
押出プレス及び押出プレスの制御方法
【課題】押出工程中にビレットが噴出す現象を防止することができるとともに、簡略で安価な構成のビレットの噴出しを防止する手段を備えた押出プレス及び押出プレスの制御方法を提供すること。
【解決手段】メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段を、前記ダイスのコンテナ側端面外縁部のエンドプラテンに設けた。前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させる。
【解決手段】メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段を、前記ダイスのコンテナ側端面外縁部のエンドプラテンに設けた。前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アルミニウム合金等の押出プレス及び押出プレスの制御方法に係り、特に押出工程中におけるコンテナとダイスの隙間からの金属の漏れ出しを防止して製品歩留まりを向上させることができる押出プレス及び押出プレスの制御方法に関する。
【背景技術】
【0002】
従来の押出プレスは、タイロッドにより連結したエンドプラテンとメインシリンダ装置とを備え、エンドプラテン側にはダイスを挟んでビレットが装填されるコンテナを配置し、メインシリンダ装置側にはこのシリンダを出入りするラムと一体に駆動されるクロスヘッドにステムを取り付けている。そして、前記ステムをメインシリンダ装置による押出力によって前記コンテナに装填されたビレットに向けて加圧押出し、ダイスから所定形状の製品を押出成形するようにしている。
【0003】
このような押出プレスでは、押出工程においてコンテナ内のビレットの長さが徐々に短くなるため、押出工程の開始時と押出工程の終了時では前者の方が押出作用力が大きいのが通常である。すなわち、ダイスの押出抵抗(押出所要力)が一定であったとしても、コンテナとビレットとの摩擦抵抗がビレットの長さの減少にしたがって小さくなるので、全体として押出作用力が徐々に低下してしまう。
【0004】
押出作用力の変化は、ビレットとコンテナ内壁との摩擦力がビレット長に依存して減少することに起因しているが、このような押出作用力の減少により、ダイスに対するコンテナシール力の減少を生じ、ビレットの噴出しを防止するシール力を下回った場合にはコンテナとダイスとのシール面からビレットが噴出してしまういわゆる花咲現象を発生させる。この花咲現象は、製品歩留まりを低下させるとともに、シール面の残滓除去作業により押出プレスの稼働率も低下させることになる。
このために、押出作用力が低下し、ビレットの噴出しを防止するシール力を下回ったときに前記クロスヘッドにコンテナとダイスとの間のコンテナシール力を付与する押出作用力の低下を補完する手段を設けることで、ビレットの噴出しを回避している。
(特許文献1参照)
【0005】
ところで、前記従来型の押出プレスではビレットの噴出しを防止するため、押出作用力の低下を補完する手段をクロスヘッドに設ける構成としたので、設備の大型化と制御の複雑さを招き、更に設備の製作コストが高くなっていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平4−274821号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題を解決するためになされたものであり、押出工程中にビレットが噴出す現象を防止することができるとともに、簡略で安価な構成のビレットの噴出しを防止する手段を備えた押出プレス及び押出プレスの制御方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため本発明の請求項1に記載の押出プレスは、メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段が、前記ダイスのコンテナ側端面外縁部のエンドプラテンに、取り付け部材を介して設けられたことを特徴とする。
【0009】
上記の目的を達成するため本発明の請求項2に記載の押出プレスの制御方法は、メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスの制御方法において、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させることを特徴とする。
【発明の効果】
【0010】
押出工程中にコンテナ端面とダイス端面との隙間を計測する構成としたので、ダイスの圧縮歪として検出することができ、コンテナシール面が作用した状態でコンテナの挙動をビレットの噴出現象の前兆として捉えることができる。そして、コンテナとダイスとの隙間を計測する手段を前記ダイスのコンテナシール面側外縁部のエンドプラテンに設ける構成は、設備の大型化やコスト高を招くことが無い。
コンテナ端面とダイス端面との隙間を計測して許容値と対比し、許容値の範囲にあるときは押出速度を低下させるとともに警報を発し、そして、許容値を超えたときは押出工程を停止させる構成としたので、ビレットの噴出し現象が生じることが無い。
このため、噴出しに伴う材料の損失による製品歩留まりの低下や、噴出した残滓処理に伴う設備の停止によって稼働率の低下を招くことが無い。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る押出プレスの全体構成を示す断面図である。
【図2】本発明の実施形態に係る隙間計測手段の構成を示す断面図である。
【図3】図2に示す隙間計測手段の要部を示す断面図である。
【図4】他の実施形態に係る隙間計測手段の構成を示す断面図である。
【図5】図4に示す隙間計測手段の要部を示す断面図である。
【発明を実施するための形態】
【0012】
以下、本発明に係る押出プレス装置及び押出プレスの制御方法について図面を参照して詳細に説明する。
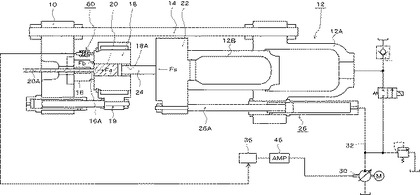
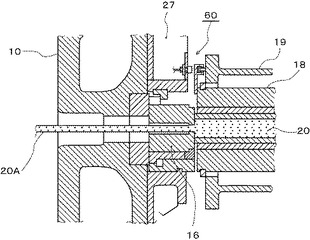
図1に示すように、押出プレスはエンドプラテン10とメインシリンダ装置12を対向して配置し、両者を複数のタイロッド14によって連結している。エンドプラテン10の内面側には押出穴が形成されたダイス16を挟んでコンテナ18が配置され、コンテナ18にビレット20を装填し、これをダイス16に向けて押出加圧することによりダイス穴16Aに応じた断面の製品が押出成形される。
【0013】
押出力を発生させるメインシリンダ装置12は、メインシリンダ12Aにメインラム12Bを内蔵してこれを前記コンテナ18に向けて押圧移動可能としている。このメインラム12Bの前端部にはメインクロスヘッド22が取り付けられており、この前面部中央には前記コンテナ18のビレット装填孔18Aと同芯に配置されるように押出ステム24がコンテナ18に向けて突出状態で取り付けられている。
従って、メインシリンダ装置12を駆動してクロスヘッド22を前進させると、押出ステム24がコンテナ18の装填孔18Aに挿入され、装填されたビレット20の後端面を加圧して製品20Aを押出すのである。
【0014】
なお、前記メインシリンダ12Aには押出プレス軸芯と平行にサイドシリンダ装置26が取り付けられており、そのロッド26Aがメインクロスヘッド22に連結されている。これによって押出工程の準備工程として押出ステム24をコンテナ18に近接させた位置に初期移動させ、押出加圧動作はメインシリンダ装置12及びサイドシリンダ装置26の両者によって行わせるように構成されている。
そして、押出プレスは可変吐出型の油圧ポンプ30を備え、油圧回路32を介して上記メインシリンダ装置12及びサイドシリンダ装置26へ吐出油圧を供給するようにしている。
【0015】
ところで、押出工程中、メインシリンダ装置12とサイドシリンダ装置26とによって押出作用が行われるが、押出作用力Fsはダイス16に作用する押出所要力Faと、ビレット20とコンテナ18とのビレット摩擦力Fbとの和によって表される。ビレット摩擦力Fbはビレット18の長さに比例して変化し押出開始時が最大で、押出工程が進行しビレット長が短くなるに従って押出作用力Fsと共に減少する。
ビレット摩擦力Fbはダイス16とコンテナ18とのシール力として作用するため、ビレット摩擦力Fbが減少しすぎると、ダイス16とコンテナ18とのシール面からビレット18が漏れ出す(いわゆる花咲現象)ことを防止するシール力を下回ってしまう。
【0016】
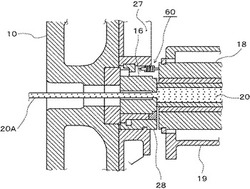
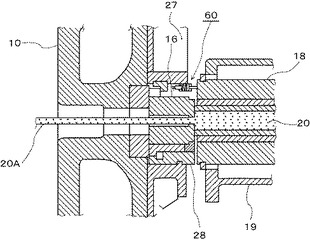
ここで、実施形態に係る押出プレスでは、図2及び図3に示すように、コンテナ18のダイス側端面とダイス16のコンテナ側端面が当接して形成するシール面の押出工程中に生じる隙間を計測する隙間計測手段60が、前記ダイス16のコンテナ側端面外縁部のエンドプラテンに取り付け部材を介して取り付けられている。
この隙間計測手段60は、エンドプラテン10に固定された上部ギブ27のコンテナ側下面に軸線が押出方向と平行となるように取り付けられるガイドボックス61と、先端がコンテナ18のダイス側端面と当接し、他端がガイド61内を摺動自在に設けられ段付き軸状とした隙間計測ロッド62と、ガイドボックス61内に配され隙間計測ロッド62を軸線方向に押動するコイルバネ63と、変位センサ64及び変位センサの固定ナット65とにより基本構成されている。
【0017】
隙間計測手段60に用いる変位センサ64は、渦電流式や光学式或いは超音波式等の非接触式が好ましい。実施形態では、1個の変位センサ64で構成する隙間計測手段60をダイス16の上部にディスカードを切断するシャー刃を避けて設ける構成としたが、複数の隙間計測手段60を設けてそれぞれの計測値を平均値として出力する構成であっても良い。複数の隙間計測手段60を設けるに際し、例えば、隙間計測手段60の一方はダイス16の下方、図2に示す下部ギブ28のコンテナシール面側に挿通孔を設け、埋入して取り付ける構成であってもよい。
【0018】
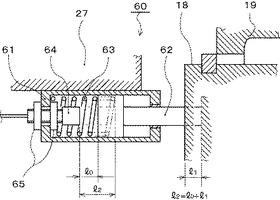
図3に示すように、ダイス16とコンテナ18の端面が当接した状態からコンテナ18が反押出方向(図面の右方向)へ移動すると隙間計測ロッド62がコイルバネ63に押動されて反押出方向へコンテナの動きに連動して移動する。
l0は変位センサ64と隙間計測ロッド62との隙間で、アプセット完了後にコンテナ18のダイス側端面とダイス16のコンテナ側端面が当接してコンテナシール面を形成したときを最小値とし、押出工程の進行に伴うビレット摩擦力Fbの減少に応じて拡大変化する計測隙間の基準値である。
l1は、押出工程中にダイス16とコンテナ18とのシール面からビレット18が漏れ出す(いわゆる花咲現象)ことを防止するシール力が低下し、コンテナ18が反押出方向(ダイス16と離間する)に後退して形成されるダイス16との隙間の許容値である。
l2は、押出工程中にコンテナ18が後退したときの変位センサ64と隙間計測ロッド62との隙間で、ダイス16とコンテナ18の押出開始時の計測隙間の基準値l0と許容値l1とを加算した計測隙間の上限値である。
そして、隙間計測手段60により押出工程中の計測隙間の基準値l0の値を計測して押出プレス装置に出力する構成となっており、計測した値が許容値の範囲内にあるときは押出速度を低速に制御してコンテナ内の材料の流れを遅くし、ビレットの漏れ出しを防止するのである。
【0019】
次に、このように構成された押出プレスの制御方法について説明する。計測隙間の基準値l0はコンテナ18が前進移動してダイス16と当接するとともに、押出ステム24がビレット20を押圧してアプセットが完了したときのコンテナ前進位置で検出し、押出プレスのコントローラ36に押出毎に書き換えて記憶する。また、ダイス16やコンテナ18を交換したときにはその都度計測隙間の基準値l0を検出し、新たなデータとして書き換える。
許容値l1は予め所定の数値をコントローラ36に設定する。例えば、その数値範囲を0.1〜1.0mm又は0.7〜0.8の比率を乗じた範囲から最適な数値に設定される。
本発明の押出プレスの制御方法では、コンテナ18とダイス16との隙間が許容値l1
の設定範囲にあるときは、隙間が大きくならないようにコントローラ36からアンプ46を介して油圧ポンプ30に出力して押出速度の低下と警報が出力されるように制御する。そして、押出速度を制御してもコンテナ18とダイス16との隙間が許容値l1の設定範囲を超えた場合には、押出工程を停止させる。
【0020】
隙間計測手段60では押出工程中のコンテナ18とダイス16との隙間の計測を行うとともにその変化率を算出し、該算出した計測隙間の変化率に応じて油圧ポンプ30の吐出量制御する。
また、油圧ポンプの制御においては、ダイス16とコンテナ18との隙間をパラメータとして設定しておき、このパラメータに基づいて押出速度をステップ状で遅くする制御する手段や、ダイス16とコンテナ18との隙間が改善すれば押出速度をステップ状で早くする手段で制御されても良い。
このように本発明の制御方法では、ダイス16のコンテナ側端面に対するコンテナの位置を正確に計測してコンテナ18とダイス16との隙間からビレットの噴出しの前兆を捉え、押出速度を低下せせることでビレットの噴出しを防止することができる。
【0021】
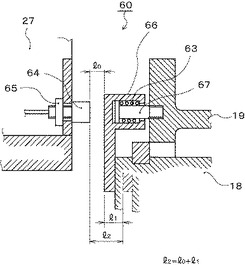
図4及び図5により他の実施形態に係る隙間計測手段を説明する。図4及び図5に示すように、コンテナ18のダイス側端面とダイス16のコンテナ側端面が当接して形成するシール面の押出工程中に生じる隙間を計測する隙間計測手段60が、前記ダイス16の外縁部シール面側に設けられている。
この隙間計測手段60は、エンドプラテン10に固定された上部ギブ27のコンテナ側端面に軸線が押出方向と平行となるように取り付けられた変位センサ64及び変位センサの固定ナット65と、コンテナホルダ19のダイス側端面に螺設され軸線が押出方向と平行となるように取り付けられ段付き軸状とした固定軸67と、下端がコンテナ18のシール面側端面と当接し、他端が前記固定軸67で案内自在に設けられた隙間計測板66と、隙間計測板66内に配されるとともに固定軸67の他端で挟持され軸線方向に押動するコイルバネ63と、により基本構成されている。
【0022】
隙間計測手段60に用いる変位センサ64は、渦電流式や光学式或いは超音波式等の非接触式が好ましい。実施形態では、1個の変位センサ64で構成する隙間計測手段60をダイス16の上部にディスカードを切断するシャー刃を避けて設ける構成としたが、複数の隙間計測手段60を設けてそれぞれの検出値を平均値として出力する構成であっても良い。
計測隙間の基準値l0、許容値l1、計測隙間の上限値l2の関係及び実測した隙間データに応じた押出プレスの制御方法については、上記した図2及び図3の説明による。
【0023】
本発明の隙間計測手段60において、隙間計測ロッド62及び隙間計測板66をコンテナ18に直接取り付けることなく、変位センサ64との隙間を計測する構成とした。このような構成としたので、コンテナ18を交換するに際し隙間計測ロッド62及び隙間計測板66を取り外すことなく行うことができるので、コンテナ18の交換作業を効率的に行うことができる。
隙間計測ロッド62及び隙間計測板66は一端がコイルバネ63によりコンテナ18のダイス16側端面に押圧されているので、コンテナ18が反押出方向に移動してダイス16と離間しても、その隙間を確実に計測することができる。
【0024】
計測隙間の基準値l0の設定は、予め、例えばSiebelの式を用いて製品毎に押出工程中に変動するダイス16に作用する押出所要力Faと、ビレット20とコンテナ18とのビレット摩擦力Fbを算出してコントローラ36に記憶しておく。そして、押出中に設定したデータに基づいてリアルタイムにl0及びl2を求め、実測データと対比することによってビレットの噴出しを防止する制御を行うことができるのである。
また、隙間計測手段60において、計測隙間の基準値l0(最小値)を押出工程毎に検出し、直前の押出工程における計測隙間(最小値)と比較し、比較した値が予め定めた所定の値より大きいときにはコンテナ18とダイス16との当接面に介在物、例えばディスカードの切り残しによる残渣、を有することとする構成が用いられても良い。この構成では、押出開始前にコンテナ18とダイス16との当接面の残渣が検出でき、押出工程中に残渣起因するビレットの噴出しを防止することができ押出プレスの稼働率を向上させることができる。
【0025】
以上説明したように、本発明の押出プレス装置及び押出プレス装置の制御方法ではビレットの噴出し防止に押出力を補完してコンテナシール力を増大させることなく、簡略で安価な手段により噴出しを防止することができる。
そして、ビレットの噴出しによる押出工程の中断がなくなり製品歩留まりや稼働率を向上させることができる。
【符号の説明】
【0026】
10 エンドプラテン
12 メインシリンダ装置
16 ダイス
18 コンテナ
20 ビレット
20A 製品
24 ステム
60 隙間計測手段
61 ガイドボックス
62 隙間計測ロッド
63 コイルバネ
64 変位センサ
65 固定ナット
66 隙間計測板
67 固定軸
l0 計測隙間の基準値
l1 許容値
l2 計測隙間の上限値
【技術分野】
【0001】
本発明は、アルミニウム合金等の押出プレス及び押出プレスの制御方法に係り、特に押出工程中におけるコンテナとダイスの隙間からの金属の漏れ出しを防止して製品歩留まりを向上させることができる押出プレス及び押出プレスの制御方法に関する。
【背景技術】
【0002】
従来の押出プレスは、タイロッドにより連結したエンドプラテンとメインシリンダ装置とを備え、エンドプラテン側にはダイスを挟んでビレットが装填されるコンテナを配置し、メインシリンダ装置側にはこのシリンダを出入りするラムと一体に駆動されるクロスヘッドにステムを取り付けている。そして、前記ステムをメインシリンダ装置による押出力によって前記コンテナに装填されたビレットに向けて加圧押出し、ダイスから所定形状の製品を押出成形するようにしている。
【0003】
このような押出プレスでは、押出工程においてコンテナ内のビレットの長さが徐々に短くなるため、押出工程の開始時と押出工程の終了時では前者の方が押出作用力が大きいのが通常である。すなわち、ダイスの押出抵抗(押出所要力)が一定であったとしても、コンテナとビレットとの摩擦抵抗がビレットの長さの減少にしたがって小さくなるので、全体として押出作用力が徐々に低下してしまう。
【0004】
押出作用力の変化は、ビレットとコンテナ内壁との摩擦力がビレット長に依存して減少することに起因しているが、このような押出作用力の減少により、ダイスに対するコンテナシール力の減少を生じ、ビレットの噴出しを防止するシール力を下回った場合にはコンテナとダイスとのシール面からビレットが噴出してしまういわゆる花咲現象を発生させる。この花咲現象は、製品歩留まりを低下させるとともに、シール面の残滓除去作業により押出プレスの稼働率も低下させることになる。
このために、押出作用力が低下し、ビレットの噴出しを防止するシール力を下回ったときに前記クロスヘッドにコンテナとダイスとの間のコンテナシール力を付与する押出作用力の低下を補完する手段を設けることで、ビレットの噴出しを回避している。
(特許文献1参照)
【0005】
ところで、前記従来型の押出プレスではビレットの噴出しを防止するため、押出作用力の低下を補完する手段をクロスヘッドに設ける構成としたので、設備の大型化と制御の複雑さを招き、更に設備の製作コストが高くなっていた。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平4−274821号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記課題を解決するためになされたものであり、押出工程中にビレットが噴出す現象を防止することができるとともに、簡略で安価な構成のビレットの噴出しを防止する手段を備えた押出プレス及び押出プレスの制御方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するため本発明の請求項1に記載の押出プレスは、メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段が、前記ダイスのコンテナ側端面外縁部のエンドプラテンに、取り付け部材を介して設けられたことを特徴とする。
【0009】
上記の目的を達成するため本発明の請求項2に記載の押出プレスの制御方法は、メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスの制御方法において、前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させることを特徴とする。
【発明の効果】
【0010】
押出工程中にコンテナ端面とダイス端面との隙間を計測する構成としたので、ダイスの圧縮歪として検出することができ、コンテナシール面が作用した状態でコンテナの挙動をビレットの噴出現象の前兆として捉えることができる。そして、コンテナとダイスとの隙間を計測する手段を前記ダイスのコンテナシール面側外縁部のエンドプラテンに設ける構成は、設備の大型化やコスト高を招くことが無い。
コンテナ端面とダイス端面との隙間を計測して許容値と対比し、許容値の範囲にあるときは押出速度を低下させるとともに警報を発し、そして、許容値を超えたときは押出工程を停止させる構成としたので、ビレットの噴出し現象が生じることが無い。
このため、噴出しに伴う材料の損失による製品歩留まりの低下や、噴出した残滓処理に伴う設備の停止によって稼働率の低下を招くことが無い。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態に係る押出プレスの全体構成を示す断面図である。
【図2】本発明の実施形態に係る隙間計測手段の構成を示す断面図である。
【図3】図2に示す隙間計測手段の要部を示す断面図である。
【図4】他の実施形態に係る隙間計測手段の構成を示す断面図である。
【図5】図4に示す隙間計測手段の要部を示す断面図である。
【発明を実施するための形態】
【0012】
以下、本発明に係る押出プレス装置及び押出プレスの制御方法について図面を参照して詳細に説明する。
図1に示すように、押出プレスはエンドプラテン10とメインシリンダ装置12を対向して配置し、両者を複数のタイロッド14によって連結している。エンドプラテン10の内面側には押出穴が形成されたダイス16を挟んでコンテナ18が配置され、コンテナ18にビレット20を装填し、これをダイス16に向けて押出加圧することによりダイス穴16Aに応じた断面の製品が押出成形される。
【0013】
押出力を発生させるメインシリンダ装置12は、メインシリンダ12Aにメインラム12Bを内蔵してこれを前記コンテナ18に向けて押圧移動可能としている。このメインラム12Bの前端部にはメインクロスヘッド22が取り付けられており、この前面部中央には前記コンテナ18のビレット装填孔18Aと同芯に配置されるように押出ステム24がコンテナ18に向けて突出状態で取り付けられている。
従って、メインシリンダ装置12を駆動してクロスヘッド22を前進させると、押出ステム24がコンテナ18の装填孔18Aに挿入され、装填されたビレット20の後端面を加圧して製品20Aを押出すのである。
【0014】
なお、前記メインシリンダ12Aには押出プレス軸芯と平行にサイドシリンダ装置26が取り付けられており、そのロッド26Aがメインクロスヘッド22に連結されている。これによって押出工程の準備工程として押出ステム24をコンテナ18に近接させた位置に初期移動させ、押出加圧動作はメインシリンダ装置12及びサイドシリンダ装置26の両者によって行わせるように構成されている。
そして、押出プレスは可変吐出型の油圧ポンプ30を備え、油圧回路32を介して上記メインシリンダ装置12及びサイドシリンダ装置26へ吐出油圧を供給するようにしている。
【0015】
ところで、押出工程中、メインシリンダ装置12とサイドシリンダ装置26とによって押出作用が行われるが、押出作用力Fsはダイス16に作用する押出所要力Faと、ビレット20とコンテナ18とのビレット摩擦力Fbとの和によって表される。ビレット摩擦力Fbはビレット18の長さに比例して変化し押出開始時が最大で、押出工程が進行しビレット長が短くなるに従って押出作用力Fsと共に減少する。
ビレット摩擦力Fbはダイス16とコンテナ18とのシール力として作用するため、ビレット摩擦力Fbが減少しすぎると、ダイス16とコンテナ18とのシール面からビレット18が漏れ出す(いわゆる花咲現象)ことを防止するシール力を下回ってしまう。
【0016】
ここで、実施形態に係る押出プレスでは、図2及び図3に示すように、コンテナ18のダイス側端面とダイス16のコンテナ側端面が当接して形成するシール面の押出工程中に生じる隙間を計測する隙間計測手段60が、前記ダイス16のコンテナ側端面外縁部のエンドプラテンに取り付け部材を介して取り付けられている。
この隙間計測手段60は、エンドプラテン10に固定された上部ギブ27のコンテナ側下面に軸線が押出方向と平行となるように取り付けられるガイドボックス61と、先端がコンテナ18のダイス側端面と当接し、他端がガイド61内を摺動自在に設けられ段付き軸状とした隙間計測ロッド62と、ガイドボックス61内に配され隙間計測ロッド62を軸線方向に押動するコイルバネ63と、変位センサ64及び変位センサの固定ナット65とにより基本構成されている。
【0017】
隙間計測手段60に用いる変位センサ64は、渦電流式や光学式或いは超音波式等の非接触式が好ましい。実施形態では、1個の変位センサ64で構成する隙間計測手段60をダイス16の上部にディスカードを切断するシャー刃を避けて設ける構成としたが、複数の隙間計測手段60を設けてそれぞれの計測値を平均値として出力する構成であっても良い。複数の隙間計測手段60を設けるに際し、例えば、隙間計測手段60の一方はダイス16の下方、図2に示す下部ギブ28のコンテナシール面側に挿通孔を設け、埋入して取り付ける構成であってもよい。
【0018】
図3に示すように、ダイス16とコンテナ18の端面が当接した状態からコンテナ18が反押出方向(図面の右方向)へ移動すると隙間計測ロッド62がコイルバネ63に押動されて反押出方向へコンテナの動きに連動して移動する。
l0は変位センサ64と隙間計測ロッド62との隙間で、アプセット完了後にコンテナ18のダイス側端面とダイス16のコンテナ側端面が当接してコンテナシール面を形成したときを最小値とし、押出工程の進行に伴うビレット摩擦力Fbの減少に応じて拡大変化する計測隙間の基準値である。
l1は、押出工程中にダイス16とコンテナ18とのシール面からビレット18が漏れ出す(いわゆる花咲現象)ことを防止するシール力が低下し、コンテナ18が反押出方向(ダイス16と離間する)に後退して形成されるダイス16との隙間の許容値である。
l2は、押出工程中にコンテナ18が後退したときの変位センサ64と隙間計測ロッド62との隙間で、ダイス16とコンテナ18の押出開始時の計測隙間の基準値l0と許容値l1とを加算した計測隙間の上限値である。
そして、隙間計測手段60により押出工程中の計測隙間の基準値l0の値を計測して押出プレス装置に出力する構成となっており、計測した値が許容値の範囲内にあるときは押出速度を低速に制御してコンテナ内の材料の流れを遅くし、ビレットの漏れ出しを防止するのである。
【0019】
次に、このように構成された押出プレスの制御方法について説明する。計測隙間の基準値l0はコンテナ18が前進移動してダイス16と当接するとともに、押出ステム24がビレット20を押圧してアプセットが完了したときのコンテナ前進位置で検出し、押出プレスのコントローラ36に押出毎に書き換えて記憶する。また、ダイス16やコンテナ18を交換したときにはその都度計測隙間の基準値l0を検出し、新たなデータとして書き換える。
許容値l1は予め所定の数値をコントローラ36に設定する。例えば、その数値範囲を0.1〜1.0mm又は0.7〜0.8の比率を乗じた範囲から最適な数値に設定される。
本発明の押出プレスの制御方法では、コンテナ18とダイス16との隙間が許容値l1
の設定範囲にあるときは、隙間が大きくならないようにコントローラ36からアンプ46を介して油圧ポンプ30に出力して押出速度の低下と警報が出力されるように制御する。そして、押出速度を制御してもコンテナ18とダイス16との隙間が許容値l1の設定範囲を超えた場合には、押出工程を停止させる。
【0020】
隙間計測手段60では押出工程中のコンテナ18とダイス16との隙間の計測を行うとともにその変化率を算出し、該算出した計測隙間の変化率に応じて油圧ポンプ30の吐出量制御する。
また、油圧ポンプの制御においては、ダイス16とコンテナ18との隙間をパラメータとして設定しておき、このパラメータに基づいて押出速度をステップ状で遅くする制御する手段や、ダイス16とコンテナ18との隙間が改善すれば押出速度をステップ状で早くする手段で制御されても良い。
このように本発明の制御方法では、ダイス16のコンテナ側端面に対するコンテナの位置を正確に計測してコンテナ18とダイス16との隙間からビレットの噴出しの前兆を捉え、押出速度を低下せせることでビレットの噴出しを防止することができる。
【0021】
図4及び図5により他の実施形態に係る隙間計測手段を説明する。図4及び図5に示すように、コンテナ18のダイス側端面とダイス16のコンテナ側端面が当接して形成するシール面の押出工程中に生じる隙間を計測する隙間計測手段60が、前記ダイス16の外縁部シール面側に設けられている。
この隙間計測手段60は、エンドプラテン10に固定された上部ギブ27のコンテナ側端面に軸線が押出方向と平行となるように取り付けられた変位センサ64及び変位センサの固定ナット65と、コンテナホルダ19のダイス側端面に螺設され軸線が押出方向と平行となるように取り付けられ段付き軸状とした固定軸67と、下端がコンテナ18のシール面側端面と当接し、他端が前記固定軸67で案内自在に設けられた隙間計測板66と、隙間計測板66内に配されるとともに固定軸67の他端で挟持され軸線方向に押動するコイルバネ63と、により基本構成されている。
【0022】
隙間計測手段60に用いる変位センサ64は、渦電流式や光学式或いは超音波式等の非接触式が好ましい。実施形態では、1個の変位センサ64で構成する隙間計測手段60をダイス16の上部にディスカードを切断するシャー刃を避けて設ける構成としたが、複数の隙間計測手段60を設けてそれぞれの検出値を平均値として出力する構成であっても良い。
計測隙間の基準値l0、許容値l1、計測隙間の上限値l2の関係及び実測した隙間データに応じた押出プレスの制御方法については、上記した図2及び図3の説明による。
【0023】
本発明の隙間計測手段60において、隙間計測ロッド62及び隙間計測板66をコンテナ18に直接取り付けることなく、変位センサ64との隙間を計測する構成とした。このような構成としたので、コンテナ18を交換するに際し隙間計測ロッド62及び隙間計測板66を取り外すことなく行うことができるので、コンテナ18の交換作業を効率的に行うことができる。
隙間計測ロッド62及び隙間計測板66は一端がコイルバネ63によりコンテナ18のダイス16側端面に押圧されているので、コンテナ18が反押出方向に移動してダイス16と離間しても、その隙間を確実に計測することができる。
【0024】
計測隙間の基準値l0の設定は、予め、例えばSiebelの式を用いて製品毎に押出工程中に変動するダイス16に作用する押出所要力Faと、ビレット20とコンテナ18とのビレット摩擦力Fbを算出してコントローラ36に記憶しておく。そして、押出中に設定したデータに基づいてリアルタイムにl0及びl2を求め、実測データと対比することによってビレットの噴出しを防止する制御を行うことができるのである。
また、隙間計測手段60において、計測隙間の基準値l0(最小値)を押出工程毎に検出し、直前の押出工程における計測隙間(最小値)と比較し、比較した値が予め定めた所定の値より大きいときにはコンテナ18とダイス16との当接面に介在物、例えばディスカードの切り残しによる残渣、を有することとする構成が用いられても良い。この構成では、押出開始前にコンテナ18とダイス16との当接面の残渣が検出でき、押出工程中に残渣起因するビレットの噴出しを防止することができ押出プレスの稼働率を向上させることができる。
【0025】
以上説明したように、本発明の押出プレス装置及び押出プレス装置の制御方法ではビレットの噴出し防止に押出力を補完してコンテナシール力を増大させることなく、簡略で安価な手段により噴出しを防止することができる。
そして、ビレットの噴出しによる押出工程の中断がなくなり製品歩留まりや稼働率を向上させることができる。
【符号の説明】
【0026】
10 エンドプラテン
12 メインシリンダ装置
16 ダイス
18 コンテナ
20 ビレット
20A 製品
24 ステム
60 隙間計測手段
61 ガイドボックス
62 隙間計測ロッド
63 コイルバネ
64 変位センサ
65 固定ナット
66 隙間計測板
67 固定軸
l0 計測隙間の基準値
l1 許容値
l2 計測隙間の上限値
【特許請求の範囲】
【請求項1】
メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、
前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段が、
前記ダイスのコンテナ側端面外縁部のエンドプラテンに、取り付け部材を介して設けられたことを特徴とする押出プレス。
【請求項2】
メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスの制御方法において、
前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、
該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、
該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させることを特徴とする押出プレスの制御方法。
【請求項1】
メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスにおいて、
前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面に生じる押出工程中の隙間を計測する隙間計測手段が、
前記ダイスのコンテナ側端面外縁部のエンドプラテンに、取り付け部材を介して設けられたことを特徴とする押出プレス。
【請求項2】
メインシリンダ装置を駆動してコンテナに装填したビレットをステムによりダイスから押出して製品を成形する押出プレスの制御方法において、
前記ダイスのコンテナ側端面に前記コンテナのダイス側端面を押圧して形成したコンテナシール面の押出工程中に生じる隙間を計測し、
該計測した値が予め定めた許容値の範囲にあるときは、押出速度の設定値を低下させると共に警報を発し、
該計測した値が予め定めた許容値を超えたときは、前記押出工程を停止させることを特徴とする押出プレスの制御方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−52412(P2013−52412A)
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願番号】特願2011−192212(P2011−192212)
【出願日】平成23年9月5日(2011.9.5)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成25年3月21日(2013.3.21)
【国際特許分類】
【出願日】平成23年9月5日(2011.9.5)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]