
押出成形金型の温調構造
【課題】あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供する。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
【解決手段】押出成形金型の温調構造11は、コア1をその軸方向に貫く挿通孔13と、コア1に設けたインナヒータ15と、間隙31から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイ7に設けたアウタヒータ21とを備え、インナヒータ15が冷媒導入管19の周りに空隙35を介して配置されたものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂を筒状のシームレス(無継目)製品になるよう成形する押出成形金型の温調構造に関する。
【背景技術】
【0002】
特許文献1,2は、シームレス製品を製造する押出成形金型を開示している。押出成形金型のマンドレル、又はダイボディーにはヒータが取付けられ、これらのヒータの熱でマンドレルとダイボディーとの間に供給される原料を加熱する。例えば、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂を原料として押出成形を行う場合、原料の温度が約220℃になるようヒータの発熱温度が設定される。
【0003】
上記の原料がフッ素系樹脂であれば、ヒータの発熱温度は約450℃に設定される。この温度は、ジュール熱を熱源とするヒータの発熱温度の上限に近いが、450℃を下回るとフッ素系樹脂の流動性が損なわれる。このような高温の樹脂は冷却される過程で収縮する割合が比較的大きいので、シームレス製品の寸法に狂いが生じやすい。
【0004】
そこで、特許文献3に示されるように、マンドレルの端部をダイボディーの外方へ延出し、ダイボディーから押出された直後のシームレス製品の内周面がマンドレルの端部の外周面に押し当たるようにする。これにより、シームレス製品が径方向に収縮するのを規制し、シームレス製品の内周面の仕上がりを向上できる。更に、マンドレルの端部の温度が相対的に低くなるように、マンドレルの端部に冷却水が導入される。これにより、シームレス製品の冷却を促し、シームレス製品がマンドレルの端部から離脱した後で余計に収縮するのを予防できる。
【0005】
しかしながら、マンドレルがヒータの熱を伝導し冷却水へ逃がす分、ヒータの出力を高くしなければならない。このような熱の伝導は、マンドレルの全体の温度が一様化する傾向を強くするので、マンドレルの端部の温度を制御するのが難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−331570号公報
【特許文献2】特開平6−91731号公報
【特許文献3】特開昭52−107057号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供することにある。
【課題を解決するための手段】
【0008】
本発明は上記目的を達成するため、軸状のコアをマンドレルに接合し、前記マンドレルの挿入されるダイボディーに、前記コアの周りに間隙を形成するダイを接合し、前記マンドレルと前記ダイボディーとの間に供給される熱可塑性樹脂を、前記間隙から押出すことにより筒状に成形する押出成形金型の温調構造であって、前記コアをその軸方向に貫く挿通孔と、前記コアに設けたインナヒータと、前記間隙から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレルと、前記コアの挿通孔に挿通され前記インサイドマンドレルに冷媒を導入する冷媒導入管と、前記ダイに設けたアウタヒータとを備え、前記インナヒータが前記冷媒導入管の周りに空隙を介して配置されたことを特徴とする。
【0009】
また、本発明は、前記インサイドマンドレルが、前記コアに対して空隙を挟む位置で前記冷媒導入管に支持され、前記間隙から押出される筒状の熱可塑性樹脂の内側に嵌入することを特徴とする。
【0010】
また、本発明は、前記冷媒導入管が、前記冷媒導入管の周りに空隙を確保するスペーサを介して、前記コアに連結されたことを特徴とする。
【0011】
また、本発明は、前記スペーサが、前記挿通孔に嵌入し前記冷媒導入管を内側に挿通させる環形部と、前記環形部の内側へ向けて突出し前記冷媒導入管を挟着する歯形部とを備えることを特徴とする。
【0012】
また、本発明は、前記インサイドマンドレルが、冷媒を導入する蓄冷チャンバを有し、前記冷媒導入管は、前記蓄冷チャンバに供給される冷媒を通す送り管を、前記蓄冷チャンバから排出される冷媒を通す戻り管の内側に挿通させた二重管であることを特徴とする。
【0013】
また、本発明は、前記冷媒導入管を断熱材で前記インナヒータから遮蔽したことを特徴とする。
【発明の効果】
【0014】
本発明に係る押出成形金型の温調構造は、コアの軸方向を貫く挿通孔に冷媒導入管を挿通し、冷媒導入管の周りに、コアを加熱するインナヒータが空隙を介して配置されている。このため、コアとダイをそれぞれ加熱するインナヒータとアウタヒータの熱が、冷媒導入管からインサイドマンドレルへ伝導するのを空隙によって断つことができる。
【0015】
従って、当該温調構造によれば、冷媒導入管に導入された冷媒にコアから熱が逃げるのを抑制できるので、シームレス製品の原料となる熱硬化性樹脂をインナヒータとアウタヒータで有効に加熱することができる。しかも、インサイドマンドレルの温度はインナヒータとアウタヒータの熱に影響されることがない。このため、熱硬化性樹脂の良好な流動性を確保するために設定されるインナヒータとアウタヒータの発熱温度に関わらず、当該温調構造によれば、あらゆる熱硬化性樹脂を原料とするシームレス製品を安定した品質で製造することができる。
【0016】
更に、本発明に係る押出成形金型の温調構造によれば、インサイドマンドレルがコアに対して空隙を挟む位置で冷媒導入管に支持されているので、コアにインサイドマンドレルを直に連結することなく両者を空隙によって断熱できる。このため、インサイドマンドレルの温度をコアの温度に関わりなく、インサイドマンドレルを所望の温度に冷却することができる。
【0017】
更に、本発明に係る押出成形金型の温調構造によれば、媒導入管の周りに空隙を確保するスペーサの環形部をコアの挿通孔に嵌入し、環形部の内側へ向けて突出した歯形部で冷媒導入管を挟着するので、スペーサが冷媒導入管に接触する面積を小さくすることができる。これにより、インナヒータとアウタヒータの熱がスペーサを介して冷媒導入管に伝導するのを抑制することができる。
【0018】
本発明に係る押出成形金型の温調構造は、インナヒータによる輻射熱を冷媒導入管がある程度受けることになるが、冷媒導入管が送り管を戻り管の内側に挿通させた二重管である場合、インサイドマンドレルの蓄冷チャンバから戻り管に排出される冷媒に、上記の輻射熱を吸収させることができる。このため、当該温調構造は、送り管を通り蓄冷チャンバに供給される冷媒が不要に加熱されないという利点がある。
【0019】
更に、本発明に係る押出成形金型の温調構造によれば、冷媒導入管を断熱材でインナヒータから遮蔽しているので、インナヒータによる輻射熱で冷媒が不要に加熱されないという利点がある。
【図面の簡単な説明】
【0020】
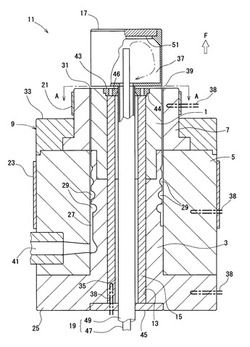
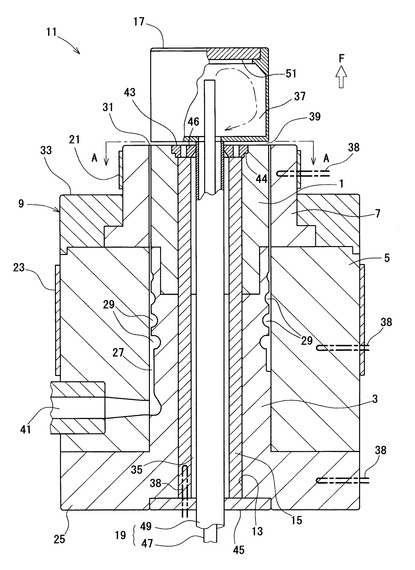
【図1】本発明の実施形態に係る押出成形金型の温調構造の軸方向の断面図。
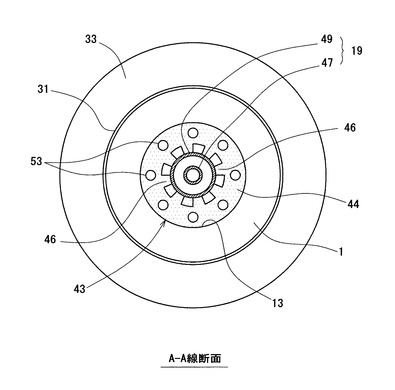
【図2】本発明の実施形態に係る押出成形金型の温調構造を図1のA−A線で破断した断面図。
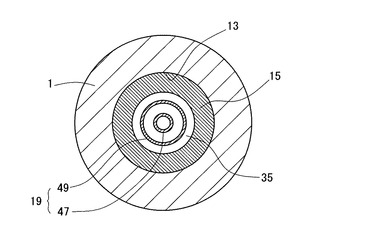
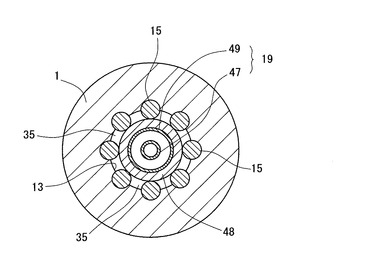
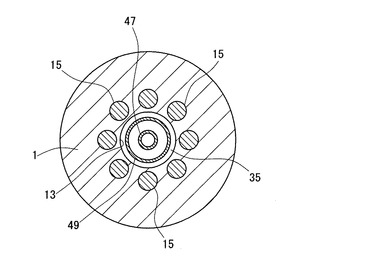
【図3】本発明の実施形態に係る押出成形金型の温調構造の腰部を、そのコアを径方向に横切る位置で破断した断面図。
【図4】本発明の実施形態に係る押出成形金型の温調構造の腰部の変形例を示す断面図。
【図5】本発明の実施形態に係る押出成形金型の温調構造の腰部の更なる変形例を示す断面図。
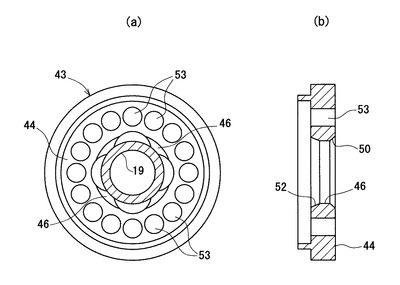
【図6】(a)は本発明の実施形態に係る押出成形金型に適用したスペーサの変形例を示す平面図、(b)はその断面図。
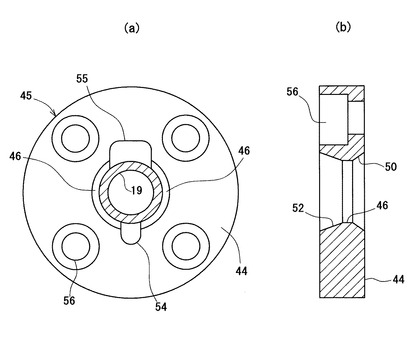
【図7】(a)は本発明の実施形態に係る押出成形金型に適用したスペーサの他の変形例を示す平面図、(b)はその断面図。
【発明を実施するための形態】
【0021】
図1は、軸状のコア1をマンドレル3に接合し、マンドレル3の挿入されるダイボディー5にダイ7を接合した押出成形金型9を示している。図面は特に断らない限り図1〜図3を参照する。押出成形金型の温調構造11は、コア1とマンドレル3をそれぞれ軸方向に貫く挿通孔13と、コア1とマンドレル3に挿通孔13の内側から取付けたインナヒータ15と、インサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイボディー5とダイ7に設けたアウタヒータ21,23とを備える。
【0022】
マンドレル3は、その一端に設けたフランジ25を、ボルト等によりダイボディー5に取付けられている。マンドレル3の他端はコア1に滑らかに連なる。図示のマンドレル3は他端を上向きにしているが、この姿勢に押出成形金型9の使用される向きが限定されることはない。マンドレル3の周面には、導入路27と複数のスパイラル溝29が形成されている。ダイボディー5の端部にアジャストリング33がボルト等で取付けられており、ダイ7は、コア1の周りに円形の間隙31を形成するように、アジャストリング33の内側に位置決めされている。
【0023】
インナヒータ15は、冷媒導入管19の周りに空隙35を介して配置された真鍮鋳込みヒータと称する筒状の電熱器である。アウタヒータ21,23は、ダイ7とダイボディー5のそれぞれの周面に巻掛されたバンドヒータと称する電熱器である。インサイドマンドレル17は、その内部に冷媒を導入する蓄冷チャンバ37が形成された円柱状の中空体である。インサイドマンドレル17の外周面には、マンドレル3の他端から矢印Fで指した向きに離れるに従いインサイドマンドレル17の直径が減少するように、微少なテーパを設けるのが好ましい。
【0024】
冷媒導入管19は、インサイドマンドレル17を、コア1に対して空隙39を挟む位置に支持する支持体としての役割を兼ねている。冷媒導入管19の材質は銅、又はステンレス鋼である。また、インサイドマンドレル17と冷媒導入管19の端部の何れか一方に形成した雄ネジを、両者の他方に形成した雌ネジに螺合することにより、両者を連結しても良い。或いは、両者を溶接しても良い。
【0025】
シームレス製品の原料となる熱可塑性樹脂は、予め押出成形金型9の外部で溶融され、ダイボディー5に設けたアダプターノズル41から導入路27を通り、マンドレル3とダイボディー5との間に供給され、スパイラル溝29に流入する。更に、熱可塑性樹脂は、マンドレル3とダイボディー5との間を満たしながら、矢印Fで指した向きに流動し、間隙31から押し出された時点で筒状のシームレス製品となる。また、インサイドマンドレル17が、間隙31から押出された直後のシームレス製品の内側に嵌入し、シームレス製品が径方向に収縮するのを規制する。
【0026】
以上に述べた押出成形金型の温調構造11によれば、インナヒータ15とアウタヒータ21,23の熱はコア1とマンドレル3に伝導するが、挿通孔13の内側へ伝導しようとする熱を空隙35によって断つことができる。また、コア1に対してインサイドマンドレル17は空隙39によって断熱されている。これにより、インナヒータ15とアウタヒータ21,23の熱が冷媒に逃げるのを抑制し、インナヒータ15とアウタヒータ21,23の熱で原料を有効に加熱することができる。
【0027】
しかも、押出成形金型の温調構造11によれば、インナヒータ15とアウタヒータ21,23の熱にインサイドマンドレル17の温度が影響されないので、熱硬化性樹脂の良好な流動性を確保するために設定されるインナヒータ15とアウタヒータ21,23の発熱温度に関わらず、あらゆる熱硬化性樹脂を原料とするシームレス製品を安定した品質で製造することができる。符号38で指した一点鎖線は、押出成形金型9の4箇所の温度を測定するための熱電対の位置を示している。例えば、フッ素系樹脂を原料として押出成形を行う場合、上記の4箇所の温度を約450℃に保てるように、インナヒータ15とアウタヒータ21,23のそれぞれの発熱温度が制御されるが、これらの熱でインサイドマンドレル17が加熱されることはない。
【0028】
更に、押出成形金型の温調構造11は、冷媒導入管19の周りに空隙35を確保するスペーサ43,45を介して、冷媒導入管19をコア1とマンドレル3にそれぞれ連結することが好ましい。スペーサ43,45は、冷媒導入管19に支持されたインサイドマンドレル17をコア1に位置決めするものであれば良い。特に、スペーサ43として、挿通孔13に嵌入し冷媒導入管19を内側に挿通させる環形部44と、環形部44の内側へ向けて突出し冷媒導入管19を挟着する歯形部46とを一体に成形したものを適用するのが好ましい。この場合、歯形部46は、冷媒導入管19に接触する面積の小さい複数の突起であるので、インナヒータ15とアウタヒータ21,23の熱がスペーサ43を介して冷媒導入管19に伝導するのを抑制できる。スペーサ45として、スペーサ43と同様のものを適用しても良い。
【0029】
冷媒導入管19は、送り管47を戻り管49の内側に挿通させた二重管であることが、次の理由で好ましい。即ち、冷媒導入管19の送り管47には、図に表れていない金型温調装置から冷媒となる冷却水が供給される。冷媒は、矢印Fで指す向きに送り管47を通り、インサイドマンドレル17の蓄冷チャンバ37に達したところで端面51に突き当たり、その流動する向きを反転する。続いて、蓄冷チャンバ37から戻り管49へ排出される冷媒は、上記の金型温調装置へ戻り管49を通って循環する。インナヒータ15による輻射熱を冷媒導入管19が受けるのを完全に避けることはできないが、蓄冷チャンバ37から排出される冷媒に輻射熱を吸収させることにより、送り管47を通る冷媒が蓄冷チャンバ37に達する前に不要に加熱されるのを防止できる。
【0030】
また、押出成形金型の温調構造11によれば、ポリオレフィン系樹脂を原料として成形を行う場合、アウタヒータ21,23の熱だけで原料を加熱し、インナヒータ15に通電しなくても良いが、アウタヒータ21,23の発熱する熱量は、インナヒータ15に比べ小さく、またアウタヒータ21,23の熱の多くは、ダイ7に伝わる前に大気へ放出される。このため、アウタヒータ21,23による発熱だけでは、ダイ7を上記のように約450℃に保つことができないので、押出成形金型の温調構造11は、インナヒータ15とアウタヒータ21,23とを必須の要素としている。
【0031】
尚、本発明は、その趣旨を逸脱しない範囲で当業者の知識に基づいて種々なる改良、修正、又は変形を加えた態様でも実施でき、以下の態様で実施しても良い。図4に示すように、複数本の棒状のインナヒータ15をコア1に取付けても良く、冷媒導入管19を断熱材48でインナヒータ15から遮蔽し、コア1による輻射熱で冷媒が加熱されるのを抑制しても良い。図5に示すように、インナヒータ15をコア1に没入させても良い。
【0032】
図6(a)に示すように、スペーサ43の歯形部46は、冷媒導入管19に接触する4つの突起であっても良い。歯形部46の冷媒導入管19に接触する面積を、更に小さくするために、同図(b)に示すように、歯形部46に傾斜面50,52を形成することにより、歯形部46の断面を山形にしても良い。熱の伝導を規制する複数の貫通孔53を、環形部44に形成しても良い。
【0033】
図7(a),(b)に示すように、スペーサ45の歯形部46は、冷媒導入管19に接触する円弧状の2つの突起であっても良く、歯形部46に傾斜面50,52を形成しても良い。この場合、環形部44に切欠部54,55を形成し、熱電対、及びインナヒータ15のリード線を切欠部54,55の内側に通しても良い。符号56は、スペーサ43をマンドレル3の一端に固定するためのボルトの挿通孔を指している。
【産業上の利用可能性】
【0034】
本発明は、精密な電子部品の製造に加え、あらゆる環状の製品を成形するのに有益な技術である。
【符号の説明】
【0035】
1…コア、3…マンドレル、5…ダイボディー、7…アジャストリング、9…押出成形金型、11…押出成形金型の温調構造、13…挿通孔、15…インナヒータ、17…インサイドマンドレル、19…冷媒導入管、21,23…アウタヒータ、25…フランジ、27…導入路、29…スパイラル溝、31…間隙、33…アジャストリング、35,39…空隙、37…蓄冷チャンバ、41…アダプターノズル、43,45…スペーサ、44…環形部、46…歯形部、47…送り管、48…断熱材、49…戻り管、50,52…傾斜面、51…端面、53…貫通孔、54,55…切欠部。
【技術分野】
【0001】
本発明は、熱可塑性樹脂を筒状のシームレス(無継目)製品になるよう成形する押出成形金型の温調構造に関する。
【背景技術】
【0002】
特許文献1,2は、シームレス製品を製造する押出成形金型を開示している。押出成形金型のマンドレル、又はダイボディーにはヒータが取付けられ、これらのヒータの熱でマンドレルとダイボディーとの間に供給される原料を加熱する。例えば、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂を原料として押出成形を行う場合、原料の温度が約220℃になるようヒータの発熱温度が設定される。
【0003】
上記の原料がフッ素系樹脂であれば、ヒータの発熱温度は約450℃に設定される。この温度は、ジュール熱を熱源とするヒータの発熱温度の上限に近いが、450℃を下回るとフッ素系樹脂の流動性が損なわれる。このような高温の樹脂は冷却される過程で収縮する割合が比較的大きいので、シームレス製品の寸法に狂いが生じやすい。
【0004】
そこで、特許文献3に示されるように、マンドレルの端部をダイボディーの外方へ延出し、ダイボディーから押出された直後のシームレス製品の内周面がマンドレルの端部の外周面に押し当たるようにする。これにより、シームレス製品が径方向に収縮するのを規制し、シームレス製品の内周面の仕上がりを向上できる。更に、マンドレルの端部の温度が相対的に低くなるように、マンドレルの端部に冷却水が導入される。これにより、シームレス製品の冷却を促し、シームレス製品がマンドレルの端部から離脱した後で余計に収縮するのを予防できる。
【0005】
しかしながら、マンドレルがヒータの熱を伝導し冷却水へ逃がす分、ヒータの出力を高くしなければならない。このような熱の伝導は、マンドレルの全体の温度が一様化する傾向を強くするので、マンドレルの端部の温度を制御するのが難しい。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−331570号公報
【特許文献2】特開平6−91731号公報
【特許文献3】特開昭52−107057号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明の目的は、あらゆる熱可塑性樹脂を原料とする押出成形を良好に行え、しかもシームレス製品の品質を安定させることのできる押出成形金型の温調構造を提供することにある。
【課題を解決するための手段】
【0008】
本発明は上記目的を達成するため、軸状のコアをマンドレルに接合し、前記マンドレルの挿入されるダイボディーに、前記コアの周りに間隙を形成するダイを接合し、前記マンドレルと前記ダイボディーとの間に供給される熱可塑性樹脂を、前記間隙から押出すことにより筒状に成形する押出成形金型の温調構造であって、前記コアをその軸方向に貫く挿通孔と、前記コアに設けたインナヒータと、前記間隙から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレルと、前記コアの挿通孔に挿通され前記インサイドマンドレルに冷媒を導入する冷媒導入管と、前記ダイに設けたアウタヒータとを備え、前記インナヒータが前記冷媒導入管の周りに空隙を介して配置されたことを特徴とする。
【0009】
また、本発明は、前記インサイドマンドレルが、前記コアに対して空隙を挟む位置で前記冷媒導入管に支持され、前記間隙から押出される筒状の熱可塑性樹脂の内側に嵌入することを特徴とする。
【0010】
また、本発明は、前記冷媒導入管が、前記冷媒導入管の周りに空隙を確保するスペーサを介して、前記コアに連結されたことを特徴とする。
【0011】
また、本発明は、前記スペーサが、前記挿通孔に嵌入し前記冷媒導入管を内側に挿通させる環形部と、前記環形部の内側へ向けて突出し前記冷媒導入管を挟着する歯形部とを備えることを特徴とする。
【0012】
また、本発明は、前記インサイドマンドレルが、冷媒を導入する蓄冷チャンバを有し、前記冷媒導入管は、前記蓄冷チャンバに供給される冷媒を通す送り管を、前記蓄冷チャンバから排出される冷媒を通す戻り管の内側に挿通させた二重管であることを特徴とする。
【0013】
また、本発明は、前記冷媒導入管を断熱材で前記インナヒータから遮蔽したことを特徴とする。
【発明の効果】
【0014】
本発明に係る押出成形金型の温調構造は、コアの軸方向を貫く挿通孔に冷媒導入管を挿通し、冷媒導入管の周りに、コアを加熱するインナヒータが空隙を介して配置されている。このため、コアとダイをそれぞれ加熱するインナヒータとアウタヒータの熱が、冷媒導入管からインサイドマンドレルへ伝導するのを空隙によって断つことができる。
【0015】
従って、当該温調構造によれば、冷媒導入管に導入された冷媒にコアから熱が逃げるのを抑制できるので、シームレス製品の原料となる熱硬化性樹脂をインナヒータとアウタヒータで有効に加熱することができる。しかも、インサイドマンドレルの温度はインナヒータとアウタヒータの熱に影響されることがない。このため、熱硬化性樹脂の良好な流動性を確保するために設定されるインナヒータとアウタヒータの発熱温度に関わらず、当該温調構造によれば、あらゆる熱硬化性樹脂を原料とするシームレス製品を安定した品質で製造することができる。
【0016】
更に、本発明に係る押出成形金型の温調構造によれば、インサイドマンドレルがコアに対して空隙を挟む位置で冷媒導入管に支持されているので、コアにインサイドマンドレルを直に連結することなく両者を空隙によって断熱できる。このため、インサイドマンドレルの温度をコアの温度に関わりなく、インサイドマンドレルを所望の温度に冷却することができる。
【0017】
更に、本発明に係る押出成形金型の温調構造によれば、媒導入管の周りに空隙を確保するスペーサの環形部をコアの挿通孔に嵌入し、環形部の内側へ向けて突出した歯形部で冷媒導入管を挟着するので、スペーサが冷媒導入管に接触する面積を小さくすることができる。これにより、インナヒータとアウタヒータの熱がスペーサを介して冷媒導入管に伝導するのを抑制することができる。
【0018】
本発明に係る押出成形金型の温調構造は、インナヒータによる輻射熱を冷媒導入管がある程度受けることになるが、冷媒導入管が送り管を戻り管の内側に挿通させた二重管である場合、インサイドマンドレルの蓄冷チャンバから戻り管に排出される冷媒に、上記の輻射熱を吸収させることができる。このため、当該温調構造は、送り管を通り蓄冷チャンバに供給される冷媒が不要に加熱されないという利点がある。
【0019】
更に、本発明に係る押出成形金型の温調構造によれば、冷媒導入管を断熱材でインナヒータから遮蔽しているので、インナヒータによる輻射熱で冷媒が不要に加熱されないという利点がある。
【図面の簡単な説明】
【0020】
【図1】本発明の実施形態に係る押出成形金型の温調構造の軸方向の断面図。
【図2】本発明の実施形態に係る押出成形金型の温調構造を図1のA−A線で破断した断面図。
【図3】本発明の実施形態に係る押出成形金型の温調構造の腰部を、そのコアを径方向に横切る位置で破断した断面図。
【図4】本発明の実施形態に係る押出成形金型の温調構造の腰部の変形例を示す断面図。
【図5】本発明の実施形態に係る押出成形金型の温調構造の腰部の更なる変形例を示す断面図。
【図6】(a)は本発明の実施形態に係る押出成形金型に適用したスペーサの変形例を示す平面図、(b)はその断面図。
【図7】(a)は本発明の実施形態に係る押出成形金型に適用したスペーサの他の変形例を示す平面図、(b)はその断面図。
【発明を実施するための形態】
【0021】
図1は、軸状のコア1をマンドレル3に接合し、マンドレル3の挿入されるダイボディー5にダイ7を接合した押出成形金型9を示している。図面は特に断らない限り図1〜図3を参照する。押出成形金型の温調構造11は、コア1とマンドレル3をそれぞれ軸方向に貫く挿通孔13と、コア1とマンドレル3に挿通孔13の内側から取付けたインナヒータ15と、インサイドマンドレル17と、コア1の挿通孔13に挿通されインサイドマンドレル17に冷媒を導入する冷媒導入管19と、ダイボディー5とダイ7に設けたアウタヒータ21,23とを備える。
【0022】
マンドレル3は、その一端に設けたフランジ25を、ボルト等によりダイボディー5に取付けられている。マンドレル3の他端はコア1に滑らかに連なる。図示のマンドレル3は他端を上向きにしているが、この姿勢に押出成形金型9の使用される向きが限定されることはない。マンドレル3の周面には、導入路27と複数のスパイラル溝29が形成されている。ダイボディー5の端部にアジャストリング33がボルト等で取付けられており、ダイ7は、コア1の周りに円形の間隙31を形成するように、アジャストリング33の内側に位置決めされている。
【0023】
インナヒータ15は、冷媒導入管19の周りに空隙35を介して配置された真鍮鋳込みヒータと称する筒状の電熱器である。アウタヒータ21,23は、ダイ7とダイボディー5のそれぞれの周面に巻掛されたバンドヒータと称する電熱器である。インサイドマンドレル17は、その内部に冷媒を導入する蓄冷チャンバ37が形成された円柱状の中空体である。インサイドマンドレル17の外周面には、マンドレル3の他端から矢印Fで指した向きに離れるに従いインサイドマンドレル17の直径が減少するように、微少なテーパを設けるのが好ましい。
【0024】
冷媒導入管19は、インサイドマンドレル17を、コア1に対して空隙39を挟む位置に支持する支持体としての役割を兼ねている。冷媒導入管19の材質は銅、又はステンレス鋼である。また、インサイドマンドレル17と冷媒導入管19の端部の何れか一方に形成した雄ネジを、両者の他方に形成した雌ネジに螺合することにより、両者を連結しても良い。或いは、両者を溶接しても良い。
【0025】
シームレス製品の原料となる熱可塑性樹脂は、予め押出成形金型9の外部で溶融され、ダイボディー5に設けたアダプターノズル41から導入路27を通り、マンドレル3とダイボディー5との間に供給され、スパイラル溝29に流入する。更に、熱可塑性樹脂は、マンドレル3とダイボディー5との間を満たしながら、矢印Fで指した向きに流動し、間隙31から押し出された時点で筒状のシームレス製品となる。また、インサイドマンドレル17が、間隙31から押出された直後のシームレス製品の内側に嵌入し、シームレス製品が径方向に収縮するのを規制する。
【0026】
以上に述べた押出成形金型の温調構造11によれば、インナヒータ15とアウタヒータ21,23の熱はコア1とマンドレル3に伝導するが、挿通孔13の内側へ伝導しようとする熱を空隙35によって断つことができる。また、コア1に対してインサイドマンドレル17は空隙39によって断熱されている。これにより、インナヒータ15とアウタヒータ21,23の熱が冷媒に逃げるのを抑制し、インナヒータ15とアウタヒータ21,23の熱で原料を有効に加熱することができる。
【0027】
しかも、押出成形金型の温調構造11によれば、インナヒータ15とアウタヒータ21,23の熱にインサイドマンドレル17の温度が影響されないので、熱硬化性樹脂の良好な流動性を確保するために設定されるインナヒータ15とアウタヒータ21,23の発熱温度に関わらず、あらゆる熱硬化性樹脂を原料とするシームレス製品を安定した品質で製造することができる。符号38で指した一点鎖線は、押出成形金型9の4箇所の温度を測定するための熱電対の位置を示している。例えば、フッ素系樹脂を原料として押出成形を行う場合、上記の4箇所の温度を約450℃に保てるように、インナヒータ15とアウタヒータ21,23のそれぞれの発熱温度が制御されるが、これらの熱でインサイドマンドレル17が加熱されることはない。
【0028】
更に、押出成形金型の温調構造11は、冷媒導入管19の周りに空隙35を確保するスペーサ43,45を介して、冷媒導入管19をコア1とマンドレル3にそれぞれ連結することが好ましい。スペーサ43,45は、冷媒導入管19に支持されたインサイドマンドレル17をコア1に位置決めするものであれば良い。特に、スペーサ43として、挿通孔13に嵌入し冷媒導入管19を内側に挿通させる環形部44と、環形部44の内側へ向けて突出し冷媒導入管19を挟着する歯形部46とを一体に成形したものを適用するのが好ましい。この場合、歯形部46は、冷媒導入管19に接触する面積の小さい複数の突起であるので、インナヒータ15とアウタヒータ21,23の熱がスペーサ43を介して冷媒導入管19に伝導するのを抑制できる。スペーサ45として、スペーサ43と同様のものを適用しても良い。
【0029】
冷媒導入管19は、送り管47を戻り管49の内側に挿通させた二重管であることが、次の理由で好ましい。即ち、冷媒導入管19の送り管47には、図に表れていない金型温調装置から冷媒となる冷却水が供給される。冷媒は、矢印Fで指す向きに送り管47を通り、インサイドマンドレル17の蓄冷チャンバ37に達したところで端面51に突き当たり、その流動する向きを反転する。続いて、蓄冷チャンバ37から戻り管49へ排出される冷媒は、上記の金型温調装置へ戻り管49を通って循環する。インナヒータ15による輻射熱を冷媒導入管19が受けるのを完全に避けることはできないが、蓄冷チャンバ37から排出される冷媒に輻射熱を吸収させることにより、送り管47を通る冷媒が蓄冷チャンバ37に達する前に不要に加熱されるのを防止できる。
【0030】
また、押出成形金型の温調構造11によれば、ポリオレフィン系樹脂を原料として成形を行う場合、アウタヒータ21,23の熱だけで原料を加熱し、インナヒータ15に通電しなくても良いが、アウタヒータ21,23の発熱する熱量は、インナヒータ15に比べ小さく、またアウタヒータ21,23の熱の多くは、ダイ7に伝わる前に大気へ放出される。このため、アウタヒータ21,23による発熱だけでは、ダイ7を上記のように約450℃に保つことができないので、押出成形金型の温調構造11は、インナヒータ15とアウタヒータ21,23とを必須の要素としている。
【0031】
尚、本発明は、その趣旨を逸脱しない範囲で当業者の知識に基づいて種々なる改良、修正、又は変形を加えた態様でも実施でき、以下の態様で実施しても良い。図4に示すように、複数本の棒状のインナヒータ15をコア1に取付けても良く、冷媒導入管19を断熱材48でインナヒータ15から遮蔽し、コア1による輻射熱で冷媒が加熱されるのを抑制しても良い。図5に示すように、インナヒータ15をコア1に没入させても良い。
【0032】
図6(a)に示すように、スペーサ43の歯形部46は、冷媒導入管19に接触する4つの突起であっても良い。歯形部46の冷媒導入管19に接触する面積を、更に小さくするために、同図(b)に示すように、歯形部46に傾斜面50,52を形成することにより、歯形部46の断面を山形にしても良い。熱の伝導を規制する複数の貫通孔53を、環形部44に形成しても良い。
【0033】
図7(a),(b)に示すように、スペーサ45の歯形部46は、冷媒導入管19に接触する円弧状の2つの突起であっても良く、歯形部46に傾斜面50,52を形成しても良い。この場合、環形部44に切欠部54,55を形成し、熱電対、及びインナヒータ15のリード線を切欠部54,55の内側に通しても良い。符号56は、スペーサ43をマンドレル3の一端に固定するためのボルトの挿通孔を指している。
【産業上の利用可能性】
【0034】
本発明は、精密な電子部品の製造に加え、あらゆる環状の製品を成形するのに有益な技術である。
【符号の説明】
【0035】
1…コア、3…マンドレル、5…ダイボディー、7…アジャストリング、9…押出成形金型、11…押出成形金型の温調構造、13…挿通孔、15…インナヒータ、17…インサイドマンドレル、19…冷媒導入管、21,23…アウタヒータ、25…フランジ、27…導入路、29…スパイラル溝、31…間隙、33…アジャストリング、35,39…空隙、37…蓄冷チャンバ、41…アダプターノズル、43,45…スペーサ、44…環形部、46…歯形部、47…送り管、48…断熱材、49…戻り管、50,52…傾斜面、51…端面、53…貫通孔、54,55…切欠部。
【特許請求の範囲】
【請求項1】
軸状のコアをマンドレルに接合し、前記マンドレルの挿入されるダイボディーに、前記コアの周りに間隙を形成するダイを接合し、前記マンドレルと前記ダイボディーとの間に供給される熱可塑性樹脂を、前記間隙から押出すことにより筒状に成形する押出成形金型の温調構造であって、
前記コアをその軸方向に貫く挿通孔と、前記コアに設けたインナヒータと、前記間隙から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレルと、前記コアの挿通孔に挿通され前記インサイドマンドレルに冷媒を導入する冷媒導入管と、前記ダイに設けたアウタヒータとを備え、前記インナヒータが前記冷媒導入管の周りに空隙を介して配置されたことを特徴とする押出成形金型の温調構造。
【請求項2】
前記インサイドマンドレルが、前記コアに対して空隙を挟む位置で前記冷媒導入管に支持され、前記間隙から押出される筒状の熱可塑性樹脂の内側に嵌入することを特徴とする請求項1に記載の押出成形金型の温調構造。
【請求項3】
前記冷媒導入管が、前記冷媒導入管の周りに空隙を確保するスペーサを介して、前記コアに連結されたことを特徴とする請求項1又は2に記載の押出成形金型の温調構造。
【請求項4】
前記スペーサは、前記挿通孔に嵌入し前記冷媒導入管を内側に挿通させる環形部と、前記環形部の内側へ向けて突出し前記冷媒導入管を挟着する歯形部とを備えることを特徴とする請求項1乃至3の何れか一つに記載の押出成形金型の温調構造。
【請求項5】
前記インサイドマンドレルは、冷媒を導入する蓄冷チャンバを有し、前記冷媒導入管は、前記蓄冷チャンバに供給される冷媒を通す送り管を、前記蓄冷チャンバから排出される冷媒を通す戻り管の内側に挿通させた二重管であることを特徴とする請求項1乃至4の何れか一つに記載の押出成形金型の温調構造。
【請求項6】
前記冷媒導入管を断熱材で前記インナヒータから遮蔽したことを特徴とする請求項1乃至5の何れか一つに記載の押出成形金型の温調構造。
【請求項1】
軸状のコアをマンドレルに接合し、前記マンドレルの挿入されるダイボディーに、前記コアの周りに間隙を形成するダイを接合し、前記マンドレルと前記ダイボディーとの間に供給される熱可塑性樹脂を、前記間隙から押出すことにより筒状に成形する押出成形金型の温調構造であって、
前記コアをその軸方向に貫く挿通孔と、前記コアに設けたインナヒータと、前記間隙から押出される熱可塑性樹脂の径方向の収縮を規制するインサイドマンドレルと、前記コアの挿通孔に挿通され前記インサイドマンドレルに冷媒を導入する冷媒導入管と、前記ダイに設けたアウタヒータとを備え、前記インナヒータが前記冷媒導入管の周りに空隙を介して配置されたことを特徴とする押出成形金型の温調構造。
【請求項2】
前記インサイドマンドレルが、前記コアに対して空隙を挟む位置で前記冷媒導入管に支持され、前記間隙から押出される筒状の熱可塑性樹脂の内側に嵌入することを特徴とする請求項1に記載の押出成形金型の温調構造。
【請求項3】
前記冷媒導入管が、前記冷媒導入管の周りに空隙を確保するスペーサを介して、前記コアに連結されたことを特徴とする請求項1又は2に記載の押出成形金型の温調構造。
【請求項4】
前記スペーサは、前記挿通孔に嵌入し前記冷媒導入管を内側に挿通させる環形部と、前記環形部の内側へ向けて突出し前記冷媒導入管を挟着する歯形部とを備えることを特徴とする請求項1乃至3の何れか一つに記載の押出成形金型の温調構造。
【請求項5】
前記インサイドマンドレルは、冷媒を導入する蓄冷チャンバを有し、前記冷媒導入管は、前記蓄冷チャンバに供給される冷媒を通す送り管を、前記蓄冷チャンバから排出される冷媒を通す戻り管の内側に挿通させた二重管であることを特徴とする請求項1乃至4の何れか一つに記載の押出成形金型の温調構造。
【請求項6】
前記冷媒導入管を断熱材で前記インナヒータから遮蔽したことを特徴とする請求項1乃至5の何れか一つに記載の押出成形金型の温調構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−110884(P2011−110884A)
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願番号】特願2009−271289(P2009−271289)
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
【公開日】平成23年6月9日(2011.6.9)
【国際特許分類】
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000001339)グンゼ株式会社 (919)
【Fターム(参考)】
[ Back to top ]