
抜型およびこの抜型に用いられる冶具
【課題】 構造が簡単で、コンクリートブロックの製造時の作業性を高めると共に耐久性を向上することができる。さらに、耐久性の向上に伴い、廃棄処理の回数を従来に比べて大幅に減らすことができ、延いてはコスト低減を図ることができる。
【解決手段】 冶具20の当接部23をリブ13にそれぞれ当接させた上で、冶具20の起端部21をハンマーHで軽く叩く。これにより、発生した衝撃は、起端部21→脚部22→当接部23→メーク14→リブ13→型本体11と伝達され、略同時に型本体11外周に均一に伝わる。この衝撃により、コンクリートブロック110の支持孔111に対する型本体11(抜型10)の固着が解除される。抜型10をコンクリートブロック110から簡単に抜き取ることができる。
【解決手段】 冶具20の当接部23をリブ13にそれぞれ当接させた上で、冶具20の起端部21をハンマーHで軽く叩く。これにより、発生した衝撃は、起端部21→脚部22→当接部23→メーク14→リブ13→型本体11と伝達され、略同時に型本体11外周に均一に伝わる。この衝撃により、コンクリートブロック110の支持孔111に対する型本体11(抜型10)の固着が解除される。抜型10をコンクリートブロック110から簡単に抜き取ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するために用いて好適な抜型およびこの抜型に用いられる冶具に関する。
【背景技術】
【0002】
一般に、人々の暮らしに欠かせない電気、ガス、水道、電話等のライフラインは、地中に埋められた配管を介して各家屋に届けられる。この配管を地中に固定するのにコンクリートブロック等が用いられている。このコンクリートブロックには、円筒管、U字溝等の配管が挿入或いは係合される貫通孔、有底穴或いは溝が形成されている。配管は、地中に埋設されたコンクリートブロックの貫通孔等に挿入されることにより、地中に固定されることになる。
【0003】
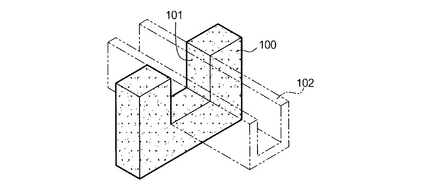
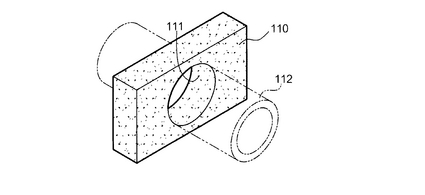
ここで、コンクリートブロックの具体的な形状は、図12に示すように、U字溝102を支持する支持溝101が形成されたコンクリートブロック100と、図13に示すように、円筒管112を支持する支持孔111が形成されたコンクリートブロック110等がある。このコンクリートブロックの製造方法は、型枠形成工程→コンクリート打設(充填)工程→型外し工程等からなる。
なお、コンクリートブロック100は、支持溝101にU字溝102を掛合させて支持するものであるが、コンクリートブロック110のように四角形の支持孔を形成して、この支持孔にU字溝102を掛合させて支持してもよい。
【0004】
まず、型枠形成工程では、5枚のパレット板の端部をそれぞれ直交するように組み立てて有底筒状の直方体をなす型枠を形成する。この5枚のパレット板がブロックの5面に対応する。そして、円柱状或いは角柱状の抜型を底板の所定位置に固定して型を形成する。
【0005】
次に、コンクリート打設(充填)工程では、この型枠内に硬化前のコンクリートを流し込む。
型外し工程は、コンクリートが乾燥して硬化した後に、抜型および板体を外すことによりコンクリートブロックを形成する。
【0006】
前述した円筒管、U字溝等の寸法は規格で決まっている。このため、これらの外形を有する孔或いは溝をコンクリートブロックに形成するための抜型の形状は、この規格に応じて決まる。そこで、コンクリートブロックを製造する工場等では、予め規格に対応した抜型を揃えておく必要がある。
【0007】
一方、抜型の材料には、スチール(鋼鉄或いは鋼)、発泡スチロール等がある。スチール製の抜型は、繰り返して使用しても破損もなく寿命が長いという利点がある反面、重量があるため抜型の搬送、パレット板への固定作業等に時間が掛かり、さらに錆が発生した場合には錆落としを行わなくてはならず、作業効率を悪いという欠点がある。
【0008】
これに対し、発泡スチロール製の抜型は、軽量であるため作業効率が良いという利点があるものの、素材が脆弱であるため、再利用できる回数が2・3回と少ない。さらに、発泡スチロールは、環境汚染を引き起こす産業廃棄物の昨今の問題を受け、廃棄処分するのに高い費用が掛かる。このため、利用回数の少ない発泡スチロール製の抜型は、廃棄処分に経費が嵩んでしまうという欠点がある。
【0009】
また、コンクリートブロック製造時に抜型を簡単に抜く方法として、特許文献1のような抜型がある。この抜型は、抜型の外形をなす有孔管の外側にゴムチューブを具備している。コンクリートブロックの製造手順は、抜型を型枠内に固定した後、コンクリートを打設する。次に、有孔管の中に空気を圧送してゴムチューブを膨張させ、コンクリートが硬化した後、空気を排出してゴムチューブを萎れさせて、硬化したコンクリートから有孔管及びゴムチューブを抜き出す。これにより、抜型を硬化したコンクリートから容易に抜き取ることができる。
【0010】
ところが、前述した特許文献1に記載の抜型では、構造が複雑になるばかりか、空気を圧送する空気ポンプ等の外部装置も必要となり、コスト高になっている。
【0011】
一方、先に述べたスチール(鋼鉄或いは鋼)或いは発泡スチロール等を材料とする抜型では、一長一短があり、決してコンクリートブロックの製造に適した抜型であるとは言えないものであった。
【特許文献1】特開平9−196245号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記問題に鑑みてなされたもので、コンクリートブロックの製造時の作業性を高め、耐久性が高く、かつ構造が簡単な抜型およびこの抜型に用いられる冶具を提供することを目的とする。
【課題を解決するための手段】
【0013】
前述した課題を解決するために、本発明が提供する抜型は、貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するのに用いられる抜型であって、当該抜型の外形をなす型本体と、前記コンクリートブロックの製造時に前記型本体が当該コンクリートブロックを形成するためのコンクリートに接触しない面の所定位置に配置され、外部から加わる衝撃を前記型本体に伝達する複数個のリブとを備えたことを特徴とする。
上記構成において、前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体に埋設された柱状体であることが好ましい。
上記構成において、前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体を貫通する柱状体であることが好ましい。
上記構成において、前記リブは、前記接触しない面の所定位置に貼着した円板であることが好ましい。
上記構成において、前記型本体は、熱硬化性樹脂によって形成されることが好ましい。
上記構成において、前記リブは木製であることが好ましい。
上記構成において、前記型本体には、前記コンクリートブロックの外形を形成するための型枠に、当該型本体を調整代を有して固定させる固定部を備えることが好ましい。
【0014】
前記抜型に用いられる冶具であって、先端が前記接触しない面の所定位置まで延び、起端が一点で交わる複数の脚部を備えた形状となり、前記起端に外部から衝撃を与えることにより、この衝撃を各先端からリブを介して型本体に伝達することを特徴とする。
上記構成において、当該抜型用冶具は木製であることが好ましい。
【発明の効果】
【0015】
本発明による抜型は、構造が簡単で、コンクリートブロックの製造時の作業性を高めると共に耐久性を向上することができる。さらに、耐久性の向上に伴い、廃棄処理の回数を従来に比べて大幅に減らすことができ、延いてはコスト低減を図ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明における実施形態について図面を参照して説明する。
<実施形態>
本発明の実施形態に係る抜型10について、図1乃至図11を参照しつつ説明する。
【0017】
(1)抜型の構造
図1は本実施形態による抜型10および冶具20を示す斜視図、図2(図3、図4)は図1中の矢視II−II方向から見た縦断面図である。
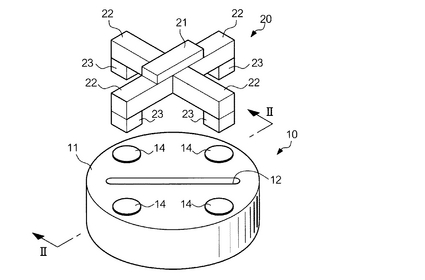
はじめに、抜型10は、型本体11、固定孔12、リブ13およびマーク14を有しており、この抜型10はコンクリートブロック110の支持孔111を形成するのに用いられる。
【0018】
型本体11は、当該抜型10の外形をなすもので、例えば熱硬化性樹脂により円柱状に形成されている。ここで、熱硬化性樹脂とは、熱を加えると重合度が高まり、熱硬化性をもつ合成樹脂のことで、例えば、フェノール樹脂、尿素樹脂、ケイ素樹脂など、網状に結合することのできる高分子化合物を指す。特に、コンクリートの養成温度は高いときで50〜60℃位になるので、耐熱性にも優れた熱硬化性樹脂が最良である。
【0019】
固定孔12は、型本体11の径方向にスリット状に穿設された孔であり、コンクリートブロック110の製造時に型枠30に抜型10を固定するのに用いられる孔である。固定孔12をスリット状に形成することにより、抜型10を型枠30の固定板31に固定する際の調整代を持たせている。
【0020】
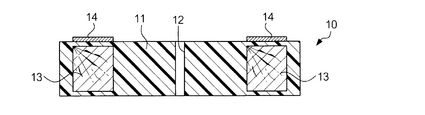
リブ13は、コンクリートブロック110の製造時に型本体11が当該コンクリートブロック110を形成するためのコンクリートに接触しない面に位置し、この面の略中心から所定距離を離間した位置の4点に埋設されている。このリブ13は、図2に示すように、接触しない面に略直交する軸に平行に延びる例えば木製の柱からなり、先端部が露出しないように型本体11内に埋もれている。
マーク14は、型本体11内に埋設されたリブ13の位置を識別させるために、ゴム板を貼着して形成されたものである。冶具20の当接部23が型本体11に直接当たるのを防止して、当該型本体11の損傷を防止するためのものである。
各リブ13は、冶具20から加えられる衝撃を型本体の外側に伝達するもので、この衝撃により、コンクリートブロック110の支持孔111に対する型本体11の固着を解除させる。
【0021】
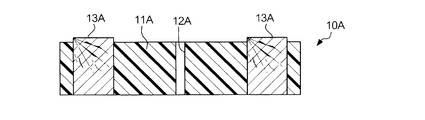
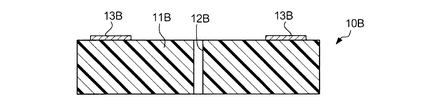
なお、抜型10の構造は図2に示す構造のものに限らず、図3に示す抜型10Aのように、例えば木製の柱として枠本体11Aを貫通するようにしてリブ13Aを設けてもよい。また、図4に示す抜型10Bのように、木製の円板状のリブ13Bを型本体11Bの所定位置上に貼着するようにしてもよい。このリブ13Bは、冶具20の当接部23が型本体11に直接当たるのを防止して、当該型本体11の損傷を防止するためのものである。
【0022】
(2)冶具の構造
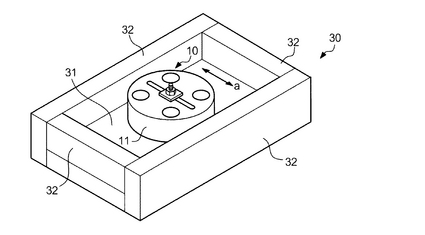
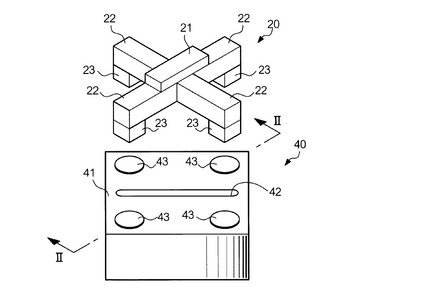
次に、冶具20は、図1に示すように、大略十字状に形成されており、中心が起端部21となりほぼ直交する方向に伸びる脚部22と、脚部22の先端に位置してリブ13に当接する当接部23とを具備した構成となっている。この冶具20の断面は、図8に示すように、起端部12が脚部22から一側に突出し、当接部23が脚部22から他側に突出するような構造となっている。また、この冶具20は、木製で構成されていて、軽量化が図られている。
この冶具20は、各当接部23をリブ13にそれぞれ当接させた上で、起端部21にハンマーH等で衝撃を加えることにより、この衝撃を各マーク14を介してリブ13に略同時に伝達させる。
【0023】
(3)コンクリートブロック110の製造方法
次に、図5〜図8を参照しつつコンクリートブロック110の製造工程について説明する。この製造方法では、従来技術の製造方法と同様に、型枠形成工程→コンクリート打設工程→型外し工程となる。
【0024】
(a)型枠形成工程
まず、型枠形成工程では、図5に示すように、底板31と4枚の側板32、合計5枚の板体の端部をそれぞれ直交するように組み立てて有底筒状の直方体をなす型枠30を形成する。この5枚の底板31と側板32がコンクリートブロック110の5面に対応する。
【0025】
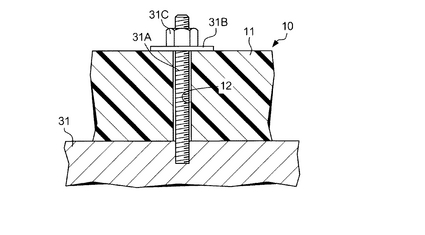
一方、円柱状の抜型10は底板31の所定位置に固定される。具体的には、図6に示すように、底板31に植設されたボルト31Aに対して、抜型10の固定孔12を挿通させ、ボルト31Aに対してスリット状の固定孔12をスライドさせることにより、抜型10を矢示a方向にスライドさせて型枠30の所望位置へと調整する。その後、ワッシャ31B、ナット31Cをボルト31Aに螺着して、底板31とワッシャ31Bとの間に抜型10が挟み込まれる。これにより、抜型10が型枠30の所望位置に固定される。なお、固定孔12の長さ寸法が、型枠30に対する抜型10の調整代となる。
【0026】
(b)打設工程
次に、コンクリート打設工程では、この型枠30内に硬化前のコンクリートを流し込む。
【0027】
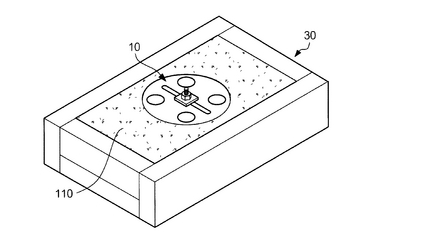
(c)型外し工程
型外し工程は、コンクリートが乾燥して硬化した後に(図7、参照)、抜型10および型枠30を外すことによりコンクリートブロック110を形成する。
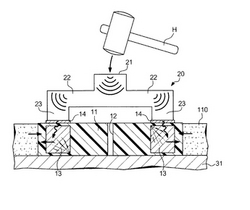
型本体11外周とコンクリートブロック110との間は、乾燥硬化したコンクリートの影響により強固に固着されることになる。そこで、本実施形態では、図8に示すように、冶具20を用いて、抜型10をコンクリートブロック110から取り外す。
【0028】
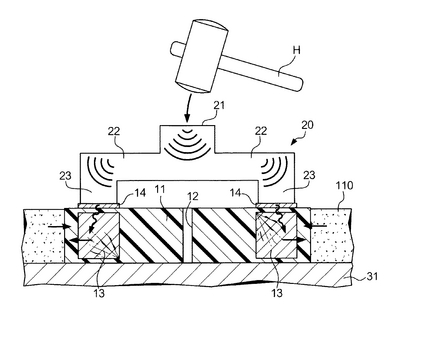
より具体的には、抜型10をコンクリートブロック110から抜き取る作業では、冶具20の当接部23をマーク14にそれぞれ当接させた上で、冶具20の起端部21をハンマーHで軽く叩く。これにより、発生した衝撃は、起端部21→脚部22→当接部23→マーク14→リブ13→型本体11と伝達され、略同時に型本体11外周に均一に伝わる。この衝撃により、コンクリートブロック110の支持孔111に対する型本体11(抜型10)の固着が解除される。
このように、本実施形態による抜型10および冶具20を用いることにより、簡単にコンクリートブロック110から抜型10を抜き取ることができる。
【0029】
(4)実施形態の効果
本実施形態による抜型10および冶具20では、型外し工程において、冶具20の起端部21をハンマーHで軽く叩くことにより、衝撃がほぼ同時に型本体11外周に均一に伝わって固着を解除し、抜型10をコンクリートブロック110から簡単に抜くことができる。
【0030】
しかも、抜型10は熱硬化性樹脂と木製で形成され、冶具20は木製で形成されているため、軽量化が図られているため、スチール製の抜型に比べて作業が楽になり、作業性を格段向上させることができる。
【0031】
さらに、抜型10の外形をなす型本体11を熱硬化性樹脂で形成しているため、発泡スチロール製の抜型に比べて、耐久性を大幅に延ばすことができる。例えば、発泡スチロール製の抜型がコンクリートブロックの製造に2〜3回しか使用できなかったのに対し、本実施形態による抜型10は、実験段階であっても20回以上の使用が可能となっている。これにより、本実施形態による抜型10を使用した場合には、発泡スチロール製の抜型を使用した場合に比べて、廃棄処分に係る経費を大幅に削減でき、コスト低減を図ることができる。
【0032】
(5)変形例
なお、前記実施形態では、抜型の外形が円柱状の場合を例に挙げて述べたが、図9の抜型40に示す四角柱であっても良い。この抜型40は、型本体41、固定孔42およびリブ43を有しており、この抜型40はコンクリートブロック100の支持溝101を形成するのに用いられるものである。
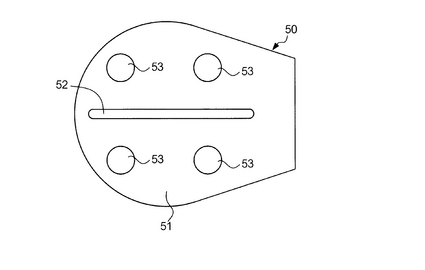
また、図10に示す平面図のように、台付管用の抜型50のような形状でもよい。この抜型50は、型本体51、固定孔52およびリブ53を有している。
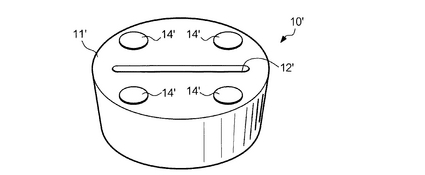
さらに、前記実施形態では、型本体の形状を上面と下面とを同じ形状としたが、本発明はこれに限らず、図11に示す抜型10´のように、側面に上面から下面に向かうに従って収縮するテーパを形成してもよい。このテーパを設けることにより、型外し工程において、コンクリートブロックから抜型10´を抜き易くでき、作業性をより向上させることができる。しかも、製造されたコンクリートブロックの貫通孔、有底穴或いは溝もテーパとなっているため、配管等の挿入を広い側から狭い側に向けて行うことにより、挿入作業を容易に行うことが可能となる。
【0033】
前記実施形態では、リブ13は抜型10の外周側に4個のリブ13を設ける構造としたが、本発明はこれに限らず、2,3,5,…の複数個であってもよい。これに伴い、冶具20の脚部22の数もリブの数に合わせればよい。
【0034】
底板31に対する抜型10の固定方法は、スリット状の固定孔12とボルト・ナットによる固定構造に限らず、調整代を持たせて固定できる構成であればよい。例えば、抜型10にボルトを植設し、型枠にこのボルトが挿通するスリット状の溝を有する梁を設け、ボルト10を梁に固定することによって型枠に抜型を固定するようにしてもよい。
さらに、スリット状の固定孔を直交する十字状に形成することにより、抜型10の調整代を広げることも可能となる。
【図面の簡単な説明】
【0035】
【図1】本発明の実施形態にかかる円柱状の抜型および冶具示す斜視図である。
【図2】図1中の矢示II−II方向から見た抜型の縦断面図である。
【図3】図1中の矢示II−II方向から見た図2とは別構造の抜型の縦断面図である。
【図4】図1中の矢示II−II方向から見た図2とは異なった構造の抜型の縦断面図である。
【図5】型枠形成行程にて形成された型枠を示す図である。
【図6】抜型を型枠に固定する際の要部を示す図である。
【図7】打設工程にて形成されたコンクリートブロックと型枠とを示す図である。
【図8】冶具を用いてコンクリートブロックに対する抜型の固着を解除する状態を示す図である。
【図9】変形例による直方体状の抜型および冶具を示す斜視図である。
【図10】変形例による台付管用の抜型を示す平面図である。
【図11】変形例による側面がテーパとなった抜型を示す斜視図である。
【図12】従来技術によるU字溝を支持するコンクリートブロックを示す図である。
【図13】従来技術による円筒管を支持するコンクリートブロックを示す図である。
【符号の説明】
【0036】
10,10´,10A,10B,40,50…抜型、
11,11´,11A,11B,41,51…型本体、
12,12´,12A,12B,42,52…固定孔、
13,13A,13B,43,53…リブ、
14,14´…マーク、
20…冶具、
21…起端部、
22…脚部、
23…当接部、
30…型枠、
31…底板、
32…側板、
100,110…コンクリートブロック、
101…支持溝、
111…支持孔。
【技術分野】
【0001】
この発明は、貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するために用いて好適な抜型およびこの抜型に用いられる冶具に関する。
【背景技術】
【0002】
一般に、人々の暮らしに欠かせない電気、ガス、水道、電話等のライフラインは、地中に埋められた配管を介して各家屋に届けられる。この配管を地中に固定するのにコンクリートブロック等が用いられている。このコンクリートブロックには、円筒管、U字溝等の配管が挿入或いは係合される貫通孔、有底穴或いは溝が形成されている。配管は、地中に埋設されたコンクリートブロックの貫通孔等に挿入されることにより、地中に固定されることになる。
【0003】
ここで、コンクリートブロックの具体的な形状は、図12に示すように、U字溝102を支持する支持溝101が形成されたコンクリートブロック100と、図13に示すように、円筒管112を支持する支持孔111が形成されたコンクリートブロック110等がある。このコンクリートブロックの製造方法は、型枠形成工程→コンクリート打設(充填)工程→型外し工程等からなる。
なお、コンクリートブロック100は、支持溝101にU字溝102を掛合させて支持するものであるが、コンクリートブロック110のように四角形の支持孔を形成して、この支持孔にU字溝102を掛合させて支持してもよい。
【0004】
まず、型枠形成工程では、5枚のパレット板の端部をそれぞれ直交するように組み立てて有底筒状の直方体をなす型枠を形成する。この5枚のパレット板がブロックの5面に対応する。そして、円柱状或いは角柱状の抜型を底板の所定位置に固定して型を形成する。
【0005】
次に、コンクリート打設(充填)工程では、この型枠内に硬化前のコンクリートを流し込む。
型外し工程は、コンクリートが乾燥して硬化した後に、抜型および板体を外すことによりコンクリートブロックを形成する。
【0006】
前述した円筒管、U字溝等の寸法は規格で決まっている。このため、これらの外形を有する孔或いは溝をコンクリートブロックに形成するための抜型の形状は、この規格に応じて決まる。そこで、コンクリートブロックを製造する工場等では、予め規格に対応した抜型を揃えておく必要がある。
【0007】
一方、抜型の材料には、スチール(鋼鉄或いは鋼)、発泡スチロール等がある。スチール製の抜型は、繰り返して使用しても破損もなく寿命が長いという利点がある反面、重量があるため抜型の搬送、パレット板への固定作業等に時間が掛かり、さらに錆が発生した場合には錆落としを行わなくてはならず、作業効率を悪いという欠点がある。
【0008】
これに対し、発泡スチロール製の抜型は、軽量であるため作業効率が良いという利点があるものの、素材が脆弱であるため、再利用できる回数が2・3回と少ない。さらに、発泡スチロールは、環境汚染を引き起こす産業廃棄物の昨今の問題を受け、廃棄処分するのに高い費用が掛かる。このため、利用回数の少ない発泡スチロール製の抜型は、廃棄処分に経費が嵩んでしまうという欠点がある。
【0009】
また、コンクリートブロック製造時に抜型を簡単に抜く方法として、特許文献1のような抜型がある。この抜型は、抜型の外形をなす有孔管の外側にゴムチューブを具備している。コンクリートブロックの製造手順は、抜型を型枠内に固定した後、コンクリートを打設する。次に、有孔管の中に空気を圧送してゴムチューブを膨張させ、コンクリートが硬化した後、空気を排出してゴムチューブを萎れさせて、硬化したコンクリートから有孔管及びゴムチューブを抜き出す。これにより、抜型を硬化したコンクリートから容易に抜き取ることができる。
【0010】
ところが、前述した特許文献1に記載の抜型では、構造が複雑になるばかりか、空気を圧送する空気ポンプ等の外部装置も必要となり、コスト高になっている。
【0011】
一方、先に述べたスチール(鋼鉄或いは鋼)或いは発泡スチロール等を材料とする抜型では、一長一短があり、決してコンクリートブロックの製造に適した抜型であるとは言えないものであった。
【特許文献1】特開平9−196245号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上記問題に鑑みてなされたもので、コンクリートブロックの製造時の作業性を高め、耐久性が高く、かつ構造が簡単な抜型およびこの抜型に用いられる冶具を提供することを目的とする。
【課題を解決するための手段】
【0013】
前述した課題を解決するために、本発明が提供する抜型は、貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するのに用いられる抜型であって、当該抜型の外形をなす型本体と、前記コンクリートブロックの製造時に前記型本体が当該コンクリートブロックを形成するためのコンクリートに接触しない面の所定位置に配置され、外部から加わる衝撃を前記型本体に伝達する複数個のリブとを備えたことを特徴とする。
上記構成において、前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体に埋設された柱状体であることが好ましい。
上記構成において、前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体を貫通する柱状体であることが好ましい。
上記構成において、前記リブは、前記接触しない面の所定位置に貼着した円板であることが好ましい。
上記構成において、前記型本体は、熱硬化性樹脂によって形成されることが好ましい。
上記構成において、前記リブは木製であることが好ましい。
上記構成において、前記型本体には、前記コンクリートブロックの外形を形成するための型枠に、当該型本体を調整代を有して固定させる固定部を備えることが好ましい。
【0014】
前記抜型に用いられる冶具であって、先端が前記接触しない面の所定位置まで延び、起端が一点で交わる複数の脚部を備えた形状となり、前記起端に外部から衝撃を与えることにより、この衝撃を各先端からリブを介して型本体に伝達することを特徴とする。
上記構成において、当該抜型用冶具は木製であることが好ましい。
【発明の効果】
【0015】
本発明による抜型は、構造が簡単で、コンクリートブロックの製造時の作業性を高めると共に耐久性を向上することができる。さらに、耐久性の向上に伴い、廃棄処理の回数を従来に比べて大幅に減らすことができ、延いてはコスト低減を図ることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明における実施形態について図面を参照して説明する。
<実施形態>
本発明の実施形態に係る抜型10について、図1乃至図11を参照しつつ説明する。
【0017】
(1)抜型の構造
図1は本実施形態による抜型10および冶具20を示す斜視図、図2(図3、図4)は図1中の矢視II−II方向から見た縦断面図である。
はじめに、抜型10は、型本体11、固定孔12、リブ13およびマーク14を有しており、この抜型10はコンクリートブロック110の支持孔111を形成するのに用いられる。
【0018】
型本体11は、当該抜型10の外形をなすもので、例えば熱硬化性樹脂により円柱状に形成されている。ここで、熱硬化性樹脂とは、熱を加えると重合度が高まり、熱硬化性をもつ合成樹脂のことで、例えば、フェノール樹脂、尿素樹脂、ケイ素樹脂など、網状に結合することのできる高分子化合物を指す。特に、コンクリートの養成温度は高いときで50〜60℃位になるので、耐熱性にも優れた熱硬化性樹脂が最良である。
【0019】
固定孔12は、型本体11の径方向にスリット状に穿設された孔であり、コンクリートブロック110の製造時に型枠30に抜型10を固定するのに用いられる孔である。固定孔12をスリット状に形成することにより、抜型10を型枠30の固定板31に固定する際の調整代を持たせている。
【0020】
リブ13は、コンクリートブロック110の製造時に型本体11が当該コンクリートブロック110を形成するためのコンクリートに接触しない面に位置し、この面の略中心から所定距離を離間した位置の4点に埋設されている。このリブ13は、図2に示すように、接触しない面に略直交する軸に平行に延びる例えば木製の柱からなり、先端部が露出しないように型本体11内に埋もれている。
マーク14は、型本体11内に埋設されたリブ13の位置を識別させるために、ゴム板を貼着して形成されたものである。冶具20の当接部23が型本体11に直接当たるのを防止して、当該型本体11の損傷を防止するためのものである。
各リブ13は、冶具20から加えられる衝撃を型本体の外側に伝達するもので、この衝撃により、コンクリートブロック110の支持孔111に対する型本体11の固着を解除させる。
【0021】
なお、抜型10の構造は図2に示す構造のものに限らず、図3に示す抜型10Aのように、例えば木製の柱として枠本体11Aを貫通するようにしてリブ13Aを設けてもよい。また、図4に示す抜型10Bのように、木製の円板状のリブ13Bを型本体11Bの所定位置上に貼着するようにしてもよい。このリブ13Bは、冶具20の当接部23が型本体11に直接当たるのを防止して、当該型本体11の損傷を防止するためのものである。
【0022】
(2)冶具の構造
次に、冶具20は、図1に示すように、大略十字状に形成されており、中心が起端部21となりほぼ直交する方向に伸びる脚部22と、脚部22の先端に位置してリブ13に当接する当接部23とを具備した構成となっている。この冶具20の断面は、図8に示すように、起端部12が脚部22から一側に突出し、当接部23が脚部22から他側に突出するような構造となっている。また、この冶具20は、木製で構成されていて、軽量化が図られている。
この冶具20は、各当接部23をリブ13にそれぞれ当接させた上で、起端部21にハンマーH等で衝撃を加えることにより、この衝撃を各マーク14を介してリブ13に略同時に伝達させる。
【0023】
(3)コンクリートブロック110の製造方法
次に、図5〜図8を参照しつつコンクリートブロック110の製造工程について説明する。この製造方法では、従来技術の製造方法と同様に、型枠形成工程→コンクリート打設工程→型外し工程となる。
【0024】
(a)型枠形成工程
まず、型枠形成工程では、図5に示すように、底板31と4枚の側板32、合計5枚の板体の端部をそれぞれ直交するように組み立てて有底筒状の直方体をなす型枠30を形成する。この5枚の底板31と側板32がコンクリートブロック110の5面に対応する。
【0025】
一方、円柱状の抜型10は底板31の所定位置に固定される。具体的には、図6に示すように、底板31に植設されたボルト31Aに対して、抜型10の固定孔12を挿通させ、ボルト31Aに対してスリット状の固定孔12をスライドさせることにより、抜型10を矢示a方向にスライドさせて型枠30の所望位置へと調整する。その後、ワッシャ31B、ナット31Cをボルト31Aに螺着して、底板31とワッシャ31Bとの間に抜型10が挟み込まれる。これにより、抜型10が型枠30の所望位置に固定される。なお、固定孔12の長さ寸法が、型枠30に対する抜型10の調整代となる。
【0026】
(b)打設工程
次に、コンクリート打設工程では、この型枠30内に硬化前のコンクリートを流し込む。
【0027】
(c)型外し工程
型外し工程は、コンクリートが乾燥して硬化した後に(図7、参照)、抜型10および型枠30を外すことによりコンクリートブロック110を形成する。
型本体11外周とコンクリートブロック110との間は、乾燥硬化したコンクリートの影響により強固に固着されることになる。そこで、本実施形態では、図8に示すように、冶具20を用いて、抜型10をコンクリートブロック110から取り外す。
【0028】
より具体的には、抜型10をコンクリートブロック110から抜き取る作業では、冶具20の当接部23をマーク14にそれぞれ当接させた上で、冶具20の起端部21をハンマーHで軽く叩く。これにより、発生した衝撃は、起端部21→脚部22→当接部23→マーク14→リブ13→型本体11と伝達され、略同時に型本体11外周に均一に伝わる。この衝撃により、コンクリートブロック110の支持孔111に対する型本体11(抜型10)の固着が解除される。
このように、本実施形態による抜型10および冶具20を用いることにより、簡単にコンクリートブロック110から抜型10を抜き取ることができる。
【0029】
(4)実施形態の効果
本実施形態による抜型10および冶具20では、型外し工程において、冶具20の起端部21をハンマーHで軽く叩くことにより、衝撃がほぼ同時に型本体11外周に均一に伝わって固着を解除し、抜型10をコンクリートブロック110から簡単に抜くことができる。
【0030】
しかも、抜型10は熱硬化性樹脂と木製で形成され、冶具20は木製で形成されているため、軽量化が図られているため、スチール製の抜型に比べて作業が楽になり、作業性を格段向上させることができる。
【0031】
さらに、抜型10の外形をなす型本体11を熱硬化性樹脂で形成しているため、発泡スチロール製の抜型に比べて、耐久性を大幅に延ばすことができる。例えば、発泡スチロール製の抜型がコンクリートブロックの製造に2〜3回しか使用できなかったのに対し、本実施形態による抜型10は、実験段階であっても20回以上の使用が可能となっている。これにより、本実施形態による抜型10を使用した場合には、発泡スチロール製の抜型を使用した場合に比べて、廃棄処分に係る経費を大幅に削減でき、コスト低減を図ることができる。
【0032】
(5)変形例
なお、前記実施形態では、抜型の外形が円柱状の場合を例に挙げて述べたが、図9の抜型40に示す四角柱であっても良い。この抜型40は、型本体41、固定孔42およびリブ43を有しており、この抜型40はコンクリートブロック100の支持溝101を形成するのに用いられるものである。
また、図10に示す平面図のように、台付管用の抜型50のような形状でもよい。この抜型50は、型本体51、固定孔52およびリブ53を有している。
さらに、前記実施形態では、型本体の形状を上面と下面とを同じ形状としたが、本発明はこれに限らず、図11に示す抜型10´のように、側面に上面から下面に向かうに従って収縮するテーパを形成してもよい。このテーパを設けることにより、型外し工程において、コンクリートブロックから抜型10´を抜き易くでき、作業性をより向上させることができる。しかも、製造されたコンクリートブロックの貫通孔、有底穴或いは溝もテーパとなっているため、配管等の挿入を広い側から狭い側に向けて行うことにより、挿入作業を容易に行うことが可能となる。
【0033】
前記実施形態では、リブ13は抜型10の外周側に4個のリブ13を設ける構造としたが、本発明はこれに限らず、2,3,5,…の複数個であってもよい。これに伴い、冶具20の脚部22の数もリブの数に合わせればよい。
【0034】
底板31に対する抜型10の固定方法は、スリット状の固定孔12とボルト・ナットによる固定構造に限らず、調整代を持たせて固定できる構成であればよい。例えば、抜型10にボルトを植設し、型枠にこのボルトが挿通するスリット状の溝を有する梁を設け、ボルト10を梁に固定することによって型枠に抜型を固定するようにしてもよい。
さらに、スリット状の固定孔を直交する十字状に形成することにより、抜型10の調整代を広げることも可能となる。
【図面の簡単な説明】
【0035】
【図1】本発明の実施形態にかかる円柱状の抜型および冶具示す斜視図である。
【図2】図1中の矢示II−II方向から見た抜型の縦断面図である。
【図3】図1中の矢示II−II方向から見た図2とは別構造の抜型の縦断面図である。
【図4】図1中の矢示II−II方向から見た図2とは異なった構造の抜型の縦断面図である。
【図5】型枠形成行程にて形成された型枠を示す図である。
【図6】抜型を型枠に固定する際の要部を示す図である。
【図7】打設工程にて形成されたコンクリートブロックと型枠とを示す図である。
【図8】冶具を用いてコンクリートブロックに対する抜型の固着を解除する状態を示す図である。
【図9】変形例による直方体状の抜型および冶具を示す斜視図である。
【図10】変形例による台付管用の抜型を示す平面図である。
【図11】変形例による側面がテーパとなった抜型を示す斜視図である。
【図12】従来技術によるU字溝を支持するコンクリートブロックを示す図である。
【図13】従来技術による円筒管を支持するコンクリートブロックを示す図である。
【符号の説明】
【0036】
10,10´,10A,10B,40,50…抜型、
11,11´,11A,11B,41,51…型本体、
12,12´,12A,12B,42,52…固定孔、
13,13A,13B,43,53…リブ、
14,14´…マーク、
20…冶具、
21…起端部、
22…脚部、
23…当接部、
30…型枠、
31…底板、
32…側板、
100,110…コンクリートブロック、
101…支持溝、
111…支持孔。
【特許請求の範囲】
【請求項1】
貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するのに用いられる抜型であって、
当該抜型の外形をなす型本体と、
前記コンクリートブロックの製造時に前記型本体が当該コンクリートブロックを形成するためのコンクリートに接触しない面の所定位置に配置され、外部から加わる衝撃を前記型本体に伝達する複数個のリブと、
を備えたことを特徴とする抜型。
【請求項2】
請求項1記載の抜型において、
前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体に埋設された柱状体である
ことを特徴とする抜型。
【請求項3】
請求項1記載の抜型において、
前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体を貫通する柱状体である
ことを特徴とする抜型。
【請求項4】
請求項1記載の抜型において、
前記リブは、前記接触しない面の所定位置に貼着した円板である
ことを特徴とする抜型。
【請求項5】
請求項1記載の抜型において、
前記型本体は、熱硬化性樹脂によって形成される
ことを特徴とする抜型。
【請求項6】
請求項2または3のいずれかに記載の抜型において、
前記リブは木製である
ことを特徴とする抜型。
【請求項7】
請求項1記載の抜型において、
前記型本体には、前記コンクリートブロックの外形を形成するための型枠に、当該型本体を調整代を有して固定させる固定部を備える
ことを特徴とする抜型。
【請求項8】
請求項1に記載の抜型に用いられる冶具であって、
先端が前記接触しない面の所定位置まで延び、起端が一点で交わる複数の脚部を備えた形状となり、
前記起端に外部から衝撃を与えることにより、この衝撃を各先端からリブを介して型本体に伝達する
ことを特徴とする冶具。
【請求項9】
請求項8に記載の冶具において、
当該抜型用冶具は木製である
ことを特徴とする冶具。
【請求項1】
貫通孔、有底穴或いは溝を有するコンクリートブロックを形成するのに用いられる抜型であって、
当該抜型の外形をなす型本体と、
前記コンクリートブロックの製造時に前記型本体が当該コンクリートブロックを形成するためのコンクリートに接触しない面の所定位置に配置され、外部から加わる衝撃を前記型本体に伝達する複数個のリブと、
を備えたことを特徴とする抜型。
【請求項2】
請求項1記載の抜型において、
前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体に埋設された柱状体である
ことを特徴とする抜型。
【請求項3】
請求項1記載の抜型において、
前記リブは、前記接触しない面に略直交して延びる軸に平行に延び、前記型本体を貫通する柱状体である
ことを特徴とする抜型。
【請求項4】
請求項1記載の抜型において、
前記リブは、前記接触しない面の所定位置に貼着した円板である
ことを特徴とする抜型。
【請求項5】
請求項1記載の抜型において、
前記型本体は、熱硬化性樹脂によって形成される
ことを特徴とする抜型。
【請求項6】
請求項2または3のいずれかに記載の抜型において、
前記リブは木製である
ことを特徴とする抜型。
【請求項7】
請求項1記載の抜型において、
前記型本体には、前記コンクリートブロックの外形を形成するための型枠に、当該型本体を調整代を有して固定させる固定部を備える
ことを特徴とする抜型。
【請求項8】
請求項1に記載の抜型に用いられる冶具であって、
先端が前記接触しない面の所定位置まで延び、起端が一点で交わる複数の脚部を備えた形状となり、
前記起端に外部から衝撃を与えることにより、この衝撃を各先端からリブを介して型本体に伝達する
ことを特徴とする冶具。
【請求項9】
請求項8に記載の冶具において、
当該抜型用冶具は木製である
ことを特徴とする冶具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2006−51628(P2006−51628A)
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願番号】特願2004−233249(P2004−233249)
【出願日】平成16年8月10日(2004.8.10)
【出願人】(500566431)
【Fターム(参考)】
【公開日】平成18年2月23日(2006.2.23)
【国際特許分類】
【出願日】平成16年8月10日(2004.8.10)
【出願人】(500566431)
【Fターム(参考)】
[ Back to top ]