aの下側には、複数の凹溝216Aが形成されている。該凹溝216Aは、第1変曲点から第2変曲点までの幅が1mm以上、好ましくは2mm以上であって、5mm以下、好ましくは4mm以下の幅を有する細溝である。ここで、凹溝における第1変曲点および第2変曲点について、図5を用いて説明する。図5に、凹溝部分の断面拡大図を示した。図示右側斜線部がボトル本体210である。ボトル本体上部210Aの壁面が凹溝216Aに差し掛かる曲線部分を第一のリブ曲線、凹溝216Aの凹み部分を構成する曲線部分を第二のリブ曲線、凹溝216Aが再びボトル本体上部210Aの壁面に差し掛かる曲線部分を第三のリブ曲線とすると、第一のリブ曲線が第二のリブ曲線に変わる点が第1変曲点L1であり、第二のリブ曲線が第三のリブ曲線に変わる点が第2変曲点L2となる。そして、本発明においては、これら変曲点の間の距離Lを上記の範囲とする(以下で説明する環状凹溝212Bにおいても同様である。)。図示した形態においては、計三つの凹溝216Aが水平方向に略同一間隔で形成されている。該凹溝216Aを形成することによって、ボトル本体上部210Aに左右方向の剛性を付与することができる。図示した形態のボトル本体上部210Aは、図示上方向に行くに従い径が小さくなる略円錐形状となっている。先端部においては、径が小さくなる割合がより大きくなり、円錐状の縮径部217が形成されている。上端には開口部218が形成されており、閉蓋できるようになっている。
【0025】
ボトル本体下部210Bは、略円筒状の直胴部である。図示した形態においては、直胴部を一周するように複数の環状凹溝212Bが形成されている。該環状凹溝212Bは、第1変曲点から第2変曲点までの幅が1mm以上、好ましくは2mm以上であり、5mm以下、好ましくは4mm以下の細溝であり、これにより横方向の剛性が向上されている。環状凹溝212Bが形成される位置、本数等は特に限定されず、例えば、横方向の剛性を向上させたい位置、および、どの程度剛性を向上させたいのかによって、適宜決定される。図示した形態においては、合計五つの環状凹溝212Bが水平方向に略同一間隔で形成されている。
【0026】
また、ボトル本体下部210Bにおいて、横方向の剛性を特に向上させたい位置、つまり、ライン上での搬送において隣り合うボトルと接触する箇所には、リブ214Bが形成されていてもよい。リブ214Bは、耐ラインプレッシャー強度を担保するものである。
【0027】
図6に、図1のI−I断面図を示した。ブロー成形により取り付けられたボトル本体210および把手100の関係を示している。ボトル本体210をブロー成形したときに、把手取付用凹部230の壁面が上下の支持腕22、24の先端部を覆うと共に、その先端から上方に突出した係合部62、64に絡み付くようにして把手取付用凹部230に把手100が取り付けられる。
【0028】
(把手付プラスチックボトル200の全体質量)
本発明の把手付プラスチックボトル200は、ボトル全体の質量が54g以上73g以下、好ましくは55g以上70g以下、さらに好ましくは56g以上68g以下の範囲である。従来、1.5リットルないし2.0リットルという大容量の把手付ボトルにおいては、種々の強度が必要とされることから、軽量化して樹脂使用量を減らすことは難しかったのであるが、本発明はこのような限界を超えて軽量化を実現したものである。
【0029】
(エンタルピー緩和ピークの吸熱量)
該把手100が取り付けられたプラスチックボトル本体210の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量は0.2J/g以上である。
【0030】
把手取付部分のDSC測定は、以下の手順で行った。試験片10mgをDSC装置(セイコーインスツルメント社製、DSC−6200)にセットし、25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0031】
本発明者は、試行錯誤を繰り返した結果、エンタルピー緩和ピークの吸熱量が0.2J/g未満であると、プラスチックボトル本体210の把手取付部分が過延伸状態となり、プラスチックボトル本体210の把手取付部分に十分な肉厚を確保し難く、その結果、嵌合強度は低下する傾向があることを見出した。
【0032】
本発明におけるエンタルピー緩和ピークの吸熱量は、0.2J/g以上であり、好ましくは0.6J/g以上であり、さらに好ましくは0.8J/g以上である。一方、エンタルピー緩和ピークの吸熱量が大きすぎると歪が大きくなり、プラスチックボトル本体210の把手取付部分の肉厚も厚くなる傾向があることから、上限は1.2J/g程度であることが好ましい。
【0033】
エンタルピー緩和ピークの吸熱量と嵌合強度は、ブロー成形装置のストレッチロッドによる軸方向の延伸とブローエアーによる周方向への延伸のタイミングを調整することにより適宜調整することができる。例えば、金型温度、管状素材(プリフォーム)の温度、圧力等の条件を一定にし、ストレッチロッドが動き始めてから1次ブローエアーが入るまでの「1次ブロー待ち時間」を減少させた場合、ボトル本体210の把手取付部分の肉厚分布が増加するため、嵌合強度は増加する傾向にある。一方、1次ブロー待ち時間を増加させた場合には、ボトル本体210の把手取付部分の肉厚分布が減少するため、嵌合強度は減少する傾向にある。
【0034】
(把手の23℃における嵌合強度)
本発明の把手付プラスチックボトル200における、把手100の23℃における嵌合強度は、245N以上であり、好ましくは343N以上であり、より好ましくは500N以上であり、さらに好ましくは600N以上である。嵌合強度の上限は特に制限されないが、プラスチックボトル本体210の把手取付部分の肉厚を制御し、かつ他の部分の肉厚の低下を防止する観点からは1000N程度であることが望ましい。
【0035】
把手の23℃における嵌合強度の測定は、以下の手順で行った。すなわち、把手付ボトル200に常温水(23±2℃)をボトルの内容量に合わせて適量充填し、キャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手100が外れた時の荷重(N)を嵌合強度とした。該強度は把手付ボトル200に特有のものであり、上記の245N以上の嵌合強度を備えた把手付ボトル200は、より信頼性の高い把手付ボトルといえる。
【0036】
(把手取付部分の密度)
第1の本発明の把手付きプラスチックボトル200において、プラスチックボトル本体210の把手取付部分の密度は、1.365g/cm3以下であることが好ましい。該密度の測定は、把手取付部分の試験片に対して、JIS K6774およびK7112の密度勾配管法に準拠して行った。
本発明者の検討によると、把手取付部分の密度が低いほど、把手の嵌合強度は大きくなることが分かった。把手取付部分の密度が低いほど、把手との絡みつきが良くなると考えられる。
【0037】
(把取付部分の肉厚)
第1の本発明の把手付プラスチックボトル200において、プラスチックボトル本体210の把手取付部分の肉厚は、0.4mm以上、好ましくは0.8mm以上、さらに好ましくは1.0mm以上である。また、把手取付部分の肉厚の上限は2.0mm程度であることが好ましい。
本発明者の検討によると、把手取付部分の肉厚が厚いほど、把手の嵌合強度は大きくなることが分かった。把手取付部分の肉厚が厚くなると、把手との絡みつきが良くなると考えられる。
【0038】
また、把手取付部分の肉厚、エンタルピー緩和ピークの吸熱量、および把手嵌合強度の相関関係は定かではないが、エンタルピー緩和ピークの吸熱量が0.2J/g以上であれば、エンタルピー緩和ピークの吸熱量が大きいほど、把手取付部分の肉厚も厚くなり、嵌合強度が大きくなる傾向にある。
【0039】
<本発明の把手付プラスチックボトル200の製造方法>
本発明の把手付ボトル200の製造方法の好適な例について、図7を参照しつつ説明する。本発明の把手付ボトル200は、あらかじめ把手100をボトル本体210とは別体で、射出成形等の方法により成形しておき、ボトル本体210のブロー成形の工程において、両者を一体化することにより製造される。
【0040】
本発明のボトル本体210は、プラスチック、例えばポリエチレンテレフタレートで代表されるポリエステル樹脂を用いて、まず、射出成形により中間製品である管状素材を形成し、次いで、該プリフォームを延伸温度、例えば、ポリエチレンテレフタレートの場合は90℃以上120℃以下まで加熱した状態でブロー成形金型にセットし、プリフォーム内に高圧空気(ブローエアー)等を吹き込んで2軸延伸ブロー成形して得られる。本発明において、把手100はポリエチレンテレフタレートで代表されるポリエステル樹脂、ポリプロピレン、ポリエチレン等が使用できる。特に、把手100の材質としてボトル本体210と同様のポリエステル樹脂を採用すると、回収してリサイクルする際に、本体と一緒に処理することができ、また把手100として再生樹脂を使用することができるので好ましい。
【0041】
ブロー成形に使用する金型260は、図7に示すように、図示上方に引き抜き可能な底型262、および不図示の頚部形成型からなっている。金型260の側面部には、把手取付用凹部230形成用の型264が形成されている。この型264部分には、把手100の支持腕22、24の先端部分が金型内に露出するような状態で、把手100がセットされる。また、金型260内には、上記した把手取付用凹部230の補強手段232、234等、リブ214Bを形成するための形状が備えられている。
【0042】
<把手100>
図8に本発明の一実施形態の把手100の斜視図を示す。図示したように、ボトルに取り付けた状態においては、握り部10が略垂直となるように配置される。握り部10の上端よりも少し下側に前方向に突出するように上部支持腕22が設けられている。握り部10の下端には前方向に突出するように下部支持腕24が設けられている。ボトルのブロー成形の際において、ボトル本体210が、これら上部支持腕22および下部支持腕24に絡み付くことによって、ボトル本体210と把手100とが一体化される。
【0043】
(係合部62、64)
本発明の把手100の上部支持腕22および下部支持腕24の先端部分には、上方に突出するように係合部62、64が形成されていることが好ましい。係合部62、64の形状は特に限定されず、上部支持腕22および下部支持腕24の各上面から略垂直方向上向きに突出した形状であればよい。係合部62、64は、両方とも上向きであることが好ましい。
【0044】
ボトル本体210のブロー成形の際に、ボトル本体が上部支持腕22および下部支持腕24に絡み付くことによって、把手100がボトル本体210に固定されるが、この際に、係合部62、64がアンカーの役割を担い、把手嵌合強度を大きくする。
【実施例】
【0045】
<実施例1〜4、比較例1〜3>
図1に示した形状であって、内容積1.8リットルの把手付プラスチックボトルをブロー成形により作製した。成形の際に、ブロー条件を変えて把手嵌合強度の違うボトルを作製した。作製したボトルに対して、以下の評価を行った。
<比較例4>
従来のボトルであって、内容積1.8リットルの市販ボトルを入手し、以下の評価を行った。
【0046】
<評価方法>
上記の実施例および比較例で作製した把手付プラスチックボトルに対して以下の評価を行った。
(把手嵌合強度)
作製した把手付プラスチックボトルに23℃の常温水を1.8リットル充填しキャップをした。そして、該ボトルを横倒して固定し、ボトルキャップ天面から125mmの位置を500mm/分の速度で引っ張った。そして、把手が外れた時の荷重(N)を測定し、これを嵌合強度とした。
【0047】
(密度)
プラスチックボトル本体の把手取付部分より1cm角の試験片を切り出し、JIS K6774およびK7112に準拠した密度勾配管法を用いて密度測定を行った。
【0048】
(肉厚)
上記、密度測定に用いる試験片の中央部の肉厚を測定した。
【0049】
(エンタルピー緩和ピークの吸熱量)
上記、密度測定に用いた試験片の中央部より10mgの試験片を切り出し、DSC装置(セイコーインスツルメント社製、DSC−6200)にセットし25℃から10℃/分で300℃まで昇温して曲線を求めた。エンタルピー緩和ピークの熱量として、ガラス転移温度付近に発生する吸熱ピークの吸熱量を算出した。
【0050】
【表1】
【0051】
本発明の把手付プラスチックボトルであって、把手取付部分の密度および肉厚が、本発明の好ましい範囲を満たすもの(実施例1〜4)は、良好な把手嵌合強度を持つボトルであった。
これに対して、エンタルピー緩和ピークの熱量が0.2J/g未満のもの(比較例1〜3)、ならびに、把手取付部分の密度および肉厚が、本発明の好ましい範囲を満さないもの(比較例4)は、把手嵌合強度が245N未満の十分な把手嵌合強度を持たないボトルであった。
【0052】
以上、現時点において、もっとも、実践的であり、かつ、好ましいと思われる実施形態に関連して本発明を説明したが、本発明は、本願明細書中に開示された実施形態に限定されるものではなく、請求の範囲および明細書全体から読み取れる発明の要旨或いは思想に反しない範囲で適宜変更可能であり、そのような変更を伴う把手付プラスチックボトルもまた本発明の技術的範囲に包含されるものとして理解されなければならない。
【図面の簡単な説明】
【0053】
【図1】本発明の把手付プラスチックボトルの背面図である。
【図2】本発明の把手付プラスチックボトルの側面図である。
【図3】本発明の把手付プラスチックボトルの正面図である。
【図4】(a)は図2におけるA−A線断面図である。(b)は図2におけるB−B線断面図である。
【図5】凹溝216A、212Bの拡大断面図である。
【図6】図1におけるI−I線断面図である。
【図7】本発明の把手付ボトルを製造するためのブロー成形用金型260である。
【図8】把手100の側面図である。
【符号の説明】
【0054】
100 把手
10 握り部
22 上部支持腕
24 下部支持腕
62、64 係合部
200 把手付プラスチックボトル
210 ボトル本体
210A ボトル本体上部
210B ボトル本体下部
230 把手取付用凹部
【特許請求の範囲】
【請求項1】
プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルであって、
前記把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量が0.2J/g以上であり、
把手の23℃における嵌合強度が245N以上である、把手付プラスチックボトル。
【請求項2】
前記別体の把手が、握り部、該握り部の上下部から前方向に突出する上部支持腕および下部支持腕を備え、これら上部支持腕および下部支持腕の前方向先端部に係合部を備えてなるものであり、
これら上部支持腕および下部支持腕の先端部が前記把手取付用凹部の壁に埋め込まれて取り付けられてなる、請求項1に記載の把手付プラスチックボトル。
【請求項3】
前記プラスチックボトル本体の把手取付部分の密度が、1.365g/cm3以下である、請求項1または2に記載の把手付プラスチックボトル。
【請求項4】
前記プラスチックボトル本体の把手取付部分の肉厚が、0.4mm以上である、請求項1〜3のいずれかに記載の把手付プラスチックボトル。
【請求項1】
プラスチックボトル本体を備え、該ボトル本体の上部側面に把手取付用凹部が形成されており、該把手取付用凹部内に取り付けられた別体の把手を備えてなる把手付プラスチックボトルであって、
前記把手が取り付けられたプラスチックボトル本体の把手取付部分について、DSC測定を行った際に確認できるエンタルピー緩和ピークの吸熱量が0.2J/g以上であり、
把手の23℃における嵌合強度が245N以上である、把手付プラスチックボトル。
【請求項2】
前記別体の把手が、握り部、該握り部の上下部から前方向に突出する上部支持腕および下部支持腕を備え、これら上部支持腕および下部支持腕の前方向先端部に係合部を備えてなるものであり、
これら上部支持腕および下部支持腕の先端部が前記把手取付用凹部の壁に埋め込まれて取り付けられてなる、請求項1に記載の把手付プラスチックボトル。
【請求項3】
前記プラスチックボトル本体の把手取付部分の密度が、1.365g/cm3以下である、請求項1または2に記載の把手付プラスチックボトル。
【請求項4】
前記プラスチックボトル本体の把手取付部分の肉厚が、0.4mm以上である、請求項1〜3のいずれかに記載の把手付プラスチックボトル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−36956(P2010−36956A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−202240(P2008−202240)
【出願日】平成20年8月5日(2008.8.5)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月5日(2008.8.5)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]