
抗菌性複数成分濾材
一実施形態において、開放多孔性の流体透過性スパンボンド不織布を形成するように配置された、実質的に連続したシース/コア二成分フィラメントを含む不織布濾材を提供する。前記フィラメントのコア成分はポリエステルまたはポリプロピレンで構成され、そしてシース成分は、溶融温度が前記コア成分の溶融温度より低いポリエチレンで構成され、かつ有機抗菌剤が組み込まれている。多数の結合部位が、前記不織布全体に均一に分布し、より低い温度で溶融するシース成分がフィラメントの交差部位で軟化・流動する領域で画定されており、個々のフィラメントはフィラメントの交差部位以外は互いに離れて位置している。このスパンボンド不織布は、好ましくは、厚さが約0.2〜1mmで空気透過度が150〜270cfm/ft2/minである。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、濾材に関し、より詳しくは、プールおよび温泉のフィルタに使用するのに適切な液体用濾材に関する。
【背景技術】
【0002】
プールおよび温泉は、一般に、水を循環して、ごみ、破砕片などの異物を除く濾過装置を含む。これら濾過装置の多くは、プリーツ構造のフィルタエレメントが入っているほぼ円筒形の取替え式フィルタカートリッジを利用している。このフィルタエレメントは、一般に、プリーツ付きのポリエステル不織布材料で製造されている。長年にわたって広く使用されているこのような不織布材料の一例は、商標Reemay(登録商標)でBBA Fiberwebが販売しているが、これは、互いに結合されたポリエステルフィラメントで製造されたスパンボンド不織布で構成され、密着した強力なプリータブル(pleatable)不織布濾材を形成している。
【0003】
プールや温泉のフィルタエレメントの表面に微生物が増殖するのを阻害するために、抗菌剤を、不織布濾材中に組み込むことができる。抗菌剤を濾材に添加する従来の方法としては、繊維を溶融押出しする間に、塩化銀などの抗菌性粒子を、繊維構造中に組み込む方法、または繊維もしくは濾材を浸染操作にかけて、繊維中に、抗菌剤を浸透させる方法がある。繊維を浸染処理する方法は、インラインで繊維や不織布が形成されるスパンボンド法またはメルトブローン法などの不織布製造法では実施できない。不織布を製造した後、浸染させて、抗菌剤を組み込む方法は、時間がかかりかつ追加の処理操作が必要になり、これは濾材の製造費用が増大して望ましくない。いくつかの抗菌剤は、繊維製造中、溶融押出しによって、不織布の繊維中に組み込むことができるが、多くの有効な抗菌剤は、繊維を形成するポリマーの押出し温度で熱分解するので、この方法では使用できない。既存のポリエステル製濾材のその他の限界は、そのフィルタカートリッジは、洗浄することが相当に難しいことである。ポリエステル製不織布は夾雑物を効果的に除去するが、そのフィルタカートリッジを洗浄することは困難なので、フィルタエレメントが損傷または劣化し得る。したがって、前記限界と問題点を克服する改良濾材が要望されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、前記限界の一つ以上を克服する濾材を提供する。本発明の濾材は、開放多孔性の流体透過性不織布を形成するように配置された実質的に連続した多成分フィラメントで構成されている。前記フィラメントは、その断面内を実質的に絶え間なく占めている領域の異なる領域に配置され、かつフィラメントの長さ方向に沿って連続して延びる第一ポリマー成分と第二ポリマー成分を含み、その第一ポリマー成分は、前記フィラメントの表面の少なくとも一部分に存在し、溶融温度はもう一方のポリマー成分の溶融温度より低く、かつ低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンおよびポリ酪酸ポリマー類とコポリマーからなる群から選択される。前記第一ポリマー成分中に有機抗菌剤が組み込まれている。多数の結合部位が、前記不織布全体にわたって均一に分布しており、かつより低い温度で溶融するシース成分がフィラメントの交差部位で軟化し流動した領域で画定され、個々のフィラメントは、フィラメントの交差部位以外では互いに離れて位置している。前記有機抗菌剤は、好ましくは第一ポリマー成分の重量に対して0.01〜5重量%の濃度で、第一ポリマー成分全体にわたって存在するように、フィラメントを押出す前に第一ポリマー成分と混合される。この抗菌剤は、好ましくは、2,4,4’−トリクロロ−2−ヒドロキシジフェノールエーテルおよび5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物からなる群から選択される。本発明の不織布濾材は、好ましくは厚さが約0.2〜1mm(10〜40mil)で空気透過度は150〜270cfm/ft2/minである。
【課題を解決するための手段】
【0005】
本発明の有利な実施形態では、前記不織布は、互いに結合された実質的に連続した二成分フィラメントで形成されて強力な密着不織布を形成するスパンボンド不織布で構成されている。このスパンボンド不織布は、目付が12〜204g/m2にすることができる。この不織布のフィラメントは、好ましくは、流体がその不織布を容易に通過流動できるように開放多孔性で流体が透過可能な繊維構造を形成するように配置されている。
【0006】
好ましい一実施形態では、前記フィラメントはシース/コア二成分フィラメントである。そのコア成分はポリエステルまたはポリプロピレンで構成され、そしてシース成分は、溶融温度が前記コア成分より低いポリエチレンで構成され、かつ有機抗菌剤を含む。
【0007】
他の実施形態では、不織布濾材は多層構造にすることができる。それらの層の少なくとも一つは、より低い温度で溶融する第一ポリマー成分とより高い温度で溶融する第二ポリマー成分で製造されていて、そのより低い温度で溶融する第一ポリマー成分中に有機抗菌剤が組み込まれた多成分フィラメントを含む上記不織布で構成されている。この不織布層は、一つ以上の同一または異なる構造の追加不織布層と組み合すことができる。
【0008】
このようにして、本発明を一般名で説明してきたが、ここで、添付図面を参照して説明する。ただし添付図面は必ずしも縮尺通りに描かれていない。
【発明を実施するための最良の形態】
【0009】
ここで、添付図面を参照して、本発明をより詳細に説明するが、本発明のすべての実施形態を示すわけではない。実際にこれらの発明は、多くの異なる形態で実施することができるので、本明細書に記載されている実施形態に限定されるとみなすべきではなく、これら実施形態は、この開示が適用法令の要件を満たすために提供するものである。同じ番号は、全体を通じて同じ要素を意味する。
【0010】
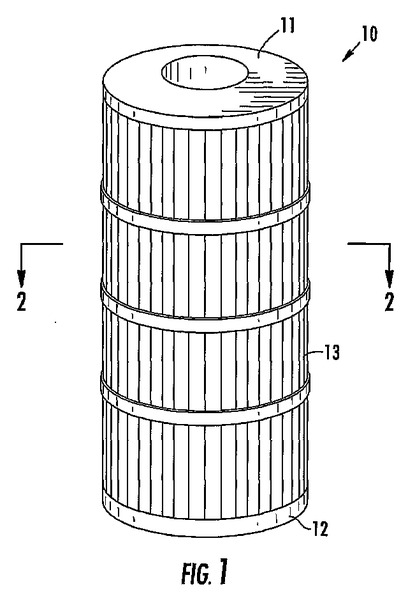
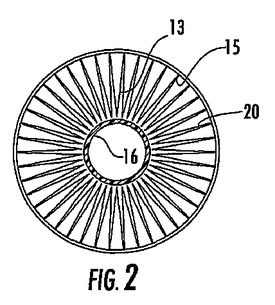
一般に使用されている温泉とプール用フィルタのタイプのフィルタカートリッジ10を図1に示す。このフィルタカートリッジはエンドキャップ11、12およびそのエンドキャップの間に装架されたフィルタエレメント13を含んでいる。フィルタエレメント13は、ほぼ円筒形でプリーツをつけた構造を有している。より詳しく述べると、図2から分かるように、フィルタエレメント13は濾材20で構成され、その濾材は円筒形フィルタエレメントの縦軸線に沿って平行に伸びる並行プリーツライン(すなわち折り目)15に沿ってプリーツがつけられている。このプリーツ付き濾材は、管形中空支持コア16を囲んで配置されている。フィルタエレメント13の前記プリーツ付き構造は、濾材の大きな表面積を水の流れに暴露する。
【0011】
本発明による濾材20の一実施形態を、図3に、より詳細に示す。この濾材は、プリーツを容易につけることができるので、図1と2に示すタイプのフィルタエレメントを製造するのに使用できる。この濾材20は、市販されているプリーティング方法とプリーティング機械、例えばロータリー形またはプッシュバー形のプリーターを使って、プリーツをつけることができる厚さ、目付および剛性を有している。より詳しく述べると、濾材20は、強度を損失することなく鋭角の折り目すなわちひだを付けることができ、かつひだすなわちプリーツをつけた状態でその形状を維持できる。
【0012】
濾材20は、複数成分連続フィラメントで形成された不織布層を少なくとも一つ含んでいる。その連続フィラメントの不織布層は好ましくはスパンボンド不織布である。スパンボンド不織布の各種製造法の例は、Kinneyの米国特許第3,338,992号明細書、Matsukiの同第3,802,817号明細書、Appelの同第4,405,297号明細書、Balkの同第4,812,112号明細書およびBrignola et al.,の同第5,665,300号明細書に記載されている。これらスパンボンド法は、一般に、溶融ポリマーのフィラメントを紡糸口金から押出し、そのフィラメントを空気流で急冷して前記溶融ポリマーの凝固を加速し、フィラメントを、空気流中に空気で連行することによってまたは繊維産業で通常使用されるタイプの引取りロール機に巻き取ることによって、加えることができる延伸張力で前進させて、フィラメントを細くし、その細くしたフィラメントを収集面、一般に移動ベルトの上にランダムに堆積させウエブを形成させ、次いで目の粗いフィラメントのウエブを結合させるステップを含んでいる。
【0013】
より詳しく述べると、前記不織布層の連続フィラメントは、ランダムに配置され互いに結合されて、上記のようなプリーツをつけるのに十分な厚さと剛性を有する強力で多孔質の水透過性濾材を形成する。その多成分フィラメントは、フィラメントの断面内に実質的に別の領域に配置された少なくとも2種の熱可塑性ポリマー成分を有している。これらポリマー成分のうち一つは、溶融温度がその他のポリマー成分より低く、このより低い温度で溶融するポリマー成分は、フィラメントを互いに結合する働きをするフィラメントの表面の少なくとも一部分に存在している。またこのポリマー成分は抗菌剤を含有している。
【0014】
ポリマーの溶融温度は示差走査熱量測定法(DSC)で測定できる。ポリマーは一般に、熱を吸収してその結合の結晶構造が破壊されてポリマー鎖がその規則的配列を失うときの、ある温度範囲で溶融を起こす。DSCを使用して、温度が上昇するにつれてその系に導入される熱量をプロットすることができる。本発明の場合、ポリマーの溶融温度は、最大量の熱がそのポリマーに導入されたときの温度に等しい。DSCのプロットにおいて、溶融温度は、一般に、溶融転移のグラフの最高の点である。
【0015】
より低い温度で溶融する第一成分の適切なポリマーとしては、線状低密度ポリエチレン(密度0.95〜0.96g/cc)、低密度ポリエチレン(密度0.92〜0.94g/cc)および高密度ポリエチレン(密度0.96g/cc以上)がある。好ましい一実施形態では、前記より低い温度で溶融する第一成分は、密度が0.95〜0.96g/ccである高密度ポリエチレンを含んでいる。その他の適切なポリマーとしてはポリ酪酸(PLA)ポリマーとそのコポリマーがある。
【0016】
より高い温度で溶融する第二成分に適切なポリマーとしては、ポリプロピレン、ポリエチレンテレフテレート(PET)もしくはポリブチレンテレフタレート(PBT)などのポリエステル、およびナイロン−6もしくはナイロン−6−6などのポリアミドがある。
【0017】
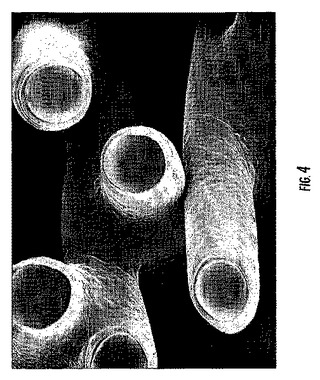
前記連続フィラメントは、接触点で互いに結合されて不織布層に強度と一体性を付与するが、その不織布構造は、十分に開放多孔性のままで必要な空気と水の透過性を提供する。その結合は、各種の公知の方法、例えば熱領域接着法(heat area bonding)、カレンダリング法、ポイントボンド法、超音波接着法などによって達成できる。領域接着法とポイントボンド法は、ウエブを熱で結合するのに使用できる二つの一般的な方法である。領域結合(area bonding)は、一般にウエブに、二つの滑らかなスチールローラからなる加熱カレンダーを通過させるか、またはウエブに、加熱水蒸気、加熱空気または加熱されたその他の気体を通過させて、フィラメントを軟化させ互いに融着させる。好ましい一実施形態では、ウエブは、滑らかなスチールローラからなる加熱カレンダーのニップで領域結合される。領域結合は、フィラメントが交差する部分に結合部位が存在するため、濾材の剛性を有利に増大する。領域結合を行っている間、前記より低い温度で溶融するポリマー成分は、フィラメントの交差部分で軟化し流動して、不織布の横幅と厚さ両方の全体にわたって均一に分布する多数の結合部位を生成する。しかし、その不織布構造は開放多孔性のままであり、個々のフィラメントは、その交差部分以外は、互いに間隔を置いて位置している。図4は、シース−コア型二成分フィラメントで製造された不織布の開放多孔性構造を示し、シースのポリマー成分がフィラメント交差部分で流動し融着した結果、ほぼすべてのフィラメント交差部分で生成する結合部分を明確に示している。シースのポリマー成分は、流動して接触するフィラメントの周りの空間に架橋し、強力なフィラメント−フィラメント結合を生成して、濾材の剛性増大に寄与することに注目すべきである。
【0018】
ポイント結合法は、加熱カレンダーニップを使用して多数の分離した結合部位を生成する。ポイント結合を行うカレンダーニップは二つのニップロールからなり、それらロールの少なくとも一方は、表面にパターン化された突起部分を有する。一般に、この加熱ロールの一方は、パターン化ロールでありそして協働ロールは滑らかな表面を有している。ウエブが前記カレンダーロールを通過すると、個々のフィラメントは、パターン化されたロールの突起部分に接触する離れた場所すなわち結合部位で熱によって結合される。当分野で公知のいずれのパターンでも使用できるが、典型的な実施形態では連続パターンまたは不連続パターンが使用される。カレンダーロールは、好ましくは、ウエブの面積の6〜40%、より好ましくは8〜30%および最も好ましくは12〜20%をカバーするポイント結合を生成するパターンを彫刻される。これらの百分率の範囲でウエブを結合することによって、フィラメントは、不織布の強度と一体性を維持しながら、全伸長度にわたって伸長することができる。
【0019】
用語「複数成分」は、本明細書で使用する場合、ポリマー領域が分散されランダムであり構造化されていない混合状態ではなく、フィラメントの断面内の別の構造化領域に存在する二種以上のポリマーで製造された連続フィラメントを意味する。これらポリマー領域すなわちポリマー成分は、その多成分フィラメントの断面内の実質的に絶え間なく配置された領域の異なる領域に配置され、フィラメントの長さに沿って連続して延びている。好ましい構造はシース/コア構造であり、より低い温度で溶融する第一ポリマー成分がシースを形成し、そのシースは、より高い温度で溶融する第二成分のコアを実質的に囲んでいる。当分野で公知のその他の構造化された繊維の配置構成、例えば並置型、セグメンテッドパイ型(segmented pie)、海中島型またはチップドマルチローバル型(tipped multi−lobal structure)も使用できる。これらの配置構成では、より低い温度で溶融するポリマー成分が、フィラメント表面の少なくとも一部分に存在している。
【0020】
より高い温度で溶融する第二ポリマー成分は、濾材に、必要な強度、耐久性および剛性を付与し、フィラメントの、好ましくは少なくとも70重量%、より望ましくは少なくとも75重量%を占めている。前記より低い温度で溶融する第一ポリマー成分は、前記不織布層のフィラメントを結合させる働きをし、かつ前記抗菌剤の放出を制御する。前記より低い温度で溶融する第一ポリマー成分は、好ましくはフィラメントの30重量%だけを占め、より望ましくは25重量%までを占めている。本発明のいくつかの好ましい実施形態では、そのフィラメントはシース−コアの二成分フィラメントであり、そのシース成分はフィラメントの20重量%以下を占め、コア成分はフィラメントの80重量%以上を占めている。
【0021】
特に好ましい一実施形態では、濾材は、高密度ポリエチレンのシースがポリエチレンテレフタレートまたはポリプロピレンのコアを囲む、断面が円形で同心円型シース−コアの連続フィラメントの不織布層を含んでいる。ポリエチレンのシース成分およびポリエチレンテレフタレートもしくはポリプロピレンのコア成分を含む多成分フィラメントは、多くの望ましい特性を有し得る。例えば、ポリエチレンテレフタレートは、強度、靭性、剛性、耐熱性および耐薬品性を含む多くの望ましい特性を有している。ポリエチレンを第一ポリマー成分として使用すると、多くの感熱溶融性添加剤を、押出し工程中に、所望の活性、例えば抗菌活性を劣化または損失させることなく、ポリエチレンの厚さ全体に組み込むことができる。その結果、ポリエチレンテレフタレートが通常有している多くの物理特性を備えた、感熱性抗菌剤含有不織布を製造できる。その上に、このポリエチレンのシースは、集まった破砕片をすすいで濾材からより容易に除くことができる低摩擦性の剥離面を提供する。ポリエチレンを含有する第一ポリマー成分のさらなる利点は、温泉や湯浴槽に溜まる体脂肪がポリエチレンに対して親和力があるので、より容易に除去できるということである。ポリプロピレンをコア成分として使用すると、フィラメントはポリエチレンテレフタレートより低い温度で押出すことができるので、ポリプロピレンの強度、靭性、剛性および耐熱性ならびに取り囲んでいるポリエチレンシースによる保護から利益を受けながら、加工上の利益が得られる。
【0022】
先に考察したように、抗菌剤は第一ポリマー成分の樹脂と混合する。抗菌剤は、好ましくは、第一ポリマー成分の重量に対して0.01〜5重量%の濃度で第一ポリマー成分中に存在している。利用される特定濃度は、使用される抗菌剤のタイプと標的微生物によって決まるので、日常的なスクリーニング試験を利用して余計な実験をおこなうことなく、容易に決定できる。別の一実施形態では、第一ポリマー成分は二種以上の抗菌剤を含有していてもよく、またこれら抗菌剤は機能が同じでも異なっていてもよい。
【0023】
Microban(登録商標)から入手できるトリクロサンの抗菌性溶融添加剤などの各種有機の抗菌剤および抗真菌剤は、適切に使用できる。例えば、米国ノースカロライナ州ハンターズビル所在のMicroban Products Companyが商標MICROBAN(登録商標)で市販している2,4,4’−トリクロロ−2’−ヒドロキシジフェノールエーテルまたは5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物などの抗菌剤を使用できる。上記抗菌剤は、水中で遭遇する大多数の有害細菌に対して有効な広域スペクトル抗菌剤である。上記抗菌剤を含む有機抗菌剤のいくつかは、多くの繊維形成ポリマーを押し出すのに必要な温度で熱分解することがある。例えば、トリクロサンなどの多くの有機溶融添加剤は、PETポリエステル繊維を溶融押出しに必要な温度で揮発または分解することができるので、一般に、PET繊維には組み込むことができない。しかし、これらの溶融添加剤は、第一ポリマー成分が前記有機添加剤の分解温度より低い温度で押出すことができるので、分解することなく、第一ポリマー成分中に組み込むことができる。第一ポリマー成分は、溶融温度が約170℃未満であることが好ましい。
【0024】
第一ポリマー成分の密度と組成を選択して、抗菌剤が不織布の繊維の表面に移行する速度を制御できる。一般に、多くの抗菌剤は、ポリオレフィンポリマー中でかなりの移動度を有している。第一ポリマー成分の密度および/または組成を選択して、抗菌剤を、所望の速度でポリマー中を拡散させることができる。例えば、第一ポリマー成分は、ポリエチレン、ポリプロピレン、ポリブチレンおよびそのコポリマーなどのポリマーの混合物で構成されていてもよく、その混合物の組成および各ポリマーの混合物中の比率は、抗菌剤が所望の速度で拡散するように選択される。その上に、抗菌剤は、一般に、ポリエチレンテレフタレートなどのポリエステルに対してほとんど親和力がない。その結果、抗菌剤が、繊維のコア中に有意に移行することなく所望の速度で各繊維の表面に拡散する不織布を製造できる。したがって、第一ポリマー成分が抗菌剤の拡散と放出を制御する貯槽として働く不織布を製造できる。
【0025】
第一ポリマー成分中に抗菌剤が存在すると、濾過操作中およびフィルタカートリッジを繰り返し洗浄した後でさえ、フィルタエレメントの表面で微生物が増殖するのを有効に阻害する。抗菌剤は、第一ポリマー成分の厚さ全体にわたって分散されているので、すべての繊維の表面に抗菌活性を付与する。第一ポリマー成分は、抗菌剤を徐々に拡散および放出させる貯槽として働く。本発明の不織布は、抗菌剤で浸染処理された不織布と比べて、より長い期間にわたって所望の抗菌活性を維持することができる。
【0026】
温泉やプールのフィルタに使用する場合、不織布は、特定の所望レベルの剛性、厚さおよび透過性を満たすように設計することが好ましい。例えば、この不織布は、好ましくは、市販されているプリーティング法とプリーティング機械、たとえばロータリー型、ブレード型およびプッシュバー型のプリーターを使ってプリーツを付けることができる厚さ、目付および剛性を有している。この不織布は、強度を損失することなく鋭角の折り目すなわちひだを付けることができ、かつひだすなわちプリーツをつけた状態でその形状を維持できることが好ましい。その目付は、約12〜204g/m2が望ましい。フィラメントは、一般に、単位長さ当たりの重量が、約2〜6デニール/フィラメント(2.2〜6.6dtex/フィラメント)である。
【0027】
濾材の剛性は、ASTM D 2923またはthe Association of the Nonwovens Fabrics Industry(INDA)standard test method IST 90.3に従って不織布などのシート材料の可撓性を(または本発明のために転じて剛性を)測定するハンドルオーメーター(Handle−O−Meter)などの工業標準試験装置を使って定量化できる。米国ニュージャージー州ウエストベルリン所在のThwing−Albert Instrument Co.による装置で、Handle−O−Meterでの測定を実施できる。その測定値は、100mm幅の不織布を、100mm幅のスロット中に押し込むのに要する力(g)である。Handle−O−Meterで測定する際、その不織布は、頂部と底部の両方からおよび縦方向と横方向の両方について試験して、その試験結果を平均する。濾材20は、好ましくは、Handle−O−Meterの剛性が少なくとも35gであり、より望ましくは少なくとも70gであり、そして特定の用途では、より望ましくは少なくとも110gである。
【0028】
好ましい一つの実施形態では、不織布は厚さが0.2〜1mm(10〜40mil)である。不織布の厚さは、その濾過特性とそのプリータビリティ(pleatability)の両方に影響する。不織布が薄すぎると、濾過は主として不織布の表面で起こる。このフィルタは容易に洗浄されるが、極めて速く詰まる。より厚い材料は、表面濾過とともに深層濾過を行うので、必要な洗浄を実施する際の時間間隔が長くなる。不織布の厚さは、剛性に直接関連しているので、プリーティングおよび最終プリーツの性質(例えば、プリーツの形状と鋭角度)にも影響する。過度に薄い材料は、プリーツを保持するのに十分な剛性を有していないので、そのプリーツそれ自体崩壊する傾向がある。過度に厚い材料は、非常に剛性が高いので、劣ったプリーツを形成するかまたはプリーツのない元の形に戻る傾向もある。過度に厚い材料は、所与の面積に対するプリーツの数が減少して、フィルタエレメントの表面積の平方フィートの数値が小さくなる。一般に、この傾向によって、フィルタの効率は低下しないが、フィルタはより頻繁な洗浄が必要になる。したがって、プールと温泉での濾過用途の場合、濾材は上記範囲内の厚さであることが特に重要である。
【0029】
不織布の厚さは、不織布の、濾材としての性能にも影響し得る。濾材の重要な一性能特性は、濁り度を低下させる特性である。これは、所望レベルの濁り度または水の清澄度に到達するのに必要なタンクもしくは容積のターンオーバー回数による濾過効率の尺度である。NSF/ANSI Standard 50のAnnex B.5に、濁り度低下試験について概説されている。濾材の第二の性能特性はプラグタイム(plug time)である。これは、必要なフィルタ洗浄を行う際の時間間隔の尺度である。有効な濾材は、妥当な濾過速度のフィルタ効率を提供ししかもフィルタを洗浄または取り替える必要がある時点の時間間隔を適切な間隔にするため、上記二つの対向する特性を釣り合わせなくてはならない。不織布の厚さと透過度はこれらの特性に直接影響する。例えば、比較的透過度が高い不織布は、水から粒状物質を除くのにより長い時間がかかるが、洗浄の時間間隔は長くなる。逆に、不織布の透過度が比較的低いと、濾過効率は高いが、洗浄を要する時点の時間間隔は非常に短くなる。しかし、透過度が大きすぎると、より小さい粒子は全く捕捉することができず水の濁り度は所望の濁り度より大きくなる。
【0030】
不織布の透過度は、市販されている空気透過度測定器、例えば、the Textest air permeability instrumentを使って、ASTM test method D−1117に概説されている空気透過度試験法に従って、不織布の空気透過度を測定することによって、通常、評価できる。本発明の不織布は、好ましくは、この方法で測定した場合、空気透過度が150〜270cfm/ft2/minでなければならない。
【0031】
不織布の剛性を、最初の不織布製造操作で得た剛性を超えてさらに追加したいならば、剛性強化コーティング(図示せず)を、不織布の片面または両面に塗布すればよい。より詳しく述べると、露出表面の少なくとも一方に、その不織布に通常のプリーティング装置でプリーツをつけることができるよう不織布に剛性を追加するため、樹脂をコートすることができる。塗布される樹脂コーティングの量を変えることによって、不織布の空気透過度も、特定の濾過用途の要求するとおりに制御することができる。前記樹脂コーティングは、通常のコーティング法、例えばスプレイ法、ナイフコーティング法、リバースロールコーティング法などを利用して、不織布に塗布できる。代表的な樹脂としては、アクリル樹脂、ポリエステル類、ナイロン類などがある。前記樹脂は、水性または溶媒ベースの高粘度の液体またはペーストの形態で供給し、不織布に、例えばナイフコーティング法で塗布し、次いで加熱して乾燥し得る。
【0032】
他の有利な実施形態で、追加の剛性、厚さまたはその他の望ましい特性値は、多層構造の不織布濾材を製造することによって達成できる。これらの層の少なくとも一つは、より低い温度で溶融する第一ポリマー成分とより高い温度で溶融する第二ポリマー成分から製造され、かつ有機抗菌剤が前記より低い温度で溶融する第一ポリマー成分中に組み込まれている多成分フィラメントを含む上記不織布で構成されている。この不織布層は、構造が同じでも異なっていてもよい一つ以上の追加の不織布層と組み合わせてもよい。例えば、多層混成不織布の濾材は、2〜6枚の不織布層で製造できる。追加の不織布層は、予め製造しておいて、次いでこの予め製造した複数層を組み合わせて、例えばカレンダーで熱と圧力をかけて結合させることによって、一体の統合された濾材を製造できる。あるいは、追加の層は、一つ以上の追加のスピンビーム(spin beam)から追加の層を押出すことによって、連続操作によってインラインで製造できる。その不織布層がすべて同じ構造と組成であれば、最終製品の濾材内の個々の層は見分けがつかない。しかし、濾材を複数の層で製造すると、製造工程に融通性が生じ、かつ濾材の均一性も改善される。構造および/または組成が異なる複数の不織布層を組み合わせることによって、各種の利点を実現できる。例えば、これらの層のうちの一つは、その多成分フィラメントのポリエチレンのシース成分に、有機抗菌剤のトリクロサンを組み込むことができ、そして、その別の層は、類似のシース−コア二成分スパンボンド不織布でよいが、そのポリエチレンシースは銀の抗菌剤を含有している。別の実施形態では、任意の追加の不織布層が、ポリエチレンのシース成分中に銅の抗菌剤が存在する、シース−コア多成分フィラメントを含み得る。別の実施形態では、ポリエチレンのシース成分中に有機抗菌剤を含有するシース−コア多成分フィラメントの不織布層の一つ以上を、構造の全く異なる別の不織布層、例えばポリエチレンテレフテレートフィラメントから製造されたReemay(登録商標)不織布の層と組み合わすことができる。この構造は引っ張り特性と引張り強度を増大し、そしてそのコンポジット濾材の両面は、異なる特性と外観を示すであろう。
【0033】
いくつかの実施形態では、ポリマー成分に安定剤や酸化防止剤を添加できる。本発明に従って、他の添加剤も添加できる。例えば、二酸化チタン、タルク、ヒュームドシリカまたはカーボンブラックなどの無機添加剤がある。ポリマー樹脂は、他の添加剤、例えば他のポリマー、希釈剤、相溶化剤、粘着防止剤、耐衝撃性改良剤、可塑剤、紫外線安定剤、顔料、艶消し剤、潤滑剤、湿潤剤、静電防止剤、成核剤、流動性改良剤、撥水剤および撥アルコール剤などを含有していてもよい。押出し、急冷、延伸、レイダウン、静電特性および/または電気的特性、結合特性、湿潤特性または撥水特性などの工程または製品特性に影響する添加剤も、ポリマー成分と組み合わせて使用できると考えられる。特に、処理工程および/または最終用途に特別の利益をもたらすポリマーの添加剤も使用できる。
【0034】
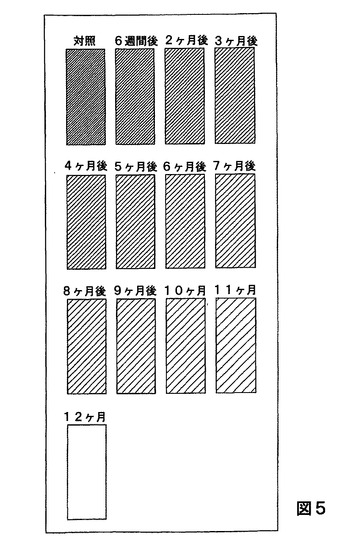
別の一実施形態では、濾材は、顔料および/または染料などの着色剤を一種以上含ませることができ、これら着色剤は、不織布中に組み込まれて、フィルタエレメントの寿命中に制御可能に褪色する。着色剤の褪色の程度と速度を利用して、フィルタエレメントの残りの寿命と寿命の終了を確認するのに役立てることができる。この点について、図5は、フィルタエレメントの寿命の過程における各種時点で描かれた複数の不織布試料を示している。その対照試料は、液体に暴露させなかった濾材を示す。残りの試料は、ある期間にわたって液体を濾過するにつれて変化する濾材の色を示してきる。この提示例では、12ヶ月後、濾材には、目視できる色が、実質的に全く残っていなかった。この色の変化はフィルタエレメントをいつ取り替えるべきか指摘するのに利用できる。着色剤の使用量は、濾材の色が所望の速度で変化するように制御できることを認識すべきである。顔料は、着色剤として使用する場合、繊維を押し出す前に、第一ポリマー成分と混合することができる。あるいは、顔料または染料は、続く浸染ステップで、不織布に組み込むことができる。
【0035】
上記のように、着色剤は、フィルタエレメントを使用中に褪色する。その結果、濾材は、使用者の目視可能な色が変化する。特に有利な一実施形態では、濾材に組み込まれる着色剤の量は、色の変化が、抗菌剤の濾材からの拡散と相関関係があるように、選択して制御することができる。この色の変化は、不織布中の抗菌剤の量が所望のレベル以下に低下したのでフィルタエレメントを取り替えるべきときを示すように制御することができる。別の一実施形態では、フィルタに、ヒトがフィルタエレメントの残りの寿命を確認するため使用できる参照尺度を組みこんでもよい。褪色しやすい着色剤を、シース−コア二成分フィラメントのシース成分だけに、またはシースとコアの成分の両方に組み込むことができる。さらに別の実施形態では、シース−コア二成分フィラメントのコア成分は、一色の例えば赤色の褪色しない永久着色剤または永久顔料で着色し、そしてシース成分は、褪色しやすい着色剤または顔料、例えば青色の顔料で着色できる。このようにして、そのフィルタエレメントは、例えば青色から赤色へ完全に色の変化を起こして、フィルタエレメントを取り替えねばならないことを示すことができる。
【実施例】
【0036】
下記実施例は、本発明を例示することを目的とするものであって、本発明の範囲を限定するとみなすべきではない。
【0037】
(試験法)
上記説明と下記実施例では、報告される各種特性を測定するため下記試験法を採用した。ASTMは、the American Society for Testing and Materialsを意味する。
【0038】
目付は、不織布またはシートの単位面積当たりの質量の尺度であり、ASTM D−3776−96によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、目付はg/m2の単位で報告する。
【0039】
グラブ引張り強度は、不織布またはシートの破断強度の尺度であり、ASTM D 4632−96によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、ニュートンまたはポンドで報告する。グラブ引張り強度は、これら実施例では、縦方向(MD)および横方向(XD)について報告する。
【0040】
伸び百分率は、試料が初めに破断した時点で測定され、グラブ引張り測定中、負荷がピークに達したときの伸び率である。伸び百分率は、これら実施例では、縦方向(MD)および横方向(XD)について報告する。
【0041】
Frazierの空気透過度は、シートの両面間の規定圧力差のもとでシートを通過する空気流量の尺度であり、ASTM D 737によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、(m3/min)/m2の単位で報告する。
【0042】
破裂強さ(Mullen)は、鈍器(blunt object)で不織布またはシートを破断するのに必要な力の尺度であり、ASTM D 1117で測定した。なおこのASTMは本明細書に参照して組み込むものであり、(lb/in2)で報告する。
【0043】
不織布またはシートの厚さは、ASTM D 1777−96で測定した。なおこのASTMは本明細書に参照して組み込むものであり、mil(1mil=0.001 inch)で報告する。
【0044】
剛性は、ASTM D−2923に従ってHandle−O−Meterで測定した。このASTMによって、基板の可撓性と表面摩擦抵抗の総合作用を測定する。基板をスロット中に押し込む際の抵抗力を測定してグラムで報告する。材料の剛性が高ければ高いほど、この抵抗力は高い。
【0045】
(実施例1)
3種類のスパンボンド不織布を本発明に従って製造した。これらの不織布試料は、熱によって互いに結合された、実質的に連続した二成分フィラメントで構成されていた。その二成分フィラメントはシース/コア構造を有し、シース成分:コア成分の重量比率は約30:70であった。そのシースは、Dow Plasticsが市販している高密度ポリエチレン樹脂で構成されていた。この高密度ポリエチレン樹脂は、密度が0.95g/cm3であり、メルトインデックスが17g/10 minであった。そのコアは、DuPontから市販されているポリエチレンテレフタレートで構成されている。このポリエチレンテレフタレートは、密度が1.3〜1.4g/cm3で、極限粘度が0.58〜0.72 DI./gでよい。試料1と2は、抗菌剤を、シース中に、第一ポリマー成分の重量に対して約0.3重量%からの量で含有していた。その抗菌剤はトリクロサンであり、これは、製品番号:CMPDTR 175−1でMicroban(登録商標)から市販されている。
【0046】
これらの試料は、前記二種類のポリマー成分を、別個の押出機を通じて押出すことによって製造した。前記ポリエチレン成分は約160℃の温度で溶融押出しを行い、そして前記ポリエチレンテレフタレート成分は約280℃の温度で溶融押出しを行った。次いでこれら二種類の別個のポリマー成分は、これらポリマー成分を結合してシース/コア二成分繊維を生成するように配置構成されている紡糸口金中に導入した。これら二種類のポリマー成分は、前記紡糸口金中で結合されて二成分繊維を生成した。次いでこの二成分繊維は、急冷され、延伸され、次に移動ベルト上に繊維ウエブとして堆積させた。これら試料中の二つの試料1と2は、温度が200℃の二つの滑らかなスチールロールからなる加熱カレンダーのニップを、前記移動ウエブに通過させることによって、領域結合された。試料3のフィラメントは、加熱されたパターン化カレンダーのニップを、前記移動ウエブに通過させることによって熱で結合されて、約20%が領域結合されたポイント結合不織布が製造された。生成した試料は、表1に記載されている特性を有している。これら試験結果は、目付が類似している場合、本発明の製品(試料1)は、破裂強さとグラブ引張り強度が対照より大であり、かつ剛性も大きいことを示しいる。
【0047】
【表1】
【0048】
(実施例2)
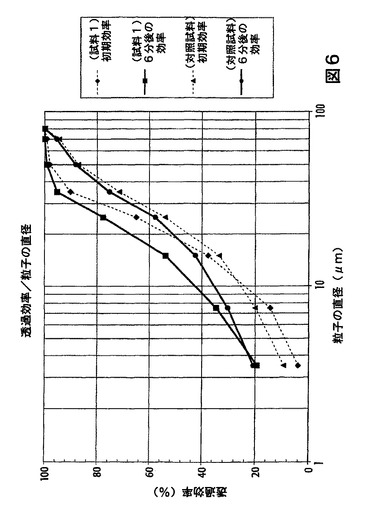
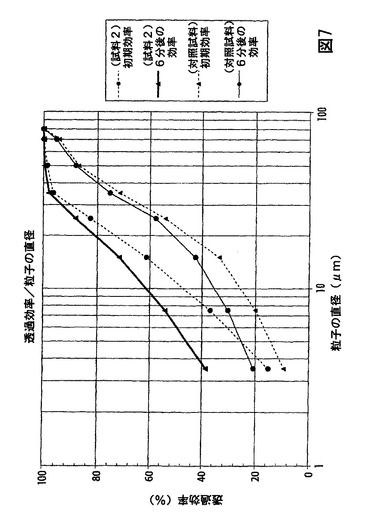
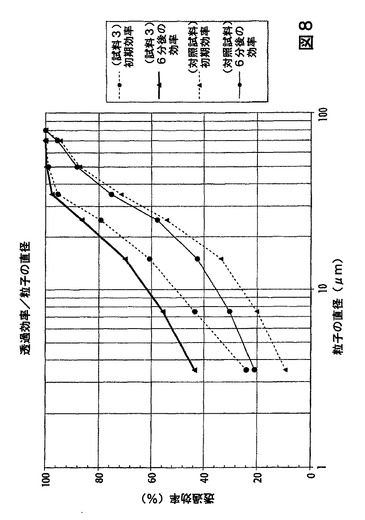
粒子直径の関数としての濾過効率について、試料1〜3を対照試料(対照1)と比較した。濾過効率は、ラテックス粒子を有する液体媒体に、1L/minの流量で試料を通過させることによって測定した。その液体媒体は、1mL当たり5,000の粒子を含有していた。試料の濾過効率は下記式で計算する。
【0049】
【数1】
上記式中、Feff=濾過効率、
Cup=フィルタの上流の粒子濃度、および
Cdown=フィルタの下流の粒子濃度である。
【0050】
比較した結果を図6〜8にグラフに示す。これらのグラフは、本発明の濾材(試料1〜3)が優れた濾過効率を示し、かつ一般に、対照の試料と比べて、初期濾過性に優れていることを示している。
【0051】
(実施例3)
目付が34g/m2(gsm)のスパンボンド不織布を、断面が円形のシース−コア連続二成分フィラメントから製造した。そのシースは、Microban(登録商標)から入手できる抗菌剤トリクロサンを約0.3 重量%含有する高密度ポリエチレン樹脂(密度=0.95g/cm3、メルトインデックス=17g/10 min)で構成されている。そのコア成分はポリエチレンテレフタレートで構成されている。このフィラメントのシース/コア重量比率は20/80である。不織布は、二種のポリマー成分を、実施例1と同様に別個の押出機で押し出し、次いでその不織ウエブをスルーエアボンダー(through−air bonder)で領域結合させることによって製造する。
【0052】
この不織布3枚を組み合わせて、温度が200℃の二つの滑らかなスチールロールからなる加熱カレンダーニップを通過させる。得られた混成不織布濾材は、全目付が102gsmで、かつ、きちっとした形を維持するプリーツを付けることができる剛性を有している。
【0053】
(実施例4)
実施例3の不織布2層を、BBA Fiberwebが商標Reemay(登録商標)で製造した34gsmのスパンボンドポリエステル不織布1層と組み合わせ、次いでその組み合わせた層に、実施例3と同様に、加熱カレンダーニップを通過させることによって結合させる。前記Reemay不織布は、より低い温度で溶融するポリエチレンイソフタレートのコポリマーのバインダーフィラメントで結合されたポリエチレンテレフタレートのマトリックスフィラメントの領域結合されたウエブからなっている。得られた混成不織布濾材は、優れた引張り強度と剛性の特性を示し、コンポジットのポリエチレンを含有する面に低摩擦の剥離性表面を有し、反対側の表面の外観がReemay(登録商標)不織布の外観と類似している。
【0054】
(実施例5)
ポリエチレンシース成分が0.3重量%の銀の抗菌剤(Microban(登録商標)Silver)を含有していること以外、実施例3の不織布に類似している不織布を製造する。ポリエチレンシース成分がCupron,Inc.が供給するCupron(商標)などの酸化銅抗真菌剤を0.3重量%含有していること以外、実施例3の不織布に類似している別の不織布を製造する。これら二つの不織布と実施例3の不織布1層を組み合わせ、実施例3と同様に加熱カレンダーニップを通過させることによって結合させる。得られた混成不織布濾材は、有効な抗真菌特性とともに広域スペクトルの抗菌特性を示す。
【0055】
本明細書に記載されている本発明の多くの変形と他の実施形態は、前記説明と添付図面に存在する教示の恩恵を受ける、本発明の関連する当業者であれば思いつくであろう。したがって、本発明は、開示された特定の実施形態に限定すべきではなく、変形と他の実施形態は添付の特許請求の範囲の範囲内に含まれるべきであると解すべきである。本明細書では、特定の用語が使用されているが、これら用語は一般的に説明するためにのみ使用し、限定することが目的ではない。
【図面の簡単な説明】
【0056】
【図1】本発明と一致する濾材から形成されたプリーツ付きフィルタエレメントを含むフィルタカートリッジの斜視図である。
【図2】図1の実質的な線2−2断面図である。
【図3】本発明の濾材の斜視図である。
【図4】本発明の濾材の断面を示す走査型電子顕微鏡の写真である。
【図5】フィルタエレメントの相対的残留寿命を測定するため使用される、顔料が含浸された一連の不織布試料の図である。
【図6−8】本発明によって製造された3種の不織布の粒子の大きさの関数としての濾過効率を示すグラフである。
【技術分野】
【0001】
本発明は、濾材に関し、より詳しくは、プールおよび温泉のフィルタに使用するのに適切な液体用濾材に関する。
【背景技術】
【0002】
プールおよび温泉は、一般に、水を循環して、ごみ、破砕片などの異物を除く濾過装置を含む。これら濾過装置の多くは、プリーツ構造のフィルタエレメントが入っているほぼ円筒形の取替え式フィルタカートリッジを利用している。このフィルタエレメントは、一般に、プリーツ付きのポリエステル不織布材料で製造されている。長年にわたって広く使用されているこのような不織布材料の一例は、商標Reemay(登録商標)でBBA Fiberwebが販売しているが、これは、互いに結合されたポリエステルフィラメントで製造されたスパンボンド不織布で構成され、密着した強力なプリータブル(pleatable)不織布濾材を形成している。
【0003】
プールや温泉のフィルタエレメントの表面に微生物が増殖するのを阻害するために、抗菌剤を、不織布濾材中に組み込むことができる。抗菌剤を濾材に添加する従来の方法としては、繊維を溶融押出しする間に、塩化銀などの抗菌性粒子を、繊維構造中に組み込む方法、または繊維もしくは濾材を浸染操作にかけて、繊維中に、抗菌剤を浸透させる方法がある。繊維を浸染処理する方法は、インラインで繊維や不織布が形成されるスパンボンド法またはメルトブローン法などの不織布製造法では実施できない。不織布を製造した後、浸染させて、抗菌剤を組み込む方法は、時間がかかりかつ追加の処理操作が必要になり、これは濾材の製造費用が増大して望ましくない。いくつかの抗菌剤は、繊維製造中、溶融押出しによって、不織布の繊維中に組み込むことができるが、多くの有効な抗菌剤は、繊維を形成するポリマーの押出し温度で熱分解するので、この方法では使用できない。既存のポリエステル製濾材のその他の限界は、そのフィルタカートリッジは、洗浄することが相当に難しいことである。ポリエステル製不織布は夾雑物を効果的に除去するが、そのフィルタカートリッジを洗浄することは困難なので、フィルタエレメントが損傷または劣化し得る。したがって、前記限界と問題点を克服する改良濾材が要望されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、前記限界の一つ以上を克服する濾材を提供する。本発明の濾材は、開放多孔性の流体透過性不織布を形成するように配置された実質的に連続した多成分フィラメントで構成されている。前記フィラメントは、その断面内を実質的に絶え間なく占めている領域の異なる領域に配置され、かつフィラメントの長さ方向に沿って連続して延びる第一ポリマー成分と第二ポリマー成分を含み、その第一ポリマー成分は、前記フィラメントの表面の少なくとも一部分に存在し、溶融温度はもう一方のポリマー成分の溶融温度より低く、かつ低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンおよびポリ酪酸ポリマー類とコポリマーからなる群から選択される。前記第一ポリマー成分中に有機抗菌剤が組み込まれている。多数の結合部位が、前記不織布全体にわたって均一に分布しており、かつより低い温度で溶融するシース成分がフィラメントの交差部位で軟化し流動した領域で画定され、個々のフィラメントは、フィラメントの交差部位以外では互いに離れて位置している。前記有機抗菌剤は、好ましくは第一ポリマー成分の重量に対して0.01〜5重量%の濃度で、第一ポリマー成分全体にわたって存在するように、フィラメントを押出す前に第一ポリマー成分と混合される。この抗菌剤は、好ましくは、2,4,4’−トリクロロ−2−ヒドロキシジフェノールエーテルおよび5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物からなる群から選択される。本発明の不織布濾材は、好ましくは厚さが約0.2〜1mm(10〜40mil)で空気透過度は150〜270cfm/ft2/minである。
【課題を解決するための手段】
【0005】
本発明の有利な実施形態では、前記不織布は、互いに結合された実質的に連続した二成分フィラメントで形成されて強力な密着不織布を形成するスパンボンド不織布で構成されている。このスパンボンド不織布は、目付が12〜204g/m2にすることができる。この不織布のフィラメントは、好ましくは、流体がその不織布を容易に通過流動できるように開放多孔性で流体が透過可能な繊維構造を形成するように配置されている。
【0006】
好ましい一実施形態では、前記フィラメントはシース/コア二成分フィラメントである。そのコア成分はポリエステルまたはポリプロピレンで構成され、そしてシース成分は、溶融温度が前記コア成分より低いポリエチレンで構成され、かつ有機抗菌剤を含む。
【0007】
他の実施形態では、不織布濾材は多層構造にすることができる。それらの層の少なくとも一つは、より低い温度で溶融する第一ポリマー成分とより高い温度で溶融する第二ポリマー成分で製造されていて、そのより低い温度で溶融する第一ポリマー成分中に有機抗菌剤が組み込まれた多成分フィラメントを含む上記不織布で構成されている。この不織布層は、一つ以上の同一または異なる構造の追加不織布層と組み合すことができる。
【0008】
このようにして、本発明を一般名で説明してきたが、ここで、添付図面を参照して説明する。ただし添付図面は必ずしも縮尺通りに描かれていない。
【発明を実施するための最良の形態】
【0009】
ここで、添付図面を参照して、本発明をより詳細に説明するが、本発明のすべての実施形態を示すわけではない。実際にこれらの発明は、多くの異なる形態で実施することができるので、本明細書に記載されている実施形態に限定されるとみなすべきではなく、これら実施形態は、この開示が適用法令の要件を満たすために提供するものである。同じ番号は、全体を通じて同じ要素を意味する。
【0010】
一般に使用されている温泉とプール用フィルタのタイプのフィルタカートリッジ10を図1に示す。このフィルタカートリッジはエンドキャップ11、12およびそのエンドキャップの間に装架されたフィルタエレメント13を含んでいる。フィルタエレメント13は、ほぼ円筒形でプリーツをつけた構造を有している。より詳しく述べると、図2から分かるように、フィルタエレメント13は濾材20で構成され、その濾材は円筒形フィルタエレメントの縦軸線に沿って平行に伸びる並行プリーツライン(すなわち折り目)15に沿ってプリーツがつけられている。このプリーツ付き濾材は、管形中空支持コア16を囲んで配置されている。フィルタエレメント13の前記プリーツ付き構造は、濾材の大きな表面積を水の流れに暴露する。
【0011】
本発明による濾材20の一実施形態を、図3に、より詳細に示す。この濾材は、プリーツを容易につけることができるので、図1と2に示すタイプのフィルタエレメントを製造するのに使用できる。この濾材20は、市販されているプリーティング方法とプリーティング機械、例えばロータリー形またはプッシュバー形のプリーターを使って、プリーツをつけることができる厚さ、目付および剛性を有している。より詳しく述べると、濾材20は、強度を損失することなく鋭角の折り目すなわちひだを付けることができ、かつひだすなわちプリーツをつけた状態でその形状を維持できる。
【0012】
濾材20は、複数成分連続フィラメントで形成された不織布層を少なくとも一つ含んでいる。その連続フィラメントの不織布層は好ましくはスパンボンド不織布である。スパンボンド不織布の各種製造法の例は、Kinneyの米国特許第3,338,992号明細書、Matsukiの同第3,802,817号明細書、Appelの同第4,405,297号明細書、Balkの同第4,812,112号明細書およびBrignola et al.,の同第5,665,300号明細書に記載されている。これらスパンボンド法は、一般に、溶融ポリマーのフィラメントを紡糸口金から押出し、そのフィラメントを空気流で急冷して前記溶融ポリマーの凝固を加速し、フィラメントを、空気流中に空気で連行することによってまたは繊維産業で通常使用されるタイプの引取りロール機に巻き取ることによって、加えることができる延伸張力で前進させて、フィラメントを細くし、その細くしたフィラメントを収集面、一般に移動ベルトの上にランダムに堆積させウエブを形成させ、次いで目の粗いフィラメントのウエブを結合させるステップを含んでいる。
【0013】
より詳しく述べると、前記不織布層の連続フィラメントは、ランダムに配置され互いに結合されて、上記のようなプリーツをつけるのに十分な厚さと剛性を有する強力で多孔質の水透過性濾材を形成する。その多成分フィラメントは、フィラメントの断面内に実質的に別の領域に配置された少なくとも2種の熱可塑性ポリマー成分を有している。これらポリマー成分のうち一つは、溶融温度がその他のポリマー成分より低く、このより低い温度で溶融するポリマー成分は、フィラメントを互いに結合する働きをするフィラメントの表面の少なくとも一部分に存在している。またこのポリマー成分は抗菌剤を含有している。
【0014】
ポリマーの溶融温度は示差走査熱量測定法(DSC)で測定できる。ポリマーは一般に、熱を吸収してその結合の結晶構造が破壊されてポリマー鎖がその規則的配列を失うときの、ある温度範囲で溶融を起こす。DSCを使用して、温度が上昇するにつれてその系に導入される熱量をプロットすることができる。本発明の場合、ポリマーの溶融温度は、最大量の熱がそのポリマーに導入されたときの温度に等しい。DSCのプロットにおいて、溶融温度は、一般に、溶融転移のグラフの最高の点である。
【0015】
より低い温度で溶融する第一成分の適切なポリマーとしては、線状低密度ポリエチレン(密度0.95〜0.96g/cc)、低密度ポリエチレン(密度0.92〜0.94g/cc)および高密度ポリエチレン(密度0.96g/cc以上)がある。好ましい一実施形態では、前記より低い温度で溶融する第一成分は、密度が0.95〜0.96g/ccである高密度ポリエチレンを含んでいる。その他の適切なポリマーとしてはポリ酪酸(PLA)ポリマーとそのコポリマーがある。
【0016】
より高い温度で溶融する第二成分に適切なポリマーとしては、ポリプロピレン、ポリエチレンテレフテレート(PET)もしくはポリブチレンテレフタレート(PBT)などのポリエステル、およびナイロン−6もしくはナイロン−6−6などのポリアミドがある。
【0017】
前記連続フィラメントは、接触点で互いに結合されて不織布層に強度と一体性を付与するが、その不織布構造は、十分に開放多孔性のままで必要な空気と水の透過性を提供する。その結合は、各種の公知の方法、例えば熱領域接着法(heat area bonding)、カレンダリング法、ポイントボンド法、超音波接着法などによって達成できる。領域接着法とポイントボンド法は、ウエブを熱で結合するのに使用できる二つの一般的な方法である。領域結合(area bonding)は、一般にウエブに、二つの滑らかなスチールローラからなる加熱カレンダーを通過させるか、またはウエブに、加熱水蒸気、加熱空気または加熱されたその他の気体を通過させて、フィラメントを軟化させ互いに融着させる。好ましい一実施形態では、ウエブは、滑らかなスチールローラからなる加熱カレンダーのニップで領域結合される。領域結合は、フィラメントが交差する部分に結合部位が存在するため、濾材の剛性を有利に増大する。領域結合を行っている間、前記より低い温度で溶融するポリマー成分は、フィラメントの交差部分で軟化し流動して、不織布の横幅と厚さ両方の全体にわたって均一に分布する多数の結合部位を生成する。しかし、その不織布構造は開放多孔性のままであり、個々のフィラメントは、その交差部分以外は、互いに間隔を置いて位置している。図4は、シース−コア型二成分フィラメントで製造された不織布の開放多孔性構造を示し、シースのポリマー成分がフィラメント交差部分で流動し融着した結果、ほぼすべてのフィラメント交差部分で生成する結合部分を明確に示している。シースのポリマー成分は、流動して接触するフィラメントの周りの空間に架橋し、強力なフィラメント−フィラメント結合を生成して、濾材の剛性増大に寄与することに注目すべきである。
【0018】
ポイント結合法は、加熱カレンダーニップを使用して多数の分離した結合部位を生成する。ポイント結合を行うカレンダーニップは二つのニップロールからなり、それらロールの少なくとも一方は、表面にパターン化された突起部分を有する。一般に、この加熱ロールの一方は、パターン化ロールでありそして協働ロールは滑らかな表面を有している。ウエブが前記カレンダーロールを通過すると、個々のフィラメントは、パターン化されたロールの突起部分に接触する離れた場所すなわち結合部位で熱によって結合される。当分野で公知のいずれのパターンでも使用できるが、典型的な実施形態では連続パターンまたは不連続パターンが使用される。カレンダーロールは、好ましくは、ウエブの面積の6〜40%、より好ましくは8〜30%および最も好ましくは12〜20%をカバーするポイント結合を生成するパターンを彫刻される。これらの百分率の範囲でウエブを結合することによって、フィラメントは、不織布の強度と一体性を維持しながら、全伸長度にわたって伸長することができる。
【0019】
用語「複数成分」は、本明細書で使用する場合、ポリマー領域が分散されランダムであり構造化されていない混合状態ではなく、フィラメントの断面内の別の構造化領域に存在する二種以上のポリマーで製造された連続フィラメントを意味する。これらポリマー領域すなわちポリマー成分は、その多成分フィラメントの断面内の実質的に絶え間なく配置された領域の異なる領域に配置され、フィラメントの長さに沿って連続して延びている。好ましい構造はシース/コア構造であり、より低い温度で溶融する第一ポリマー成分がシースを形成し、そのシースは、より高い温度で溶融する第二成分のコアを実質的に囲んでいる。当分野で公知のその他の構造化された繊維の配置構成、例えば並置型、セグメンテッドパイ型(segmented pie)、海中島型またはチップドマルチローバル型(tipped multi−lobal structure)も使用できる。これらの配置構成では、より低い温度で溶融するポリマー成分が、フィラメント表面の少なくとも一部分に存在している。
【0020】
より高い温度で溶融する第二ポリマー成分は、濾材に、必要な強度、耐久性および剛性を付与し、フィラメントの、好ましくは少なくとも70重量%、より望ましくは少なくとも75重量%を占めている。前記より低い温度で溶融する第一ポリマー成分は、前記不織布層のフィラメントを結合させる働きをし、かつ前記抗菌剤の放出を制御する。前記より低い温度で溶融する第一ポリマー成分は、好ましくはフィラメントの30重量%だけを占め、より望ましくは25重量%までを占めている。本発明のいくつかの好ましい実施形態では、そのフィラメントはシース−コアの二成分フィラメントであり、そのシース成分はフィラメントの20重量%以下を占め、コア成分はフィラメントの80重量%以上を占めている。
【0021】
特に好ましい一実施形態では、濾材は、高密度ポリエチレンのシースがポリエチレンテレフタレートまたはポリプロピレンのコアを囲む、断面が円形で同心円型シース−コアの連続フィラメントの不織布層を含んでいる。ポリエチレンのシース成分およびポリエチレンテレフタレートもしくはポリプロピレンのコア成分を含む多成分フィラメントは、多くの望ましい特性を有し得る。例えば、ポリエチレンテレフタレートは、強度、靭性、剛性、耐熱性および耐薬品性を含む多くの望ましい特性を有している。ポリエチレンを第一ポリマー成分として使用すると、多くの感熱溶融性添加剤を、押出し工程中に、所望の活性、例えば抗菌活性を劣化または損失させることなく、ポリエチレンの厚さ全体に組み込むことができる。その結果、ポリエチレンテレフタレートが通常有している多くの物理特性を備えた、感熱性抗菌剤含有不織布を製造できる。その上に、このポリエチレンのシースは、集まった破砕片をすすいで濾材からより容易に除くことができる低摩擦性の剥離面を提供する。ポリエチレンを含有する第一ポリマー成分のさらなる利点は、温泉や湯浴槽に溜まる体脂肪がポリエチレンに対して親和力があるので、より容易に除去できるということである。ポリプロピレンをコア成分として使用すると、フィラメントはポリエチレンテレフタレートより低い温度で押出すことができるので、ポリプロピレンの強度、靭性、剛性および耐熱性ならびに取り囲んでいるポリエチレンシースによる保護から利益を受けながら、加工上の利益が得られる。
【0022】
先に考察したように、抗菌剤は第一ポリマー成分の樹脂と混合する。抗菌剤は、好ましくは、第一ポリマー成分の重量に対して0.01〜5重量%の濃度で第一ポリマー成分中に存在している。利用される特定濃度は、使用される抗菌剤のタイプと標的微生物によって決まるので、日常的なスクリーニング試験を利用して余計な実験をおこなうことなく、容易に決定できる。別の一実施形態では、第一ポリマー成分は二種以上の抗菌剤を含有していてもよく、またこれら抗菌剤は機能が同じでも異なっていてもよい。
【0023】
Microban(登録商標)から入手できるトリクロサンの抗菌性溶融添加剤などの各種有機の抗菌剤および抗真菌剤は、適切に使用できる。例えば、米国ノースカロライナ州ハンターズビル所在のMicroban Products Companyが商標MICROBAN(登録商標)で市販している2,4,4’−トリクロロ−2’−ヒドロキシジフェノールエーテルまたは5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物などの抗菌剤を使用できる。上記抗菌剤は、水中で遭遇する大多数の有害細菌に対して有効な広域スペクトル抗菌剤である。上記抗菌剤を含む有機抗菌剤のいくつかは、多くの繊維形成ポリマーを押し出すのに必要な温度で熱分解することがある。例えば、トリクロサンなどの多くの有機溶融添加剤は、PETポリエステル繊維を溶融押出しに必要な温度で揮発または分解することができるので、一般に、PET繊維には組み込むことができない。しかし、これらの溶融添加剤は、第一ポリマー成分が前記有機添加剤の分解温度より低い温度で押出すことができるので、分解することなく、第一ポリマー成分中に組み込むことができる。第一ポリマー成分は、溶融温度が約170℃未満であることが好ましい。
【0024】
第一ポリマー成分の密度と組成を選択して、抗菌剤が不織布の繊維の表面に移行する速度を制御できる。一般に、多くの抗菌剤は、ポリオレフィンポリマー中でかなりの移動度を有している。第一ポリマー成分の密度および/または組成を選択して、抗菌剤を、所望の速度でポリマー中を拡散させることができる。例えば、第一ポリマー成分は、ポリエチレン、ポリプロピレン、ポリブチレンおよびそのコポリマーなどのポリマーの混合物で構成されていてもよく、その混合物の組成および各ポリマーの混合物中の比率は、抗菌剤が所望の速度で拡散するように選択される。その上に、抗菌剤は、一般に、ポリエチレンテレフタレートなどのポリエステルに対してほとんど親和力がない。その結果、抗菌剤が、繊維のコア中に有意に移行することなく所望の速度で各繊維の表面に拡散する不織布を製造できる。したがって、第一ポリマー成分が抗菌剤の拡散と放出を制御する貯槽として働く不織布を製造できる。
【0025】
第一ポリマー成分中に抗菌剤が存在すると、濾過操作中およびフィルタカートリッジを繰り返し洗浄した後でさえ、フィルタエレメントの表面で微生物が増殖するのを有効に阻害する。抗菌剤は、第一ポリマー成分の厚さ全体にわたって分散されているので、すべての繊維の表面に抗菌活性を付与する。第一ポリマー成分は、抗菌剤を徐々に拡散および放出させる貯槽として働く。本発明の不織布は、抗菌剤で浸染処理された不織布と比べて、より長い期間にわたって所望の抗菌活性を維持することができる。
【0026】
温泉やプールのフィルタに使用する場合、不織布は、特定の所望レベルの剛性、厚さおよび透過性を満たすように設計することが好ましい。例えば、この不織布は、好ましくは、市販されているプリーティング法とプリーティング機械、たとえばロータリー型、ブレード型およびプッシュバー型のプリーターを使ってプリーツを付けることができる厚さ、目付および剛性を有している。この不織布は、強度を損失することなく鋭角の折り目すなわちひだを付けることができ、かつひだすなわちプリーツをつけた状態でその形状を維持できることが好ましい。その目付は、約12〜204g/m2が望ましい。フィラメントは、一般に、単位長さ当たりの重量が、約2〜6デニール/フィラメント(2.2〜6.6dtex/フィラメント)である。
【0027】
濾材の剛性は、ASTM D 2923またはthe Association of the Nonwovens Fabrics Industry(INDA)standard test method IST 90.3に従って不織布などのシート材料の可撓性を(または本発明のために転じて剛性を)測定するハンドルオーメーター(Handle−O−Meter)などの工業標準試験装置を使って定量化できる。米国ニュージャージー州ウエストベルリン所在のThwing−Albert Instrument Co.による装置で、Handle−O−Meterでの測定を実施できる。その測定値は、100mm幅の不織布を、100mm幅のスロット中に押し込むのに要する力(g)である。Handle−O−Meterで測定する際、その不織布は、頂部と底部の両方からおよび縦方向と横方向の両方について試験して、その試験結果を平均する。濾材20は、好ましくは、Handle−O−Meterの剛性が少なくとも35gであり、より望ましくは少なくとも70gであり、そして特定の用途では、より望ましくは少なくとも110gである。
【0028】
好ましい一つの実施形態では、不織布は厚さが0.2〜1mm(10〜40mil)である。不織布の厚さは、その濾過特性とそのプリータビリティ(pleatability)の両方に影響する。不織布が薄すぎると、濾過は主として不織布の表面で起こる。このフィルタは容易に洗浄されるが、極めて速く詰まる。より厚い材料は、表面濾過とともに深層濾過を行うので、必要な洗浄を実施する際の時間間隔が長くなる。不織布の厚さは、剛性に直接関連しているので、プリーティングおよび最終プリーツの性質(例えば、プリーツの形状と鋭角度)にも影響する。過度に薄い材料は、プリーツを保持するのに十分な剛性を有していないので、そのプリーツそれ自体崩壊する傾向がある。過度に厚い材料は、非常に剛性が高いので、劣ったプリーツを形成するかまたはプリーツのない元の形に戻る傾向もある。過度に厚い材料は、所与の面積に対するプリーツの数が減少して、フィルタエレメントの表面積の平方フィートの数値が小さくなる。一般に、この傾向によって、フィルタの効率は低下しないが、フィルタはより頻繁な洗浄が必要になる。したがって、プールと温泉での濾過用途の場合、濾材は上記範囲内の厚さであることが特に重要である。
【0029】
不織布の厚さは、不織布の、濾材としての性能にも影響し得る。濾材の重要な一性能特性は、濁り度を低下させる特性である。これは、所望レベルの濁り度または水の清澄度に到達するのに必要なタンクもしくは容積のターンオーバー回数による濾過効率の尺度である。NSF/ANSI Standard 50のAnnex B.5に、濁り度低下試験について概説されている。濾材の第二の性能特性はプラグタイム(plug time)である。これは、必要なフィルタ洗浄を行う際の時間間隔の尺度である。有効な濾材は、妥当な濾過速度のフィルタ効率を提供ししかもフィルタを洗浄または取り替える必要がある時点の時間間隔を適切な間隔にするため、上記二つの対向する特性を釣り合わせなくてはならない。不織布の厚さと透過度はこれらの特性に直接影響する。例えば、比較的透過度が高い不織布は、水から粒状物質を除くのにより長い時間がかかるが、洗浄の時間間隔は長くなる。逆に、不織布の透過度が比較的低いと、濾過効率は高いが、洗浄を要する時点の時間間隔は非常に短くなる。しかし、透過度が大きすぎると、より小さい粒子は全く捕捉することができず水の濁り度は所望の濁り度より大きくなる。
【0030】
不織布の透過度は、市販されている空気透過度測定器、例えば、the Textest air permeability instrumentを使って、ASTM test method D−1117に概説されている空気透過度試験法に従って、不織布の空気透過度を測定することによって、通常、評価できる。本発明の不織布は、好ましくは、この方法で測定した場合、空気透過度が150〜270cfm/ft2/minでなければならない。
【0031】
不織布の剛性を、最初の不織布製造操作で得た剛性を超えてさらに追加したいならば、剛性強化コーティング(図示せず)を、不織布の片面または両面に塗布すればよい。より詳しく述べると、露出表面の少なくとも一方に、その不織布に通常のプリーティング装置でプリーツをつけることができるよう不織布に剛性を追加するため、樹脂をコートすることができる。塗布される樹脂コーティングの量を変えることによって、不織布の空気透過度も、特定の濾過用途の要求するとおりに制御することができる。前記樹脂コーティングは、通常のコーティング法、例えばスプレイ法、ナイフコーティング法、リバースロールコーティング法などを利用して、不織布に塗布できる。代表的な樹脂としては、アクリル樹脂、ポリエステル類、ナイロン類などがある。前記樹脂は、水性または溶媒ベースの高粘度の液体またはペーストの形態で供給し、不織布に、例えばナイフコーティング法で塗布し、次いで加熱して乾燥し得る。
【0032】
他の有利な実施形態で、追加の剛性、厚さまたはその他の望ましい特性値は、多層構造の不織布濾材を製造することによって達成できる。これらの層の少なくとも一つは、より低い温度で溶融する第一ポリマー成分とより高い温度で溶融する第二ポリマー成分から製造され、かつ有機抗菌剤が前記より低い温度で溶融する第一ポリマー成分中に組み込まれている多成分フィラメントを含む上記不織布で構成されている。この不織布層は、構造が同じでも異なっていてもよい一つ以上の追加の不織布層と組み合わせてもよい。例えば、多層混成不織布の濾材は、2〜6枚の不織布層で製造できる。追加の不織布層は、予め製造しておいて、次いでこの予め製造した複数層を組み合わせて、例えばカレンダーで熱と圧力をかけて結合させることによって、一体の統合された濾材を製造できる。あるいは、追加の層は、一つ以上の追加のスピンビーム(spin beam)から追加の層を押出すことによって、連続操作によってインラインで製造できる。その不織布層がすべて同じ構造と組成であれば、最終製品の濾材内の個々の層は見分けがつかない。しかし、濾材を複数の層で製造すると、製造工程に融通性が生じ、かつ濾材の均一性も改善される。構造および/または組成が異なる複数の不織布層を組み合わせることによって、各種の利点を実現できる。例えば、これらの層のうちの一つは、その多成分フィラメントのポリエチレンのシース成分に、有機抗菌剤のトリクロサンを組み込むことができ、そして、その別の層は、類似のシース−コア二成分スパンボンド不織布でよいが、そのポリエチレンシースは銀の抗菌剤を含有している。別の実施形態では、任意の追加の不織布層が、ポリエチレンのシース成分中に銅の抗菌剤が存在する、シース−コア多成分フィラメントを含み得る。別の実施形態では、ポリエチレンのシース成分中に有機抗菌剤を含有するシース−コア多成分フィラメントの不織布層の一つ以上を、構造の全く異なる別の不織布層、例えばポリエチレンテレフテレートフィラメントから製造されたReemay(登録商標)不織布の層と組み合わすことができる。この構造は引っ張り特性と引張り強度を増大し、そしてそのコンポジット濾材の両面は、異なる特性と外観を示すであろう。
【0033】
いくつかの実施形態では、ポリマー成分に安定剤や酸化防止剤を添加できる。本発明に従って、他の添加剤も添加できる。例えば、二酸化チタン、タルク、ヒュームドシリカまたはカーボンブラックなどの無機添加剤がある。ポリマー樹脂は、他の添加剤、例えば他のポリマー、希釈剤、相溶化剤、粘着防止剤、耐衝撃性改良剤、可塑剤、紫外線安定剤、顔料、艶消し剤、潤滑剤、湿潤剤、静電防止剤、成核剤、流動性改良剤、撥水剤および撥アルコール剤などを含有していてもよい。押出し、急冷、延伸、レイダウン、静電特性および/または電気的特性、結合特性、湿潤特性または撥水特性などの工程または製品特性に影響する添加剤も、ポリマー成分と組み合わせて使用できると考えられる。特に、処理工程および/または最終用途に特別の利益をもたらすポリマーの添加剤も使用できる。
【0034】
別の一実施形態では、濾材は、顔料および/または染料などの着色剤を一種以上含ませることができ、これら着色剤は、不織布中に組み込まれて、フィルタエレメントの寿命中に制御可能に褪色する。着色剤の褪色の程度と速度を利用して、フィルタエレメントの残りの寿命と寿命の終了を確認するのに役立てることができる。この点について、図5は、フィルタエレメントの寿命の過程における各種時点で描かれた複数の不織布試料を示している。その対照試料は、液体に暴露させなかった濾材を示す。残りの試料は、ある期間にわたって液体を濾過するにつれて変化する濾材の色を示してきる。この提示例では、12ヶ月後、濾材には、目視できる色が、実質的に全く残っていなかった。この色の変化はフィルタエレメントをいつ取り替えるべきか指摘するのに利用できる。着色剤の使用量は、濾材の色が所望の速度で変化するように制御できることを認識すべきである。顔料は、着色剤として使用する場合、繊維を押し出す前に、第一ポリマー成分と混合することができる。あるいは、顔料または染料は、続く浸染ステップで、不織布に組み込むことができる。
【0035】
上記のように、着色剤は、フィルタエレメントを使用中に褪色する。その結果、濾材は、使用者の目視可能な色が変化する。特に有利な一実施形態では、濾材に組み込まれる着色剤の量は、色の変化が、抗菌剤の濾材からの拡散と相関関係があるように、選択して制御することができる。この色の変化は、不織布中の抗菌剤の量が所望のレベル以下に低下したのでフィルタエレメントを取り替えるべきときを示すように制御することができる。別の一実施形態では、フィルタに、ヒトがフィルタエレメントの残りの寿命を確認するため使用できる参照尺度を組みこんでもよい。褪色しやすい着色剤を、シース−コア二成分フィラメントのシース成分だけに、またはシースとコアの成分の両方に組み込むことができる。さらに別の実施形態では、シース−コア二成分フィラメントのコア成分は、一色の例えば赤色の褪色しない永久着色剤または永久顔料で着色し、そしてシース成分は、褪色しやすい着色剤または顔料、例えば青色の顔料で着色できる。このようにして、そのフィルタエレメントは、例えば青色から赤色へ完全に色の変化を起こして、フィルタエレメントを取り替えねばならないことを示すことができる。
【実施例】
【0036】
下記実施例は、本発明を例示することを目的とするものであって、本発明の範囲を限定するとみなすべきではない。
【0037】
(試験法)
上記説明と下記実施例では、報告される各種特性を測定するため下記試験法を採用した。ASTMは、the American Society for Testing and Materialsを意味する。
【0038】
目付は、不織布またはシートの単位面積当たりの質量の尺度であり、ASTM D−3776−96によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、目付はg/m2の単位で報告する。
【0039】
グラブ引張り強度は、不織布またはシートの破断強度の尺度であり、ASTM D 4632−96によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、ニュートンまたはポンドで報告する。グラブ引張り強度は、これら実施例では、縦方向(MD)および横方向(XD)について報告する。
【0040】
伸び百分率は、試料が初めに破断した時点で測定され、グラブ引張り測定中、負荷がピークに達したときの伸び率である。伸び百分率は、これら実施例では、縦方向(MD)および横方向(XD)について報告する。
【0041】
Frazierの空気透過度は、シートの両面間の規定圧力差のもとでシートを通過する空気流量の尺度であり、ASTM D 737によって測定した。なおこのASTMは本明細書に参照して組み込むものであり、(m3/min)/m2の単位で報告する。
【0042】
破裂強さ(Mullen)は、鈍器(blunt object)で不織布またはシートを破断するのに必要な力の尺度であり、ASTM D 1117で測定した。なおこのASTMは本明細書に参照して組み込むものであり、(lb/in2)で報告する。
【0043】
不織布またはシートの厚さは、ASTM D 1777−96で測定した。なおこのASTMは本明細書に参照して組み込むものであり、mil(1mil=0.001 inch)で報告する。
【0044】
剛性は、ASTM D−2923に従ってHandle−O−Meterで測定した。このASTMによって、基板の可撓性と表面摩擦抵抗の総合作用を測定する。基板をスロット中に押し込む際の抵抗力を測定してグラムで報告する。材料の剛性が高ければ高いほど、この抵抗力は高い。
【0045】
(実施例1)
3種類のスパンボンド不織布を本発明に従って製造した。これらの不織布試料は、熱によって互いに結合された、実質的に連続した二成分フィラメントで構成されていた。その二成分フィラメントはシース/コア構造を有し、シース成分:コア成分の重量比率は約30:70であった。そのシースは、Dow Plasticsが市販している高密度ポリエチレン樹脂で構成されていた。この高密度ポリエチレン樹脂は、密度が0.95g/cm3であり、メルトインデックスが17g/10 minであった。そのコアは、DuPontから市販されているポリエチレンテレフタレートで構成されている。このポリエチレンテレフタレートは、密度が1.3〜1.4g/cm3で、極限粘度が0.58〜0.72 DI./gでよい。試料1と2は、抗菌剤を、シース中に、第一ポリマー成分の重量に対して約0.3重量%からの量で含有していた。その抗菌剤はトリクロサンであり、これは、製品番号:CMPDTR 175−1でMicroban(登録商標)から市販されている。
【0046】
これらの試料は、前記二種類のポリマー成分を、別個の押出機を通じて押出すことによって製造した。前記ポリエチレン成分は約160℃の温度で溶融押出しを行い、そして前記ポリエチレンテレフタレート成分は約280℃の温度で溶融押出しを行った。次いでこれら二種類の別個のポリマー成分は、これらポリマー成分を結合してシース/コア二成分繊維を生成するように配置構成されている紡糸口金中に導入した。これら二種類のポリマー成分は、前記紡糸口金中で結合されて二成分繊維を生成した。次いでこの二成分繊維は、急冷され、延伸され、次に移動ベルト上に繊維ウエブとして堆積させた。これら試料中の二つの試料1と2は、温度が200℃の二つの滑らかなスチールロールからなる加熱カレンダーのニップを、前記移動ウエブに通過させることによって、領域結合された。試料3のフィラメントは、加熱されたパターン化カレンダーのニップを、前記移動ウエブに通過させることによって熱で結合されて、約20%が領域結合されたポイント結合不織布が製造された。生成した試料は、表1に記載されている特性を有している。これら試験結果は、目付が類似している場合、本発明の製品(試料1)は、破裂強さとグラブ引張り強度が対照より大であり、かつ剛性も大きいことを示しいる。
【0047】
【表1】
【0048】
(実施例2)
粒子直径の関数としての濾過効率について、試料1〜3を対照試料(対照1)と比較した。濾過効率は、ラテックス粒子を有する液体媒体に、1L/minの流量で試料を通過させることによって測定した。その液体媒体は、1mL当たり5,000の粒子を含有していた。試料の濾過効率は下記式で計算する。
【0049】
【数1】
上記式中、Feff=濾過効率、
Cup=フィルタの上流の粒子濃度、および
Cdown=フィルタの下流の粒子濃度である。
【0050】
比較した結果を図6〜8にグラフに示す。これらのグラフは、本発明の濾材(試料1〜3)が優れた濾過効率を示し、かつ一般に、対照の試料と比べて、初期濾過性に優れていることを示している。
【0051】
(実施例3)
目付が34g/m2(gsm)のスパンボンド不織布を、断面が円形のシース−コア連続二成分フィラメントから製造した。そのシースは、Microban(登録商標)から入手できる抗菌剤トリクロサンを約0.3 重量%含有する高密度ポリエチレン樹脂(密度=0.95g/cm3、メルトインデックス=17g/10 min)で構成されている。そのコア成分はポリエチレンテレフタレートで構成されている。このフィラメントのシース/コア重量比率は20/80である。不織布は、二種のポリマー成分を、実施例1と同様に別個の押出機で押し出し、次いでその不織ウエブをスルーエアボンダー(through−air bonder)で領域結合させることによって製造する。
【0052】
この不織布3枚を組み合わせて、温度が200℃の二つの滑らかなスチールロールからなる加熱カレンダーニップを通過させる。得られた混成不織布濾材は、全目付が102gsmで、かつ、きちっとした形を維持するプリーツを付けることができる剛性を有している。
【0053】
(実施例4)
実施例3の不織布2層を、BBA Fiberwebが商標Reemay(登録商標)で製造した34gsmのスパンボンドポリエステル不織布1層と組み合わせ、次いでその組み合わせた層に、実施例3と同様に、加熱カレンダーニップを通過させることによって結合させる。前記Reemay不織布は、より低い温度で溶融するポリエチレンイソフタレートのコポリマーのバインダーフィラメントで結合されたポリエチレンテレフタレートのマトリックスフィラメントの領域結合されたウエブからなっている。得られた混成不織布濾材は、優れた引張り強度と剛性の特性を示し、コンポジットのポリエチレンを含有する面に低摩擦の剥離性表面を有し、反対側の表面の外観がReemay(登録商標)不織布の外観と類似している。
【0054】
(実施例5)
ポリエチレンシース成分が0.3重量%の銀の抗菌剤(Microban(登録商標)Silver)を含有していること以外、実施例3の不織布に類似している不織布を製造する。ポリエチレンシース成分がCupron,Inc.が供給するCupron(商標)などの酸化銅抗真菌剤を0.3重量%含有していること以外、実施例3の不織布に類似している別の不織布を製造する。これら二つの不織布と実施例3の不織布1層を組み合わせ、実施例3と同様に加熱カレンダーニップを通過させることによって結合させる。得られた混成不織布濾材は、有効な抗真菌特性とともに広域スペクトルの抗菌特性を示す。
【0055】
本明細書に記載されている本発明の多くの変形と他の実施形態は、前記説明と添付図面に存在する教示の恩恵を受ける、本発明の関連する当業者であれば思いつくであろう。したがって、本発明は、開示された特定の実施形態に限定すべきではなく、変形と他の実施形態は添付の特許請求の範囲の範囲内に含まれるべきであると解すべきである。本明細書では、特定の用語が使用されているが、これら用語は一般的に説明するためにのみ使用し、限定することが目的ではない。
【図面の簡単な説明】
【0056】
【図1】本発明と一致する濾材から形成されたプリーツ付きフィルタエレメントを含むフィルタカートリッジの斜視図である。
【図2】図1の実質的な線2−2断面図である。
【図3】本発明の濾材の斜視図である。
【図4】本発明の濾材の断面を示す走査型電子顕微鏡の写真である。
【図5】フィルタエレメントの相対的残留寿命を測定するため使用される、顔料が含浸された一連の不織布試料の図である。
【図6−8】本発明によって製造された3種の不織布の粒子の大きさの関数としての濾過効率を示すグラフである。
【特許請求の範囲】
【請求項1】
実質的に連続する多成分フィラメントを含む不織布濾材であって、前記多成分フィラメントは開放多孔性の流体透過性不織布を形成するように配置され、かつ第一ポリマー成分と第二ポリマー成分を含み、前記第一ポリマー成分と前記第二ポリマー成分が、フィラメントの断面内を実質的に一定な構成である別々の領域に配置され、かつフィラメントの長さ方向に沿って連続して延びており、前記第一ポリマー成分が、前記フィラメントの表面の少なくとも一部分に存在し、かつ前記第二ポリマー成分の溶融温度より低い溶融温度を有し、かつ低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンおよびポリ酪酸ポリマー類とコポリマーからなる群から選択され、前記第一ポリマー成分に有機抗菌剤が組み込まれおり、前記フィラメントの交差部位においてより低い温度で溶融するシース部分が軟化・流動することにより多数の結合部位が規定され、前記結合部位は不織布全体にわたって均一に分布し、個々のフィラメントは、フィラメントの交差部位以外では互いに離れて位置している不織布濾材。
【請求項2】
厚さが約0.2〜1mmである請求項1に記載の不織布濾材。
【請求項3】
空気透過度が150〜270cfm/ft2/minである請求項1または2に記載の不織布濾材。
【請求項4】
目付が約12〜204g/m2である請求項1〜3のいずれか一項に記載の不織布濾材。
【請求項5】
ハンドルオーメーターの剛性が少なくとも35gである請求項1〜4のいずれか一項に記載の不織布濾材。
【請求項6】
前記抗菌剤が、前記第一ポリマー成分中に、前記第一ポリマー成分の重量に対して0.01〜5重量%の濃度で存在している請求項1〜5のいずれか一項に記載の不織布濾材。
【請求項7】
前記抗菌剤が2,4,4’−トリクロロ−2−ヒドロキシジフェノールエーテルおよび5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物からなる群から選択される請求項1〜6のいずれか一項に記載の不織布濾材。
【請求項8】
前記第一ポリマー成分がポリエチレンを含み、および第二ポリマー成分がポリエステルまたはポリプロピレンを含む請求項1〜7のいずれか一項に記載の不織布濾材。
【請求項9】
前記複数成分繊維が、シース/コア二成分フィラメントで構成され、より低い温度で溶融する前記第一ポリマー成分が前記シースに配置されている請求項1〜8のいずれか一項に記載の不織布濾材。
【請求項10】
前記第一ポリマー成分がポリエチレンを含み、および前記第二ポリマー成分がポリエステルまたはポリプロピレンを含む請求項9に記載の不織布濾材。
【請求項11】
前記シースが、前記フィラメントの30重量%までの量で存在している請求項9または10に記載の不織布濾材。
【請求項12】
シースポリマー成分が褪色しやすい着色剤を含み、前記着色剤は、前記濾材に予め定められた初期の色を付与するが、液体に長期間暴露されると褪色して、前記褪色が、前記濾材の交換が必要であることを示す目視指標として役立つ請求項9〜11のいずれか一項に記載の不織布濾材。
【請求項13】
前記コアのポリマー成分が、前記シースのポリマー成分とは異なる対照的な色の着色剤を含み、前記シース中の着色剤が褪色すると、前記濾材の色が前記コアの着色剤の色に変化する請求項12に記載の不織布濾材。
【請求項14】
請求項1〜13のいずれか一項に記載の流体透過性不織布の第一層および少なくとも一つの追加の開放多孔性流体透過性不織布を含む混成不織布濾材。
【請求項15】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、前記第一層と同じ構造及び組成からなる請求項14に記載の混成不織布濾材。
【請求項16】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、第一ポリマー成分と第二ポリマー成分で形成された実質的に連続した多成分フィラメントを含み、前記第一ポリマー成分が無機の抗菌剤を含む請求項14に記載の混成不織布濾材。
【請求項17】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、ポリエチレンテレフタレートのマトリックスフィラメントおよびポリエチレンイソフタレートコポリマーのバインダーフィラメントから形成されたスパンボンド不織布を含む請求項14に記載の混成不織布濾材。
【請求項18】
プリーツを有する請求項1〜17のいずれか一項に記載の不織布濾材。
【請求項19】
中心軸線を中心とするほぼ円筒形でかつ前記プリーツが前記軸線に平行に延びている、請求項18に記載の不織布濾材を含むプールまたは温泉用のフィルタエレメント。
【請求項20】
管形支持コア、前記管形支持コアを囲むように配置された請求項19に記載のフィルタエレメント、および前記フィルタカートリッジの両末端にエンドキャップを含むプールおよび温泉の濾過用フィルタカートリッジ。
【請求項1】
実質的に連続する多成分フィラメントを含む不織布濾材であって、前記多成分フィラメントは開放多孔性の流体透過性不織布を形成するように配置され、かつ第一ポリマー成分と第二ポリマー成分を含み、前記第一ポリマー成分と前記第二ポリマー成分が、フィラメントの断面内を実質的に一定な構成である別々の領域に配置され、かつフィラメントの長さ方向に沿って連続して延びており、前記第一ポリマー成分が、前記フィラメントの表面の少なくとも一部分に存在し、かつ前記第二ポリマー成分の溶融温度より低い溶融温度を有し、かつ低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレンおよびポリ酪酸ポリマー類とコポリマーからなる群から選択され、前記第一ポリマー成分に有機抗菌剤が組み込まれおり、前記フィラメントの交差部位においてより低い温度で溶融するシース部分が軟化・流動することにより多数の結合部位が規定され、前記結合部位は不織布全体にわたって均一に分布し、個々のフィラメントは、フィラメントの交差部位以外では互いに離れて位置している不織布濾材。
【請求項2】
厚さが約0.2〜1mmである請求項1に記載の不織布濾材。
【請求項3】
空気透過度が150〜270cfm/ft2/minである請求項1または2に記載の不織布濾材。
【請求項4】
目付が約12〜204g/m2である請求項1〜3のいずれか一項に記載の不織布濾材。
【請求項5】
ハンドルオーメーターの剛性が少なくとも35gである請求項1〜4のいずれか一項に記載の不織布濾材。
【請求項6】
前記抗菌剤が、前記第一ポリマー成分中に、前記第一ポリマー成分の重量に対して0.01〜5重量%の濃度で存在している請求項1〜5のいずれか一項に記載の不織布濾材。
【請求項7】
前記抗菌剤が2,4,4’−トリクロロ−2−ヒドロキシジフェノールエーテルおよび5−クロロ−2−フェノール(2,4−ジクロロフェノキシ)化合物からなる群から選択される請求項1〜6のいずれか一項に記載の不織布濾材。
【請求項8】
前記第一ポリマー成分がポリエチレンを含み、および第二ポリマー成分がポリエステルまたはポリプロピレンを含む請求項1〜7のいずれか一項に記載の不織布濾材。
【請求項9】
前記複数成分繊維が、シース/コア二成分フィラメントで構成され、より低い温度で溶融する前記第一ポリマー成分が前記シースに配置されている請求項1〜8のいずれか一項に記載の不織布濾材。
【請求項10】
前記第一ポリマー成分がポリエチレンを含み、および前記第二ポリマー成分がポリエステルまたはポリプロピレンを含む請求項9に記載の不織布濾材。
【請求項11】
前記シースが、前記フィラメントの30重量%までの量で存在している請求項9または10に記載の不織布濾材。
【請求項12】
シースポリマー成分が褪色しやすい着色剤を含み、前記着色剤は、前記濾材に予め定められた初期の色を付与するが、液体に長期間暴露されると褪色して、前記褪色が、前記濾材の交換が必要であることを示す目視指標として役立つ請求項9〜11のいずれか一項に記載の不織布濾材。
【請求項13】
前記コアのポリマー成分が、前記シースのポリマー成分とは異なる対照的な色の着色剤を含み、前記シース中の着色剤が褪色すると、前記濾材の色が前記コアの着色剤の色に変化する請求項12に記載の不織布濾材。
【請求項14】
請求項1〜13のいずれか一項に記載の流体透過性不織布の第一層および少なくとも一つの追加の開放多孔性流体透過性不織布を含む混成不織布濾材。
【請求項15】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、前記第一層と同じ構造及び組成からなる請求項14に記載の混成不織布濾材。
【請求項16】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、第一ポリマー成分と第二ポリマー成分で形成された実質的に連続した多成分フィラメントを含み、前記第一ポリマー成分が無機の抗菌剤を含む請求項14に記載の混成不織布濾材。
【請求項17】
前記少なくとも一つの追加の開放多孔性流体透過性不織布が、ポリエチレンテレフタレートのマトリックスフィラメントおよびポリエチレンイソフタレートコポリマーのバインダーフィラメントから形成されたスパンボンド不織布を含む請求項14に記載の混成不織布濾材。
【請求項18】
プリーツを有する請求項1〜17のいずれか一項に記載の不織布濾材。
【請求項19】
中心軸線を中心とするほぼ円筒形でかつ前記プリーツが前記軸線に平行に延びている、請求項18に記載の不織布濾材を含むプールまたは温泉用のフィルタエレメント。
【請求項20】
管形支持コア、前記管形支持コアを囲むように配置された請求項19に記載のフィルタエレメント、および前記フィルタカートリッジの両末端にエンドキャップを含むプールおよび温泉の濾過用フィルタカートリッジ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2009−502488(P2009−502488A)
【公表日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願番号】特願2008−524258(P2008−524258)
【出願日】平成18年7月27日(2006.7.27)
【国際出願番号】PCT/US2006/029724
【国際公開番号】WO2007/016481
【国際公開日】平成19年2月8日(2007.2.8)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【Fターム(参考)】
【公表日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願日】平成18年7月27日(2006.7.27)
【国際出願番号】PCT/US2006/029724
【国際公開番号】WO2007/016481
【国際公開日】平成19年2月8日(2007.2.8)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【Fターム(参考)】
[ Back to top ]