
押出プレス

【課題】押出プレスにおける油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消し、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化するとともに、省エネルギー効果に優れた押出プレスを提供すること。
【解決手段】複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御される。
【解決手段】複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数台の可変容量型の油圧ポンプを備えたアルミニウム合金等の押出成形に用いられる押出プレスに関するものである。
【背景技術】
【0002】
一般に、金属材料、例えば、アルミニウム又はその合金材料等による押出材(ビレット)を押出プレスにより押出す場合、油圧シリンダで駆動されるメインラムの先端部にステムが取り付けられており、ダイスにコンテナを押し付けた状態でビレットをステムでコンテナ内に収納する。そして、メインラムをさらに油圧シリンダの駆動により前進させることでビレットがステムにて押圧される。そこで、ダイスの出口部から成形された製品が押出される。
【0003】
この従来型の押出プレスでは、並列に接続された複数台の可変容量型の油圧ポンプから押出プレスの各油圧シリンダに高圧油を供給して押出プレスを作動させている。そして、例えば、メインラムを駆動するメインシリンダへの圧油の供給は、ステムの作動速度設定器で設定された設定値に基づいて必要油量を求め、その必要量が可変容量型油圧ポンプ1台分の最大吐出量以下の場合は、可変容量型油圧ポンプ1台を駆動(オンロード)して動ポンプからの吐出油によって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプを停止(アンロード)させる。また、必要油量が可変容量型油圧ポンプ1台乃至数台分の最大吐出量より多いときは、最大吐出状態又はそれに近い値で駆動(オンロード)した1乃至複数台の可変容量型油圧ポンプからの吐出量と、その不足分を補うように可変吐出状態で駆動(オンロード)した1台の可変容量型油圧ポンプからの吐出油とによって必要量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプを停止(アンロード)させる。
【0004】
図7に可変容量型油圧ポンプNo.1〜4の4台を用いた従来型の押出プレスの押出成形工程における作動速度に応じた必要油量に対するポンプの駆動(オンロード)と停止(アンロード)、及び各油圧ポンプの吐出量割合の関係を示す。
作動速度(速度の設定値)が能力速度の0〜25%の範囲、即ち必要油量が全ポンプの最大吐出量の0〜25%の範囲では、No.1の油圧ポンプ1台を駆動(オンロード)し、更に吐出量制御器によりその吐出量を0〜100%の範囲で制御し、No.1油圧ポンプのみから必要油量を供給してステムを作動させる。このとき、No.2〜4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。そして、停止(アンロード)している油圧ポンプにおいては、油圧回路のアンロードだけでなく、油圧ポンプを駆動する電動機自身を停止させることで省エネルギーを図っている。
【0005】
次に、前記作動速度(速度の設定値)が能力速度の25〜50%の範囲、即ち必要油量が全ポンプの最大吐出量の25〜50%の範囲では、No.1と2の2台の油圧ポンプを駆動(オンロード)し、No.1の油圧ポンプを最大吐出量となるように制御するとともに、No.2油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、No.3〜4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。
【0006】
以下同様にして前記作動速度(速度の設定値)が能力速度の50〜75%の範囲、即ち必要油量が全ポンプの最大吐出量の50〜75%の範囲では、No.1〜3の3台の油圧ポンプを駆動(オンロード)し、No.1及び2の油圧ポンプを最大吐出量となるように制御するとともに、No.3油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、No.4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。
また、前記作動速度(速度の設定値)が能力速度の75〜100%の範囲、即ち必要油量が全油圧ポンプの最大吐出量の75〜100%の範囲では、吐出量を最大としたNo.1〜3の油圧ポンプと、不足分を補うように吐出量を0〜100%の範囲で制御されるNo.4油圧ポンプとにより必要油量を供給する。(特許文献1参照)
【0007】
ところで、押出プレスの無負荷前進、アプセット、後退等の動作は、作動圧も低く、油圧ポンプを最大吐出量に近い状態で使用し、動作速度も短時間(例えば、10〜20秒程度)である。それに対し、押出工程においては、一般に低い速度で長時間(例えば、1〜10分)になることから、従来の押出プレスでは複数台の各油圧ポンプそれぞれの駆動回転数と停止回数及び負荷時間等に不均一が生じる。
【0008】
前記押出プレス動作において、前記ステムの移動速度が無負荷前進で100%、アプセットで80%、押出初速で15%、押出で20%、終速で10%、そして後退で100%の各速度に設定されたときの押出プレス動作における各油圧ポンプの駆動(オンロード)と停止(アンロード)の状態、及び各油圧ポンプの最大吐出量に対する割合を図8により説明する。
図8に示すように、無負荷前進及び後退は100%の最大速度で、アプセットは80%で、No.1〜4の全ての油圧ポンプが駆動(オンロード)され均一に稼動できる。
【0009】
押出工程の初速では15%の設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の60%となるように流量制御される。そして、押出では20%の設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の80%となるように流量制御される。さらに、終速では10%の
設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の40%となるように流量制御される。
押出工程において残余となるNo.2〜4の油圧ポンプは停止(アンロード)の状態である。
【0010】
このように、押出工程においては、No.1油圧ポンプのみが駆動(オンロード)の状態であるが、No.2〜4油圧ポンプは停止(アンロード)状態である。このように、前記各油圧ポンプでは駆動(オンロード)の回転数、負荷時間等の作用が不均一となる。
このため、油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器など動作回数が特定の油圧ポンプに偏って作用し動的疲労が不均一となり、前記各構成機器の動的・熱的疲労度合及び余寿命にバラツキが生じるという問題があった。
また、押出プレスに用いる高電圧(例えば、3.3KV又は6.6KV)で高容量(例えば、100KW以上)の油圧ポンプ駆動用の電動機を、油圧ポンプのアンロード状態に応じて連続的に停止する制御方法は、電動機の巻線が発熱(熱的疲労)して焼損するといった問題や、停止した後には連続運転を行って所定のインターバル(時間間隔)で制御する必要があり、実機においての現実的な対応は困難であった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭56−59005号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、この問題を解決するためになされたものであり、その目的は、押出プレスにおける油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消し、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化するとともに、省エネルギー効果に優れた押出プレスを提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するため、本発明の請求項1に係る押出プレスは、複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御されることを特徴とする。
【0014】
本発明の請求項2に係る押出プレスは、請求項1に記載の発明において、押出工程において前記必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されることを特徴とする。
本発明の請求項3に係る押出プレスは、請求項2に記載の発明において、前記電動機の停止制御は、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なうことを特徴とする。
【発明の効果】
【0015】
本発明の押出プレス装置では、押出プレスの設定速度に応じて選択的に駆動制御される油圧ポンプの選択順序を所定の成形サイクル毎に順送りするプログラムで制御することとしたので、油圧プレスの油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消でき、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化することが可能となり、適切な運転管理ができる。
本発明の押出プレス装置では、押出工程(ステムでビレットをダイスから押出す工程)において必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されるので、無駄な電力を削減することができる。また、電動機の特性を考慮し、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なう制御としたので、熱的疲労を生じることなく駆動と停止を工程中に行なうことができる。
【図面の簡単な説明】
【0016】
【図1】本発明の押出プレスの油圧回路を説明する図面である。
【図2】本発明の作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【図3】本発明の油圧ポンプ選択制御における電動機起動停止回路を示すブロック線図である。
【図4】本発明に用いる電動機を100%に近い負荷状態で連続運転を行った場合の電動機フレーム及び巻き線の温度上昇を説明する図面である。
【図5】本発明の押出工程における電動機の停止フローを説明する図面である。
【図6】本発明の押出工程における油圧ポンプの運転状態を説明する図面である。
【図7】従来の押出プレスの作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【図8】従来の押出プレスの押出工程における作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【発明を実施するための形態】
【0017】
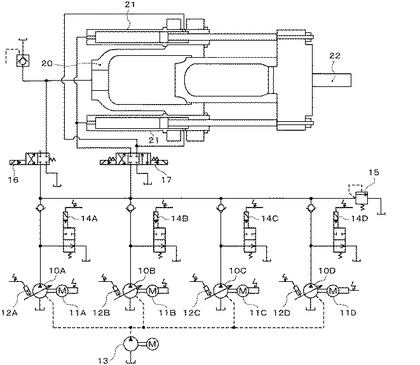
以下に、本発明の押出プレスの実施の形態を、図面を参照して説明する。図1は実施形態に係る押出プレスの油圧回路の説明図である。
図に示す10A〜10Dは可変容量型油圧ポンプ、11A〜11Dは油圧ポンプを駆動する電動機である。12A〜12Dは可変容量型油圧ポンプの吐出量制御手段で、流量制御信号によって油圧ポンプの傾転角を制御し吐出量を調整する。そして、いずれの可変容量型油圧ポンプ10A〜10Dは、同一の最大吐出量で設定されている。13は油圧回路を構成する各機器等にパイロット圧力を供給する定吐出容量型の油圧ポンプである。
【0018】
14A〜14Dは、作動速度設定器で設定された設定値に基づいて求めた必要油量を供給するため、油圧ポンプを選択的に駆動(オンロード)と停止(アンロード)を切り替える電磁切替弁、15は油圧回路の圧力を設定するリリーフ弁である。メインシリンダ20に圧油を供給する電磁切替弁16が配され、サイドシリンダ21には電磁切替弁17を介して圧油が供給され、押出ステム22を進退自在に移動させる。そして、図示しない制御装置を備え、電動機11A〜11Dは、作動速度設定器で設定された設定値に基づいた出力信号及び検出した電動機11A〜11Dの巻線温度と運転時間に基づく制御信号により駆動及び停止制御される構成となっている。
【0019】
このように構成された油圧回路における選択的駆動、即ち、作動速度と油圧ポンプの駆動(オンロード)と停止(アンロード)及び各油圧ポンプの吐出量の関係について説明する。なお、油圧ポンプ1台の最大吐出量は全ポンプの吐出量の25%の設定となっている。
作動速度(速度の設定値)が能力速度の0〜25%未満の範囲、即ち必要油量が全ポンプの最大吐出量の0〜25%未満の範囲では、予め定めた所定の1台(例えば、11A)の油圧ポンプ1台を駆動(オンロード)し、更に吐出量制御器によりその吐出量を0〜100%の範囲で制御し、前記選定した1台(例えば、11A)の油圧ポンプのみから必要油量を供給してステムを作動させる。このとき、残余(例えば、11B〜11D)3台のポンプは停止(アンロード)して無負荷回転状態とする。
【0020】
次に、前記作動速度(速度の設定値)が能力速度の25%以上〜50%未満の範囲、即ち必要油量が全油圧ポンプの最大吐出量の25%以上〜50%未満の範囲では、予め定めた所定の2台(例えば、11A及び11B)の油圧ポンプを駆動(オンロード)し、11Aの油圧ポンプを最大吐出量となるように制御するとともに、11B油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、残余の油圧ポンプ(例えば、11C及び11D)は停止(アンロード)して無負荷回転状態とする。
【0021】
以下同様にして前記作動速度(速度の設定値)が能力速度の50%以上〜75%未満の範囲、即ち必要油量が全ポンプの最大吐出量の50%以上〜75%未満の範囲では、予め定めた所定の3台(例えば、11A〜11C)の油圧ポンプを駆動(オンロード)し、11A及び11Bの油圧ポンプを最大吐出量となるように制御するとともに、11C油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、残余の油圧ポンプ(例えば、11D)は停止(アンロード)して無負荷回転状態とする。
また、前記作動速度(速度の設定値)が能力速度の75%以上〜100%の範囲、即ち必要油量が全油圧ポンプの最大吐出量の75%以上〜100%の範囲では、全油圧ポンプを駆動(オンロード)し、吐出量を最大とした予め定めた3台(例えば、11A〜11C)の油圧ポンプと、不足分を補うように吐出量を0〜100%の範囲で制御される1台(例えば、11D)の油圧ポンプとにより必要油量を供給する。
以上のように、押出プレスの作動速度設定器で設定された設定値に基づいて油圧ポンプを選択的に駆動するとともに、油圧ポンプの吐出量を制御することにより必要油量が供給される構成となっている。
【0022】
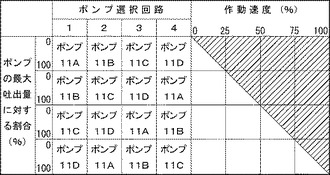
図2により本発明における、前記選択的に駆動制御される油圧ポンプの選択順序を順送りする制御について説明する。複数のポンプ選択回路を制御するプログラムは、押出プレスの油圧回路を構成する油圧ポンプの台数(本発明では油圧ポンプが4台であるので4つの選択回路で構成)に応じて設けられる。
プログラム1では、初めに油圧ポンプ11A、次いで11B(閾値25%)、そして11C(閾値50%)、最後に11D(閾値75%)の順で駆動(オンロード)する。
プログラム2では、初めに油圧ポンプ11B、次いで11C(閾値25%)、そして11D(閾値50%)、最後に11A(閾値75%)の順で駆動(オンロード)する。
プログラム3では、初めに油圧ポンプ11C、次いで11D(閾値25%)、そして11A(閾値50%)、最後に11B(閾値75%)の順で駆動(オンロード)する。
プログラム4では、初めに油圧ポンプ11D、次いで11A(閾値25%)、そして11B(閾値50%)、最後に11C(閾値75%)の順で駆動(オンロード)する。
以上のように、ポンプ選択回路1から4に順送りされ、再び1の回路から順送りを繰り返す制御となっている。
【0023】
本発明では、上記4つのプログラム1〜4を所定の成形サイクル数で順送りする。プログラム1から4まで一巡して押出プレスを作動すると、全ての油圧ポンプは同じ条件で運転されたことになる。このプログラムは運転開始から制御装置に記憶しておき、製品形状が変更となり押出条件が変更となったときは、前の成形が完了したプログラムに引き続いてプログラムを継続する。例えば、成形サイクル数が1に設定されプログラム3で成形が完了した場合には、次の成形はプログラム4から開始するようにするのである。
【0024】
従来の押出プレスでは、複数台の油圧ポンプに設定される閾値が個別に固定して設定されていたので、特定の油圧ポンプに負荷が集中して動的・熱的疲労度合いの不均一を招いていた。しかし本発明では、油圧ポンプを順送りして駆動(オンロード)する構成としたので、油圧ポンプに負荷が集中して動的・熱的疲労度合いの不均一が解消され、油圧回路を構成する各機器及びそれらを制御する各機器類の余寿命を平準化することができる。
成形サイクル数は成形サイクル毎、即ち製品1本ずつであっても複数本の押出後であってもよく、成形する製品の全数量(押出本数)とダイスの交換寿命等から好適な数値で設定する。
【0025】
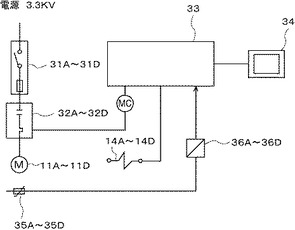
図3において、上記構成のポンプ選択制御における電動機起動停止回路について説明する。
例えば、電源電圧が3.3KVの場合、配線保護器(ヒューズとディスコネクトスイッチ)31A〜31D、真空電磁接触器32A〜32D及び電動機11A〜11Dにより動力回路が構成され、電動機11A〜11Dの起動停止はプログラマブルロジックコントローラ(PLC)33出力に接続された真空電磁接触器32A〜32Dにより制御される。
電磁切替弁14A〜14Dは、プログラマブルロジックコントローラ(PLC)33出力に接続され、選択制御中の停止、アンロード、電動機起動時(略無負荷状態とし起動負荷を軽減させる)の操作信号にもとづいて動作する。
【0026】
電動機11A〜11Dには巻き線の温度を検出する温度検出センサ35A〜35Dを内蔵したものを用い、温度検出センサ35A〜35Dによって検出された温度データは変換器36A〜36Dを介してプログラマブルロジックコントローラ(PLC)33へ入力される。
電動機11A〜11Dの温度検出は、巻き線の温度データに拘ることなく、例えば、電動機のフレームに温度検出センサを取り付け、検出した温度データが用いられる構成であってもよい。電動機フレームにセンサを取り付けた場合の温度データは、巻き線部との温度差を考慮しプログラマブルロジックコントローラ(PLC)33内で演算を行なって用いられる。
タッチパネル34等のデータ入力手段を備え、油圧ポンプ10A〜10Dの選択制御に必要な設定速度、押出工程完了直前までに再起動させるに最適なタイミングを得るビレット長、ディスカードの厚み等の押出条件が入力され、このデータにもとづいて押出プレスは運転操作される。
【0027】
次に、本発明の実施の形態に係る油圧ポンプ選択制御における電動機起動停止可否判断について説明する。電動機11A〜11Dに設定された仕様上の1時間あたりの起動停止可能回数を判断基準とし、例えば、1時間あたり3回の停止が許容される電動機であれば、20分に1回は停止制御が可能となる。さらに、電動機に温度検出センサ35A〜35Dを取り付けることにより巻き線の温度を想定して電動機保護を行いながらの選択制御が可能となることに加え、温度レベルが低い場合は上記時間制約内での停止制御が可能となり、電動機の停止制御に伴い省エネ効果を向上させることができる。
【0028】
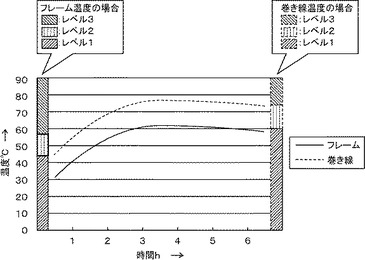
図4の温度線図は、電動機が100%負荷に近い負荷状態で連続運転を行った場合における電動機フレーム及び巻き線の温度上昇を想定したものである。図において破線は電動機の巻き線での検出温度を示し、実線は電動機のフレームでの検出温度を示している。この温度データに起動停止に伴う温度上昇分を考慮したデータを演算し、演算したデータをプログラマブルロジックコントローラ(PLC)33へ記憶しておき、温度が低い状態(巻き線の温度が45℃未満)のレベル1、温度上昇中(巻き線の温度が45℃以上58℃未満)のレベル2、温度が高い状態(巻き線の温度が58℃以上)のレベル3にレベル分けして判断基準とする。
図4において、レベル1は電動機温度(巻き線またはフレーム)が低く、起動停止が規定時間内でも可能な状態を、レベル2は電動機温度(巻き線またはフレーム)が上昇中で起動停止を行なうと温度上昇勾配がきつくなる状態を、レベル3は電動機温度(巻き線またはフレーム)が高く通常の温度上昇上限を超えてしまい起動停止が不可な状態をいう。
【0029】
図5は、運転時間と電動機温度(巻き線)による停止可否の判断フローを示す。電動機に温度検出センサ35A〜35Dが無い場合は、電動機メーカの示す起動停止回数より運転時間のみで停止可否を判断する。この実施例では、連続運転時間が20分以上経過しているか否かで判断する。この判断フローは、1時間あたりの起動停止回数が3回の電動機の場合を示している。
一方で、温度検出センサ35A〜35Dを有する場合には、図5で示すように温度レベルに応じた判断を付加し、電動機の温度レベルが3の範囲にある場合は、選択制御による停止は不可とする。レベル1の範囲にある場合は、連続運転時間が20分未満であっても停止可能とする。また、レベル2の範囲にある場合は、連続運転20分以上で停止が可能となる。
【0030】
図2に示す順送りサイクルと図5に示すフロー(温度検出センサなし)に基づく押出工程時における電動機11A〜11Dの運転及び停止状態を図6に示す。温度検出センサ35A〜35Dを有する場合、電動機11A〜11Dの温度レベルが1であれば、更に停止状態を増やすことができ、更なる省エネ効果を得ることができる。
図6において、記号二重丸(◎)は各油圧ポンプの駆動(オンロード)状態を、記号白丸(○)は各油圧ポンプの停止(アンロード)状態を、記号バツ(×)は各油圧ポンプの無回転停止状態を示している。また、成形サイクル本数設定は1本(本数の設定サイクル完了で順送り)として設定し、1サイクルを10分とした。図6に示す順送り番号は、図2に示すポンプ選択回路1〜4のプログラムである。
【0031】
図6において、図6(a)は押出速度の設定が25%未満の場合を示し、図6(b)は押出速度設定が25%以上50%未満の場合を示している。停止させる電動機はいずれも運転開始から1時間以内で電動機の温度もレベル2以下であり、さらに前回の停止状態から20分以上が経過した停止可能な範囲にある。
図6(a)で示すように押出速度の設定が25%未満であり起動(オンロード)する油圧ポンプは1台で、製品を1本押出す毎に起動する油圧ポンプが11A、11Bと順送りされることを示している。図6(b)では押出速度の設定が25%以上50%未満であり起動(オンロード)する油圧ポンプは2台で、製品を1本押出す毎に起動する油圧ポンプの組み合わせが順送りされることを示している。
【0032】
以上説明したように本発明の押出プレスでは、押出工程中に油圧ポンプが選択停止(アンロード)したときに、該油圧ポンプを駆動する電動機も選択して停止するようにしたので、エネルギーの消費量を削減することができるとともに、動力機器及び制御機器などの動的・熱的疲労度合の不均一を解消でき、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化することができる。
【符号の説明】
【0033】
10A〜10D 可変吐出型油圧ポンプ
11A〜11D 電動機
12A〜12D 吐出量制御手段
14A〜14D 電磁式切替弁
15 リリーフ弁
20 メインシリンダ
21 サイドシリンダ
32A〜32D 真空電磁接触器
35A〜35D 温度検出センサ
【技術分野】
【0001】
本発明は、複数台の可変容量型の油圧ポンプを備えたアルミニウム合金等の押出成形に用いられる押出プレスに関するものである。
【背景技術】
【0002】
一般に、金属材料、例えば、アルミニウム又はその合金材料等による押出材(ビレット)を押出プレスにより押出す場合、油圧シリンダで駆動されるメインラムの先端部にステムが取り付けられており、ダイスにコンテナを押し付けた状態でビレットをステムでコンテナ内に収納する。そして、メインラムをさらに油圧シリンダの駆動により前進させることでビレットがステムにて押圧される。そこで、ダイスの出口部から成形された製品が押出される。
【0003】
この従来型の押出プレスでは、並列に接続された複数台の可変容量型の油圧ポンプから押出プレスの各油圧シリンダに高圧油を供給して押出プレスを作動させている。そして、例えば、メインラムを駆動するメインシリンダへの圧油の供給は、ステムの作動速度設定器で設定された設定値に基づいて必要油量を求め、その必要量が可変容量型油圧ポンプ1台分の最大吐出量以下の場合は、可変容量型油圧ポンプ1台を駆動(オンロード)して動ポンプからの吐出油によって必要油量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプを停止(アンロード)させる。また、必要油量が可変容量型油圧ポンプ1台乃至数台分の最大吐出量より多いときは、最大吐出状態又はそれに近い値で駆動(オンロード)した1乃至複数台の可変容量型油圧ポンプからの吐出量と、その不足分を補うように可変吐出状態で駆動(オンロード)した1台の可変容量型油圧ポンプからの吐出油とによって必要量を供給するように流量制御するとともに、残りの可変容量型油圧ポンプを停止(アンロード)させる。
【0004】
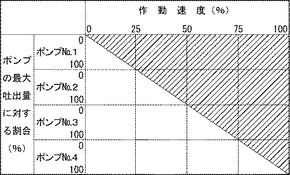
図7に可変容量型油圧ポンプNo.1〜4の4台を用いた従来型の押出プレスの押出成形工程における作動速度に応じた必要油量に対するポンプの駆動(オンロード)と停止(アンロード)、及び各油圧ポンプの吐出量割合の関係を示す。
作動速度(速度の設定値)が能力速度の0〜25%の範囲、即ち必要油量が全ポンプの最大吐出量の0〜25%の範囲では、No.1の油圧ポンプ1台を駆動(オンロード)し、更に吐出量制御器によりその吐出量を0〜100%の範囲で制御し、No.1油圧ポンプのみから必要油量を供給してステムを作動させる。このとき、No.2〜4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。そして、停止(アンロード)している油圧ポンプにおいては、油圧回路のアンロードだけでなく、油圧ポンプを駆動する電動機自身を停止させることで省エネルギーを図っている。
【0005】
次に、前記作動速度(速度の設定値)が能力速度の25〜50%の範囲、即ち必要油量が全ポンプの最大吐出量の25〜50%の範囲では、No.1と2の2台の油圧ポンプを駆動(オンロード)し、No.1の油圧ポンプを最大吐出量となるように制御するとともに、No.2油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、No.3〜4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。
【0006】
以下同様にして前記作動速度(速度の設定値)が能力速度の50〜75%の範囲、即ち必要油量が全ポンプの最大吐出量の50〜75%の範囲では、No.1〜3の3台の油圧ポンプを駆動(オンロード)し、No.1及び2の油圧ポンプを最大吐出量となるように制御するとともに、No.3油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、No.4の油圧ポンプは停止(アンロード)して無負荷回転状態とする。
また、前記作動速度(速度の設定値)が能力速度の75〜100%の範囲、即ち必要油量が全油圧ポンプの最大吐出量の75〜100%の範囲では、吐出量を最大としたNo.1〜3の油圧ポンプと、不足分を補うように吐出量を0〜100%の範囲で制御されるNo.4油圧ポンプとにより必要油量を供給する。(特許文献1参照)
【0007】
ところで、押出プレスの無負荷前進、アプセット、後退等の動作は、作動圧も低く、油圧ポンプを最大吐出量に近い状態で使用し、動作速度も短時間(例えば、10〜20秒程度)である。それに対し、押出工程においては、一般に低い速度で長時間(例えば、1〜10分)になることから、従来の押出プレスでは複数台の各油圧ポンプそれぞれの駆動回転数と停止回数及び負荷時間等に不均一が生じる。
【0008】
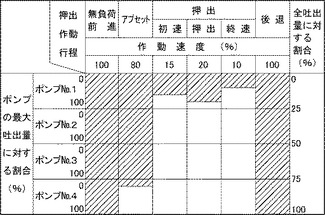
前記押出プレス動作において、前記ステムの移動速度が無負荷前進で100%、アプセットで80%、押出初速で15%、押出で20%、終速で10%、そして後退で100%の各速度に設定されたときの押出プレス動作における各油圧ポンプの駆動(オンロード)と停止(アンロード)の状態、及び各油圧ポンプの最大吐出量に対する割合を図8により説明する。
図8に示すように、無負荷前進及び後退は100%の最大速度で、アプセットは80%で、No.1〜4の全ての油圧ポンプが駆動(オンロード)され均一に稼動できる。
【0009】
押出工程の初速では15%の設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の60%となるように流量制御される。そして、押出では20%の設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の80%となるように流量制御される。さらに、終速では10%の
設定で、No.1油圧ポンプが駆動(オンロード)され、No.1油圧ポンプでは最大吐出量の40%となるように流量制御される。
押出工程において残余となるNo.2〜4の油圧ポンプは停止(アンロード)の状態である。
【0010】
このように、押出工程においては、No.1油圧ポンプのみが駆動(オンロード)の状態であるが、No.2〜4油圧ポンプは停止(アンロード)状態である。このように、前記各油圧ポンプでは駆動(オンロード)の回転数、負荷時間等の作用が不均一となる。
このため、油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器など動作回数が特定の油圧ポンプに偏って作用し動的疲労が不均一となり、前記各構成機器の動的・熱的疲労度合及び余寿命にバラツキが生じるという問題があった。
また、押出プレスに用いる高電圧(例えば、3.3KV又は6.6KV)で高容量(例えば、100KW以上)の油圧ポンプ駆動用の電動機を、油圧ポンプのアンロード状態に応じて連続的に停止する制御方法は、電動機の巻線が発熱(熱的疲労)して焼損するといった問題や、停止した後には連続運転を行って所定のインターバル(時間間隔)で制御する必要があり、実機においての現実的な対応は困難であった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開昭56−59005号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、この問題を解決するためになされたものであり、その目的は、押出プレスにおける油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消し、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化するとともに、省エネルギー効果に優れた押出プレスを提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するため、本発明の請求項1に係る押出プレスは、複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御されることを特徴とする。
【0014】
本発明の請求項2に係る押出プレスは、請求項1に記載の発明において、押出工程において前記必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されることを特徴とする。
本発明の請求項3に係る押出プレスは、請求項2に記載の発明において、前記電動機の停止制御は、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なうことを特徴とする。
【発明の効果】
【0015】
本発明の押出プレス装置では、押出プレスの設定速度に応じて選択的に駆動制御される油圧ポンプの選択順序を所定の成形サイクル毎に順送りするプログラムで制御することとしたので、油圧プレスの油圧回路を構成する油圧機器や油圧ポンプを駆動する電動機、制御機器などの動的・熱的疲労度合の不均一を解消でき、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化することが可能となり、適切な運転管理ができる。
本発明の押出プレス装置では、押出工程(ステムでビレットをダイスから押出す工程)において必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されるので、無駄な電力を削減することができる。また、電動機の特性を考慮し、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なう制御としたので、熱的疲労を生じることなく駆動と停止を工程中に行なうことができる。
【図面の簡単な説明】
【0016】
【図1】本発明の押出プレスの油圧回路を説明する図面である。
【図2】本発明の作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【図3】本発明の油圧ポンプ選択制御における電動機起動停止回路を示すブロック線図である。
【図4】本発明に用いる電動機を100%に近い負荷状態で連続運転を行った場合の電動機フレーム及び巻き線の温度上昇を説明する図面である。
【図5】本発明の押出工程における電動機の停止フローを説明する図面である。
【図6】本発明の押出工程における油圧ポンプの運転状態を説明する図面である。
【図7】従来の押出プレスの作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【図8】従来の押出プレスの押出工程における作動速度と油圧ポンプの起動及び各ポンプの吐出量との関係を示す図面である。
【発明を実施するための形態】
【0017】
以下に、本発明の押出プレスの実施の形態を、図面を参照して説明する。図1は実施形態に係る押出プレスの油圧回路の説明図である。
図に示す10A〜10Dは可変容量型油圧ポンプ、11A〜11Dは油圧ポンプを駆動する電動機である。12A〜12Dは可変容量型油圧ポンプの吐出量制御手段で、流量制御信号によって油圧ポンプの傾転角を制御し吐出量を調整する。そして、いずれの可変容量型油圧ポンプ10A〜10Dは、同一の最大吐出量で設定されている。13は油圧回路を構成する各機器等にパイロット圧力を供給する定吐出容量型の油圧ポンプである。
【0018】
14A〜14Dは、作動速度設定器で設定された設定値に基づいて求めた必要油量を供給するため、油圧ポンプを選択的に駆動(オンロード)と停止(アンロード)を切り替える電磁切替弁、15は油圧回路の圧力を設定するリリーフ弁である。メインシリンダ20に圧油を供給する電磁切替弁16が配され、サイドシリンダ21には電磁切替弁17を介して圧油が供給され、押出ステム22を進退自在に移動させる。そして、図示しない制御装置を備え、電動機11A〜11Dは、作動速度設定器で設定された設定値に基づいた出力信号及び検出した電動機11A〜11Dの巻線温度と運転時間に基づく制御信号により駆動及び停止制御される構成となっている。
【0019】
このように構成された油圧回路における選択的駆動、即ち、作動速度と油圧ポンプの駆動(オンロード)と停止(アンロード)及び各油圧ポンプの吐出量の関係について説明する。なお、油圧ポンプ1台の最大吐出量は全ポンプの吐出量の25%の設定となっている。
作動速度(速度の設定値)が能力速度の0〜25%未満の範囲、即ち必要油量が全ポンプの最大吐出量の0〜25%未満の範囲では、予め定めた所定の1台(例えば、11A)の油圧ポンプ1台を駆動(オンロード)し、更に吐出量制御器によりその吐出量を0〜100%の範囲で制御し、前記選定した1台(例えば、11A)の油圧ポンプのみから必要油量を供給してステムを作動させる。このとき、残余(例えば、11B〜11D)3台のポンプは停止(アンロード)して無負荷回転状態とする。
【0020】
次に、前記作動速度(速度の設定値)が能力速度の25%以上〜50%未満の範囲、即ち必要油量が全油圧ポンプの最大吐出量の25%以上〜50%未満の範囲では、予め定めた所定の2台(例えば、11A及び11B)の油圧ポンプを駆動(オンロード)し、11Aの油圧ポンプを最大吐出量となるように制御するとともに、11B油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、残余の油圧ポンプ(例えば、11C及び11D)は停止(アンロード)して無負荷回転状態とする。
【0021】
以下同様にして前記作動速度(速度の設定値)が能力速度の50%以上〜75%未満の範囲、即ち必要油量が全ポンプの最大吐出量の50%以上〜75%未満の範囲では、予め定めた所定の3台(例えば、11A〜11C)の油圧ポンプを駆動(オンロード)し、11A及び11Bの油圧ポンプを最大吐出量となるように制御するとともに、11C油圧ポンプの吐出量制御器によりその吐出量を0〜100%の範囲で制御して不足分を補い必要油量を供給してステムを作動させる。このときは、残余の油圧ポンプ(例えば、11D)は停止(アンロード)して無負荷回転状態とする。
また、前記作動速度(速度の設定値)が能力速度の75%以上〜100%の範囲、即ち必要油量が全油圧ポンプの最大吐出量の75%以上〜100%の範囲では、全油圧ポンプを駆動(オンロード)し、吐出量を最大とした予め定めた3台(例えば、11A〜11C)の油圧ポンプと、不足分を補うように吐出量を0〜100%の範囲で制御される1台(例えば、11D)の油圧ポンプとにより必要油量を供給する。
以上のように、押出プレスの作動速度設定器で設定された設定値に基づいて油圧ポンプを選択的に駆動するとともに、油圧ポンプの吐出量を制御することにより必要油量が供給される構成となっている。
【0022】
図2により本発明における、前記選択的に駆動制御される油圧ポンプの選択順序を順送りする制御について説明する。複数のポンプ選択回路を制御するプログラムは、押出プレスの油圧回路を構成する油圧ポンプの台数(本発明では油圧ポンプが4台であるので4つの選択回路で構成)に応じて設けられる。
プログラム1では、初めに油圧ポンプ11A、次いで11B(閾値25%)、そして11C(閾値50%)、最後に11D(閾値75%)の順で駆動(オンロード)する。
プログラム2では、初めに油圧ポンプ11B、次いで11C(閾値25%)、そして11D(閾値50%)、最後に11A(閾値75%)の順で駆動(オンロード)する。
プログラム3では、初めに油圧ポンプ11C、次いで11D(閾値25%)、そして11A(閾値50%)、最後に11B(閾値75%)の順で駆動(オンロード)する。
プログラム4では、初めに油圧ポンプ11D、次いで11A(閾値25%)、そして11B(閾値50%)、最後に11C(閾値75%)の順で駆動(オンロード)する。
以上のように、ポンプ選択回路1から4に順送りされ、再び1の回路から順送りを繰り返す制御となっている。
【0023】
本発明では、上記4つのプログラム1〜4を所定の成形サイクル数で順送りする。プログラム1から4まで一巡して押出プレスを作動すると、全ての油圧ポンプは同じ条件で運転されたことになる。このプログラムは運転開始から制御装置に記憶しておき、製品形状が変更となり押出条件が変更となったときは、前の成形が完了したプログラムに引き続いてプログラムを継続する。例えば、成形サイクル数が1に設定されプログラム3で成形が完了した場合には、次の成形はプログラム4から開始するようにするのである。
【0024】
従来の押出プレスでは、複数台の油圧ポンプに設定される閾値が個別に固定して設定されていたので、特定の油圧ポンプに負荷が集中して動的・熱的疲労度合いの不均一を招いていた。しかし本発明では、油圧ポンプを順送りして駆動(オンロード)する構成としたので、油圧ポンプに負荷が集中して動的・熱的疲労度合いの不均一が解消され、油圧回路を構成する各機器及びそれらを制御する各機器類の余寿命を平準化することができる。
成形サイクル数は成形サイクル毎、即ち製品1本ずつであっても複数本の押出後であってもよく、成形する製品の全数量(押出本数)とダイスの交換寿命等から好適な数値で設定する。
【0025】
図3において、上記構成のポンプ選択制御における電動機起動停止回路について説明する。
例えば、電源電圧が3.3KVの場合、配線保護器(ヒューズとディスコネクトスイッチ)31A〜31D、真空電磁接触器32A〜32D及び電動機11A〜11Dにより動力回路が構成され、電動機11A〜11Dの起動停止はプログラマブルロジックコントローラ(PLC)33出力に接続された真空電磁接触器32A〜32Dにより制御される。
電磁切替弁14A〜14Dは、プログラマブルロジックコントローラ(PLC)33出力に接続され、選択制御中の停止、アンロード、電動機起動時(略無負荷状態とし起動負荷を軽減させる)の操作信号にもとづいて動作する。
【0026】
電動機11A〜11Dには巻き線の温度を検出する温度検出センサ35A〜35Dを内蔵したものを用い、温度検出センサ35A〜35Dによって検出された温度データは変換器36A〜36Dを介してプログラマブルロジックコントローラ(PLC)33へ入力される。
電動機11A〜11Dの温度検出は、巻き線の温度データに拘ることなく、例えば、電動機のフレームに温度検出センサを取り付け、検出した温度データが用いられる構成であってもよい。電動機フレームにセンサを取り付けた場合の温度データは、巻き線部との温度差を考慮しプログラマブルロジックコントローラ(PLC)33内で演算を行なって用いられる。
タッチパネル34等のデータ入力手段を備え、油圧ポンプ10A〜10Dの選択制御に必要な設定速度、押出工程完了直前までに再起動させるに最適なタイミングを得るビレット長、ディスカードの厚み等の押出条件が入力され、このデータにもとづいて押出プレスは運転操作される。
【0027】
次に、本発明の実施の形態に係る油圧ポンプ選択制御における電動機起動停止可否判断について説明する。電動機11A〜11Dに設定された仕様上の1時間あたりの起動停止可能回数を判断基準とし、例えば、1時間あたり3回の停止が許容される電動機であれば、20分に1回は停止制御が可能となる。さらに、電動機に温度検出センサ35A〜35Dを取り付けることにより巻き線の温度を想定して電動機保護を行いながらの選択制御が可能となることに加え、温度レベルが低い場合は上記時間制約内での停止制御が可能となり、電動機の停止制御に伴い省エネ効果を向上させることができる。
【0028】
図4の温度線図は、電動機が100%負荷に近い負荷状態で連続運転を行った場合における電動機フレーム及び巻き線の温度上昇を想定したものである。図において破線は電動機の巻き線での検出温度を示し、実線は電動機のフレームでの検出温度を示している。この温度データに起動停止に伴う温度上昇分を考慮したデータを演算し、演算したデータをプログラマブルロジックコントローラ(PLC)33へ記憶しておき、温度が低い状態(巻き線の温度が45℃未満)のレベル1、温度上昇中(巻き線の温度が45℃以上58℃未満)のレベル2、温度が高い状態(巻き線の温度が58℃以上)のレベル3にレベル分けして判断基準とする。
図4において、レベル1は電動機温度(巻き線またはフレーム)が低く、起動停止が規定時間内でも可能な状態を、レベル2は電動機温度(巻き線またはフレーム)が上昇中で起動停止を行なうと温度上昇勾配がきつくなる状態を、レベル3は電動機温度(巻き線またはフレーム)が高く通常の温度上昇上限を超えてしまい起動停止が不可な状態をいう。
【0029】
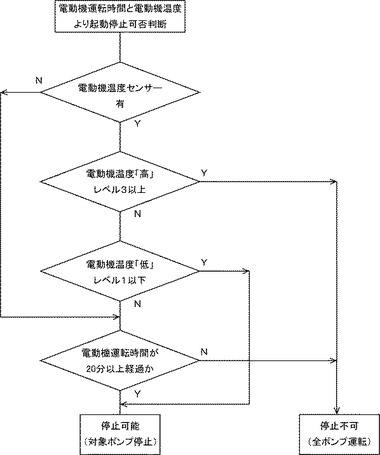
図5は、運転時間と電動機温度(巻き線)による停止可否の判断フローを示す。電動機に温度検出センサ35A〜35Dが無い場合は、電動機メーカの示す起動停止回数より運転時間のみで停止可否を判断する。この実施例では、連続運転時間が20分以上経過しているか否かで判断する。この判断フローは、1時間あたりの起動停止回数が3回の電動機の場合を示している。
一方で、温度検出センサ35A〜35Dを有する場合には、図5で示すように温度レベルに応じた判断を付加し、電動機の温度レベルが3の範囲にある場合は、選択制御による停止は不可とする。レベル1の範囲にある場合は、連続運転時間が20分未満であっても停止可能とする。また、レベル2の範囲にある場合は、連続運転20分以上で停止が可能となる。
【0030】
図2に示す順送りサイクルと図5に示すフロー(温度検出センサなし)に基づく押出工程時における電動機11A〜11Dの運転及び停止状態を図6に示す。温度検出センサ35A〜35Dを有する場合、電動機11A〜11Dの温度レベルが1であれば、更に停止状態を増やすことができ、更なる省エネ効果を得ることができる。
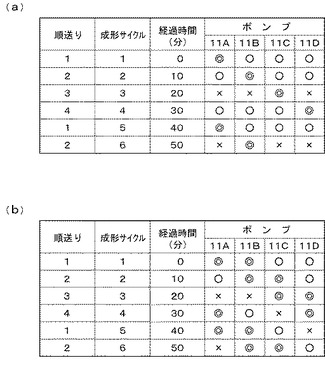
図6において、記号二重丸(◎)は各油圧ポンプの駆動(オンロード)状態を、記号白丸(○)は各油圧ポンプの停止(アンロード)状態を、記号バツ(×)は各油圧ポンプの無回転停止状態を示している。また、成形サイクル本数設定は1本(本数の設定サイクル完了で順送り)として設定し、1サイクルを10分とした。図6に示す順送り番号は、図2に示すポンプ選択回路1〜4のプログラムである。
【0031】
図6において、図6(a)は押出速度の設定が25%未満の場合を示し、図6(b)は押出速度設定が25%以上50%未満の場合を示している。停止させる電動機はいずれも運転開始から1時間以内で電動機の温度もレベル2以下であり、さらに前回の停止状態から20分以上が経過した停止可能な範囲にある。
図6(a)で示すように押出速度の設定が25%未満であり起動(オンロード)する油圧ポンプは1台で、製品を1本押出す毎に起動する油圧ポンプが11A、11Bと順送りされることを示している。図6(b)では押出速度の設定が25%以上50%未満であり起動(オンロード)する油圧ポンプは2台で、製品を1本押出す毎に起動する油圧ポンプの組み合わせが順送りされることを示している。
【0032】
以上説明したように本発明の押出プレスでは、押出工程中に油圧ポンプが選択停止(アンロード)したときに、該油圧ポンプを駆動する電動機も選択して停止するようにしたので、エネルギーの消費量を削減することができるとともに、動力機器及び制御機器などの動的・熱的疲労度合の不均一を解消でき、前記各構成機器の動的・熱的疲労度合及び余寿命を平準化することができる。
【符号の説明】
【0033】
10A〜10D 可変吐出型油圧ポンプ
11A〜11D 電動機
12A〜12D 吐出量制御手段
14A〜14D 電磁式切替弁
15 リリーフ弁
20 メインシリンダ
21 サイドシリンダ
32A〜32D 真空電磁接触器
35A〜35D 温度検出センサ
【特許請求の範囲】
【請求項1】
複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、
前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御されることを特徴とする押出プレス。
【請求項2】
押出工程において前記必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されることを特徴とする請求項1に記載の押出プレス。
【請求項3】
前記電動機の停止制御は、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なうことを特徴とする請求項2に記載の押出プレス。
【請求項1】
複数台の可変容量型の油圧ポンプが並列に接続されて押出プレスの油圧シリンダに作動油を供給し、予め設定した作動速度に基づき油圧ポンプの必要吐出量を求めて前記油圧ポンプを選択的に駆動制御する押出プレスにおいて、
前記選択的に駆動制御される油圧ポンプの選択順序が、所定の成形サイクル数を完了したときに順送りするプログラムで制御されることを特徴とする押出プレス。
【請求項2】
押出工程において前記必要吐出量を供給し残余の油圧ポンプがアンロード状態にあるとき、前記残余の油圧ポンプを駆動する電動機が停止制御されることを特徴とする請求項1に記載の押出プレス。
【請求項3】
前記電動機の停止制御は、前回の停止から所定の連続運転時間を経過した場合、又は、検出した前記電動機の巻線温度が所定の設定温度より低いときに行なうことを特徴とする請求項2に記載の押出プレス。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−762(P2013−762A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−132853(P2011−132853)
【出願日】平成23年6月15日(2011.6.15)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月15日(2011.6.15)
【出願人】(300041192)宇部興産機械株式会社 (268)
【Fターム(参考)】
[ Back to top ]