
押出プレスの制御方法
【課題】押出工程における押出開始時に所定の製品押出速度に到達する時間を一定にしてサイクルタイムを短縮することができ、且つ、エネルギー効率を高くするようにした押出プレスの制御方法を提供すること。
【解決手段】押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する。
【解決手段】押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム合金などを押出成形するための押出プレスの制御方法に関するものである。
【背景技術】
【0002】
一般に、金属材料、例えば、アルミニウム又はその合金材料などによるビレット(押出材)を押出プレスにより押出す場合、油圧シリンダで駆動されるメインラムの先端部にステムが取り付けられており、ダイスにコンテナを押し付けた状態で、ビレットをステムでコンテナ内に収納する。そして、メインラムを更に油圧シリンダの駆動により前進させることにより、ビレットがステムにて押圧される。そこで、ダイスの出口部から、成形された製品が押出される。
【0003】
この従来型の押出プレスでは、並列に接続された複数台の可変容量型の油圧ポンプから押出プレスの各油圧シリンダに高圧油を供給して押出プレスを作動させている。そして、例えばメインラムを駆動するメインシリンダへの圧油の供給は、ステムの作動速度設定器で設定された設定値に基づいて必要油量を求め、その必要油量が可変容量型油圧ポンプ1台分の最大吐出量以下の場合は、可変容量型油圧ポンプ1台をオンロードして同ポンプからの吐出油によって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプをアンロードさせる。
【0004】
また、必要油量が可変容量型油圧ポンプ1台乃至複数台の最大吐出量より多いときは、最大吐出状態又はそれに近い値でオンロードした1乃至複数台の可変容量型油圧ポンプからの吐出油と、その不足分を補うように可変吐出状態でオンロードした1台の可変容量型油圧ポンプからの吐出油とによって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプをアンロードさせる。
【0005】
さらに、必要油量が連続的に変化する場合は、前記可変容量型油圧ポンプを順次オンロードして必要油量を連続的に供給し、且つ、そのつなぎの部分で先にオンロードした可変容量型油圧ポンプが最大吐出量となる以前に次の可変容量型油圧ポンプをオンロードするとともに、必要油量の変化に応じて先にオンロードした可変容量型油圧ポンプの吐出量と、新たにオンロードした可変容量型油圧ポンプの吐出量とを同時に可変制御して必要油量を連続的に供給するようにしている。このように最少台数の油圧ポンプをオンロードし残りの油圧ポンプを停止することで、省エネルギー効果を高めている。(特許文献1参照)
【0006】
そして、このような押出プレスでは押出所要力が押出の全工程で一定であることが望ましいものの、押出工程においてコンテナ内のビレットの長さが徐々に短くなるため、押出開始時と押出終了時では前者の方が押出所要力が高いのが通常である。即ち、ダイスの押出抵抗が一定であったとしても、コンテナとビレットの摩擦抵抗がビレットの長さの減少にしたがって小さくなるので、全体として押出所要力が除々に低下してしまう。
この結果、ステムのストロークに対する押出圧力の変化も押出開始時点で最大値を発現し、ストロークの進行に伴って除々に低下してしまうものとなっている。(特許文献2参照)
【0007】
従来型の押出プレスの定速押出閉ループの制御回路のブロック図を図8に示す。図8において、メインシリンダ20には速度設定器52の設定値に基づく必要油量の圧油が供給されて、図示しないビレットが同じく図示しないステムにより押圧される。可変容量型油圧ポンプ10A〜10Cには主として比例及び積分作用を行なう調節器54から増幅器55を介して制御信号が入力される。一方図示しないステムには速度検出器56が設けられており、これによって検出されたステムの速度に対応した信号が比較器57へ入力される。
比較器57には一方の入力にステムの速度設定器52により予め設定された一定値が入力されており、この値と速度検出器56からの入力の差が調節器54に入力される。調節器54は比例及び積分制御の機能を有し、一定の押出速度で押出成形が行なわれるように増幅器55を介して可変容量型油圧ポンプ10A〜10Cを制御する。このように、従来は閉ループを利用し、ステムの速度を検出してフィードバックしつつステムの速度制御を行なう構成となっている。図9に、図8の制御回路における負荷が小さいときの押出開始時の速度立ち上がり特性を示す。
【0008】
ところで、従来型の押出プレスでは上記のように押出速度のみを制御し、ビレット形状(直径と長さ)が同一であればメインシリンダに供給される油圧の圧力と流量(制御量)、即ち出力は同一であり、ビレットの材質(変形抵抗)や押出製品の形状(押出抵抗、即ち負荷)が異なっていても同じ制御量が出力される。即ち、押出所要力の大きさ(負荷の大小)にもかかわらずメインシリンダへの出力(油圧の吐出圧力×吐出量=出力)が一定となる制御となっている。
【0009】
このため、所要押出力(負荷)が大きく押し出し速度が比較的低い押出製品の場合には押出開始時に所定の押出速度に到達するまでに時間(立ち上がり時間)を必要とし、ダイスから製品が押出されるまでに時間を要し押出成形のサイクルタイムが長くなるという問題を有していた。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公平2−058482
【特許文献2】特開平5−138233
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記従来の問題点に着目し、押出工程における押出開始時に所定の製品押出速度に到達する時間を一定にしてサイクルタイムを短縮することができ、且つ、エネルギー効率を高くするようにした押出プレスの制御方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明の請求項1に係る押出プレスの制御方法は、複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御するようにした。
【0013】
請求項2に係る押出プレスの制御方法は請求項1に記載の発明において、前記所要押出力(Fa)が、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められることとなる。
【0014】
また、本発明の請求項3に係る押出プレスの制御方法は、複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、予めビレットを試し押出し、該押出中のメインシリンダの圧力挙動を検出し、該検出した圧力挙動から前記押出製品の難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、前記メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御するようにした。
【0015】
請求項4に係る押出プレスの制御方法は請求項1又は請求項3に記載の発明において、押出開始時の速度の立ち上がり制御が完了の後、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動する押出プレスの制御方法に移行することとした。
請求項5に係る押出プレスの制御方法は請求項1又は請求項3、4のいずれか1項に記載の発明において、押出速度の直接フィードバック系を備えるとともに、制御値の出力を検出する手段、前記制御値の制限値を設定する手段、及び前記制御値の検出値を前記設定された制限値と比較調整する手段、押出速度設定器で設定された設定値にシリンダ径に相当する面積を乗じた、油圧ポンプの吐出量及び効率から決定される初期値を出力する手段、とを具備した制御回路を備え、前記制限値と初期値とにより前記押出の立ち上がりを行うようにした請求項1又は請求項3、4のいずれか1項に記載の押出プレスの制御方法。
【発明の効果】
【0016】
本発明によれば、押出立ち上がり時におけるメインラムを駆動するメインシリンダ及びサイドシリンダへの圧油の供給は、押出の難易度により設定した設定値に基づいて必要油量を求め、該求めた必要油量を供給するようにしたので、ビレットの押出成形開始時における押出速度の立ち上がりが早くなり、押出成形のサイクルタイムを短くすることができ、押出成形時の押出速度の設定値が小さい場合でも、プレス能力を十分に発揮し、スムースな押出成形を実現することができる。
【0017】
所要押出力の算出に好適に用いられるSiebelの計算式を、押出製品の押出速度、ダイス形状及び製品形状、ビレット温度及びダイス温度により補正した計算式に基づき実押出での実測値に近似した押出所要力を算出し、該算出した押出所要力から押出難易度を求めたので、最適な押出製品の立ち上がり制御を最短で実現することができる。
また、押出難易度を予め試し押出し、該試し押出により実測した押出所要力から押出難易度を算出したので、より最適な押出製品の立ち上がり制御を最短で実現することができる。
【0018】
本発明によれば、所定の立ち上がり速度制御が完了の後は、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動し、残余の油圧ポンプを停止するので、電力消費量を低減することができる。
初期値は押出速度と押出難易度により設定され、所定の押出速度に応じた必要油量よりも多くの吐出量で押出速度を制御するため、立ち上がり時間を短縮することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の押出プレスの制御方法に用いる油圧回路の構成を説明する図面である。
【図2】本発明に係る作動速度と油圧ポンプのオンロード及び吐出量との関係を示す図面である。
【図3】本発明の押出難易度を求めるフローを説明する図面である。
【図4】本発明の押出難易度と油圧ポンプのオンロード台数と初期値及び拡大量の関係を示す図面である。
【図5】本発明の制御回路のブロック図である。
【図6】図5の制御回路における立ち上がり時の特性図である。
【図7】本発明の各難易度毎の立ち上がりにおける制御出力を説明する図である。
【図8】従来の制御回路のブロック図である。
【図9】図8の制御回路における立ち上がり時の特性図である。
【発明を実施するための形態】
【0020】
以下に、本発明の押出プレスの制御方法の実施の形態を、図面を参照して説明する。図1は実施の形態に用いる押出プレスの油圧回路の説明図である。
図に示す10A〜10Cは可変容量型油圧ポンプ、11A〜11Cは可変容量型油圧ポンプ10A〜10Cを駆動する電動機である。12A〜12Cは可変容量型油圧ポンプ10A〜10Cの吐出量制御手段で、流量制御信号によって可変容量型油圧ポンプの傾転角を制御し吐出量を調整する。そして、いずれの可変容量型油圧ポンプ10A〜10Cは、同一の最大吐出量で設定されている。
【0021】
14A〜14Cは、速度設定器で設定された設定値に基づいて求めた必要油量を供給するため、可変容量型油圧ポンプ10A〜10Cを選択的にオンロードとアンロードを切り替える電磁切替弁、符号15は油圧回路の圧力を設定するリリーフ弁である。メインシリンダ20に圧油を供給する電磁切替弁16が配され、サイドシリンダ21には電磁切替弁17を介して圧油が供給され、押出ステム22を進退自在に移動させる。符号23は、メインシリンダ20及びサイドシリンダ21により駆動され前進移動するメインラムである。
【0022】
符号30は可変容量型油圧ポンプ10A〜10Cの吐出量制御手段12A〜12Cにパイロット圧力を供給するパイロット圧力の供給手段である。パイロット圧力の供給手段30は可変容量型油圧ポンプ31、可変容量型油圧ポンプ31を回転駆動する電動機32、パイロット圧力を設定するリリーフ弁33で要部が構成される。
【0023】
そして、図1に示す油圧回路は、制御装置41により制御される。制御装置41は、押出条件設定器42、ポンプ制御部43、押出プレス装置の各工程動作の作動速度を設定する速度設定器52、及び押出開始時に可変容量型油圧ポンプ10A〜10Cの吐出量を拡大制御する速度制御部59により基本構成され、予め速度設定器52に設定された速度の設定値と、押出製品毎に算出される押出難易度により加重して出力される速度制御部59の出力値に応じてポンプ制御部43の出力信号が各油圧機器に出力されるとともに、可変容量型油圧ポンプ10A〜10Cの吐出量を制御して必要量を押出プレスに供給する構成となっている。
そして、押出条件設定部42は、タッチパネル等からデータ入力される。
【0024】
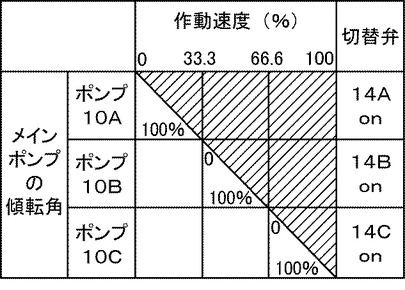
このように構成された油圧回路における選択的駆動、即ち、作動速度と可変容量型油圧ポンプのオンロードとアンロード及び各可変容量型油圧ポンプの吐出量の関係について図2により説明する。
図2に示すように、3台が同一吐出量の可変容量型油圧ポンプ10A〜10Cを用い、その吐出量の総量が作動速度の100%となるように設定されている。各可変容量型油圧ポンプのオンロードとアンロードのタイミング(選択閾値)は、二台目が33.3%、三台目が66.6%である。
【0025】
作動速度の設定値が33.3%未満であれば可変容量型油圧ポンプ10Aをオンロードさせ、作動速度の設定値が33.3%以上66.6%未満であれば可変容量型油圧ポンプ10A及び10Bをオンロードさせ、作動速度の設定値が66.6%以上であれば全ての可変容量型油圧ポンプ10A〜10Cをオンロードさせることで必要油量を供給することができる。オンロードしない残余の油圧ポンプはアンロード状態である。
例えば、速度の設定値が50%の場合には可変容量型油圧ポンプ10A及び10Bの2台をオンロードさせる。そして、可変容量型油圧ポンプ10Aを最大吐出量となるように制御するとともに、可変容量型油圧ポンプ10Bの吐出量を最大吐出量の50%となるように制御することで不足分を補い必要吐出量を得るのである。
【0026】
押出プレスの作動速度は一般的に以下のように設定されている。押出ステム22の移動速度が無負荷前進で100%、アプセットで80%、押出初速及び終速は押出速度によって決定され各々押出速度の、例えば15%、50%程度に決められる。そして、後退で100%となる。
図2に示すように、無負荷前進及び後退は100%の最大速度、アプセットは80%であり、可変容量型油圧ポンプ10A〜10Cの全てが駆動(オンロード)される。無負荷前進及び後退では可変容量型油圧ポンプ10A〜10Cの全てが最大吐出量で流量制御され、アプセットでは可変容量型油圧ポンプ10Aと10Bが最大吐出量で、可変容量型油圧ポンプ10Cが最大吐出量の40%で流量制御される。
押出工程においてその各速度の設定値は押出速度に応じて決められ、押出初速で押出速度の15%、終速で50%であり、オンロードされる可変容量型油圧ポンプは選択押出速度により決定される。
【0027】
次に、押出所要力の算出について説明する。押出所要力は、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められる。
【0028】
上記式は、公知の所要押出力の算出式である例えば、Siebelを係数v、β1〜β4で補正したものである。
Siebelの算出式では、種々な製品形状の製品を異なる押出条件や押出環境下で実押出での実測値に近似した押出所要力を算出することは困難である。補正することにより実測値に近似した値を得ることができる。補正係数v、β1〜β4は、数値的に表すパラメータであり、統計的に求められる。
押出製品の速度係数vは押出速度の関数であって、ダイス内の単位時間におけるメタル流量が作用力にもたらす影響を補正する。
【0029】
ダイスの形状係数β1は、ダイスの形状によって求められる。ダイスは主に中実製品の押出に用いるソリッドダイと、中空製品の押出に用いるフォローダイ(ポートホールダイス)とに区分される。フォローダイでは、ダイス内に流入したビレットは一度分割され、その後溶着させて中空製品を得るようになっている。β1は、フォローダイによって増大するビレットの変形力を補正する。
押出製品の形状係数β2は製品形状の関数であって、製品形状の複雑度合い及びダイスとの長さ(ダイスのベアリング部)によって求められる。β2は、製品外周長やベアリング部の長さによって増大するビレットの押出所要力を補正します。
【0030】
ビレットの温度係数β3はビレット温度の関数であって、ビレット温度によって求められる。β3は、ビレット温度の変化に応じて変化するビレットの変形抵抗に伴う押出所要力を補正する。
ダイスの温度係数β4はダイス温度の関数であって、ダイスの温度によって求められる。β4は、ダイスのベアリング部の温度変化はビレットの温度に影響を与え、ビレットの変形抵抗に伴う押出所要力を補正する。
【0031】
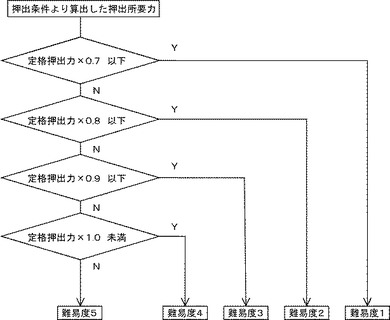
上記算出した押出所用力から求める押出難易度を図3のフローにより説明する。押出条件と押出条件に基づいて算出した補正係数から算出した所要押出力を、押出成形に用いる押出プレス装置の定格押出力で除した値により押出難易度が算出される。図3に示すように押出所要力が定格押出力の0.7以下の場合は難易度1、0.7を超え0.8以下の場合は難易度2、0.8を超え0.9以下の場合は難易度3と設定される。さらに、押出所要力が押出プレス装置の定格押出力の0.9を超え1.0未満の場合は難易度4であり、1.0の場合は難易度5に設定されることとなる。
【0032】
図4に基づき、上記求めた押出難易度と可変容量型油圧ポンプの起動台数と初期値の関係を説明する。例えば、速度設定値が33.3%以下の場合では一台の可変容量型油圧ポンプをオンロードすることで必要油量を確保することができる。しかし、負荷圧力の大きさ(押出の難易度)によっては、リリーフバルブのオーバーライド特性により圧油がタンクへ還流されて必要油量を確保することができず、設定した速度を得ることができない。このため、立ち上がりに時間を要することとなる。図4に示すよう速度設定値にかかわらず、設定した難易度によりオンロードする可変容量型油圧ポンプの台数が決定される。上記速度設定値では、難易度が2に設定された場合には、オンロードされる可変容量型油圧ポンプは二台であり、難易度が3より大きい場合には三台の全てのポンプがオンロードされる構成となっている。このように、設定した難易度に応じて可変容量型油圧ポンプのローデング台数を決定するので、この出力増大によって立ち上がり時間の短縮を図ることができる。
更に、詳細を後述する押出難易度に応じて立ち上がり制御出力に対し、初期値Xと初期値Xの拡大量Yを設定して出力することにより立ち上がり時間の短縮を図る。なお、初期値Xは、成形に用いる押出プレス装置のメインシリンダ及びサイドシリンダ径に相当する面積に乗じた、可変容量型油圧ポンプの吐出量及び効率から算出される。
【0033】
上記構成の押出プレスの定速押出閉ループの制御回路のブロック図を図5に示す。図5において、メインシリンダ20及びサイドシリンダ21には速度設定器52の設定値に基づく必要油量の圧油が供給されて、図示しないビレットが同じく図示しないステムにより押圧される。可変容量型油圧ポンプ10A〜10Cには主として比例及び積分作用を行なう調節器54から増幅器55を介して制御信号が入力される。一方図示しないステムには速度検出器56が設けられており、これによって検出されたステムの速度に対応した信号が比較器57へ入力される。
比較器57には一方の入力にステムの速度設定器52により予め設定された一定値が入力されており、この値と速度検出器56からの入力の差が調節器54に入力される。調節器54は比例及び積分制御の機能を有し、一定の押出速度で押出成形が行なわれるように増幅器55を介して可変容量型油圧ポンプ10A〜10Cを制御する。このように、従来は閉ループを利用し、ステムの速度を検出してフィードバックしつつ押出ステム22の速度制御を行なう構成となっている。
【0034】
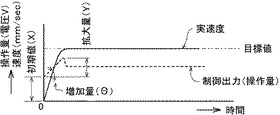
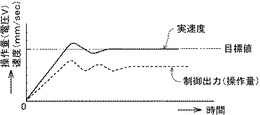
図6に、図5の制御回路における押出開始時の速度立ち上がり特性を示す。
立ち上がり時の制御においては、算出した押出難易度に基づいて設定された制御出力が、初期値Xの設定器60より増幅器55を介して可変容量型油圧ポンプ10A〜10Cの吐出量制御手段12A〜12Cに出力される。図に示すように、この出力により押出速度は短時間で速度の目標値に到達する。
この制御において、拡大量Yについては、増加量Θを変化させることで出力が制御されます。目標値に到達した段階で押出速度は、調整器54からの出力で閉ループへ移行する。
【0035】
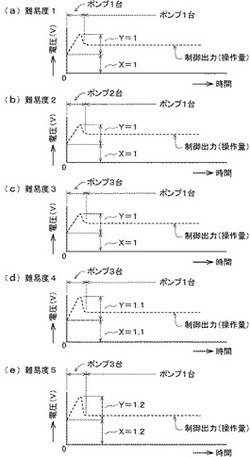
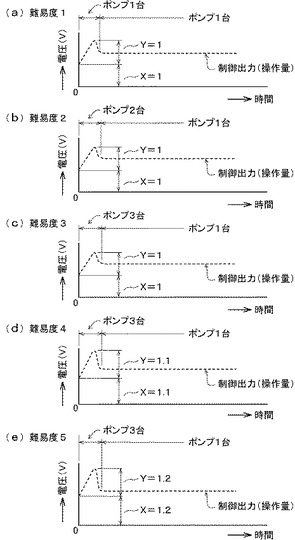
図7(a)〜(e)に算出した押出難易度に基づき制御出力して可変容量型油圧ポンプの立ち上がり制御を行なった場合の特性を示す。
図7(a)は、難易度が1の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは一台、初期値X及び拡大量Yは1である。図7(b)は、初期値X及び拡大量Yが1であり、立ち上がり時にオンロードする可変容量型油圧ポンプを二台の場合である難易度2を、図7(c)は初期値X及び拡大量Yが1であり、立ち上がり時にオンロードする油圧ポンプを三台の場合である難易度3を示している。
図7(d)は、難易度が4の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは三台、初期値X及び拡大量Yは1.1である。そして、図7(e)は、難易度が5の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは三台、初期値X及び拡大量Yは1.2となっている。
難易度に応じてオンロードする可変容量型油圧ポンプ台数と初期値X及び拡大量Yを変更することで制御出力を増大させ、立ち上がり時間の短縮を図る。
【0036】
押出プレスの押出工程における最大押出速度は作動速度の30%以下であり、一台の油圧ポンプをオンロードするケースについて説明した。本発明は、図4及び図7(a)〜(e)に示すように一台の可変容量型油圧ポンプをオンロードすることに限定されず、複数台の油圧ポンプをオンロードする場合でも本発明を適用することができる。
【0037】
所要押出力の算出式によらず、ビレットを試し押出して所要押出力を得て難易度を算出する制御について説明する。
ビレットの試し押出においてメインシリンダ20内の負荷圧力の圧力挙動を検出する。検出した負荷圧力の最大値で油圧回路のリリーフ弁15の設定圧力を除することにより難易度は算出できる。算出した難易度に基づく制御は上述のとおりである。押出頻度の少ないビレット材質や製品形状など所要力の算出式に基づかない場合には有効である。
この方法において、従来の公知技術により圧力の検出を行うことができる。
【0038】
以上説明したように、本発明では押出所要力を算出して押出プレス定格押出力と対比して押出難易度を算出する。そして、押出難易度に基づき押出立ち上がり時の可変容量型油圧ポンプへの制御出力を増大させて出力する構成とした。
この可変容量型油圧ポンプへの制御出力の増大により、目標値である押出速度迄の到達時間が短縮され、押出速度の立ち上がりを時間することができる。このため、押出成形のサイクルタイムを短縮することができ、生産性が向上する。
【符号の説明】
【0039】
10A〜10C 可変容量型油圧ポンプ
11A〜11C 吐出量制御手段
12A〜12C 電動機
14A〜14C 電磁切替弁
20 メインシリンダ
21 サイドシリンダ
41 制御装置
42 押出条件設定器
43 ポンプ制御部
52 速度設定器
54 調節器
55 増幅器
56 速度検出器
57 比較器
59 速度制御部
60 初期値の設定器
X 初期値
Y 拡大量
Θ 増加量
【技術分野】
【0001】
本発明は、アルミニウム合金などを押出成形するための押出プレスの制御方法に関するものである。
【背景技術】
【0002】
一般に、金属材料、例えば、アルミニウム又はその合金材料などによるビレット(押出材)を押出プレスにより押出す場合、油圧シリンダで駆動されるメインラムの先端部にステムが取り付けられており、ダイスにコンテナを押し付けた状態で、ビレットをステムでコンテナ内に収納する。そして、メインラムを更に油圧シリンダの駆動により前進させることにより、ビレットがステムにて押圧される。そこで、ダイスの出口部から、成形された製品が押出される。
【0003】
この従来型の押出プレスでは、並列に接続された複数台の可変容量型の油圧ポンプから押出プレスの各油圧シリンダに高圧油を供給して押出プレスを作動させている。そして、例えばメインラムを駆動するメインシリンダへの圧油の供給は、ステムの作動速度設定器で設定された設定値に基づいて必要油量を求め、その必要油量が可変容量型油圧ポンプ1台分の最大吐出量以下の場合は、可変容量型油圧ポンプ1台をオンロードして同ポンプからの吐出油によって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプをアンロードさせる。
【0004】
また、必要油量が可変容量型油圧ポンプ1台乃至複数台の最大吐出量より多いときは、最大吐出状態又はそれに近い値でオンロードした1乃至複数台の可変容量型油圧ポンプからの吐出油と、その不足分を補うように可変吐出状態でオンロードした1台の可変容量型油圧ポンプからの吐出油とによって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプをアンロードさせる。
【0005】
さらに、必要油量が連続的に変化する場合は、前記可変容量型油圧ポンプを順次オンロードして必要油量を連続的に供給し、且つ、そのつなぎの部分で先にオンロードした可変容量型油圧ポンプが最大吐出量となる以前に次の可変容量型油圧ポンプをオンロードするとともに、必要油量の変化に応じて先にオンロードした可変容量型油圧ポンプの吐出量と、新たにオンロードした可変容量型油圧ポンプの吐出量とを同時に可変制御して必要油量を連続的に供給するようにしている。このように最少台数の油圧ポンプをオンロードし残りの油圧ポンプを停止することで、省エネルギー効果を高めている。(特許文献1参照)
【0006】
そして、このような押出プレスでは押出所要力が押出の全工程で一定であることが望ましいものの、押出工程においてコンテナ内のビレットの長さが徐々に短くなるため、押出開始時と押出終了時では前者の方が押出所要力が高いのが通常である。即ち、ダイスの押出抵抗が一定であったとしても、コンテナとビレットの摩擦抵抗がビレットの長さの減少にしたがって小さくなるので、全体として押出所要力が除々に低下してしまう。
この結果、ステムのストロークに対する押出圧力の変化も押出開始時点で最大値を発現し、ストロークの進行に伴って除々に低下してしまうものとなっている。(特許文献2参照)
【0007】
従来型の押出プレスの定速押出閉ループの制御回路のブロック図を図8に示す。図8において、メインシリンダ20には速度設定器52の設定値に基づく必要油量の圧油が供給されて、図示しないビレットが同じく図示しないステムにより押圧される。可変容量型油圧ポンプ10A〜10Cには主として比例及び積分作用を行なう調節器54から増幅器55を介して制御信号が入力される。一方図示しないステムには速度検出器56が設けられており、これによって検出されたステムの速度に対応した信号が比較器57へ入力される。
比較器57には一方の入力にステムの速度設定器52により予め設定された一定値が入力されており、この値と速度検出器56からの入力の差が調節器54に入力される。調節器54は比例及び積分制御の機能を有し、一定の押出速度で押出成形が行なわれるように増幅器55を介して可変容量型油圧ポンプ10A〜10Cを制御する。このように、従来は閉ループを利用し、ステムの速度を検出してフィードバックしつつステムの速度制御を行なう構成となっている。図9に、図8の制御回路における負荷が小さいときの押出開始時の速度立ち上がり特性を示す。
【0008】
ところで、従来型の押出プレスでは上記のように押出速度のみを制御し、ビレット形状(直径と長さ)が同一であればメインシリンダに供給される油圧の圧力と流量(制御量)、即ち出力は同一であり、ビレットの材質(変形抵抗)や押出製品の形状(押出抵抗、即ち負荷)が異なっていても同じ制御量が出力される。即ち、押出所要力の大きさ(負荷の大小)にもかかわらずメインシリンダへの出力(油圧の吐出圧力×吐出量=出力)が一定となる制御となっている。
【0009】
このため、所要押出力(負荷)が大きく押し出し速度が比較的低い押出製品の場合には押出開始時に所定の押出速度に到達するまでに時間(立ち上がり時間)を必要とし、ダイスから製品が押出されるまでに時間を要し押出成形のサイクルタイムが長くなるという問題を有していた。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特公平2−058482
【特許文献2】特開平5−138233
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記従来の問題点に着目し、押出工程における押出開始時に所定の製品押出速度に到達する時間を一定にしてサイクルタイムを短縮することができ、且つ、エネルギー効率を高くするようにした押出プレスの制御方法を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明の請求項1に係る押出プレスの制御方法は、複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御するようにした。
【0013】
請求項2に係る押出プレスの制御方法は請求項1に記載の発明において、前記所要押出力(Fa)が、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められることとなる。
【0014】
また、本発明の請求項3に係る押出プレスの制御方法は、複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、予めビレットを試し押出し、該押出中のメインシリンダの圧力挙動を検出し、該検出した圧力挙動から前記押出製品の難易度を算出し、該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、前記メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御するようにした。
【0015】
請求項4に係る押出プレスの制御方法は請求項1又は請求項3に記載の発明において、押出開始時の速度の立ち上がり制御が完了の後、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動する押出プレスの制御方法に移行することとした。
請求項5に係る押出プレスの制御方法は請求項1又は請求項3、4のいずれか1項に記載の発明において、押出速度の直接フィードバック系を備えるとともに、制御値の出力を検出する手段、前記制御値の制限値を設定する手段、及び前記制御値の検出値を前記設定された制限値と比較調整する手段、押出速度設定器で設定された設定値にシリンダ径に相当する面積を乗じた、油圧ポンプの吐出量及び効率から決定される初期値を出力する手段、とを具備した制御回路を備え、前記制限値と初期値とにより前記押出の立ち上がりを行うようにした請求項1又は請求項3、4のいずれか1項に記載の押出プレスの制御方法。
【発明の効果】
【0016】
本発明によれば、押出立ち上がり時におけるメインラムを駆動するメインシリンダ及びサイドシリンダへの圧油の供給は、押出の難易度により設定した設定値に基づいて必要油量を求め、該求めた必要油量を供給するようにしたので、ビレットの押出成形開始時における押出速度の立ち上がりが早くなり、押出成形のサイクルタイムを短くすることができ、押出成形時の押出速度の設定値が小さい場合でも、プレス能力を十分に発揮し、スムースな押出成形を実現することができる。
【0017】
所要押出力の算出に好適に用いられるSiebelの計算式を、押出製品の押出速度、ダイス形状及び製品形状、ビレット温度及びダイス温度により補正した計算式に基づき実押出での実測値に近似した押出所要力を算出し、該算出した押出所要力から押出難易度を求めたので、最適な押出製品の立ち上がり制御を最短で実現することができる。
また、押出難易度を予め試し押出し、該試し押出により実測した押出所要力から押出難易度を算出したので、より最適な押出製品の立ち上がり制御を最短で実現することができる。
【0018】
本発明によれば、所定の立ち上がり速度制御が完了の後は、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動し、残余の油圧ポンプを停止するので、電力消費量を低減することができる。
初期値は押出速度と押出難易度により設定され、所定の押出速度に応じた必要油量よりも多くの吐出量で押出速度を制御するため、立ち上がり時間を短縮することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の押出プレスの制御方法に用いる油圧回路の構成を説明する図面である。
【図2】本発明に係る作動速度と油圧ポンプのオンロード及び吐出量との関係を示す図面である。
【図3】本発明の押出難易度を求めるフローを説明する図面である。
【図4】本発明の押出難易度と油圧ポンプのオンロード台数と初期値及び拡大量の関係を示す図面である。
【図5】本発明の制御回路のブロック図である。
【図6】図5の制御回路における立ち上がり時の特性図である。
【図7】本発明の各難易度毎の立ち上がりにおける制御出力を説明する図である。
【図8】従来の制御回路のブロック図である。
【図9】図8の制御回路における立ち上がり時の特性図である。
【発明を実施するための形態】
【0020】
以下に、本発明の押出プレスの制御方法の実施の形態を、図面を参照して説明する。図1は実施の形態に用いる押出プレスの油圧回路の説明図である。
図に示す10A〜10Cは可変容量型油圧ポンプ、11A〜11Cは可変容量型油圧ポンプ10A〜10Cを駆動する電動機である。12A〜12Cは可変容量型油圧ポンプ10A〜10Cの吐出量制御手段で、流量制御信号によって可変容量型油圧ポンプの傾転角を制御し吐出量を調整する。そして、いずれの可変容量型油圧ポンプ10A〜10Cは、同一の最大吐出量で設定されている。
【0021】
14A〜14Cは、速度設定器で設定された設定値に基づいて求めた必要油量を供給するため、可変容量型油圧ポンプ10A〜10Cを選択的にオンロードとアンロードを切り替える電磁切替弁、符号15は油圧回路の圧力を設定するリリーフ弁である。メインシリンダ20に圧油を供給する電磁切替弁16が配され、サイドシリンダ21には電磁切替弁17を介して圧油が供給され、押出ステム22を進退自在に移動させる。符号23は、メインシリンダ20及びサイドシリンダ21により駆動され前進移動するメインラムである。
【0022】
符号30は可変容量型油圧ポンプ10A〜10Cの吐出量制御手段12A〜12Cにパイロット圧力を供給するパイロット圧力の供給手段である。パイロット圧力の供給手段30は可変容量型油圧ポンプ31、可変容量型油圧ポンプ31を回転駆動する電動機32、パイロット圧力を設定するリリーフ弁33で要部が構成される。
【0023】
そして、図1に示す油圧回路は、制御装置41により制御される。制御装置41は、押出条件設定器42、ポンプ制御部43、押出プレス装置の各工程動作の作動速度を設定する速度設定器52、及び押出開始時に可変容量型油圧ポンプ10A〜10Cの吐出量を拡大制御する速度制御部59により基本構成され、予め速度設定器52に設定された速度の設定値と、押出製品毎に算出される押出難易度により加重して出力される速度制御部59の出力値に応じてポンプ制御部43の出力信号が各油圧機器に出力されるとともに、可変容量型油圧ポンプ10A〜10Cの吐出量を制御して必要量を押出プレスに供給する構成となっている。
そして、押出条件設定部42は、タッチパネル等からデータ入力される。
【0024】
このように構成された油圧回路における選択的駆動、即ち、作動速度と可変容量型油圧ポンプのオンロードとアンロード及び各可変容量型油圧ポンプの吐出量の関係について図2により説明する。
図2に示すように、3台が同一吐出量の可変容量型油圧ポンプ10A〜10Cを用い、その吐出量の総量が作動速度の100%となるように設定されている。各可変容量型油圧ポンプのオンロードとアンロードのタイミング(選択閾値)は、二台目が33.3%、三台目が66.6%である。
【0025】
作動速度の設定値が33.3%未満であれば可変容量型油圧ポンプ10Aをオンロードさせ、作動速度の設定値が33.3%以上66.6%未満であれば可変容量型油圧ポンプ10A及び10Bをオンロードさせ、作動速度の設定値が66.6%以上であれば全ての可変容量型油圧ポンプ10A〜10Cをオンロードさせることで必要油量を供給することができる。オンロードしない残余の油圧ポンプはアンロード状態である。
例えば、速度の設定値が50%の場合には可変容量型油圧ポンプ10A及び10Bの2台をオンロードさせる。そして、可変容量型油圧ポンプ10Aを最大吐出量となるように制御するとともに、可変容量型油圧ポンプ10Bの吐出量を最大吐出量の50%となるように制御することで不足分を補い必要吐出量を得るのである。
【0026】
押出プレスの作動速度は一般的に以下のように設定されている。押出ステム22の移動速度が無負荷前進で100%、アプセットで80%、押出初速及び終速は押出速度によって決定され各々押出速度の、例えば15%、50%程度に決められる。そして、後退で100%となる。
図2に示すように、無負荷前進及び後退は100%の最大速度、アプセットは80%であり、可変容量型油圧ポンプ10A〜10Cの全てが駆動(オンロード)される。無負荷前進及び後退では可変容量型油圧ポンプ10A〜10Cの全てが最大吐出量で流量制御され、アプセットでは可変容量型油圧ポンプ10Aと10Bが最大吐出量で、可変容量型油圧ポンプ10Cが最大吐出量の40%で流量制御される。
押出工程においてその各速度の設定値は押出速度に応じて決められ、押出初速で押出速度の15%、終速で50%であり、オンロードされる可変容量型油圧ポンプは選択押出速度により決定される。
【0027】
次に、押出所要力の算出について説明する。押出所要力は、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められる。
【0028】
上記式は、公知の所要押出力の算出式である例えば、Siebelを係数v、β1〜β4で補正したものである。
Siebelの算出式では、種々な製品形状の製品を異なる押出条件や押出環境下で実押出での実測値に近似した押出所要力を算出することは困難である。補正することにより実測値に近似した値を得ることができる。補正係数v、β1〜β4は、数値的に表すパラメータであり、統計的に求められる。
押出製品の速度係数vは押出速度の関数であって、ダイス内の単位時間におけるメタル流量が作用力にもたらす影響を補正する。
【0029】
ダイスの形状係数β1は、ダイスの形状によって求められる。ダイスは主に中実製品の押出に用いるソリッドダイと、中空製品の押出に用いるフォローダイ(ポートホールダイス)とに区分される。フォローダイでは、ダイス内に流入したビレットは一度分割され、その後溶着させて中空製品を得るようになっている。β1は、フォローダイによって増大するビレットの変形力を補正する。
押出製品の形状係数β2は製品形状の関数であって、製品形状の複雑度合い及びダイスとの長さ(ダイスのベアリング部)によって求められる。β2は、製品外周長やベアリング部の長さによって増大するビレットの押出所要力を補正します。
【0030】
ビレットの温度係数β3はビレット温度の関数であって、ビレット温度によって求められる。β3は、ビレット温度の変化に応じて変化するビレットの変形抵抗に伴う押出所要力を補正する。
ダイスの温度係数β4はダイス温度の関数であって、ダイスの温度によって求められる。β4は、ダイスのベアリング部の温度変化はビレットの温度に影響を与え、ビレットの変形抵抗に伴う押出所要力を補正する。
【0031】
上記算出した押出所用力から求める押出難易度を図3のフローにより説明する。押出条件と押出条件に基づいて算出した補正係数から算出した所要押出力を、押出成形に用いる押出プレス装置の定格押出力で除した値により押出難易度が算出される。図3に示すように押出所要力が定格押出力の0.7以下の場合は難易度1、0.7を超え0.8以下の場合は難易度2、0.8を超え0.9以下の場合は難易度3と設定される。さらに、押出所要力が押出プレス装置の定格押出力の0.9を超え1.0未満の場合は難易度4であり、1.0の場合は難易度5に設定されることとなる。
【0032】
図4に基づき、上記求めた押出難易度と可変容量型油圧ポンプの起動台数と初期値の関係を説明する。例えば、速度設定値が33.3%以下の場合では一台の可変容量型油圧ポンプをオンロードすることで必要油量を確保することができる。しかし、負荷圧力の大きさ(押出の難易度)によっては、リリーフバルブのオーバーライド特性により圧油がタンクへ還流されて必要油量を確保することができず、設定した速度を得ることができない。このため、立ち上がりに時間を要することとなる。図4に示すよう速度設定値にかかわらず、設定した難易度によりオンロードする可変容量型油圧ポンプの台数が決定される。上記速度設定値では、難易度が2に設定された場合には、オンロードされる可変容量型油圧ポンプは二台であり、難易度が3より大きい場合には三台の全てのポンプがオンロードされる構成となっている。このように、設定した難易度に応じて可変容量型油圧ポンプのローデング台数を決定するので、この出力増大によって立ち上がり時間の短縮を図ることができる。
更に、詳細を後述する押出難易度に応じて立ち上がり制御出力に対し、初期値Xと初期値Xの拡大量Yを設定して出力することにより立ち上がり時間の短縮を図る。なお、初期値Xは、成形に用いる押出プレス装置のメインシリンダ及びサイドシリンダ径に相当する面積に乗じた、可変容量型油圧ポンプの吐出量及び効率から算出される。
【0033】
上記構成の押出プレスの定速押出閉ループの制御回路のブロック図を図5に示す。図5において、メインシリンダ20及びサイドシリンダ21には速度設定器52の設定値に基づく必要油量の圧油が供給されて、図示しないビレットが同じく図示しないステムにより押圧される。可変容量型油圧ポンプ10A〜10Cには主として比例及び積分作用を行なう調節器54から増幅器55を介して制御信号が入力される。一方図示しないステムには速度検出器56が設けられており、これによって検出されたステムの速度に対応した信号が比較器57へ入力される。
比較器57には一方の入力にステムの速度設定器52により予め設定された一定値が入力されており、この値と速度検出器56からの入力の差が調節器54に入力される。調節器54は比例及び積分制御の機能を有し、一定の押出速度で押出成形が行なわれるように増幅器55を介して可変容量型油圧ポンプ10A〜10Cを制御する。このように、従来は閉ループを利用し、ステムの速度を検出してフィードバックしつつ押出ステム22の速度制御を行なう構成となっている。
【0034】
図6に、図5の制御回路における押出開始時の速度立ち上がり特性を示す。
立ち上がり時の制御においては、算出した押出難易度に基づいて設定された制御出力が、初期値Xの設定器60より増幅器55を介して可変容量型油圧ポンプ10A〜10Cの吐出量制御手段12A〜12Cに出力される。図に示すように、この出力により押出速度は短時間で速度の目標値に到達する。
この制御において、拡大量Yについては、増加量Θを変化させることで出力が制御されます。目標値に到達した段階で押出速度は、調整器54からの出力で閉ループへ移行する。
【0035】
図7(a)〜(e)に算出した押出難易度に基づき制御出力して可変容量型油圧ポンプの立ち上がり制御を行なった場合の特性を示す。
図7(a)は、難易度が1の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは一台、初期値X及び拡大量Yは1である。図7(b)は、初期値X及び拡大量Yが1であり、立ち上がり時にオンロードする可変容量型油圧ポンプを二台の場合である難易度2を、図7(c)は初期値X及び拡大量Yが1であり、立ち上がり時にオンロードする油圧ポンプを三台の場合である難易度3を示している。
図7(d)は、難易度が4の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは三台、初期値X及び拡大量Yは1.1である。そして、図7(e)は、難易度が5の場合を示し、立ち上がり時にオンロードする可変容量型油圧ポンプは三台、初期値X及び拡大量Yは1.2となっている。
難易度に応じてオンロードする可変容量型油圧ポンプ台数と初期値X及び拡大量Yを変更することで制御出力を増大させ、立ち上がり時間の短縮を図る。
【0036】
押出プレスの押出工程における最大押出速度は作動速度の30%以下であり、一台の油圧ポンプをオンロードするケースについて説明した。本発明は、図4及び図7(a)〜(e)に示すように一台の可変容量型油圧ポンプをオンロードすることに限定されず、複数台の油圧ポンプをオンロードする場合でも本発明を適用することができる。
【0037】
所要押出力の算出式によらず、ビレットを試し押出して所要押出力を得て難易度を算出する制御について説明する。
ビレットの試し押出においてメインシリンダ20内の負荷圧力の圧力挙動を検出する。検出した負荷圧力の最大値で油圧回路のリリーフ弁15の設定圧力を除することにより難易度は算出できる。算出した難易度に基づく制御は上述のとおりである。押出頻度の少ないビレット材質や製品形状など所要力の算出式に基づかない場合には有効である。
この方法において、従来の公知技術により圧力の検出を行うことができる。
【0038】
以上説明したように、本発明では押出所要力を算出して押出プレス定格押出力と対比して押出難易度を算出する。そして、押出難易度に基づき押出立ち上がり時の可変容量型油圧ポンプへの制御出力を増大させて出力する構成とした。
この可変容量型油圧ポンプへの制御出力の増大により、目標値である押出速度迄の到達時間が短縮され、押出速度の立ち上がりを時間することができる。このため、押出成形のサイクルタイムを短縮することができ、生産性が向上する。
【符号の説明】
【0039】
10A〜10C 可変容量型油圧ポンプ
11A〜11C 吐出量制御手段
12A〜12C 電動機
14A〜14C 電磁切替弁
20 メインシリンダ
21 サイドシリンダ
41 制御装置
42 押出条件設定器
43 ポンプ制御部
52 速度設定器
54 調節器
55 増幅器
56 速度検出器
57 比較器
59 速度制御部
60 初期値の設定器
X 初期値
Y 拡大量
Θ 増加量
【特許請求の範囲】
【請求項1】
複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、
押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、
該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する押出プレスの制御方法。
【請求項2】
前記所要押出力(Fa)が、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められる請求項1に記載の押出プレスの制御方法。
【請求項3】
複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、
予めビレットを試し押出し、該押出中のメインシリンダの圧力挙動を検出し、該検出した圧力挙動から前記押出製品の難易度を算出し、
該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、前記メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する押出プレスの制御方法。
【請求項4】
押出開始時の速度の立ち上がり制御が完了の後、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法に移行する請求項1又は請求項3に記載の押出プレスの制御方法。
【請求項5】
押出速度の直接フィードバック系を備えるとともに、制御値の出力を検出する手段、前記制御値の制限値を調整する手段、及び前記制御値の検出値を前記設定された制限値と比較調整する手段、押出速度設定器で設定された設定値にシリンダ径に相当する面積を乗じた、油圧ポンプの吐出量及び効率等から決定される初期値を出力する手段、とを具備した制御回路を備え、前記制限値と初期値とにより前記押出の立ち上がりを行うようにした請求項1又は請求項3、4のいずれか1項に記載の押出プレスの制御方法。
【請求項1】
複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、
押出製品から所要押出力を算出するとともに、該算出した所要押出力と前記押出製品の押出に用いる前記押出プレスの定格押出力とを対比して前記押出製品の押出難易度を算出し、
該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する押出プレスの制御方法。
【請求項2】
前記所要押出力(Fa)が、次式:
Fa=A・Kf(lnR+4μ・L/D)・v・β1・β2・β3・β4
[但し、A :コンテナ内径の断面積
Kf:ビレットの変形抵抗
R :押出比
μ :ビレット表面とコンテナ内壁との摩擦係数
L :コンテナ内で押し潰されたビレット長さ
D :コンテナ内径
v :押出製品の速度係数
β1:ダイスの形状係数
β2:押出製品の形状係数
β3:ビレットの温度係数
β4:ダイスの温度係数]
に基づいて求められる請求項1に記載の押出プレスの制御方法。
【請求項3】
複数台の可変容量型の油圧ポンプが並列に接続され押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法であって、
予めビレットを試し押出し、該押出中のメインシリンダの圧力挙動を検出し、該検出した圧力挙動から前記押出製品の難易度を算出し、
該算出した前記押出製品の押出難易度に基づいて油圧ポンプの必要台数を設定し、該設定した必要台数の油圧ポンプのオンロードを行ない、前記メインシリンダ及びサイドシリンダに必要油量を供給して押出開始時の速度の立ち上がりを制御する押出プレスの制御方法。
【請求項4】
押出開始時の速度の立ち上がり制御が完了の後、予め設定した押出速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的にオンロードする押出プレスの制御方法に移行する請求項1又は請求項3に記載の押出プレスの制御方法。
【請求項5】
押出速度の直接フィードバック系を備えるとともに、制御値の出力を検出する手段、前記制御値の制限値を調整する手段、及び前記制御値の検出値を前記設定された制限値と比較調整する手段、押出速度設定器で設定された設定値にシリンダ径に相当する面積を乗じた、油圧ポンプの吐出量及び効率等から決定される初期値を出力する手段、とを具備した制御回路を備え、前記制限値と初期値とにより前記押出の立ち上がりを行うようにした請求項1又は請求項3、4のいずれか1項に記載の押出プレスの制御方法。
【図1】



【図2】
【図3】
【図4】

【図5】

【図6】
【図7】
【図8】

【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−91070(P2013−91070A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−233470(P2011−233470)
【出願日】平成23年10月25日(2011.10.25)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月25日(2011.10.25)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]