
押出機用口金および押出装置
【課題】押出し成形されるゴムストリップの幅方向の密度を均一なものとして、ゴムストリップの側部部分の破れを防止することができる押出機用口金および、それを用いた押出装置を提供する。
【解決手段】押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形する口金1であって、
口金1の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路2の幅方向の中間部分に、幅方向の両側部に比して流路2の高さを低減する狭窄部を設ける。
【解決手段】押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形する口金1であって、
口金1の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路2の幅方向の中間部分に、幅方向の両側部に比して流路2の高さを低減する狭窄部を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料に、所定の横断面形状を付与する押出機用口金および、その口金を具えた押出装置に関するものであり、とくには、口金から押出し成形されるゴムストリップの成形不良を防止して、成形されるゴムストリップの品質を高める技術を提案するものである。
【背景技術】
【0002】
この種の押出機用口金は、押出機の内部のスクリューによって送給された未加硫のゴム材料を、押出し方向の先端部に設けた、所定の内輪郭形状の吐出口から押出すことで、ゴム材料を、その吐出口の内輪郭形状と対応する横断面形状を有するゴムストリップに成形するものである。
なおここで、たとえば、ゴムストリップの成形精度をより一層高めたり、あるいは、ゴムストリップの長手方向に引張力を作用させて、ゴムストリップの幅を調整したりするために、口金の吐出口に隣接する位置に、口金から押出されたゴムストリップを圧延する一対のローラ等からなるローラ成形機を配設する場合もある。
そして、所望の横断面形状に成形されたゴムストリップは、たとえば、成型ドラム上に巻き回して貼着されてタイヤの製造に供される。
【0003】
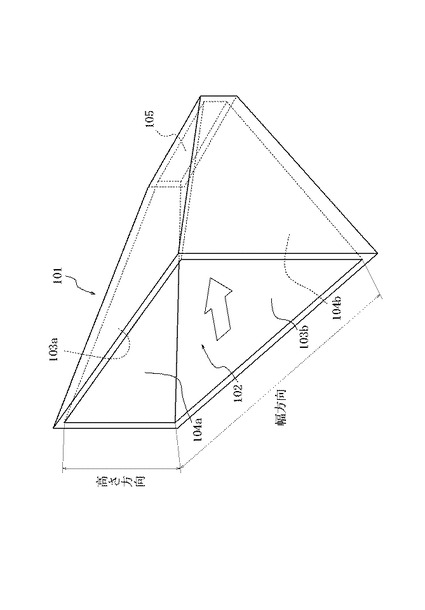
ところで、押出機から送給されたゴム材料を、押出し方向の先端部分の吐出口まで案内する、口金内部の流路は一般に、図6に、透過斜視図で模式的に例示するように、全幅にわたって、流路高さおよび流路幅が、ゴム材料の流動方向の前方に向かうに従って漸次減少する形状に形成されている。
つまり、図6に示す口金101の流路102は、高さ方向および幅方向のそれぞれで、図に白抜き矢印で示す流動方向の前方に向かうに従って、流路壁面が次第に近接する姿勢で対向する各一対の平坦面状の壁面103a、103bと壁面104a、104bとから構成してなるものである。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかるに、図6に例示するような従来の口金101では、押出機からヘッドを介して口金101に送給されるゴム材料の、口金101の幅方向の各側部に流入する部分が、とくに幅方向の対向側面104a、104bのそれぞれから流動抵抗を受けることになって、流路102の両側部では、流路102の幅方向の中間部分よりも、ゴム材料が流動し難くなるので、口金101の吐出口105で押出成形されたゴムストリップ密度が、幅方向の中間部分に比して、幅方向の両側部で小さくなり、この結果として、密度の小さい薄肉の側部部分に破れが生じるおそれがあった。
【0005】
このように、側部部分に破れが生じたゴムストリップを、たとえば、タイヤ構成部材として成型ドラム上に貼着して、タイヤを製造したときは、ゴムストリップの側部部分の破れに起因して発生する隙間にエア入りが生じ、また、成型ドラム上に貼着したゴムストリップの破れ箇所に、材質の異なるゴム材料から形成される他のタイヤ構成部材の一部が入り込む結果、製造したタイヤの走行時に、この入り込み部分からクラックが生じるおそれがあるため、製品タイヤの品質が低下することになる他、タイヤの製造時にトレッドゴム素材などに設けられる、製品タイヤのサイズ、種類等を見分けるための標識線が、ゴムストリップの破れ箇所に入り込んで、製品タイヤで標識線が不明瞭となるという問題もあった。
【0006】
そしてこのことは、ローラ成形機を、口金の吐出口に隣接させて設けた場合に、口金から押出されたゴムストリップが、一対のローラによる、ゴムストリップの厚み方向の圧延力を受けて、ゴムストリップの長手方向に伸張されることにより、ゴムストリップ側部部分の破れが顕在化するので、とくに重大であった。
【0007】
この発明は、従来技術が抱えるこのような問題を解決することを課題とするものであり、それの目的とするところは、押出し成形されるゴムストリップの幅方向の密度を均一なものとして、ゴムストリップの側部部分の破れを防止することができる押出機用口金および、それを用いた押出装置を提供するにある。
【課題を解決するための手段】
【0008】
この発明の押出機用口金は、押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形するものであって、口金の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けてなるものである。
【0009】
ここで好ましくは、前記流路の中間部分で、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分で、前記狭窄部を形成する。
【0010】
また、この発明の押出装置は、先に述べたいずれかの口金と、該口金を、ヘッドを介して先端に取り付けた押出機と、口金の、ゴムストリップの押出方向の前方側に配設したローラ成形機とを具えてなるものである。
【発明の効果】
【0011】
この発明の押出機用口金によれば、口金の、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けたことにより、ゴム材料が受ける流動抵抗が、その狭窄部で大きくなることで、ゴム材料の、流路の両側部での流動性が相対的に高まることになって、その両側部でのゴム材料の流動をより円滑なものとすることができるので、押出し成形されるゴムストリップの密度を、幅方向で十分均一なものとすることができ、この結果として、ゴムストリップの側部部分への破れの発生を確実に防止して、製品タイヤの品質低下等のおそれを有利に取り除くことができる。
【0012】
ここにおいて、流路の幅方向の中間部分に、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分を形成し、これを前記狭窄部としたときは、口金の外形形状を変更することなしに、単純な口金形状の下で狭窄部を形成することができる。
【0013】
このことに加えて、流路の高さ方向に対向する壁面の一方のみを、他方の壁面に向けて突出させて狭窄部を形成した場合は、口金の流路の中間部分で、ゴム材料が受ける流動抵抗が、迫出し部分を設けない他方の対向壁面側に比して、迫出し部分を設けた壁面側で大きくなることから、迫出し部を設けた壁面の近傍を流動するゴム材料の流速が、対向壁面側のゴム材料よりも遅くなって、口金の吐出口から押出されたゴムストリップは、迫出し部を設けた壁面側に向かって湾曲することになるので、流路壁面への迫出し部分の形成に基き、押出し成形されたゴムストリップの湾曲の向きおよび、その湾曲の度合いをコントロールすることにより、たとえば、口金の吐出口に対向させて配置される成型ドラムへの、ゴムストリップの巻き付け貼着を確実かつ容易なものとすることができる。
【0014】
また、この発明の押出装置によれば、押出機の先端に、ヘッドを介して取り付けた上記の口金によって、上述したように、ゴムストリップの幅方向の密度を均一化することができることから、押出し成形されたゴムストリップを、ローラ成形機のローラで圧延した場合であっても、ゴムストリップの側部部分への破れの発生を十分に防止しつつ、ローラ成形機による、ゴムストリップの成形精度の向上や、ゴムストリップの幅の調整を図ることができる。
【図面の簡単な説明】
【0015】
【図1】この発明の口金の一の実施形態を示す斜視図である。
【図2】図1の口金を示す、図1のa−a線およびb−b線に沿う断面図である。
【図3】図1の口金を具える押出装置を示す、口金流路の中心軸線を含む断面図である。
【図4】他の実施形態の口金を具える押出装置を、成型ドラムとともに示す、口金流路の中心軸線を含む断面図である。
【図5】実施例の口金および、従来例の口金のそれぞれを用いた押出装置で、成形したゴムストリップを示す斜視図である。
【図6】従来の口金を示す斜視図である。
【発明を実施するための形態】
【0016】
以下に図面を参照しつつ、この発明の実施形態について説明する。
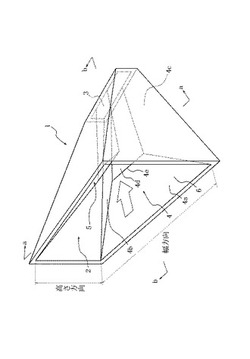
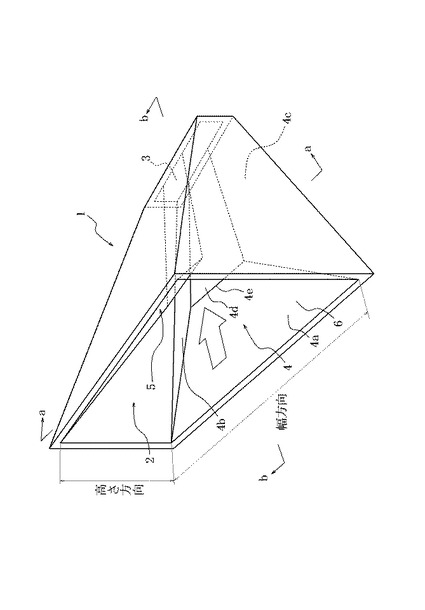
図1に例示する口金1は、内部に、ゴム材料が流動することになる流路2を形成するとともに、図に白抜き矢印で示す、ゴム材料の流動方向の先端に、たとえば長方形等の所定の内輪郭形状の吐出口3を設けてなるものである。
口金1は、図示しない押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、流路2によって吐出口3まで案内するとともに、吐出口3から押出して、ゴム材料を、吐出口3の内輪郭形状と対応する横断面形状を有する連続したゴムストリップに成形するべく機能する。
ところで、この発明では、口金1の、流動方向と直交する断面内で、ゴム材料の流路2の幅方向の中間部分に、幅方向の両側部に比して流路2の高さを低減する狭窄部を設ける。
【0017】
ここにおいて、図1に示す口金1は、流路2の幅方向の中間部分で、高さ方向に対向する両壁面のそれぞれに、対向壁面に向けて突出させた迫出し部分4、5を設け、これらの両迫出し部分4、5で前記狭窄部を形成したものである。
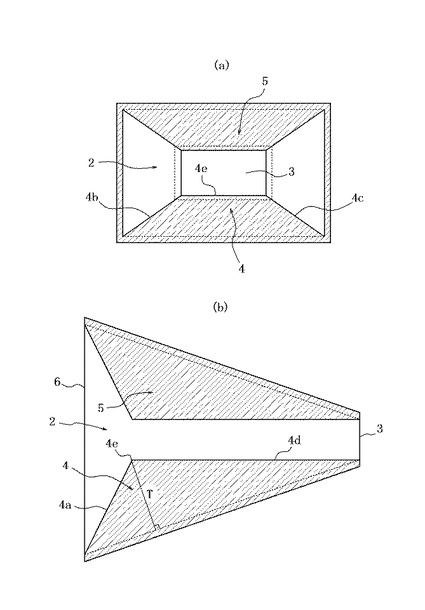
ここで、横断形状が、図2(a)に示すようなほぼ台形状をなす図示の迫出し部分4は、口金入口部の傾斜面4aを含めて、四つの傾斜面4a、4b、4c、4dを有し、また、この迫出し部分4の、流路幅方向の中央位置における断面形状は、図2(b)に示すようなほぼ三角形状をなす。
なお、図示の実施形態では、対向壁面に設けた迫出し部分5を、迫出し部分4の上下を反転させた形状と同様の形状とした。
【0018】
このようにして形成される、狭窄部のための迫出し部分4、5により、口金1の流路高さは、流路2の幅方向で、各側部から、中央部の傾斜面4a、4dに向かうに従って漸次減少し、また、ゴム材料の流動方向で、ゴム材料の流入口6から、迫出し面4aと4dとの境界、すなわち迫出し部分のピーク位置4eに到るまでの間で漸次減少することになる。
【0019】
このことにより、押出機による押出力の作用の下、口金1の流路2内に流入したゴム材料は、流路2の、迫出し部分4、5からなる狭窄部によって大きな流動抵抗を受けることになるので、流路2の両側部での流動性が相対的に高まって、両側部での流動がより円滑なものなり、この結果として、幅方向に密度の均一なゴムストリップが押出成形されることになるので、ゴムストリップの側部部分の密度が小さくなることに起因する、ゴムストリップの側部部分への破れの発生を有効に防止することができる。
なお、図示の口金1では、吐出口3から押出されるゴムストリップに、所定の横断面形状、図では長方形断面形状を付与するため、この吐出口3の位置では、流路幅方向に流路高さが一定となるように迫出し部分4、5を形成している。
【0020】
ところで、狭窄部は、幅方向の中間部分の流路高さを、両側部に比して低減するものであればよいことから、図1、2に示す迫出し部分4、5に限定されるものではなく、たとえば、図示は省略するが、ゴム材料の流動方向と直交する断面内で、口金の、流路幅方向の両側部での内外形形状をともに、中間部分よりも大きくし、あるいは、流路の高さ方向に対向する壁の厚みを、中間部分よりも、流路の幅方向の両側部で薄くすることにより、流路の幅方向の両側部での流路高さを、中間部分に対して増大させることで、前記狭窄部を形成することができる。
また、同様に図示は省略するが、全体として曲面形状をなす迫出し部分を、流路の中間部分に形成することも可能である。
【0021】
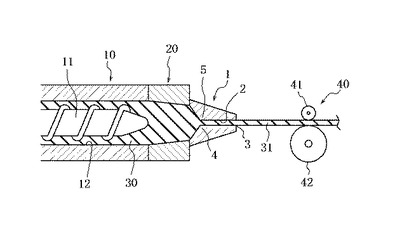
以上に述べたような口金1を用いて、ゴムストリップを押出成形するには、図3に、流路の中心軸線を含む断面図で示すように、口金1を、押出機10の先端に、ヘッド20を介して取り付ける。
ここで、押出機10は、ゴム材料を押出機シリンダー内へ供給する図示しないホッパーを具えるとともに、このホッパーからのゴム材料30を、内部スクリュー11の回転駆動に基く、混錬、送給に基いて、図では左右に延在させて形成した内部通路12を経て、ヘッド20へ供給する。
【0022】
このような、押出機10、ヘッド20および口金1によれば、押出機10のスクリュー11による、ゴム材料30への押出力の作用に基き、ゴム材料30は、ヘッド20の内部および、口金1の流路2を経た後、吐出口3から押出されて、所定の横断面形状を有するゴムストリップ31に押出成形されることになる。
このとき、押出されたゴムストリップ31は、口金1の流路2の、幅方向の中間部分に形成した迫出し部分4、5によって、前述したように、幅方向の密度が均一化される。
【0023】
そして、この発明の押出装置では、図3に示すように、口金1の、ゴムストリップ31の押出方向の前方側に、ローラ成形機40をさらに設けるものとし、このことにより、上記の如く幅方向の密度が均一化されて押出されたゴムストリップ31を、ローラ成形機40の、ここでは一対のローラ41、42間で所要の形態に圧延することで、ゴムストリップ31の側部部分の破れのおそれなしに、ローラ成形機40によって、ゴムストリップ31の成形精度を高めたり、ゴムストリップ31の幅を調整したりすることが可能となる。
【0024】
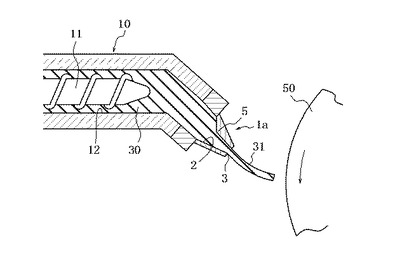
ところで、図4に、押出装置の断面図で示すように、口金1aの流路2の高さ方向に対向する壁面のいずれか一方だけに、たとえば、迫出し部分5を形成することもでき、この場合は、ゴム材料30への流動抵抗が、迫出し部分5を設けた壁面側だけで増大することになるので、迫出し部分5を設けた壁面側と、これを設けない壁面側とのゴム材料30の速度差の故に、口金1aから押し出されたゴムストリップ31が、迫出し部分5を設けた壁面側に向かって湾曲することになる。
【0025】
かかる口金1aは、たとえば図4に示すように、口金1aから押出成形されたゴムストリップ31を、一対のローラによる圧延工程を経ずに直接的に、成型ドラム50上に巻回貼着させる場合に、ゴムストリップ31の、ドラム50上への巻き付き貼着を確実かつ容易なものとするために、押出し成形されるゴムストリップ31の湾曲の向きおよび、その湾曲の度合いをコントロールできる点で有利である。
【実施例】
【0026】
次に、この発明の口金を試作しその性能を評価したので、以下に説明する。
実施例の口金は、図1に示す構造を有するものとし、従来例の口金は、図6に示すように、流路に迫出し部分を設けないことを除いて、実施例の口金と同じ構造および寸法を有するものとした。
ここで、実施例の口金および従来例の口金のそれぞれの流路の寸法はいずれも、流入口位置で、幅35mm、高さ8.5mmとし、また、吐出口位置で、幅22mm、高さ2.2mmとした。
またここで、実施例の口金では、図2(b)に示す、迫出し部分4および5のピーク位置4eでの厚みTを4mmとした。
【0027】
これらの実施例または従来例の口金のいずれか一方を取付けた押出機およびローラ成形機により、ゴムストリップの押出および圧延を行って、成形されたゴムストリップの側部部分への破れの発生を確認した。
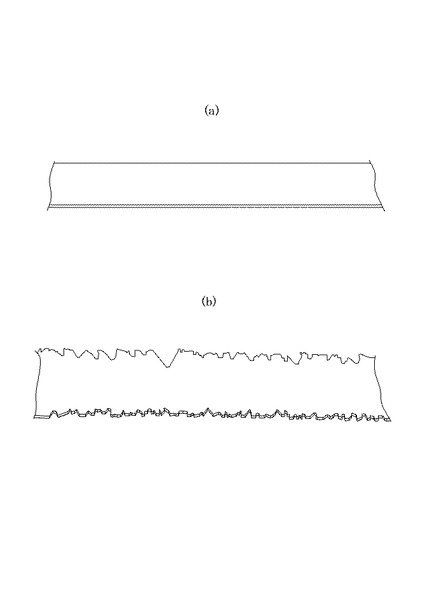
実施例および従来例の口金を用いて成形されたそれぞれのゴムストリップの長手方向の一部を、図5に斜視図で示す。
ここで、図5(a)は、図3に示す装置で成形されたゴムストリップを示し、図5(b)は、図3に示す装置において、口金を、図6に示す従来例の口金に変更したもので成形されたゴムストリップを示す。
【0028】
図5に示すところから明らかなように、従来例の口金を用いた押出装置では、成形されたゴムストリップの側部部分に、複数の大きな破れが生じているのに対し、実施例の口金を用いた押出装置では、成形されたゴムストリップの側部部分に、このような破れの発生を確認できなかったことから、この発明の口金によれば、成形されたゴムストリップの側部部分への破れの発生を防止できることが解かった。
【符号の説明】
【0029】
1、1a 口金
2 流路
3 吐出口
4、5 迫出し部分
4a、4b、4c、4d 傾斜面
4e ピーク位置
6 流入口
10 押出機
11 スクリュー
12 内部通路
20 ヘッド
30 ゴム材料
31 ゴムストリップ
40 ローラ成形機
41、42 ローラ
50 成型ドラム
【技術分野】
【0001】
この発明は、押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料に、所定の横断面形状を付与する押出機用口金および、その口金を具えた押出装置に関するものであり、とくには、口金から押出し成形されるゴムストリップの成形不良を防止して、成形されるゴムストリップの品質を高める技術を提案するものである。
【背景技術】
【0002】
この種の押出機用口金は、押出機の内部のスクリューによって送給された未加硫のゴム材料を、押出し方向の先端部に設けた、所定の内輪郭形状の吐出口から押出すことで、ゴム材料を、その吐出口の内輪郭形状と対応する横断面形状を有するゴムストリップに成形するものである。
なおここで、たとえば、ゴムストリップの成形精度をより一層高めたり、あるいは、ゴムストリップの長手方向に引張力を作用させて、ゴムストリップの幅を調整したりするために、口金の吐出口に隣接する位置に、口金から押出されたゴムストリップを圧延する一対のローラ等からなるローラ成形機を配設する場合もある。
そして、所望の横断面形状に成形されたゴムストリップは、たとえば、成型ドラム上に巻き回して貼着されてタイヤの製造に供される。
【0003】
ところで、押出機から送給されたゴム材料を、押出し方向の先端部分の吐出口まで案内する、口金内部の流路は一般に、図6に、透過斜視図で模式的に例示するように、全幅にわたって、流路高さおよび流路幅が、ゴム材料の流動方向の前方に向かうに従って漸次減少する形状に形成されている。
つまり、図6に示す口金101の流路102は、高さ方向および幅方向のそれぞれで、図に白抜き矢印で示す流動方向の前方に向かうに従って、流路壁面が次第に近接する姿勢で対向する各一対の平坦面状の壁面103a、103bと壁面104a、104bとから構成してなるものである。
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかるに、図6に例示するような従来の口金101では、押出機からヘッドを介して口金101に送給されるゴム材料の、口金101の幅方向の各側部に流入する部分が、とくに幅方向の対向側面104a、104bのそれぞれから流動抵抗を受けることになって、流路102の両側部では、流路102の幅方向の中間部分よりも、ゴム材料が流動し難くなるので、口金101の吐出口105で押出成形されたゴムストリップ密度が、幅方向の中間部分に比して、幅方向の両側部で小さくなり、この結果として、密度の小さい薄肉の側部部分に破れが生じるおそれがあった。
【0005】
このように、側部部分に破れが生じたゴムストリップを、たとえば、タイヤ構成部材として成型ドラム上に貼着して、タイヤを製造したときは、ゴムストリップの側部部分の破れに起因して発生する隙間にエア入りが生じ、また、成型ドラム上に貼着したゴムストリップの破れ箇所に、材質の異なるゴム材料から形成される他のタイヤ構成部材の一部が入り込む結果、製造したタイヤの走行時に、この入り込み部分からクラックが生じるおそれがあるため、製品タイヤの品質が低下することになる他、タイヤの製造時にトレッドゴム素材などに設けられる、製品タイヤのサイズ、種類等を見分けるための標識線が、ゴムストリップの破れ箇所に入り込んで、製品タイヤで標識線が不明瞭となるという問題もあった。
【0006】
そしてこのことは、ローラ成形機を、口金の吐出口に隣接させて設けた場合に、口金から押出されたゴムストリップが、一対のローラによる、ゴムストリップの厚み方向の圧延力を受けて、ゴムストリップの長手方向に伸張されることにより、ゴムストリップ側部部分の破れが顕在化するので、とくに重大であった。
【0007】
この発明は、従来技術が抱えるこのような問題を解決することを課題とするものであり、それの目的とするところは、押出し成形されるゴムストリップの幅方向の密度を均一なものとして、ゴムストリップの側部部分の破れを防止することができる押出機用口金および、それを用いた押出装置を提供するにある。
【課題を解決するための手段】
【0008】
この発明の押出機用口金は、押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形するものであって、口金の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けてなるものである。
【0009】
ここで好ましくは、前記流路の中間部分で、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分で、前記狭窄部を形成する。
【0010】
また、この発明の押出装置は、先に述べたいずれかの口金と、該口金を、ヘッドを介して先端に取り付けた押出機と、口金の、ゴムストリップの押出方向の前方側に配設したローラ成形機とを具えてなるものである。
【発明の効果】
【0011】
この発明の押出機用口金によれば、口金の、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けたことにより、ゴム材料が受ける流動抵抗が、その狭窄部で大きくなることで、ゴム材料の、流路の両側部での流動性が相対的に高まることになって、その両側部でのゴム材料の流動をより円滑なものとすることができるので、押出し成形されるゴムストリップの密度を、幅方向で十分均一なものとすることができ、この結果として、ゴムストリップの側部部分への破れの発生を確実に防止して、製品タイヤの品質低下等のおそれを有利に取り除くことができる。
【0012】
ここにおいて、流路の幅方向の中間部分に、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分を形成し、これを前記狭窄部としたときは、口金の外形形状を変更することなしに、単純な口金形状の下で狭窄部を形成することができる。
【0013】
このことに加えて、流路の高さ方向に対向する壁面の一方のみを、他方の壁面に向けて突出させて狭窄部を形成した場合は、口金の流路の中間部分で、ゴム材料が受ける流動抵抗が、迫出し部分を設けない他方の対向壁面側に比して、迫出し部分を設けた壁面側で大きくなることから、迫出し部を設けた壁面の近傍を流動するゴム材料の流速が、対向壁面側のゴム材料よりも遅くなって、口金の吐出口から押出されたゴムストリップは、迫出し部を設けた壁面側に向かって湾曲することになるので、流路壁面への迫出し部分の形成に基き、押出し成形されたゴムストリップの湾曲の向きおよび、その湾曲の度合いをコントロールすることにより、たとえば、口金の吐出口に対向させて配置される成型ドラムへの、ゴムストリップの巻き付け貼着を確実かつ容易なものとすることができる。
【0014】
また、この発明の押出装置によれば、押出機の先端に、ヘッドを介して取り付けた上記の口金によって、上述したように、ゴムストリップの幅方向の密度を均一化することができることから、押出し成形されたゴムストリップを、ローラ成形機のローラで圧延した場合であっても、ゴムストリップの側部部分への破れの発生を十分に防止しつつ、ローラ成形機による、ゴムストリップの成形精度の向上や、ゴムストリップの幅の調整を図ることができる。
【図面の簡単な説明】
【0015】
【図1】この発明の口金の一の実施形態を示す斜視図である。
【図2】図1の口金を示す、図1のa−a線およびb−b線に沿う断面図である。
【図3】図1の口金を具える押出装置を示す、口金流路の中心軸線を含む断面図である。
【図4】他の実施形態の口金を具える押出装置を、成型ドラムとともに示す、口金流路の中心軸線を含む断面図である。
【図5】実施例の口金および、従来例の口金のそれぞれを用いた押出装置で、成形したゴムストリップを示す斜視図である。
【図6】従来の口金を示す斜視図である。
【発明を実施するための形態】
【0016】
以下に図面を参照しつつ、この発明の実施形態について説明する。
図1に例示する口金1は、内部に、ゴム材料が流動することになる流路2を形成するとともに、図に白抜き矢印で示す、ゴム材料の流動方向の先端に、たとえば長方形等の所定の内輪郭形状の吐出口3を設けてなるものである。
口金1は、図示しない押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、流路2によって吐出口3まで案内するとともに、吐出口3から押出して、ゴム材料を、吐出口3の内輪郭形状と対応する横断面形状を有する連続したゴムストリップに成形するべく機能する。
ところで、この発明では、口金1の、流動方向と直交する断面内で、ゴム材料の流路2の幅方向の中間部分に、幅方向の両側部に比して流路2の高さを低減する狭窄部を設ける。
【0017】
ここにおいて、図1に示す口金1は、流路2の幅方向の中間部分で、高さ方向に対向する両壁面のそれぞれに、対向壁面に向けて突出させた迫出し部分4、5を設け、これらの両迫出し部分4、5で前記狭窄部を形成したものである。
ここで、横断形状が、図2(a)に示すようなほぼ台形状をなす図示の迫出し部分4は、口金入口部の傾斜面4aを含めて、四つの傾斜面4a、4b、4c、4dを有し、また、この迫出し部分4の、流路幅方向の中央位置における断面形状は、図2(b)に示すようなほぼ三角形状をなす。
なお、図示の実施形態では、対向壁面に設けた迫出し部分5を、迫出し部分4の上下を反転させた形状と同様の形状とした。
【0018】
このようにして形成される、狭窄部のための迫出し部分4、5により、口金1の流路高さは、流路2の幅方向で、各側部から、中央部の傾斜面4a、4dに向かうに従って漸次減少し、また、ゴム材料の流動方向で、ゴム材料の流入口6から、迫出し面4aと4dとの境界、すなわち迫出し部分のピーク位置4eに到るまでの間で漸次減少することになる。
【0019】
このことにより、押出機による押出力の作用の下、口金1の流路2内に流入したゴム材料は、流路2の、迫出し部分4、5からなる狭窄部によって大きな流動抵抗を受けることになるので、流路2の両側部での流動性が相対的に高まって、両側部での流動がより円滑なものなり、この結果として、幅方向に密度の均一なゴムストリップが押出成形されることになるので、ゴムストリップの側部部分の密度が小さくなることに起因する、ゴムストリップの側部部分への破れの発生を有効に防止することができる。
なお、図示の口金1では、吐出口3から押出されるゴムストリップに、所定の横断面形状、図では長方形断面形状を付与するため、この吐出口3の位置では、流路幅方向に流路高さが一定となるように迫出し部分4、5を形成している。
【0020】
ところで、狭窄部は、幅方向の中間部分の流路高さを、両側部に比して低減するものであればよいことから、図1、2に示す迫出し部分4、5に限定されるものではなく、たとえば、図示は省略するが、ゴム材料の流動方向と直交する断面内で、口金の、流路幅方向の両側部での内外形形状をともに、中間部分よりも大きくし、あるいは、流路の高さ方向に対向する壁の厚みを、中間部分よりも、流路の幅方向の両側部で薄くすることにより、流路の幅方向の両側部での流路高さを、中間部分に対して増大させることで、前記狭窄部を形成することができる。
また、同様に図示は省略するが、全体として曲面形状をなす迫出し部分を、流路の中間部分に形成することも可能である。
【0021】
以上に述べたような口金1を用いて、ゴムストリップを押出成形するには、図3に、流路の中心軸線を含む断面図で示すように、口金1を、押出機10の先端に、ヘッド20を介して取り付ける。
ここで、押出機10は、ゴム材料を押出機シリンダー内へ供給する図示しないホッパーを具えるとともに、このホッパーからのゴム材料30を、内部スクリュー11の回転駆動に基く、混錬、送給に基いて、図では左右に延在させて形成した内部通路12を経て、ヘッド20へ供給する。
【0022】
このような、押出機10、ヘッド20および口金1によれば、押出機10のスクリュー11による、ゴム材料30への押出力の作用に基き、ゴム材料30は、ヘッド20の内部および、口金1の流路2を経た後、吐出口3から押出されて、所定の横断面形状を有するゴムストリップ31に押出成形されることになる。
このとき、押出されたゴムストリップ31は、口金1の流路2の、幅方向の中間部分に形成した迫出し部分4、5によって、前述したように、幅方向の密度が均一化される。
【0023】
そして、この発明の押出装置では、図3に示すように、口金1の、ゴムストリップ31の押出方向の前方側に、ローラ成形機40をさらに設けるものとし、このことにより、上記の如く幅方向の密度が均一化されて押出されたゴムストリップ31を、ローラ成形機40の、ここでは一対のローラ41、42間で所要の形態に圧延することで、ゴムストリップ31の側部部分の破れのおそれなしに、ローラ成形機40によって、ゴムストリップ31の成形精度を高めたり、ゴムストリップ31の幅を調整したりすることが可能となる。
【0024】
ところで、図4に、押出装置の断面図で示すように、口金1aの流路2の高さ方向に対向する壁面のいずれか一方だけに、たとえば、迫出し部分5を形成することもでき、この場合は、ゴム材料30への流動抵抗が、迫出し部分5を設けた壁面側だけで増大することになるので、迫出し部分5を設けた壁面側と、これを設けない壁面側とのゴム材料30の速度差の故に、口金1aから押し出されたゴムストリップ31が、迫出し部分5を設けた壁面側に向かって湾曲することになる。
【0025】
かかる口金1aは、たとえば図4に示すように、口金1aから押出成形されたゴムストリップ31を、一対のローラによる圧延工程を経ずに直接的に、成型ドラム50上に巻回貼着させる場合に、ゴムストリップ31の、ドラム50上への巻き付き貼着を確実かつ容易なものとするために、押出し成形されるゴムストリップ31の湾曲の向きおよび、その湾曲の度合いをコントロールできる点で有利である。
【実施例】
【0026】
次に、この発明の口金を試作しその性能を評価したので、以下に説明する。
実施例の口金は、図1に示す構造を有するものとし、従来例の口金は、図6に示すように、流路に迫出し部分を設けないことを除いて、実施例の口金と同じ構造および寸法を有するものとした。
ここで、実施例の口金および従来例の口金のそれぞれの流路の寸法はいずれも、流入口位置で、幅35mm、高さ8.5mmとし、また、吐出口位置で、幅22mm、高さ2.2mmとした。
またここで、実施例の口金では、図2(b)に示す、迫出し部分4および5のピーク位置4eでの厚みTを4mmとした。
【0027】
これらの実施例または従来例の口金のいずれか一方を取付けた押出機およびローラ成形機により、ゴムストリップの押出および圧延を行って、成形されたゴムストリップの側部部分への破れの発生を確認した。
実施例および従来例の口金を用いて成形されたそれぞれのゴムストリップの長手方向の一部を、図5に斜視図で示す。
ここで、図5(a)は、図3に示す装置で成形されたゴムストリップを示し、図5(b)は、図3に示す装置において、口金を、図6に示す従来例の口金に変更したもので成形されたゴムストリップを示す。
【0028】
図5に示すところから明らかなように、従来例の口金を用いた押出装置では、成形されたゴムストリップの側部部分に、複数の大きな破れが生じているのに対し、実施例の口金を用いた押出装置では、成形されたゴムストリップの側部部分に、このような破れの発生を確認できなかったことから、この発明の口金によれば、成形されたゴムストリップの側部部分への破れの発生を防止できることが解かった。
【符号の説明】
【0029】
1、1a 口金
2 流路
3 吐出口
4、5 迫出し部分
4a、4b、4c、4d 傾斜面
4e ピーク位置
6 流入口
10 押出機
11 スクリュー
12 内部通路
20 ヘッド
30 ゴム材料
31 ゴムストリップ
40 ローラ成形機
41、42 ローラ
50 成型ドラム
【特許請求の範囲】
【請求項1】
押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形する口金であって、
口金の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けてなる押出機用口金。
【請求項2】
前記流路の中間部分で、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分で、前記狭窄部を形成してなる請求項1に記載の押出機用口金。
【請求項3】
請求項1もしくは2に記載の口金と、該口金を、ヘッドを介して先端に取り付けた押出機と、口金の、ゴムストリップの押出方向の前方側に配設したローラ成形機とを具えてなる押出装置。
【請求項1】
押出機の先端にヘッドを介して取付けられて、押出機から送給されたゴム材料を、所定の横断面形状を有するゴムストリップに成形する口金であって、
口金の、ゴム材料の流動方向と直交する断面内で、ゴム材料の流路の幅方向の中間部分に、幅方向の両側部に比して流路の高さを低減する狭窄部を設けてなる押出機用口金。
【請求項2】
前記流路の中間部分で、流路の高さ方向に対向する壁面の少なくとも一方を、他方の壁面に向けて突出させた迫出し部分で、前記狭窄部を形成してなる請求項1に記載の押出機用口金。
【請求項3】
請求項1もしくは2に記載の口金と、該口金を、ヘッドを介して先端に取り付けた押出機と、口金の、ゴムストリップの押出方向の前方側に配設したローラ成形機とを具えてなる押出装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−30395(P2012−30395A)
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願番号】特願2010−169609(P2010−169609)
【出願日】平成22年7月28日(2010.7.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成24年2月16日(2012.2.16)
【国際特許分類】
【出願日】平成22年7月28日(2010.7.28)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]