
押出し麺用ダイピース及び該ダイピースの製造方法、並びに押出し麺の製造方法
【課題】貫通孔を有する細い麺線を押出し成形で製造できる、押出し麺用のダイピースを提供する。
【解決手段】長手方向に貫通孔を有する麺線を製造するための、押出し麺用ダイピース1であって、前記ダイピース1が、押出し側ピース11と押込み側ピース12とから構成されたものであり、前記押出し側ピース11には、麺線が押出し形成される押出し孔111を有し、前記押込み側ピース12には、麺生地が押込まれる押込み孔122と、前記押出し側ピース11の押出し孔111に先端部123aが挿通するピン123とを有し、前記ピン123は、基部123b,123cが先端部123aよりも太く形成され、前記押込み側ピース12の一部として一体成形されている。
【解決手段】長手方向に貫通孔を有する麺線を製造するための、押出し麺用ダイピース1であって、前記ダイピース1が、押出し側ピース11と押込み側ピース12とから構成されたものであり、前記押出し側ピース11には、麺線が押出し形成される押出し孔111を有し、前記押込み側ピース12には、麺生地が押込まれる押込み孔122と、前記押出し側ピース11の押出し孔111に先端部123aが挿通するピン123とを有し、前記ピン123は、基部123b,123cが先端部123aよりも太く形成され、前記押込み側ピース12の一部として一体成形されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、長手方向に貫通孔を有する麺線を製造するための押出し麺用ダイピースに関する。
【背景技術】
【0002】
従来、押出し成形される麺のうち、長手方向に貫通孔を有する孔開きタイプのパスタとしては、ショートパスタの場合、マカロニに代表されるように多くの種類がある。また、スパゲティーのようなロングパスタにおいても、孔開きタイプの麺としてブガティーニが知られている。
【0003】
ブガティーニはスパゲティーよりかなり太く、通常、直径5mm程度で中心部に円形の貫通孔が形成されている。このように麺線の中心部に円形の貫通孔を形成する方法としては、ダイピース(例えば、図5に示すようなダイピース500)を多数セットしたダイスを用いて、麺生地を麺線に押出し成形する方法がある。
【0004】
ダイスはエクストルーダー等の押出し装置の先端部に設置され、各ダイピースに形成された押出し孔から麺生地を押し出して麺線が形成される。押出し孔には麺生地の押込み側から延びるようにピンが挿通されていて、このピンの部分にて麺生地が押し出されないことによって、麺線に貫通孔が形成される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭36−4595号公報
【特許文献2】特開平11−151081号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
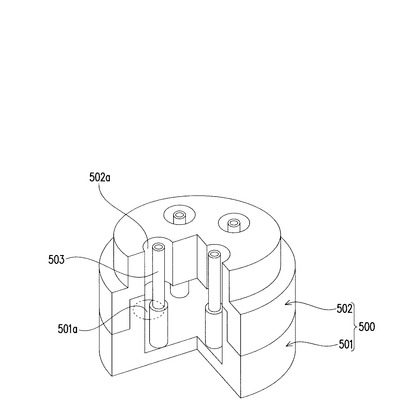
このように孔形成用のピンを有するダイピースは、従来例として、例えば図5に示すような、麺生地が押込まれる孔501aを有する押込み側ピース501と、麺線が押し出される孔502aを有する押出し側ピース502とを嵌合させたダイピース500が挙げられる。図5の従来例の場合、押込み孔501aは4箇所、押出し孔502aも4箇所形成され、それぞれ、押込み孔501aと押出し孔502aとは45°ずれて設けられている。この例において麺線に貫通孔を形成するピン503は、押込み側ピース501に嵌合して取り付けられている。なお、図5の従来例は一例であって、押込み孔、押出し孔の個数、形状、位置等は適宜設定されるものである。
【0007】
前記のマカロニやブガティーニのように太い麺線であれば、形成される貫通孔も比較的大きいので、ピン503を太く形成できる。そのため、ピン503を押込み側ピース501に対して嵌合した構造としても良いが、直径3mm以下(特にスパゲティー等のサイズである直径2mm以下)の細い麺線に貫通孔を形成しようとすれば、貫通孔は非常に小さくなるため、貫通孔を形成するためのピン503を極めて細くする必要がある。よって、前記のような嵌合構造では、ピン503が抜ける、あるいは曲がる、あるいは折れる等の問題が生じやすい。
【0008】
ここで、押出し麺を製造するためのダイス(ダイピース)において、麺線の長手方向に貫通孔を形成する先行技術としては、特許文献1、特許文献2に記載されたものがあるが、直径3mm以下の細い麺線に貫通孔を形成することに関する先行技術は見当たらない。
【0009】
そこで本発明は、貫通孔を有する細い麺線を押出し成形で製造できる押出し麺用のダイピースを提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の押出し麺用ダイピースは、押出し側ピースと押込み側ピースとから構成されたものであり、前記押出し側ピースには、麺線が押出し形成される押出し孔を有し、前記押込み側ピースには、麺生地が押込まれる押込み孔と、前記押出し側ピースの押出し孔に先端部が挿通するピンとを有し、前記ピンは、基部が先端部よりも太く形成され、前記押込み側ピースの一部として一体成形されたものである。
【0011】
なお、前記「一体成形」の概念には、接合等により一体化させるものは含まれない。つまり、押込み側ピースとは別に形成したピンを一体に接合して押込み側ピースを形成する成形方法は除外される。
【0012】
この構成によると、麺線に貫通孔を形成するためのピンが押込み側ピースの一部として一体成形されているため、ピンが抜ける可能性は全く無い。しかも、ピンの基部が先端部より太く形成されているために、ピンが細くても強度のあるものとできる。
【0013】
また、前記押出し側ピースに形成された押出し孔が、直径1mm乃至3mmの横断面円形の貫通孔であることが好ましい。
【0014】
この好ましい構成によると、従来にない貫通孔を有する直径1mm乃至3mmの細い麺線を製造できる。
【0015】
また、前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であることが好ましい。
【0016】
この好ましい構成によると、複数の突出部により、製造された麺線の貫通孔に複数の溝部が形成されるため、茹で上げあるいは湯戻しの際に湯の浸透する速度が速い麺線を製造できる。
【0017】
また、前記複数の突出部が、前記ピンの横断面中心を基準とする3回対称乃至8回対称の回転対称に形成され、前記ピンが、前記複数の突出部のうち隣り合う突出部同士の間に、前記横断面中心に向かって入り込んだ陥入部を有するものであることが好ましい。
【0018】
この好ましい構成によると、製造された麺線の貫通孔における隣り合う溝部同士の間を陥入した形状とできるため、茹で上げあるいは湯戻しの際における麺線の膨張により貫通孔を閉塞または縮小させやすいことにより、喫食時の食感が良い麺線を製造できる。
【0019】
また、前記押出し側ピースに形成された押出し孔が、直径1.5mm乃至2mmの横断面円形の貫通孔であり、前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であり、前記複数の突出部の横断面形状における先端が、前記ピンの横断面中心から0.5mm以下の距離にあるものとすることが好ましい。
【0020】
この好ましい構成によると、製造された麺線の貫通孔における溝部の先端を麺線の横断面中心から近くでき、茹で上げあるいは湯戻しの際における麺線の膨張により縮小した貫通孔の周囲部分が喫食時においてもずれにくく、喫食時の食感が良い麺線を製造できる。
【0021】
また、本発明の押出し麺用ダイピースの製造方法は、一つの金属塊からマシニングセンタで前記押込み側ピースを削り出すものである。
【0022】
この構成によると、一般的な工作機械を使用した微細精密加工技術で、細い麺線を形成できる押出し麺用ダイピースを製造できる。
【0023】
また、本発明の押出し麺の製造方法は、前記いずれかの押出し麺用ダイピースを用いて麺線の押出しを行うものである。
【0024】
この構成によると、貫通孔を有する細い麺線を押出し成形で容易に製造できる。
【発明の効果】
【0025】
本発明によれば、ピンが抜ける可能性が全く無く、しかも、ピンが細くても強度のあるものとできることから、細い麺線であっても、貫通孔を有する麺線を押出し成形で製造できる押出し麺用のダイピースを提供できる。
【図面の簡単な説明】
【0026】
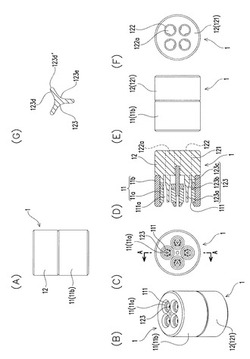
【図1】本発明の一実施形態に係るダイピースを示すものであり、(A)は平面図、(B)は斜視図、(C)は正面図、(D)は(C)のA−A矢視の端面図、(E)は側面図、(F)は背面図、(G)はピンの先端部の拡大横端面図である。
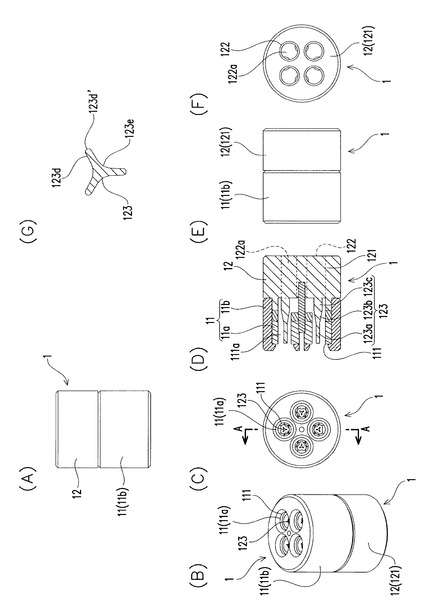
【図2】(A)〜(C)共、他の実施形態に係るピンの先端部の例を示す拡大横端面図である。
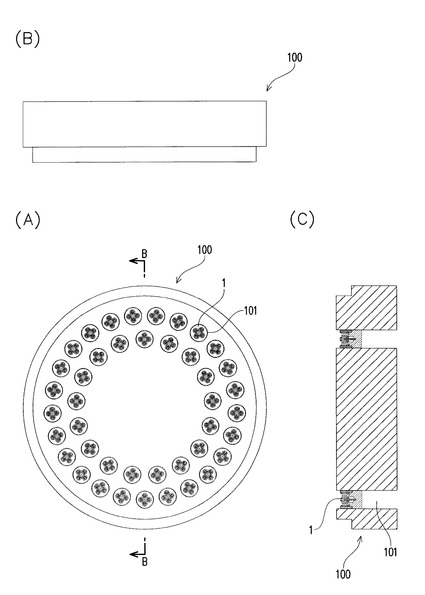
【図3】図1の実施形態に係るダイスを示すものであり、(A)は正面図、(B)は平面図、(C)は(A)B−B矢視の端面図である。
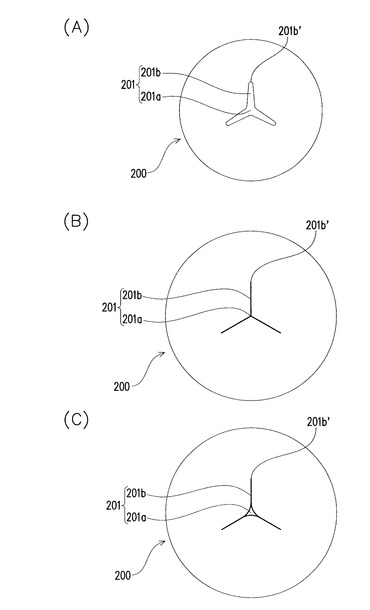
【図4】図1の実施形態に係るダイスにより製造された麺線の断面形状の例を示し、(A)は貫通孔が閉塞あるいは縮小する前の状態、(B)は貫通孔が閉塞した後の状態、(C)は貫通孔が縮小した後の状態を示す。
【図5】従来のダイピースの一例を示す、一部を縦に切り欠いた斜視図である。
【発明を実施するための形態】
【0027】
次に、本発明につき、一実施形態を取り上げて説明を行う。なお、以下においては、図1(D)における左側を正面側、右側を背面側として説明する。
【0028】
−ダイピースについて−
本実施形態の押出し麺用ダイピース1(以下、「ダイピース」と表記)は、押出し側ピース11と押込み側ピース12とから構成されたものである。この押出し側ピース11と押込み側ピース12とは、嵌合により一体とされる。なお、螺合などにより一体としても良い。
【0029】
本実施形態の押出し側ピース11は、樹脂製の中子部11aと金属製の外側部11bの2パーツからなっている。これは、押し出された麺線の表面が滑らかになるように、樹脂(具体的にはフッ素樹脂)製の中子部11aを用いたものであるが、逆に麺線へのソースの絡まりを良くするために、麺線表面が粗くなるような素材や表面構造を有する中子部11aを採用することもできる。外側部11bは押込み側ピース12の正面側の一部と、中子部11aのうち押出し孔111(後述)の開口部分の周囲を除いて覆って形成されている。なお、押出し側ピース11をこのように2パーツからなるものとはせず、1パーツで形成しても良い。
【0030】
押出し側ピース11は、麺線が押出し形成される押出し孔111を有している。この押出し孔111は、図1(B)〜(D)に示すように、押出し側ピース11(より詳しくは中子部11a)の正面側に開口した横断面円形の貫通孔とされ、図1(D)に示すように、麺生地が通って麺線が形成される空間111aが形成されている。押出し孔111は、ダイピース1の中心を通る仮想軸の周囲90°毎に、図1(C)に示すように4箇所設けられている。この押出し孔111の貫通孔のサイズは、細い麺線を形成するために3mm以下とし、特に直径1mm乃至2mmとすることが好ましい。本実施形態では直径1.9mmである。また、本実施形態では、貫通孔の横断面形状が軸方向に沿い一定とされているが、例えば先細りのテーパー状とするなど、軸方向に沿い孔径が変化するものとしても良い。
【0031】
押込み側ピース12は、麺生地が押込まれる押込み孔122と、押出し側ピース11の押出し孔111における空間111aに先端部123aが挿通するピン123を有している。押込み孔122は、押込み側ピース12の背面側に開口した横断面円形の貫通孔とされ、図1(F)に示すように、麺生地が通る空間122aが形成されている。この空間122aは、押出し孔111の空間111aと連通している。本実施形態の場合、この押込み孔122も、前記の押出し孔111と同様、ダイピース1の中心を通る仮想軸の周囲90°毎に4箇所設けられ、図1(C)(F)に示すように、押出し孔111に対して45°ずらせて設けられている。
【0032】
なお、本実施形態では押込み孔122について上述のような構造を取っているが、押込み孔122は各押出し孔111に均一で充分な量の麺生地が供給できれば良いので、そのように麺生地が供給可能な形状であれば他の形状とすることも可能であり、本実施形態のように必ずしも4箇所に設けなくとも、また、45°ずらして設けることも必須ではない。
【0033】
ピン123は、押込み側ピース12の背面側部分である基部121から正面側に延びる中実のもので、先端部123aと基部(第1基部123bと第2基部123cとから構成される)とが押込み側ピース12の一部として一体成形されたものである。本実施形態では、ダイピース1の一個当たりでピン123が4本設けられている。このピン123は、押出し側ピース11と押込み側ピース12とが嵌合により一体とされた際に、図1(C)(D)に示すように、押出し孔111における空間111a内に位置する。
【0034】
押出し孔111の孔サイズが1.9mmである本実施形態では、ピン123の正面側から背面側方向へ3mmの部位がストレート形状、つまり、横断面形状一定である先端部123aとされている。この先端部123aの横断面形状は、図1(C)(G)に示すような「三芒星形(Y字形)」とされており、ピン123の横断面中心から先端123d’(図1(G)参照)までの寸法は0.4mmとされている。
【0035】
ピン123の正面側から背面側方向へ3mm〜5mmの部位が第1基部123bで、背面側に行くにつれ横断面積が大きくなるように、ピン123の径外側に0.3mmずつ広がるテーパー状とされている。本実施形態における第1基部123bの横断面形状は、前記の「三芒星形(Y字形)」が、横断面形状における突出部123dの先端123d’(図1(G)参照)におけるアールが大きくなるように、背面側に行くにつれ拡大するような形状である。
【0036】
そして、ピン123の正面側から背面側方向へ5mmよりも背面側の部位が第2基部123cである。本実施形態における第2基部123cの横断面形状は円柱状とされており、その直径が1.4mmとされている。
【0037】
前記のように、ピン123が押込み側ピース12の一部として一体成形されているため、従来の嵌合構造(図5上のピン503)とは異なり、ピン123が抜ける可能性は全く無い。しかも、ピン123の基部(第1基部123b及び第2基部123c)が先端部123aより太く形成されているために、ピン123が細くても全体的に強度のあるものとでき、ピン123の曲がり、折れが発生しにくい。また、ダイピース1から麺線200を押出す際にも、麺生地の圧力を受けてピン123が揺れたり振動したりしにくい。
【0038】
また、本実施形態では、ピン123のうち先端部123aの横断面形状が、図1(G)に示すように、前記横断面の中心から径外方向に延びる複数の突出部123dを有している。そして、この複数の突出部123dが、ピン123の横断面中心を基準とする3回対称乃至8回対称の回転対称(図1の実施形態の場合3回対称)に形成され、また、隣り合う突出部123d同士の間が前記横断面中心に向かって入り込んだ陥入部123eを有した形状であることが好ましい。本実施形態における先端部123aの横断面形状は、3回対称の回転対称である「三芒星形(Y字形)」とされている。
【0039】
この先端部123aは、横断面形状で「Y字」を構成する、120°おきで三方に延びている突出部123dのうち一つが、ダイピース1の中心を通る仮想軸に向くように設けられている。また、本実施形態では、図1(C)と図1(F)の関係から理解できるように、「Y字」を構成する前記突出部123dのうち、隣り合う二つの間である陥入部123eが押込み側ピース12の押込み孔122の延長位置に面するような位置関係にあるが、突出部123dのうちの一つが押込み孔122の延長位置に面するような位置関係としても良い。このような位置関係とすることで、麺生地が先端部123aに接する際の抵抗を小さくできる可能性がある。
【0040】
前記のように、押込み側ピース12とピン123とが一体に形成されているため、ピン123がこの「三芒星形」のように比較的複雑な形状であっても、後述のマシニングセンタのような一般的な工作機械でダイピース1を製作することができる。なお、第1基部123b及び第2基部123cの横断面形状は、それぞれ、先端部123aの横断面形状と対称形とするなど一致した形状であっても良いし、円形などの異なる形状であっても良い。
【0041】
前記複数の突出部123dにより、図4(A)に示すように、ダイピース1から押し出された麺線200の貫通孔201に溝部201bが形成される。そのため、茹で上げ(生麺あるいは乾麺の場合)あるいは湯戻し(即席麺の場合)の際に溝部201bの内面を湯と接触させることができ、その分、貫通孔201に湯が接触する面積を増加させることができるため、麺線200に湯が浸透する速度を速くできる。よって、茹で時間が早い、あるいは復元性が良い(湯戻し時間が短い)麺線とできる。
【0042】
そして、複数の突出部123dが、前記のように3回対称乃至8回対称の回転対称に形成されたことにより、ダイピース1から押し出された麺線200の貫通孔201における隣り合う溝部201b同士の間を、図4(A)に示すような、麺線200の横断面中心に向かって入り込んだ陥入した形状とできる。そのため、茹で上げあるいは湯戻しの際における麺線200の吸水、膨張により貫通孔201を閉塞(図4(B)参照)または縮小(図4(C)参照)させやすく、貫通孔が大きく残ることにより生じる違和感がなく、喫食時の食感が良い麺線とできる。
【0043】
また、ダイピース1から押し出された麺線200の直径が1.5〜2mm程度の場合、前記複数の突出部123dの横断面形状における先端123d’が、ピン123の横断面中心から0.5mm以下の距離にあるものとすることが好ましい。このような範囲であれば、麺線200の貫通孔201における溝部201bが深くなりすぎることによる、麺の乾燥時の割れ等が起こりにくい。なお、麺線200の直径が3mmの場合、先端123d’が、ピン123の横断面中心から0.7mm程度の距離とするのが好ましい。
【0044】
また、このような貫通孔201を有する麺線200の場合、茹で上げあるいは湯戻しの際における麺線200の吸水、膨張により貫通孔201が閉塞または縮小するが、貫通孔201の周囲部分における麺線組織は、図4(B)(C)に示すように貫通孔201を境に不連続となっている。前記のように溝部201bの先端を麺線200の中心から0.5mm以下と近くすることで、この不連続となる部分を小さくでき、喫食者の咀嚼によっても、この不連続となる部分にずれが発生しにくく、喫食時の食感が良い麺線とできる。
【0045】
ピン123における先端部123aの他の横断面形状の例について、図2を示して説明する。図2(A)に示す形状は、4回回転対称とした「手裏剣形」である。図2(B)に示す形状は、同じく4回回転対称であるが、図2(A)に示したように突出部123dが横断面中心から径外方向に延びるものとはされておらず、周方向にずれて延びるような「卍形」とされている。図2(C)に示す形状は、突出部123dが大きい突出部123d1と小さい突出部123d2とから構成されたものである。大きい突出部123d1と小さい突出部123d2の各々は、各々3回回転対称としたものであって、各々が交互に配置されている。また、図5に示す従来のダイピース500におけるピン503は、中空のパイプ状とされているが、同様にピン123においても中空としたり、先端部123aの端面に凹部を形成するようにしても良い。このように、先端部123aは種々の横断面形状で形成することができる。ここで、本実施形態のピン123は前記のように中実とされており、従来のように中空としていないため、より断面が小さく、強度の大きなピンを作成できる。
【0046】
−ダイピースの製造方法について−
本実施形態のダイピース1の製造方法としては、種々の方法を採用できるが、一例として、一つの金属塊からマシニングセンタ等による微細精密加工で押込み側ピース12を削り出すことが挙げられる。このように、一般的な工作機械で、細い麺線を形成できる押出し麺用ダイスを製造できる。
【0047】
ただし、本実施形態のダイピース1は小さく、ピン123が押込み側ピース12の一部として一体成形されたものである。しかも、ピン123の第1基部123bがテーパー状、第2基部123cが円柱状であり、先端部123aが「三芒星形」という比較的複雑な形状であることから、全体が円柱状である場合等の単純な形状と比較して高い工作精度が要求される。よって、加工に用いる工作機械は、エンドミル等の切削工具の位置ずれ(バックラッシュ)が起こらない、リニアモータ駆動のマシニングセンタを用いることが望ましい。
【0048】
ダイピース1の材質としては、切削加工による場合、真鍮、ステンレス合金などの種々の金属材料を用いることができ、樹脂等、金属以外の材質を用いることもできる。本実施形態では真鍮を用いている。また、切削加工以外の加工手段を採用することも可能であり、例えば射出成形、焼結などが考えられる。その場合には、金属、樹脂、セラミックスなどを用いることができる。また、押出し側ピース11と押込み側ピース12とが異なる材質とされていても良く、あるいは、異なる加工がなされたものであっても良い。
【0049】
−麺線について−
本実施形態のダイピース1が取り付けられるダイス100としては、様々な形状とすることが可能であるが、その一例を図3に示す。このダイス100は円盤状のものであって、図3(A)(B)に示すように、内周側に17個、外周側に25個の貫通孔101が周方向に一定間隔をおいて設けられており、各貫通孔101にダイピース1が取り付けられている。麺生地は、図3(C)における右方から各貫通孔101及びダイピース1を通り、同図における左方から麺線200として取り出される。なお、ダイス100には、図3(A)に示すように、各ダイピース1の押出し孔111がダイス100の周方向及び径方向に沿うようにダイピース1が取り付けられる。また、このダイピース1では、ロングパスタに限らず、種々の押出し麺を製造できる。
【0050】
押込み孔122からダイピース1内に押込まれた麺生地は、空間122aを通過し、その後、空間111aを通過することによって、ピン123に一致した形状(この例では「三芒星状」)の、長手方向に貫通孔201を有する麺線200が形成される。麺線200は、ダイピース1の一個当たりで4本が形成される。
【0051】
ダイピース1から押し出された麺線200の横断面形状を図4(A)に示す。麺線200の外周の横断面形状は円形である。貫通孔201は、麺線200の横断面中心に形成された空隙部201aと、この空隙部201aから径外方向に延び(あるいは放射状に延び)、かつ、横断面の中心を基準として回転対称に形成された複数の溝部201bとを有するものである。このように複数の溝部201bを有するものとすることで、茹で上げあるいは湯戻しの際に溝部201bに湯が入り込むため、麺線200全体で湯の浸透する速度を速くできる。そして、この貫通孔201は、例えば図4(B)に示すように、茹で上げあるいは湯戻しの際における麺線200の膨張により閉塞または縮小する。図4(A)に示す貫通孔201は、ピン123の先端部123aの横断面形状に対応するもので、溝部201bが3箇所設けられた、「三芒星形」とされている。
【0052】
ここで、本発明の背景について述べておく。本願の発明者らは、スパゲティー等、直径3mm以下の細い麺線からなる新しい孔開きタイプの押出し麺を開発するに当たって、茹で時間や即席麺化した場合の湯戻し時間が短く、しかも、麺を茹でた時、あるいは、湯戻しした時に、麺が湯を吸って膨張することで、麺中心部にあけた貫通孔が喫食時にほぼ塞がり、マカロニやブガティーニのような中心部に孔が開いたままの特異な食感とならないような小さな貫通孔を麺線に形成することを創案した。
【0053】
この場合、麺線に形成される貫通孔が丸い孔では、孔の内面の表面積が少なく、前記の茹で時間及び湯戻し時間短縮の効果が高くない上に、孔が塞がりにくいので、形成する孔の形状を中心から放射状に延びる溝を備えた形状とすることが良いと考えた。しかし、図5に示すような押込み側ピース501にピン503を嵌めこむ方式では、前記のように、ピン503の抜け、曲がり、折れ等の問題がある。しかも、前記のように麺線の貫通孔を、溝を備えた形状とするためにはピン503を特殊な形状とし、かつ、極めて細くする必要があり、ピン503を強度を持たせて形成することが難しかった。
【0054】
このような背景に鑑みて、本実施形態では、ダイピース1のピン123を押込み側ピース12の一部として一体成形した。そのため、ピン123の抜けが発生しない。そして、ピン123の基部(第1基部123b及び第2基部123c)が先端部123aより太く(つまりテーパー状に)形成されており、ピン123が細くても強度のあるものとでき、ピン123の曲がり、折れが発生しにくい。そのため、前記のような形状の貫通孔201を備えた細い麺線200を製造することができる。このようにして製造された麺線200は、前記の茹で時間及び湯戻し時間短縮の効果を有し、喫食時の食感を、貫通孔の形成されていない麺と遜色の無いものとできる。
【0055】
また、前記のようにピン123が曲がったり折れたりしにくいために、製造された麺線に不良が発生しにくく、安全性(異物混入防止等)の面でも優れている。
【符号の説明】
【0056】
1 ダイピース
11 押出し側ピース
111 押出し孔
12 押込み側ピース
122 押込み孔
123 ピン
123a ピンの先端部
123b ピンの第1基部
123c ピンの第2基部
123d ピンの突出部
123d’ ピンの突出部の先端
【技術分野】
【0001】
本発明は、長手方向に貫通孔を有する麺線を製造するための押出し麺用ダイピースに関する。
【背景技術】
【0002】
従来、押出し成形される麺のうち、長手方向に貫通孔を有する孔開きタイプのパスタとしては、ショートパスタの場合、マカロニに代表されるように多くの種類がある。また、スパゲティーのようなロングパスタにおいても、孔開きタイプの麺としてブガティーニが知られている。
【0003】
ブガティーニはスパゲティーよりかなり太く、通常、直径5mm程度で中心部に円形の貫通孔が形成されている。このように麺線の中心部に円形の貫通孔を形成する方法としては、ダイピース(例えば、図5に示すようなダイピース500)を多数セットしたダイスを用いて、麺生地を麺線に押出し成形する方法がある。
【0004】
ダイスはエクストルーダー等の押出し装置の先端部に設置され、各ダイピースに形成された押出し孔から麺生地を押し出して麺線が形成される。押出し孔には麺生地の押込み側から延びるようにピンが挿通されていて、このピンの部分にて麺生地が押し出されないことによって、麺線に貫通孔が形成される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特公昭36−4595号公報
【特許文献2】特開平11−151081号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように孔形成用のピンを有するダイピースは、従来例として、例えば図5に示すような、麺生地が押込まれる孔501aを有する押込み側ピース501と、麺線が押し出される孔502aを有する押出し側ピース502とを嵌合させたダイピース500が挙げられる。図5の従来例の場合、押込み孔501aは4箇所、押出し孔502aも4箇所形成され、それぞれ、押込み孔501aと押出し孔502aとは45°ずれて設けられている。この例において麺線に貫通孔を形成するピン503は、押込み側ピース501に嵌合して取り付けられている。なお、図5の従来例は一例であって、押込み孔、押出し孔の個数、形状、位置等は適宜設定されるものである。
【0007】
前記のマカロニやブガティーニのように太い麺線であれば、形成される貫通孔も比較的大きいので、ピン503を太く形成できる。そのため、ピン503を押込み側ピース501に対して嵌合した構造としても良いが、直径3mm以下(特にスパゲティー等のサイズである直径2mm以下)の細い麺線に貫通孔を形成しようとすれば、貫通孔は非常に小さくなるため、貫通孔を形成するためのピン503を極めて細くする必要がある。よって、前記のような嵌合構造では、ピン503が抜ける、あるいは曲がる、あるいは折れる等の問題が生じやすい。
【0008】
ここで、押出し麺を製造するためのダイス(ダイピース)において、麺線の長手方向に貫通孔を形成する先行技術としては、特許文献1、特許文献2に記載されたものがあるが、直径3mm以下の細い麺線に貫通孔を形成することに関する先行技術は見当たらない。
【0009】
そこで本発明は、貫通孔を有する細い麺線を押出し成形で製造できる押出し麺用のダイピースを提供することを課題とする。
【課題を解決するための手段】
【0010】
本発明の押出し麺用ダイピースは、押出し側ピースと押込み側ピースとから構成されたものであり、前記押出し側ピースには、麺線が押出し形成される押出し孔を有し、前記押込み側ピースには、麺生地が押込まれる押込み孔と、前記押出し側ピースの押出し孔に先端部が挿通するピンとを有し、前記ピンは、基部が先端部よりも太く形成され、前記押込み側ピースの一部として一体成形されたものである。
【0011】
なお、前記「一体成形」の概念には、接合等により一体化させるものは含まれない。つまり、押込み側ピースとは別に形成したピンを一体に接合して押込み側ピースを形成する成形方法は除外される。
【0012】
この構成によると、麺線に貫通孔を形成するためのピンが押込み側ピースの一部として一体成形されているため、ピンが抜ける可能性は全く無い。しかも、ピンの基部が先端部より太く形成されているために、ピンが細くても強度のあるものとできる。
【0013】
また、前記押出し側ピースに形成された押出し孔が、直径1mm乃至3mmの横断面円形の貫通孔であることが好ましい。
【0014】
この好ましい構成によると、従来にない貫通孔を有する直径1mm乃至3mmの細い麺線を製造できる。
【0015】
また、前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であることが好ましい。
【0016】
この好ましい構成によると、複数の突出部により、製造された麺線の貫通孔に複数の溝部が形成されるため、茹で上げあるいは湯戻しの際に湯の浸透する速度が速い麺線を製造できる。
【0017】
また、前記複数の突出部が、前記ピンの横断面中心を基準とする3回対称乃至8回対称の回転対称に形成され、前記ピンが、前記複数の突出部のうち隣り合う突出部同士の間に、前記横断面中心に向かって入り込んだ陥入部を有するものであることが好ましい。
【0018】
この好ましい構成によると、製造された麺線の貫通孔における隣り合う溝部同士の間を陥入した形状とできるため、茹で上げあるいは湯戻しの際における麺線の膨張により貫通孔を閉塞または縮小させやすいことにより、喫食時の食感が良い麺線を製造できる。
【0019】
また、前記押出し側ピースに形成された押出し孔が、直径1.5mm乃至2mmの横断面円形の貫通孔であり、前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であり、前記複数の突出部の横断面形状における先端が、前記ピンの横断面中心から0.5mm以下の距離にあるものとすることが好ましい。
【0020】
この好ましい構成によると、製造された麺線の貫通孔における溝部の先端を麺線の横断面中心から近くでき、茹で上げあるいは湯戻しの際における麺線の膨張により縮小した貫通孔の周囲部分が喫食時においてもずれにくく、喫食時の食感が良い麺線を製造できる。
【0021】
また、本発明の押出し麺用ダイピースの製造方法は、一つの金属塊からマシニングセンタで前記押込み側ピースを削り出すものである。
【0022】
この構成によると、一般的な工作機械を使用した微細精密加工技術で、細い麺線を形成できる押出し麺用ダイピースを製造できる。
【0023】
また、本発明の押出し麺の製造方法は、前記いずれかの押出し麺用ダイピースを用いて麺線の押出しを行うものである。
【0024】
この構成によると、貫通孔を有する細い麺線を押出し成形で容易に製造できる。
【発明の効果】
【0025】
本発明によれば、ピンが抜ける可能性が全く無く、しかも、ピンが細くても強度のあるものとできることから、細い麺線であっても、貫通孔を有する麺線を押出し成形で製造できる押出し麺用のダイピースを提供できる。
【図面の簡単な説明】
【0026】
【図1】本発明の一実施形態に係るダイピースを示すものであり、(A)は平面図、(B)は斜視図、(C)は正面図、(D)は(C)のA−A矢視の端面図、(E)は側面図、(F)は背面図、(G)はピンの先端部の拡大横端面図である。
【図2】(A)〜(C)共、他の実施形態に係るピンの先端部の例を示す拡大横端面図である。
【図3】図1の実施形態に係るダイスを示すものであり、(A)は正面図、(B)は平面図、(C)は(A)B−B矢視の端面図である。
【図4】図1の実施形態に係るダイスにより製造された麺線の断面形状の例を示し、(A)は貫通孔が閉塞あるいは縮小する前の状態、(B)は貫通孔が閉塞した後の状態、(C)は貫通孔が縮小した後の状態を示す。
【図5】従来のダイピースの一例を示す、一部を縦に切り欠いた斜視図である。
【発明を実施するための形態】
【0027】
次に、本発明につき、一実施形態を取り上げて説明を行う。なお、以下においては、図1(D)における左側を正面側、右側を背面側として説明する。
【0028】
−ダイピースについて−
本実施形態の押出し麺用ダイピース1(以下、「ダイピース」と表記)は、押出し側ピース11と押込み側ピース12とから構成されたものである。この押出し側ピース11と押込み側ピース12とは、嵌合により一体とされる。なお、螺合などにより一体としても良い。
【0029】
本実施形態の押出し側ピース11は、樹脂製の中子部11aと金属製の外側部11bの2パーツからなっている。これは、押し出された麺線の表面が滑らかになるように、樹脂(具体的にはフッ素樹脂)製の中子部11aを用いたものであるが、逆に麺線へのソースの絡まりを良くするために、麺線表面が粗くなるような素材や表面構造を有する中子部11aを採用することもできる。外側部11bは押込み側ピース12の正面側の一部と、中子部11aのうち押出し孔111(後述)の開口部分の周囲を除いて覆って形成されている。なお、押出し側ピース11をこのように2パーツからなるものとはせず、1パーツで形成しても良い。
【0030】
押出し側ピース11は、麺線が押出し形成される押出し孔111を有している。この押出し孔111は、図1(B)〜(D)に示すように、押出し側ピース11(より詳しくは中子部11a)の正面側に開口した横断面円形の貫通孔とされ、図1(D)に示すように、麺生地が通って麺線が形成される空間111aが形成されている。押出し孔111は、ダイピース1の中心を通る仮想軸の周囲90°毎に、図1(C)に示すように4箇所設けられている。この押出し孔111の貫通孔のサイズは、細い麺線を形成するために3mm以下とし、特に直径1mm乃至2mmとすることが好ましい。本実施形態では直径1.9mmである。また、本実施形態では、貫通孔の横断面形状が軸方向に沿い一定とされているが、例えば先細りのテーパー状とするなど、軸方向に沿い孔径が変化するものとしても良い。
【0031】
押込み側ピース12は、麺生地が押込まれる押込み孔122と、押出し側ピース11の押出し孔111における空間111aに先端部123aが挿通するピン123を有している。押込み孔122は、押込み側ピース12の背面側に開口した横断面円形の貫通孔とされ、図1(F)に示すように、麺生地が通る空間122aが形成されている。この空間122aは、押出し孔111の空間111aと連通している。本実施形態の場合、この押込み孔122も、前記の押出し孔111と同様、ダイピース1の中心を通る仮想軸の周囲90°毎に4箇所設けられ、図1(C)(F)に示すように、押出し孔111に対して45°ずらせて設けられている。
【0032】
なお、本実施形態では押込み孔122について上述のような構造を取っているが、押込み孔122は各押出し孔111に均一で充分な量の麺生地が供給できれば良いので、そのように麺生地が供給可能な形状であれば他の形状とすることも可能であり、本実施形態のように必ずしも4箇所に設けなくとも、また、45°ずらして設けることも必須ではない。
【0033】
ピン123は、押込み側ピース12の背面側部分である基部121から正面側に延びる中実のもので、先端部123aと基部(第1基部123bと第2基部123cとから構成される)とが押込み側ピース12の一部として一体成形されたものである。本実施形態では、ダイピース1の一個当たりでピン123が4本設けられている。このピン123は、押出し側ピース11と押込み側ピース12とが嵌合により一体とされた際に、図1(C)(D)に示すように、押出し孔111における空間111a内に位置する。
【0034】
押出し孔111の孔サイズが1.9mmである本実施形態では、ピン123の正面側から背面側方向へ3mmの部位がストレート形状、つまり、横断面形状一定である先端部123aとされている。この先端部123aの横断面形状は、図1(C)(G)に示すような「三芒星形(Y字形)」とされており、ピン123の横断面中心から先端123d’(図1(G)参照)までの寸法は0.4mmとされている。
【0035】
ピン123の正面側から背面側方向へ3mm〜5mmの部位が第1基部123bで、背面側に行くにつれ横断面積が大きくなるように、ピン123の径外側に0.3mmずつ広がるテーパー状とされている。本実施形態における第1基部123bの横断面形状は、前記の「三芒星形(Y字形)」が、横断面形状における突出部123dの先端123d’(図1(G)参照)におけるアールが大きくなるように、背面側に行くにつれ拡大するような形状である。
【0036】
そして、ピン123の正面側から背面側方向へ5mmよりも背面側の部位が第2基部123cである。本実施形態における第2基部123cの横断面形状は円柱状とされており、その直径が1.4mmとされている。
【0037】
前記のように、ピン123が押込み側ピース12の一部として一体成形されているため、従来の嵌合構造(図5上のピン503)とは異なり、ピン123が抜ける可能性は全く無い。しかも、ピン123の基部(第1基部123b及び第2基部123c)が先端部123aより太く形成されているために、ピン123が細くても全体的に強度のあるものとでき、ピン123の曲がり、折れが発生しにくい。また、ダイピース1から麺線200を押出す際にも、麺生地の圧力を受けてピン123が揺れたり振動したりしにくい。
【0038】
また、本実施形態では、ピン123のうち先端部123aの横断面形状が、図1(G)に示すように、前記横断面の中心から径外方向に延びる複数の突出部123dを有している。そして、この複数の突出部123dが、ピン123の横断面中心を基準とする3回対称乃至8回対称の回転対称(図1の実施形態の場合3回対称)に形成され、また、隣り合う突出部123d同士の間が前記横断面中心に向かって入り込んだ陥入部123eを有した形状であることが好ましい。本実施形態における先端部123aの横断面形状は、3回対称の回転対称である「三芒星形(Y字形)」とされている。
【0039】
この先端部123aは、横断面形状で「Y字」を構成する、120°おきで三方に延びている突出部123dのうち一つが、ダイピース1の中心を通る仮想軸に向くように設けられている。また、本実施形態では、図1(C)と図1(F)の関係から理解できるように、「Y字」を構成する前記突出部123dのうち、隣り合う二つの間である陥入部123eが押込み側ピース12の押込み孔122の延長位置に面するような位置関係にあるが、突出部123dのうちの一つが押込み孔122の延長位置に面するような位置関係としても良い。このような位置関係とすることで、麺生地が先端部123aに接する際の抵抗を小さくできる可能性がある。
【0040】
前記のように、押込み側ピース12とピン123とが一体に形成されているため、ピン123がこの「三芒星形」のように比較的複雑な形状であっても、後述のマシニングセンタのような一般的な工作機械でダイピース1を製作することができる。なお、第1基部123b及び第2基部123cの横断面形状は、それぞれ、先端部123aの横断面形状と対称形とするなど一致した形状であっても良いし、円形などの異なる形状であっても良い。
【0041】
前記複数の突出部123dにより、図4(A)に示すように、ダイピース1から押し出された麺線200の貫通孔201に溝部201bが形成される。そのため、茹で上げ(生麺あるいは乾麺の場合)あるいは湯戻し(即席麺の場合)の際に溝部201bの内面を湯と接触させることができ、その分、貫通孔201に湯が接触する面積を増加させることができるため、麺線200に湯が浸透する速度を速くできる。よって、茹で時間が早い、あるいは復元性が良い(湯戻し時間が短い)麺線とできる。
【0042】
そして、複数の突出部123dが、前記のように3回対称乃至8回対称の回転対称に形成されたことにより、ダイピース1から押し出された麺線200の貫通孔201における隣り合う溝部201b同士の間を、図4(A)に示すような、麺線200の横断面中心に向かって入り込んだ陥入した形状とできる。そのため、茹で上げあるいは湯戻しの際における麺線200の吸水、膨張により貫通孔201を閉塞(図4(B)参照)または縮小(図4(C)参照)させやすく、貫通孔が大きく残ることにより生じる違和感がなく、喫食時の食感が良い麺線とできる。
【0043】
また、ダイピース1から押し出された麺線200の直径が1.5〜2mm程度の場合、前記複数の突出部123dの横断面形状における先端123d’が、ピン123の横断面中心から0.5mm以下の距離にあるものとすることが好ましい。このような範囲であれば、麺線200の貫通孔201における溝部201bが深くなりすぎることによる、麺の乾燥時の割れ等が起こりにくい。なお、麺線200の直径が3mmの場合、先端123d’が、ピン123の横断面中心から0.7mm程度の距離とするのが好ましい。
【0044】
また、このような貫通孔201を有する麺線200の場合、茹で上げあるいは湯戻しの際における麺線200の吸水、膨張により貫通孔201が閉塞または縮小するが、貫通孔201の周囲部分における麺線組織は、図4(B)(C)に示すように貫通孔201を境に不連続となっている。前記のように溝部201bの先端を麺線200の中心から0.5mm以下と近くすることで、この不連続となる部分を小さくでき、喫食者の咀嚼によっても、この不連続となる部分にずれが発生しにくく、喫食時の食感が良い麺線とできる。
【0045】
ピン123における先端部123aの他の横断面形状の例について、図2を示して説明する。図2(A)に示す形状は、4回回転対称とした「手裏剣形」である。図2(B)に示す形状は、同じく4回回転対称であるが、図2(A)に示したように突出部123dが横断面中心から径外方向に延びるものとはされておらず、周方向にずれて延びるような「卍形」とされている。図2(C)に示す形状は、突出部123dが大きい突出部123d1と小さい突出部123d2とから構成されたものである。大きい突出部123d1と小さい突出部123d2の各々は、各々3回回転対称としたものであって、各々が交互に配置されている。また、図5に示す従来のダイピース500におけるピン503は、中空のパイプ状とされているが、同様にピン123においても中空としたり、先端部123aの端面に凹部を形成するようにしても良い。このように、先端部123aは種々の横断面形状で形成することができる。ここで、本実施形態のピン123は前記のように中実とされており、従来のように中空としていないため、より断面が小さく、強度の大きなピンを作成できる。
【0046】
−ダイピースの製造方法について−
本実施形態のダイピース1の製造方法としては、種々の方法を採用できるが、一例として、一つの金属塊からマシニングセンタ等による微細精密加工で押込み側ピース12を削り出すことが挙げられる。このように、一般的な工作機械で、細い麺線を形成できる押出し麺用ダイスを製造できる。
【0047】
ただし、本実施形態のダイピース1は小さく、ピン123が押込み側ピース12の一部として一体成形されたものである。しかも、ピン123の第1基部123bがテーパー状、第2基部123cが円柱状であり、先端部123aが「三芒星形」という比較的複雑な形状であることから、全体が円柱状である場合等の単純な形状と比較して高い工作精度が要求される。よって、加工に用いる工作機械は、エンドミル等の切削工具の位置ずれ(バックラッシュ)が起こらない、リニアモータ駆動のマシニングセンタを用いることが望ましい。
【0048】
ダイピース1の材質としては、切削加工による場合、真鍮、ステンレス合金などの種々の金属材料を用いることができ、樹脂等、金属以外の材質を用いることもできる。本実施形態では真鍮を用いている。また、切削加工以外の加工手段を採用することも可能であり、例えば射出成形、焼結などが考えられる。その場合には、金属、樹脂、セラミックスなどを用いることができる。また、押出し側ピース11と押込み側ピース12とが異なる材質とされていても良く、あるいは、異なる加工がなされたものであっても良い。
【0049】
−麺線について−
本実施形態のダイピース1が取り付けられるダイス100としては、様々な形状とすることが可能であるが、その一例を図3に示す。このダイス100は円盤状のものであって、図3(A)(B)に示すように、内周側に17個、外周側に25個の貫通孔101が周方向に一定間隔をおいて設けられており、各貫通孔101にダイピース1が取り付けられている。麺生地は、図3(C)における右方から各貫通孔101及びダイピース1を通り、同図における左方から麺線200として取り出される。なお、ダイス100には、図3(A)に示すように、各ダイピース1の押出し孔111がダイス100の周方向及び径方向に沿うようにダイピース1が取り付けられる。また、このダイピース1では、ロングパスタに限らず、種々の押出し麺を製造できる。
【0050】
押込み孔122からダイピース1内に押込まれた麺生地は、空間122aを通過し、その後、空間111aを通過することによって、ピン123に一致した形状(この例では「三芒星状」)の、長手方向に貫通孔201を有する麺線200が形成される。麺線200は、ダイピース1の一個当たりで4本が形成される。
【0051】
ダイピース1から押し出された麺線200の横断面形状を図4(A)に示す。麺線200の外周の横断面形状は円形である。貫通孔201は、麺線200の横断面中心に形成された空隙部201aと、この空隙部201aから径外方向に延び(あるいは放射状に延び)、かつ、横断面の中心を基準として回転対称に形成された複数の溝部201bとを有するものである。このように複数の溝部201bを有するものとすることで、茹で上げあるいは湯戻しの際に溝部201bに湯が入り込むため、麺線200全体で湯の浸透する速度を速くできる。そして、この貫通孔201は、例えば図4(B)に示すように、茹で上げあるいは湯戻しの際における麺線200の膨張により閉塞または縮小する。図4(A)に示す貫通孔201は、ピン123の先端部123aの横断面形状に対応するもので、溝部201bが3箇所設けられた、「三芒星形」とされている。
【0052】
ここで、本発明の背景について述べておく。本願の発明者らは、スパゲティー等、直径3mm以下の細い麺線からなる新しい孔開きタイプの押出し麺を開発するに当たって、茹で時間や即席麺化した場合の湯戻し時間が短く、しかも、麺を茹でた時、あるいは、湯戻しした時に、麺が湯を吸って膨張することで、麺中心部にあけた貫通孔が喫食時にほぼ塞がり、マカロニやブガティーニのような中心部に孔が開いたままの特異な食感とならないような小さな貫通孔を麺線に形成することを創案した。
【0053】
この場合、麺線に形成される貫通孔が丸い孔では、孔の内面の表面積が少なく、前記の茹で時間及び湯戻し時間短縮の効果が高くない上に、孔が塞がりにくいので、形成する孔の形状を中心から放射状に延びる溝を備えた形状とすることが良いと考えた。しかし、図5に示すような押込み側ピース501にピン503を嵌めこむ方式では、前記のように、ピン503の抜け、曲がり、折れ等の問題がある。しかも、前記のように麺線の貫通孔を、溝を備えた形状とするためにはピン503を特殊な形状とし、かつ、極めて細くする必要があり、ピン503を強度を持たせて形成することが難しかった。
【0054】
このような背景に鑑みて、本実施形態では、ダイピース1のピン123を押込み側ピース12の一部として一体成形した。そのため、ピン123の抜けが発生しない。そして、ピン123の基部(第1基部123b及び第2基部123c)が先端部123aより太く(つまりテーパー状に)形成されており、ピン123が細くても強度のあるものとでき、ピン123の曲がり、折れが発生しにくい。そのため、前記のような形状の貫通孔201を備えた細い麺線200を製造することができる。このようにして製造された麺線200は、前記の茹で時間及び湯戻し時間短縮の効果を有し、喫食時の食感を、貫通孔の形成されていない麺と遜色の無いものとできる。
【0055】
また、前記のようにピン123が曲がったり折れたりしにくいために、製造された麺線に不良が発生しにくく、安全性(異物混入防止等)の面でも優れている。
【符号の説明】
【0056】
1 ダイピース
11 押出し側ピース
111 押出し孔
12 押込み側ピース
122 押込み孔
123 ピン
123a ピンの先端部
123b ピンの第1基部
123c ピンの第2基部
123d ピンの突出部
123d’ ピンの突出部の先端
【特許請求の範囲】
【請求項1】
長手方向に貫通孔を有する麺線を製造するための、押出し麺用ダイピースであって、
前記ダイピースが、押出し側ピースと押込み側ピースとから構成されたものであり、
前記押出し側ピースには、麺線が押出し形成される押出し孔を有し、
前記押込み側ピースには、麺生地が押込まれる押込み孔と、前記押出し側ピースの押出し孔に先端部が挿通するピンとを有し、
前記ピンは、基部が先端部よりも太く形成され、前記押込み側ピースの一部として一体成形されたものである、押出し麺用ダイピース。
【請求項2】
前記押出し側ピースに形成された押出し孔が、直径1mm乃至3mmの横断面円形の貫通孔である請求項1記載の押出し麺用ダイピース。
【請求項3】
前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状である請求項1又は2に記載の押出し麺用ダイピース。
【請求項4】
前記複数の突出部が、前記ピンの横断面中心を基準とする3回対称乃至8回対称の回転対称に形成され、
前記ピンが、前記複数の突出部のうち隣り合う突出部同士の間に、前記横断面中心に向かって入り込んだ陥入部を有する請求項3に記載の押出し麺用ダイピース。
【請求項5】
前記押出し側ピースに形成された押出し孔が、直径1.5mm乃至2mmの横断面円形の貫通孔であり、
前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であり、
前記複数の突出部の横断面形状における先端が、前記ピンの横断面中心から0.5mm以下の距離にある請求項1記載の押出し麺用ダイピース。
【請求項6】
請求項1から5のいずれかに記載の押出し麺用ダイピースの製造方法であって、
一つの金属塊からマシニングセンタで前記押込み側ピースを削り出す押出し麺用ダイピースの製造方法。
【請求項7】
請求項1から5のいずれかに記載の押出し麺用ダイピースを用いて麺線の押出しを行う押出し麺の製造方法。
【請求項1】
長手方向に貫通孔を有する麺線を製造するための、押出し麺用ダイピースであって、
前記ダイピースが、押出し側ピースと押込み側ピースとから構成されたものであり、
前記押出し側ピースには、麺線が押出し形成される押出し孔を有し、
前記押込み側ピースには、麺生地が押込まれる押込み孔と、前記押出し側ピースの押出し孔に先端部が挿通するピンとを有し、
前記ピンは、基部が先端部よりも太く形成され、前記押込み側ピースの一部として一体成形されたものである、押出し麺用ダイピース。
【請求項2】
前記押出し側ピースに形成された押出し孔が、直径1mm乃至3mmの横断面円形の貫通孔である請求項1記載の押出し麺用ダイピース。
【請求項3】
前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状である請求項1又は2に記載の押出し麺用ダイピース。
【請求項4】
前記複数の突出部が、前記ピンの横断面中心を基準とする3回対称乃至8回対称の回転対称に形成され、
前記ピンが、前記複数の突出部のうち隣り合う突出部同士の間に、前記横断面中心に向かって入り込んだ陥入部を有する請求項3に記載の押出し麺用ダイピース。
【請求項5】
前記押出し側ピースに形成された押出し孔が、直径1.5mm乃至2mmの横断面円形の貫通孔であり、
前記ピンのうち先端部の横断面形状が、前記横断面の中心から径外方向に延びる複数の突出部を有する形状であり、
前記複数の突出部の横断面形状における先端が、前記ピンの横断面中心から0.5mm以下の距離にある請求項1記載の押出し麺用ダイピース。
【請求項6】
請求項1から5のいずれかに記載の押出し麺用ダイピースの製造方法であって、
一つの金属塊からマシニングセンタで前記押込み側ピースを削り出す押出し麺用ダイピースの製造方法。
【請求項7】
請求項1から5のいずれかに記載の押出し麺用ダイピースを用いて麺線の押出しを行う押出し麺の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−196182(P2012−196182A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−62823(P2011−62823)
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000226976)日清食品ホールディングス株式会社 (127)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年3月22日(2011.3.22)
【出願人】(000226976)日清食品ホールディングス株式会社 (127)
【Fターム(参考)】
[ Back to top ]