
押出成形板
【目的】 幅の異なる押出成形板を容易に製造できるようにする。
【構成】 押出成形板1の裏面に3条の凸条2が設けられている。この凸条2は押出方向に延在しており、凸条2の配列ピッチは100mmである。押出成形板1の側辺には、凸条2を2分割した大きさの凸条4が延設されている。この幅400mmの押出成形板1を線A、B又はCで切断すると100、200又は300mmの幅の切断体が得られる。この切断体又は押出成形板を接着すると、500、600、700mm………の幅の板材を製造できる。
【効果】 多種類の規格幅寸法の板材を容易に製造できる。従って、押出成形機には少数の押出ダイスを用意しておくだけで十分であり、多品種少量生産する場合のコストダウン及び納期短縮を図ることができる。
【構成】 押出成形板1の裏面に3条の凸条2が設けられている。この凸条2は押出方向に延在しており、凸条2の配列ピッチは100mmである。押出成形板1の側辺には、凸条2を2分割した大きさの凸条4が延設されている。この幅400mmの押出成形板1を線A、B又はCで切断すると100、200又は300mmの幅の切断体が得られる。この切断体又は押出成形板を接着すると、500、600、700mm………の幅の板材を製造できる。
【効果】 多種類の規格幅寸法の板材を容易に製造できる。従って、押出成形機には少数の押出ダイスを用意しておくだけで十分であり、多品種少量生産する場合のコストダウン及び納期短縮を図ることができる。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は壁パネル等に用いられる押出成形板に関するものである。詳しくは、切断及び接合により、規格化された所望幅の板材を容易に形成できる押出成形板に関する。
【0002】
【従来の技術】セメント、珪酸カルシウム等の押出成形板は、押出成形機から押出成形されて成形される。この押出成形機の先端には、押出口を有する押出ダイスが設けられている。
【0003】従来、幅員の異なる押出成形板を成形する場合には、押出口の大きさの異なる押出ノズルに交換するようにしている。
【0004】
【発明が解決しようとする課題】この押出ノズルはきわめて高価であり、また製作日数も長くかかるため、多品種少量生産する場合のコストが嵩むと共に、製品納期も長くなり易いという問題があった。
【0005】
【課題を解決するための手段】本発明の押出成形板は、押出成形により成形された板材であって、押出方向に延在する凸条が少なくとも一方の板面に複数条設けられている押出成形板において、前記凸条は該押出方向に直交する幅方向において等分位置に設けられ、かつ該押出成形板の幅方向の端辺には、該凸条を押出方向に沿って2分割した大きさの凸条が設けられていることを特徴とするものである。
【0006】
【作用】本発明の押出成形板においては、押出成形板を押出方向に切断し、切断片同志を接着することにより多数種類の規格幅の板材を容易に製造できる。
【0007】
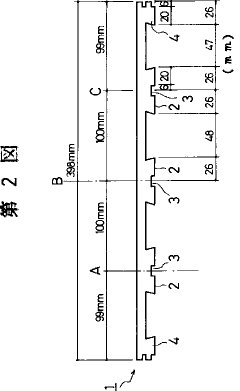
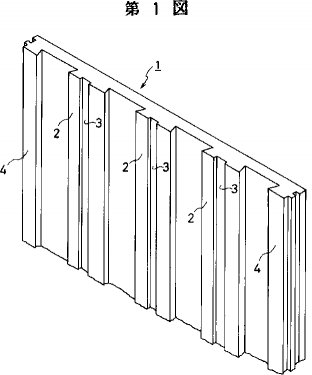
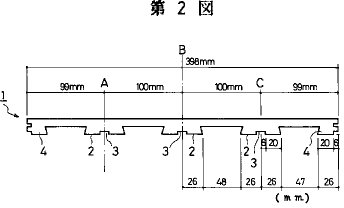
【実施例】第1、2図は実施例に係る押出成形板1の斜視図と端面図である。この押出成形板1は一方の板面が平坦であり、他方の板面(本実施例では裏面)に複数条(本実施例では3条)の凸条2が押出方向に延設されている。この凸条2の中央部には浅溝3が延設されている。この押出方向と直交する幅方向の端縁には凸条2をその長手方向に沿って2分割した形状の凸条4が延設されている。なお、第2図には本実施例の押出成形板の寸法も記入されている。
【0008】第2図の通り、本実施例の押出成形板は幅が398mmの400モジュールと通称されるものであり、凸条2の配列ピッチは実質的に100mmとなっている。
【0009】この押出成形板1においては、中央のB線に沿って切断すると、幅200mmの切断片が形成される。また、A線、C線に沿って切断すると幅300ミリあるいは幅100mmの切断片が形成される。
【0010】そこで、幅400mmの押出成形板と幅200mmの切断片とを、それらの側端面同志を突き合せて接着すると幅600mmの規格寸法の板材が提供される。
【0011】同様にして、幅400mmの押出成形板と300mmの切断片とを接着することにより幅700mmの板材を提供でき、幅400mmの押出成形板2枚と幅100mmの切断片とを接着することにより幅900mmの板材を提供できる。もちろん、幅400mmの押出成形板2枚を接着すれば幅800mmの板材を提供できる。このように、凸条2同志の配列ピッチの整数倍の規格幅を有した板材を多種類、容易に製造できる。
【0012】接着された板材の裏面には100mmピッチで凸条2が延在することになり、しかも板材の側辺には第2図の凸条4と同形状、同一大きさの凸条4が延在する。従って、この凸条4を利用して隣接する板材同志の連結を行なえる。(コ字形の連結金具を、隣接する板材間にまたがるように配置し、連結金具を凸条4に引掛ける。)なお、上記実施例では凸条2、4がアリ状に設けられており、凸条2、4を利用して板材を躯体に止め付けたり隣接板材同志を連結することが容易である。
【0013】上記の接着を行なう接着剤としてはエポキシなど各種のものを用いることができる。
【0014】
【発明の効果】以上の通り、本発明の押出成形板によると多種類の規格幅寸法の板材を容易に製造できる。従って、押出成形機には少数の押出ダイスを用意しておくだけで十分であり、多品種少量生産する場合のコストダウン及び納期短縮を図ることができる。
【図面の簡単な説明】
【図1】実施例に係る押出成形板の斜視図である。
【図2】実施例に係る押出成形板の端面図である。
【符号の説明】
1 押出成形板
2 凸条
3 浅溝
4 凸条
【0001】
【産業上の利用分野】本発明は壁パネル等に用いられる押出成形板に関するものである。詳しくは、切断及び接合により、規格化された所望幅の板材を容易に形成できる押出成形板に関する。
【0002】
【従来の技術】セメント、珪酸カルシウム等の押出成形板は、押出成形機から押出成形されて成形される。この押出成形機の先端には、押出口を有する押出ダイスが設けられている。
【0003】従来、幅員の異なる押出成形板を成形する場合には、押出口の大きさの異なる押出ノズルに交換するようにしている。
【0004】
【発明が解決しようとする課題】この押出ノズルはきわめて高価であり、また製作日数も長くかかるため、多品種少量生産する場合のコストが嵩むと共に、製品納期も長くなり易いという問題があった。
【0005】
【課題を解決するための手段】本発明の押出成形板は、押出成形により成形された板材であって、押出方向に延在する凸条が少なくとも一方の板面に複数条設けられている押出成形板において、前記凸条は該押出方向に直交する幅方向において等分位置に設けられ、かつ該押出成形板の幅方向の端辺には、該凸条を押出方向に沿って2分割した大きさの凸条が設けられていることを特徴とするものである。
【0006】
【作用】本発明の押出成形板においては、押出成形板を押出方向に切断し、切断片同志を接着することにより多数種類の規格幅の板材を容易に製造できる。
【0007】
【実施例】第1、2図は実施例に係る押出成形板1の斜視図と端面図である。この押出成形板1は一方の板面が平坦であり、他方の板面(本実施例では裏面)に複数条(本実施例では3条)の凸条2が押出方向に延設されている。この凸条2の中央部には浅溝3が延設されている。この押出方向と直交する幅方向の端縁には凸条2をその長手方向に沿って2分割した形状の凸条4が延設されている。なお、第2図には本実施例の押出成形板の寸法も記入されている。
【0008】第2図の通り、本実施例の押出成形板は幅が398mmの400モジュールと通称されるものであり、凸条2の配列ピッチは実質的に100mmとなっている。
【0009】この押出成形板1においては、中央のB線に沿って切断すると、幅200mmの切断片が形成される。また、A線、C線に沿って切断すると幅300ミリあるいは幅100mmの切断片が形成される。
【0010】そこで、幅400mmの押出成形板と幅200mmの切断片とを、それらの側端面同志を突き合せて接着すると幅600mmの規格寸法の板材が提供される。
【0011】同様にして、幅400mmの押出成形板と300mmの切断片とを接着することにより幅700mmの板材を提供でき、幅400mmの押出成形板2枚と幅100mmの切断片とを接着することにより幅900mmの板材を提供できる。もちろん、幅400mmの押出成形板2枚を接着すれば幅800mmの板材を提供できる。このように、凸条2同志の配列ピッチの整数倍の規格幅を有した板材を多種類、容易に製造できる。
【0012】接着された板材の裏面には100mmピッチで凸条2が延在することになり、しかも板材の側辺には第2図の凸条4と同形状、同一大きさの凸条4が延在する。従って、この凸条4を利用して隣接する板材同志の連結を行なえる。(コ字形の連結金具を、隣接する板材間にまたがるように配置し、連結金具を凸条4に引掛ける。)なお、上記実施例では凸条2、4がアリ状に設けられており、凸条2、4を利用して板材を躯体に止め付けたり隣接板材同志を連結することが容易である。
【0013】上記の接着を行なう接着剤としてはエポキシなど各種のものを用いることができる。
【0014】
【発明の効果】以上の通り、本発明の押出成形板によると多種類の規格幅寸法の板材を容易に製造できる。従って、押出成形機には少数の押出ダイスを用意しておくだけで十分であり、多品種少量生産する場合のコストダウン及び納期短縮を図ることができる。
【図面の簡単な説明】
【図1】実施例に係る押出成形板の斜視図である。
【図2】実施例に係る押出成形板の端面図である。
【符号の説明】
1 押出成形板
2 凸条
3 浅溝
4 凸条
【特許請求の範囲】
【請求項1】 押出成形により成形された板材であって、押出方向に延在する凸条が少なくとも一方の板面に複数条設けられている押出成形板において、前記凸条は該押出方向に直交する幅方向において等分位置に設けられ、かつ該押出成形板の幅方向の端辺には、該凸条を押出方向に沿って2分割した大きさの凸条が設けられていることを特徴とする押出成形板。
【請求項1】 押出成形により成形された板材であって、押出方向に延在する凸条が少なくとも一方の板面に複数条設けられている押出成形板において、前記凸条は該押出方向に直交する幅方向において等分位置に設けられ、かつ該押出成形板の幅方向の端辺には、該凸条を押出方向に沿って2分割した大きさの凸条が設けられていることを特徴とする押出成形板。
【図1】


【図2】
【図2】
【公開番号】特開平5−38710
【公開日】平成5年(1993)2月19日
【国際特許分類】
【出願番号】特願平3−199244
【出願日】平成3年(1991)8月8日
【出願人】(000000479)株式会社イナツクス (1,429)
【公開日】平成5年(1993)2月19日
【国際特許分類】
【出願日】平成3年(1991)8月8日
【出願人】(000000479)株式会社イナツクス (1,429)
[ Back to top ]