
押ボタンスイッチおよび押ボタンスイッチ用粘着テープ
【課題】リフロー半田付けする際における粘着テープの浮きを抑制した押ボタンスイッチを提供する。
【解決手段】ハウジング10の開口部15を封止する粘着テープ20を備えた押ボタンスイッチ100である。ハウジング10内における底面17には、固定接点部12が設けられ、ハウジング10内において可動接点部13が設けられている。粘着テープ20は、支持基材21と粘着剤層22とから構成されている。粘着テープ20の粘着剤層22は、ハウジング10の一部(18)および可動接点部13の一部に接触している。粘着テープ20の支持基材21の厚さは25μm以上100μm以下であり、支持基材21は、加熱後における縦横寸法変化率の差が±6%以下±0.01%以上で、かつ、引張強度が0.7N/mm以上である特性を有している。
【解決手段】ハウジング10の開口部15を封止する粘着テープ20を備えた押ボタンスイッチ100である。ハウジング10内における底面17には、固定接点部12が設けられ、ハウジング10内において可動接点部13が設けられている。粘着テープ20は、支持基材21と粘着剤層22とから構成されている。粘着テープ20の粘着剤層22は、ハウジング10の一部(18)および可動接点部13の一部に接触している。粘着テープ20の支持基材21の厚さは25μm以上100μm以下であり、支持基材21は、加熱後における縦横寸法変化率の差が±6%以下±0.01%以上で、かつ、引張強度が0.7N/mm以上である特性を有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押ボタンスイッチおよび押ボタンスイッチ用粘着テープに関する。特に、携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器に好適に適用される押ボタンスイッチに関する。
【背景技術】
【0002】
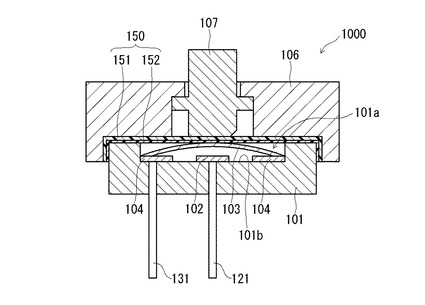
携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器には、数多くの押ボタンスイッチが用いられている。具体的には、携帯型電子機器(例えば、携帯電話)の数字スイッチ(またはキーボードスイッチ)、電源スイッチなどには、クリックアクションで作動する押ボタンスイッチが用いられている。そのような押ボタンスイッチ1000を図1に示す。
【0003】
図1に示した押ボタンスイッチ1000は、上部に開口部101aを有するハウジング101と、その開口部101aを封止する粘着テープ150とから構成されている。ハウジング101内における底面101bには、固定接点部102が設けられている。ハウジング101内においては、固定接点部102を覆うように、固定接点部102の上方に可動接点部103が設けられている。
【0004】
可動接点部103は、反転動作を生じさせるようにドーム型の形状をしている。ドーム型の可動接点部103の下端は、ハウジング101内の底面101b上に配置された電極104に接触している。すなわち、ドーム型の可動接点部103の下端は、電極104によって局所的に接触して支持されている。ここで、固定接点部102と可動接点部103との間の空間は、可動接点部103の外の空間に連通している。なお、固定接点部102にはリード線121が接続されており、電極104にはリード線131が接続されている。
【0005】
ハウジング101の開口部101aには、その開口部101aを封止する粘着テープ150が設けられている。粘着テープ150は、支持基材151および粘着剤層152から構成されている。ハウジング101の上には、粘着テープ150を介してフレーム106が取り付けられているとともに、そのフレーム106の中央開口部にはステム107が取り付けられている。ステム107は、フレーム106に摺動自在に設けられており、ステム107を押すことにより、ステム107は下方に移動し、それによって、ドーム型の可動接点部103の中央部を固定接点部102に接触させることができる。
【0006】
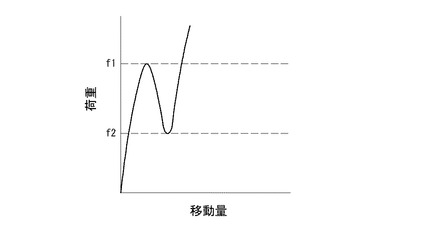
図2は、押ボタンスイッチ1000におけるステム107の荷重と移動量との関係を示すグラフである。図2に示すように、ある荷重f1(作動力)に達すると、可動接点部103が反転作動してそれまでの荷重よりも小さな荷重で移動が進む。そして、ある荷重f2(復帰力)でステム107が押し切りの状態になり、それ以後は荷重を増しても実質上ステム107は移動しない。
【0007】
押ボタンスイッチ1000の荷重−移動量線図において、荷重はステム107の移動に抵抗する部材の変性剛性、主に曲げ剛性によって左右される。最大荷重f1(作動力)が大なるときは、ハードタッチのフィーリングとなり、最大荷重が小なるときは、ソフトタッチのフィーリングとなる。
【0008】
また、押ボタンスイッチ1000の回路板への実装には、リフロー半田付け法が使用される。この半田付けでフラックスの塗布工程において、固定接点部102と可動接点部103との間にフラックスが侵入するのを防止して良好な接点接触性を保証する上で、ハウジング101の開口部101aを粘着テープ150によって封止することが必要となる。さらに、ハウジング101の開口部101aにおける粘着テープ150の封止は、ハウジング101とフレーム106との隙間から塵埃が侵入して、当該塵埃によって固定接点部102と可動接点部103との接点不良が起きることも同時に防いでいる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−281969号公報
【特許文献2】特開2004−95461号公報
【特許文献3】特開2004−244586号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
粘着テープ150は、ハウジング101の開口部101aの上端面に接着され、しかもステム107の上下動に柔軟に追随する必要がある。それゆえに、粘着テープ150の支持基材151には柔軟性が必要であり、一般的には、フッ素樹脂シートが用いられる。特に、フッ素樹脂としてはポリテトラフルオロエチレンが用いられている。
【0011】
押ボタンスイッチ1000は、小型化、薄型化の方向に進んでいるため、それに伴って、粘着テープ150にも薄型化が要求されている。しかしながら、薄型化を進めた場合には、部品が小型化して更なる精度が必要となる。この場合に、粘着テープ150の厚み精度が悪いと、ハウジング101とフレーム106とを組み付けた際に隙間が空いてしまったり、平行にすることができずにステム107が傾いてしまう等の不都合が生じてしまう。また、粘着テープ150の粘着剤層152を薄型化した場合における通常の厚さは5〜50μm程度であるが、必要な粘着力を発揮させるためには、この厚さよりも粘着剤層152を更に薄くすることができず、粘着剤層152の厚さの薄膜化は限界にきている。
【0012】
特許文献1では、フッ素樹脂シートからなる支持基材151を22μm以下、さらには16μm以下にした粘着テープ150が開示されている。なお、特許文献1では、フッ素樹脂シートからなる支持基材151の厚さを15μm以下に実質的に切削することができないことから、フッ素樹脂をキャスティング法によってシート化した支持基材151を用いることが開示されている。
【0013】
しかしながら、本願発明者の検討によると、特許文献1に開示されたフッ素樹脂シートからなる支持基材151を使用するには、支持基材151の強度が弱くなるために、粘着テープ150を剥離ライナーから引き剥がす時や、粘着テープ150をハウジング(筐体)101に貼り合わせる時などに粘着テープ150が変形してしまうおそれがあることがわかった。また、押ボタンスイッチ1000をリフロー半田付けする際に粘着テープ150の収縮率が増大し、粘着剤層152の粘着剤がこの応力に耐えられなくなることによってテープ端部から剥がれる場合がある。
【0014】
また、特許文献2では、フッ素樹脂シートからなる支持基材151の厚さを15μm以下に実質的に切削することができないことから、厚さを15μm以下にすることができるポリイミドフィルムまたはポリアミドフィルムからなる支持基材151が開示されている。しかしながら、ポリイミドフィルムまたポリアミドフィルムからなる支持基材151の場合、フッ素樹脂シートからなる支持基材151と比較して、基材の滑り性、柔軟性に劣るため、押ボタンスイッチを押した時、滑らかな感触が得られないという問題が生じる。
【0015】
さらに、特許文献3では、PTFEのモールディングパウダーの成型・焼成物を厚さ8〜50μmになるよう切削することによって得られた支持基材151からなる粘着テープ150が開示されている。しかしながら、本願発明者の検討によると、特許文献3の支持基材151を使用したとき、切削起因によるシートの歪み、及び加熱後の縦横寸法変化率の違いが大きいことから、押ボタンスイッチ1000をリフロー半田付けする際に粘着テープ150が収縮して、端部から剥がれる場合があることがわかった。
【0016】
すなわち、上述した特許文献1〜3においては、支持基材151の薄型化をした場合に、さらなる問題が生じるものであり、実用の面からすると、さらなる検討・改善が必要なものであった。また、特許文献1〜3においては、支持基材151の好適な厚さおよび
一般的な厚さが開示されているものの、所定の厚さの条件においてさらに必要な条件という観点を欠いており、その点においても、さらなる検討・改善が必要とされていた。
【0017】
本願発明者はこのような状況下において、当業者が目指している支持基材151の更なる薄型化(薄膜化)のアプローチを見直し、当業者の技術的な常識とは異なって、逆に、支持基材151の厚さをある程度厚くし、その厚さの条件の中において実用に耐えることができる押ボタンスイッチ用粘着テープの開発に挑み、鋭意検討した結果、本発明に至った。
【0018】
本発明はかかる点に鑑みてなされたものであり、その主な目的は、リフロー半田付けする際における粘着テープの浮きを抑制した押ボタンスイッチ、および、押ボタンスイッチ粘着テープを提供することにある。
【課題を解決するための手段】
【0019】
本発明に係る押ボタンスイッチは、上部に開口部を有するハウジングと、前記ハウジングの前記開口部を封止する粘着テープとを備えた押ボタンスイッチである。前記ハウジング内における底面には、固定接点部が設けられており、前記ハウジング内において、前記固定接点部を覆うようにドーム型の可動接点部が設けられている。前記粘着テープは、支持基材と、前記支持基材の片面に形成された粘着剤層とから構成されている。前記粘着テープの前記粘着剤層は、前記ハウジングの一部および前記可動接点部の一部に接触しており、前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下である。 前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、当該支持基材の引張強度が0.7N/mm以上である特性を有する。
【0020】
ある好適な実施形態において、前記支持基材は、キャスティング法によって作製されたフッ素樹脂基材である。
【0021】
ある好適な実施形態において、前記支持基材の厚さは、50μm以上100μm以下である。
【0022】
本発明に係る携帯型電子機器は、上記押ボタンスイッチと、前記押ボタンスイッチにおける前記粘着テープを介して前記可動接点部を押し、当該可動接点部を前記固定接点部に接触させるステムとを備えた携帯型電子機器である。
【0023】
本発明に係る粘着テープは、押ボタンスイッチ用粘着テープであり、支持基材と、前記支持基材の片面に形成された粘着剤層とを備えている。前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下である。前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上であり、かつ、当該支持基材の加熱後における引張強度が0.7N/mm以上である。
【0024】
ある好適な実施形態において、前記支持基材は、キャスティング法によってシート化されたフッ素樹脂基材である。
【0025】
ある好適な実施形態において、前記支持基材の厚さは、50μm以上100μm以下である。
【発明の効果】
【0026】
本発明によれば、粘着テープの支持基材の厚さは25μm以上100μm以下であり、支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上で、引張強度が0.7N/mm以上である特性を有する。したがって、リフロー半田付けする際における粘着テープの浮きを抑制することができる。また、剥離ライナーから粘着テープを引き剥がす時や、押ボタンスイッチのハウジングに貼り合わせる時に粘着テープが伸びるなどの不具合なく貼り合わせることができる。
【図面の簡単な説明】
【0027】
【図1】一般的な押ボタンスイッチ1000の構成を示す断面図である。
【図2】押ボタンスイッチの荷重−移動量線図を示すグラフである。
【図3】本発明の実施形態に係る押ボタンスイッチ100の構成を示す断面図である。
【図4】本発明の実施形態に係る押ボタンスイッチ100の構成を示す斜視図である。
【発明を実施するための形態】
【0028】
以下、図面を参照しながら、本発明の好適な実施形態を説明する。本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事項は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書及び図面によって開示されている内容と当該分野における技術常識とに基づいて実施することができる。なお、本発明は以下の実施形態に限定されない。
【0029】
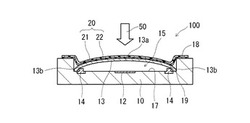
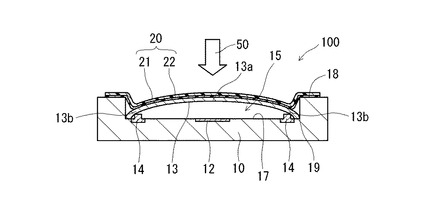
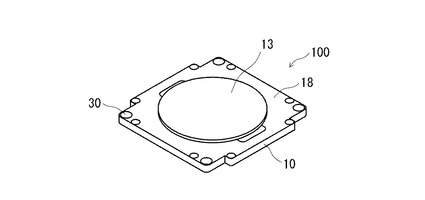
図3は、本発明の実施形態に係る押ボタンスイッチ100の構成を模式的に示す断面図である。本実施形態の押ボタンスイッチ100は、上部に開口部15を有するハウジング10と、ハウジング10の開口部15を封止する粘着テープ20とを備えている。なお、図4は、粘着テープ20を貼り付ける前のハウジング10を含む押ボタンスイッチ100の構成を模式的に示す斜視図である。
【0030】
本実施形態の構成では、ハウジング10内における底面17には、固定接点部(第1端子)12が設けられている。また、ハウジング10内において、固定接点部12を覆うようにドーム型の可動接点部13が設けられている。本実施形態のハウジング10は、樹脂(例えば、液晶ポリマー(LCP)、ポリフタルアミド(PPA)、ポリフェニレンサルファイド(PPS)など)から構成されている。また、本実施形態の可動接点部13は、金属材料(例えば、アルミニウム)から構成されており、メタルドームと称してもよい。
【0031】
可動接点部13は、矢印50の方向にて押された時に、中央部位13aが固定接点部(第1端子)12に接触するように構成されている。また、可動接点部13の下端部位13bは、ハウジング10の開口部15内における角部19に位置している。ハウジング10の開口部15内における角部19の近傍には、第2の固定接点部(第2端子)14が配置されており、可動接点部13の下端部位13bは、第2の固定接点部(第2端子)14に接触するように構成されている。なお、可動接点部13が矢印50の方向にて押されて中央部位13aが固定接点部(第1端子)12に接触した時に、可動接点部13の下端部位13bは、第2の固定接点部(第2端子)14に接触するように構成されていても構わない。
【0032】
本実施形態の粘着テープ20は、支持基材21と、支持基材21の片面に形成された粘着剤層22とから構成されている。図3に示した例では、粘着テープ20の粘着剤層22は、支持基材21の下面に形成されている。粘着テープ20の粘着剤層22は、ハウジング10の一部(具体的には、ハウジング10の上端部18)および可動接点部13の一部(具体的には、角部19の周囲を除く大半の部位)に接触している。この粘着テープ20の粘着剤層22の接着によって、粘着テープ20は、ハウジング10の開口部15を封止している。
【0033】
本実施形態の粘着テープ20の支持基材21の厚さは、25μm以上100μm以下である。本実施形態の好適な一例では、支持基材21の厚さは、25μmを越えて100μm以下、または、50μm以上100μm以下である。本実施形態の他の好適な一例では、支持基材21の厚さは50μmである。ここでの支持基材21の厚さは、平均的な厚さを意味しており、例えば±3μmの公差を含んでいてもよい。なお、厚み平均値は、JIS C2107に準じて1/1000ダイヤルゲージにより得られる値であり、公差は厚み測定値の標準偏差σから±3σにより得られる値である。
【0034】
そして、本実施形態の支持基材21は、支持基材21の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、支持基材21の加熱後における引張強度が0.7N/mm以上である特性を有している。すなわち、所定の厚さの条件下における支持基材21の縦横寸法変化率の差が±6%以下±0.01%以上で、かつ、引張強度が0.7N/mm以上である物性を示す支持基材21を含む粘着テープ20が、本実施形態の押ボタンスイッチ100に使用される。
【0035】
また、本実施形態の支持基材21は、キャスティング法によって作製されたフッ素樹脂基材である。フッ素樹脂基材からなる支持基材21は、柔軟性があるとともに、リフロー半田付け熱に対する耐熱性を有しているので好ましい。また、フッ素樹脂をキャスティング法によりシート化したものは、押ボタンスイッチの薄型化に対応して、粘着テープを薄型化した場合にも(例えば、支持基材21の厚さが100μm以下のものが要求される場合)、厚み精度がよいという利点がある。
【0036】
本実施形態のフッ素樹脂としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−へキサフルオロプロピレン共重合体(FEP)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニリデン(PVDF)等が挙げられる。これらの中でも、ポリテトラフルオロエチレン(PTFE)が好ましい。フッ素樹脂は乳化重合により得られるディスパージョンが用いられる。
【0037】
フッ素樹脂をキャスティング法によりシート化する方法は、例えば、耐熱性キャリアシート上にフッ素樹脂のディスパージョンを塗布し、これをフッ素樹脂の融点以上の温度で焼成する方法があげられる。得られた焼成シートを耐熱性キャリアシートから剥離することによってフッ素樹脂シートが得られる。
【0038】
耐熱性キャリアシートとしては、フッ素樹脂のディスパージョンの焼成温度に耐えうる材質のものを特に制限なく使用できる。例えば、ポリイミドフィルム、ポリエーテルエーテルケトンフィルム、ポリエーテルスルホンフィルムや金属箔が用いられる。また、耐熱性キャリアシートは、焼成シートの剥離をよりスムーズに行うために、シリコーン系等の剥離剤を塗布することもできる。
【0039】
フッ素樹脂のディスパージョンに用いられる分散媒としては、例えば、水を挙げることができる。フッ素樹脂のディスパージョンの固形分濃度は、作業性の面から20〜80重量%、好ましくは40〜60重量%である。ディスパージョンの塗布は、浸漬法、スプレー法、刷毛塗り法等の各種方法により行うことができる。
【0040】
焼成法は特に制限されない。焼成は一段加熱で一挙に焼成することもできるが、フッ素樹脂のディスパージョンに用いられている分散媒の蒸発温度でまず加熱して、分散媒の一部または大部分を蒸発によって除去し、次いでフッ素樹脂の融点異常に加熱して焼成する多段加熱をすることが好ましい。
【0041】
支持基材21の厚さは、塗布と焼成を繰り返すことにより、例えば100μm以下の範囲で作製することができる。本実施形態の構成においては、支持基材21の厚さは、25μm以上100μm以下(または、50μm以上100μm以下)にする。そのような厚さの支持基材21を作製する場合において、フッ素樹脂のディスパージョンの1回塗りによって作製するか、複数回の塗りによって作製するかは、各種条件に応じて適宜好適なものを採用したらよい。キャスティング法によれば、耐熱性キャリアシート上に、フッ素樹脂のディスパージョンを塗布することにより作製するため、成形品を切削する方法よりも厚み精度の良い支持基材が得ることが可能である。
【0042】
なお、フッ素樹脂シートの支持基材21には、接着性を上げる目的で表面処理を施すのが好ましい。表面処理は、アルカリエッチングのような湿式処理およびスパッタエッチングのような乾式処理等を用いることができる。
【0043】
本実施形態の支持基材21に設けられている粘着剤層22の形成には、粘着テープ20の使用にあたり、剥離やずれが発生しない粘着剤が好ましく用いられる。粘着剤は特に制限されないが、粘着テープ20が電気接点近くに用いられることから、接点不良の原因となるシリコーン系粘着剤は好ましくない。ただし、接触不良の対応を取れる場合には、シリコーン系粘着剤を使用しても構わない。粘着剤としては、例えば、ゴム系粘着剤、アクリル系粘着剤が挙げられる。これらの中でも耐熱性の良好なアクリル系粘着剤が好ましい。
【0044】
アクリル系粘着剤のベースポリマーとしては、アクリル酸アルキルエステルとカルボキシル基含有モノマーとのコポリマーであって、重量平均分子量が100万以上のものが好ましい。コポリマーの重量平均分子量は、典型的には、100万〜400万程度であり、好ましくは100万〜200万である。
【0045】
上記コポリマーの成分であるアクリル酸アルキルエステルとしては、アクリル酸ブチル、アクリル酸プロピル、アクリル酸へキシル、2−エチルヘキシルアクリレート、イソオクチルアクリレート、インノニルアクリレート等のアルキル基の炭素数が3〜10のものを用いるのが好適である。カルボキシル基含有モノマーとしては、アクリル酸、メタクリル酸、フマル酸、マレイン酸、イタコン酸等があげられる。これらの中でも、アクリル酸、メタクリル酸が好ましく、特にアクリル酸が好ましい。
【0046】
前記コポリマーにおけるアクリル酸アルキルエステルと、カルボキシル基含有モノマーの重量比は、前者が80〜99.5重量%、後者が0.5〜20重量%である。好ましくは、前者が88〜97重量%、後者が3〜12重量%である。なお、ベースポリマーであるコポリマーには、前記モノマーのほかに、水酸基含有モノマー、N元素含有モノマー、エポキシ基含有モノマー等の官能基を有するモノマー、さらには酢酸ビニル、スチレン等を本発明の目的を損なわない範囲で用いることもできる。
【0047】
前記コポリマーの調製は、例えば、撹拌機、温度計、コンデンサーおよび窒素導入管を備えたフラスコに、アクリル酸アルキルエステル、カルボキシル基含有モノマーおよび有機溶媒(たとえば、トルエン等)を配合してフラスコ内を窒素置換し、重合開始剤(たとえば、ベンゾイルパーオキサイド、アゾビスイソブチロニトリル等)の存在下で、後所定温度に加熱して重合する方法により得ることができる。なお、加熱温度、重合時間は特に制限されないが、典型的には、加熱温度50〜70℃程度、重合時間は5〜7時間程度とするのが好適である。
【0048】
前記アクリル系コポリマーには各種の粘着付与剤を配合することができる。耐熱性を有し、かつ工程中、工程後のいずれにおいても、ずれや剥離が生じない粘着剤層22を形成するには、前記アクリル系コポリマーに、高軟化点樹脂と低軟化点樹脂の2種の粘着付与樹脂を配合した粘着剤を用いることが好ましい。かかる粘着付与剤を配合した粘着剤組成物により形成される粘着剤層は、初期および加熱後の粘着力が共に大きく、さらには保持力のずれが小さい粘着剤層を形成することができる。
【0049】
高軟化点樹脂の軟化点は100〜150℃程度、低軟化点樹脂の軟化点は60〜110℃程度である。但し、高軟化点樹脂は低軟化点樹脂よりも軟化点が10℃以上高い。高軟化点樹脂の配合量は、前記コポリマー100重量部(固形分)に対し、8〜60重量部、望ましくは20〜50重量部である。一方、低軟化点樹脂の配合量は、前記コポリマー100重量部(固形分)に対し、5〜40重量部、望ましくは15〜30重量部である。また、高軟化点樹脂と低軟化点樹脂の配合比は、初期および加熱後の粘着力と保持力の特性のバランスを取るために、低軟化点樹脂:高軟化点樹脂の重量比が1:1〜2の割合になるように配合するのが好ましい。
【0050】
高軟化点樹脂および低軟化点樹脂は従来から粘着付与樹脂として用いられている樹脂を特に限定することなく用いることができる。例えばテルペン樹脂、テルペンフェノール樹脂、石油樹脂、クマロン−インデン樹脂、ロジン系樹脂、(アルキル)フェノール系樹脂、キシレン系樹脂またはこれらの水添物等があげられる。これらの中から、上記軟化点を有するものを各々選択して使用する。
【0051】
さらに、本実施形態の粘着剤組成物には、架橋剤を配合することができる。架橋剤の配合量は前記コポリマー100重量部に対し、0.05〜5重量部程度とするのが好ましい。架橋剤の種類は特に制限されず、従来から粘着剤に用いられていたものを使用できる。その具体例としてはへキサメチレンジイソシアネート等のイソシアネート系架橋剤、ビスアミン等のアミン系架橋剤、エチレングリコールジグリシジルエーテル等のエポキシ系架橋剤等をあげることができる。その他に各種添加剤を配合するのは任意である。
【0052】
本実施形態の押ボタンスイッチ用粘着テープ20の作製方法は、例えば、粘着剤溶液を、支持基材の片面に塗布し、乾燥させる。乾燥温度、時間は特に制限されないが、典型的には、100〜180℃程度で、2〜10分間程度である。粘着剤層22の厚さは、特に制限されないが、固形分で5〜50μm程度であり、薄型化およびクリック感の観点から望ましくは8〜20μmが好適である。
【0053】
本実施形態の支持基材21の場合、支持基材21の加熱後における縦横寸法変化率の差は、±6%以下±0.01%以上の物性を有している。本実施形態において、縦横寸法変化率の差は、縦方向(フィルムの流れ方向、MD:Machine Direction)における寸法変化率[%]と、横方向(フィルムの垂直方向、TD:Transverse Direction)における寸法変化率[%]の差のことを意味している。
【0054】
支持基材21の加熱後における縦横寸法変化率の差は、加熱後の縦方向・横方向の収縮率から算出される。まず、本実施形態の作製方法にて得られた粘着テープ20から、50mm×250mmを切り取り、評線距離200mmに対し、260℃×5分加熱後の評線距離の変化量/加熱前長さの百分率を求めて、その値を縦方向・横方向の寸法変化率(加熱後収縮率)にして、そこから縦横寸法変化率の差を算出する。好適な一例としては、加熱後における縦横寸法変化率の差は、±6%以下、好ましくは±3%以下、さらに好ましくは±1%以下(例えば、±0.5%またはそれ以下)である。なお、これらの測定は、JIS K7133に準拠して行われる。
【0055】
また、本実施形態の支持基材21の場合、支持基材21の引張強度が0.7N/mm以上の物性を有している。なお、引張強度の上限は特に明確に規定されるものではなく、引張強度0.7N/mm以上の値のうち、本実施形態の作製方法にて得られた粘着テープ20が実際に有する支持基材21の引張強度(例えば、1.72N/mm、2.89N/mmなど)に基づいて決定される。
【0056】
この引張強度は、次のようにして求められる。まず、本実施形態の作製方法にて得られた粘着テープ20から、10mm×200mmを切り取った後、フィルム幅10mm、チャック間隔100mm、評線間隔50mm、引張速度200mm/分、測定温度23℃の条件で引張試験機(島津製作所製のAG−1KNI)を用いて測定する。この引張試験機の測定により、引張強度が得られる。
【0057】
好適な一例としては、支持基材21の引張強度(MD)は、例えば1.72N/mm以上、好ましくは2.89N/mm以上である。また、支持基材21の引張強度(TD)は、例えば1.55N/mm以上、好ましくは2.78N/mm以上である。
【0058】
加えて、本実施形態の支持基材21の場合、1N/10mm加重に対する伸びが2.1%以下の物性を有している。この1N/10mm荷重に対する伸びの測定は、引張強度の測定方法と同様の方法で行われ、加重が1N/10mmに達した時の評線距離を測定し、評線距離の変化量/評線間隔の百分率を求める。好適な一例としては、支持基材21の1N/10mm加重に対する伸び(MD)は、2.1以下、好ましくは0.1%以下である。
【0059】
以下、本発明に関するいくつかの実施例を説明するが、本発明を係る実施例に示すものに限定することを意図したものではない。
【0060】
<実施例1>
(支持基材の作製)
まず、PTFE粉末(平均粒子径0.25μm)の固形分濃度60重量%の水性ディスパージョンを、ポリイミドキャリアシートに浸漬塗布した後、90℃×2分間の条件で加熱して水分を除去した。次いで、360℃×2分間で焼成して、厚さ25μmのPTFEシートを作製した。このPTFEシートの片面をスパッタエッチング処理したものを支持基材として使用した。
【0061】
(粘着剤組成物の調製)
撹拌機、温度計、コンデンサーおよび窒素導入管を備えたフラスコ(容量1リットル)にアクリル酸ブチル90g、アクリル酸10gおよびトルエン150gを配合し、撹拌しながら1時間窒素置換した。次いで、ベンゾイルパーオキサイド0.1gを加え、温度60℃で6時間重合を行なってアクリル酸ブチルとアクリル酸とのコポリマー溶液を得た。このコポリマーの重量平均分子量をHPLC(高速液体クロマトグラフ)により測定したところ、140万であった。
【0062】
上記コポリマー溶液100重量部(固形分)に対し、軟化点130℃のフェノール樹脂(住友デュレズ社製,スミライトレジンPR−51732)32重量部、軟化点80℃のテルペン樹脂(ヤスハラケミカル社製,YSレジンPX800)20重量部、架橋剤としてへキサメチレンジイソシアネート(日本ポリウレタン社製,コロネートL)3重量部を配合した後、トルエンで固形分ベース14重量%となるように希釈して粘着剤組成物(溶液)を得た。
【0063】
(粘着テープの作製)
上記支持基材の表面処理面に、前記粘着剤組成物を固形分厚さが10μmとなるように塗布し、130℃×5分間の条件で、熱風式乾燥機で乾燥キュアーして粘着テープを得た。
【0064】
<実施例2>
実施例2では、支持基材の厚さ50μmのPTFEシートを作製したこと以外は実施例1と同様にして粘着テープを作製した。
【0065】
<比較例1>
比較例1では、支持基材の厚さ15μmのPTFEシートを作製したこと以外は実施例1と同様にして粘着テープを作製した。
【0066】
<比較例2>
比較例2では、支持基材として、PTFEのモールディングパウダーの成形・焼成物を厚さ25μmに切削し、片面をスパッタエッチング処理して得たPTFEシートを使用した。それ以外は、実施例1と同様にして粘着テープを作製した。
【0067】
<比較例3>
比較例3では、支持基材として、PTFEのモールディングパウダーの成形・焼成物を厚さ50μmに切削し、片面をスパッタエッチング処理して得たPTFEシートを使用したこと以外は、実施例1と同様にして粘着テープを作製した。
【0068】
上述した実施例1、実施例2、比較例1、比較例2、比較例3の粘着テープにおいて、
引張強度、加熱後収縮率、1N/10mm加重に対する伸び、封止性を測定した。測定方法は以下の通りである。
【0069】
(引張強度)
粘着テープから10mm×200mmを切り取り、フィルム幅10mm、チャック間隔100mm、評線間隔50mm、引張速度200mm/分、測定温度23℃で引張試験機を用いて測定した。
(加熱後収縮率)
粘着テープから50mm×250mmを切り取り、評線距離200mmに対し、260℃×5分加熱後の評線距離の変化量/加熱前長さの百分率を求めた。
(1N/10mm加重に対する伸び)
引張強度測定方法と同様の方法で、加重が1N/10mmに達した時の評線距離を測定し、評線距離の変化量/評線間隔の百分率を求めた。
(封止性)
粘着テープを、粘着テープ未貼着下での作動力が13N、復帰力が6Nの押ボタンスイッチに貼着し、260℃×5分間の加熱に曝して封止性を確認した。粘着テープの浮き、ずれが見られない場合を「○」、粘着テープの浮き、ずれが見られた場合を「×」と判断した。
(1N/10mm加重で延伸貼り合わせ後の封止性)
引張試験機を用いて粘着テープを200mm/分で引張り、加重が1N/10mmに達した時の粘着テープを押ボタンスイッチに貼着し、上記封止性評価方法と同様に評価した。
【0070】
【表1】

【0071】
表1に示されるように実施例1、実施例2で示されるフッ素樹脂をキャスティング法によりシート化した支持基材を含む粘着テープが、封止性、および、1N/10mm加重で延伸貼り合わせ後の封止性の両方の試験で良好な結果を示した。具体的には、加熱後の縦横寸法変化率の差が±6.0%以下であり、かつ、引張強度が0.7N/mm以上である粘着テープ(実施例1、実施例2)は、260℃×5分加熱した後でも浮くことなく、封止性に優れている。
【0072】
これに対し、加熱後の縦横寸法変化率の差が±6.0%を越え、かつ、引張強度が0.7N/mm未満の粘着テープ(比較例1)は、1N/10mm加重で延伸貼り合わせ後の封止性の試験で浮きが発生する。なお、比較例1の封止性は、実施例1及び実施例2の封止性と比較すると、不良とはいえないものの、良いとは言えないものであった。
【0073】
実施例1、2および比較例1の結果から、半田リフロー付け工程時も粘着テープが浮きなく押ボタンスイッチを封止するためには、加熱後の縦横寸法変化率の差が±6.0%以下であり、かつ、引張強度が0.7N/mm以上である支持基材を用いた粘着テープが好適であることが示されている。すなわち、実施例1および2の粘着テープを使用すると、粘着テープ20が伸びて変形することを抑制した押ボタンスイッチ100を得ることができる。
【0074】
なお、支持基材の厚さの要素が専ら封止性に影響を与える必須なものであるかを調べるために、切削法で作製した支持基板を含む粘着テープ(比較例2、比較例3)の評価を行った。比較例2における支持基材の厚さは25μm(実施例1と同じ)、比較例3における支持基材の厚さは50μm(実施例2と同じ)であるが、比較例2および比較例3ともに、封止性は不良であった。したがって、支持基材の厚さの要素だけが封止性に影響を与える必須のものではないことが示された。
【0075】
実施例1と比較例2とを比較すると、加熱後収縮率(MD)及び(TD)%の値から、
実施例1における縦横寸法変化率の差は0.5%であるのに対し、比較例2における縦横寸法変化率の差は8.1%である。また同様に、実施例2と比較例3とを比較すると、実施例2における縦横寸法変化率の差は0.5%であるのに対し、比較例3における縦横寸法変化率の差は7.0%である。この縦横寸法変化率の差が6.0%を越えたもの(または、7.0%以上)になると、封止性が悪化する影響がでる。したがって、たとえ厚さが同じであったとしても、縦横寸法変化率の差を6.0%以下にすることが必要であることが理解される。
【0076】
切削法を用いた比較例2、3における支持基材における縦横寸法変化率の差が、実施例1、2のものよりも大きくなる理由は正確にはわからない。ただし、本願発明者が推測するに、切削法の場合、フッ素系樹脂(PTFE)のモールディングパウダーを円柱形に成形し、それを焼成した焼成物を所定厚さに切削するため、焼成ムラが生じており、その焼成ムラが縦横寸法変化率の差に影響を与えている可能性がある。または、キャスティング法と切削法では、フッ素系樹脂(PTFE)の成膜状態が分子レベルで異なる可能性があり、その成膜状態の差異が、縦横寸法変化率の差に影響を与えている可能性がある。加えて、切削法では、キャスティング法と比較すると厚さのムラが生じやすいので、その厚さのムラに起因して、縦横寸法変化率の差が生じている可能性がある。
【0077】
また、実施例1と比較例1とを比較すると、縦横寸法変化率の差は、実施例1(0.5%)と比較例1(0.5%)は同じである。しかしながら、引張強度(MD)の値については、実施例1(1.72N/mm)と比較して、比較例1のもの(0.64N/mm)は大きく低下し、0.7N/mm未満になってしまっている。この比較例1における引張強度(MD)の低さが、1N/10mm加重に対する伸び(MD)に影響し、その結果、封止性の劣化に影響を与えていると推測される。
【0078】
上述したように、本発明の実施形態に係る押ボタンスイッチ用粘着テープ20においては、フッ素樹脂をキャスティング法によってシート化した支持基材21が、加熱後の縦横寸法変化率の差が±6.0%であり、かつ、キャスティング法によりシート化した支持基材の厚みが25μm以上100μm以下の範囲で引張強度が0.7N/mm以上である。
【0079】
加熱後の縦横寸法変化率の差が±6.0%以下である場合、リフロー半田付けする際に支持基材21が収縮したときでも粘着テープ20が端部から浮くことを防ぐことができる。図3に示した例で説明すると、粘着テープ20のうち端部(例えば、ハウジング10の上端部18の周辺)から、粘着テープ20が浮くことを防ぐことができる。したがって、粘着テープ20による封止性に優れた押ボタンスイッチ100を実現することができる。
【0080】
加えて、支持基材21の引張強度が0.7N/mm以上であると、粘着剤層22の表面に設けられた剥離ライナー(不図示)から粘着テープ20を引き剥がす時や、押ボタンスイッチ100のハウジング10に貼り合わせる時に粘着テープ20が伸びるなどの不具合なく貼り合わせることができる。
【0081】
本実施形態の押ボタンスイッチ100は、携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器に適用される。一例としては、本実施形態の押ボタンスイッチ100と、ステム(図1の「7」参照)とを組み合わせた形態で、携帯型電子機器に使用することができる。ステムは、押ボタンスイッチ100における粘着テープ20を介して可動接点部(メタルドーム)13を押し、可動接点部13を固定接点部12に接触させる部材である。本実施形態の押ボタンスイッチ100は、薄型化された粘着テープ20(支持基材の厚さが100μm以下、好ましくは50μm±5程度)を用いたものであっても、ハウジング10の開口部15を封止する封止性が優れているので、上述したような携帯型電子機器(例えば、携帯電話)に好適に使用することができる。
【0082】
以上、本発明を詳細に説明したが、これらは例示に過ぎず、本発明は、さらに別の態様でも実施でき、その主旨を逸脱しない範囲で種々変更を加えうるものである。
【産業上の利用可能性】
【0083】
本発明によると、リフロー半田付けする際における粘着テープの浮きを抑制した押ボタンスイッチを提供することができる。
【符号の説明】
【0084】
10 ハウジング
12 固定接点部
13 可動接点部
13a 可動接点部の中央部位
13b 可動接点部の下端部位
15 開口部
17 底面
18 上端部
19 角部
20 粘着テープ(押ボタンスイッチ用粘着テープ)
21 支持基材
22 粘着剤層
100 押ボタンスイッチ
101 ハウジング
102 固定接点部
103 可動接点部
104 電極
106 フレーム
107 ステム
150 粘着テープ
151 支持基材
152 粘着剤層
1000 押ボタンスイッチ
【技術分野】
【0001】
本発明は、押ボタンスイッチおよび押ボタンスイッチ用粘着テープに関する。特に、携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器に好適に適用される押ボタンスイッチに関する。
【背景技術】
【0002】
携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器には、数多くの押ボタンスイッチが用いられている。具体的には、携帯型電子機器(例えば、携帯電話)の数字スイッチ(またはキーボードスイッチ)、電源スイッチなどには、クリックアクションで作動する押ボタンスイッチが用いられている。そのような押ボタンスイッチ1000を図1に示す。
【0003】
図1に示した押ボタンスイッチ1000は、上部に開口部101aを有するハウジング101と、その開口部101aを封止する粘着テープ150とから構成されている。ハウジング101内における底面101bには、固定接点部102が設けられている。ハウジング101内においては、固定接点部102を覆うように、固定接点部102の上方に可動接点部103が設けられている。
【0004】
可動接点部103は、反転動作を生じさせるようにドーム型の形状をしている。ドーム型の可動接点部103の下端は、ハウジング101内の底面101b上に配置された電極104に接触している。すなわち、ドーム型の可動接点部103の下端は、電極104によって局所的に接触して支持されている。ここで、固定接点部102と可動接点部103との間の空間は、可動接点部103の外の空間に連通している。なお、固定接点部102にはリード線121が接続されており、電極104にはリード線131が接続されている。
【0005】
ハウジング101の開口部101aには、その開口部101aを封止する粘着テープ150が設けられている。粘着テープ150は、支持基材151および粘着剤層152から構成されている。ハウジング101の上には、粘着テープ150を介してフレーム106が取り付けられているとともに、そのフレーム106の中央開口部にはステム107が取り付けられている。ステム107は、フレーム106に摺動自在に設けられており、ステム107を押すことにより、ステム107は下方に移動し、それによって、ドーム型の可動接点部103の中央部を固定接点部102に接触させることができる。
【0006】
図2は、押ボタンスイッチ1000におけるステム107の荷重と移動量との関係を示すグラフである。図2に示すように、ある荷重f1(作動力)に達すると、可動接点部103が反転作動してそれまでの荷重よりも小さな荷重で移動が進む。そして、ある荷重f2(復帰力)でステム107が押し切りの状態になり、それ以後は荷重を増しても実質上ステム107は移動しない。
【0007】
押ボタンスイッチ1000の荷重−移動量線図において、荷重はステム107の移動に抵抗する部材の変性剛性、主に曲げ剛性によって左右される。最大荷重f1(作動力)が大なるときは、ハードタッチのフィーリングとなり、最大荷重が小なるときは、ソフトタッチのフィーリングとなる。
【0008】
また、押ボタンスイッチ1000の回路板への実装には、リフロー半田付け法が使用される。この半田付けでフラックスの塗布工程において、固定接点部102と可動接点部103との間にフラックスが侵入するのを防止して良好な接点接触性を保証する上で、ハウジング101の開口部101aを粘着テープ150によって封止することが必要となる。さらに、ハウジング101の開口部101aにおける粘着テープ150の封止は、ハウジング101とフレーム106との隙間から塵埃が侵入して、当該塵埃によって固定接点部102と可動接点部103との接点不良が起きることも同時に防いでいる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2003−281969号公報
【特許文献2】特開2004−95461号公報
【特許文献3】特開2004−244586号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
粘着テープ150は、ハウジング101の開口部101aの上端面に接着され、しかもステム107の上下動に柔軟に追随する必要がある。それゆえに、粘着テープ150の支持基材151には柔軟性が必要であり、一般的には、フッ素樹脂シートが用いられる。特に、フッ素樹脂としてはポリテトラフルオロエチレンが用いられている。
【0011】
押ボタンスイッチ1000は、小型化、薄型化の方向に進んでいるため、それに伴って、粘着テープ150にも薄型化が要求されている。しかしながら、薄型化を進めた場合には、部品が小型化して更なる精度が必要となる。この場合に、粘着テープ150の厚み精度が悪いと、ハウジング101とフレーム106とを組み付けた際に隙間が空いてしまったり、平行にすることができずにステム107が傾いてしまう等の不都合が生じてしまう。また、粘着テープ150の粘着剤層152を薄型化した場合における通常の厚さは5〜50μm程度であるが、必要な粘着力を発揮させるためには、この厚さよりも粘着剤層152を更に薄くすることができず、粘着剤層152の厚さの薄膜化は限界にきている。
【0012】
特許文献1では、フッ素樹脂シートからなる支持基材151を22μm以下、さらには16μm以下にした粘着テープ150が開示されている。なお、特許文献1では、フッ素樹脂シートからなる支持基材151の厚さを15μm以下に実質的に切削することができないことから、フッ素樹脂をキャスティング法によってシート化した支持基材151を用いることが開示されている。
【0013】
しかしながら、本願発明者の検討によると、特許文献1に開示されたフッ素樹脂シートからなる支持基材151を使用するには、支持基材151の強度が弱くなるために、粘着テープ150を剥離ライナーから引き剥がす時や、粘着テープ150をハウジング(筐体)101に貼り合わせる時などに粘着テープ150が変形してしまうおそれがあることがわかった。また、押ボタンスイッチ1000をリフロー半田付けする際に粘着テープ150の収縮率が増大し、粘着剤層152の粘着剤がこの応力に耐えられなくなることによってテープ端部から剥がれる場合がある。
【0014】
また、特許文献2では、フッ素樹脂シートからなる支持基材151の厚さを15μm以下に実質的に切削することができないことから、厚さを15μm以下にすることができるポリイミドフィルムまたはポリアミドフィルムからなる支持基材151が開示されている。しかしながら、ポリイミドフィルムまたポリアミドフィルムからなる支持基材151の場合、フッ素樹脂シートからなる支持基材151と比較して、基材の滑り性、柔軟性に劣るため、押ボタンスイッチを押した時、滑らかな感触が得られないという問題が生じる。
【0015】
さらに、特許文献3では、PTFEのモールディングパウダーの成型・焼成物を厚さ8〜50μmになるよう切削することによって得られた支持基材151からなる粘着テープ150が開示されている。しかしながら、本願発明者の検討によると、特許文献3の支持基材151を使用したとき、切削起因によるシートの歪み、及び加熱後の縦横寸法変化率の違いが大きいことから、押ボタンスイッチ1000をリフロー半田付けする際に粘着テープ150が収縮して、端部から剥がれる場合があることがわかった。
【0016】
すなわち、上述した特許文献1〜3においては、支持基材151の薄型化をした場合に、さらなる問題が生じるものであり、実用の面からすると、さらなる検討・改善が必要なものであった。また、特許文献1〜3においては、支持基材151の好適な厚さおよび
一般的な厚さが開示されているものの、所定の厚さの条件においてさらに必要な条件という観点を欠いており、その点においても、さらなる検討・改善が必要とされていた。
【0017】
本願発明者はこのような状況下において、当業者が目指している支持基材151の更なる薄型化(薄膜化)のアプローチを見直し、当業者の技術的な常識とは異なって、逆に、支持基材151の厚さをある程度厚くし、その厚さの条件の中において実用に耐えることができる押ボタンスイッチ用粘着テープの開発に挑み、鋭意検討した結果、本発明に至った。
【0018】
本発明はかかる点に鑑みてなされたものであり、その主な目的は、リフロー半田付けする際における粘着テープの浮きを抑制した押ボタンスイッチ、および、押ボタンスイッチ粘着テープを提供することにある。
【課題を解決するための手段】
【0019】
本発明に係る押ボタンスイッチは、上部に開口部を有するハウジングと、前記ハウジングの前記開口部を封止する粘着テープとを備えた押ボタンスイッチである。前記ハウジング内における底面には、固定接点部が設けられており、前記ハウジング内において、前記固定接点部を覆うようにドーム型の可動接点部が設けられている。前記粘着テープは、支持基材と、前記支持基材の片面に形成された粘着剤層とから構成されている。前記粘着テープの前記粘着剤層は、前記ハウジングの一部および前記可動接点部の一部に接触しており、前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下である。 前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、当該支持基材の引張強度が0.7N/mm以上である特性を有する。
【0020】
ある好適な実施形態において、前記支持基材は、キャスティング法によって作製されたフッ素樹脂基材である。
【0021】
ある好適な実施形態において、前記支持基材の厚さは、50μm以上100μm以下である。
【0022】
本発明に係る携帯型電子機器は、上記押ボタンスイッチと、前記押ボタンスイッチにおける前記粘着テープを介して前記可動接点部を押し、当該可動接点部を前記固定接点部に接触させるステムとを備えた携帯型電子機器である。
【0023】
本発明に係る粘着テープは、押ボタンスイッチ用粘着テープであり、支持基材と、前記支持基材の片面に形成された粘着剤層とを備えている。前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下である。前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上であり、かつ、当該支持基材の加熱後における引張強度が0.7N/mm以上である。
【0024】
ある好適な実施形態において、前記支持基材は、キャスティング法によってシート化されたフッ素樹脂基材である。
【0025】
ある好適な実施形態において、前記支持基材の厚さは、50μm以上100μm以下である。
【発明の効果】
【0026】
本発明によれば、粘着テープの支持基材の厚さは25μm以上100μm以下であり、支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上で、引張強度が0.7N/mm以上である特性を有する。したがって、リフロー半田付けする際における粘着テープの浮きを抑制することができる。また、剥離ライナーから粘着テープを引き剥がす時や、押ボタンスイッチのハウジングに貼り合わせる時に粘着テープが伸びるなどの不具合なく貼り合わせることができる。
【図面の簡単な説明】
【0027】
【図1】一般的な押ボタンスイッチ1000の構成を示す断面図である。
【図2】押ボタンスイッチの荷重−移動量線図を示すグラフである。
【図3】本発明の実施形態に係る押ボタンスイッチ100の構成を示す断面図である。
【図4】本発明の実施形態に係る押ボタンスイッチ100の構成を示す斜視図である。
【発明を実施するための形態】
【0028】
以下、図面を参照しながら、本発明の好適な実施形態を説明する。本明細書において特に言及している事項以外の事柄であって本発明の実施に必要な事項は、当該分野における従来技術に基づく当業者の設計事項として把握され得る。本発明は、本明細書及び図面によって開示されている内容と当該分野における技術常識とに基づいて実施することができる。なお、本発明は以下の実施形態に限定されない。
【0029】
図3は、本発明の実施形態に係る押ボタンスイッチ100の構成を模式的に示す断面図である。本実施形態の押ボタンスイッチ100は、上部に開口部15を有するハウジング10と、ハウジング10の開口部15を封止する粘着テープ20とを備えている。なお、図4は、粘着テープ20を貼り付ける前のハウジング10を含む押ボタンスイッチ100の構成を模式的に示す斜視図である。
【0030】
本実施形態の構成では、ハウジング10内における底面17には、固定接点部(第1端子)12が設けられている。また、ハウジング10内において、固定接点部12を覆うようにドーム型の可動接点部13が設けられている。本実施形態のハウジング10は、樹脂(例えば、液晶ポリマー(LCP)、ポリフタルアミド(PPA)、ポリフェニレンサルファイド(PPS)など)から構成されている。また、本実施形態の可動接点部13は、金属材料(例えば、アルミニウム)から構成されており、メタルドームと称してもよい。
【0031】
可動接点部13は、矢印50の方向にて押された時に、中央部位13aが固定接点部(第1端子)12に接触するように構成されている。また、可動接点部13の下端部位13bは、ハウジング10の開口部15内における角部19に位置している。ハウジング10の開口部15内における角部19の近傍には、第2の固定接点部(第2端子)14が配置されており、可動接点部13の下端部位13bは、第2の固定接点部(第2端子)14に接触するように構成されている。なお、可動接点部13が矢印50の方向にて押されて中央部位13aが固定接点部(第1端子)12に接触した時に、可動接点部13の下端部位13bは、第2の固定接点部(第2端子)14に接触するように構成されていても構わない。
【0032】
本実施形態の粘着テープ20は、支持基材21と、支持基材21の片面に形成された粘着剤層22とから構成されている。図3に示した例では、粘着テープ20の粘着剤層22は、支持基材21の下面に形成されている。粘着テープ20の粘着剤層22は、ハウジング10の一部(具体的には、ハウジング10の上端部18)および可動接点部13の一部(具体的には、角部19の周囲を除く大半の部位)に接触している。この粘着テープ20の粘着剤層22の接着によって、粘着テープ20は、ハウジング10の開口部15を封止している。
【0033】
本実施形態の粘着テープ20の支持基材21の厚さは、25μm以上100μm以下である。本実施形態の好適な一例では、支持基材21の厚さは、25μmを越えて100μm以下、または、50μm以上100μm以下である。本実施形態の他の好適な一例では、支持基材21の厚さは50μmである。ここでの支持基材21の厚さは、平均的な厚さを意味しており、例えば±3μmの公差を含んでいてもよい。なお、厚み平均値は、JIS C2107に準じて1/1000ダイヤルゲージにより得られる値であり、公差は厚み測定値の標準偏差σから±3σにより得られる値である。
【0034】
そして、本実施形態の支持基材21は、支持基材21の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、支持基材21の加熱後における引張強度が0.7N/mm以上である特性を有している。すなわち、所定の厚さの条件下における支持基材21の縦横寸法変化率の差が±6%以下±0.01%以上で、かつ、引張強度が0.7N/mm以上である物性を示す支持基材21を含む粘着テープ20が、本実施形態の押ボタンスイッチ100に使用される。
【0035】
また、本実施形態の支持基材21は、キャスティング法によって作製されたフッ素樹脂基材である。フッ素樹脂基材からなる支持基材21は、柔軟性があるとともに、リフロー半田付け熱に対する耐熱性を有しているので好ましい。また、フッ素樹脂をキャスティング法によりシート化したものは、押ボタンスイッチの薄型化に対応して、粘着テープを薄型化した場合にも(例えば、支持基材21の厚さが100μm以下のものが要求される場合)、厚み精度がよいという利点がある。
【0036】
本実施形態のフッ素樹脂としては、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−へキサフルオロプロピレン共重合体(FEP)、エチレン−テトラフルオロエチレン共重合体(ETFE)、ポリフッ化ビニリデン(PVDF)等が挙げられる。これらの中でも、ポリテトラフルオロエチレン(PTFE)が好ましい。フッ素樹脂は乳化重合により得られるディスパージョンが用いられる。
【0037】
フッ素樹脂をキャスティング法によりシート化する方法は、例えば、耐熱性キャリアシート上にフッ素樹脂のディスパージョンを塗布し、これをフッ素樹脂の融点以上の温度で焼成する方法があげられる。得られた焼成シートを耐熱性キャリアシートから剥離することによってフッ素樹脂シートが得られる。
【0038】
耐熱性キャリアシートとしては、フッ素樹脂のディスパージョンの焼成温度に耐えうる材質のものを特に制限なく使用できる。例えば、ポリイミドフィルム、ポリエーテルエーテルケトンフィルム、ポリエーテルスルホンフィルムや金属箔が用いられる。また、耐熱性キャリアシートは、焼成シートの剥離をよりスムーズに行うために、シリコーン系等の剥離剤を塗布することもできる。
【0039】
フッ素樹脂のディスパージョンに用いられる分散媒としては、例えば、水を挙げることができる。フッ素樹脂のディスパージョンの固形分濃度は、作業性の面から20〜80重量%、好ましくは40〜60重量%である。ディスパージョンの塗布は、浸漬法、スプレー法、刷毛塗り法等の各種方法により行うことができる。
【0040】
焼成法は特に制限されない。焼成は一段加熱で一挙に焼成することもできるが、フッ素樹脂のディスパージョンに用いられている分散媒の蒸発温度でまず加熱して、分散媒の一部または大部分を蒸発によって除去し、次いでフッ素樹脂の融点異常に加熱して焼成する多段加熱をすることが好ましい。
【0041】
支持基材21の厚さは、塗布と焼成を繰り返すことにより、例えば100μm以下の範囲で作製することができる。本実施形態の構成においては、支持基材21の厚さは、25μm以上100μm以下(または、50μm以上100μm以下)にする。そのような厚さの支持基材21を作製する場合において、フッ素樹脂のディスパージョンの1回塗りによって作製するか、複数回の塗りによって作製するかは、各種条件に応じて適宜好適なものを採用したらよい。キャスティング法によれば、耐熱性キャリアシート上に、フッ素樹脂のディスパージョンを塗布することにより作製するため、成形品を切削する方法よりも厚み精度の良い支持基材が得ることが可能である。
【0042】
なお、フッ素樹脂シートの支持基材21には、接着性を上げる目的で表面処理を施すのが好ましい。表面処理は、アルカリエッチングのような湿式処理およびスパッタエッチングのような乾式処理等を用いることができる。
【0043】
本実施形態の支持基材21に設けられている粘着剤層22の形成には、粘着テープ20の使用にあたり、剥離やずれが発生しない粘着剤が好ましく用いられる。粘着剤は特に制限されないが、粘着テープ20が電気接点近くに用いられることから、接点不良の原因となるシリコーン系粘着剤は好ましくない。ただし、接触不良の対応を取れる場合には、シリコーン系粘着剤を使用しても構わない。粘着剤としては、例えば、ゴム系粘着剤、アクリル系粘着剤が挙げられる。これらの中でも耐熱性の良好なアクリル系粘着剤が好ましい。
【0044】
アクリル系粘着剤のベースポリマーとしては、アクリル酸アルキルエステルとカルボキシル基含有モノマーとのコポリマーであって、重量平均分子量が100万以上のものが好ましい。コポリマーの重量平均分子量は、典型的には、100万〜400万程度であり、好ましくは100万〜200万である。
【0045】
上記コポリマーの成分であるアクリル酸アルキルエステルとしては、アクリル酸ブチル、アクリル酸プロピル、アクリル酸へキシル、2−エチルヘキシルアクリレート、イソオクチルアクリレート、インノニルアクリレート等のアルキル基の炭素数が3〜10のものを用いるのが好適である。カルボキシル基含有モノマーとしては、アクリル酸、メタクリル酸、フマル酸、マレイン酸、イタコン酸等があげられる。これらの中でも、アクリル酸、メタクリル酸が好ましく、特にアクリル酸が好ましい。
【0046】
前記コポリマーにおけるアクリル酸アルキルエステルと、カルボキシル基含有モノマーの重量比は、前者が80〜99.5重量%、後者が0.5〜20重量%である。好ましくは、前者が88〜97重量%、後者が3〜12重量%である。なお、ベースポリマーであるコポリマーには、前記モノマーのほかに、水酸基含有モノマー、N元素含有モノマー、エポキシ基含有モノマー等の官能基を有するモノマー、さらには酢酸ビニル、スチレン等を本発明の目的を損なわない範囲で用いることもできる。
【0047】
前記コポリマーの調製は、例えば、撹拌機、温度計、コンデンサーおよび窒素導入管を備えたフラスコに、アクリル酸アルキルエステル、カルボキシル基含有モノマーおよび有機溶媒(たとえば、トルエン等)を配合してフラスコ内を窒素置換し、重合開始剤(たとえば、ベンゾイルパーオキサイド、アゾビスイソブチロニトリル等)の存在下で、後所定温度に加熱して重合する方法により得ることができる。なお、加熱温度、重合時間は特に制限されないが、典型的には、加熱温度50〜70℃程度、重合時間は5〜7時間程度とするのが好適である。
【0048】
前記アクリル系コポリマーには各種の粘着付与剤を配合することができる。耐熱性を有し、かつ工程中、工程後のいずれにおいても、ずれや剥離が生じない粘着剤層22を形成するには、前記アクリル系コポリマーに、高軟化点樹脂と低軟化点樹脂の2種の粘着付与樹脂を配合した粘着剤を用いることが好ましい。かかる粘着付与剤を配合した粘着剤組成物により形成される粘着剤層は、初期および加熱後の粘着力が共に大きく、さらには保持力のずれが小さい粘着剤層を形成することができる。
【0049】
高軟化点樹脂の軟化点は100〜150℃程度、低軟化点樹脂の軟化点は60〜110℃程度である。但し、高軟化点樹脂は低軟化点樹脂よりも軟化点が10℃以上高い。高軟化点樹脂の配合量は、前記コポリマー100重量部(固形分)に対し、8〜60重量部、望ましくは20〜50重量部である。一方、低軟化点樹脂の配合量は、前記コポリマー100重量部(固形分)に対し、5〜40重量部、望ましくは15〜30重量部である。また、高軟化点樹脂と低軟化点樹脂の配合比は、初期および加熱後の粘着力と保持力の特性のバランスを取るために、低軟化点樹脂:高軟化点樹脂の重量比が1:1〜2の割合になるように配合するのが好ましい。
【0050】
高軟化点樹脂および低軟化点樹脂は従来から粘着付与樹脂として用いられている樹脂を特に限定することなく用いることができる。例えばテルペン樹脂、テルペンフェノール樹脂、石油樹脂、クマロン−インデン樹脂、ロジン系樹脂、(アルキル)フェノール系樹脂、キシレン系樹脂またはこれらの水添物等があげられる。これらの中から、上記軟化点を有するものを各々選択して使用する。
【0051】
さらに、本実施形態の粘着剤組成物には、架橋剤を配合することができる。架橋剤の配合量は前記コポリマー100重量部に対し、0.05〜5重量部程度とするのが好ましい。架橋剤の種類は特に制限されず、従来から粘着剤に用いられていたものを使用できる。その具体例としてはへキサメチレンジイソシアネート等のイソシアネート系架橋剤、ビスアミン等のアミン系架橋剤、エチレングリコールジグリシジルエーテル等のエポキシ系架橋剤等をあげることができる。その他に各種添加剤を配合するのは任意である。
【0052】
本実施形態の押ボタンスイッチ用粘着テープ20の作製方法は、例えば、粘着剤溶液を、支持基材の片面に塗布し、乾燥させる。乾燥温度、時間は特に制限されないが、典型的には、100〜180℃程度で、2〜10分間程度である。粘着剤層22の厚さは、特に制限されないが、固形分で5〜50μm程度であり、薄型化およびクリック感の観点から望ましくは8〜20μmが好適である。
【0053】
本実施形態の支持基材21の場合、支持基材21の加熱後における縦横寸法変化率の差は、±6%以下±0.01%以上の物性を有している。本実施形態において、縦横寸法変化率の差は、縦方向(フィルムの流れ方向、MD:Machine Direction)における寸法変化率[%]と、横方向(フィルムの垂直方向、TD:Transverse Direction)における寸法変化率[%]の差のことを意味している。
【0054】
支持基材21の加熱後における縦横寸法変化率の差は、加熱後の縦方向・横方向の収縮率から算出される。まず、本実施形態の作製方法にて得られた粘着テープ20から、50mm×250mmを切り取り、評線距離200mmに対し、260℃×5分加熱後の評線距離の変化量/加熱前長さの百分率を求めて、その値を縦方向・横方向の寸法変化率(加熱後収縮率)にして、そこから縦横寸法変化率の差を算出する。好適な一例としては、加熱後における縦横寸法変化率の差は、±6%以下、好ましくは±3%以下、さらに好ましくは±1%以下(例えば、±0.5%またはそれ以下)である。なお、これらの測定は、JIS K7133に準拠して行われる。
【0055】
また、本実施形態の支持基材21の場合、支持基材21の引張強度が0.7N/mm以上の物性を有している。なお、引張強度の上限は特に明確に規定されるものではなく、引張強度0.7N/mm以上の値のうち、本実施形態の作製方法にて得られた粘着テープ20が実際に有する支持基材21の引張強度(例えば、1.72N/mm、2.89N/mmなど)に基づいて決定される。
【0056】
この引張強度は、次のようにして求められる。まず、本実施形態の作製方法にて得られた粘着テープ20から、10mm×200mmを切り取った後、フィルム幅10mm、チャック間隔100mm、評線間隔50mm、引張速度200mm/分、測定温度23℃の条件で引張試験機(島津製作所製のAG−1KNI)を用いて測定する。この引張試験機の測定により、引張強度が得られる。
【0057】
好適な一例としては、支持基材21の引張強度(MD)は、例えば1.72N/mm以上、好ましくは2.89N/mm以上である。また、支持基材21の引張強度(TD)は、例えば1.55N/mm以上、好ましくは2.78N/mm以上である。
【0058】
加えて、本実施形態の支持基材21の場合、1N/10mm加重に対する伸びが2.1%以下の物性を有している。この1N/10mm荷重に対する伸びの測定は、引張強度の測定方法と同様の方法で行われ、加重が1N/10mmに達した時の評線距離を測定し、評線距離の変化量/評線間隔の百分率を求める。好適な一例としては、支持基材21の1N/10mm加重に対する伸び(MD)は、2.1以下、好ましくは0.1%以下である。
【0059】
以下、本発明に関するいくつかの実施例を説明するが、本発明を係る実施例に示すものに限定することを意図したものではない。
【0060】
<実施例1>
(支持基材の作製)
まず、PTFE粉末(平均粒子径0.25μm)の固形分濃度60重量%の水性ディスパージョンを、ポリイミドキャリアシートに浸漬塗布した後、90℃×2分間の条件で加熱して水分を除去した。次いで、360℃×2分間で焼成して、厚さ25μmのPTFEシートを作製した。このPTFEシートの片面をスパッタエッチング処理したものを支持基材として使用した。
【0061】
(粘着剤組成物の調製)
撹拌機、温度計、コンデンサーおよび窒素導入管を備えたフラスコ(容量1リットル)にアクリル酸ブチル90g、アクリル酸10gおよびトルエン150gを配合し、撹拌しながら1時間窒素置換した。次いで、ベンゾイルパーオキサイド0.1gを加え、温度60℃で6時間重合を行なってアクリル酸ブチルとアクリル酸とのコポリマー溶液を得た。このコポリマーの重量平均分子量をHPLC(高速液体クロマトグラフ)により測定したところ、140万であった。
【0062】
上記コポリマー溶液100重量部(固形分)に対し、軟化点130℃のフェノール樹脂(住友デュレズ社製,スミライトレジンPR−51732)32重量部、軟化点80℃のテルペン樹脂(ヤスハラケミカル社製,YSレジンPX800)20重量部、架橋剤としてへキサメチレンジイソシアネート(日本ポリウレタン社製,コロネートL)3重量部を配合した後、トルエンで固形分ベース14重量%となるように希釈して粘着剤組成物(溶液)を得た。
【0063】
(粘着テープの作製)
上記支持基材の表面処理面に、前記粘着剤組成物を固形分厚さが10μmとなるように塗布し、130℃×5分間の条件で、熱風式乾燥機で乾燥キュアーして粘着テープを得た。
【0064】
<実施例2>
実施例2では、支持基材の厚さ50μmのPTFEシートを作製したこと以外は実施例1と同様にして粘着テープを作製した。
【0065】
<比較例1>
比較例1では、支持基材の厚さ15μmのPTFEシートを作製したこと以外は実施例1と同様にして粘着テープを作製した。
【0066】
<比較例2>
比較例2では、支持基材として、PTFEのモールディングパウダーの成形・焼成物を厚さ25μmに切削し、片面をスパッタエッチング処理して得たPTFEシートを使用した。それ以外は、実施例1と同様にして粘着テープを作製した。
【0067】
<比較例3>
比較例3では、支持基材として、PTFEのモールディングパウダーの成形・焼成物を厚さ50μmに切削し、片面をスパッタエッチング処理して得たPTFEシートを使用したこと以外は、実施例1と同様にして粘着テープを作製した。
【0068】
上述した実施例1、実施例2、比較例1、比較例2、比較例3の粘着テープにおいて、
引張強度、加熱後収縮率、1N/10mm加重に対する伸び、封止性を測定した。測定方法は以下の通りである。
【0069】
(引張強度)
粘着テープから10mm×200mmを切り取り、フィルム幅10mm、チャック間隔100mm、評線間隔50mm、引張速度200mm/分、測定温度23℃で引張試験機を用いて測定した。
(加熱後収縮率)
粘着テープから50mm×250mmを切り取り、評線距離200mmに対し、260℃×5分加熱後の評線距離の変化量/加熱前長さの百分率を求めた。
(1N/10mm加重に対する伸び)
引張強度測定方法と同様の方法で、加重が1N/10mmに達した時の評線距離を測定し、評線距離の変化量/評線間隔の百分率を求めた。
(封止性)
粘着テープを、粘着テープ未貼着下での作動力が13N、復帰力が6Nの押ボタンスイッチに貼着し、260℃×5分間の加熱に曝して封止性を確認した。粘着テープの浮き、ずれが見られない場合を「○」、粘着テープの浮き、ずれが見られた場合を「×」と判断した。
(1N/10mm加重で延伸貼り合わせ後の封止性)
引張試験機を用いて粘着テープを200mm/分で引張り、加重が1N/10mmに達した時の粘着テープを押ボタンスイッチに貼着し、上記封止性評価方法と同様に評価した。
【0070】
【表1】
【0071】
表1に示されるように実施例1、実施例2で示されるフッ素樹脂をキャスティング法によりシート化した支持基材を含む粘着テープが、封止性、および、1N/10mm加重で延伸貼り合わせ後の封止性の両方の試験で良好な結果を示した。具体的には、加熱後の縦横寸法変化率の差が±6.0%以下であり、かつ、引張強度が0.7N/mm以上である粘着テープ(実施例1、実施例2)は、260℃×5分加熱した後でも浮くことなく、封止性に優れている。
【0072】
これに対し、加熱後の縦横寸法変化率の差が±6.0%を越え、かつ、引張強度が0.7N/mm未満の粘着テープ(比較例1)は、1N/10mm加重で延伸貼り合わせ後の封止性の試験で浮きが発生する。なお、比較例1の封止性は、実施例1及び実施例2の封止性と比較すると、不良とはいえないものの、良いとは言えないものであった。
【0073】
実施例1、2および比較例1の結果から、半田リフロー付け工程時も粘着テープが浮きなく押ボタンスイッチを封止するためには、加熱後の縦横寸法変化率の差が±6.0%以下であり、かつ、引張強度が0.7N/mm以上である支持基材を用いた粘着テープが好適であることが示されている。すなわち、実施例1および2の粘着テープを使用すると、粘着テープ20が伸びて変形することを抑制した押ボタンスイッチ100を得ることができる。
【0074】
なお、支持基材の厚さの要素が専ら封止性に影響を与える必須なものであるかを調べるために、切削法で作製した支持基板を含む粘着テープ(比較例2、比較例3)の評価を行った。比較例2における支持基材の厚さは25μm(実施例1と同じ)、比較例3における支持基材の厚さは50μm(実施例2と同じ)であるが、比較例2および比較例3ともに、封止性は不良であった。したがって、支持基材の厚さの要素だけが封止性に影響を与える必須のものではないことが示された。
【0075】
実施例1と比較例2とを比較すると、加熱後収縮率(MD)及び(TD)%の値から、
実施例1における縦横寸法変化率の差は0.5%であるのに対し、比較例2における縦横寸法変化率の差は8.1%である。また同様に、実施例2と比較例3とを比較すると、実施例2における縦横寸法変化率の差は0.5%であるのに対し、比較例3における縦横寸法変化率の差は7.0%である。この縦横寸法変化率の差が6.0%を越えたもの(または、7.0%以上)になると、封止性が悪化する影響がでる。したがって、たとえ厚さが同じであったとしても、縦横寸法変化率の差を6.0%以下にすることが必要であることが理解される。
【0076】
切削法を用いた比較例2、3における支持基材における縦横寸法変化率の差が、実施例1、2のものよりも大きくなる理由は正確にはわからない。ただし、本願発明者が推測するに、切削法の場合、フッ素系樹脂(PTFE)のモールディングパウダーを円柱形に成形し、それを焼成した焼成物を所定厚さに切削するため、焼成ムラが生じており、その焼成ムラが縦横寸法変化率の差に影響を与えている可能性がある。または、キャスティング法と切削法では、フッ素系樹脂(PTFE)の成膜状態が分子レベルで異なる可能性があり、その成膜状態の差異が、縦横寸法変化率の差に影響を与えている可能性がある。加えて、切削法では、キャスティング法と比較すると厚さのムラが生じやすいので、その厚さのムラに起因して、縦横寸法変化率の差が生じている可能性がある。
【0077】
また、実施例1と比較例1とを比較すると、縦横寸法変化率の差は、実施例1(0.5%)と比較例1(0.5%)は同じである。しかしながら、引張強度(MD)の値については、実施例1(1.72N/mm)と比較して、比較例1のもの(0.64N/mm)は大きく低下し、0.7N/mm未満になってしまっている。この比較例1における引張強度(MD)の低さが、1N/10mm加重に対する伸び(MD)に影響し、その結果、封止性の劣化に影響を与えていると推測される。
【0078】
上述したように、本発明の実施形態に係る押ボタンスイッチ用粘着テープ20においては、フッ素樹脂をキャスティング法によってシート化した支持基材21が、加熱後の縦横寸法変化率の差が±6.0%であり、かつ、キャスティング法によりシート化した支持基材の厚みが25μm以上100μm以下の範囲で引張強度が0.7N/mm以上である。
【0079】
加熱後の縦横寸法変化率の差が±6.0%以下である場合、リフロー半田付けする際に支持基材21が収縮したときでも粘着テープ20が端部から浮くことを防ぐことができる。図3に示した例で説明すると、粘着テープ20のうち端部(例えば、ハウジング10の上端部18の周辺)から、粘着テープ20が浮くことを防ぐことができる。したがって、粘着テープ20による封止性に優れた押ボタンスイッチ100を実現することができる。
【0080】
加えて、支持基材21の引張強度が0.7N/mm以上であると、粘着剤層22の表面に設けられた剥離ライナー(不図示)から粘着テープ20を引き剥がす時や、押ボタンスイッチ100のハウジング10に貼り合わせる時に粘着テープ20が伸びるなどの不具合なく貼り合わせることができる。
【0081】
本実施形態の押ボタンスイッチ100は、携帯電話、ポータブルプレーヤ、デジタルカメラなどの携帯型電子機器に適用される。一例としては、本実施形態の押ボタンスイッチ100と、ステム(図1の「7」参照)とを組み合わせた形態で、携帯型電子機器に使用することができる。ステムは、押ボタンスイッチ100における粘着テープ20を介して可動接点部(メタルドーム)13を押し、可動接点部13を固定接点部12に接触させる部材である。本実施形態の押ボタンスイッチ100は、薄型化された粘着テープ20(支持基材の厚さが100μm以下、好ましくは50μm±5程度)を用いたものであっても、ハウジング10の開口部15を封止する封止性が優れているので、上述したような携帯型電子機器(例えば、携帯電話)に好適に使用することができる。
【0082】
以上、本発明を詳細に説明したが、これらは例示に過ぎず、本発明は、さらに別の態様でも実施でき、その主旨を逸脱しない範囲で種々変更を加えうるものである。
【産業上の利用可能性】
【0083】
本発明によると、リフロー半田付けする際における粘着テープの浮きを抑制した押ボタンスイッチを提供することができる。
【符号の説明】
【0084】
10 ハウジング
12 固定接点部
13 可動接点部
13a 可動接点部の中央部位
13b 可動接点部の下端部位
15 開口部
17 底面
18 上端部
19 角部
20 粘着テープ(押ボタンスイッチ用粘着テープ)
21 支持基材
22 粘着剤層
100 押ボタンスイッチ
101 ハウジング
102 固定接点部
103 可動接点部
104 電極
106 フレーム
107 ステム
150 粘着テープ
151 支持基材
152 粘着剤層
1000 押ボタンスイッチ
【特許請求の範囲】
【請求項1】
上部に開口部を有するハウジングと、
前記ハウジングの前記開口部を封止する粘着テープと
を備えた押ボタンスイッチであって、
前記ハウジング内における底面には、固定接点部が設けられており、
前記ハウジング内において、前記固定接点部を覆うようにドーム型の可動接点部が設けられており、
前記粘着テープは、
支持基材と、
前記支持基材の片面に形成された粘着剤層と
から構成されており、
前記粘着テープの前記粘着剤層は、前記ハウジングの一部および前記可動接点部の一部に接触しており、
前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下であり、
前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、当該支持基材の引張強度が0.7N/mm以上である特性を有することを特徴とする、押ボタンスイッチ。
【請求項2】
前記支持基材は、キャスティング法によって作製されたフッ素樹脂基材であることを特徴とする、請求項1に記載の押ボタンスイッチ。
【請求項3】
前記支持基材の厚さは、50μm以上100μm以下であることを特徴とする、請求項1または2に記載の押ボタンスイッチ。
【請求項4】
請求項1から3の何れか1つに記載の押ボタンスイッチと、
前記押ボタンスイッチにおける前記粘着テープを介して前記可動接点部を押し、当該可動接点部を前記固定接点部に接触させるステムと
を備えた携帯型電子機器。
【請求項5】
押ボタンスイッチ用粘着テープであって、
支持基材と、
前記支持基材の片面に形成された粘着剤層と
を備え、
前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下であり、
前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上であり、かつ、当該支持基材の引張強度が0.7N/mm以上であることを特徴とする、粘着テープ。
【請求項6】
前記支持基材は、キャスティング法によってシート化されたフッ素樹脂基材であることを特徴とする、請求項5に記載の粘着テープ。
【請求項7】
前記支持基材の厚さは、50μm以上100μm以下であることを特徴とする、請求項5または6に記載の粘着テープ。
【請求項1】
上部に開口部を有するハウジングと、
前記ハウジングの前記開口部を封止する粘着テープと
を備えた押ボタンスイッチであって、
前記ハウジング内における底面には、固定接点部が設けられており、
前記ハウジング内において、前記固定接点部を覆うようにドーム型の可動接点部が設けられており、
前記粘着テープは、
支持基材と、
前記支持基材の片面に形成された粘着剤層と
から構成されており、
前記粘着テープの前記粘着剤層は、前記ハウジングの一部および前記可動接点部の一部に接触しており、
前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下であり、
前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上である特性を有し、かつ、当該支持基材の引張強度が0.7N/mm以上である特性を有することを特徴とする、押ボタンスイッチ。
【請求項2】
前記支持基材は、キャスティング法によって作製されたフッ素樹脂基材であることを特徴とする、請求項1に記載の押ボタンスイッチ。
【請求項3】
前記支持基材の厚さは、50μm以上100μm以下であることを特徴とする、請求項1または2に記載の押ボタンスイッチ。
【請求項4】
請求項1から3の何れか1つに記載の押ボタンスイッチと、
前記押ボタンスイッチにおける前記粘着テープを介して前記可動接点部を押し、当該可動接点部を前記固定接点部に接触させるステムと
を備えた携帯型電子機器。
【請求項5】
押ボタンスイッチ用粘着テープであって、
支持基材と、
前記支持基材の片面に形成された粘着剤層と
を備え、
前記粘着テープの前記支持基材の厚さは、25μm以上100μm以下であり、
前記支持基材は、当該支持基材の加熱後における縦横寸法変化率の差が±6%以下±0.01%以上であり、かつ、当該支持基材の引張強度が0.7N/mm以上であることを特徴とする、粘着テープ。
【請求項6】
前記支持基材は、キャスティング法によってシート化されたフッ素樹脂基材であることを特徴とする、請求項5に記載の粘着テープ。
【請求項7】
前記支持基材の厚さは、50μm以上100μm以下であることを特徴とする、請求項5または6に記載の粘着テープ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−62071(P2013−62071A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−198453(P2011−198453)
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]