
折曲成形装置
【課題】繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離を抑える。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
【解決手段】本折曲成形装置1は、積層体16の側部を支持するサイドブロック19がリフター上部13の上面に搭載され、リフター上部がヒンジ15により上面を水平から外側を下げるように傾動自在に、かつ、バネ14により上面を水平に戻すように弾性支持され、成形凸型3、両サイドブロック及びこれらの上に載置された積層体をバギングフィルム6で覆って密閉空間1bに閉じ込めて真空吸引可能にされる。真空度の上昇に伴うバギングフィルムからの加圧により、リフター上部がサイドブロックとともに外側を下げるように傾動し、真空を保持しつつリフターを下降させることによって、サイドブロックが成形凸型の傾斜面及びリフター上部の傾斜した上面に案内させて斜め下方向に移動する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置に関する。
【背景技術】
【0002】
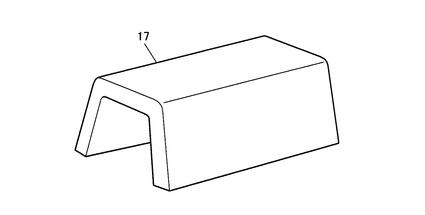
従来、図5に示すような断面U字状の構造部材である成形品17を繊維強化樹脂複合材により構成するために、繊維強化樹脂複合材のプリプレグを平面状に積層した積層体を構成し、この積層体を折曲成形した後、硬化させるという方法が用いられていた。
【0003】
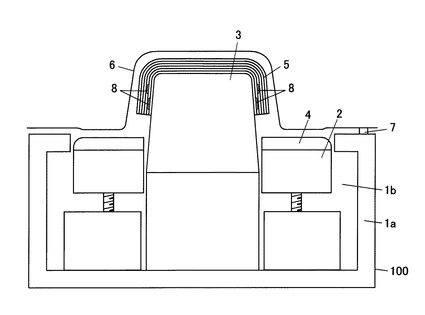
その折曲成形を実施するために、従来、図6〜図8に示す折曲成形装置が用いられることがあった。なお、特許文献1にも同種のものが記載されている。
折曲成形装置100は、プリプレグの積層体5を成形品17の形状に折曲成形することができる。折曲成形装置100は、上端開口の箱体1aの中央に、断面台形状の成形凸型3が上に凸に配置され、成形凸型3の両側に、上下動するリフター2,2が配置されて構成されている。リフター2,2の各上部には積層体5の側部を支持するためのサイドブロック4,4が固定されている。
【0004】
折曲成形方法としては、まず、折曲成形装置100へ成形凸型3を取り付け、成形凸型3の上端とサイドブロック4,4の上端を同じ高さに配置し、これらの上に平板状の積層体5を置き、成形凸型3に対して位置決めする。
次に、積層体5をバギングフィルム6で覆ってシーラント7で固定するとともに密閉し、この密閉空間1bに外部真空装置を連結する。
次に折曲成形装置100内の密閉空間1bを、外部真空装置により真空吸引し真空状態にする。この真空圧によって積層体5は、成形凸型3、サイドブロック4,4、バギングフィルム6に密着固持される。
成形される積層体5は、樹脂含浸された繊維(プリプレグ)を数枚から数十枚が積層したものである。
【0005】
次に図7に示すように、リフター2,2を下げ方向9に移動させて、積層体5の両側部をサイドブロック4とバギングフィルム6に密着固持したまま、積層体5の両側部を下方へ曲げて行き、図8に示すように積層体5を成形凸型3の上面から両側面に沿って密着させる。なお、図6〜図8及び図1〜図4においてバギングフィルム6は、説明の便宜上、積層体やサイドブロックに密着させないで作図されているが、実際には密着する。
【特許文献1】特開2006−312260号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
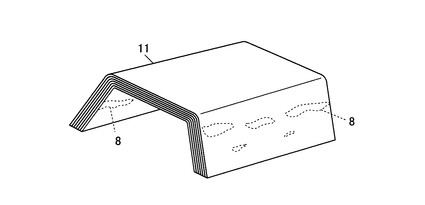
以上説明したように、リフター2,2を下げ方向9に移動させて、積層体5をサイドブロック4とバギングフィルム6に密着固持したまま、積層体5の両側部を下方へ曲げて行き、図8に示すように積層体5を成形凸型3に密着させる。このとき、積層体5は、下方へ曲げられた部位の積層間において密着力が減少するために、図9に示すように成形された成形品11には、積層間に剥離8が発生する。剥離8は、積層間に微細に存在する空気を集めて空気溜りを形成させる。
【0007】
図6から図7、図7から図8に示す状態への移り変わりにおいて積層体5は、密閉空間1bの真空圧と、リフター2の下降力及びバギングフィルム6の密着力によって成形凸型3に押付けられる。このとき、積層体5の積層間に発生する剥離8内の空気溜りは、層間に閉じ込められるために積層体5内に残ってしまう。
すなわち、以上のような従来の折曲成形では、リフター2を下降させるに従って積層体5の両側部をサイドブロック4とバギングフィルム6とで固持する範囲が小さくなり積層間に緩みが生じる。このために積層体5の曲げられる部分に積層間剥離が発生し、微細空気を集めて空気溜りを製品に残存させるという問題がある。
【0008】
本発明は以上の従来技術における問題に鑑みてなされたものであって、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離、積層間の微細空気溜りの発生を抑制することを課題とする。
【課題を解決するための手段】
【0009】
以上の課題を解決するための請求項1記載の発明は、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置であって、
前記成形凸型の両側にそれぞれリフターが配置され、
前記成形凸型の上端から延出する前記積層体の側部を支持するサイドブロックが前記リフターの上部にそれぞれ搭載され、
前記上部が、前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動自在に、かつ、当該積層体支持面を水平に戻すように弾性支持され、
前記成形凸型、前記両サイドブロック及びこれらの上に載置された前記積層体をバギングフィルムで覆って密閉空間に閉じ込めて当該密閉空間を真空吸引可能にされ、
前記密閉空間内の真空度の上昇に伴う前記バギングフィルムからの加圧により、前記上部が前記積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動する折曲成形装置である。
【0010】
請求項2記載の発明は、前記成形凸型は、法線方向が水平より上向きの傾斜面を両側に有し、
前記上部の前記サイドブロックが搭載される上面が、前記傾動により水平より外端を下げて傾斜し、かかる傾動を保持できる程度以上に前記密閉空間の真空度を保持しつつ前記リフターを下降させることによって、前記傾斜面に内端が当接する前記サイドブロックが、前記傾斜面及び前記上面に案内されて斜め下方向に移動する請求項1に記載の折曲成形装置である。
【発明の効果】
【0011】
本発明によれば、折曲成形開始前に、サイドブロックを成形凸型に近接配置することができる。そして、成形凸型、両サイドブロック及びこれらの上に載置された積層体をバギングフィルムで覆って密閉空間に閉じ込めて真空吸引すると、その真空度の上昇に伴うバギングフィルムからの加圧により、リフターの上部が前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、成形凸型から離れさせるように傾動する。このとき、積層体の両側部がサイドブロックとバギングフィルムとに挟持されて両側に引っ張られながら下に曲げられる。この動作により積層体に張力が加わり、積層体の緩みが抑えられ、折曲成形に伴う積層体の積層間剥離が抑制される。
さらに、密閉空間を真空に保持しつつリフターを下降させることによって、成形凸型の傾斜面に内端が当接するサイドブロックを、この傾斜面及びリフターの上部の傾斜した上面に案内させて斜め下方向に移動させる。このとき、リフターの上面が前記傾動により水平より外端を下げて傾斜しているので、サイドブロックはこの上面に沿った斜め下方向に移動しやすい。
以上のように成形凸型の傾斜面に内端が当接するサイドブロックがリフターの下降に伴って成形凸型の傾斜面に案内されて移動する。そのため、一連の折り曲げ動作において、積層体のサイドブロックとバギングフィルムとに挟持される範囲を大きくすることでき、この挟持圧から開放される範囲を小さくすことができる。したがって、折曲成形に伴う積層体の積層間剥離が抑制される。
本発明によれば、以上のようにして折曲成形に伴う積層体の積層間剥離、積層間の微細空気溜りの発生を抑制することができるという効果が奏される。
【発明を実施するための最良の形態】
【0012】
以下に本発明の一実施形態につき図面を参照して説明する。以下は本発明の一実施形態であって本発明を限定するものではない。
【0013】
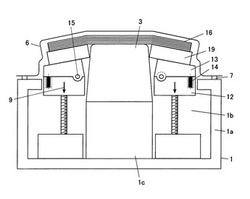
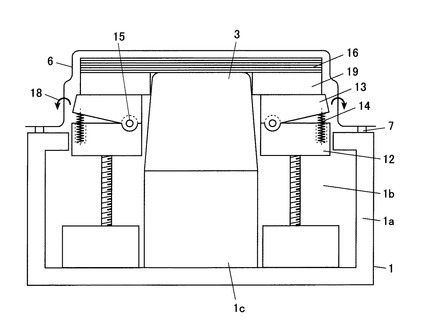
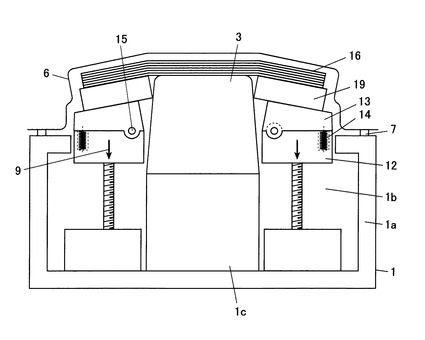
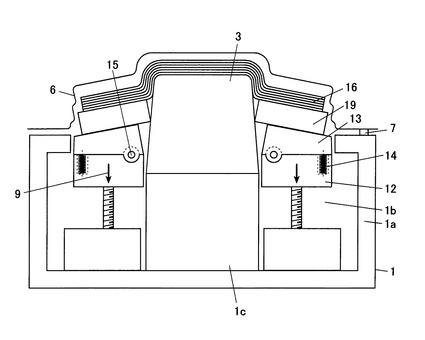
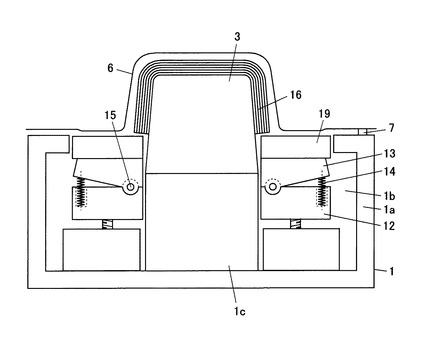
図1から図4に本実施形態の折曲成形装置の異なる状態の各断面図を示す。図1には、積層体密閉後であって折曲開始前の状態が示される。図2には、真空吸引を開始してリフター上部13及びサイドブロック19が傾動した状態であって、リフター下降前の状態が示される。図3には、リフター下降中の状態が示される。図4には、折曲完了後の状態が示される。
【0014】
本実施形態では折曲成形装置1を用いて繊維強化樹脂複合材のプリプレグを積層した積層体16を成形品17の形状に折曲成形する。
折曲成形装置1は、上端開口の箱体1aの中央に、断面台形状の成形凸型3が上に凸に配置され、成形凸型3の両側に、上下動するリフターが配置されて構成されている。成形凸型3は断面台形の形状であり、この台形の側辺に相当する両側に、法線方向が水平より上向きの傾斜面を有する。サイドブロック19がリフターの上面に搭載される。
【0015】
リフターは、リフター下部12、リフター上部13等で構成される。リフター下部12とリフター上部13とは、ヒンジ15で傾動自在に連結されている。ヒンジ15は、成形凸型3の傾斜面に平行は水平軸周りにリフター上部13をリフター下部12に対して回動自在に連結している。
リフター上部13は、バネ14によってリフター下部12上に弾性支持されている。ヒンジ15が内端寄りに配置される一方、バネ14は外端寄りに配置される。かかる構成により、リフター上部13がその上面並びにサイドブロック19の上面(積層体支持面)を水平から外端を下げ、かつ、成形凸型3から離れるように回動方向18に傾動自在に、かつ、当該上面を水平に戻すように弾性支持されている。リフターは、ラックとピニオンの組合せ又は油圧機構により、所定位置に昇降及び停止する。
【0016】
また、折曲成形装置1は、箱体1a内に配置された成形型取付台1cと、図示しない外部真空装置に連結できる空気吸引具取付口と、リフター操作機構とを備えて構成されている。
また、折曲成形装置1は、積層体16を設置後バギングフィルム6とシーラント7を使用して装置内の密閉空間1bを上記外部真空装置により真空吸引して真空状態に保持する機能を有する。
【0017】
折曲成形装置1によって折曲成形を行うには、まず、図1に示すように、成形凸型3とサイドブロック19とを同一高さに配置し、サイドブロック19の内端は、成形凸型3の傾斜面に当接させる。積層体16を、成形凸型3とサイドブロック19とに載せ、その後、これらをバギングフィルム6で覆い、箱体1aに取付けたシーラント7で折曲成形装置1内に密閉する。
【0018】
次に、密閉空間1b内の空気を、上記外部真空装置により排出する。密閉空間1b内の真空の作用により積層体16は、成形凸型3と、サイドブロック19と、バギングフィルム6とに密着固持される。上述した機構により折曲成形装置1は、密閉空間1b内の真空度の上昇に伴うバギングフィルム6からの加圧により、リフター上部13の上面がサイドブロック19とともに外端を下げ、かつ、成形凸型3から離れるように傾動する。
密閉空間1b内の真空度の上昇に伴い、リフター上部13は、バネ14とヒンジ15によって保持されていた略水平の位置から真空圧によってリフター下部12へ押され固定される。それとともに図2に示すように、積層体16は、真空吸引圧によってサイドブロック19とバギングフィルム6に固持密着させられている状態でリフター上部13の傾動に合せて滑らかに曲げられる。更に積層体16は、曲げ部分の固持密着範囲が広く、回動方向18に滑らかにに曲げられるので積層間滑りが緩やかに発生し均一な曲がりとなる。
【0019】
次に折曲成形装置1は、リフターを下げていく。図3に示すようにリフターの下降に伴い、積層体16はリフターの下げ方向9の向きに下げられながら曲げられていく。このとき、積層体16の曲げられる部分は、その近傍がサイドブロック19とバギングフィルム6で固持密着されているために積層間剥離の発生が無く、下げ方向9の向きに合せて成形凸型3に密着するように成形される。密閉空間1bを真空に保持しつつリフターを下降させることによって、成形凸型3の傾斜面に内端が当接するサイドブロック19を、この傾斜面及びリフター上部13の傾斜した上面に案内させて斜め下方向に移動させていく。
【0020】
さらに折曲成形装置1は、図4に示すようにリフターを下げ方向9の向きに下げていく。この過程で、サイドブロック19とバギングフィルム6とで固持密着させられている積層体16の両側部は、下げ方向9への動きに合せて成形凸型3に密着させられていく。
以上で折曲成形装置1による折曲成形が完了する。
【0021】
以上のようにして、積層体16の両側部は、リフター上部13及びサイドブロック19の傾動に伴う外側への引張力を受け、サイドブロック19とバギングフィルム6で固持される力をより大きな範囲で受けて保持されるので、積層体16の積層間滑りが円滑に発生する。このために積層体16の積層間の密着は保持されて積層間剥離は抑制される。したがって、本折曲成形装置1によれば、図5に示すような折り曲げられた部位に積層間剥離や空気溜りが生じていない成形品17を得ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図2】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図3】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図4】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図5】本発明の一実施形態に係る成形品の斜視図である。
【図6】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図7】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図8】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図9】従来の積層間剥離が生じた成形品の斜視図である。
【符号の説明】
【0023】
1b 密閉空間
1 折曲成形装置
1a 箱体
2 リフター
3 成形凸型
4 サイドブロック
5 積層体
6 バギングフィルム
7 シーラント
8 剥離
11 成形品
12 リフター下部
13 リフター上部
14 バネ
15 ヒンジ
16 積層体
17 成形品
18 回動方向
19 サイドブロック
100 折曲成形装置
【技術分野】
【0001】
本発明は、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置に関する。
【背景技術】
【0002】
従来、図5に示すような断面U字状の構造部材である成形品17を繊維強化樹脂複合材により構成するために、繊維強化樹脂複合材のプリプレグを平面状に積層した積層体を構成し、この積層体を折曲成形した後、硬化させるという方法が用いられていた。
【0003】
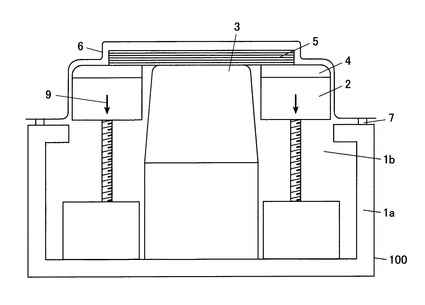
その折曲成形を実施するために、従来、図6〜図8に示す折曲成形装置が用いられることがあった。なお、特許文献1にも同種のものが記載されている。
折曲成形装置100は、プリプレグの積層体5を成形品17の形状に折曲成形することができる。折曲成形装置100は、上端開口の箱体1aの中央に、断面台形状の成形凸型3が上に凸に配置され、成形凸型3の両側に、上下動するリフター2,2が配置されて構成されている。リフター2,2の各上部には積層体5の側部を支持するためのサイドブロック4,4が固定されている。
【0004】
折曲成形方法としては、まず、折曲成形装置100へ成形凸型3を取り付け、成形凸型3の上端とサイドブロック4,4の上端を同じ高さに配置し、これらの上に平板状の積層体5を置き、成形凸型3に対して位置決めする。
次に、積層体5をバギングフィルム6で覆ってシーラント7で固定するとともに密閉し、この密閉空間1bに外部真空装置を連結する。
次に折曲成形装置100内の密閉空間1bを、外部真空装置により真空吸引し真空状態にする。この真空圧によって積層体5は、成形凸型3、サイドブロック4,4、バギングフィルム6に密着固持される。
成形される積層体5は、樹脂含浸された繊維(プリプレグ)を数枚から数十枚が積層したものである。
【0005】
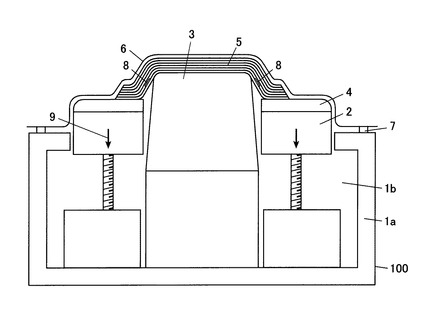
次に図7に示すように、リフター2,2を下げ方向9に移動させて、積層体5の両側部をサイドブロック4とバギングフィルム6に密着固持したまま、積層体5の両側部を下方へ曲げて行き、図8に示すように積層体5を成形凸型3の上面から両側面に沿って密着させる。なお、図6〜図8及び図1〜図4においてバギングフィルム6は、説明の便宜上、積層体やサイドブロックに密着させないで作図されているが、実際には密着する。
【特許文献1】特開2006−312260号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
以上説明したように、リフター2,2を下げ方向9に移動させて、積層体5をサイドブロック4とバギングフィルム6に密着固持したまま、積層体5の両側部を下方へ曲げて行き、図8に示すように積層体5を成形凸型3に密着させる。このとき、積層体5は、下方へ曲げられた部位の積層間において密着力が減少するために、図9に示すように成形された成形品11には、積層間に剥離8が発生する。剥離8は、積層間に微細に存在する空気を集めて空気溜りを形成させる。
【0007】
図6から図7、図7から図8に示す状態への移り変わりにおいて積層体5は、密閉空間1bの真空圧と、リフター2の下降力及びバギングフィルム6の密着力によって成形凸型3に押付けられる。このとき、積層体5の積層間に発生する剥離8内の空気溜りは、層間に閉じ込められるために積層体5内に残ってしまう。
すなわち、以上のような従来の折曲成形では、リフター2を下降させるに従って積層体5の両側部をサイドブロック4とバギングフィルム6とで固持する範囲が小さくなり積層間に緩みが生じる。このために積層体5の曲げられる部分に積層間剥離が発生し、微細空気を集めて空気溜りを製品に残存させるという問題がある。
【0008】
本発明は以上の従来技術における問題に鑑みてなされたものであって、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置において、折曲成形に伴う積層体の積層間剥離、積層間の微細空気溜りの発生を抑制することを課題とする。
【課題を解決するための手段】
【0009】
以上の課題を解決するための請求項1記載の発明は、繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置であって、
前記成形凸型の両側にそれぞれリフターが配置され、
前記成形凸型の上端から延出する前記積層体の側部を支持するサイドブロックが前記リフターの上部にそれぞれ搭載され、
前記上部が、前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動自在に、かつ、当該積層体支持面を水平に戻すように弾性支持され、
前記成形凸型、前記両サイドブロック及びこれらの上に載置された前記積層体をバギングフィルムで覆って密閉空間に閉じ込めて当該密閉空間を真空吸引可能にされ、
前記密閉空間内の真空度の上昇に伴う前記バギングフィルムからの加圧により、前記上部が前記積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動する折曲成形装置である。
【0010】
請求項2記載の発明は、前記成形凸型は、法線方向が水平より上向きの傾斜面を両側に有し、
前記上部の前記サイドブロックが搭載される上面が、前記傾動により水平より外端を下げて傾斜し、かかる傾動を保持できる程度以上に前記密閉空間の真空度を保持しつつ前記リフターを下降させることによって、前記傾斜面に内端が当接する前記サイドブロックが、前記傾斜面及び前記上面に案内されて斜め下方向に移動する請求項1に記載の折曲成形装置である。
【発明の効果】
【0011】
本発明によれば、折曲成形開始前に、サイドブロックを成形凸型に近接配置することができる。そして、成形凸型、両サイドブロック及びこれらの上に載置された積層体をバギングフィルムで覆って密閉空間に閉じ込めて真空吸引すると、その真空度の上昇に伴うバギングフィルムからの加圧により、リフターの上部が前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、成形凸型から離れさせるように傾動する。このとき、積層体の両側部がサイドブロックとバギングフィルムとに挟持されて両側に引っ張られながら下に曲げられる。この動作により積層体に張力が加わり、積層体の緩みが抑えられ、折曲成形に伴う積層体の積層間剥離が抑制される。
さらに、密閉空間を真空に保持しつつリフターを下降させることによって、成形凸型の傾斜面に内端が当接するサイドブロックを、この傾斜面及びリフターの上部の傾斜した上面に案内させて斜め下方向に移動させる。このとき、リフターの上面が前記傾動により水平より外端を下げて傾斜しているので、サイドブロックはこの上面に沿った斜め下方向に移動しやすい。
以上のように成形凸型の傾斜面に内端が当接するサイドブロックがリフターの下降に伴って成形凸型の傾斜面に案内されて移動する。そのため、一連の折り曲げ動作において、積層体のサイドブロックとバギングフィルムとに挟持される範囲を大きくすることでき、この挟持圧から開放される範囲を小さくすことができる。したがって、折曲成形に伴う積層体の積層間剥離が抑制される。
本発明によれば、以上のようにして折曲成形に伴う積層体の積層間剥離、積層間の微細空気溜りの発生を抑制することができるという効果が奏される。
【発明を実施するための最良の形態】
【0012】
以下に本発明の一実施形態につき図面を参照して説明する。以下は本発明の一実施形態であって本発明を限定するものではない。
【0013】
図1から図4に本実施形態の折曲成形装置の異なる状態の各断面図を示す。図1には、積層体密閉後であって折曲開始前の状態が示される。図2には、真空吸引を開始してリフター上部13及びサイドブロック19が傾動した状態であって、リフター下降前の状態が示される。図3には、リフター下降中の状態が示される。図4には、折曲完了後の状態が示される。
【0014】
本実施形態では折曲成形装置1を用いて繊維強化樹脂複合材のプリプレグを積層した積層体16を成形品17の形状に折曲成形する。
折曲成形装置1は、上端開口の箱体1aの中央に、断面台形状の成形凸型3が上に凸に配置され、成形凸型3の両側に、上下動するリフターが配置されて構成されている。成形凸型3は断面台形の形状であり、この台形の側辺に相当する両側に、法線方向が水平より上向きの傾斜面を有する。サイドブロック19がリフターの上面に搭載される。
【0015】
リフターは、リフター下部12、リフター上部13等で構成される。リフター下部12とリフター上部13とは、ヒンジ15で傾動自在に連結されている。ヒンジ15は、成形凸型3の傾斜面に平行は水平軸周りにリフター上部13をリフター下部12に対して回動自在に連結している。
リフター上部13は、バネ14によってリフター下部12上に弾性支持されている。ヒンジ15が内端寄りに配置される一方、バネ14は外端寄りに配置される。かかる構成により、リフター上部13がその上面並びにサイドブロック19の上面(積層体支持面)を水平から外端を下げ、かつ、成形凸型3から離れるように回動方向18に傾動自在に、かつ、当該上面を水平に戻すように弾性支持されている。リフターは、ラックとピニオンの組合せ又は油圧機構により、所定位置に昇降及び停止する。
【0016】
また、折曲成形装置1は、箱体1a内に配置された成形型取付台1cと、図示しない外部真空装置に連結できる空気吸引具取付口と、リフター操作機構とを備えて構成されている。
また、折曲成形装置1は、積層体16を設置後バギングフィルム6とシーラント7を使用して装置内の密閉空間1bを上記外部真空装置により真空吸引して真空状態に保持する機能を有する。
【0017】
折曲成形装置1によって折曲成形を行うには、まず、図1に示すように、成形凸型3とサイドブロック19とを同一高さに配置し、サイドブロック19の内端は、成形凸型3の傾斜面に当接させる。積層体16を、成形凸型3とサイドブロック19とに載せ、その後、これらをバギングフィルム6で覆い、箱体1aに取付けたシーラント7で折曲成形装置1内に密閉する。
【0018】
次に、密閉空間1b内の空気を、上記外部真空装置により排出する。密閉空間1b内の真空の作用により積層体16は、成形凸型3と、サイドブロック19と、バギングフィルム6とに密着固持される。上述した機構により折曲成形装置1は、密閉空間1b内の真空度の上昇に伴うバギングフィルム6からの加圧により、リフター上部13の上面がサイドブロック19とともに外端を下げ、かつ、成形凸型3から離れるように傾動する。
密閉空間1b内の真空度の上昇に伴い、リフター上部13は、バネ14とヒンジ15によって保持されていた略水平の位置から真空圧によってリフター下部12へ押され固定される。それとともに図2に示すように、積層体16は、真空吸引圧によってサイドブロック19とバギングフィルム6に固持密着させられている状態でリフター上部13の傾動に合せて滑らかに曲げられる。更に積層体16は、曲げ部分の固持密着範囲が広く、回動方向18に滑らかにに曲げられるので積層間滑りが緩やかに発生し均一な曲がりとなる。
【0019】
次に折曲成形装置1は、リフターを下げていく。図3に示すようにリフターの下降に伴い、積層体16はリフターの下げ方向9の向きに下げられながら曲げられていく。このとき、積層体16の曲げられる部分は、その近傍がサイドブロック19とバギングフィルム6で固持密着されているために積層間剥離の発生が無く、下げ方向9の向きに合せて成形凸型3に密着するように成形される。密閉空間1bを真空に保持しつつリフターを下降させることによって、成形凸型3の傾斜面に内端が当接するサイドブロック19を、この傾斜面及びリフター上部13の傾斜した上面に案内させて斜め下方向に移動させていく。
【0020】
さらに折曲成形装置1は、図4に示すようにリフターを下げ方向9の向きに下げていく。この過程で、サイドブロック19とバギングフィルム6とで固持密着させられている積層体16の両側部は、下げ方向9への動きに合せて成形凸型3に密着させられていく。
以上で折曲成形装置1による折曲成形が完了する。
【0021】
以上のようにして、積層体16の両側部は、リフター上部13及びサイドブロック19の傾動に伴う外側への引張力を受け、サイドブロック19とバギングフィルム6で固持される力をより大きな範囲で受けて保持されるので、積層体16の積層間滑りが円滑に発生する。このために積層体16の積層間の密着は保持されて積層間剥離は抑制される。したがって、本折曲成形装置1によれば、図5に示すような折り曲げられた部位に積層間剥離や空気溜りが生じていない成形品17を得ることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図2】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図3】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図4】本発明の一実施形態に係る折曲成形装置及び被成形物の断面図である。
【図5】本発明の一実施形態に係る成形品の斜視図である。
【図6】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図7】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図8】従来技術に係る折曲成形装置及び被成形物の断面図である。
【図9】従来の積層間剥離が生じた成形品の斜視図である。
【符号の説明】
【0023】
1b 密閉空間
1 折曲成形装置
1a 箱体
2 リフター
3 成形凸型
4 サイドブロック
5 積層体
6 バギングフィルム
7 シーラント
8 剥離
11 成形品
12 リフター下部
13 リフター上部
14 バネ
15 ヒンジ
16 積層体
17 成形品
18 回動方向
19 サイドブロック
100 折曲成形装置
【特許請求の範囲】
【請求項1】
繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置であって、
前記成形凸型の両側にそれぞれリフターが配置され、
前記成形凸型の上端から延出する前記積層体の側部を支持するサイドブロックが前記リフターの上部にそれぞれ搭載され、
前記上部が、前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動自在に、かつ、当該積層体支持面を水平に戻すように弾性支持され、
前記成形凸型、前記両サイドブロック及びこれらの上に載置された前記積層体をバギングフィルムで覆って密閉空間に閉じ込めて当該密閉空間を真空吸引可能にされ、
前記密閉空間内の真空度の上昇に伴う前記バギングフィルムからの加圧により、前記上部が前記積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動する折曲成形装置。
【請求項2】
前記成形凸型は、法線方向が水平より上向きの傾斜面を両側に有し、
前記上部の前記サイドブロックが搭載される上面が、前記傾動により水平より外端を下げて傾斜し、かかる傾動を保持できる程度以上に前記密閉空間の真空度を保持しつつ前記リフターを下降させることによって、前記傾斜面に内端が当接する前記サイドブロックが、前記傾斜面及び前記上面に案内されて斜め下方向に移動する請求項1に記載の折曲成形装置。
【請求項1】
繊維強化樹脂複合材のプリプレグを積層した積層体を成形凸型に沿って折り曲げ成形する折曲成形装置であって、
前記成形凸型の両側にそれぞれリフターが配置され、
前記成形凸型の上端から延出する前記積層体の側部を支持するサイドブロックが前記リフターの上部にそれぞれ搭載され、
前記上部が、前記サイドブロックの積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動自在に、かつ、当該積層体支持面を水平に戻すように弾性支持され、
前記成形凸型、前記両サイドブロック及びこれらの上に載置された前記積層体をバギングフィルムで覆って密閉空間に閉じ込めて当該密閉空間を真空吸引可能にされ、
前記密閉空間内の真空度の上昇に伴う前記バギングフィルムからの加圧により、前記上部が前記積層体支持面を水平から外端を下げ、かつ、前記成形凸型から離れさせるように傾動する折曲成形装置。
【請求項2】
前記成形凸型は、法線方向が水平より上向きの傾斜面を両側に有し、
前記上部の前記サイドブロックが搭載される上面が、前記傾動により水平より外端を下げて傾斜し、かかる傾動を保持できる程度以上に前記密閉空間の真空度を保持しつつ前記リフターを下降させることによって、前記傾斜面に内端が当接する前記サイドブロックが、前記傾斜面及び前記上面に案内されて斜め下方向に移動する請求項1に記載の折曲成形装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−115867(P2010−115867A)
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願番号】特願2008−290822(P2008−290822)
【出願日】平成20年11月13日(2008.11.13)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
【公開日】平成22年5月27日(2010.5.27)
【国際特許分類】
【出願日】平成20年11月13日(2008.11.13)
【出願人】(000005348)富士重工業株式会社 (3,010)
【Fターム(参考)】
[ Back to top ]