
押出成形用複合ペレット及び押出成形用複合ペレットの前処理方法
【課題】熱可塑性樹脂と木粉とを主原料とする押出成形用の複合ペレットにおいて,粒径の変化等に拘わらず安定量のペレットを押出機に供給すると共に,押出機のスクリュに対する導入を円滑に行う。
【解決手段】熱可塑性樹脂と木粉を主成分とする押出成形用の複合ペレットと,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)の金属を含む12ヒドロキシステアリン酸金属塩を共に攪拌する等して,前記複合ペレットの外周に,ペレット100mass%に対し0.03〜0.4mass%,好ましくは0.05〜0.3mass%の割合で12ヒドロキシステアリン酸金属塩を付着させ,このようにして処理されたペレットを押出成形装置による押出成形に使用する。
【解決手段】熱可塑性樹脂と木粉を主成分とする押出成形用の複合ペレットと,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)の金属を含む12ヒドロキシステアリン酸金属塩を共に攪拌する等して,前記複合ペレットの外周に,ペレット100mass%に対し0.03〜0.4mass%,好ましくは0.05〜0.3mass%の割合で12ヒドロキシステアリン酸金属塩を付着させ,このようにして処理されたペレットを押出成形装置による押出成形に使用する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は,木粉を多量に含む熱可塑性樹脂を成形して得られる木質成形品の押出成形に使用するペレット及びその前処理方法に関し,木質成形品の成形に必要な熱可塑性樹脂,木粉,及び必要に応じて添加されるその他の副資材を予め溶融混練して複合化すると共に造粒して得たペレット(本明細書において,このような複数種類の原料を複合して得たペレットを「複合ペレット」という。)であって,押出機に対する安定供給性と押出機に対する導入性(押出機のスクリュに対する食い込み性)が改善された押出成形用複合ペレット,及び押出成形用複合ペレットに前記特性を付与するための処理方法に関する。
【背景技術】
【0002】
熱可塑性樹脂と木粉,及び必要に応じて添加されるその他の副資材を共に溶融混練して得た成形生地を所望の形状に押出成形して得られる木質成形品は,木材の風合いを持ちつつも,腐敗し難い等といった樹脂成形体としての特性をも併せ持つことから,例えば板材等として加工することにより屋外に設置されるウッドデッキ用の建築材料等として広く使用されている。
【0003】
このような木質成形品の製造において,熱可塑性樹脂や木粉,その他の副資材を,木質成形品を製造するための押出成形装置に設けられた押出機のシリンダ内に直接投入して押出成形を行おうとしても,木粉に含まれる木酸や水分によって押出機のシリンダ内で多量のガスが発生してしまい,適切に押出成形を行うことができない。
【0004】
また,仮にこのようなガスの発生が無かったとしても,熱可塑性樹脂や木粉,その他の副資材を均一な分散状態となる迄溶融,混練しようとすれば,使用する押出機として大型のものが必要となる。
【0005】
そのため,木質成形品を製造する際には,押出機に直接原料を投入することなく,事前に原料を前練りして複合化しておくと共に,複合化された原料を造粒してペレット化した「複合ペレット」を製造しておき,このようにして得られた複合ペレットを木質成形品の押出成形の際の成形材料として使用することが一般的に行われている。
【0006】
このような複合ペレットを製造する方法の一例として,ヘンシェルミキサによる攪拌の際の発熱を利用して木粉の乾燥と木酸ガスの揮発を行うと共に各原料を溶融・混練して混練材料を得,この混練材料をクーリングミキサによって冷却しながら攪拌して所定粒径の造粒物とした後,カッタミルによって更に細かく破砕して木質成形品の押出成形に使用する複合ペレットをバッチ式で製造する方法が提案されている(特許文献1参照)。
【0007】
また別の方法としては,前述したようなバッチ式の製造方法では生産性が悪いことに鑑み,押出機により押し出された混練材料をダイに導入してシート状乃至はストランド(丸紐)状に押し出し,押し出されたシート状乃至はストランド状の混練材料を切断することによりチップ状乃至はペレット状の押出成形材料を製造する方法も提案されている。
【0008】
そして,このような押出機による押出成形材料の製造では,木粉に含まれる木酸や水分に基づき押出機のシリンダ内で多量のガスが発生することから,押出機のシリンダにベント孔を設け,このベント孔を介してシリンダ内で発生したガスを吸引する等して押出機による前練りを可能とすることが提案されている(特許文献2〜5)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平 7−266313号公報
【特許文献2】特開平10−166355号公報
【特許文献3】特開2001−62901号公報
【特許文献4】特開2001−129870号公報
【特許文献5】特開2002−326219号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
以上のように木質成形品の製造に際しては,原料を均質に溶融混練する前練りと,前練りされた溶融材料をペレット化する造粒が行われており,このようにして前練りされて得た複合ペレットを木質成形品を製造する際の成形材料として使用することで,得られる木質成形品において構成成分の偏在等に基づく成形不良等の発生を防止している。
【0011】
しかし,このように木粉等を多量に含む複合ペレットにあっては,摩擦抵抗が大きく,押出機に対して複合ペレットを安定した量で供給することが難しいと共に,押出機内に入った後にスクリュの歯溝等に対する導入性(所謂「食い込み性」)が悪く,食い込み量のバラツキは溶融樹脂の押出量をも変化させることとなるために,得られる木質成形品の品質にもバラツキが生じ易いものとなっている。
【0012】
特に,前述した複合ペレットの粒径を安定して均一に製造することが難しい一方,複合ペレットの粒径の変化は,押出機に対する複合ペレットの供給量や,前述したスクリュに対する食い込み性に大きく影響し,使用する複合ペレットの粒径が変化した場合には,押出機に対して複合ペレットを供給するフィーダの設定や,押出機のスクリュを回転させるモータの設定変更が必要となる等,煩雑な調整作業が必要となる。
【0013】
そこで本発明は,上記従来技術における欠点を解消するために成されたものであり,熱可塑性樹脂と木粉とを主原料とする複合ペレットにおいて,複合ペレットの粒径等が変化した場合であっても,フィーダの設定を変更することなしに押出機に対して安定した量でペレットの供給を行うことができると共に,スクリュに対する食込性の良い押出成形用の複合ペレット,及び前記特性を備えた押出成形用複合ペレットの前処理方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するために,本発明の押出成形用複合ペレットは,木質成形品の押出成形に使用するペレットにおいて,熱可塑性樹脂と木粉を主成分とし,外周に,添加剤として12ヒドロキシステアリン酸金属塩が付着していることを特徴とする(請求項1)。
【0015】
前記構成の複合ペレットにおいて,前記12ヒドロキシステアリン酸金属塩は,ペレット100mass%に対し0.03〜0.4mass%,好ましくは0.05〜0.3mass%の割合で付着させる(請求項2)。
【0016】
更に,前記12ヒドロキシステアリン酸金属塩に含まれる金属としては,カルシウム(Ca),マグネシウム(Mg),亜鉛(Zn),アルミニウム(Al),リチウム(Li),ナトリウム(Na),及びバリウム(Ba)等があるが,これらのいずれを含むものを使用しても良く,好ましくは,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)のいずれか1種の金属を含むものを使用する(請求項3)。
【0017】
なお,前記複合ペレットにおいて,前記木粉と熱可塑性樹脂の配合比は,木粉30〜70mass%に対し,熱可塑性樹脂が30〜70mass%とすることができる(請求項4)。
【0018】
また,複合ペレットの主原料である前記熱可塑性樹脂としては,ポリプロピレン,ポリエチレン,又はポリプロピレンとポリエチレンの混合樹脂を好適に使用することができる(請求項5)。
【0019】
また,本発明の押出成形用複合ペレットの前処理方法は,熱可塑性樹脂と木粉を主成分とする押出成形用のペレットを,12ヒドロキシステアリン酸金属塩と共に攪拌して,前記ペレットの表面に前記12ヒドロキシステアリン酸金属塩を付着させることを特徴とする(請求項6)。
【0020】
このときの前記複合ペレット100mass%に対する前記12ヒドロキシステアリン酸金属塩の好ましい付着量は0.03〜0.4mass%,より好ましくは0.05〜0.3mass%である(請求項7)。
【発明の効果】
【0021】
以上説明した本発明の構成により,本発明の押出成形用複合ペレットによれば,使用する複合ペレットの粒径が変化した場合等であっても,供給フィーダの調整や,押出機の調整等を行うことなしに,押出機に対する複合ペレットの供給量を一定にすることができると共に,スクリュに対する食い込み性を向上させることができた。
【0022】
その結果,木質成形品の押出成形を行う前処理として行われた複合ペレットの製造工程において,何らかの原因により製造された複合ペレットの質,特にサイズに不均一性が生じた場合であっても,押出機による溶融樹脂の吐出を安定した状態で円滑に行うことができ,その結果,得られる木質成形体の品質を均一,且つ安定したものとすることができた。
【0023】
また,スクリュに対してペレットの食い込み性が向上することにより,同一質量の溶融樹脂の押し出しに必要なエネルギを減少させることができ,木質成形体の製造をより少ないエネルギで行うことができた。
【図面の簡単な説明】
【0024】
【図1】複合ペレット製造装置の概略説明図。
【図2】ストランドの切断の様子を示した説明図。
【図3】タンブラの概略説明図。
【図4】本発明の複合ペレットの特性確認試験に使用した押出成形装置の概略説明図。
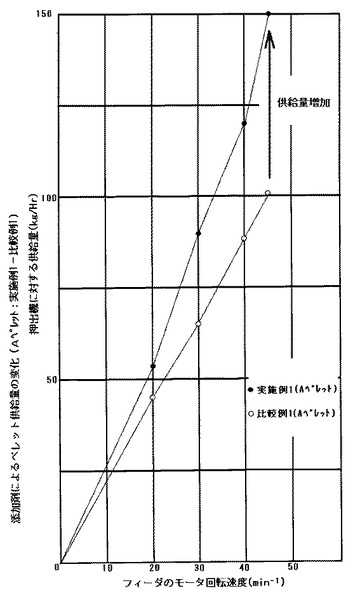
【図5】添加剤(12HOS-Ca)によるペレット供給量の変化(Aペレット:実施例1−比較例1)を示したグラフ。
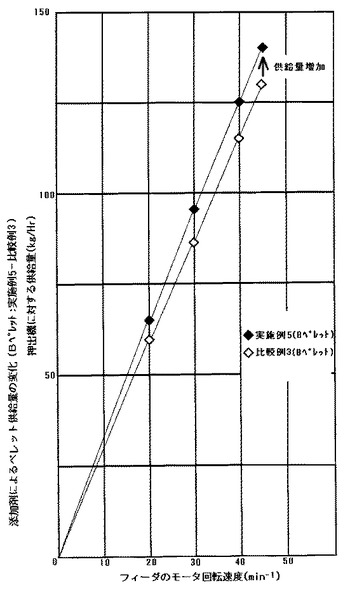
【図6】添加剤(12HOS-Ca)によるペレット供給量の変化(Bペレット:実施例5−比較例3)を示したグラフ。
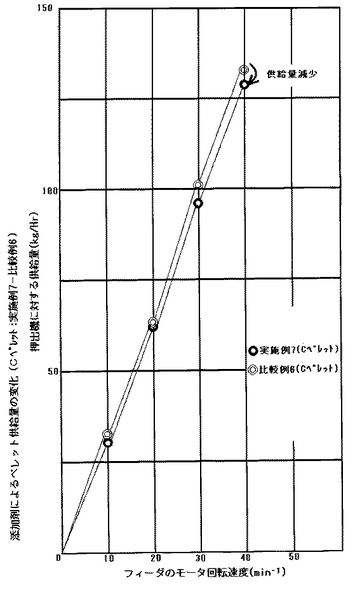
【図7】添加剤(12HOS-Ca)によるペレット供給量の変化(Cペレット:実施例7−比較例6)を示したグラフ。
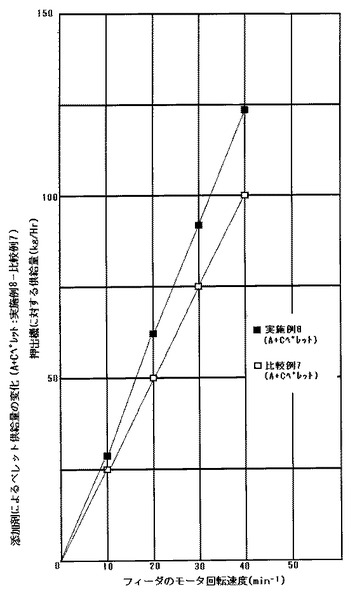
【図8】添加剤(12HOS-Ca)によるペレット供給量の変化(A+Cペレット:実施例8−比較例7)を示したグラフ。
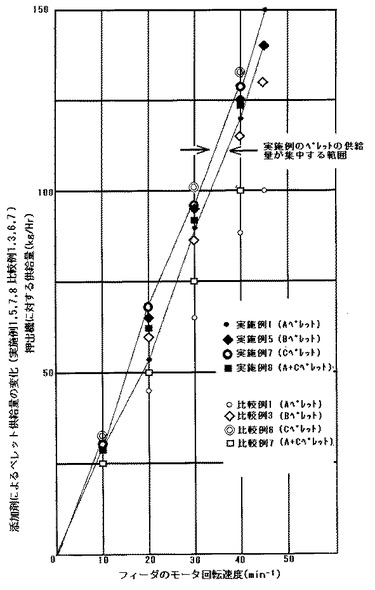
【図9】添加剤(12HOS-Ca)によるペレット供給量の変化(実施例1,5,7,8及び比較例1,3,6,7)を示したグラフ。
【図10】添加剤の添加量の変化と比エネルギ(Esp)の変化との関係を示したグラフ。
【発明を実施するための形態】
【0025】
次に,本発明の実施形態につき添付図面を参照しながら説明する。
【0026】
1.原料
後述する12ヒドロキシステアリン酸金属塩の付着を行う複合ペレットは,熱可塑性樹脂と木粉とを主原料とし,これに必要に応じてタルク,炭酸カルシウム,その他の無機フィラーや,強化剤,着色剤,酸化防止剤等の副資材を添加して製造されたものである。
【0027】
(1)熱可塑性樹脂
本発明の複合ペレットの主原料の一つである熱可塑性樹脂としては,各種の熱可塑性樹脂を使用可能であるが,好ましくはポリプロピレン(PP),ポリエチレン(PE)等のポリオレフィン樹脂,及び前記ポリオレフィン樹脂を主成分とする樹脂(以下,ポリオレフィン樹脂及びポリオレフィン樹脂を主成分とする樹脂を総称して「ポリオレフィン系樹脂」という。)を好適に使用することができ,例えば前掲のポリプロピレン(PP)とポリエチレン(PE)の混合樹脂を使用することもできる。
【0028】
また,これらの熱可塑性樹脂は,そのうちの一種を単独で使用しても良く,又は複数種類を混合して使用することも可能であり,例えば複数種の熱可塑性樹脂が混在した状態で回収された廃棄プラスチック等を原料として使用することも可能である。
【0029】
ここで,ポリプロピレン(PP)の種類としては,ホモポリマー,ランダムコポリマー,ブロックコポリマーが挙げられるが,本発明においてはこれらのいずれのポリプロピレン共に使用可能であり,また,例えば容器リサイクル法(所謂「容リ法」)に従って回収されたポリプロピレンや,各種ポリプロピレンが混在したもの等,いずれであっても使用可能である。
【0030】
本発明で使用する熱可塑性樹脂は,好ましくはMI(メルトインデックス)が0.5〜10(g/10min)の範囲にあるものを使用することが好ましく,例えばMIの異なる複数の熱可塑性樹脂を混合して,上記数値範囲内となるMIの樹脂を得るものとしても良い。
【0031】
(2)木粉
成形材料の主成分の他方である木粉は,一般に市販されている各種の木粉の他,例えば未使用の木材,使用済みの建築廃材,木材加工の際に発生したオガ屑等の廃材等をクラッシャ,カッタ,ミルを使用して破砕する等して得ても良い。
【0032】
使用する木材の品種は特に限定されず,複数の品種の木材が混在していても構造上は問題が無いが,最終的に得られる木質成形体の仕上がりを考慮すれば,ある程度色目の揃ったものを使用することが好ましい。
【0033】
使用する木粉は,粒径1,000μm以下のものであれば各種のものを使用することができ,好ましくは粒径150〜200μmのものを使用する。
【0034】
木粉は,熱可塑性樹脂との馴染みの向上や加熱混練時における水蒸気の発生防止等の観点から,他原料との配合前に乾燥されていることが好ましく,好ましくは含有水分量が1mass%以下に乾燥されているものを使用する。
【0035】
この木粉と,前述の熱可塑性樹脂との好ましい配合比は,木粉/熱可塑性樹脂で,30〜70mass%/70〜30mass%である。
【0036】
(3)その他の原料
本発明の成形材料の原料としては,前述の木粉,熱可塑性樹脂の他,タルクや炭酸カルシウム等の無機フィラー,着色用の顔料,強化剤,酸化防止剤等を添加することができる。
【0037】
前述のタルクは,最終的に得られる木質合成板等の木質成形品の強度を向上するために添加するものであり,成形材料の全質量に対し,5〜25mass%添加することができ,この量に対してタルクの添加量が少ないと強度の向上が得られず,また,逆に添加量が多すぎると脆さが出てかえって強度が低下する。
【0038】
添加するタルクの粒径としては,比較的広範囲のものを使用することができ,好ましくは,平均粒径3〜50μm程度のものを使用する。
【0039】
顔料は,最終的に得られる木質合成板に着色を行うために添加するものであり,最終製品で得ようとする色に対応して,各種の顔料を各種の配合で添加することができる。
【0040】
一例としてブラウン系の着色を施すために酸化鉄系の顔料を使用した本実施形態にあっては,顔料を成形材料の全体に対し3mass%程度添加した。
【0041】
更に,添加材料として強化剤を添加することも可能であり,前述したように,主原料たる熱可塑性樹脂としてポリプロピレンを使用した本実施形態にあっては,この強化剤としてマレイン酸変性ポリプロピレンを添加して,木粉と樹脂間の結合性を向上させている。
【0042】
この強化剤は,添加量が少なすぎると効果がない一方,多く入れれば入れる程効果は増大するもののコストが嵩むため,得られる成形材料の全体に対し一例として0.3〜2.0mass%程度の添加が好ましい。
【0043】
2.複合ペレットの製造
複合ペレットの製造は,既知の各種のペレット製造装置を使用して行うことができ,ペレットを製造することができればその製造方法は特に限定されず,例えば従来技術として記載したように,原料を共に押出機に投入して溶融混練しながら押出機のバレル先端に取り付けたノズル状のダイより丸紐状のストランドを押し出し,このストランドを所定長さ毎に切断して複合ペレットを得ても良く,又は,既知のヘンシェルミキサ等を使用して予練りした混練材料を所定サイズの粒径となるように破砕する等してバッチ式でペレットを得ても良く,更には,予練りが完了した混練材料が硬化する前に,攪拌により所定の粒径に造粒することで複合ペレットを得るものとしても良い。
【0044】
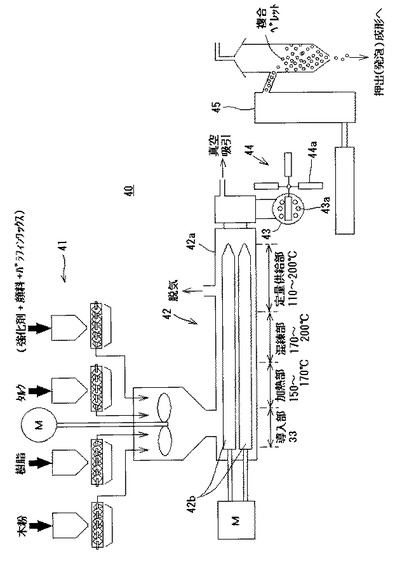
一例として本実施形態にあっては,図1に示す複合ペレット製造装置40を使用して複合ペレットの製造を行った。
【0045】
図1に示す複合ペレット製造装置40は,熱可塑性樹脂(PP),木粉,タルク,顔料,強化剤,ワックス等の原料をロスインウエイト方式等によって定量供給するフィーダ41と,前記フィーダ41によって定量供給された原料を加熱しながら溶融混練して押し出すスクリュ式の押出機42を備え,この押出機42のシリンダ42a先端に多数の小孔(ノズル孔43a)が形成されたダイノズル43を取り付け,このダイノズル43のノズル孔43aを介して溶融材料のストランドを熱水中に押し出すと共に,このストランドを回転するカッタ44のカッタ刃44aで所定の長さ(一例として2〜5mm)毎に切断する,水中(アンダーウォーター)ホットカット法によって複合ペレットを製造するものである。
【0046】
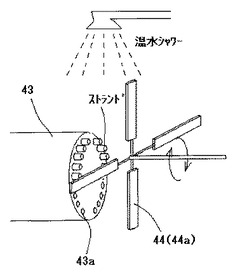
本実施形態にあっては,図1及び図2に示すように円柱状のダイノズル43の端面の周縁部に複数のノズル孔43aを配列し,このダイノズル43の端面と摺接して回転するカッタ刃44aを所定の速度で回転させることで,所定の速度で押し出される溶融材料のストランドを略一定の長さにカットできるようにした。
【0047】
すなわち,この構成では,ストランドの押出速度が一定の場合にはカッタ44の回転速度を変化させることにより,また,カッタ44の回転速度が一定である場合にはストランドの押出速度の変化により,更には,ストランドの押出速度とカッタ44の回転速度の双方を変化させることにより,得られるペレットの長さを変化させることができるものとなっている。
【0048】
この押出機42としては,既知の各種のものを使用することができ,一軸押出機を使用することもできるが,好ましくは二軸押出機を使用する。
【0049】
二軸押出機は,ネジ山とネジ溝とが互いに噛み合って回転する2本のスクリュ42bを有する押出機で,本実施形態にあっては2本のスクリュ42bが同方向に回転し,材料にせん断力を与えることで発熱を促し樹脂を溶融させる作用を有するものを使用しているが,2本のスクリュが異方向に回転する二軸押出機を使用するものとしても良い。
【0050】
押出機42により溶融混練された溶融材料は,好ましくは前述のダイノズル43のノズル孔43aに,170℃〜250℃,好ましくは200℃〜230℃の温度で導入できるように,前記押出機42のシリンダ42aの温度を制御する。
【0051】
ここで,前記温度は,溶融材料の温度で,一方,押出機のシリンダの設定温度はこの溶融材料の温度とは異なる。溶融材料はシリンダ42aのヒーターから受ける熱以外にスクリュ42bから受ける外力によりせん断発熱を起こすため,溶融材料の温度は図1中に示したシリンダの設定温度より高くなる。
【0052】
以上のようにして得られた複合ペレットは,遠心分離機45によって脱水した後に回収され,木質成形品の押出成形に使用する成形材料としての複合ペレットが得られる。
【0053】
3.複合ペレットの製造条件
以上のように構成された複合ペレット製造装置40において,ダイノズル43に設けた個々のノズル孔43a内を溶融樹脂が1秒間にどれだけの距離を移動するかを表した線速度υdが,12〜50cm/sec,より好ましくは16〜45cm/secの範囲となるように押出機の押出量(Q),各ノズル孔の直径(D)及び前記ノズル孔の数(n)を調整する。
【0054】
ここで,
Q = 押出機の押出量(kg/Hr)
D = 各ノズル孔の直径(mm)
n = ノズルの孔の数
ρm = 溶融樹脂の密度(g/cm3)
とすると,
押出機の1秒間の押出量(g/sec)は,
Q×1000/3600
ノズル孔の幅方向の断面積(cm2)は,
(D/20)2π
よって,個数nのノズル孔の幅方向の断面積の総和は,
(D/20)2π・n
となる。
以上より,前述の線速度υdは,
υd(cm/sec) = (Q×1000/3600)/〔(D/20)2π・ρm・n〕
≒ 35.4Q/D2ρm・n
となる。
【0055】
一例として,複合ペレット製造装置40を構成する押出機42として,1時間当たりの押出量Qが400kg/Hrの押出機を採用したと仮定し,溶融材料の嵩密度ρmが,1.15(g/cm3)であったと仮定する。この場合において,ダイノズル43として各ノズル孔43aの直径Dが4.0mmのものを使用すると,
υd = (Q×1000/3600)/〔(D/20)2π・ρm・n〕≒ 35.4Q/D2ρm・nより,
υd=(35.4×400)/(42×1.15×n)=14160/18.4n
よって,12≦ υd ≦50のυdに14160/18.4nを代入すると,
12≦ 14160/18.4n ≦50
【0056】
従って,上記の条件では,ノズル孔43aの個数nを16個〜64個の範囲とすることにより,本願所定の線速度υdの条件を満たした複合ペレットの製造を行うことができることになる。
【0057】
ここで,ノズル孔43a内を通過する溶融材料の線速度υdが,前述の12〜50cm/secを下回る速度(υd<12)である場合,この溶融材料の流れによる木粉の配向作用は小さい。
【0058】
また,このような低い流速でストランドの押出を行う場合には,ノズル孔43aを通過した後の溶融樹脂は,バラス効果によって膨張する。
【0059】
そのため,前述したように木粉の配向作用が小さいことと,バラス効果による体積膨張によって,ストランド内の木粉はランダムにバラバラな方向を向いており,所定の配向を持っていない。
【0060】
一方,溶融材料の流速を示すυdが,本願所定の範囲である12〜50cm/secを上回る速度である場合(υd>50)には,ノズル孔43a内を通過する際に溶融材料中の木粉は,溶融材料の流動方向に繊維長方向を向けた配向となる。
【0061】
また,ノズル孔43aを通過した溶融材料がバラス効果により膨張することが抑制される。
【0062】
しかし,このような速い流速で溶融材料のストランドを押し出す場合,図2に示すようにノズル孔43aを通過した溶融材料は,ノズル孔43aの出口付近の僅かな変化,例えばダイノズルの製造時に不可避的に生じたノズル孔43a出口の僅かな傷や凹凸等の影響を受けてその流れが変化し,その結果,ストランドがカールやループを形成する等して押出後に暴れ,隣接乃至は比較的近い範囲に設けられたノズル孔43aを介して押し出されたストランドと接触して融着し易いものとなる。
【0063】
これに対し,ノズル孔43a内における溶融樹脂の流れる速度であるυdが,本願所定の範囲内(12≦υd≦50)にある場合には,溶融材料中の木粉は溶融材料の流れ方向に配向すると共に,この速度ではノズル孔43aを通過した溶融材料がバラス効果によって膨張することを抑制でき,押し出されたストランドの直径が,ノズル孔43aの直径D以下の大きさとなる。
【0064】
しかも,本願所定のυdの範囲では,ノズル孔43aを通過したストランドが,ノズルダイ43の製造時にノズル孔43aの出口付近に不可避的に生じた僅かな傷や凹凸等に影響されて暴れることがなく,前述したように溶融樹脂の流動方向を長さ方向として配向された木粉によって,腰が強くなったストランドは,ノズル孔の延長方向に押し出され易いものとなっている。
【0065】
以上のように,線速度υdの相違により,υdが12〜50cm/secの数値範囲を下回る場合には,木粉の配向が揃っていないために,カット時の剪断力が均一に加わらずに,ストランドが変形することによると考えられる原因で不均一な形状のペレットとなり易いだけでなく,ストランドは膨張によって体積が増大して,隣接するストランドとの距離が狭まっていることから,カッティング時に隣接するストランドと融着し易く,その結果,複数個のペレットが融着して塊となる可能性がある。
【0066】
υdが12〜50cm/secの数値範囲を上回る例では,押し出されたストランド中において木粉は所定の配向を有するものの,前述したようにノズル孔より押し出されたストランドがカールする等して暴れるために,これをカッティングして形成されたペレットの形状にもバラツキが生じることがある。
【0067】
また,前述したようにノズル孔より押し出されたストランドが暴れることにより,隣接するストランド同士が融着し易く,その結果,カッティングによって得られたペレットも複数のペレットが塊状に融着することになる。
【0068】
これに対し,υdを本願所定の12〜50cm/secの範囲とした例では,木粉の配向によってストランドの腰が強くなることで,ノズル孔を出たストランドがバラス効果によって膨張することが抑制されており,また,木粉の配向が揃っていることにより,カッティングの際にストランドを綺麗に切断することができ,形状の揃ったペレットを得やすいものとなっている。
【0069】
しかも,この条件で押し出されたストランドは,膨張したり暴れたりしないことにより,隣接するノズル孔43aを介して押し出されたストランドと融着し難いものと考えられ,その結果,塊状となることなく,個々独立したペレットを容易に得ることができるものとなっている。
【0070】
4.12ヒドロキシステアリン酸金属塩の付着
以上のようにして製造された複合ペレットに対しては,これを押出成形に使用する前に12ヒドロキシステアリン酸金属塩(以下,「12HOS−M」と略称する。)を所定量外周に付着させる処理を行う。
【0071】
この様な添加剤として使用する12HOS−Mの含有金属としては,カルシウム(Ca),亜鉛(Zn),マグネシウム(Mg),アルミニウム(Al),バリウム(Ba),リチウム(Li),ナトリウム(Na)が挙げられるが,これらのうちのいずれの金属を含有するものを使用しても良い。
【0072】
もっとも,これらの物質中,最も安価である点でカルシウム(Ca)を含む12ヒドロキシステアリン酸カルシウム(以下,「12HOS−Ca」と略称する。)の使用が好ましい。
【0073】
また,金属塩としてマグネシウム(Mg),亜鉛(Zn)を含むものは,工業的に一般的に使用されていることから比較的入手がし易いため,これらについても好適に使用することができる。
【0074】
なお,高級脂肪酸のうち,ステアリン酸金属塩,例えばステアリン酸カルシウム(以下,「st−Ca」と略称する。)は滑剤として公知であるが,本発明で使用する前述の12HOS−M(一例として12HOS−Ca)は,炭素鎖の12番目に『−OH』基を備えたものである点で,前述のステアリン酸金属塩(例えばst−Ca)とは異なる物質である。
【0075】
前述の複合ペレットと,12HOS−Mは,これを共に攪拌して,複合ペレットの各粒子表面に12HOS−Mを付着させる。
【0076】
複合ペレットに対する12HOS−Mの付着は,如何なる方法で行っても良く,その方法は特に限定されないが,本実施形態にあっては複合ペレットと12HOS−Mとを同一の容器内に投入して,この容器内で両者を攪拌することで複合ペレットの表面に12HOS−Mを付着させた。
【0077】
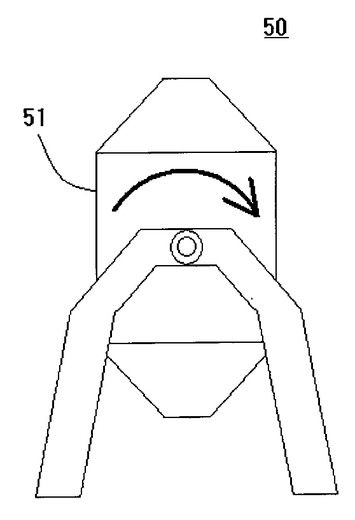
具体的には,本実施形態にあっては図3に示すタンブラーミキサ50に設けた密封容器51内に複合ペレットと12HOS−Mとを共に投入し,図中に矢印で示すように密封容器51を回転させることで,複合ペレットの表面に対して12HOS−Mを付着させた。
【0078】
複合ペレットに対する12HOS−Mの付着量は,複合ペレット100mass%に対し,12HOS−Mが0.03〜0.4mass%,好ましくは0.05〜0.3mass%の範囲であり,後掲の実験例に示すように,12HOS−Mの付着量が0.03mass%未満では明確な効果が顕れない一方,0.4mass%を越えて付着させても効果が頭打ちとなる。
【0079】
5.作用及び効果
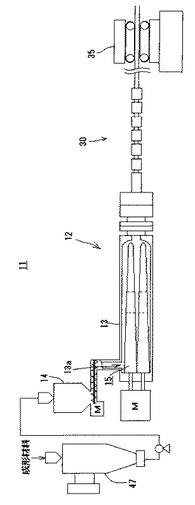
木質成形品の押出成形に使用される押出成形装置11は,一例として図4に示すように成形材料である複合ペレットを定量供給するフィーダ14と,このフィーダ14によって定量供給された複合ペレットを加熱しながら溶融,混練して溶融生地を押し出す押出機12と,押出機12によって押し出された押出生地を所定の形状に成形する成形ダイ30と,前記成形ダイ30で成形された成形品を引き取る引取機35を備えている。
【0080】
このうち,フィーダ14は,複合ペレットが投入されるホッパの下端に,スクリュコンベアを備えており,モータMによってスクリュコンベアのスクリュを回転させることにより,複合ペレットを押出機12に定量供給することができるように構成されている。
【0081】
しかし,このようなフィーダ14においてモータMの回転速度を一定に維持したとしても,複合ペレットの供給量にバラツキが生じる場合があり,特に,ペレットのサイズが変化する場合には,押出機12に対する複合ペレットの供給量が変化する。
【0082】
しかし,前述したように,添加剤として12HOS−Mを表面に付着させた複合ペレットにあっては,フィーダ14に設けたモータMの回転速度を変化させることなく,フィーダ14から押出機12に対する複合ペレットの供給を定量で安定的に行うことができた。
【0083】
ここで,押出機12に対する複合ペレットの供給量を見ると,12HOS−Mが表面に付着されていない複合ペレットでは,フィーダ14のモータMの回転速度を一定とした場合,ペレットの粒径が小さくなる程,供給量が増加し,一方,ペレットの粒径が大きくなるに従い,供給量が減少する。
【0084】
そのため,使用するペレットの粒径が変化すれば,押出機に対する供給量が変化して,安定した量でペレットを供給することができなくなる。
【0085】
これに対し,12HOS−Mを表面に付着させた本発明の複合ペレットを使用する場合には,使用する複合ペレットの粒径に関わりなく,ペレットの供給量が略一定となり,安定した供給量で押出機12に対する複合ペレットの供給を行うことができるものとなっていた。
【0086】
ここで,本発明において複合ペレットの表面に付着させた12HOS−Mが,単に「滑剤」としての作用のみを果たしているのであれば,ペレットの粒径が大きくても,小さくても,一様に複合ペレットの流動性を向上させて供給量を増大させる作用を発揮するという効果が予測される。
【0087】
しかし,後に試験例において詳述するように,12HOS−Mを表面に付着させた複合ペレットでは,粒径の大きなペレットに対しては供給量の増加という作用を発揮しているものの,粒径がある一定の大きさよりも小さくなると,このペレットに対しては供給量の減少という作用を発揮することが確認されており,その結果,フィーダ14側の設定を変更することなく,ペレットの粒径を変化させた場合であっても,質量において略一定量のペレットを押出機12に供給できるという,予測し得ない効果を得ることができるものとなっていた。
【0088】
また,後述するように,押出機12が溶融生地1kgを押し出すために必要となるエネルギ量を表す比エネルギ(Esp)による評価において,12HOS−Mを表面に付着させた複合ペレットにあっては,押出機12のスクリュ15に対する食い込み量も増大していることが確認された。
【0089】
このような効果が得られる原因は必ずしも明らかではないが,実施例で使用した12HOS−Caでは,潤滑剤として既知のst−Caとは異なり炭素鎖中に『−OH』基を有することが原因であると予測される。
【0090】
なお,以上のようにして得られた本発明の押出成形用複合ペレットは,例えば発泡剤と共に押出機12に供給して,押出発泡成形に使用するものとしても良い。
【実施例】
【0091】
以下に,本発明の複合ペレットの製造例を示すと共に,この製造試験例によって得られた複合ペレットを使用して,押出機に対する供給性,及び,押出機のスクリュにおける食い込み性の確認試験を行った結果を示す。
【0092】
1.複合ペレットの製造例
(1)原料の組成
下記の表1に示す組成の原料を使用して,12HOS−Mの付着対象とする複合ペレットを製造した。
【0093】
【表1】

【0094】
(2)複合ペレット(12HOS−M付着前)の製造装置
複合ペレットの製造装置の概要を,図1に示す。
【0095】
材料は,フィーダ41を介して図1中に示す導入部33において加熱されたシリンダ42a内に導入され,スクリュ42bによって混練されながら押出機42のシリンダ42a先端に設けられたダイノズル43より押し出される。
【0096】
押し出された溶融樹脂のストランドは,これに温水を噴霧し(温水シャワー),ホットカットし,得られたペレットを遠心分離機45にかけて脱水して回収した。
【0097】
上記と同様の方法により製造条件を変化させて,下記の表2に示すA〜Cの3種類の複合ペレットを得た。
【0098】
【表2】
【0099】
なお,上記の表において「押出量」とは,複合ペレットの製造に使用した押出機42(図1参照)の押出量である。
【0100】
また,上記の表2において,ペレットの『嵩密度』とは,得られたペレットを容量1リットルのメスシリンダー内に非加圧状態に充填し,このメスシリンダー内に充填されたペレットの総質量(g)を求め,「総質量(g)/1000(cm3)」として求めた値である。
【0101】
(3)12HOS−Caの付着
以上のようにして得られた4種類の複合ペレットを,図3を参照して説明したタンブラミキサ50(500kg用)の密封容器51内に300kg投入し,12HOS−Mとして,12ヒドロキシステアリン酸カルシウム(12HOS−Ca)を複合ペレットの質量100wt%に対し0.03〜0.4mass%となるよう添加して,20min-1の回転速度で20分間回転させて攪拌し,複合ペレットの表面に12HOS−Caを付着させた。
【0102】
2.定量供給性の確認試験
(1)試験方法概要
以上のようにして,12HOS−Caが付着された本発明の複合ペレット(実施例1〜8)と,比較例1〜8の複合ペレットをそれぞれ図4を参照して説明した押出成形装置11のフィーダ14に投入し,フィーダ14から押出機12に対して供給される複合ペレットの供給量を測定すると共に,比較・評価した。
【0103】
なお,このフィーダ14は,ホッパの下部に設けられたモータMによる搬送スクリュの回転によって,成形材料のペレットが所定量ずつ押出機12に供給できるようになっており,このモータの回転数を変更することで,押出機に対する複合ペレットの供給量を変更することができるように形成されている。
【0104】
(2)試料(複合ペレット)
上記定量供給性の確認試験に使用した複合ペレット(実施例1〜8,比較例1〜8)を下記の表3に示す。
【0105】
【表3】
【0106】
(3)供給量の測定結果
フィーダ14から押出機に対して供給された複合ペレットの供給量を測定した結果を,下記の表4に示す。
【0107】
【表4】
【0108】
また,上記表4に記載の結果中,ベースとしたペレットを共通とする実施例1と比較例1(図5),実施例5と比較例3(図6),実施例7と比較例6(図7),実施例8と比較例7(図8)の測定結果をグラフとしたものを図5〜8に示すと共に,実施例1,5,7,8及び比較例1,3,6,7のグラフを共通の紙面上に表示したものを図9に示す。
【0109】
(4)結果の考察
以上の測定結果より,実施例及び比較例のいずれの場合においても,フィーダ14に設けたモータMの回転速度を上昇させると,複合ペレットの供給量は直線的に上昇した。
【0110】
また,添加剤(12HOS−Ca)を添加していないペレット(比較例1,3,6,7)では,ペレットのサイズが大きくなる程,供給量が低下する傾向を示した。
【0111】
これに対し,添加剤(12HOS−Ca)を添加した例(一例として添加量が0.2mass%である実施例1,5,7,8)の例を比較すると,サイズの比較的大きいA,Bペレット(実施例1,実施例5)では,添加剤が無添加の場合(比較例1,3)に比較して供給量の上昇が見られる一方(図5,6参照),比較的ペレットのサイズが小さいCペレット(実施例7)では,これとは逆に,添加剤を添加していない例(比較例6)に比較してペレットの供給量の低下が確認され(図7参照),いずれのペレットを使用した場合にも,ペレットの供給量が略一定量となり,図9に示すようにグラフ上の比較的狭い範囲に集中していることが確認された。
【0112】
また,異なるサイズのペレット(A,Cペレット)を混合した例では,添加剤を添加していない場合(比較例7),同様に添加剤を添加していないAペレット単独の供給量(比較例1)とCペレット単独の供給量(比較例7)の平均値よりも供給量が少なくなっており,供給性の悪い,サイズの大きなペレットの影響を大きく受けるものとなっている。
【0113】
これに対し,異なるサイズのペレット(A,Cペレット)を混合した場合であっても,添加剤として12HOS−Caを添加した場合(実施例8)には,他の実施例における供給量との差が殆ど無く,安定した量でペレットの供給を行うことができるものとなっていることが確認された。
【0114】
以上の結果から,添加剤として12HOS−Caを添加して,ペレットの外周に付着させることにより,ペレットのサイズ等に変化が生じた場合であっても,略一定量のペレットを押出機に対して供給できるものとなっており,添加剤として12HOS−Caを添加することが,ペレットの安定供給,従って品質の均一な木質成形品の製造に極めて有効であることが確認された。
【0115】
3.押出機のスクリュに対する導入性(食い込み性)の確認
(1)評価方法
図4を参照して説明した押出成形装置において,押出機の導入部においてスクリュの歯溝間に対するペレットの導入(食い込み)が良好に行われ,ペレットが円滑に溶融して流動する場合,押出機のスクリュを駆動するモータの動力が低下し,単位量(例えば1kg)の溶融樹脂を吐出するために必要となるエネルギ量(比エネルギ)が減少する。
【0116】
従って,スクリュに対するペレットの食い込み性の良し悪しは,前述の比エネルギの変化を測定することによって把握することができる。
【0117】
上記の前提の下,押出機の吐出量と,押出機のスクリュを駆動するモータの動力を測定して以下に定義する比エネルギー(Esp)を求め,実施例及び比較例のペレットを使用した場合における上記比エネルギの変化を比較することで,本願の複合ペレットにおけるスクリュに対する食い込み性を評価した。
ここで,比エネルギー(Esp)は,
Esp = KW/Q(kwh/kg)
KW:モータの駆動に要したエネルギ(kw)
Q:溶融樹脂の押出量(kg/Hr)
である。
【0118】
なお,測定に際し,図4に示す押出成形装置に設けたフィーダ14におけるモータMの回転速度を30min-1で一定とした。
【0119】
(2)測定結果
前述した比エネルギー(Esp)の測定結果を下記の表5に示す。
【0120】
【表5】
【0121】
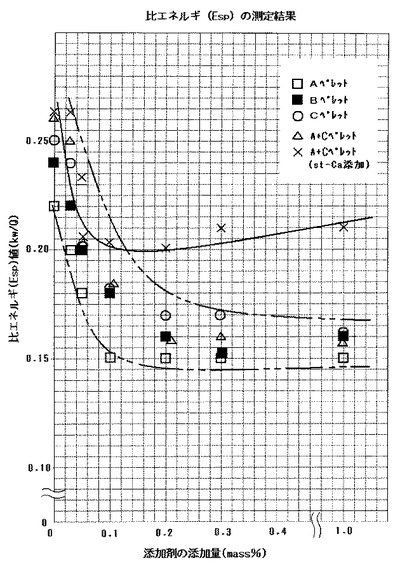
また,表5に示した測定結果をグラフにしたものを図10に示す。
【0122】
(3)結果の考察
以上の結果から,添加剤を添加していない場合に比較して,12HOS−Caを添加した例では,比エネルギ(Esp)の低下が確認されており,この比エネルギ(Esp)の低下は,添加量が0.03mass%程度の12HOS−Caの添加によって現れ始めることが確認された。
【0123】
一方,添加剤として既知のst−Caを添加した例では,0.03mass%の添加では比エネルギ(Esp)の低下が見られず,また,添加量を増加しても大幅な比エネルギの低下は見られず,12HOS−Caの添加が,比エネルギ(Esp),従って,ペレットの食い込み量の増大に極めて有効であることが確認された。
【0124】
また,前述した供給量の測定結果(表4参照)では,比較的サイズの小さいCペレットを使用した場合には押出機に対する供給量は僅かに低下する結果となっていたが,このように12HOS−Caの添加によって押出機の導入部13aに対するペレットの供給量は低下しているのも拘わらず,比エネルギ(Esp)の低下が確認されていることを考慮すれば,12HOS−Caの添加は,ペレットの供給量の低下を補って余りある程の食い込み性の向上を発揮するものであることが判る。
【0125】
なお,図10のグラフより明らかなように,12HOS−Caの添加量を増大させていった場合であっても,0.3mass%を越えたあたりから比エネルギ(Esp)の大きな低下が見られなくなり,0.4mass%を越えると,比エネルギ(Esp)は略下げ止まりの状態となる。
【0126】
以上の結果から,ペレットの食い込み性の向上に,本願所定の数値範囲である0.03〜0.4mass%の12HOS−Caの添加が有効であることが確認でき,このような添加剤の添加によって,押出機内における円滑なペレットの食い込みと溶融が行われていることが確認できた。
【0127】
また,このような比エネルギ(Esp)の低下は,木質成形品の製造を,スク内エネルギによって行うことができることを示すものであり,本願所定の数値範囲内における12HOS−Caの添加が,木質成形品の製造の省エネルギ化にも貢献するものであることが確認された。
【符号の説明】
【0128】
11 押出成形装置
12 (スクリュ式)押出機
13 シリンダ
13a 導入部
14 フィーダ
15 スクリュ(押出機12の)
30 成形ダイ
33 導入部
35 引取機
40 複合ペレット製造装置
41 フィーダ
42 押出機
42a シリンダ
42b スクリュ
43 ダイノズル
43a ノズル孔
44 カッタ
44a カッタ刃
45 遠心分離機
50 タンブラミキサ
51 密封容器
【技術分野】
【0001】
本発明は,木粉を多量に含む熱可塑性樹脂を成形して得られる木質成形品の押出成形に使用するペレット及びその前処理方法に関し,木質成形品の成形に必要な熱可塑性樹脂,木粉,及び必要に応じて添加されるその他の副資材を予め溶融混練して複合化すると共に造粒して得たペレット(本明細書において,このような複数種類の原料を複合して得たペレットを「複合ペレット」という。)であって,押出機に対する安定供給性と押出機に対する導入性(押出機のスクリュに対する食い込み性)が改善された押出成形用複合ペレット,及び押出成形用複合ペレットに前記特性を付与するための処理方法に関する。
【背景技術】
【0002】
熱可塑性樹脂と木粉,及び必要に応じて添加されるその他の副資材を共に溶融混練して得た成形生地を所望の形状に押出成形して得られる木質成形品は,木材の風合いを持ちつつも,腐敗し難い等といった樹脂成形体としての特性をも併せ持つことから,例えば板材等として加工することにより屋外に設置されるウッドデッキ用の建築材料等として広く使用されている。
【0003】
このような木質成形品の製造において,熱可塑性樹脂や木粉,その他の副資材を,木質成形品を製造するための押出成形装置に設けられた押出機のシリンダ内に直接投入して押出成形を行おうとしても,木粉に含まれる木酸や水分によって押出機のシリンダ内で多量のガスが発生してしまい,適切に押出成形を行うことができない。
【0004】
また,仮にこのようなガスの発生が無かったとしても,熱可塑性樹脂や木粉,その他の副資材を均一な分散状態となる迄溶融,混練しようとすれば,使用する押出機として大型のものが必要となる。
【0005】
そのため,木質成形品を製造する際には,押出機に直接原料を投入することなく,事前に原料を前練りして複合化しておくと共に,複合化された原料を造粒してペレット化した「複合ペレット」を製造しておき,このようにして得られた複合ペレットを木質成形品の押出成形の際の成形材料として使用することが一般的に行われている。
【0006】
このような複合ペレットを製造する方法の一例として,ヘンシェルミキサによる攪拌の際の発熱を利用して木粉の乾燥と木酸ガスの揮発を行うと共に各原料を溶融・混練して混練材料を得,この混練材料をクーリングミキサによって冷却しながら攪拌して所定粒径の造粒物とした後,カッタミルによって更に細かく破砕して木質成形品の押出成形に使用する複合ペレットをバッチ式で製造する方法が提案されている(特許文献1参照)。
【0007】
また別の方法としては,前述したようなバッチ式の製造方法では生産性が悪いことに鑑み,押出機により押し出された混練材料をダイに導入してシート状乃至はストランド(丸紐)状に押し出し,押し出されたシート状乃至はストランド状の混練材料を切断することによりチップ状乃至はペレット状の押出成形材料を製造する方法も提案されている。
【0008】
そして,このような押出機による押出成形材料の製造では,木粉に含まれる木酸や水分に基づき押出機のシリンダ内で多量のガスが発生することから,押出機のシリンダにベント孔を設け,このベント孔を介してシリンダ内で発生したガスを吸引する等して押出機による前練りを可能とすることが提案されている(特許文献2〜5)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平 7−266313号公報
【特許文献2】特開平10−166355号公報
【特許文献3】特開2001−62901号公報
【特許文献4】特開2001−129870号公報
【特許文献5】特開2002−326219号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
以上のように木質成形品の製造に際しては,原料を均質に溶融混練する前練りと,前練りされた溶融材料をペレット化する造粒が行われており,このようにして前練りされて得た複合ペレットを木質成形品を製造する際の成形材料として使用することで,得られる木質成形品において構成成分の偏在等に基づく成形不良等の発生を防止している。
【0011】
しかし,このように木粉等を多量に含む複合ペレットにあっては,摩擦抵抗が大きく,押出機に対して複合ペレットを安定した量で供給することが難しいと共に,押出機内に入った後にスクリュの歯溝等に対する導入性(所謂「食い込み性」)が悪く,食い込み量のバラツキは溶融樹脂の押出量をも変化させることとなるために,得られる木質成形品の品質にもバラツキが生じ易いものとなっている。
【0012】
特に,前述した複合ペレットの粒径を安定して均一に製造することが難しい一方,複合ペレットの粒径の変化は,押出機に対する複合ペレットの供給量や,前述したスクリュに対する食い込み性に大きく影響し,使用する複合ペレットの粒径が変化した場合には,押出機に対して複合ペレットを供給するフィーダの設定や,押出機のスクリュを回転させるモータの設定変更が必要となる等,煩雑な調整作業が必要となる。
【0013】
そこで本発明は,上記従来技術における欠点を解消するために成されたものであり,熱可塑性樹脂と木粉とを主原料とする複合ペレットにおいて,複合ペレットの粒径等が変化した場合であっても,フィーダの設定を変更することなしに押出機に対して安定した量でペレットの供給を行うことができると共に,スクリュに対する食込性の良い押出成形用の複合ペレット,及び前記特性を備えた押出成形用複合ペレットの前処理方法を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記課題を解決するために,本発明の押出成形用複合ペレットは,木質成形品の押出成形に使用するペレットにおいて,熱可塑性樹脂と木粉を主成分とし,外周に,添加剤として12ヒドロキシステアリン酸金属塩が付着していることを特徴とする(請求項1)。
【0015】
前記構成の複合ペレットにおいて,前記12ヒドロキシステアリン酸金属塩は,ペレット100mass%に対し0.03〜0.4mass%,好ましくは0.05〜0.3mass%の割合で付着させる(請求項2)。
【0016】
更に,前記12ヒドロキシステアリン酸金属塩に含まれる金属としては,カルシウム(Ca),マグネシウム(Mg),亜鉛(Zn),アルミニウム(Al),リチウム(Li),ナトリウム(Na),及びバリウム(Ba)等があるが,これらのいずれを含むものを使用しても良く,好ましくは,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)のいずれか1種の金属を含むものを使用する(請求項3)。
【0017】
なお,前記複合ペレットにおいて,前記木粉と熱可塑性樹脂の配合比は,木粉30〜70mass%に対し,熱可塑性樹脂が30〜70mass%とすることができる(請求項4)。
【0018】
また,複合ペレットの主原料である前記熱可塑性樹脂としては,ポリプロピレン,ポリエチレン,又はポリプロピレンとポリエチレンの混合樹脂を好適に使用することができる(請求項5)。
【0019】
また,本発明の押出成形用複合ペレットの前処理方法は,熱可塑性樹脂と木粉を主成分とする押出成形用のペレットを,12ヒドロキシステアリン酸金属塩と共に攪拌して,前記ペレットの表面に前記12ヒドロキシステアリン酸金属塩を付着させることを特徴とする(請求項6)。
【0020】
このときの前記複合ペレット100mass%に対する前記12ヒドロキシステアリン酸金属塩の好ましい付着量は0.03〜0.4mass%,より好ましくは0.05〜0.3mass%である(請求項7)。
【発明の効果】
【0021】
以上説明した本発明の構成により,本発明の押出成形用複合ペレットによれば,使用する複合ペレットの粒径が変化した場合等であっても,供給フィーダの調整や,押出機の調整等を行うことなしに,押出機に対する複合ペレットの供給量を一定にすることができると共に,スクリュに対する食い込み性を向上させることができた。
【0022】
その結果,木質成形品の押出成形を行う前処理として行われた複合ペレットの製造工程において,何らかの原因により製造された複合ペレットの質,特にサイズに不均一性が生じた場合であっても,押出機による溶融樹脂の吐出を安定した状態で円滑に行うことができ,その結果,得られる木質成形体の品質を均一,且つ安定したものとすることができた。
【0023】
また,スクリュに対してペレットの食い込み性が向上することにより,同一質量の溶融樹脂の押し出しに必要なエネルギを減少させることができ,木質成形体の製造をより少ないエネルギで行うことができた。
【図面の簡単な説明】
【0024】
【図1】複合ペレット製造装置の概略説明図。
【図2】ストランドの切断の様子を示した説明図。
【図3】タンブラの概略説明図。
【図4】本発明の複合ペレットの特性確認試験に使用した押出成形装置の概略説明図。
【図5】添加剤(12HOS-Ca)によるペレット供給量の変化(Aペレット:実施例1−比較例1)を示したグラフ。
【図6】添加剤(12HOS-Ca)によるペレット供給量の変化(Bペレット:実施例5−比較例3)を示したグラフ。
【図7】添加剤(12HOS-Ca)によるペレット供給量の変化(Cペレット:実施例7−比較例6)を示したグラフ。
【図8】添加剤(12HOS-Ca)によるペレット供給量の変化(A+Cペレット:実施例8−比較例7)を示したグラフ。
【図9】添加剤(12HOS-Ca)によるペレット供給量の変化(実施例1,5,7,8及び比較例1,3,6,7)を示したグラフ。
【図10】添加剤の添加量の変化と比エネルギ(Esp)の変化との関係を示したグラフ。
【発明を実施するための形態】
【0025】
次に,本発明の実施形態につき添付図面を参照しながら説明する。
【0026】
1.原料
後述する12ヒドロキシステアリン酸金属塩の付着を行う複合ペレットは,熱可塑性樹脂と木粉とを主原料とし,これに必要に応じてタルク,炭酸カルシウム,その他の無機フィラーや,強化剤,着色剤,酸化防止剤等の副資材を添加して製造されたものである。
【0027】
(1)熱可塑性樹脂
本発明の複合ペレットの主原料の一つである熱可塑性樹脂としては,各種の熱可塑性樹脂を使用可能であるが,好ましくはポリプロピレン(PP),ポリエチレン(PE)等のポリオレフィン樹脂,及び前記ポリオレフィン樹脂を主成分とする樹脂(以下,ポリオレフィン樹脂及びポリオレフィン樹脂を主成分とする樹脂を総称して「ポリオレフィン系樹脂」という。)を好適に使用することができ,例えば前掲のポリプロピレン(PP)とポリエチレン(PE)の混合樹脂を使用することもできる。
【0028】
また,これらの熱可塑性樹脂は,そのうちの一種を単独で使用しても良く,又は複数種類を混合して使用することも可能であり,例えば複数種の熱可塑性樹脂が混在した状態で回収された廃棄プラスチック等を原料として使用することも可能である。
【0029】
ここで,ポリプロピレン(PP)の種類としては,ホモポリマー,ランダムコポリマー,ブロックコポリマーが挙げられるが,本発明においてはこれらのいずれのポリプロピレン共に使用可能であり,また,例えば容器リサイクル法(所謂「容リ法」)に従って回収されたポリプロピレンや,各種ポリプロピレンが混在したもの等,いずれであっても使用可能である。
【0030】
本発明で使用する熱可塑性樹脂は,好ましくはMI(メルトインデックス)が0.5〜10(g/10min)の範囲にあるものを使用することが好ましく,例えばMIの異なる複数の熱可塑性樹脂を混合して,上記数値範囲内となるMIの樹脂を得るものとしても良い。
【0031】
(2)木粉
成形材料の主成分の他方である木粉は,一般に市販されている各種の木粉の他,例えば未使用の木材,使用済みの建築廃材,木材加工の際に発生したオガ屑等の廃材等をクラッシャ,カッタ,ミルを使用して破砕する等して得ても良い。
【0032】
使用する木材の品種は特に限定されず,複数の品種の木材が混在していても構造上は問題が無いが,最終的に得られる木質成形体の仕上がりを考慮すれば,ある程度色目の揃ったものを使用することが好ましい。
【0033】
使用する木粉は,粒径1,000μm以下のものであれば各種のものを使用することができ,好ましくは粒径150〜200μmのものを使用する。
【0034】
木粉は,熱可塑性樹脂との馴染みの向上や加熱混練時における水蒸気の発生防止等の観点から,他原料との配合前に乾燥されていることが好ましく,好ましくは含有水分量が1mass%以下に乾燥されているものを使用する。
【0035】
この木粉と,前述の熱可塑性樹脂との好ましい配合比は,木粉/熱可塑性樹脂で,30〜70mass%/70〜30mass%である。
【0036】
(3)その他の原料
本発明の成形材料の原料としては,前述の木粉,熱可塑性樹脂の他,タルクや炭酸カルシウム等の無機フィラー,着色用の顔料,強化剤,酸化防止剤等を添加することができる。
【0037】
前述のタルクは,最終的に得られる木質合成板等の木質成形品の強度を向上するために添加するものであり,成形材料の全質量に対し,5〜25mass%添加することができ,この量に対してタルクの添加量が少ないと強度の向上が得られず,また,逆に添加量が多すぎると脆さが出てかえって強度が低下する。
【0038】
添加するタルクの粒径としては,比較的広範囲のものを使用することができ,好ましくは,平均粒径3〜50μm程度のものを使用する。
【0039】
顔料は,最終的に得られる木質合成板に着色を行うために添加するものであり,最終製品で得ようとする色に対応して,各種の顔料を各種の配合で添加することができる。
【0040】
一例としてブラウン系の着色を施すために酸化鉄系の顔料を使用した本実施形態にあっては,顔料を成形材料の全体に対し3mass%程度添加した。
【0041】
更に,添加材料として強化剤を添加することも可能であり,前述したように,主原料たる熱可塑性樹脂としてポリプロピレンを使用した本実施形態にあっては,この強化剤としてマレイン酸変性ポリプロピレンを添加して,木粉と樹脂間の結合性を向上させている。
【0042】
この強化剤は,添加量が少なすぎると効果がない一方,多く入れれば入れる程効果は増大するもののコストが嵩むため,得られる成形材料の全体に対し一例として0.3〜2.0mass%程度の添加が好ましい。
【0043】
2.複合ペレットの製造
複合ペレットの製造は,既知の各種のペレット製造装置を使用して行うことができ,ペレットを製造することができればその製造方法は特に限定されず,例えば従来技術として記載したように,原料を共に押出機に投入して溶融混練しながら押出機のバレル先端に取り付けたノズル状のダイより丸紐状のストランドを押し出し,このストランドを所定長さ毎に切断して複合ペレットを得ても良く,又は,既知のヘンシェルミキサ等を使用して予練りした混練材料を所定サイズの粒径となるように破砕する等してバッチ式でペレットを得ても良く,更には,予練りが完了した混練材料が硬化する前に,攪拌により所定の粒径に造粒することで複合ペレットを得るものとしても良い。
【0044】
一例として本実施形態にあっては,図1に示す複合ペレット製造装置40を使用して複合ペレットの製造を行った。
【0045】
図1に示す複合ペレット製造装置40は,熱可塑性樹脂(PP),木粉,タルク,顔料,強化剤,ワックス等の原料をロスインウエイト方式等によって定量供給するフィーダ41と,前記フィーダ41によって定量供給された原料を加熱しながら溶融混練して押し出すスクリュ式の押出機42を備え,この押出機42のシリンダ42a先端に多数の小孔(ノズル孔43a)が形成されたダイノズル43を取り付け,このダイノズル43のノズル孔43aを介して溶融材料のストランドを熱水中に押し出すと共に,このストランドを回転するカッタ44のカッタ刃44aで所定の長さ(一例として2〜5mm)毎に切断する,水中(アンダーウォーター)ホットカット法によって複合ペレットを製造するものである。
【0046】
本実施形態にあっては,図1及び図2に示すように円柱状のダイノズル43の端面の周縁部に複数のノズル孔43aを配列し,このダイノズル43の端面と摺接して回転するカッタ刃44aを所定の速度で回転させることで,所定の速度で押し出される溶融材料のストランドを略一定の長さにカットできるようにした。
【0047】
すなわち,この構成では,ストランドの押出速度が一定の場合にはカッタ44の回転速度を変化させることにより,また,カッタ44の回転速度が一定である場合にはストランドの押出速度の変化により,更には,ストランドの押出速度とカッタ44の回転速度の双方を変化させることにより,得られるペレットの長さを変化させることができるものとなっている。
【0048】
この押出機42としては,既知の各種のものを使用することができ,一軸押出機を使用することもできるが,好ましくは二軸押出機を使用する。
【0049】
二軸押出機は,ネジ山とネジ溝とが互いに噛み合って回転する2本のスクリュ42bを有する押出機で,本実施形態にあっては2本のスクリュ42bが同方向に回転し,材料にせん断力を与えることで発熱を促し樹脂を溶融させる作用を有するものを使用しているが,2本のスクリュが異方向に回転する二軸押出機を使用するものとしても良い。
【0050】
押出機42により溶融混練された溶融材料は,好ましくは前述のダイノズル43のノズル孔43aに,170℃〜250℃,好ましくは200℃〜230℃の温度で導入できるように,前記押出機42のシリンダ42aの温度を制御する。
【0051】
ここで,前記温度は,溶融材料の温度で,一方,押出機のシリンダの設定温度はこの溶融材料の温度とは異なる。溶融材料はシリンダ42aのヒーターから受ける熱以外にスクリュ42bから受ける外力によりせん断発熱を起こすため,溶融材料の温度は図1中に示したシリンダの設定温度より高くなる。
【0052】
以上のようにして得られた複合ペレットは,遠心分離機45によって脱水した後に回収され,木質成形品の押出成形に使用する成形材料としての複合ペレットが得られる。
【0053】
3.複合ペレットの製造条件
以上のように構成された複合ペレット製造装置40において,ダイノズル43に設けた個々のノズル孔43a内を溶融樹脂が1秒間にどれだけの距離を移動するかを表した線速度υdが,12〜50cm/sec,より好ましくは16〜45cm/secの範囲となるように押出機の押出量(Q),各ノズル孔の直径(D)及び前記ノズル孔の数(n)を調整する。
【0054】
ここで,
Q = 押出機の押出量(kg/Hr)
D = 各ノズル孔の直径(mm)
n = ノズルの孔の数
ρm = 溶融樹脂の密度(g/cm3)
とすると,
押出機の1秒間の押出量(g/sec)は,
Q×1000/3600
ノズル孔の幅方向の断面積(cm2)は,
(D/20)2π
よって,個数nのノズル孔の幅方向の断面積の総和は,
(D/20)2π・n
となる。
以上より,前述の線速度υdは,
υd(cm/sec) = (Q×1000/3600)/〔(D/20)2π・ρm・n〕
≒ 35.4Q/D2ρm・n
となる。
【0055】
一例として,複合ペレット製造装置40を構成する押出機42として,1時間当たりの押出量Qが400kg/Hrの押出機を採用したと仮定し,溶融材料の嵩密度ρmが,1.15(g/cm3)であったと仮定する。この場合において,ダイノズル43として各ノズル孔43aの直径Dが4.0mmのものを使用すると,
υd = (Q×1000/3600)/〔(D/20)2π・ρm・n〕≒ 35.4Q/D2ρm・nより,
υd=(35.4×400)/(42×1.15×n)=14160/18.4n
よって,12≦ υd ≦50のυdに14160/18.4nを代入すると,
12≦ 14160/18.4n ≦50
【0056】
従って,上記の条件では,ノズル孔43aの個数nを16個〜64個の範囲とすることにより,本願所定の線速度υdの条件を満たした複合ペレットの製造を行うことができることになる。
【0057】
ここで,ノズル孔43a内を通過する溶融材料の線速度υdが,前述の12〜50cm/secを下回る速度(υd<12)である場合,この溶融材料の流れによる木粉の配向作用は小さい。
【0058】
また,このような低い流速でストランドの押出を行う場合には,ノズル孔43aを通過した後の溶融樹脂は,バラス効果によって膨張する。
【0059】
そのため,前述したように木粉の配向作用が小さいことと,バラス効果による体積膨張によって,ストランド内の木粉はランダムにバラバラな方向を向いており,所定の配向を持っていない。
【0060】
一方,溶融材料の流速を示すυdが,本願所定の範囲である12〜50cm/secを上回る速度である場合(υd>50)には,ノズル孔43a内を通過する際に溶融材料中の木粉は,溶融材料の流動方向に繊維長方向を向けた配向となる。
【0061】
また,ノズル孔43aを通過した溶融材料がバラス効果により膨張することが抑制される。
【0062】
しかし,このような速い流速で溶融材料のストランドを押し出す場合,図2に示すようにノズル孔43aを通過した溶融材料は,ノズル孔43aの出口付近の僅かな変化,例えばダイノズルの製造時に不可避的に生じたノズル孔43a出口の僅かな傷や凹凸等の影響を受けてその流れが変化し,その結果,ストランドがカールやループを形成する等して押出後に暴れ,隣接乃至は比較的近い範囲に設けられたノズル孔43aを介して押し出されたストランドと接触して融着し易いものとなる。
【0063】
これに対し,ノズル孔43a内における溶融樹脂の流れる速度であるυdが,本願所定の範囲内(12≦υd≦50)にある場合には,溶融材料中の木粉は溶融材料の流れ方向に配向すると共に,この速度ではノズル孔43aを通過した溶融材料がバラス効果によって膨張することを抑制でき,押し出されたストランドの直径が,ノズル孔43aの直径D以下の大きさとなる。
【0064】
しかも,本願所定のυdの範囲では,ノズル孔43aを通過したストランドが,ノズルダイ43の製造時にノズル孔43aの出口付近に不可避的に生じた僅かな傷や凹凸等に影響されて暴れることがなく,前述したように溶融樹脂の流動方向を長さ方向として配向された木粉によって,腰が強くなったストランドは,ノズル孔の延長方向に押し出され易いものとなっている。
【0065】
以上のように,線速度υdの相違により,υdが12〜50cm/secの数値範囲を下回る場合には,木粉の配向が揃っていないために,カット時の剪断力が均一に加わらずに,ストランドが変形することによると考えられる原因で不均一な形状のペレットとなり易いだけでなく,ストランドは膨張によって体積が増大して,隣接するストランドとの距離が狭まっていることから,カッティング時に隣接するストランドと融着し易く,その結果,複数個のペレットが融着して塊となる可能性がある。
【0066】
υdが12〜50cm/secの数値範囲を上回る例では,押し出されたストランド中において木粉は所定の配向を有するものの,前述したようにノズル孔より押し出されたストランドがカールする等して暴れるために,これをカッティングして形成されたペレットの形状にもバラツキが生じることがある。
【0067】
また,前述したようにノズル孔より押し出されたストランドが暴れることにより,隣接するストランド同士が融着し易く,その結果,カッティングによって得られたペレットも複数のペレットが塊状に融着することになる。
【0068】
これに対し,υdを本願所定の12〜50cm/secの範囲とした例では,木粉の配向によってストランドの腰が強くなることで,ノズル孔を出たストランドがバラス効果によって膨張することが抑制されており,また,木粉の配向が揃っていることにより,カッティングの際にストランドを綺麗に切断することができ,形状の揃ったペレットを得やすいものとなっている。
【0069】
しかも,この条件で押し出されたストランドは,膨張したり暴れたりしないことにより,隣接するノズル孔43aを介して押し出されたストランドと融着し難いものと考えられ,その結果,塊状となることなく,個々独立したペレットを容易に得ることができるものとなっている。
【0070】
4.12ヒドロキシステアリン酸金属塩の付着
以上のようにして製造された複合ペレットに対しては,これを押出成形に使用する前に12ヒドロキシステアリン酸金属塩(以下,「12HOS−M」と略称する。)を所定量外周に付着させる処理を行う。
【0071】
この様な添加剤として使用する12HOS−Mの含有金属としては,カルシウム(Ca),亜鉛(Zn),マグネシウム(Mg),アルミニウム(Al),バリウム(Ba),リチウム(Li),ナトリウム(Na)が挙げられるが,これらのうちのいずれの金属を含有するものを使用しても良い。
【0072】
もっとも,これらの物質中,最も安価である点でカルシウム(Ca)を含む12ヒドロキシステアリン酸カルシウム(以下,「12HOS−Ca」と略称する。)の使用が好ましい。
【0073】
また,金属塩としてマグネシウム(Mg),亜鉛(Zn)を含むものは,工業的に一般的に使用されていることから比較的入手がし易いため,これらについても好適に使用することができる。
【0074】
なお,高級脂肪酸のうち,ステアリン酸金属塩,例えばステアリン酸カルシウム(以下,「st−Ca」と略称する。)は滑剤として公知であるが,本発明で使用する前述の12HOS−M(一例として12HOS−Ca)は,炭素鎖の12番目に『−OH』基を備えたものである点で,前述のステアリン酸金属塩(例えばst−Ca)とは異なる物質である。
【0075】
前述の複合ペレットと,12HOS−Mは,これを共に攪拌して,複合ペレットの各粒子表面に12HOS−Mを付着させる。
【0076】
複合ペレットに対する12HOS−Mの付着は,如何なる方法で行っても良く,その方法は特に限定されないが,本実施形態にあっては複合ペレットと12HOS−Mとを同一の容器内に投入して,この容器内で両者を攪拌することで複合ペレットの表面に12HOS−Mを付着させた。
【0077】
具体的には,本実施形態にあっては図3に示すタンブラーミキサ50に設けた密封容器51内に複合ペレットと12HOS−Mとを共に投入し,図中に矢印で示すように密封容器51を回転させることで,複合ペレットの表面に対して12HOS−Mを付着させた。
【0078】
複合ペレットに対する12HOS−Mの付着量は,複合ペレット100mass%に対し,12HOS−Mが0.03〜0.4mass%,好ましくは0.05〜0.3mass%の範囲であり,後掲の実験例に示すように,12HOS−Mの付着量が0.03mass%未満では明確な効果が顕れない一方,0.4mass%を越えて付着させても効果が頭打ちとなる。
【0079】
5.作用及び効果
木質成形品の押出成形に使用される押出成形装置11は,一例として図4に示すように成形材料である複合ペレットを定量供給するフィーダ14と,このフィーダ14によって定量供給された複合ペレットを加熱しながら溶融,混練して溶融生地を押し出す押出機12と,押出機12によって押し出された押出生地を所定の形状に成形する成形ダイ30と,前記成形ダイ30で成形された成形品を引き取る引取機35を備えている。
【0080】
このうち,フィーダ14は,複合ペレットが投入されるホッパの下端に,スクリュコンベアを備えており,モータMによってスクリュコンベアのスクリュを回転させることにより,複合ペレットを押出機12に定量供給することができるように構成されている。
【0081】
しかし,このようなフィーダ14においてモータMの回転速度を一定に維持したとしても,複合ペレットの供給量にバラツキが生じる場合があり,特に,ペレットのサイズが変化する場合には,押出機12に対する複合ペレットの供給量が変化する。
【0082】
しかし,前述したように,添加剤として12HOS−Mを表面に付着させた複合ペレットにあっては,フィーダ14に設けたモータMの回転速度を変化させることなく,フィーダ14から押出機12に対する複合ペレットの供給を定量で安定的に行うことができた。
【0083】
ここで,押出機12に対する複合ペレットの供給量を見ると,12HOS−Mが表面に付着されていない複合ペレットでは,フィーダ14のモータMの回転速度を一定とした場合,ペレットの粒径が小さくなる程,供給量が増加し,一方,ペレットの粒径が大きくなるに従い,供給量が減少する。
【0084】
そのため,使用するペレットの粒径が変化すれば,押出機に対する供給量が変化して,安定した量でペレットを供給することができなくなる。
【0085】
これに対し,12HOS−Mを表面に付着させた本発明の複合ペレットを使用する場合には,使用する複合ペレットの粒径に関わりなく,ペレットの供給量が略一定となり,安定した供給量で押出機12に対する複合ペレットの供給を行うことができるものとなっていた。
【0086】
ここで,本発明において複合ペレットの表面に付着させた12HOS−Mが,単に「滑剤」としての作用のみを果たしているのであれば,ペレットの粒径が大きくても,小さくても,一様に複合ペレットの流動性を向上させて供給量を増大させる作用を発揮するという効果が予測される。
【0087】
しかし,後に試験例において詳述するように,12HOS−Mを表面に付着させた複合ペレットでは,粒径の大きなペレットに対しては供給量の増加という作用を発揮しているものの,粒径がある一定の大きさよりも小さくなると,このペレットに対しては供給量の減少という作用を発揮することが確認されており,その結果,フィーダ14側の設定を変更することなく,ペレットの粒径を変化させた場合であっても,質量において略一定量のペレットを押出機12に供給できるという,予測し得ない効果を得ることができるものとなっていた。
【0088】
また,後述するように,押出機12が溶融生地1kgを押し出すために必要となるエネルギ量を表す比エネルギ(Esp)による評価において,12HOS−Mを表面に付着させた複合ペレットにあっては,押出機12のスクリュ15に対する食い込み量も増大していることが確認された。
【0089】
このような効果が得られる原因は必ずしも明らかではないが,実施例で使用した12HOS−Caでは,潤滑剤として既知のst−Caとは異なり炭素鎖中に『−OH』基を有することが原因であると予測される。
【0090】
なお,以上のようにして得られた本発明の押出成形用複合ペレットは,例えば発泡剤と共に押出機12に供給して,押出発泡成形に使用するものとしても良い。
【実施例】
【0091】
以下に,本発明の複合ペレットの製造例を示すと共に,この製造試験例によって得られた複合ペレットを使用して,押出機に対する供給性,及び,押出機のスクリュにおける食い込み性の確認試験を行った結果を示す。
【0092】
1.複合ペレットの製造例
(1)原料の組成
下記の表1に示す組成の原料を使用して,12HOS−Mの付着対象とする複合ペレットを製造した。
【0093】
【表1】
【0094】
(2)複合ペレット(12HOS−M付着前)の製造装置
複合ペレットの製造装置の概要を,図1に示す。
【0095】
材料は,フィーダ41を介して図1中に示す導入部33において加熱されたシリンダ42a内に導入され,スクリュ42bによって混練されながら押出機42のシリンダ42a先端に設けられたダイノズル43より押し出される。
【0096】
押し出された溶融樹脂のストランドは,これに温水を噴霧し(温水シャワー),ホットカットし,得られたペレットを遠心分離機45にかけて脱水して回収した。
【0097】
上記と同様の方法により製造条件を変化させて,下記の表2に示すA〜Cの3種類の複合ペレットを得た。
【0098】
【表2】
【0099】
なお,上記の表において「押出量」とは,複合ペレットの製造に使用した押出機42(図1参照)の押出量である。
【0100】
また,上記の表2において,ペレットの『嵩密度』とは,得られたペレットを容量1リットルのメスシリンダー内に非加圧状態に充填し,このメスシリンダー内に充填されたペレットの総質量(g)を求め,「総質量(g)/1000(cm3)」として求めた値である。
【0101】
(3)12HOS−Caの付着
以上のようにして得られた4種類の複合ペレットを,図3を参照して説明したタンブラミキサ50(500kg用)の密封容器51内に300kg投入し,12HOS−Mとして,12ヒドロキシステアリン酸カルシウム(12HOS−Ca)を複合ペレットの質量100wt%に対し0.03〜0.4mass%となるよう添加して,20min-1の回転速度で20分間回転させて攪拌し,複合ペレットの表面に12HOS−Caを付着させた。
【0102】
2.定量供給性の確認試験
(1)試験方法概要
以上のようにして,12HOS−Caが付着された本発明の複合ペレット(実施例1〜8)と,比較例1〜8の複合ペレットをそれぞれ図4を参照して説明した押出成形装置11のフィーダ14に投入し,フィーダ14から押出機12に対して供給される複合ペレットの供給量を測定すると共に,比較・評価した。
【0103】
なお,このフィーダ14は,ホッパの下部に設けられたモータMによる搬送スクリュの回転によって,成形材料のペレットが所定量ずつ押出機12に供給できるようになっており,このモータの回転数を変更することで,押出機に対する複合ペレットの供給量を変更することができるように形成されている。
【0104】
(2)試料(複合ペレット)
上記定量供給性の確認試験に使用した複合ペレット(実施例1〜8,比較例1〜8)を下記の表3に示す。
【0105】
【表3】
【0106】
(3)供給量の測定結果
フィーダ14から押出機に対して供給された複合ペレットの供給量を測定した結果を,下記の表4に示す。
【0107】
【表4】
【0108】
また,上記表4に記載の結果中,ベースとしたペレットを共通とする実施例1と比較例1(図5),実施例5と比較例3(図6),実施例7と比較例6(図7),実施例8と比較例7(図8)の測定結果をグラフとしたものを図5〜8に示すと共に,実施例1,5,7,8及び比較例1,3,6,7のグラフを共通の紙面上に表示したものを図9に示す。
【0109】
(4)結果の考察
以上の測定結果より,実施例及び比較例のいずれの場合においても,フィーダ14に設けたモータMの回転速度を上昇させると,複合ペレットの供給量は直線的に上昇した。
【0110】
また,添加剤(12HOS−Ca)を添加していないペレット(比較例1,3,6,7)では,ペレットのサイズが大きくなる程,供給量が低下する傾向を示した。
【0111】
これに対し,添加剤(12HOS−Ca)を添加した例(一例として添加量が0.2mass%である実施例1,5,7,8)の例を比較すると,サイズの比較的大きいA,Bペレット(実施例1,実施例5)では,添加剤が無添加の場合(比較例1,3)に比較して供給量の上昇が見られる一方(図5,6参照),比較的ペレットのサイズが小さいCペレット(実施例7)では,これとは逆に,添加剤を添加していない例(比較例6)に比較してペレットの供給量の低下が確認され(図7参照),いずれのペレットを使用した場合にも,ペレットの供給量が略一定量となり,図9に示すようにグラフ上の比較的狭い範囲に集中していることが確認された。
【0112】
また,異なるサイズのペレット(A,Cペレット)を混合した例では,添加剤を添加していない場合(比較例7),同様に添加剤を添加していないAペレット単独の供給量(比較例1)とCペレット単独の供給量(比較例7)の平均値よりも供給量が少なくなっており,供給性の悪い,サイズの大きなペレットの影響を大きく受けるものとなっている。
【0113】
これに対し,異なるサイズのペレット(A,Cペレット)を混合した場合であっても,添加剤として12HOS−Caを添加した場合(実施例8)には,他の実施例における供給量との差が殆ど無く,安定した量でペレットの供給を行うことができるものとなっていることが確認された。
【0114】
以上の結果から,添加剤として12HOS−Caを添加して,ペレットの外周に付着させることにより,ペレットのサイズ等に変化が生じた場合であっても,略一定量のペレットを押出機に対して供給できるものとなっており,添加剤として12HOS−Caを添加することが,ペレットの安定供給,従って品質の均一な木質成形品の製造に極めて有効であることが確認された。
【0115】
3.押出機のスクリュに対する導入性(食い込み性)の確認
(1)評価方法
図4を参照して説明した押出成形装置において,押出機の導入部においてスクリュの歯溝間に対するペレットの導入(食い込み)が良好に行われ,ペレットが円滑に溶融して流動する場合,押出機のスクリュを駆動するモータの動力が低下し,単位量(例えば1kg)の溶融樹脂を吐出するために必要となるエネルギ量(比エネルギ)が減少する。
【0116】
従って,スクリュに対するペレットの食い込み性の良し悪しは,前述の比エネルギの変化を測定することによって把握することができる。
【0117】
上記の前提の下,押出機の吐出量と,押出機のスクリュを駆動するモータの動力を測定して以下に定義する比エネルギー(Esp)を求め,実施例及び比較例のペレットを使用した場合における上記比エネルギの変化を比較することで,本願の複合ペレットにおけるスクリュに対する食い込み性を評価した。
ここで,比エネルギー(Esp)は,
Esp = KW/Q(kwh/kg)
KW:モータの駆動に要したエネルギ(kw)
Q:溶融樹脂の押出量(kg/Hr)
である。
【0118】
なお,測定に際し,図4に示す押出成形装置に設けたフィーダ14におけるモータMの回転速度を30min-1で一定とした。
【0119】
(2)測定結果
前述した比エネルギー(Esp)の測定結果を下記の表5に示す。
【0120】
【表5】
【0121】
また,表5に示した測定結果をグラフにしたものを図10に示す。
【0122】
(3)結果の考察
以上の結果から,添加剤を添加していない場合に比較して,12HOS−Caを添加した例では,比エネルギ(Esp)の低下が確認されており,この比エネルギ(Esp)の低下は,添加量が0.03mass%程度の12HOS−Caの添加によって現れ始めることが確認された。
【0123】
一方,添加剤として既知のst−Caを添加した例では,0.03mass%の添加では比エネルギ(Esp)の低下が見られず,また,添加量を増加しても大幅な比エネルギの低下は見られず,12HOS−Caの添加が,比エネルギ(Esp),従って,ペレットの食い込み量の増大に極めて有効であることが確認された。
【0124】
また,前述した供給量の測定結果(表4参照)では,比較的サイズの小さいCペレットを使用した場合には押出機に対する供給量は僅かに低下する結果となっていたが,このように12HOS−Caの添加によって押出機の導入部13aに対するペレットの供給量は低下しているのも拘わらず,比エネルギ(Esp)の低下が確認されていることを考慮すれば,12HOS−Caの添加は,ペレットの供給量の低下を補って余りある程の食い込み性の向上を発揮するものであることが判る。
【0125】
なお,図10のグラフより明らかなように,12HOS−Caの添加量を増大させていった場合であっても,0.3mass%を越えたあたりから比エネルギ(Esp)の大きな低下が見られなくなり,0.4mass%を越えると,比エネルギ(Esp)は略下げ止まりの状態となる。
【0126】
以上の結果から,ペレットの食い込み性の向上に,本願所定の数値範囲である0.03〜0.4mass%の12HOS−Caの添加が有効であることが確認でき,このような添加剤の添加によって,押出機内における円滑なペレットの食い込みと溶融が行われていることが確認できた。
【0127】
また,このような比エネルギ(Esp)の低下は,木質成形品の製造を,スク内エネルギによって行うことができることを示すものであり,本願所定の数値範囲内における12HOS−Caの添加が,木質成形品の製造の省エネルギ化にも貢献するものであることが確認された。
【符号の説明】
【0128】
11 押出成形装置
12 (スクリュ式)押出機
13 シリンダ
13a 導入部
14 フィーダ
15 スクリュ(押出機12の)
30 成形ダイ
33 導入部
35 引取機
40 複合ペレット製造装置
41 フィーダ
42 押出機
42a シリンダ
42b スクリュ
43 ダイノズル
43a ノズル孔
44 カッタ
44a カッタ刃
45 遠心分離機
50 タンブラミキサ
51 密封容器
【特許請求の範囲】
【請求項1】
木質成形品の押出成形に使用するペレットにおいて,熱可塑性樹脂と木粉を主成分とし,外周に,添加剤として12ヒドロキシステアリン酸金属塩が付着していることを特徴とする押出成形用複合ペレット。
【請求項2】
前記12ヒドロキシステアリン酸金属塩を,ペレット100mass%に対し,0.03〜0.4mass%の割合で付着させたことを特徴とする請求項1記載の押出成形用複合ペレット。
【請求項3】
前記12ヒドロキシステアリン酸金属塩に含まれる金属が,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)のいずれか1種の金属であることを特徴とする請求項1又は2記載の押出成形用複合ペレット。
【請求項4】
前記木粉と熱可塑性樹脂の配合比が,木粉30〜70mass%に対し,熱可塑性樹脂が30〜70mass%であることを特徴とする請求項1〜3いずれか1項記載の押出成形用複合ペレット。
【請求項5】
前記熱可塑性樹脂が,ポリプロピレン,ポリエチレン,又はポリプロピレンとポリエチレンの混合樹脂であることを特徴とする請求項1〜4いずれか1項記載の押出成形用複合ペレット。
【請求項6】
熱可塑性樹脂と木粉を主成分とする押出成形用のペレットを,12ヒドロキシステアリン酸金属塩と共に攪拌して,前記ペレットの表面に前記12ヒドロキシステアリン酸金属塩を付着させることを特徴とする押出成形用複合ペレットの前処理方法。
【請求項7】
前記12ヒドロキシステアリン酸金属塩を,前記複合ペレット100mass%に対し,0.03〜0.4mass%の割合で付着させることを特徴とする請求項6記載の押出成形用複合ペレットの前処理方法。
【請求項1】
木質成形品の押出成形に使用するペレットにおいて,熱可塑性樹脂と木粉を主成分とし,外周に,添加剤として12ヒドロキシステアリン酸金属塩が付着していることを特徴とする押出成形用複合ペレット。
【請求項2】
前記12ヒドロキシステアリン酸金属塩を,ペレット100mass%に対し,0.03〜0.4mass%の割合で付着させたことを特徴とする請求項1記載の押出成形用複合ペレット。
【請求項3】
前記12ヒドロキシステアリン酸金属塩に含まれる金属が,カルシウム(Ca),マグネシウム(Mg)又は亜鉛(Zn)のいずれか1種の金属であることを特徴とする請求項1又は2記載の押出成形用複合ペレット。
【請求項4】
前記木粉と熱可塑性樹脂の配合比が,木粉30〜70mass%に対し,熱可塑性樹脂が30〜70mass%であることを特徴とする請求項1〜3いずれか1項記載の押出成形用複合ペレット。
【請求項5】
前記熱可塑性樹脂が,ポリプロピレン,ポリエチレン,又はポリプロピレンとポリエチレンの混合樹脂であることを特徴とする請求項1〜4いずれか1項記載の押出成形用複合ペレット。
【請求項6】
熱可塑性樹脂と木粉を主成分とする押出成形用のペレットを,12ヒドロキシステアリン酸金属塩と共に攪拌して,前記ペレットの表面に前記12ヒドロキシステアリン酸金属塩を付着させることを特徴とする押出成形用複合ペレットの前処理方法。
【請求項7】
前記12ヒドロキシステアリン酸金属塩を,前記複合ペレット100mass%に対し,0.03〜0.4mass%の割合で付着させることを特徴とする請求項6記載の押出成形用複合ペレットの前処理方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−7014(P2012−7014A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−141901(P2010−141901)
【出願日】平成22年6月22日(2010.6.22)
【出願人】(506007046)WPCコーポレーション株式会社 (8)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月22日(2010.6.22)
【出願人】(506007046)WPCコーポレーション株式会社 (8)
【Fターム(参考)】
[ Back to top ]