
抵抗溶接の接合構造と接合方法
【課題】溶接時に接合部材同士の接合部全体に溶接用電極の加圧が加わる信頼性の高い接合構造と接合方法を提供する。
【解決手段】突合せ接合する接合部材の一方の端部に傾斜面または凸形状で2面以上の傾斜面もしくはR面を有し、他方の接合部材の端部が当該凸形状で2面以上の傾斜面またはR面に突合せられた状態で加圧し、溶接電流を通電して発熱させて溶融接合する。具体的には先ず凸形状部の突合せ面が接合部材の電気抵抗と接合部材同士の接触抵抗で発熱して溶融し、ついで接合面全体が発熱し接合部材の接合面全体が軟化または溶融する。この時に接合面の形状は変形とともに滑りが発生し形状が変化し接合面全体が接合する。
【解決手段】突合せ接合する接合部材の一方の端部に傾斜面または凸形状で2面以上の傾斜面もしくはR面を有し、他方の接合部材の端部が当該凸形状で2面以上の傾斜面またはR面に突合せられた状態で加圧し、溶接電流を通電して発熱させて溶融接合する。具体的には先ず凸形状部の突合せ面が接合部材の電気抵抗と接合部材同士の接触抵抗で発熱して溶融し、ついで接合面全体が発熱し接合部材の接合面全体が軟化または溶融する。この時に接合面の形状は変形とともに滑りが発生し形状が変化し接合面全体が接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高圧燃料供給ポンプなどの金属部分同士の例えば環状部を抵抗溶接に用いて金属接合する接合構造と接合方法に関する。
【背景技術】
【0002】
従来の抵抗溶接で重ね合わせた接合部材同士を接合するマッシュ溶接方法は加圧力により加圧し溶接電源により通電することにより溶接電流が流れて接合部材同士が発熱して接合部材がそれぞれ軟化及び溶融して接合される。このために、特許文献1は接合部材同士を僅かに重ね合わせた重ね継手をシーム溶接用回転電極により挟み込み加圧し溶接電流を通電しながら接合する接合方法である。
【0003】
また、特許文献2は円形状または角形状の空部により構成された内周面を持つ接合部材に大きな外径の接合部材を重ね合わせて溶接用電極で挟み込み加圧し溶接電流を通電することで接合する接合方法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−103045号公報
【特許文献2】特開2004−17048号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、このような接合構造と接合方法では溶接用電極の挟み込む方向の加圧しか考慮されておらず溶接電流を通電し電気抵抗により加熱され、接合部材のそれぞれの接合面部が軟化もしくは溶融されたときに接合部材同士が突合せ方向に接合部全体に加圧が加わらない。このために、接合部材同士の接合部全体に溶接用電極の加圧力が加わらず接合部全体が信頼性の高い接合ができない問題がある。
【0006】
そこで、溶接時に接合部材同士の接合部全体に溶接用電極の加圧が加わる信頼性の高い接合構造と接合方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、突合せ接合する接合部材の少なくとも一方の端部に加圧方向に対する断面が内周に向かって突出する凸形状の環状の鉢巻(リング部)が形成された接合構造とすることによって上記目的を達成するものである。
【0008】
具体的には断面が凸形状の環状の鉢巻(リング)部は2面以上の傾斜面の間に形成された環状凸部で形成されている。
【0009】
別の実施例では断面が凸形状の環状の鉢巻(リング)部は環状のR面で形成されている。
【0010】
断面が凸形状の環状の鉢巻(リング)部は接合面の両方に形成されていても良い。
【0011】
このように構成された接合構造においては、先ず凸形状の突合せ面が接合部材の電気抵抗と接合部材同士の接触抵抗で発熱して溶融し、ついで接合面部全体が発熱し接合部材の接合面全体が軟化または溶融する。この時に接合面の形状は変形とともに滑りが発生し形状が変化し接合面全体が接合される。
【発明の効果】
【0012】
本発明は接合面形状が変化して溶接用電極の加圧を接合部材同士が突合せ方向に加圧が加わるようにすることにより接合部全体を加圧できる接合構造と接合方法を特徴とする。本発明の接合構造と接合方法は接合部全体に溶接用電極の加圧が加わり信頼性の高い接合ができる。
【図面の簡単な説明】
【0013】
【図1】第1実施例の接合部の断面図。
【図2】第1実施例の接合部の断面図。
【図3】第2実施例の接合部の断面図。
【図4】第3実施例の接合部の断面図。
【図5】第4実施例の接合部の断面図。
【図6】第5実施例の接合部の断面図。
【図7】第6実施例の接合部の断面図。
【図8】第7実施例の接合部の断面図。
【図9】第8実施例の接合部の断面図。
【図10】抵抗溶接機の全体を示すシステム図。
【図11】本発明が実施された高圧燃料供給ポンプの断面図。
【図12】接合部E拡大の断面図。
【図13】本発明が実施された車両用回転電機の内燃機関始動用モータの断面図。
【図14】電磁スイッチの部分拡大の断面図。
【図15】接点用端子ボルトの固定接点部拡大の断面図。
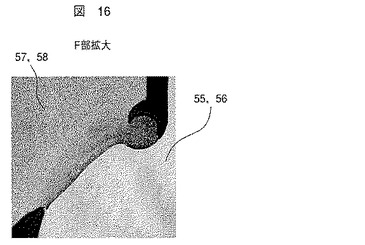
【図16】接点用端子ボルトの固定接点接合部F拡大の金属顕微鏡写真。
【発明を実施するための形態】
【0014】
以下、図面に基づき実施例を説明する。
【実施例1】
【0015】
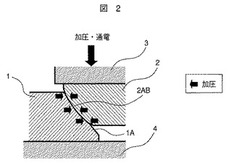
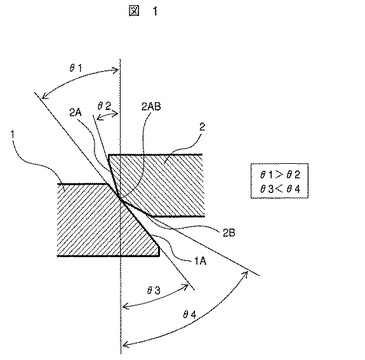
本実施例は、図1の断面図に示すように接合部材1の端部を1面の傾斜面が予め施され接合部材2は端部を2面の傾斜面2A,2Bが予め施されている。接合前の接合部材1と接合部材2の関係は接触位置に対して接点の上部分角度がθ1>θ2の形状でさらに接点に対して下部部分角度がθ3<θ4の形状の関係にある。
【0016】
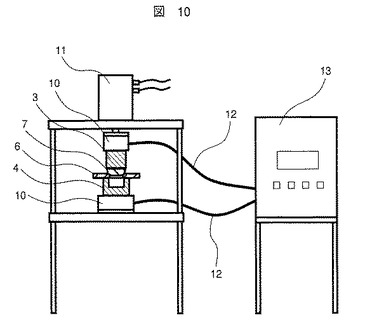
図10に示すように抵抗溶接機で電極ホルダ10に備えた溶接用電極3と溶接用電極4との間に、接合部材6と接合部材7を設置してエアーシリンダ11で加圧する。加圧が設定圧力まで達したら溶接電源13から二次導体12を通して溶接電流を通電することにより接合部材6と接合部材7(実施例1では接合部材1と接合部材2)との接触面で発熱し接合ができる。
【0017】
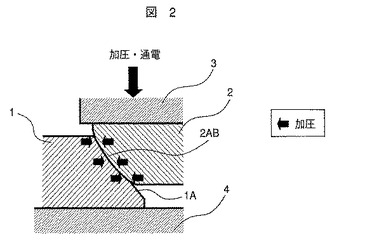
図2の断面図に示すように接合時は溶接用電極3と溶接用電極4で挟み込み溶接用電極3により接合部材1と接合部材2を加圧し溶接電流を通電する。この溶接電流により接合部材同士の接触面は接触抵抗により発熱し加熱されることにより部材が軟化し変形または溶融する。溶接用電極3の加圧により接触面が増して接合面は変形と滑りが発生する。この接合時に溶接用電極3の加圧力が接合部材2の環状凸状部2ABと接合部材1との当接部において突合せ方向の加圧になる(図面中の太いy矢印は加圧方向を示す。)。
【0018】
接合時間の経過と共に接合部材2の環状凸状部2ABと接合部材1との接触面は変形または溶融し、さらに滑りが発生する。これによって接触面には変形または溶融が発生するが、接触部には新たな材料が供給され接合部中央部及び接合部両端部の接合部全体に加圧が加わるようになる。また、溶接用電極3と溶接用電極4の加圧力と溶接電流により接合部材1と接合部材2の接合面が発熱して溶融し変形すると接合面に滑りが発生する。このために表層部の酸化膜が破壊することができ接合部材1と接合部材2の母材同士を直接接合し接合界面に異材の混入がなく接合部全体を信頼性の高い金属溶融接合部とすることができる。
【0019】
本実施例では突合せ接合する接合部材1の端部に加圧方向に対して傾斜する傾斜面1Aが形成され、他方の接合部材2の端部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが形成された接合構造とした。
【0020】
具体的には断面が凸形状の環状の鉢巻(リング)部2ABは傾斜角度の異なる2つの傾斜面2A,2Bの間に形成され、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABで形成されている。
【0021】
このように構成した実施例では、接合部材2の端部に2つの傾斜の異なる傾斜面2A,2Bが予め施されているが傾斜面は多面でも良い。また、傾斜面1Aも傾斜面2A,2Bと同様に形成して環状の凸形状の鉢巻(リング部)を設けても良い。以下これらの変形例について説明する。
【実施例2】
【0022】
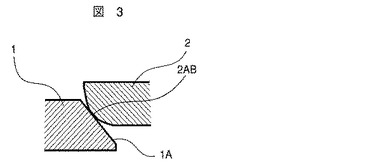
図3の断面図に示す実施例では、接合部材1の端部に傾斜面1Aが予め施されており、接合部材2の端部接合面には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABとして断面がR面の環状凸状部2ABが予め施されている。
【実施例3】
【0023】
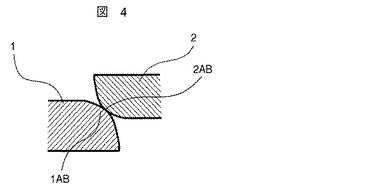
図4の断面図に示す実施例では、接合部材1の端部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが予め施され、接合部材2の端部にも相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが形成されており、両環状凸状部2ABが圧接,溶着され接合される。この実施例ではより電流が集中し、熱が両凸状部に集中するので、溶融が早く始まる。
【実施例4】
【0024】
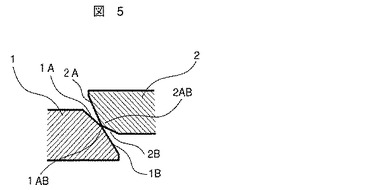
図5の断面図に示す実施例では、接合部材1の端部を2面の傾斜面1A,1Bが予め施されており、傾斜面1A,1Bの間に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが形成されている。接合部材2の端部にも2つの傾斜面2A,2Bとその間に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。この実施例では、加圧初期の当接部の面積が上記他の実施例より小さくできるのでより電流が集中し、熱が両凸状部に集中するので、溶融が早く始まる。
【実施例5】
【0025】
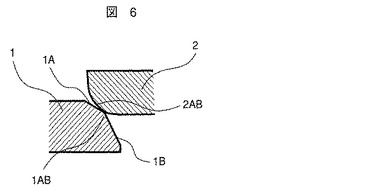
図6の断面図に示す実施例では、接合部材1の端部に2つの傾斜面1A,1Bが予め施され、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが形成されている。接合部材2の端部接合面には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。この実施例では、鉢巻(リング部)2ABのR部に対し鉢巻(リング部)1ABの先端エッジ部が圧接されるので、加圧初期の当接部の面積が小さくできる利点と、環状の接合面どこでもムラのない溶融接合部を得ることができる。
【実施例6】
【0026】
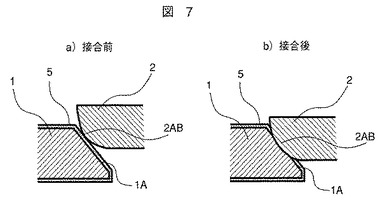
図7の断面図に示す実施例では接合部材1の端部に設けられた傾斜面1Aの表面に酸化膜やめっき(錫,亜鉛,銅,銀,金,ニッケル,クロム)等のいずれかの表面層5が予め施されている。
【0027】
接合部材2の端部には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。
【0028】
この構造では、接合部材1の接合面と接合部材2の接合面で接合時に滑りが発生することで表面層5を破壊することができ接合部材1と接合部材2を実施例1と同様の方法で接合できる。接合部材1の端部に設けられた傾斜面1Aの表面に酸化膜やめっき(錫,亜鉛,銅,銀,金,ニッケル,クロム)等のいずれかの表面層5が形成されていても確実な接合が可能になる。
【実施例7】
【0029】
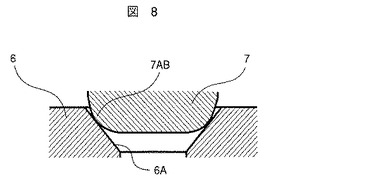
以上の実施例は、図8に示すように接合部材が環状部材6と筒状部材7の組み合わせで形成されている場合に実施すると好適である。
【実施例8】
【0030】
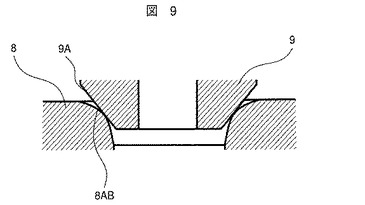
図9に示す断面図は接合部材8が接合面として、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABを有する筒状部材で形成され、接合部材9は中空の筒状部材で構成され、端部の接合部の外周面は断面が傾斜面となる円錐状に形成されている。
【0031】
実施例7及び実施例8の形状は円形及び多角形のどちらの形でも使用可能である。
【実施例9】
【0032】
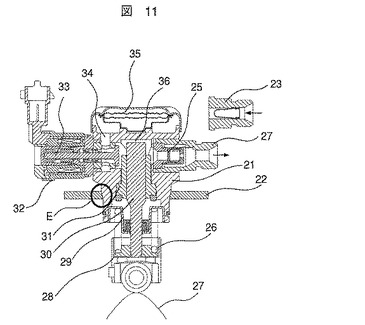
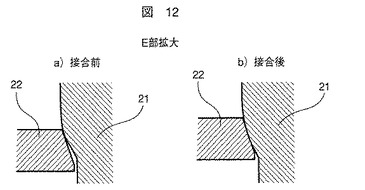
図11に示す断面図は内燃機関の高圧燃料供給ポンプの縦断面図で、エンジンブロックにフランジ22がネジ止め固定される。燃料タンクから低圧ポンプにより圧送され吸入ジョイント23を通り高圧燃料供給ポンプに送られる。燃料は吸入室34から電磁駆動型吸入弁のプランジャロッド33より供給量を制御され加圧室36に達する。さらに、カム27とバネ26によってリフタ28によりシリンダホルダ29とシリンダ31内をプランジャ30が往復摺動し加圧室36の燃料を高圧に加圧する。プランジャ30の往復による圧力変化を二枚の金属ダイアフラムを窒素ガスなどの不活性ガスを封入し全周溶接した金属ダイアフラム35の伸縮により吸収いた構成となっている。加圧された燃料は吐出弁25から吐出ジョイント24へ導かれインジェクタから高圧燃料を各気筒に噴霧する。このように、高圧燃料供給ポンプはポンプハウジング21に接合された取付けフランジ22にはプランジャ30の圧縮工程で発生する筒内圧力の反力とバネ26の圧縮反力と高圧燃料供給ポンプの自重による外力が加わる。そこで、フランジ22その物の強度はもちろん、ポンプハウジング21との接合強度を確保することが重要である。
【0033】
このために、図12に示す断面図は接合部Eの拡大図である。本実施例では接合強度を確保するために本発明の接合構造が用いられている。具体的にはポンプハウジング21側接合部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)としてのR面加工部を有し、フランジ22側に傾斜面が形成されている。R面加工部を傾斜面に押し付けて抵抗溶接により接合することにより接合部面積を多くすることで、ポンプ本体がエンジンの振動によって受ける首振り運動や、固定時のボルト締めの押し付け力による変形に対して高圧燃料供給ポンプ本体と取付けフランジとの接合部が強固な接合部とすることで、接合部の品質を向上している。
【実施例10】
【0034】
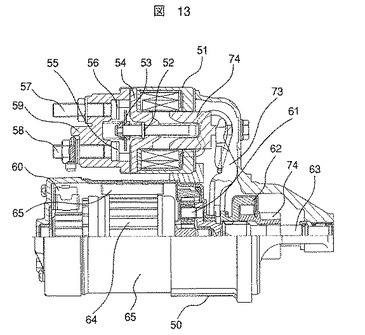
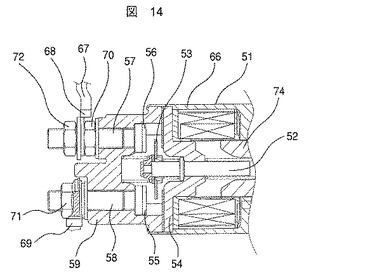
図13の断面図は車両用回転電機の内燃機関始動用モータで、図14は電磁スイッチ51の部分拡大図である。
【0035】
内燃機関始動用モータは回転力を発生する始動モータ50とモータの駆動を開閉制御する電磁スイッチ51により構成される。内燃機関の始動スイッチがONにするとバッテリーから導線67を通じて電磁スイッチ51の接点ケース59にナット70で固定された接点用端子ボルト57にターミナル固定用ナット72で固定された給電用ターミナル68に通電され固定接点55,56にプランジャ74によって可動接点機構52の可動接点部材53が当接し、さらにシフトレバー73により一方向クラッチ62とピニオン75が前進する。また、始動モータは可動接点部材53と固定接点55の当接により接点ケース59にナット71で固定された接点用端子ボルト58の給電用ターミナル69へてブラシ60に給電されアーマチャ64が回転し、遊星歯車減速機構61で減速されてピニオンシャフト63が回転し、前進した一方向クラッチ62とピニオン75が回転し内燃機関が始動する。
【0036】
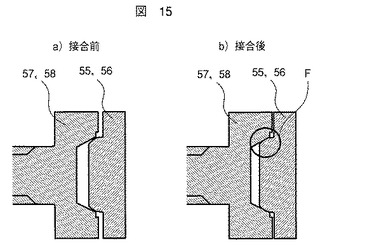
図15の断面図は車両用回転電機の内燃機関始動用モータ用接点用端子ボルトの固定接点部の拡大図である。接合前の接点用端子ボルト57,58は強度UPのために鉄系の材料で塑性加工または切削加工により頭部には凹部が形成されてその内径側面には傾斜面が形成されている。さらに、接点用端子ボルト57,58の全体には銅めっきが1〜10μm施されている。また、固定接点55,56は銅系の材料で塑性加工または切削加工により凸部の端部にR面が形成されている。図10に示す抵抗溶接機で電極ホルダ10に備えた溶接用電極3と溶接用電極4との間に、接点用端子ボルト57,58の凹部に固定接点55,56の凸部をそれぞれセットしエアーシリンダ11で加圧する。加圧が設定圧力まで達したら溶接電源13から二次導体12を通して溶接電流を通電することにより接点用端子ボルト57,58と固定接点55,56の接触面で発熱とすべりが発生し接合ができる。
【0037】
図16の断面図は接点用端子ボルトの固定接点接合部F拡大を金属顕微鏡写真である。接合部界面は銅めっきが破壊され母材同士の接合が接合部全体に至っていて信頼性の高い接合を提供できる。
【産業上の利用可能性】
【0038】
本発明によれば、本発明の接合構造と接合方法は導電性の材料であればすべての抵抗溶接の接合において使用は可能で強度信頼性の高い接合を提供することにある。
【符号の説明】
【0039】
1,2,6,7 ,8,9 接合部材
1A,2A,2B 傾斜面
2AB 凸形状の環状の鉢巻(リング部)
3,4 溶接用電極
5 表面層
10 電極ホルダ
11 エアーシリンダ
12 二次導体
13 溶接電源
21 ポンプハウジング
22 フランジ
23 吸入ジョイント
24 吐出ジョイント
25 吐出弁
26 バネ
27 カム
28 リフタ
29 シリンダホルダ
30,74 プランジャ
31 シリンダ
32 電磁駆動型吸入弁
33 プランジャロッド
34 吸入室
35 金属ダイアフラム
36 加圧室
50 始動モータ
51 電磁スイッチ
52 可動接点機構
53 可動接点部材
54 スイッチボス
55,56 固定接点
57,58 接点用端子ボルト
59 接点ケース
60 ブラシ
61 遊星歯車減速機構
62 一方向クラッチ
63 ピニオンシャフト
64 アーマチャ
65 ヨーク
66 コイルケース
67 導線
68,69 給電用ターミナル
70,71 ナット
72 ターミナル固定用ナット
73 シフトレバー
【技術分野】
【0001】
本発明は、高圧燃料供給ポンプなどの金属部分同士の例えば環状部を抵抗溶接に用いて金属接合する接合構造と接合方法に関する。
【背景技術】
【0002】
従来の抵抗溶接で重ね合わせた接合部材同士を接合するマッシュ溶接方法は加圧力により加圧し溶接電源により通電することにより溶接電流が流れて接合部材同士が発熱して接合部材がそれぞれ軟化及び溶融して接合される。このために、特許文献1は接合部材同士を僅かに重ね合わせた重ね継手をシーム溶接用回転電極により挟み込み加圧し溶接電流を通電しながら接合する接合方法である。
【0003】
また、特許文献2は円形状または角形状の空部により構成された内周面を持つ接合部材に大きな外径の接合部材を重ね合わせて溶接用電極で挟み込み加圧し溶接電流を通電することで接合する接合方法である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−103045号公報
【特許文献2】特開2004−17048号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、このような接合構造と接合方法では溶接用電極の挟み込む方向の加圧しか考慮されておらず溶接電流を通電し電気抵抗により加熱され、接合部材のそれぞれの接合面部が軟化もしくは溶融されたときに接合部材同士が突合せ方向に接合部全体に加圧が加わらない。このために、接合部材同士の接合部全体に溶接用電極の加圧力が加わらず接合部全体が信頼性の高い接合ができない問題がある。
【0006】
そこで、溶接時に接合部材同士の接合部全体に溶接用電極の加圧が加わる信頼性の高い接合構造と接合方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、突合せ接合する接合部材の少なくとも一方の端部に加圧方向に対する断面が内周に向かって突出する凸形状の環状の鉢巻(リング部)が形成された接合構造とすることによって上記目的を達成するものである。
【0008】
具体的には断面が凸形状の環状の鉢巻(リング)部は2面以上の傾斜面の間に形成された環状凸部で形成されている。
【0009】
別の実施例では断面が凸形状の環状の鉢巻(リング)部は環状のR面で形成されている。
【0010】
断面が凸形状の環状の鉢巻(リング)部は接合面の両方に形成されていても良い。
【0011】
このように構成された接合構造においては、先ず凸形状の突合せ面が接合部材の電気抵抗と接合部材同士の接触抵抗で発熱して溶融し、ついで接合面部全体が発熱し接合部材の接合面全体が軟化または溶融する。この時に接合面の形状は変形とともに滑りが発生し形状が変化し接合面全体が接合される。
【発明の効果】
【0012】
本発明は接合面形状が変化して溶接用電極の加圧を接合部材同士が突合せ方向に加圧が加わるようにすることにより接合部全体を加圧できる接合構造と接合方法を特徴とする。本発明の接合構造と接合方法は接合部全体に溶接用電極の加圧が加わり信頼性の高い接合ができる。
【図面の簡単な説明】
【0013】
【図1】第1実施例の接合部の断面図。
【図2】第1実施例の接合部の断面図。
【図3】第2実施例の接合部の断面図。
【図4】第3実施例の接合部の断面図。
【図5】第4実施例の接合部の断面図。
【図6】第5実施例の接合部の断面図。
【図7】第6実施例の接合部の断面図。
【図8】第7実施例の接合部の断面図。
【図9】第8実施例の接合部の断面図。
【図10】抵抗溶接機の全体を示すシステム図。
【図11】本発明が実施された高圧燃料供給ポンプの断面図。
【図12】接合部E拡大の断面図。
【図13】本発明が実施された車両用回転電機の内燃機関始動用モータの断面図。
【図14】電磁スイッチの部分拡大の断面図。
【図15】接点用端子ボルトの固定接点部拡大の断面図。
【図16】接点用端子ボルトの固定接点接合部F拡大の金属顕微鏡写真。
【発明を実施するための形態】
【0014】
以下、図面に基づき実施例を説明する。
【実施例1】
【0015】
本実施例は、図1の断面図に示すように接合部材1の端部を1面の傾斜面が予め施され接合部材2は端部を2面の傾斜面2A,2Bが予め施されている。接合前の接合部材1と接合部材2の関係は接触位置に対して接点の上部分角度がθ1>θ2の形状でさらに接点に対して下部部分角度がθ3<θ4の形状の関係にある。
【0016】
図10に示すように抵抗溶接機で電極ホルダ10に備えた溶接用電極3と溶接用電極4との間に、接合部材6と接合部材7を設置してエアーシリンダ11で加圧する。加圧が設定圧力まで達したら溶接電源13から二次導体12を通して溶接電流を通電することにより接合部材6と接合部材7(実施例1では接合部材1と接合部材2)との接触面で発熱し接合ができる。
【0017】
図2の断面図に示すように接合時は溶接用電極3と溶接用電極4で挟み込み溶接用電極3により接合部材1と接合部材2を加圧し溶接電流を通電する。この溶接電流により接合部材同士の接触面は接触抵抗により発熱し加熱されることにより部材が軟化し変形または溶融する。溶接用電極3の加圧により接触面が増して接合面は変形と滑りが発生する。この接合時に溶接用電極3の加圧力が接合部材2の環状凸状部2ABと接合部材1との当接部において突合せ方向の加圧になる(図面中の太いy矢印は加圧方向を示す。)。
【0018】
接合時間の経過と共に接合部材2の環状凸状部2ABと接合部材1との接触面は変形または溶融し、さらに滑りが発生する。これによって接触面には変形または溶融が発生するが、接触部には新たな材料が供給され接合部中央部及び接合部両端部の接合部全体に加圧が加わるようになる。また、溶接用電極3と溶接用電極4の加圧力と溶接電流により接合部材1と接合部材2の接合面が発熱して溶融し変形すると接合面に滑りが発生する。このために表層部の酸化膜が破壊することができ接合部材1と接合部材2の母材同士を直接接合し接合界面に異材の混入がなく接合部全体を信頼性の高い金属溶融接合部とすることができる。
【0019】
本実施例では突合せ接合する接合部材1の端部に加圧方向に対して傾斜する傾斜面1Aが形成され、他方の接合部材2の端部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが形成された接合構造とした。
【0020】
具体的には断面が凸形状の環状の鉢巻(リング)部2ABは傾斜角度の異なる2つの傾斜面2A,2Bの間に形成され、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABで形成されている。
【0021】
このように構成した実施例では、接合部材2の端部に2つの傾斜の異なる傾斜面2A,2Bが予め施されているが傾斜面は多面でも良い。また、傾斜面1Aも傾斜面2A,2Bと同様に形成して環状の凸形状の鉢巻(リング部)を設けても良い。以下これらの変形例について説明する。
【実施例2】
【0022】
図3の断面図に示す実施例では、接合部材1の端部に傾斜面1Aが予め施されており、接合部材2の端部接合面には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABとして断面がR面の環状凸状部2ABが予め施されている。
【実施例3】
【0023】
図4の断面図に示す実施例では、接合部材1の端部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが予め施され、接合部材2の端部にも相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが形成されており、両環状凸状部2ABが圧接,溶着され接合される。この実施例ではより電流が集中し、熱が両凸状部に集中するので、溶融が早く始まる。
【実施例4】
【0024】
図5の断面図に示す実施例では、接合部材1の端部を2面の傾斜面1A,1Bが予め施されており、傾斜面1A,1Bの間に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが形成されている。接合部材2の端部にも2つの傾斜面2A,2Bとその間に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。この実施例では、加圧初期の当接部の面積が上記他の実施例より小さくできるのでより電流が集中し、熱が両凸状部に集中するので、溶融が早く始まる。
【実施例5】
【0025】
図6の断面図に示す実施例では、接合部材1の端部に2つの傾斜面1A,1Bが予め施され、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABが形成されている。接合部材2の端部接合面には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。この実施例では、鉢巻(リング部)2ABのR部に対し鉢巻(リング部)1ABの先端エッジ部が圧接されるので、加圧初期の当接部の面積が小さくできる利点と、環状の接合面どこでもムラのない溶融接合部を得ることができる。
【実施例6】
【0026】
図7の断面図に示す実施例では接合部材1の端部に設けられた傾斜面1Aの表面に酸化膜やめっき(錫,亜鉛,銅,銀,金,ニッケル,クロム)等のいずれかの表面層5が予め施されている。
【0027】
接合部材2の端部には相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)2ABが予め施されている。
【0028】
この構造では、接合部材1の接合面と接合部材2の接合面で接合時に滑りが発生することで表面層5を破壊することができ接合部材1と接合部材2を実施例1と同様の方法で接合できる。接合部材1の端部に設けられた傾斜面1Aの表面に酸化膜やめっき(錫,亜鉛,銅,銀,金,ニッケル,クロム)等のいずれかの表面層5が形成されていても確実な接合が可能になる。
【実施例7】
【0029】
以上の実施例は、図8に示すように接合部材が環状部材6と筒状部材7の組み合わせで形成されている場合に実施すると好適である。
【実施例8】
【0030】
図9に示す断面図は接合部材8が接合面として、相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)1ABを有する筒状部材で形成され、接合部材9は中空の筒状部材で構成され、端部の接合部の外周面は断面が傾斜面となる円錐状に形成されている。
【0031】
実施例7及び実施例8の形状は円形及び多角形のどちらの形でも使用可能である。
【実施例9】
【0032】
図11に示す断面図は内燃機関の高圧燃料供給ポンプの縦断面図で、エンジンブロックにフランジ22がネジ止め固定される。燃料タンクから低圧ポンプにより圧送され吸入ジョイント23を通り高圧燃料供給ポンプに送られる。燃料は吸入室34から電磁駆動型吸入弁のプランジャロッド33より供給量を制御され加圧室36に達する。さらに、カム27とバネ26によってリフタ28によりシリンダホルダ29とシリンダ31内をプランジャ30が往復摺動し加圧室36の燃料を高圧に加圧する。プランジャ30の往復による圧力変化を二枚の金属ダイアフラムを窒素ガスなどの不活性ガスを封入し全周溶接した金属ダイアフラム35の伸縮により吸収いた構成となっている。加圧された燃料は吐出弁25から吐出ジョイント24へ導かれインジェクタから高圧燃料を各気筒に噴霧する。このように、高圧燃料供給ポンプはポンプハウジング21に接合された取付けフランジ22にはプランジャ30の圧縮工程で発生する筒内圧力の反力とバネ26の圧縮反力と高圧燃料供給ポンプの自重による外力が加わる。そこで、フランジ22その物の強度はもちろん、ポンプハウジング21との接合強度を確保することが重要である。
【0033】
このために、図12に示す断面図は接合部Eの拡大図である。本実施例では接合強度を確保するために本発明の接合構造が用いられている。具体的にはポンプハウジング21側接合部に相手の接合面に向かって突出する環状の凸形状の鉢巻(リング部)としてのR面加工部を有し、フランジ22側に傾斜面が形成されている。R面加工部を傾斜面に押し付けて抵抗溶接により接合することにより接合部面積を多くすることで、ポンプ本体がエンジンの振動によって受ける首振り運動や、固定時のボルト締めの押し付け力による変形に対して高圧燃料供給ポンプ本体と取付けフランジとの接合部が強固な接合部とすることで、接合部の品質を向上している。
【実施例10】
【0034】
図13の断面図は車両用回転電機の内燃機関始動用モータで、図14は電磁スイッチ51の部分拡大図である。
【0035】
内燃機関始動用モータは回転力を発生する始動モータ50とモータの駆動を開閉制御する電磁スイッチ51により構成される。内燃機関の始動スイッチがONにするとバッテリーから導線67を通じて電磁スイッチ51の接点ケース59にナット70で固定された接点用端子ボルト57にターミナル固定用ナット72で固定された給電用ターミナル68に通電され固定接点55,56にプランジャ74によって可動接点機構52の可動接点部材53が当接し、さらにシフトレバー73により一方向クラッチ62とピニオン75が前進する。また、始動モータは可動接点部材53と固定接点55の当接により接点ケース59にナット71で固定された接点用端子ボルト58の給電用ターミナル69へてブラシ60に給電されアーマチャ64が回転し、遊星歯車減速機構61で減速されてピニオンシャフト63が回転し、前進した一方向クラッチ62とピニオン75が回転し内燃機関が始動する。
【0036】
図15の断面図は車両用回転電機の内燃機関始動用モータ用接点用端子ボルトの固定接点部の拡大図である。接合前の接点用端子ボルト57,58は強度UPのために鉄系の材料で塑性加工または切削加工により頭部には凹部が形成されてその内径側面には傾斜面が形成されている。さらに、接点用端子ボルト57,58の全体には銅めっきが1〜10μm施されている。また、固定接点55,56は銅系の材料で塑性加工または切削加工により凸部の端部にR面が形成されている。図10に示す抵抗溶接機で電極ホルダ10に備えた溶接用電極3と溶接用電極4との間に、接点用端子ボルト57,58の凹部に固定接点55,56の凸部をそれぞれセットしエアーシリンダ11で加圧する。加圧が設定圧力まで達したら溶接電源13から二次導体12を通して溶接電流を通電することにより接点用端子ボルト57,58と固定接点55,56の接触面で発熱とすべりが発生し接合ができる。
【0037】
図16の断面図は接点用端子ボルトの固定接点接合部F拡大を金属顕微鏡写真である。接合部界面は銅めっきが破壊され母材同士の接合が接合部全体に至っていて信頼性の高い接合を提供できる。
【産業上の利用可能性】
【0038】
本発明によれば、本発明の接合構造と接合方法は導電性の材料であればすべての抵抗溶接の接合において使用は可能で強度信頼性の高い接合を提供することにある。
【符号の説明】
【0039】
1,2,6,7 ,8,9 接合部材
1A,2A,2B 傾斜面
2AB 凸形状の環状の鉢巻(リング部)
3,4 溶接用電極
5 表面層
10 電極ホルダ
11 エアーシリンダ
12 二次導体
13 溶接電源
21 ポンプハウジング
22 フランジ
23 吸入ジョイント
24 吐出ジョイント
25 吐出弁
26 バネ
27 カム
28 リフタ
29 シリンダホルダ
30,74 プランジャ
31 シリンダ
32 電磁駆動型吸入弁
33 プランジャロッド
34 吸入室
35 金属ダイアフラム
36 加圧室
50 始動モータ
51 電磁スイッチ
52 可動接点機構
53 可動接点部材
54 スイッチボス
55,56 固定接点
57,58 接点用端子ボルト
59 接点ケース
60 ブラシ
61 遊星歯車減速機構
62 一方向クラッチ
63 ピニオンシャフト
64 アーマチャ
65 ヨーク
66 コイルケース
67 導線
68,69 給電用ターミナル
70,71 ナット
72 ターミナル固定用ナット
73 シフトレバー
【特許請求の範囲】
【請求項1】
突合せ接合する接合部材の少なくとも一方の接合面部に相手の接合面に向かって突出する凸形状部を設け、当該凸形状部で他方の接合面部と圧接するよう構成された接合構造。
【請求項2】
請求項1に記載の接合構造において、一方の接合面部が傾斜面で構成され、この傾斜面に対向する相手の接合面には複数の傾斜面が設けられ、当該複数の傾斜面によって前記凸形状部が形成されている接合構造。
【請求項3】
請求項1に記載の接合構造において、一方の接合面部が傾斜面で構成され、この傾斜面に対向する相手の接合面には相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部が形成されている接合構造。
【請求項4】
請求項1に記載の接合構造において、前記各接合部材の接合面が互いの面に向かって突出する凸形状部を有する接合構造。
【請求項5】
請求項4に記載の接合構造において、前記双方の接合部材の接合面が複数の傾斜面によって形成され、当該複数の傾斜面によって前記凸形状部が形成されている接合構造。
【請求項6】
請求項4に記載の接合構造において、前記一方の接合部材の接合面が複数の傾斜面によって形成され、当該複数の傾斜面によって前記凸形状部の一方が形成されており、
他方の接合面に相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部の他方が形成されている接合構造。
【請求項7】
請求項4に記載の接合構造において、前記双方の接合部材の接合面が相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部の両方が形成されている接合構造。
【請求項8】
請求項1乃至7に記載の接合構造で、いずれかの接合部材の接合部の表面にめっき若しくは酸化膜が形成されている接合構造。
【請求項9】
請求項1乃至8に記載の接合構造で、いずれかの接合部材を相手の接合部材に押し付けると共に、両接合部材間に電流を流して、加熱溶融させて接合する接合方法。
【請求項10】
請求項9に記載の接合方法において、リングプロジェクション溶接する接合方法。
【請求項11】
請求項9に記載の接合方法において、直流電源もしくは交流電源で抵抗溶接すると共に、抵抗溶接機を用いて両接合部材を前記接合面において、加圧する接合方法。
【請求項12】
請求項9に記載の接合方法において、接合部全体を加圧して溶融物を接合部の周囲に押し出す接合方法。
【請求項13】
請求項1乃至8に記載の接合構造を、ポンプ本体と取付けフランジとの間に形成した内燃機関の高圧燃料供給ポンプ。
【請求項14】
請求項1乃至8に記載の接合構造を、接点用端子ボルトの凹部に固定接点の凸部を固定するために用いた回転電機。
【請求項1】
突合せ接合する接合部材の少なくとも一方の接合面部に相手の接合面に向かって突出する凸形状部を設け、当該凸形状部で他方の接合面部と圧接するよう構成された接合構造。
【請求項2】
請求項1に記載の接合構造において、一方の接合面部が傾斜面で構成され、この傾斜面に対向する相手の接合面には複数の傾斜面が設けられ、当該複数の傾斜面によって前記凸形状部が形成されている接合構造。
【請求項3】
請求項1に記載の接合構造において、一方の接合面部が傾斜面で構成され、この傾斜面に対向する相手の接合面には相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部が形成されている接合構造。
【請求項4】
請求項1に記載の接合構造において、前記各接合部材の接合面が互いの面に向かって突出する凸形状部を有する接合構造。
【請求項5】
請求項4に記載の接合構造において、前記双方の接合部材の接合面が複数の傾斜面によって形成され、当該複数の傾斜面によって前記凸形状部が形成されている接合構造。
【請求項6】
請求項4に記載の接合構造において、前記一方の接合部材の接合面が複数の傾斜面によって形成され、当該複数の傾斜面によって前記凸形状部の一方が形成されており、
他方の接合面に相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部の他方が形成されている接合構造。
【請求項7】
請求項4に記載の接合構造において、前記双方の接合部材の接合面が相手の接合面に向かって膨出する断面R形状部を有し、当該断面R形状部によって前記凸形状部の両方が形成されている接合構造。
【請求項8】
請求項1乃至7に記載の接合構造で、いずれかの接合部材の接合部の表面にめっき若しくは酸化膜が形成されている接合構造。
【請求項9】
請求項1乃至8に記載の接合構造で、いずれかの接合部材を相手の接合部材に押し付けると共に、両接合部材間に電流を流して、加熱溶融させて接合する接合方法。
【請求項10】
請求項9に記載の接合方法において、リングプロジェクション溶接する接合方法。
【請求項11】
請求項9に記載の接合方法において、直流電源もしくは交流電源で抵抗溶接すると共に、抵抗溶接機を用いて両接合部材を前記接合面において、加圧する接合方法。
【請求項12】
請求項9に記載の接合方法において、接合部全体を加圧して溶融物を接合部の周囲に押し出す接合方法。
【請求項13】
請求項1乃至8に記載の接合構造を、ポンプ本体と取付けフランジとの間に形成した内燃機関の高圧燃料供給ポンプ。
【請求項14】
請求項1乃至8に記載の接合構造を、接点用端子ボルトの凹部に固定接点の凸部を固定するために用いた回転電機。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−177715(P2011−177715A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−41241(P2010−41241)
【出願日】平成22年2月26日(2010.2.26)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年2月26日(2010.2.26)
【出願人】(509186579)日立オートモティブシステムズ株式会社 (2,205)
【Fターム(参考)】
[ Back to top ]