
押釦スイッチ用カバー部材の製造方法及び接着治具
【課題】カバー基材とキートップとの間の位置ズレを防止して光反応型接着剤を反応させることが可能な接着治具を提供する。
【解決手段】互いに位置決めして対向可能な対向面を有する第1及び第2の分割治具21、22を備え、第1の分割治具21の対向面には、カバー基材11を所定の位置に保持するカバー基材保持部が設けられると共に、第2の分割治具22の対向面には、キートップ12を所定の位置に保持するキートップ保持部22aが設けられ、第1の分割治具21の保持部に、第1の分割治具21の背面側から貫通する貫通孔21cが開設されている。
【解決手段】互いに位置決めして対向可能な対向面を有する第1及び第2の分割治具21、22を備え、第1の分割治具21の対向面には、カバー基材11を所定の位置に保持するカバー基材保持部が設けられると共に、第2の分割治具22の対向面には、キートップ12を所定の位置に保持するキートップ保持部22aが設けられ、第1の分割治具21の保持部に、第1の分割治具21の背面側から貫通する貫通孔21cが開設されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、キートップをカバー基材に光反応型接着剤を用いて接着することにより押釦スイッチ用カバー部材を製造する方法と、その製造方法に好適に使用される接着治具に関する。
【背景技術】
【0002】
従来、携帯電話機、携帯情報端末装置(PDA)等のモバイル機器などの操作部に用いる押釦スイッチ用カバー部材として、硬質樹脂製のキートップをゴム弾性体からなるカバー基材の所定のキートップ配置位置に、光反応型接着剤を用いて接着したものが多数使用されている。
【0003】
このような押釦スイッチ用カバー部材を製造するために、例えば、下記特許文献1には、硬質樹脂製のキートップとゴム弾性体からなるカバー基材との間に光反応型の接着剤層を形成し、キートップとカバー基材とをそれぞれ上下治具を用いて位置決めして貼り合わせ、上治具を退避させた後に光を照射して接着剤層を反応させることにより、キートップとカバー基材とを接着して押釦スイッチ用カバー部材を製造する方法が記載されている。
【特許文献1】特許第3597024号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような製造方法により押釦スイッチ用カバー部材を製造すると、キートップとカバー基材とをそれぞれ上下治具により位置決めした後、光反応型接着剤を反応させるために、上治具を退避させて光を照射しなければならない。そのため、光反応型接着剤が未反応の状態で、カバー基材を上治具から離脱させなければならず、カバー基材とキートップとの位置ズレが生じ易いという問題点があった。
【0005】
そこで、この発明では、カバー基材とキートップとの間の位置ズレを防止して光反応型接着剤を反応させることが可能で、優れた位置精度でカバー基材にキートップを接着することができる押釦スイッチ用カバー部材の製造方法を提供することを課題とし、また、そのような製造方法に好適に使用することが可能な接着治具を提供することを他の課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決する請求項1に記載の押釦スイッチ用カバー部材の製造方法は、互いに位置決めされて対向可能な第1の分割治具と第2の分割治具の各対向面側に、カバー基材と該カバー基材に接着されるキートップとを保持させ、前記各対向面を対向させることにより、前記カバー基材の所定のキートップ配置位置に前記キートップを配置すると共に、前記カバー基材と前記キートップとの間に光反応型接着剤を介在させ、外部から光を照射して、前記カバー基材又は前記キートップを透過した前記光により前記光反応型接着剤を反応させることにより、前記カバー基材に前記キートップを接着して押釦スイッチ用カバー部材を製造する方法であり、前記第1又は第2の分割治具の前記キートップ配置位置に対応する位置に貫通孔を設け、前記第1の分割治具と前記第2の分割治具とを対向させた状態で前記光を照射することにより、前記光を前記貫通孔から入射させて前記光反応型接着剤を反応させることを特徴とする。
【0007】
請求項2に記載の押釦スイッチ用カバー部材の製造方法は、請求項1に記載の構成に加え、一方の前記分割治具に前記貫通孔を設けると共に前記カバー基材を保持させ、前記貫通孔内にサポート治具を離脱可能に配置し、前記サポート治具により前記カバー基材のキートップ配置位置の背面を支持させた状態で、前記カバー基材のキートップ配置位置に前記光反応型接着剤を塗布すると共に、前記第1の分割治具と前記第2の分割治具とを対向させ、前記貫通孔から前記サポート治具を離脱させた状態で、前記光を照射することを特徴とする。
【0008】
請求項3に記載の押釦スイッチ用カバー部材の接着治具は、互いに位置決めされて対向可能な対向面を有する第1及び第2の分割治具を備え、前記第1の分割治具の前記対向面には、カバー基材を所定の位置に保持するカバー基材保持部が設けられると共に、前記第2の分割治具の前記対向面には、キートップを所定の位置に保持するキートップ保持部が設けられ、前記第1及び第2の分割治具の一方の前記保持部には、該第1及び第2の分割治具の一方を貫通する貫通孔が開設されていることを特徴とする。
【0009】
請求項4に記載の押釦用スイッチ用カバー部材の接着治具は、請求項3に記載の構成に加え、前記貫通孔が、前記背面側から前記カバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなることを特徴とする。
【0010】
請求項5に記載の押釦スイッチ用カバー部材の接着治具は、請求項3又は4に記載の構成に加え、前記第1の分割治具が、前記貫通孔を備えると共に、該貫通孔内に離脱可能に配置されて、前記カバー基材を支持するサポート治具を備えることを特徴とする。
【0011】
請求項6に記載の押釦スイッチ用カバー部材の接着治具は、請求項3乃至5の何れか一つに記載の構成に加え、前記第1の分割治具が、前記貫通孔を備えると共に、前記カバー基材を吸引して保持可能に構成され、前記サポート治具は、前記貫通孔との間に、前記カバー基材を吸引可能な間隙を有することを特徴とする。
【0012】
請求項7に記載の押釦スイッチ用カバー部材の接着治具は、請求項5又は6に記載の構成に加え、前記サポート治具が、前記貫通孔に配置され、中央部が開口されたサポート治具本体と、該サポート治具本体の中央部に配置されて弾性部材により前記カバー基材側に付勢された押圧部とを備え、該押圧部が前記カバー基材の前記貫通孔に対応する位置の中央部を突出させるように構成されていることを特徴とする。
【発明の効果】
【0013】
請求項1に記載の発明によれば、第1又は第2の分割治具に貫通孔を設け、第1の分割治具と第2の分割治具とを対向させた状態で、貫通孔から光を入射させて、カバー基材とキートップとの間に介在させた光反応型接着剤を反応させるので、第1及び第2の分割治具によりカバー基材とキートップとを所定のキートップ配置位置に保持した状態で、光反応型接着剤を反応させることができる。そのため、カバー基材とキートップとの間の位置ズレを防止して、優れた位置精度でカバー基材にキートップを接着することが可能である。
【0014】
請求項2に記載の押釦スイッチ用カバー部材の製造方法によれば、サポート治具によりカバー基材のキートップ配置位置の背面を支持させた状態で、カバー部材のキートップ配置位置に光反応型接着剤を塗布するので、塗布する際にカバー部材が変形することがなく、所望量の光反応型接着剤を塗布し易いと共に、第1の分割治具と第2の分割治具とを対向させた際に、カバー基材にキートップを密着させ易い。
【0015】
しかも、このサポート治具を貫通孔から離脱させた状態で光を照射するので、カバー基材のキートップ配置位置の背面を露出させて、貫通孔から入射する光により容易に光反応型接着剤を反応することができる。
【0016】
請求項3に記載の接着治具によれば、互いに位置決めして対向可能な第1及び第2の分割治具の対向面の所定の位置に、それぞれキートップ保持部とカバー基材保持部とが設けられているので、キートップ保持部とカバー基材保持部とにそれぞれキートップとカバー基材とを保持させて第1の分割治具と第2の分割治具とを対向させれば、カバー基材のキートップ配置位置にキートップを精度よく位置決めして配置することができる。
【0017】
また、一方の保持部に背面側から貫通する貫通孔が開設されているので、カバー基材とキートップとを所定の位置に保持した状態で貫通孔に露出させることができ、その状態で、貫通孔から光を照射して光反応型接着剤を反応させれば、カバー基材とキートップとを、位置ズレを防止して優れた位置精度で容易に接着することができる。
【0018】
請求項4に記載の接着治具によれば、貫通孔が背面側からカバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなるので、貫通孔の内壁面の傾斜により外部から照射された光を集光することができる。そのため、貫通孔の背面側の開口全体に照射された光を集光して、光反応型接着剤を反応させることができるため、光源からの照射量を減少したり、照射時間を短縮させることができ、生産性を向上することが可能である。
【0019】
請求項5に記載の発明によれば、第1の分割治具が貫通孔を備えると共に、その貫通孔内に着脱可能に配置されて、カバー基材を支持するサポート治具を備えているので、サポート治具を貫通孔内に配置すれば、カバー基材の貫通孔に対応する部位を支持することができ、サポート治具を貫通孔から離脱させれば、カバー基材の貫通孔に対応する部位を露出させることができる。
【0020】
そのため、第1の分割治具に貫通孔を設けていても、サポート治具を配置すれば、光反応型接着剤を塗布する際には、カバー基材が変形し難く、所望量を塗布し易い。また、カバー基材の表面にキートップを密着させる際には、キートップを確実にカバー基材に接着させることができる。更に、光を照射する際には、サポート治具を貫通孔から離脱させれば、カバー基材のキートップ配置位置を露出させて光を容易に照射することができる。そのため、接着治具の使い勝手が良い。
【0021】
請求項6に記載の接着治具によれば、第1の分割治具が貫通孔を備えると共に、カバー基材を吸引して保持可能に構成され、サポート治具が貫通孔との間にカバー基材を吸引可能な間隙を有するので、貫通孔をカバー部材を吸引固定するために利用することができ、接着治具の構成を簡素化し易い。
【0022】
請求項7に記載の接着治具によれば、カバー基材の貫通孔に対応するキートップ配置位置を支持するサポート治具が、サポート治具本体の中央部に、弾性部材によりカバー基材側に付勢された押圧部を備え、この押圧部がカバー基材の貫通孔に対応する位置の中央部を突出させるように構成されているので、第1の分割治具と第2の分割治具とを近接させると、貫通孔に対応する部位では、カバー基材の貫通孔に対応する部位の中央部が押圧部により突出した状態でキートップに最初に接触し、その後、更に近接させると、弾性部材の付勢力に抗して押圧部が後退し、カバー基材の貫通孔に対応する部位の周囲がサポート治具本体により支持された状態でキートップに接触させることができる。
【0023】
そのため、カバー基材の貫通孔に対応する部位では、キートップに中央部から密着されてその後に周囲が密着するため、カバー基材とキートップとを密着させる際、その間に存在する気体を周囲側へ移動させて排出させることが可能である。その結果、カバー基材とキートップとの接着部位に気泡が残留し難く、接着強度や外観品質を確保し易い。
【発明を実施するための最良の形態】
【0024】
以下、この発明の実施の形態について説明する。
[発明の実施の形態1]
【0025】
図1乃至図11は、この発明の実施の形態1を示す。
【0026】
まず、この発明の実施の形態1により製造する押釦スイッチ用カバー部材10について説明する。
【0027】
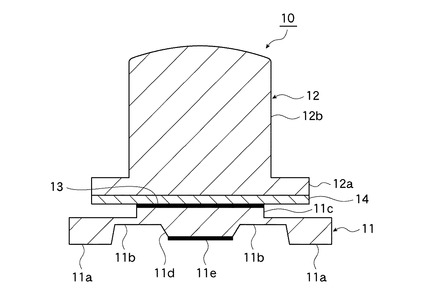
図1に示すように、この押釦スイッチ用カバー部材10は、ゴム弾性体からなるカバー基材としてのキーシート11上に、硬質樹脂からなるキートップ12が光反応型の接着剤13により接着されて構成されている。
【0028】
キーシート11は、周囲に設けられた非作動部11aと、この非作動部11aから内側に延びる弾性変形可能な薄肉部11bと、この薄肉部11bを介して非作動部11aと連結され、キートップ12の背面に略対応して平面形状を有するキートップ配置位置としての台座部11cを備え、これらが一体に成形されている。台座部11cの背面側には、接点取付部11dが突出して形成されており、その頂部には金属の可動接点11eが設けられている。
【0029】
このキーシート11は光透過性を有するゴム弾性体から成形されており、その材料としては、例えば、ウレタンゴム、アクリルゴム、ブチルゴム、シリコーンゴム、イソプレンゴム若しくはEPDM(エチレン−プロピレン−ジエン3元共重合体)等の合成ゴム、天然ゴム又はポリエステル系若しくはウレタン系等の熱可塑性エラストマーなどが挙げられる。ここでは、シリコーンゴムを用いている。
【0030】
また、キートップ12は、キーシート11の台座部11cに接着される底部12aと、この底部12aから突出した立体形状を有する押圧部12bとを備えている。底部12aの底面は平面状に形成されており、押圧部12b側から視認可能な文字等の印刷層14が設けられている。
【0031】
このキートップ12は、光透過性を有する硬質樹脂から成形されており、その材料としては、例えば、アクリル系、メタクリル系、ポリエステル系又はポリカーボネート系の熱可塑性樹脂などが挙げられる。
【0032】
更に、キーシート11とキートップ12とを接着する光反応型の接着剤としては、紫外線硬化型接着剤、可視光硬化型接着剤などが挙げられれ、ここでは、作業性がよいという理由で紫外線硬化型接着剤が用いられている。また、キーシート11がシリコーンゴムからなるため、この紫外線硬化型接着剤にアミン系、アクリル系、メタクリル系、ビニル系、又はエポキシ系のシラン化合物等からなるシランカップリング剤などが配合されているのが好ましい。接着力を向上できると共に、耐湿性の向上を期待できるからである。これらは一種単独で用いることができるが、複数種混合して使用することも可能である。
【0033】
次に、このような押釦スイッチ用カバー部材10を製造する方法について説明する。
【0034】
この製造方法では、キーシート11とキートップ12とをそれぞれ作製して必要な処理を施した後、接着治具を用いてこれらを接着することにより製造する。
【0035】
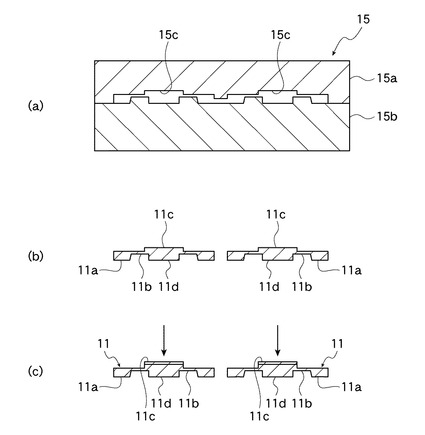
まず、キーシート11を作製するには、例えば、図2(a)に示すように、キーシート上型15aとキーシート下型15bを備え、キーシート11に対応する形状のキャビティ15cが設けられたキーシート金型15を用いて成形する。ここでは、複数のキーシート11の成形体を連結した状態で成形している。
【0036】
成形後には、図2(b)に示すように、複数のキーシート11の連結部分を切断すると共に、不要部分を切除し、個々のキーシート11の成形体を得る。
【0037】
ここでは、キーシート11の成形体がシリコーンゴムからなるため、更に、図2(c)に示すように、台座部11cの表面に接着性を向上するための表面処理を施すことにより、キーシート11を得る。この表面処理としては、紫外線照射処理、コロナ処理、プラズマ処理、火炎処理等が挙げられ、ここでは、紫外線照射処理を施こしている。この紫外線照射処理では、台座部11cの表面に短波長紫外線を照射することにより、表面に付着する油分や汚れを分解して洗浄すると共に、表面を粗面化して接着性を向上させることができる。
【0038】
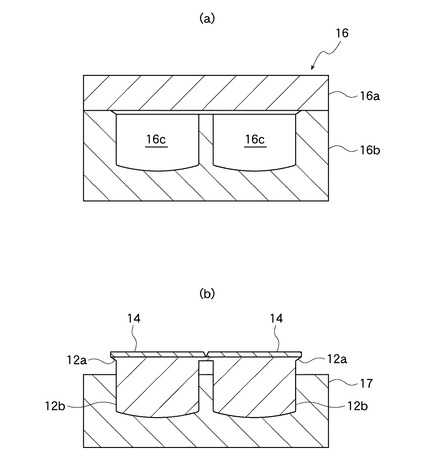
一方、キートップ12を作製するには、図3(a)に示すように、キートップ上型16aとキートップ下型16bとを備え、キートップ12に対応する形状のキャビティ16cが設けられたキートップ金型16を用いて成形する。ここでは、複数のキートップ12の成形体を連結した状態で成形している。
【0039】
その後、図3(b)に示すように、印刷治具17に押圧部12b側を保持させて、底部12aに印刷層14を印刷し、また、複数のキートップ12の連結部分を切断すると共に、不要部分を切除することにより、個々のキートップ12を得る。
【0040】
このようにして、キーシート11及びキートップ12を作製した後、図4乃至図6に示すような接着治具20を用いて、これらを接着する。
【0041】
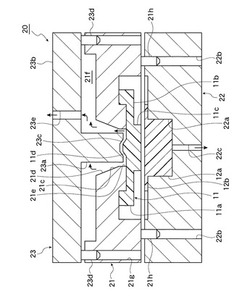
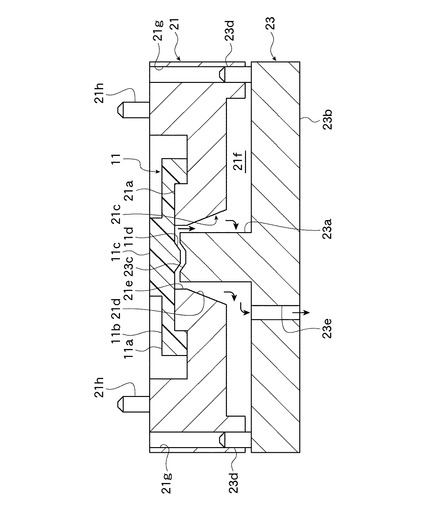
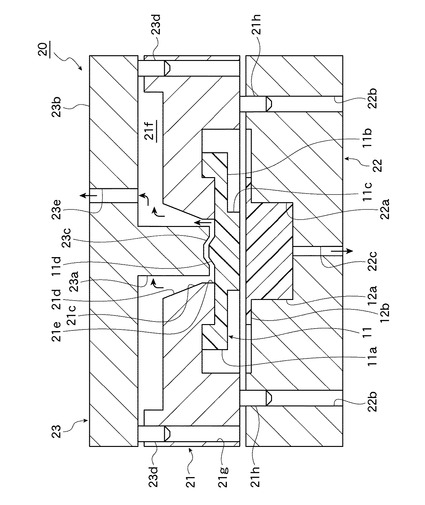
この接着治具20は、図4に示すように、一方の面側にキーシート11を保持可能な第1の分割治具21と、同じく図4に示すように、第1の分割治具21のキーシート11を保持した面の背面側に配置可能なサポート治具23と、図5及び図6に示すように、一方の面側にキートップ12を保持可能であると共に、第1の分割治具21のキーシート11を保持した面と対向して配置可能な第2の分割治具22とを備えている。
【0042】
第1の分割治具21は、図4に示すように、第2の分割治具22と対向可能な一方の面側にキーシート11を保持できるキーシート保持部21aと、キーシート保持部21aの台座部11cの背面に相当する位置に貫通して設けられた貫通孔21cとを有している。キーシート保持部21aは、キーシート11の非作動部11a、薄肉部11b、台座部11cの背面に対応した形状を有し、台座部11cを露出させてキーシート11を所定位置に保持するように構成されている。
【0043】
貫通孔21cは、このキーシート保持部21aの台座部11cの外周縁から内側にオフセットされて、台座部11cより僅かに小さく開口している。この貫通孔21cは、第1の分割治具21の背面側からキーシート保持部21a側に向けて内径が収縮するテーパ孔部21dと、テーパ孔部21dよりキーシート保持部21a側に、一定の内径で形成されたストレート孔部21eとからなっている。ここでは、貫通孔21cの先端が鋭角形状となると、キーシート11と接触した際にキーシート11が破損し易くなるため、ストレート孔部21eを設けることで破損を防止している。そのため、破損が生じ難い場合には、この貫通孔21cをストレート孔部21eを設けることなく構成することも可能である。
【0044】
また、この第1の分割治具21には、サポート治具23との位置決め用の位置決め孔21gが設けられると共に、キーシート保持部21a側の端面に第2の分割治具22との位置決め用の位置決めピン21hが設けられている。更に、この背面側に貫通孔21cと連続する吸引流路用凹部21fが設けられている。
【0045】
サポート治具23は、図4に示すように、第1の分割治具21の貫通孔21c内に離脱可能に配置されるサポート凸部23aと、第1の分割治具21の背面側に配置されて、サポート凸部23aを支持すると共に、第1の分割治具21の吸引流路用凹部21fを閉塞可能なサポート基部23bとを有している。
【0046】
サポート凸部23aは、貫通孔21cのストレート孔部21eより小さい直径を有し、頂面にはキーシート11の台座部11cの背面側と対応した形状を有するサポート面23cを備えており、接点取付部11dを収容可能に凹部が設けられている。
【0047】
サポート基部23bの第1の分割治具21側には、第1の分割治具21との位置決め用の位置決めピン23dが設けられている。この位置決めピン23dを第1の分割治具21の位置決め孔21gに挿入することにより、第1の分割治具21の背面側の所定位置にサポート治具23が配置され、サポート凸部23aが第1の分割治具21の貫通孔21c内の所定位置に配置されると共に、第1の分割治具21の吸引流路用凹部21fが気密に閉塞されるように構成されている。
【0048】
この状態では、サポート凸部23aの側周囲と貫通孔21cの内壁との間に気体が流動可能な間隙が形成され、サポート基部23bに開設された吸引用孔23eから吸引流路用凹部21f内の気体を吸引されることにより、サポート凸部23aと貫通孔21cとの間の間隙からキーシート11を吸引できるように構成されている。
【0049】
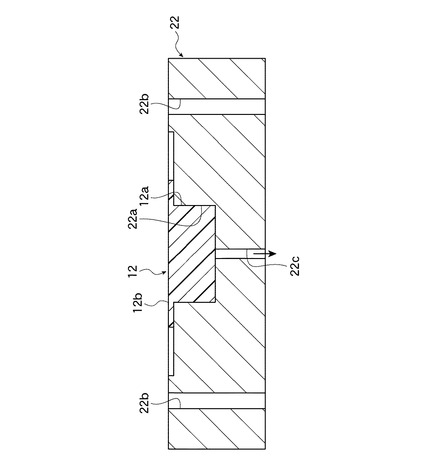
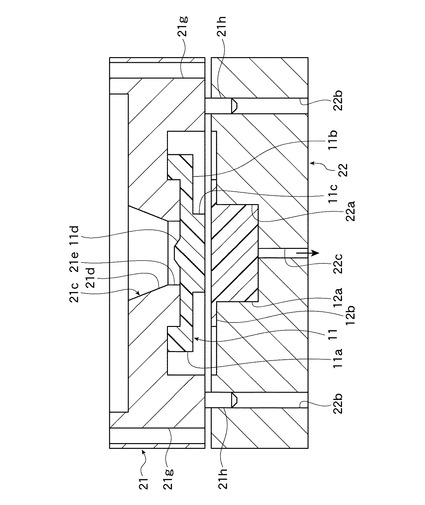
一方、第2の分割治具22は、図5に示すように、第1の分割治具21と対向可能な一方の面側にキートップ12を所定位置に保持できるキートップ保持部22aを有すると共に、第1の分割治具21の位置決めピン21hが挿入されることにより位置決めされる位置決め孔22bを有している。キートップ保持部22aは、キートップ12の押圧部12bに対応する形状を有し、底部12aを露出させて保持可能となっており、更に、第2の分割治具22を貫通する吸引用孔22cが開口されている。
【0050】
この第2の分割治具22を、図6に示すように、第1の分割治具21と対向させて、位置決め孔22bに第1の分割治具21の位置決めピン21hを挿入して位置決めすると、第1の分割治具21に対して第2の分割治具22が所定位置で対向され、キーシート11の台座部11cにキートップ12の底部12aが対向されるようになっている。
【0051】
なお、この接着治具20としては、加工精度の観点から金属からなるものが好ましく、特に、比較的軽量であるという理由でアルミニウムからなるものがより好適である。
【0052】
また、接着治具20の表面には、腐食防止等の目的でメッキ処理やアルマイト処理等が施されていてもよく、ベタツキのあるキーシート11などのハンドリングを容易にする目的で、ブラスト処理等により表面に凹凸が設けられていてもよい。
【0053】
第1の分割治具21の貫通孔21cの内表面に表面処理を施す場合、鏡面処理を施こすと、集光効率を向上することができて好ましい。
【0054】
更に、キートップ12の傷付防止の目的で、第2の分割治具22のキートップ12と接触する部位に熱可塑性樹脂又は熱硬化性樹脂等のコーティングが施こされていていてもよく、更に、各分割治具21、22若しくはサポート治具23の一部又は全部が熱可塑性樹脂又は熱硬化性樹脂により形成されていてもよい。
【0055】
このような接着治具20を用いて、キーシート11にキートップ12を接着するには、まず、第1の分割治具21の背面側にサポート治具23を配置し、位置決め孔21gに位置決めピン23dを挿入することにより位置決めして組み合わせる。
【0056】
そして、第1の分割治具21のキーシート保持部21a及びサポート治具23のサポート凸部23aのサポート面23cによりキーシート11の背面を保持させ、吸引用孔23eから吸引流路用凹部21f内の基材を吸引し、サポート凸部23aと貫通孔21cとの間隙からキーシート11を吸引して固定する。
【0057】
一方、図5に示すように、第2の分割治具22のキートップ保持部22aにキートップ12を保持させ、吸引用孔22cから吸引してキートップ12を固定する。
【0058】
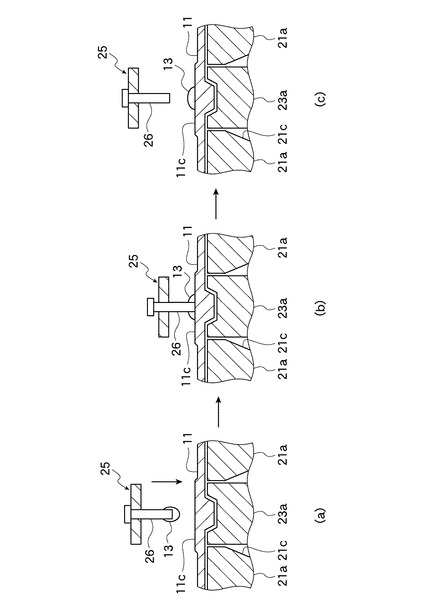
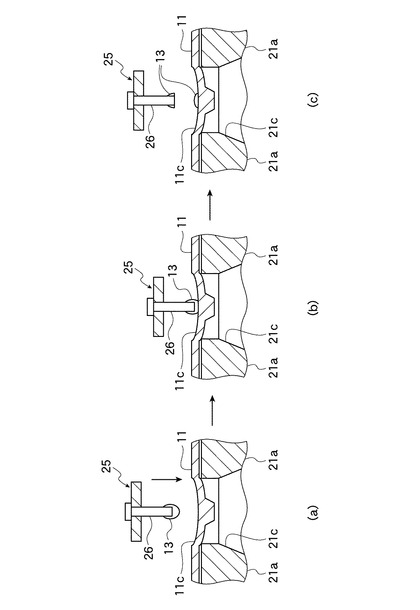
次に、キーシート11の台座部11cに紫外線硬化型の接着剤13を塗布する。ここでは、接着剤13の塗布は、図7に示すように、第1の分割治具21のキーシート保持部21aに対向して配置される転写治具25を用いて行う。まず、転写治具25の転写ピン26の先端に接着剤13を付着させて、キーシート11の台座部11c上に配置し(i)、転写治具25を下降させて転写ピン26に付着されている接着剤を台座部11c表面に付着させる(ii)。そして、転写治具25を上昇させることにより、所定量の接着剤13を台座部11cに転写して塗布することができる。
【0059】
その後、第1の分割治具21及びサポート治具23を反転させて、第1の分割治具21のキーシート保持部21aが設けられた面と、第2の分割治具22のキートップ保持部22aが設けられた面とを対向させる。そして、第1の分割治具21の位置決めピン21hを第2の分割治具22の位置決め孔22bに挿入することにより、第1及び第2の分割治具21、22を互いに位置決めし、近接させる。これにより、接着剤13を介在させた状態でキーシート11の台座部11cにキートップ12の底部12aを精度よく配置して密着させる。
【0060】
次に、キーシート11の台座部11cとキートップ12の底部12aとの間の接着剤13を紫外線により反応させて硬化させる。
【0061】
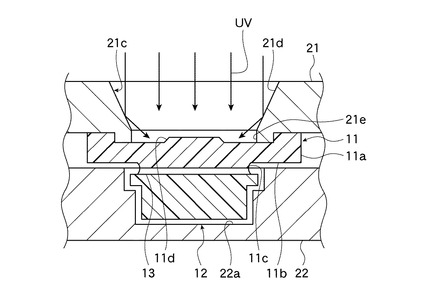
その際、図9に示すように、接着治具20は第1の分割治具21と第2の分割治具22とを対向させた状態で維持しつつ、第1の分割治具21からサポート治具23を離脱させることにより、貫通孔21cからサポート凸部23aを離脱させる。このとき、キーシート11及びキートップ12は、それぞれ第1及び第2の分割治具21、22の各保持部21a、22aに保持された状態で維持されており、貫通孔21cからサポート凸部23aが離脱されることにより、キーシート11の台座部11cの背面側が貫通孔21c内に露出される。
【0062】
そして、この状態で、例えば図10に示すような紫外線照射装置30を用いて紫外線を照射する。
【0063】
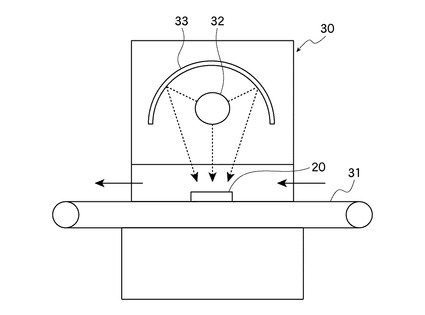
この紫外線照射装置30は、キーシート11及びキートップ12が保持された接着治具20を所定の速度で搬送する搬送手段31と、搬送手段31上の接着治具20に紫外線を照射するための紫外線ランプ32及び反射板33とを備えている。
【0064】
この紫外線照射装置30内では、図11に示すように、紫外線ランプ32及び反射板33からの紫外線UVが、第1の分割治具21の貫通孔21cから入射して、キーシート11の台座部11cの背面側に照射され、キーシート11を透過してキーシート11の台座部11cとキートップ12の底部12aとの間に介在させた接着剤13に照射される。このとき、貫通孔21cのテーパ孔部21dの内壁面に照射された紫外線UVは、その内壁面で反射されてストレート孔部21eに集光される。
【0065】
このテーパ孔部21dの内壁面の軸線に沿う方向に対する傾斜角度は、後述する参考例から明らかなように0°より大きく60°以下とするのが好ましく、特に、15°以上45°以下とするのが好適である。
【0066】
このような集光作用を利用して、紫外線UVにより接着剤13を硬化させることにより、キーシート11及びキートップ12とが接着される。そして、接着剤13が硬化した後、接着治具20から取り出して、押釦スイッチ用カバー部材10の製造を終了する。
【0067】
以上のような接着治具20を用いて、キーシート11にキートップ12を接着すれば、キーシート11を保持させた第1の分割治具21と、キートップ12を保持させた第2の分割治具22とを互いに位置決めして対向させて、キーシート11のキートップ配置位置である台座部11cにキートップ12を配置するため、キートップ12をキーシート11の台座部11cに精度よく配置して密着することができる。
【0068】
そして、第1の分割治具21に貫通孔21cが設けられていて、第1の分割治具21と第2の分割治具22とを対向させた状態で、貫通孔21cから紫外線を入射させて、キーシート11とキートップ12との間に介在させた紫外線硬化型の接着剤13を硬化させるので、第1及び第2の分割治具21、22によりキーシート11とキートップ12とを所定の位置に保持した状態で、接着剤13を硬化させることができる。そのため、キーシート11とキートップ12との間の位置ズレを防止して、優れた位置精度で接着することが可能である。
【0069】
また、サポート治具23のサポート面23cによりキーシート11の台座部11cの背面を支持させた状態で、キーシート11の台座部11cに紫外線硬化型の接着剤13を塗布するので、塗布する際にキーシート11が変形することがなく、所望量の紫外線硬化型の接着剤13を塗布し易い。
【0070】
即ち、サポート治具23を用いることなく接着剤13を塗布すると、図8に示すように、転写治具25を対向させて(i)、転写ピン26を下降させることにより、台座部11cに接着剤13を塗布させると(ii)、台座部11cが弾性により変形するため、転写ピン26を十分に台座部11cに押付け難い。そのため、転写後(iii)に転写ピン26に接着剤13が残留する場合があり、接着剤13の塗布量がバラつく場合が生じる。
【0071】
ところが、サポート治具23を用いて図7のようにして接着剤13を塗布すれば、転写ピン26を十分に台座部11cに押付けることができる結果、所望量の接着剤13を塗布し易い。
【0072】
また、このようにサポート治具23を用いれば、第1の分割治具21と第2の分割治具22とを対向近接させた際にも、キーシート11の台座部11cの弾性変形を防止できるため、台座部11cにキートップ12の底部12aを確実に密着させ易い。
【0073】
しかも、このサポート治具23を貫通孔21cから離脱させた状態で紫外線を照射するので、キーシート11の台座部11cの背面を露出させて、貫通孔21cから入射する紫外線により容易に紫外線硬化型接着剤を硬化することができる。
【0074】
また、この接着治具20では、貫通孔21cが背面側からキーシート11側に向けて収縮するように傾斜した内壁面を有するテーパ孔部21dを有するので、貫通孔21cの内壁面の傾斜により外部から照射された紫外線を集光することができ、紫外線の光源からの照射量を減少したり、照射時間を短縮させることにより、生産性を向上することが可能である。
【0075】
更に、この接着治具20では、第1の分割治具21の貫通孔21cにサポート治具23のサポート凸部23aを配置してキーシート11を支持すると共に、サポート凸部23aと貫通孔21cとの間にキーシート11を吸引可能な間隙を有するので、貫通孔21cを紫外線を照射するために利用すると共に、キーシート11を吸引固定するために利用することができる。そのため、接着治具の構成を簡素化し易い。
【0076】
なお、上記発明の実施の形態1は、この発明の範囲内で適宜変更可能であり、例えば、上記では、第1の分割治具21に貫通孔21cを設けた例について説明したが、キートップ12の底部12aに印刷層14が設けられず、紫外線照射時にキートップ12を透過して接着剤13を照射できる場合には、上記と全く同様にして、第2の分割治具22のキートップ保持部22aに貫通孔を設けることが可能である。
【0077】
また、上記発明の実施の形態1では、キーシート11に一つのキートップ12を接着した例について説明したが、キーシート11に複数のキートップ12を接着することも可能である。その場合、接着治具20の第2の分割治具には、各キートップ12を保持するためのキートップ保持部22aを複数設け、第1の分割治具21には、各キートップ12が配置される各台座部11cに対応する位置に、それぞれ貫通孔21cを設け、サポート治具23には、各貫通孔21cに対応するサポート凸部23aを複数設ければよい。
【0078】
更に、上記では、キーシート11のキートップ配置位置として台座部11cが設けられている例について説明したが、特に限定されるものではなく、キーシート11のキートップ12と対向する面が平面により構成されていても、何ら異なることなく、本発明を適用することが可能である。
【0079】
また、上記では、接着剤13を転写治具25を用いて塗布する例について説明したが、接着剤13を他の方法により塗布することも可能である。
【0080】
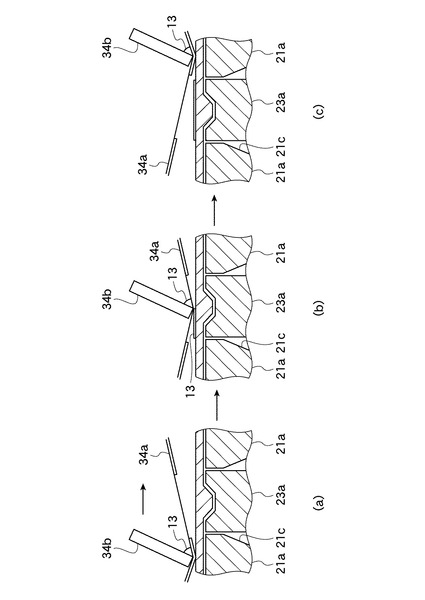
例えば図12に示すように、接着剤13をスクリーン34aを用いて塗布することも可能である。その場合、スクリーン34aを第1の分割治具21のキーシート保持部21a及びサポート治具23のサポート凸部23aにキーシート11を保持させ、スクリーン34aを所定位置に配置し(i)、スクリーン34a上からスキージ34bを用いて接着剤13をキーシート11の台座部11cに印刷し(ii)、スキージ34bを所定量移動させることにより塗布する(iii)ことも可能である。
【0081】
このような場合であっても、サポート治具23を用いることにより、上記と同様に、キーシート11の弾性変形を防止して、所望量の接着剤13を塗布し易くできる。
[発明の実施の形態2]
【0082】
図13は、この発明の実施の形態2を示す。
【0083】
この発明の実施の形態2では、接着治具20のサポート治具23の構造が発明の実施の形態1と相違しており、その他は実施の形態1と同様である。
【0084】
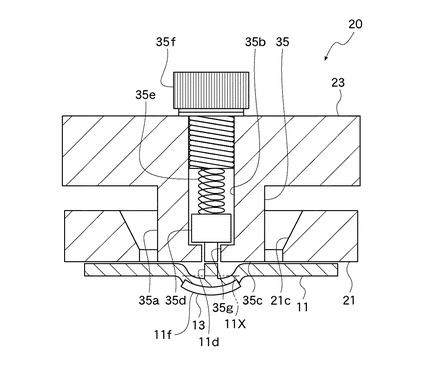
このサポート治具23では、サポート凸部35が、第1の分割治具21の貫通孔21c内に配置されるサポート治具本体としてのサポート凸部本体35aと、サポート凸部本体35aの中央部にサポート治具23を貫通するように設けられた収容孔35bと、収容孔35b内に収容されて収容孔35bに沿って摺動自在に配置された押圧部35dと、この押圧部35dをサポート面35c側に付勢するように収容孔35b内に配置された弾性部材としての圧縮バネ35eと、圧縮バネ35eを支持する固定螺子35fとを備えている。
【0085】
このサポート治具23では、サポート凸部本体35aの頂部に、キーシート11のキートップ配置位置11fの背面側と対応した平面形状のサポート面35cが設けられており、その中央には、キーシート11の接点取付部11dを収容可能な大きさで、収容孔35bの縮径部35gが開口している。
【0086】
押圧部35dは、その先端部が縮径部35gに背面側から挿入されており、この先端部がサポート面35c側から押圧されることにより、圧縮バネ35eの付勢力に抗して収容孔35b内を背面側に移動するように構成されている。
【0087】
このような接着治具20では、第1の分割治具21のキーシート保持部21aにキーシート11が保持されると、キーシート11の接点取付部11dが押圧部35dの先端部により、圧縮バネ35eの付勢力で押圧され、キーシート11のキートップ配置位置11fが外側に膨出した状態で配置される。
【0088】
また、接着剤13をキーシート11のキートップ配置位置11fに塗布する際には、転写治具25の転写ピン26をキーシート11に押しつけると、キーシート11が押圧され、接点取付部11dにより押圧部35dが押圧されて、圧縮バネ35eの付勢力に抗して押圧部35dが背面側へ移動する。これにより、キーシート11の接点取付部11dが収容孔35bの縮径部35gに収容され、キーシート11のキートップ配置位置11fが、図中、仮想線11xで示すように、サポート面35cに確実に支持される。そのため、上記発明の実施の形態1と同様に所望量の接着剤13を塗布することができる。
【0089】
この接着剤13の塗布後には、図中実線で示されるように、再び、キーシート11のキートップ配置位置11fが外側に膨出した状態で配置される。
【0090】
そして、第1の分割治具21と第2の分割治具22とを対向させて、キーシート11にキートップ12の底部12aを密着させる際には、キーシート11とキートップ12とを徐々に近接させると、最初に、膨出しているキートップ配置位置11fの最も膨出している中心部が、キートップ12の底部12aに当接する。更に近接させると、接点取付部11dにより押圧部35dが押圧され、圧縮バネ35eの付勢力に抗して押圧部35dが背面側へ移動し、接点取付部11dが収容孔35bの縮径部35gに徐々に収容される。そのため、膨出しているキートップ配置位置11fは、中心部側から周縁側に徐々に平坦に変形しつつ、順次キートップ12の底部12aに密着させることができる。
【0091】
このようにして、キーシート11のキートップ配置位置11fを中心側からキートップ12の底部12aに密着させると、キーシート11とキートップ12との間の接着剤13内に気泡が残留し難く、接着強度を確保し易くでき、また、外観品質などを確保し易い。
【0092】
なお、この実施の形態2では、押圧部35dをサポート面35c側に付勢するために、圧縮バネ35eを用いた例について説明したが、他の手段を用いて、キーシート11のキートップ配置位置11fを膨出及び変形させることも可能である。例えば、押圧部35dをモータにより進退可能に構成し、接着剤13の塗布時やキートップ12の密着時に、キートップ配置位置11fを平坦に変形するように連動させることも可能である。
【実施例】
【0093】
以下、実施例について説明する。
[実施例1]
【0094】
ポリカーボネート系樹脂(カリバー301−22、住友ダウ株式会社製、商品名)を用いて、図3(a)に示すようなキートップ用金型16により射出成形し、図3(b)に示す印刷治具17により、キートップ12の底部12aの背面に、紫外線硬化型インキ(レイキュアーPF4200、株式会社十条ケミカル社製、商品名)にて、数字、文字などを10μmの厚さで印刷した。
【0095】
その後、紫外線硬化用メタルハライドランプ D bulb(フュージョンUVシステムズ・ジャパン株式会社製、商品名)にて積算光量500mJ/cm2にて乾燥させた後、ランナー、ゲートなどの余剰部分を除去し、キートップ12を得た。
【0096】
一方、シリコーンコンパウンドDY32−6014U(東レ・ダウコーニング株式会社製、商品名)100重量部と、架橋剤RC−8(東レ・ダウコーニング株式会社製、商品名)0.5重量部からなる原料を用い、図2(a)に示すようなキーシート金型15により、成形温度180℃、成形時間5分、成形圧力180Kg/cm2の条件で圧縮成形し、透光性を有し、薄肉部11bの厚さが0.5mmのシリコーンゴム製のキーシート11の成形体を得て、これを乾燥温度200℃、乾燥時間60分にて乾燥した後、バリ等の余剰部分を治具により切断除去した。
【0097】
そして、キーシート11の成形体の上面の台座部11cの表面に、バッチ式紫外線洗浄炉VUM−3073−B(株式会社オーク製作所社製、商品名)にて、184.9nm及び253.7nmの波長の紫外線を1200mJ/cm2の条件で照射し、紫外線照射処理を行うことによりキーシート11を得た。
【0098】
次に、このようにして準備したキートップ12及びキーシート11を、図4乃至図6に示すような接着治具20に配置させた。ここでは、キーシート11は、第1の分割治具21にサポート治具23を組み合わせた状態で、第1の分割治具21のキーシート保持部21aに保持させ、吸引用孔23eから内部の空気を吸引することにより、貫通孔21cとサポート凸部23aとの間隙からキーシート11を吸引して固定した。
【0099】
また、キートップ12は第2の分割治具22のキートップ保持部22aに保持させ、吸引用孔22cによりキートップ12を吸引して固定した。
【0100】
そして、第1の分割治具21及びサポート治具23により固定されているキーシート11の紫外線処理が施された台座部11cの表面に、紫外線硬化型接着剤スリーボンド 3042H(株式会社スリーボンド社製、商品名)100重量部に、シランカップリング剤KBM−603(信越化学工業株式会社製、商品名)0.5重量部を配合して、転写治具25により転写して塗布した。
【0101】
その後、第1の分割治具21及びサポート治具23と第2の分割治具22とを対向させて近接させることにより、キーシート11の台座部11cの位置にキートップ12の底部12aを配置した。
【0102】
そして、サポート治具23を第1の分割治具21から離脱させることにより、貫通孔21cを開口させ、第1の分割治具21の背面側から図10に示すような紫外線照射コンベアーにて、300〜450nmの波長の紫外線(メタルハライドランプ、120W/cmシリーズ、M015−L312、アイグラフィックス株式会社製、商品名)を、2000mJ/cm2の条件にて、ベース面より照射し、紫外線硬化型接着剤を硬化させて、キーシート11とキートップ12とを接着した。
【0103】
その結果、効率よく高品質な押釦スイッチ用カバー部材10を製造することができた。
[実施例2乃至5]
【0104】
次に、異なる接着治具20を用いてキーシート11とキートップ12とを密着させる他は、全て実施例1と同一にして、押釦スイッチ用カバー部材10を製造し、キーシート11とキートップ12との間に発生する気泡を比較した。なお、接着剤13は、何れも同一量を予め塗布して行った。
【0105】
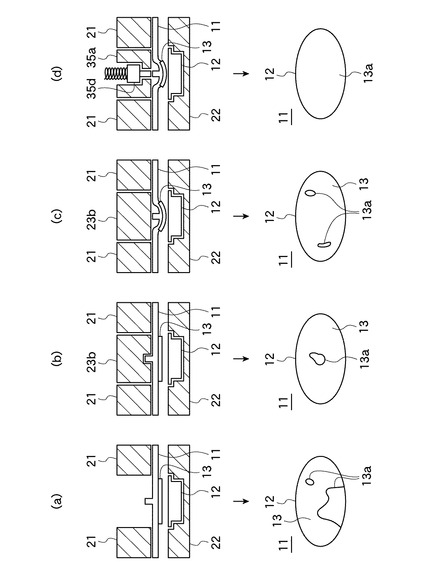
実施例2では、図14(a)の上段に示すように、上記発明の実施の形態1のサポート治具23を使用しない接着治具20を用いた。
【0106】
実施例3では、図14(b)の上段に示すように、上記発明の実施の形態1に示す接着治具を用いた。
【0107】
実施例4では、図14(c)の上段に示すように、上記発明の実施の形態1のサポート治具23のサポート面23cに、キーシート11の背面側の接点取付部11dに対応する凹形状がなく、平坦なサポート面23cを有するサポート治具23を使用した接着治具20を用いた。
【0108】
実施例5では、図14(d)の上段に示すように、上記発明の実施の形態2のサポート治具23を有する接着治具20を用いた。
【0109】
これらの実施例2〜5では、多数個の押釦スイッチ用カバー部材10を製造したところ、キーシート11とキートップ12とが配置位置の全面で均一に接着剤13により接着された押釦スイッチ用カバー部材10の他に、接着剤13に気泡13aが発生したものが一部含まれていた。
【0110】
そのため、各実施例において、気泡13aが発生した押釦スイッチ用カバー部材20を選び、キーシート11の背面側から接着剤13に発生した気泡13aの位置及び大きさを観察した。結果を図14の(a)〜(d)の下段に示す。図では、キーシート11を透過して視認されたキートップ12及び接着剤13の形状及び気泡13aの形状を、実線により模式的に示している。
【0111】
その結果では、実施例2では、図14(a)の下段に示すように、キーシート11とキートップ12との間の広い範囲に、他の実施例に比べて大きな気泡13aが発生したものが含まれていた。
【0112】
実施例3では、図14(b)の下段に示すように、キーシート11とキートップ12との間の接点取付部11dに対応する中心側に気泡が発生していた。
【0113】
実施例3では、図14(c)の下段に示すように、キーシート11とキートップ12との間の周縁部側に比較的小さい気泡13aが発生していた。
【0114】
実施例4では、図14(d)の下段に示すように、キーシート11とキートップ12との間に気泡が発生しているものが見いだされなかった。
[参考例]
【0115】
次に、紫外線照射時に第1の分割治具21のテーパ孔部21dの内壁面の傾斜角度と照射される紫外線の光量及び照射時間との関係を測定した。
【0116】
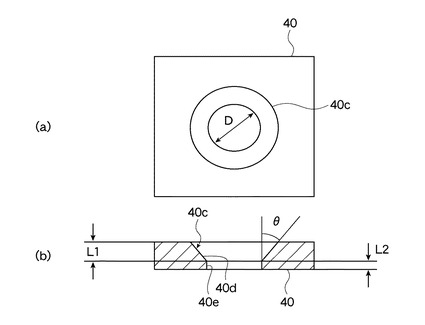
図10に示す紫外線照射装置30を用い、搬送手段31に接着治具20を載置する代わりに、光量計を配置し、そのセンサ部の上面に、図15(a)(b)に示すように、第1の分割治具21の貫通孔21cに相当する貫通孔40cを備えた治具40を載置し、紫外線照射装置30の積算光量を測定した。この測定は、テーパ孔部40dの内壁面の傾斜角度θと、搬送速度とを種々変化させて行った。
【0117】
紫外線照射装置30は紫外線照射コンベアーMiniグランデージ(アイグラフィックス社製、商品名)、紫外線ランプ32はメタルハライドランプ、120W/cmシリーズ、M015−L312(アイグラフィックス株式会社製、商品名)であり、照射部の出入口間の長さは400mmであった。また、光量計はUVPF−36(アイグラフィックス社製、商品名)であった。
【0118】
一方、光量計に載置した治具40は、40mm×40mmの正方形で厚さが5mmの板からなり、テーパ孔部41dの長さL1が4mm、ストレート孔部40eの内径Dが12mmで長さL2が1mmであった。そして、テーパ孔部41dの内壁面の軸線方向に対する角度θとして、0°(ストレート孔形状)、15°、30°、45°、60°の5種類を準備した。
【0119】
結果として、テーパー孔部の角度θと搬送速度とにより得られる積算光量を表1に示す。
【表1】

【0120】
表1の結果から明らかなように、テーパ孔部41dの角度θが0°より大きく60°までの範囲で積算光量が0°より増加している。特に、15°以上45°以下の範囲では積算光量が1.3倍程度増加している。
【図面の簡単な説明】
【0121】
【図1】本発明の実施の形態1により製造される押釦スイッチ用カバー部材の断面図である。
【図2】(a)は同実施の形態1に係る押釦スイッチ用カバー部材のキーシートを成形するキーシート金型の断面図、(b)はそれにより得られるキーシートの成形体の断面図、(c)は紫外線処理されたキーシートの断面図である。
【図3】(a)は同実施の形態1に係る押釦スイッチ用カバー部材のキートップを成形するキートップ金型の断面図、(b)はそれにより得られたキートップを印刷治具に装着した状態を示す断面図である。
【図4】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1の分割治具とサポート治具とを示す断面図である。
【図5】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第2の分割治具を示す断面図である。
【図6】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の断面図である。
【図7】同実施の形態1に係るサポート治具を用いた接着剤の塗布工程を示す断面図である。
【図8】同実施の形態1に係るサポート治具を用いない場合の接着剤の塗布工程を示す断面図である。
【図9】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1及び第2の分割治具を示す断面図である。
【図10】同実施の形態1に係る紫外線照射装置の概略断面図である。
【図11】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1及び第2の分割治具の貫通孔周辺を示す拡大断面図である。
【図12】同実施の形態1に係る接着剤の他の塗布工程を示す断面図である。
【図13】本発明の実施の形態2に係るサポート治具の要部拡大断面図である。
【図14】実施例2乃至5に係る接着治具の構成と、実施例2乃至5により得られた押釦スイッチ用カバー部材を背面側から観察した結果を示す概略断面図である。
【図15】参考例に係る治具を示し、(a)は平面図、(b)は断面図である。
【符号の説明】
【0122】
10 押釦スイッチ用カバー部材
11 キーシート
11c 台座部
12 キートップ
12a 底部
13 接着剤
20 接着治具
21 第1の分割治具
21a キーシート保持部
21c 貫通孔
21d テーパ孔部
21e ストレート孔部
21g 位置決め孔
21h 位置決めピン
22 第2の分割治具
22a キートップ保持部
22b 位置決め孔
23 サポート治具
23a サポート凸部
23b サポート基部
23d 位置決めピン23d
【技術分野】
【0001】
この発明は、キートップをカバー基材に光反応型接着剤を用いて接着することにより押釦スイッチ用カバー部材を製造する方法と、その製造方法に好適に使用される接着治具に関する。
【背景技術】
【0002】
従来、携帯電話機、携帯情報端末装置(PDA)等のモバイル機器などの操作部に用いる押釦スイッチ用カバー部材として、硬質樹脂製のキートップをゴム弾性体からなるカバー基材の所定のキートップ配置位置に、光反応型接着剤を用いて接着したものが多数使用されている。
【0003】
このような押釦スイッチ用カバー部材を製造するために、例えば、下記特許文献1には、硬質樹脂製のキートップとゴム弾性体からなるカバー基材との間に光反応型の接着剤層を形成し、キートップとカバー基材とをそれぞれ上下治具を用いて位置決めして貼り合わせ、上治具を退避させた後に光を照射して接着剤層を反応させることにより、キートップとカバー基材とを接着して押釦スイッチ用カバー部材を製造する方法が記載されている。
【特許文献1】特許第3597024号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような製造方法により押釦スイッチ用カバー部材を製造すると、キートップとカバー基材とをそれぞれ上下治具により位置決めした後、光反応型接着剤を反応させるために、上治具を退避させて光を照射しなければならない。そのため、光反応型接着剤が未反応の状態で、カバー基材を上治具から離脱させなければならず、カバー基材とキートップとの位置ズレが生じ易いという問題点があった。
【0005】
そこで、この発明では、カバー基材とキートップとの間の位置ズレを防止して光反応型接着剤を反応させることが可能で、優れた位置精度でカバー基材にキートップを接着することができる押釦スイッチ用カバー部材の製造方法を提供することを課題とし、また、そのような製造方法に好適に使用することが可能な接着治具を提供することを他の課題とする。
【課題を解決するための手段】
【0006】
上記課題を解決する請求項1に記載の押釦スイッチ用カバー部材の製造方法は、互いに位置決めされて対向可能な第1の分割治具と第2の分割治具の各対向面側に、カバー基材と該カバー基材に接着されるキートップとを保持させ、前記各対向面を対向させることにより、前記カバー基材の所定のキートップ配置位置に前記キートップを配置すると共に、前記カバー基材と前記キートップとの間に光反応型接着剤を介在させ、外部から光を照射して、前記カバー基材又は前記キートップを透過した前記光により前記光反応型接着剤を反応させることにより、前記カバー基材に前記キートップを接着して押釦スイッチ用カバー部材を製造する方法であり、前記第1又は第2の分割治具の前記キートップ配置位置に対応する位置に貫通孔を設け、前記第1の分割治具と前記第2の分割治具とを対向させた状態で前記光を照射することにより、前記光を前記貫通孔から入射させて前記光反応型接着剤を反応させることを特徴とする。
【0007】
請求項2に記載の押釦スイッチ用カバー部材の製造方法は、請求項1に記載の構成に加え、一方の前記分割治具に前記貫通孔を設けると共に前記カバー基材を保持させ、前記貫通孔内にサポート治具を離脱可能に配置し、前記サポート治具により前記カバー基材のキートップ配置位置の背面を支持させた状態で、前記カバー基材のキートップ配置位置に前記光反応型接着剤を塗布すると共に、前記第1の分割治具と前記第2の分割治具とを対向させ、前記貫通孔から前記サポート治具を離脱させた状態で、前記光を照射することを特徴とする。
【0008】
請求項3に記載の押釦スイッチ用カバー部材の接着治具は、互いに位置決めされて対向可能な対向面を有する第1及び第2の分割治具を備え、前記第1の分割治具の前記対向面には、カバー基材を所定の位置に保持するカバー基材保持部が設けられると共に、前記第2の分割治具の前記対向面には、キートップを所定の位置に保持するキートップ保持部が設けられ、前記第1及び第2の分割治具の一方の前記保持部には、該第1及び第2の分割治具の一方を貫通する貫通孔が開設されていることを特徴とする。
【0009】
請求項4に記載の押釦用スイッチ用カバー部材の接着治具は、請求項3に記載の構成に加え、前記貫通孔が、前記背面側から前記カバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなることを特徴とする。
【0010】
請求項5に記載の押釦スイッチ用カバー部材の接着治具は、請求項3又は4に記載の構成に加え、前記第1の分割治具が、前記貫通孔を備えると共に、該貫通孔内に離脱可能に配置されて、前記カバー基材を支持するサポート治具を備えることを特徴とする。
【0011】
請求項6に記載の押釦スイッチ用カバー部材の接着治具は、請求項3乃至5の何れか一つに記載の構成に加え、前記第1の分割治具が、前記貫通孔を備えると共に、前記カバー基材を吸引して保持可能に構成され、前記サポート治具は、前記貫通孔との間に、前記カバー基材を吸引可能な間隙を有することを特徴とする。
【0012】
請求項7に記載の押釦スイッチ用カバー部材の接着治具は、請求項5又は6に記載の構成に加え、前記サポート治具が、前記貫通孔に配置され、中央部が開口されたサポート治具本体と、該サポート治具本体の中央部に配置されて弾性部材により前記カバー基材側に付勢された押圧部とを備え、該押圧部が前記カバー基材の前記貫通孔に対応する位置の中央部を突出させるように構成されていることを特徴とする。
【発明の効果】
【0013】
請求項1に記載の発明によれば、第1又は第2の分割治具に貫通孔を設け、第1の分割治具と第2の分割治具とを対向させた状態で、貫通孔から光を入射させて、カバー基材とキートップとの間に介在させた光反応型接着剤を反応させるので、第1及び第2の分割治具によりカバー基材とキートップとを所定のキートップ配置位置に保持した状態で、光反応型接着剤を反応させることができる。そのため、カバー基材とキートップとの間の位置ズレを防止して、優れた位置精度でカバー基材にキートップを接着することが可能である。
【0014】
請求項2に記載の押釦スイッチ用カバー部材の製造方法によれば、サポート治具によりカバー基材のキートップ配置位置の背面を支持させた状態で、カバー部材のキートップ配置位置に光反応型接着剤を塗布するので、塗布する際にカバー部材が変形することがなく、所望量の光反応型接着剤を塗布し易いと共に、第1の分割治具と第2の分割治具とを対向させた際に、カバー基材にキートップを密着させ易い。
【0015】
しかも、このサポート治具を貫通孔から離脱させた状態で光を照射するので、カバー基材のキートップ配置位置の背面を露出させて、貫通孔から入射する光により容易に光反応型接着剤を反応することができる。
【0016】
請求項3に記載の接着治具によれば、互いに位置決めして対向可能な第1及び第2の分割治具の対向面の所定の位置に、それぞれキートップ保持部とカバー基材保持部とが設けられているので、キートップ保持部とカバー基材保持部とにそれぞれキートップとカバー基材とを保持させて第1の分割治具と第2の分割治具とを対向させれば、カバー基材のキートップ配置位置にキートップを精度よく位置決めして配置することができる。
【0017】
また、一方の保持部に背面側から貫通する貫通孔が開設されているので、カバー基材とキートップとを所定の位置に保持した状態で貫通孔に露出させることができ、その状態で、貫通孔から光を照射して光反応型接着剤を反応させれば、カバー基材とキートップとを、位置ズレを防止して優れた位置精度で容易に接着することができる。
【0018】
請求項4に記載の接着治具によれば、貫通孔が背面側からカバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなるので、貫通孔の内壁面の傾斜により外部から照射された光を集光することができる。そのため、貫通孔の背面側の開口全体に照射された光を集光して、光反応型接着剤を反応させることができるため、光源からの照射量を減少したり、照射時間を短縮させることができ、生産性を向上することが可能である。
【0019】
請求項5に記載の発明によれば、第1の分割治具が貫通孔を備えると共に、その貫通孔内に着脱可能に配置されて、カバー基材を支持するサポート治具を備えているので、サポート治具を貫通孔内に配置すれば、カバー基材の貫通孔に対応する部位を支持することができ、サポート治具を貫通孔から離脱させれば、カバー基材の貫通孔に対応する部位を露出させることができる。
【0020】
そのため、第1の分割治具に貫通孔を設けていても、サポート治具を配置すれば、光反応型接着剤を塗布する際には、カバー基材が変形し難く、所望量を塗布し易い。また、カバー基材の表面にキートップを密着させる際には、キートップを確実にカバー基材に接着させることができる。更に、光を照射する際には、サポート治具を貫通孔から離脱させれば、カバー基材のキートップ配置位置を露出させて光を容易に照射することができる。そのため、接着治具の使い勝手が良い。
【0021】
請求項6に記載の接着治具によれば、第1の分割治具が貫通孔を備えると共に、カバー基材を吸引して保持可能に構成され、サポート治具が貫通孔との間にカバー基材を吸引可能な間隙を有するので、貫通孔をカバー部材を吸引固定するために利用することができ、接着治具の構成を簡素化し易い。
【0022】
請求項7に記載の接着治具によれば、カバー基材の貫通孔に対応するキートップ配置位置を支持するサポート治具が、サポート治具本体の中央部に、弾性部材によりカバー基材側に付勢された押圧部を備え、この押圧部がカバー基材の貫通孔に対応する位置の中央部を突出させるように構成されているので、第1の分割治具と第2の分割治具とを近接させると、貫通孔に対応する部位では、カバー基材の貫通孔に対応する部位の中央部が押圧部により突出した状態でキートップに最初に接触し、その後、更に近接させると、弾性部材の付勢力に抗して押圧部が後退し、カバー基材の貫通孔に対応する部位の周囲がサポート治具本体により支持された状態でキートップに接触させることができる。
【0023】
そのため、カバー基材の貫通孔に対応する部位では、キートップに中央部から密着されてその後に周囲が密着するため、カバー基材とキートップとを密着させる際、その間に存在する気体を周囲側へ移動させて排出させることが可能である。その結果、カバー基材とキートップとの接着部位に気泡が残留し難く、接着強度や外観品質を確保し易い。
【発明を実施するための最良の形態】
【0024】
以下、この発明の実施の形態について説明する。
[発明の実施の形態1]
【0025】
図1乃至図11は、この発明の実施の形態1を示す。
【0026】
まず、この発明の実施の形態1により製造する押釦スイッチ用カバー部材10について説明する。
【0027】
図1に示すように、この押釦スイッチ用カバー部材10は、ゴム弾性体からなるカバー基材としてのキーシート11上に、硬質樹脂からなるキートップ12が光反応型の接着剤13により接着されて構成されている。
【0028】
キーシート11は、周囲に設けられた非作動部11aと、この非作動部11aから内側に延びる弾性変形可能な薄肉部11bと、この薄肉部11bを介して非作動部11aと連結され、キートップ12の背面に略対応して平面形状を有するキートップ配置位置としての台座部11cを備え、これらが一体に成形されている。台座部11cの背面側には、接点取付部11dが突出して形成されており、その頂部には金属の可動接点11eが設けられている。
【0029】
このキーシート11は光透過性を有するゴム弾性体から成形されており、その材料としては、例えば、ウレタンゴム、アクリルゴム、ブチルゴム、シリコーンゴム、イソプレンゴム若しくはEPDM(エチレン−プロピレン−ジエン3元共重合体)等の合成ゴム、天然ゴム又はポリエステル系若しくはウレタン系等の熱可塑性エラストマーなどが挙げられる。ここでは、シリコーンゴムを用いている。
【0030】
また、キートップ12は、キーシート11の台座部11cに接着される底部12aと、この底部12aから突出した立体形状を有する押圧部12bとを備えている。底部12aの底面は平面状に形成されており、押圧部12b側から視認可能な文字等の印刷層14が設けられている。
【0031】
このキートップ12は、光透過性を有する硬質樹脂から成形されており、その材料としては、例えば、アクリル系、メタクリル系、ポリエステル系又はポリカーボネート系の熱可塑性樹脂などが挙げられる。
【0032】
更に、キーシート11とキートップ12とを接着する光反応型の接着剤としては、紫外線硬化型接着剤、可視光硬化型接着剤などが挙げられれ、ここでは、作業性がよいという理由で紫外線硬化型接着剤が用いられている。また、キーシート11がシリコーンゴムからなるため、この紫外線硬化型接着剤にアミン系、アクリル系、メタクリル系、ビニル系、又はエポキシ系のシラン化合物等からなるシランカップリング剤などが配合されているのが好ましい。接着力を向上できると共に、耐湿性の向上を期待できるからである。これらは一種単独で用いることができるが、複数種混合して使用することも可能である。
【0033】
次に、このような押釦スイッチ用カバー部材10を製造する方法について説明する。
【0034】
この製造方法では、キーシート11とキートップ12とをそれぞれ作製して必要な処理を施した後、接着治具を用いてこれらを接着することにより製造する。
【0035】
まず、キーシート11を作製するには、例えば、図2(a)に示すように、キーシート上型15aとキーシート下型15bを備え、キーシート11に対応する形状のキャビティ15cが設けられたキーシート金型15を用いて成形する。ここでは、複数のキーシート11の成形体を連結した状態で成形している。
【0036】
成形後には、図2(b)に示すように、複数のキーシート11の連結部分を切断すると共に、不要部分を切除し、個々のキーシート11の成形体を得る。
【0037】
ここでは、キーシート11の成形体がシリコーンゴムからなるため、更に、図2(c)に示すように、台座部11cの表面に接着性を向上するための表面処理を施すことにより、キーシート11を得る。この表面処理としては、紫外線照射処理、コロナ処理、プラズマ処理、火炎処理等が挙げられ、ここでは、紫外線照射処理を施こしている。この紫外線照射処理では、台座部11cの表面に短波長紫外線を照射することにより、表面に付着する油分や汚れを分解して洗浄すると共に、表面を粗面化して接着性を向上させることができる。
【0038】
一方、キートップ12を作製するには、図3(a)に示すように、キートップ上型16aとキートップ下型16bとを備え、キートップ12に対応する形状のキャビティ16cが設けられたキートップ金型16を用いて成形する。ここでは、複数のキートップ12の成形体を連結した状態で成形している。
【0039】
その後、図3(b)に示すように、印刷治具17に押圧部12b側を保持させて、底部12aに印刷層14を印刷し、また、複数のキートップ12の連結部分を切断すると共に、不要部分を切除することにより、個々のキートップ12を得る。
【0040】
このようにして、キーシート11及びキートップ12を作製した後、図4乃至図6に示すような接着治具20を用いて、これらを接着する。
【0041】
この接着治具20は、図4に示すように、一方の面側にキーシート11を保持可能な第1の分割治具21と、同じく図4に示すように、第1の分割治具21のキーシート11を保持した面の背面側に配置可能なサポート治具23と、図5及び図6に示すように、一方の面側にキートップ12を保持可能であると共に、第1の分割治具21のキーシート11を保持した面と対向して配置可能な第2の分割治具22とを備えている。
【0042】
第1の分割治具21は、図4に示すように、第2の分割治具22と対向可能な一方の面側にキーシート11を保持できるキーシート保持部21aと、キーシート保持部21aの台座部11cの背面に相当する位置に貫通して設けられた貫通孔21cとを有している。キーシート保持部21aは、キーシート11の非作動部11a、薄肉部11b、台座部11cの背面に対応した形状を有し、台座部11cを露出させてキーシート11を所定位置に保持するように構成されている。
【0043】
貫通孔21cは、このキーシート保持部21aの台座部11cの外周縁から内側にオフセットされて、台座部11cより僅かに小さく開口している。この貫通孔21cは、第1の分割治具21の背面側からキーシート保持部21a側に向けて内径が収縮するテーパ孔部21dと、テーパ孔部21dよりキーシート保持部21a側に、一定の内径で形成されたストレート孔部21eとからなっている。ここでは、貫通孔21cの先端が鋭角形状となると、キーシート11と接触した際にキーシート11が破損し易くなるため、ストレート孔部21eを設けることで破損を防止している。そのため、破損が生じ難い場合には、この貫通孔21cをストレート孔部21eを設けることなく構成することも可能である。
【0044】
また、この第1の分割治具21には、サポート治具23との位置決め用の位置決め孔21gが設けられると共に、キーシート保持部21a側の端面に第2の分割治具22との位置決め用の位置決めピン21hが設けられている。更に、この背面側に貫通孔21cと連続する吸引流路用凹部21fが設けられている。
【0045】
サポート治具23は、図4に示すように、第1の分割治具21の貫通孔21c内に離脱可能に配置されるサポート凸部23aと、第1の分割治具21の背面側に配置されて、サポート凸部23aを支持すると共に、第1の分割治具21の吸引流路用凹部21fを閉塞可能なサポート基部23bとを有している。
【0046】
サポート凸部23aは、貫通孔21cのストレート孔部21eより小さい直径を有し、頂面にはキーシート11の台座部11cの背面側と対応した形状を有するサポート面23cを備えており、接点取付部11dを収容可能に凹部が設けられている。
【0047】
サポート基部23bの第1の分割治具21側には、第1の分割治具21との位置決め用の位置決めピン23dが設けられている。この位置決めピン23dを第1の分割治具21の位置決め孔21gに挿入することにより、第1の分割治具21の背面側の所定位置にサポート治具23が配置され、サポート凸部23aが第1の分割治具21の貫通孔21c内の所定位置に配置されると共に、第1の分割治具21の吸引流路用凹部21fが気密に閉塞されるように構成されている。
【0048】
この状態では、サポート凸部23aの側周囲と貫通孔21cの内壁との間に気体が流動可能な間隙が形成され、サポート基部23bに開設された吸引用孔23eから吸引流路用凹部21f内の気体を吸引されることにより、サポート凸部23aと貫通孔21cとの間の間隙からキーシート11を吸引できるように構成されている。
【0049】
一方、第2の分割治具22は、図5に示すように、第1の分割治具21と対向可能な一方の面側にキートップ12を所定位置に保持できるキートップ保持部22aを有すると共に、第1の分割治具21の位置決めピン21hが挿入されることにより位置決めされる位置決め孔22bを有している。キートップ保持部22aは、キートップ12の押圧部12bに対応する形状を有し、底部12aを露出させて保持可能となっており、更に、第2の分割治具22を貫通する吸引用孔22cが開口されている。
【0050】
この第2の分割治具22を、図6に示すように、第1の分割治具21と対向させて、位置決め孔22bに第1の分割治具21の位置決めピン21hを挿入して位置決めすると、第1の分割治具21に対して第2の分割治具22が所定位置で対向され、キーシート11の台座部11cにキートップ12の底部12aが対向されるようになっている。
【0051】
なお、この接着治具20としては、加工精度の観点から金属からなるものが好ましく、特に、比較的軽量であるという理由でアルミニウムからなるものがより好適である。
【0052】
また、接着治具20の表面には、腐食防止等の目的でメッキ処理やアルマイト処理等が施されていてもよく、ベタツキのあるキーシート11などのハンドリングを容易にする目的で、ブラスト処理等により表面に凹凸が設けられていてもよい。
【0053】
第1の分割治具21の貫通孔21cの内表面に表面処理を施す場合、鏡面処理を施こすと、集光効率を向上することができて好ましい。
【0054】
更に、キートップ12の傷付防止の目的で、第2の分割治具22のキートップ12と接触する部位に熱可塑性樹脂又は熱硬化性樹脂等のコーティングが施こされていていてもよく、更に、各分割治具21、22若しくはサポート治具23の一部又は全部が熱可塑性樹脂又は熱硬化性樹脂により形成されていてもよい。
【0055】
このような接着治具20を用いて、キーシート11にキートップ12を接着するには、まず、第1の分割治具21の背面側にサポート治具23を配置し、位置決め孔21gに位置決めピン23dを挿入することにより位置決めして組み合わせる。
【0056】
そして、第1の分割治具21のキーシート保持部21a及びサポート治具23のサポート凸部23aのサポート面23cによりキーシート11の背面を保持させ、吸引用孔23eから吸引流路用凹部21f内の基材を吸引し、サポート凸部23aと貫通孔21cとの間隙からキーシート11を吸引して固定する。
【0057】
一方、図5に示すように、第2の分割治具22のキートップ保持部22aにキートップ12を保持させ、吸引用孔22cから吸引してキートップ12を固定する。
【0058】
次に、キーシート11の台座部11cに紫外線硬化型の接着剤13を塗布する。ここでは、接着剤13の塗布は、図7に示すように、第1の分割治具21のキーシート保持部21aに対向して配置される転写治具25を用いて行う。まず、転写治具25の転写ピン26の先端に接着剤13を付着させて、キーシート11の台座部11c上に配置し(i)、転写治具25を下降させて転写ピン26に付着されている接着剤を台座部11c表面に付着させる(ii)。そして、転写治具25を上昇させることにより、所定量の接着剤13を台座部11cに転写して塗布することができる。
【0059】
その後、第1の分割治具21及びサポート治具23を反転させて、第1の分割治具21のキーシート保持部21aが設けられた面と、第2の分割治具22のキートップ保持部22aが設けられた面とを対向させる。そして、第1の分割治具21の位置決めピン21hを第2の分割治具22の位置決め孔22bに挿入することにより、第1及び第2の分割治具21、22を互いに位置決めし、近接させる。これにより、接着剤13を介在させた状態でキーシート11の台座部11cにキートップ12の底部12aを精度よく配置して密着させる。
【0060】
次に、キーシート11の台座部11cとキートップ12の底部12aとの間の接着剤13を紫外線により反応させて硬化させる。
【0061】
その際、図9に示すように、接着治具20は第1の分割治具21と第2の分割治具22とを対向させた状態で維持しつつ、第1の分割治具21からサポート治具23を離脱させることにより、貫通孔21cからサポート凸部23aを離脱させる。このとき、キーシート11及びキートップ12は、それぞれ第1及び第2の分割治具21、22の各保持部21a、22aに保持された状態で維持されており、貫通孔21cからサポート凸部23aが離脱されることにより、キーシート11の台座部11cの背面側が貫通孔21c内に露出される。
【0062】
そして、この状態で、例えば図10に示すような紫外線照射装置30を用いて紫外線を照射する。
【0063】
この紫外線照射装置30は、キーシート11及びキートップ12が保持された接着治具20を所定の速度で搬送する搬送手段31と、搬送手段31上の接着治具20に紫外線を照射するための紫外線ランプ32及び反射板33とを備えている。
【0064】
この紫外線照射装置30内では、図11に示すように、紫外線ランプ32及び反射板33からの紫外線UVが、第1の分割治具21の貫通孔21cから入射して、キーシート11の台座部11cの背面側に照射され、キーシート11を透過してキーシート11の台座部11cとキートップ12の底部12aとの間に介在させた接着剤13に照射される。このとき、貫通孔21cのテーパ孔部21dの内壁面に照射された紫外線UVは、その内壁面で反射されてストレート孔部21eに集光される。
【0065】
このテーパ孔部21dの内壁面の軸線に沿う方向に対する傾斜角度は、後述する参考例から明らかなように0°より大きく60°以下とするのが好ましく、特に、15°以上45°以下とするのが好適である。
【0066】
このような集光作用を利用して、紫外線UVにより接着剤13を硬化させることにより、キーシート11及びキートップ12とが接着される。そして、接着剤13が硬化した後、接着治具20から取り出して、押釦スイッチ用カバー部材10の製造を終了する。
【0067】
以上のような接着治具20を用いて、キーシート11にキートップ12を接着すれば、キーシート11を保持させた第1の分割治具21と、キートップ12を保持させた第2の分割治具22とを互いに位置決めして対向させて、キーシート11のキートップ配置位置である台座部11cにキートップ12を配置するため、キートップ12をキーシート11の台座部11cに精度よく配置して密着することができる。
【0068】
そして、第1の分割治具21に貫通孔21cが設けられていて、第1の分割治具21と第2の分割治具22とを対向させた状態で、貫通孔21cから紫外線を入射させて、キーシート11とキートップ12との間に介在させた紫外線硬化型の接着剤13を硬化させるので、第1及び第2の分割治具21、22によりキーシート11とキートップ12とを所定の位置に保持した状態で、接着剤13を硬化させることができる。そのため、キーシート11とキートップ12との間の位置ズレを防止して、優れた位置精度で接着することが可能である。
【0069】
また、サポート治具23のサポート面23cによりキーシート11の台座部11cの背面を支持させた状態で、キーシート11の台座部11cに紫外線硬化型の接着剤13を塗布するので、塗布する際にキーシート11が変形することがなく、所望量の紫外線硬化型の接着剤13を塗布し易い。
【0070】
即ち、サポート治具23を用いることなく接着剤13を塗布すると、図8に示すように、転写治具25を対向させて(i)、転写ピン26を下降させることにより、台座部11cに接着剤13を塗布させると(ii)、台座部11cが弾性により変形するため、転写ピン26を十分に台座部11cに押付け難い。そのため、転写後(iii)に転写ピン26に接着剤13が残留する場合があり、接着剤13の塗布量がバラつく場合が生じる。
【0071】
ところが、サポート治具23を用いて図7のようにして接着剤13を塗布すれば、転写ピン26を十分に台座部11cに押付けることができる結果、所望量の接着剤13を塗布し易い。
【0072】
また、このようにサポート治具23を用いれば、第1の分割治具21と第2の分割治具22とを対向近接させた際にも、キーシート11の台座部11cの弾性変形を防止できるため、台座部11cにキートップ12の底部12aを確実に密着させ易い。
【0073】
しかも、このサポート治具23を貫通孔21cから離脱させた状態で紫外線を照射するので、キーシート11の台座部11cの背面を露出させて、貫通孔21cから入射する紫外線により容易に紫外線硬化型接着剤を硬化することができる。
【0074】
また、この接着治具20では、貫通孔21cが背面側からキーシート11側に向けて収縮するように傾斜した内壁面を有するテーパ孔部21dを有するので、貫通孔21cの内壁面の傾斜により外部から照射された紫外線を集光することができ、紫外線の光源からの照射量を減少したり、照射時間を短縮させることにより、生産性を向上することが可能である。
【0075】
更に、この接着治具20では、第1の分割治具21の貫通孔21cにサポート治具23のサポート凸部23aを配置してキーシート11を支持すると共に、サポート凸部23aと貫通孔21cとの間にキーシート11を吸引可能な間隙を有するので、貫通孔21cを紫外線を照射するために利用すると共に、キーシート11を吸引固定するために利用することができる。そのため、接着治具の構成を簡素化し易い。
【0076】
なお、上記発明の実施の形態1は、この発明の範囲内で適宜変更可能であり、例えば、上記では、第1の分割治具21に貫通孔21cを設けた例について説明したが、キートップ12の底部12aに印刷層14が設けられず、紫外線照射時にキートップ12を透過して接着剤13を照射できる場合には、上記と全く同様にして、第2の分割治具22のキートップ保持部22aに貫通孔を設けることが可能である。
【0077】
また、上記発明の実施の形態1では、キーシート11に一つのキートップ12を接着した例について説明したが、キーシート11に複数のキートップ12を接着することも可能である。その場合、接着治具20の第2の分割治具には、各キートップ12を保持するためのキートップ保持部22aを複数設け、第1の分割治具21には、各キートップ12が配置される各台座部11cに対応する位置に、それぞれ貫通孔21cを設け、サポート治具23には、各貫通孔21cに対応するサポート凸部23aを複数設ければよい。
【0078】
更に、上記では、キーシート11のキートップ配置位置として台座部11cが設けられている例について説明したが、特に限定されるものではなく、キーシート11のキートップ12と対向する面が平面により構成されていても、何ら異なることなく、本発明を適用することが可能である。
【0079】
また、上記では、接着剤13を転写治具25を用いて塗布する例について説明したが、接着剤13を他の方法により塗布することも可能である。
【0080】
例えば図12に示すように、接着剤13をスクリーン34aを用いて塗布することも可能である。その場合、スクリーン34aを第1の分割治具21のキーシート保持部21a及びサポート治具23のサポート凸部23aにキーシート11を保持させ、スクリーン34aを所定位置に配置し(i)、スクリーン34a上からスキージ34bを用いて接着剤13をキーシート11の台座部11cに印刷し(ii)、スキージ34bを所定量移動させることにより塗布する(iii)ことも可能である。
【0081】
このような場合であっても、サポート治具23を用いることにより、上記と同様に、キーシート11の弾性変形を防止して、所望量の接着剤13を塗布し易くできる。
[発明の実施の形態2]
【0082】
図13は、この発明の実施の形態2を示す。
【0083】
この発明の実施の形態2では、接着治具20のサポート治具23の構造が発明の実施の形態1と相違しており、その他は実施の形態1と同様である。
【0084】
このサポート治具23では、サポート凸部35が、第1の分割治具21の貫通孔21c内に配置されるサポート治具本体としてのサポート凸部本体35aと、サポート凸部本体35aの中央部にサポート治具23を貫通するように設けられた収容孔35bと、収容孔35b内に収容されて収容孔35bに沿って摺動自在に配置された押圧部35dと、この押圧部35dをサポート面35c側に付勢するように収容孔35b内に配置された弾性部材としての圧縮バネ35eと、圧縮バネ35eを支持する固定螺子35fとを備えている。
【0085】
このサポート治具23では、サポート凸部本体35aの頂部に、キーシート11のキートップ配置位置11fの背面側と対応した平面形状のサポート面35cが設けられており、その中央には、キーシート11の接点取付部11dを収容可能な大きさで、収容孔35bの縮径部35gが開口している。
【0086】
押圧部35dは、その先端部が縮径部35gに背面側から挿入されており、この先端部がサポート面35c側から押圧されることにより、圧縮バネ35eの付勢力に抗して収容孔35b内を背面側に移動するように構成されている。
【0087】
このような接着治具20では、第1の分割治具21のキーシート保持部21aにキーシート11が保持されると、キーシート11の接点取付部11dが押圧部35dの先端部により、圧縮バネ35eの付勢力で押圧され、キーシート11のキートップ配置位置11fが外側に膨出した状態で配置される。
【0088】
また、接着剤13をキーシート11のキートップ配置位置11fに塗布する際には、転写治具25の転写ピン26をキーシート11に押しつけると、キーシート11が押圧され、接点取付部11dにより押圧部35dが押圧されて、圧縮バネ35eの付勢力に抗して押圧部35dが背面側へ移動する。これにより、キーシート11の接点取付部11dが収容孔35bの縮径部35gに収容され、キーシート11のキートップ配置位置11fが、図中、仮想線11xで示すように、サポート面35cに確実に支持される。そのため、上記発明の実施の形態1と同様に所望量の接着剤13を塗布することができる。
【0089】
この接着剤13の塗布後には、図中実線で示されるように、再び、キーシート11のキートップ配置位置11fが外側に膨出した状態で配置される。
【0090】
そして、第1の分割治具21と第2の分割治具22とを対向させて、キーシート11にキートップ12の底部12aを密着させる際には、キーシート11とキートップ12とを徐々に近接させると、最初に、膨出しているキートップ配置位置11fの最も膨出している中心部が、キートップ12の底部12aに当接する。更に近接させると、接点取付部11dにより押圧部35dが押圧され、圧縮バネ35eの付勢力に抗して押圧部35dが背面側へ移動し、接点取付部11dが収容孔35bの縮径部35gに徐々に収容される。そのため、膨出しているキートップ配置位置11fは、中心部側から周縁側に徐々に平坦に変形しつつ、順次キートップ12の底部12aに密着させることができる。
【0091】
このようにして、キーシート11のキートップ配置位置11fを中心側からキートップ12の底部12aに密着させると、キーシート11とキートップ12との間の接着剤13内に気泡が残留し難く、接着強度を確保し易くでき、また、外観品質などを確保し易い。
【0092】
なお、この実施の形態2では、押圧部35dをサポート面35c側に付勢するために、圧縮バネ35eを用いた例について説明したが、他の手段を用いて、キーシート11のキートップ配置位置11fを膨出及び変形させることも可能である。例えば、押圧部35dをモータにより進退可能に構成し、接着剤13の塗布時やキートップ12の密着時に、キートップ配置位置11fを平坦に変形するように連動させることも可能である。
【実施例】
【0093】
以下、実施例について説明する。
[実施例1]
【0094】
ポリカーボネート系樹脂(カリバー301−22、住友ダウ株式会社製、商品名)を用いて、図3(a)に示すようなキートップ用金型16により射出成形し、図3(b)に示す印刷治具17により、キートップ12の底部12aの背面に、紫外線硬化型インキ(レイキュアーPF4200、株式会社十条ケミカル社製、商品名)にて、数字、文字などを10μmの厚さで印刷した。
【0095】
その後、紫外線硬化用メタルハライドランプ D bulb(フュージョンUVシステムズ・ジャパン株式会社製、商品名)にて積算光量500mJ/cm2にて乾燥させた後、ランナー、ゲートなどの余剰部分を除去し、キートップ12を得た。
【0096】
一方、シリコーンコンパウンドDY32−6014U(東レ・ダウコーニング株式会社製、商品名)100重量部と、架橋剤RC−8(東レ・ダウコーニング株式会社製、商品名)0.5重量部からなる原料を用い、図2(a)に示すようなキーシート金型15により、成形温度180℃、成形時間5分、成形圧力180Kg/cm2の条件で圧縮成形し、透光性を有し、薄肉部11bの厚さが0.5mmのシリコーンゴム製のキーシート11の成形体を得て、これを乾燥温度200℃、乾燥時間60分にて乾燥した後、バリ等の余剰部分を治具により切断除去した。
【0097】
そして、キーシート11の成形体の上面の台座部11cの表面に、バッチ式紫外線洗浄炉VUM−3073−B(株式会社オーク製作所社製、商品名)にて、184.9nm及び253.7nmの波長の紫外線を1200mJ/cm2の条件で照射し、紫外線照射処理を行うことによりキーシート11を得た。
【0098】
次に、このようにして準備したキートップ12及びキーシート11を、図4乃至図6に示すような接着治具20に配置させた。ここでは、キーシート11は、第1の分割治具21にサポート治具23を組み合わせた状態で、第1の分割治具21のキーシート保持部21aに保持させ、吸引用孔23eから内部の空気を吸引することにより、貫通孔21cとサポート凸部23aとの間隙からキーシート11を吸引して固定した。
【0099】
また、キートップ12は第2の分割治具22のキートップ保持部22aに保持させ、吸引用孔22cによりキートップ12を吸引して固定した。
【0100】
そして、第1の分割治具21及びサポート治具23により固定されているキーシート11の紫外線処理が施された台座部11cの表面に、紫外線硬化型接着剤スリーボンド 3042H(株式会社スリーボンド社製、商品名)100重量部に、シランカップリング剤KBM−603(信越化学工業株式会社製、商品名)0.5重量部を配合して、転写治具25により転写して塗布した。
【0101】
その後、第1の分割治具21及びサポート治具23と第2の分割治具22とを対向させて近接させることにより、キーシート11の台座部11cの位置にキートップ12の底部12aを配置した。
【0102】
そして、サポート治具23を第1の分割治具21から離脱させることにより、貫通孔21cを開口させ、第1の分割治具21の背面側から図10に示すような紫外線照射コンベアーにて、300〜450nmの波長の紫外線(メタルハライドランプ、120W/cmシリーズ、M015−L312、アイグラフィックス株式会社製、商品名)を、2000mJ/cm2の条件にて、ベース面より照射し、紫外線硬化型接着剤を硬化させて、キーシート11とキートップ12とを接着した。
【0103】
その結果、効率よく高品質な押釦スイッチ用カバー部材10を製造することができた。
[実施例2乃至5]
【0104】
次に、異なる接着治具20を用いてキーシート11とキートップ12とを密着させる他は、全て実施例1と同一にして、押釦スイッチ用カバー部材10を製造し、キーシート11とキートップ12との間に発生する気泡を比較した。なお、接着剤13は、何れも同一量を予め塗布して行った。
【0105】
実施例2では、図14(a)の上段に示すように、上記発明の実施の形態1のサポート治具23を使用しない接着治具20を用いた。
【0106】
実施例3では、図14(b)の上段に示すように、上記発明の実施の形態1に示す接着治具を用いた。
【0107】
実施例4では、図14(c)の上段に示すように、上記発明の実施の形態1のサポート治具23のサポート面23cに、キーシート11の背面側の接点取付部11dに対応する凹形状がなく、平坦なサポート面23cを有するサポート治具23を使用した接着治具20を用いた。
【0108】
実施例5では、図14(d)の上段に示すように、上記発明の実施の形態2のサポート治具23を有する接着治具20を用いた。
【0109】
これらの実施例2〜5では、多数個の押釦スイッチ用カバー部材10を製造したところ、キーシート11とキートップ12とが配置位置の全面で均一に接着剤13により接着された押釦スイッチ用カバー部材10の他に、接着剤13に気泡13aが発生したものが一部含まれていた。
【0110】
そのため、各実施例において、気泡13aが発生した押釦スイッチ用カバー部材20を選び、キーシート11の背面側から接着剤13に発生した気泡13aの位置及び大きさを観察した。結果を図14の(a)〜(d)の下段に示す。図では、キーシート11を透過して視認されたキートップ12及び接着剤13の形状及び気泡13aの形状を、実線により模式的に示している。
【0111】
その結果では、実施例2では、図14(a)の下段に示すように、キーシート11とキートップ12との間の広い範囲に、他の実施例に比べて大きな気泡13aが発生したものが含まれていた。
【0112】
実施例3では、図14(b)の下段に示すように、キーシート11とキートップ12との間の接点取付部11dに対応する中心側に気泡が発生していた。
【0113】
実施例3では、図14(c)の下段に示すように、キーシート11とキートップ12との間の周縁部側に比較的小さい気泡13aが発生していた。
【0114】
実施例4では、図14(d)の下段に示すように、キーシート11とキートップ12との間に気泡が発生しているものが見いだされなかった。
[参考例]
【0115】
次に、紫外線照射時に第1の分割治具21のテーパ孔部21dの内壁面の傾斜角度と照射される紫外線の光量及び照射時間との関係を測定した。
【0116】
図10に示す紫外線照射装置30を用い、搬送手段31に接着治具20を載置する代わりに、光量計を配置し、そのセンサ部の上面に、図15(a)(b)に示すように、第1の分割治具21の貫通孔21cに相当する貫通孔40cを備えた治具40を載置し、紫外線照射装置30の積算光量を測定した。この測定は、テーパ孔部40dの内壁面の傾斜角度θと、搬送速度とを種々変化させて行った。
【0117】
紫外線照射装置30は紫外線照射コンベアーMiniグランデージ(アイグラフィックス社製、商品名)、紫外線ランプ32はメタルハライドランプ、120W/cmシリーズ、M015−L312(アイグラフィックス株式会社製、商品名)であり、照射部の出入口間の長さは400mmであった。また、光量計はUVPF−36(アイグラフィックス社製、商品名)であった。
【0118】
一方、光量計に載置した治具40は、40mm×40mmの正方形で厚さが5mmの板からなり、テーパ孔部41dの長さL1が4mm、ストレート孔部40eの内径Dが12mmで長さL2が1mmであった。そして、テーパ孔部41dの内壁面の軸線方向に対する角度θとして、0°(ストレート孔形状)、15°、30°、45°、60°の5種類を準備した。
【0119】
結果として、テーパー孔部の角度θと搬送速度とにより得られる積算光量を表1に示す。
【表1】
【0120】
表1の結果から明らかなように、テーパ孔部41dの角度θが0°より大きく60°までの範囲で積算光量が0°より増加している。特に、15°以上45°以下の範囲では積算光量が1.3倍程度増加している。
【図面の簡単な説明】
【0121】
【図1】本発明の実施の形態1により製造される押釦スイッチ用カバー部材の断面図である。
【図2】(a)は同実施の形態1に係る押釦スイッチ用カバー部材のキーシートを成形するキーシート金型の断面図、(b)はそれにより得られるキーシートの成形体の断面図、(c)は紫外線処理されたキーシートの断面図である。
【図3】(a)は同実施の形態1に係る押釦スイッチ用カバー部材のキートップを成形するキートップ金型の断面図、(b)はそれにより得られたキートップを印刷治具に装着した状態を示す断面図である。
【図4】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1の分割治具とサポート治具とを示す断面図である。
【図5】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第2の分割治具を示す断面図である。
【図6】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の断面図である。
【図7】同実施の形態1に係るサポート治具を用いた接着剤の塗布工程を示す断面図である。
【図8】同実施の形態1に係るサポート治具を用いない場合の接着剤の塗布工程を示す断面図である。
【図9】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1及び第2の分割治具を示す断面図である。
【図10】同実施の形態1に係る紫外線照射装置の概略断面図である。
【図11】同実施の形態1に係る押釦スイッチ用カバー部材の接着治具20の第1及び第2の分割治具の貫通孔周辺を示す拡大断面図である。
【図12】同実施の形態1に係る接着剤の他の塗布工程を示す断面図である。
【図13】本発明の実施の形態2に係るサポート治具の要部拡大断面図である。
【図14】実施例2乃至5に係る接着治具の構成と、実施例2乃至5により得られた押釦スイッチ用カバー部材を背面側から観察した結果を示す概略断面図である。
【図15】参考例に係る治具を示し、(a)は平面図、(b)は断面図である。
【符号の説明】
【0122】
10 押釦スイッチ用カバー部材
11 キーシート
11c 台座部
12 キートップ
12a 底部
13 接着剤
20 接着治具
21 第1の分割治具
21a キーシート保持部
21c 貫通孔
21d テーパ孔部
21e ストレート孔部
21g 位置決め孔
21h 位置決めピン
22 第2の分割治具
22a キートップ保持部
22b 位置決め孔
23 サポート治具
23a サポート凸部
23b サポート基部
23d 位置決めピン23d
【特許請求の範囲】
【請求項1】
互いに位置決めされて対向可能な第1の分割治具と第2の分割治具の各対向面側に、カバー基材と該カバー基材に接着されるキートップとを保持させ、
前記各対向面を対向させることにより、前記カバー基材の所定のキートップ配置位置に前記キートップを配置すると共に、前記カバー基材と前記キートップとの間に光反応型接着剤を介在させ、
外部から光を照射して、前記カバー基材又は前記キートップを透過した前記光により前記光反応型接着剤を反応させることにより、前記カバー基材に前記キートップを接着して押釦スイッチ用カバー部材を製造する方法であり、
前記第1又は第2の分割治具の前記キートップ配置位置に対応する位置に貫通孔を設け、
前記第1の分割治具と前記第2の分割治具とを対向させた状態で前記光を照射することにより、前記光を前記貫通孔から入射させて前記光反応型接着剤を反応させることを特徴とする押釦スイッチ用カバー部材の製造方法。
【請求項2】
一方の前記分割治具に前記貫通孔を設けると共に前記カバー基材を保持させ、
前記貫通孔内にサポート治具を離脱可能に配置し、前記サポート治具により前記カバー基材の前記キートップ配置位置の背面を支持させた状態で、前記カバー基材のキートップ配置位置に前記光反応型接着剤を塗布すると共に、前記第1の分割治具と前記第2の分割治具とを対向させ、
前記貫通孔から前記サポート治具を離脱させた状態で、前記光を照射することを特徴とする請求項1に記載の押釦スイッチ用カバー部材の製造方法。
【請求項3】
互いに位置決めされて対向可能な対向面を有する第1及び第2の分割治具を備え、
前記第1の分割治具の前記対向面には、カバー基材を所定の位置に保持するカバー基材保持部が設けられると共に、前記第2の分割治具の前記対向面には、キートップを所定の位置に保持するキートップ保持部が設けられ、
前記第1及び第2の分割治具の一方の前記保持部には、該第1及び第2の分割治具の一方を貫通する貫通孔が開設されていることを特徴とする押釦スイッチ用カバー部材の接着治具。
【請求項4】
前記貫通孔は、前記背面側から前記カバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなることを特徴とする請求項3に記載の押釦用スイッチ用カバー部材の接着治具。
【請求項5】
前記第1の分割治具は、前記貫通孔を備えると共に、該貫通孔内に離脱可能に配置されて、前記カバー基材を支持するサポート治具を備えることを特徴とする請求項3又は4にに記載の押釦スイッチ用カバー部材の接着治具。
【請求項6】
前記第1の分割治具は、前記貫通孔を備えると共に、前記カバー基材を吸引して保持可能に構成され、前記サポート治具は、前記貫通孔との間に、前記カバー基材を吸引可能な間隙を有することを特徴とする請求項3乃至5の何れか一つに記載の押釦スイッチ用カバー部材の接着治具。
【請求項7】
前記サポート治具は、前記貫通孔に配置され、中央部が開口されたサポート治具本体と、
該サポート治具本体の中央部に配置されて弾性部材により前記カバー基材側に付勢された押圧部とを備え、該押圧部が前記カバー基材の前記貫通孔に対応する位置の中央部を突出させるように構成されていることを特徴とする請求項5又は6に記載の押釦スイッチ用カバー部材の接着治具。
【請求項1】
互いに位置決めされて対向可能な第1の分割治具と第2の分割治具の各対向面側に、カバー基材と該カバー基材に接着されるキートップとを保持させ、
前記各対向面を対向させることにより、前記カバー基材の所定のキートップ配置位置に前記キートップを配置すると共に、前記カバー基材と前記キートップとの間に光反応型接着剤を介在させ、
外部から光を照射して、前記カバー基材又は前記キートップを透過した前記光により前記光反応型接着剤を反応させることにより、前記カバー基材に前記キートップを接着して押釦スイッチ用カバー部材を製造する方法であり、
前記第1又は第2の分割治具の前記キートップ配置位置に対応する位置に貫通孔を設け、
前記第1の分割治具と前記第2の分割治具とを対向させた状態で前記光を照射することにより、前記光を前記貫通孔から入射させて前記光反応型接着剤を反応させることを特徴とする押釦スイッチ用カバー部材の製造方法。
【請求項2】
一方の前記分割治具に前記貫通孔を設けると共に前記カバー基材を保持させ、
前記貫通孔内にサポート治具を離脱可能に配置し、前記サポート治具により前記カバー基材の前記キートップ配置位置の背面を支持させた状態で、前記カバー基材のキートップ配置位置に前記光反応型接着剤を塗布すると共に、前記第1の分割治具と前記第2の分割治具とを対向させ、
前記貫通孔から前記サポート治具を離脱させた状態で、前記光を照射することを特徴とする請求項1に記載の押釦スイッチ用カバー部材の製造方法。
【請求項3】
互いに位置決めされて対向可能な対向面を有する第1及び第2の分割治具を備え、
前記第1の分割治具の前記対向面には、カバー基材を所定の位置に保持するカバー基材保持部が設けられると共に、前記第2の分割治具の前記対向面には、キートップを所定の位置に保持するキートップ保持部が設けられ、
前記第1及び第2の分割治具の一方の前記保持部には、該第1及び第2の分割治具の一方を貫通する貫通孔が開設されていることを特徴とする押釦スイッチ用カバー部材の接着治具。
【請求項4】
前記貫通孔は、前記背面側から前記カバー基材側に向けて収縮するように傾斜した内壁面を有する孔からなることを特徴とする請求項3に記載の押釦用スイッチ用カバー部材の接着治具。
【請求項5】
前記第1の分割治具は、前記貫通孔を備えると共に、該貫通孔内に離脱可能に配置されて、前記カバー基材を支持するサポート治具を備えることを特徴とする請求項3又は4にに記載の押釦スイッチ用カバー部材の接着治具。
【請求項6】
前記第1の分割治具は、前記貫通孔を備えると共に、前記カバー基材を吸引して保持可能に構成され、前記サポート治具は、前記貫通孔との間に、前記カバー基材を吸引可能な間隙を有することを特徴とする請求項3乃至5の何れか一つに記載の押釦スイッチ用カバー部材の接着治具。
【請求項7】
前記サポート治具は、前記貫通孔に配置され、中央部が開口されたサポート治具本体と、
該サポート治具本体の中央部に配置されて弾性部材により前記カバー基材側に付勢された押圧部とを備え、該押圧部が前記カバー基材の前記貫通孔に対応する位置の中央部を突出させるように構成されていることを特徴とする請求項5又は6に記載の押釦スイッチ用カバー部材の接着治具。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2008−60048(P2008−60048A)
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願番号】特願2006−239054(P2006−239054)
【出願日】平成18年9月4日(2006.9.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年3月13日(2008.3.13)
【国際特許分類】
【出願日】平成18年9月4日(2006.9.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]