
押釦スイッチ用導電部材及びその製造方法
【課題】繰り返しON/OFF動作に対しても安定した低接触抵抗値を有する、耐異物性に優れた押釦スイッチ用導電部材及びその製造方法を安価に提供する。
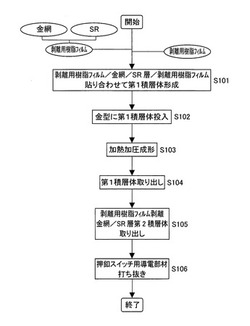
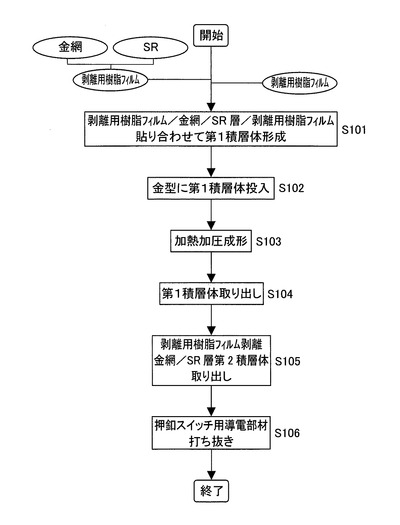
【解決手段】剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成し(S101)、第1積層体を金型のキャビティーに投入して(S102)加熱加圧し(S103)、金型から第1積層体を取り出して(S104)、第1積層体から両面に積層した剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層からなる第2積層体を形成し(S105)、第2積層体を所定のサイズに打ち抜く(S106)押釦スイッチ用導電部材の製造方法において、第2積層体において、金網露出部の厚さが金網埋め込みシリコーンゴム層の厚さ以下になるように、第1積層体を加熱加圧する。
【解決手段】剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成し(S101)、第1積層体を金型のキャビティーに投入して(S102)加熱加圧し(S103)、金型から第1積層体を取り出して(S104)、第1積層体から両面に積層した剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層からなる第2積層体を形成し(S105)、第2積層体を所定のサイズに打ち抜く(S106)押釦スイッチ用導電部材の製造方法において、第2積層体において、金網露出部の厚さが金網埋め込みシリコーンゴム層の厚さ以下になるように、第1積層体を加熱加圧する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器の押釦スイッチに関する。より具体的には、電子機器の押釦スイッチに用いられる導電部材に関する。
【背景技術】
【0002】
従来、押釦スイッチの可動接点部に用いる導電性部材の抵抗値を下げるために、シリコーンゴムにアセチレンブラック、カーボンナノ粒子等のカーボンを導電性フィラーとして添加したり(例えば、特許文献1参照)、シリコーン系ゴム材料に、銀粉、ニッケル粉等の金属粉を含有させたりする(例えば、特許文献2参照)方法がとられている。
【0003】
さらに、金属板とシリコーンを貼り合わせたものが知られており、(例えば、特許文献3参照)、金属板に多数の孔を設けて金属板の剛性を低下させる方法(例えば、特許文献4参照)や、金網状の金属線を使用する方法(例えば、特許文献5参照)も提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−251515号公報
【特許文献2】特開平5−151853号公報
【特許文献3】特開昭63−96822号公報
【特許文献4】国際公開第03/028054号パンフレット
【特許文献5】特開2004−342539号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されているような、シリコーンゴムにカーボンを導電性フィラーとして添加したものは、抵抗値が高く、高電流を流すと発熱により接点が燃えてしまうため、高電流用途には使用できないという問題がある。
【0006】
また、特許文献2に開示されているようなシリコーン系ゴム材料に金属粉を含有させたものは、初期には低抵抗を発現するが、使用していくうちに金属粉間に間隔が生じて抵抗値が上昇してしまったり、金属と金属の間に絶縁物を挟んだ構成になるため、通電使用して行くうちに金属−金属間でスパークが生じ接点や基板にダメージを与えてしまうという問題がある。
【0007】
また、特許文献3に開示されているような金属板とシリコーンゴムを貼り合わせたものは、金属による良好な低抵抗を発現するが、接点と対向基板電極の間に絶縁性の異物が入った場合に金属の高い剛性により接点と電極の接触が得られなくなってしまい、オンしなくなるという問題がある。
【0008】
特許文献4に開示されているような多数の孔をあけた金属板を用いると、この剛性を低下させることができるが、孔を作製するためにはパンチ法やエッヂング法を採用することになりこのために多大なコストとリードタイムが必要になる。また孔形成による金属の剛性の低下も限度があり、耐異物性に関して特許文献1、2に記載のようなカーボンや金属粉を添加したものには及ばないという問題がある。
【0009】
特許文献5に開示されているような金網状の金属線を使用する方法では、成形時の反りを防ぐ為に薄膜状の材料を複数回積層する等の工程が必要となり、生産性に欠けるという問題がある。
【0010】
そこで、本発明は上記問題点に鑑みなされたものであって、繰り返しON/OFF動作に対しても安定した低接触抵抗値を有する、耐異物性に優れた押釦スイッチ用導電部材及びその製造方法を安価に提供することを目的とする。
【課題を解決するための手段】
【0011】
このような目的は、下記(1)〜(10)の本発明により達成される。
【0012】
(1)金網と、シリコーンゴムとからなる押釦スイッチ用導電部材であって、
その押釦スイッチ用導電部材は、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有し、金網露出部の厚さは金網埋め込みシリコーンゴム層の厚さ以下であることを特徴とする押釦スイッチ用導電部材。
【0013】
(2)シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする(1)に記載の押釦スイッチ用導電部材。
【0014】
(3)金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする(1)又は(2)に記載の押釦スイッチ用導電部材。
【0015】
(4)金網は、真鍮の線からなることを特徴とする(3)に記載の押釦スイッチ用導電部材。
【0016】
(5)金網露出部がめっきされていることを特徴とする(1)〜(4)のいずれかに記載の押釦スイッチ用導電部材。
【0017】
(6)剥離用樹脂フィルムと、シリコーンゴムフィルムと、金網と、剥離用樹脂フィルムとを順に積層して、剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成する工程と、第1積層体を金型のキャビティーに投入して加熱加圧する工程と、金型から第1積層体を取り出して、第1積層体から両側表面に積層した剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体を形成する工程と、第2積層体を所定のサイズに打ち抜く工程とからなり、第2積層体において、金網露出部の厚さが金網埋め込みシリコーンゴム層の厚さ以下になるように、第1積層体を加熱加圧することを特徴とする押釦スイッチ用導電部材の製造方法。
【0018】
(7)シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする(6)に記載の押釦スイッチ用導電部材の製造方法。
【0019】
(8)金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする(6)又は(7)に記載の押釦スイッチ用導電部材の製造方法。
【0020】
(9)金網は、真鍮の線からなることを特徴とする(8)に記載の押釦スイッチ用導電部材の製造方法。
【0021】
(10)第2積層体の金網露出部に金めっきを施す工程をさらに実施することを特徴とする(7)〜(9)のいずれかに記載の押釦スイッチ用導電部材の製造方法。
【発明の効果】
【0022】
本発明によれば、繰り返しON/OFF動作に対しても安定した低接触抵抗値を有する、耐異物性に優れた押釦スイッチ用導電部材及びその製造方法を安価に提供することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る押釦スイッチの概略構成を示す断面図である。
【図2】本発明の実施形態に係る押釦スイッチ用導電部材の構成を示す、第2積層体の模式的断面図である。
【図3】本発明の実施形態に係る押釦スイッチ用導電部材の製造工程を示すフロー図である。
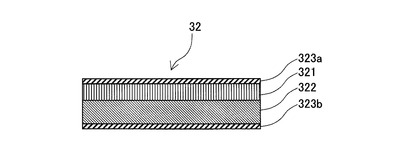
【図4】本発明の実施形態に係る第1積層体の模式的断面図である。
【発明を実施するための形態】
【0024】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0025】
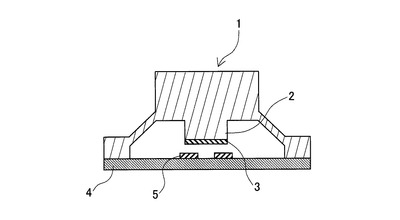
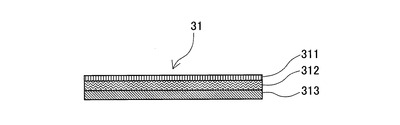
図1は、本発明の実施形態に係る押釦スイッチ用導電部材を押釦スイッチの可動接点部に設けた状態を示す断面図である。図2は、本発明の実施形態に係る押釦スイッチ用導電部材の金網とシリコーンゴム(SR)の積層状態を示す、第2積層体の模式的断面図である。図3は、本発明の実施形態に係る押釦スイッチ用導電部材の製造工程を示すフロー図である。図4は、本発明の実施形態に係る、両面に剥離用樹脂フィルムを貼り合わせた第1積層体の模式的断面図である。
【0026】
基板4上の固定接点5に接触する押釦スイッチ1の可動接点部2に、金網露出部311を有する第2積層体31からなる導電部材3が、金網露出部311が図1の下側に向くように設けられている。
【0027】
シリコーンゴム(SR)と金網とからなる導電部材3は、図2に示した第2積層体31から打ち抜いて製造される。SRは絶縁性でも導電性でも構わないが、金属接着性のものが用いられる。第2積層体31においては、金網の厚さの1/2以下が片面に露出するように金網露出部311が形成され、金網の厚さの1/2を超える残りの部分は金属接着性SR中に物理的に嵌合され、SRと化学的に接着されて、金網−SR間が強固に接合されて金網埋め込みSR層312が形成されている。金網露出部311が金網の厚さの1/2を超えて露出すると、押釦スイッチ1のON/OFFを多数回繰り返したときの耐久性に問題が生じる。SR層313はSRだけからなる。
【0028】
導電部材3に金網を使用すると、(イ)導電フィラーとして金属を使用するので低抵抗が発現できる、(ロ)金属が繋がった金網を導電フィラーとして使用するので金属粉のように使用していくうちに金属粉間の接触が失われ抵抗値が上昇することがない、(ハ)金属線からなる導電フィラーなので柔軟性があり耐異物性が得られる(金属線間の空間による異物の取り込み及び変形により異物を避けて導電性を確保する)といった利点がある。
【0029】
ここで、金網の材料としては、例えば、ステンレス、ニッケル、銅、燐青銅、真鍮等が挙げられるが、コスト等上真鍮が好ましい。金網に用いられる金属線の線径は、0.035〜0.11mmが好ましく、より好ましくは0.040〜0.090mmである。この場合の網目密度としては100〜300メッシュ(25.4mm間にある目の数が100〜300個)が好ましく、より好ましくは120〜250メッシュである。金属線の線径が0.035mm未満であると絶縁性の異物による断線のおそれが考えられるので好ましくなく、0.11mmを超えると打ち抜き工程における打ち抜き力が大きくなり過ぎるため打ち抜き機械の耐久性に問題を生じる。網目密度が300メッシュを超えるものは金網の剛性が小さ過ぎるため、可動接点部2に取り付ける際にシリコーンゴムの収縮により導電部材3が反り返ってしまうため適当でない。網目密度が100メッシュ未満のものは、導電部材としては粗すぎる。
【0030】
金網の構造としては、平織り金網が入手も容易で安価であり、接点としての性能も充分で好適であるが、その他の編み方の物でも構わないし、更に焼結処理を行っても良い。
【0031】
なお、金網の表面酸化に対する耐環境性を考慮すると、金網露出部311に金めっきを施すことが有効である。
【0032】
また、金属接着性SR材料としては、シリコーンゴム(例えば、信越化学工業(株)製、KE−961U)100質量部に対して、架橋剤C−25A(信越化学工業(株)製)0.5質量部、架橋剤C−25B(信越化学工業(株)製)2.0質量部、シランカップリング剤(例えば、信越化学工業(株)製、KBM−403)を0.5〜3質量部、接着助剤(例えば、信越化学工業(株)製、X−93−3046)を0.5〜3質量部の割合で配合したものが有効である。
【0033】
このような成分からなる金属接着性SRにおいては、シリコーンゴムと非相溶性である接着助剤を添加することにより、接着助剤を溶媒的に利用して接着成分のシランカップリング剤を効率よく接着界面へ滲み出させることができる。
【0034】
また、シランカップリング剤と接着助剤とは、共にSR及び金網への接着力を発現させるが、シランカップリング剤は極性により金属側へ強く引かれ金網との接着に対して有効であり、接着助剤は構造内にSi−H基を持つため比較的SR側へ強く働き、SRとの接着に対して有効である。そして、これらの相乗効果として、結果的にSRと金網との強い接着力が得られる。
【0035】
以下、図3に示した製造工程フロー図を用いて、本発明の実施形態に係る押釦スイッチ用導電部材の製造方法について説明する。
【0036】
まず、金網と、金属接着性のシリコーンゴム(SR)と2枚の剥離用樹脂フィルムとを用意し、これらを貼り合わせて、図4に示した剥離用樹脂フィルム/金網/SR層/剥離用樹脂フィルムからなる所定の寸法の第1積層体32を形成する(S101)。
【0037】
この第1積層体32を、所定の寸法のキャビティーを有する金型に投入し(S102)、加熱加圧成形する(S103)。
【0038】
加熱加圧により、金網はSR層322中に押し込まれて物理的に嵌合され、金網とSRは一体化されるが、加熱加圧成形後に、金網の厚さの1/2以下が露出して残るように、金型のキャビティーの厚さと加熱加圧成形条件を設定する。
【0039】
加熱加圧成形が終了したら、第1積層体32を取り出し(S104)、第1積層体32の両面の剥離用樹脂フィルム323a、323bを剥離して図2に示した金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体31を取り出す(S105)。
【0040】
この第2積層体31を所定の寸法に打抜き、押釦スイッチ1の導電部材3とする(S106)。
【0041】
図3に示した製造工程フロー図には、接着剤を用いて金網とSRを接着する工程はなく、金網とSRとの接着は、金型の加熱加圧成形において、金網のSRへの物理的嵌合と金属接着性のSRによる化学的接着によってなされるので、製造コストが低減される。
【0042】
(実施例)
長さ120mm、巾70mm、深さ0.55mmのキャビティーを有する金型を用いた。実施例1〜6において、それぞれ異なる金属からなる金網(くればあ社販売)を長さ70mm、巾50mmに裁断し、剥離用樹脂フィルムとしての厚さ0.055mmのポリエチレンテレフタレート(PET)シートを2枚と、シリコーンゴム(SR)シートとを長さ90mm、巾50mmに裁断し、これらを貼り合わせてPETフィルム/金網/SR層/PETフィルムからなる第1積層体32を形成し、金型のキャビティーに投入した。
【0043】
SRシートの厚さは、図3のステップS105で取り出される第2積層体31において金網露出部311の厚さが金網埋め込みシリコーンゴム層312の厚さ以下になるように、それぞれの金網の厚さに応じて適宜設定した。
【0044】
第1積層体32におけるSR層322は、シリコーンゴムコンパウンドKE−961U (信越化学工業(株)製)100質量部に架橋剤C−25A、B(信越化学工業(株)製)をC−25A材0.5質量部、C−25B材2.0質量部とシランカップリング材KBM403 (信越化学工業(株)製)1質量部とエポキ
シ系接着助剤X−93−3046(信越化学工業(株)製)1質量部を加えて混練し所定のサイズにPETフィルム上に分出しして作製した。上記の各材料をPETフィルム/金網/SR/PETフィルムの順に積層して第1積層体32とし、金型のキャビティー内に投入し125℃で4分間20.0MPaの条件で加熱加圧成形を行って、片面に金網の厚さの1/2以下が突出したSRと金網の一体シートの第2積層体31を作製した。この一体シートをφ3の径に打抜けるように調整された抜き金型にて打ち抜いて導電部材3を作製し、この導電部材3を使用して押し釦スイッチを作製して試験を行った。
【0045】
(実施例1)
直径0.09mmの真鍮線を使用した、厚さ0.17mm、120メッシュの平織り金網を使用した。SRシートは厚さ0.355mmのものを用いた。
【0046】
(実施例2)
直径0.04mmのステンレス線を使用した、200メッシュの3D金網を使用した。
【0047】
(実施例3)
直径0.06mmのステンレス線を使用した、150メッシュの焼結金網を使用した。
【0048】
(実施例4)
直径0.05mmの銅線を使用した、200メッシュの平織り金網を使用した。
【0049】
(実施例5)
直径0.10mmのアルミ線を使用した、120メッシュの綾織り金網を使用した。
【0050】
(実施例6)
直径0.065mmのニッケル線を使用した、150メッシュの平織り金網を使用した。
【0051】
(比較例)
長さ115mm幅65mm深さ0.5mmのゴムシートを成形できる金型と以下の材料を用意した。
金属シート: 50μmの洋白に両面Niめっきを施し更に片面にAuめっきを施したもののNiめっき面側にプライマーNo.18(信越化学工業(株))を塗布し、乾燥機にて200℃1時間加熱処理したものを用意した。
分出しゴムシート:シリコーンゴムコンパウンドKE−961U(信越化学工業(株))100質量部に架橋剤C−8(信越化学工業(株))2.0質量部を混練しこれを50μmのPET上に0.5mmの厚みに分出しした。
金属シートのプライマーと塗布面をシリコーンゴムシートに重ねて金型内に投入し165℃5分間加熱・加圧成形して0.5mm厚で片面が金属で反対面がシリコーンゴムのシートを得て、これをφ3mmの径に打抜けるように調整された抜き金型にて打ち抜いて接点部材を作製し更にこの接点部材を使用して押し釦スイッチを作製して試験した。
【0052】
(特性試験)
実施例1〜6、比較例で作製した図1の構成の押釦スイッチ1について、特性試験を行った結果を以下に述べる。
【0053】
押釦スイッチ1の基板4としては、電極巾0.5mm、電極間隔0.5mmの、銅箔35μm+Niめっき3μm+Auめっき0.3μmの電極を有するクシ歯型金めっき基板を用いた。
【0054】
(接触抵抗値)
実施例1〜6及び比較例で作製した押釦スイッチを使用して接触抵抗値を測定した。測定は、荷重4.9Nで、測定器としてADVANTEST R6561
DIGITAL MULTIMETERを使用した。
表1に接触抵抗値の測定結果を示した。判定基準は、2Ω以下である。
【0055】
【表1】

【0056】
表1から、実施例1、3、6で良好な接触抵抗値が得られることがわかった。
【0057】
(通電打鍵試験)
実施例1〜3、6及び比較例で作製した押釦スイッチを使用して通電打鍵試験を行い、印加電圧13.5Vで、100mA通電したときの電圧降下を測定した。電圧降下の測定は、荷重4.9N、2秒/サイクル(ON1秒/OFF1秒)で、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して、300,000回までの打鍵回数で行った。
表2に電圧降下(V)の測定結果を示した。判定基準は、1V以下である。
【0058】
【表2】
【0059】
表2から、実施例1、6で、300,000回までの打鍵回数に対して、電圧降下は少ないことがわかった。
【0060】
(打鍵耐久性試験)
実施例1、3及び比較例で作製した押釦スイッチを使用して打鍵耐久性試験を行い、接触抵抗値を測定した。接触抵抗値の測定は、荷重4.9N、2秒/サイクル(ON1秒/OFF1秒)で、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して、300,000回までの打鍵回数で行った。
表3に接触抵抗値(Ω)の測定結果を示した。
【0061】
【表3】
【0062】
表3から、実施例1が、300,000回までの打鍵回数に対して、良好な打鍵耐久性を示すことがわかった。
【0063】
(環境試験)
実施例1、6及び比較例で作製した押釦スイッチを使用して環境試験を行い、試験前後の接触抵抗値を測定した。接触抵抗値の測定は、荷重4.9Nで、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して行った。環境条件は、高温高湿(65℃95%RH 240H)、 高温(85℃ 240H)、 耐硫化水素(3ppmH2S、40℃80%RH 240H)の3種類とした。
表4に接触抵抗値(Ω)の測定結果を示した。判定基準は、2Ω以下である。
【0064】
【表4】
【0065】
表4から、実施例1、6は良好な耐環境性を示すことがわかった。
【0066】
(耐異物性試験)
実施例1及び比較例で作製した押釦スイッチを使用して耐異物性試験を行った。印加電圧13.5Vで100mA通電して、500回まで打鍵したときの電圧降下を、初期、1回、10回、100回、300回、500回打鍵毎に測定した。異物としては、絶縁性異物のφ100μmのガラスビーズを20個まで数を変えて固定接点5の上に無作為に配置した。電圧降下の測定は、荷重4.9N、1回/秒のサイクルで、測定器としてADVANTEST R6143
DIGITAL MULTIMETERを使用して行った。
表5に耐異物性試験の測定結果を示す。表2中、「−」は、導通しない、又は電圧降下値が不安定で読み取れない状態を表わす「導通不良」を示す。表6に実施例1の耐異物性試験、表7に比較例の耐異物性試験の詳細結果を示した。
【0067】
【表5】
【0068】
【表6】
【0069】
【表7】
【0070】
表5〜7から、実施例1は比較例より耐異物性に優れることがわかった。
【0071】
本発明の実施形態に関する結果から、以下のことが明らかとなった。
(A)真鍮金網を使用して、金属接着性シリコーンゴムと一体成形して作製した押釦スイッチ用導電部材は、洋白シートを使用して作製した押釦スイッチ用導電部材に比べて、特に耐異物性に優れる。
(B)真鍮金網を使用して、金属接着性シリコーンゴムと一体成形して作製した押釦スイッチ用導電部材は、押釦スイッチ用としての要求性能をすべて満たし、かつコスト的にも優れる。
【0072】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることは明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれる。
【符号の説明】
【0073】
1 押釦スイッチ
2 可動接点部
3 導電部材
4 基板
5 固定接点
31 第2積層体
311 金網露出部
312 金網埋め込みSR層
313 SR層
32 第1積層体
321 金網
322 SR層
323a、323b 剥離用樹脂フィルム
【技術分野】
【0001】
本発明は、電子機器の押釦スイッチに関する。より具体的には、電子機器の押釦スイッチに用いられる導電部材に関する。
【背景技術】
【0002】
従来、押釦スイッチの可動接点部に用いる導電性部材の抵抗値を下げるために、シリコーンゴムにアセチレンブラック、カーボンナノ粒子等のカーボンを導電性フィラーとして添加したり(例えば、特許文献1参照)、シリコーン系ゴム材料に、銀粉、ニッケル粉等の金属粉を含有させたりする(例えば、特許文献2参照)方法がとられている。
【0003】
さらに、金属板とシリコーンを貼り合わせたものが知られており、(例えば、特許文献3参照)、金属板に多数の孔を設けて金属板の剛性を低下させる方法(例えば、特許文献4参照)や、金網状の金属線を使用する方法(例えば、特許文献5参照)も提案されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−251515号公報
【特許文献2】特開平5−151853号公報
【特許文献3】特開昭63−96822号公報
【特許文献4】国際公開第03/028054号パンフレット
【特許文献5】特開2004−342539号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されているような、シリコーンゴムにカーボンを導電性フィラーとして添加したものは、抵抗値が高く、高電流を流すと発熱により接点が燃えてしまうため、高電流用途には使用できないという問題がある。
【0006】
また、特許文献2に開示されているようなシリコーン系ゴム材料に金属粉を含有させたものは、初期には低抵抗を発現するが、使用していくうちに金属粉間に間隔が生じて抵抗値が上昇してしまったり、金属と金属の間に絶縁物を挟んだ構成になるため、通電使用して行くうちに金属−金属間でスパークが生じ接点や基板にダメージを与えてしまうという問題がある。
【0007】
また、特許文献3に開示されているような金属板とシリコーンゴムを貼り合わせたものは、金属による良好な低抵抗を発現するが、接点と対向基板電極の間に絶縁性の異物が入った場合に金属の高い剛性により接点と電極の接触が得られなくなってしまい、オンしなくなるという問題がある。
【0008】
特許文献4に開示されているような多数の孔をあけた金属板を用いると、この剛性を低下させることができるが、孔を作製するためにはパンチ法やエッヂング法を採用することになりこのために多大なコストとリードタイムが必要になる。また孔形成による金属の剛性の低下も限度があり、耐異物性に関して特許文献1、2に記載のようなカーボンや金属粉を添加したものには及ばないという問題がある。
【0009】
特許文献5に開示されているような金網状の金属線を使用する方法では、成形時の反りを防ぐ為に薄膜状の材料を複数回積層する等の工程が必要となり、生産性に欠けるという問題がある。
【0010】
そこで、本発明は上記問題点に鑑みなされたものであって、繰り返しON/OFF動作に対しても安定した低接触抵抗値を有する、耐異物性に優れた押釦スイッチ用導電部材及びその製造方法を安価に提供することを目的とする。
【課題を解決するための手段】
【0011】
このような目的は、下記(1)〜(10)の本発明により達成される。
【0012】
(1)金網と、シリコーンゴムとからなる押釦スイッチ用導電部材であって、
その押釦スイッチ用導電部材は、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有し、金網露出部の厚さは金網埋め込みシリコーンゴム層の厚さ以下であることを特徴とする押釦スイッチ用導電部材。
【0013】
(2)シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする(1)に記載の押釦スイッチ用導電部材。
【0014】
(3)金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする(1)又は(2)に記載の押釦スイッチ用導電部材。
【0015】
(4)金網は、真鍮の線からなることを特徴とする(3)に記載の押釦スイッチ用導電部材。
【0016】
(5)金網露出部がめっきされていることを特徴とする(1)〜(4)のいずれかに記載の押釦スイッチ用導電部材。
【0017】
(6)剥離用樹脂フィルムと、シリコーンゴムフィルムと、金網と、剥離用樹脂フィルムとを順に積層して、剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成する工程と、第1積層体を金型のキャビティーに投入して加熱加圧する工程と、金型から第1積層体を取り出して、第1積層体から両側表面に積層した剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体を形成する工程と、第2積層体を所定のサイズに打ち抜く工程とからなり、第2積層体において、金網露出部の厚さが金網埋め込みシリコーンゴム層の厚さ以下になるように、第1積層体を加熱加圧することを特徴とする押釦スイッチ用導電部材の製造方法。
【0018】
(7)シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする(6)に記載の押釦スイッチ用導電部材の製造方法。
【0019】
(8)金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする(6)又は(7)に記載の押釦スイッチ用導電部材の製造方法。
【0020】
(9)金網は、真鍮の線からなることを特徴とする(8)に記載の押釦スイッチ用導電部材の製造方法。
【0021】
(10)第2積層体の金網露出部に金めっきを施す工程をさらに実施することを特徴とする(7)〜(9)のいずれかに記載の押釦スイッチ用導電部材の製造方法。
【発明の効果】
【0022】
本発明によれば、繰り返しON/OFF動作に対しても安定した低接触抵抗値を有する、耐異物性に優れた押釦スイッチ用導電部材及びその製造方法を安価に提供することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の実施形態に係る押釦スイッチの概略構成を示す断面図である。
【図2】本発明の実施形態に係る押釦スイッチ用導電部材の構成を示す、第2積層体の模式的断面図である。
【図3】本発明の実施形態に係る押釦スイッチ用導電部材の製造工程を示すフロー図である。
【図4】本発明の実施形態に係る第1積層体の模式的断面図である。
【発明を実施するための形態】
【0024】
以下、添付図面を参照して、本発明を実施するための形態(以下、実施形態という。)について詳細に説明する。
【0025】
図1は、本発明の実施形態に係る押釦スイッチ用導電部材を押釦スイッチの可動接点部に設けた状態を示す断面図である。図2は、本発明の実施形態に係る押釦スイッチ用導電部材の金網とシリコーンゴム(SR)の積層状態を示す、第2積層体の模式的断面図である。図3は、本発明の実施形態に係る押釦スイッチ用導電部材の製造工程を示すフロー図である。図4は、本発明の実施形態に係る、両面に剥離用樹脂フィルムを貼り合わせた第1積層体の模式的断面図である。
【0026】
基板4上の固定接点5に接触する押釦スイッチ1の可動接点部2に、金網露出部311を有する第2積層体31からなる導電部材3が、金網露出部311が図1の下側に向くように設けられている。
【0027】
シリコーンゴム(SR)と金網とからなる導電部材3は、図2に示した第2積層体31から打ち抜いて製造される。SRは絶縁性でも導電性でも構わないが、金属接着性のものが用いられる。第2積層体31においては、金網の厚さの1/2以下が片面に露出するように金網露出部311が形成され、金網の厚さの1/2を超える残りの部分は金属接着性SR中に物理的に嵌合され、SRと化学的に接着されて、金網−SR間が強固に接合されて金網埋め込みSR層312が形成されている。金網露出部311が金網の厚さの1/2を超えて露出すると、押釦スイッチ1のON/OFFを多数回繰り返したときの耐久性に問題が生じる。SR層313はSRだけからなる。
【0028】
導電部材3に金網を使用すると、(イ)導電フィラーとして金属を使用するので低抵抗が発現できる、(ロ)金属が繋がった金網を導電フィラーとして使用するので金属粉のように使用していくうちに金属粉間の接触が失われ抵抗値が上昇することがない、(ハ)金属線からなる導電フィラーなので柔軟性があり耐異物性が得られる(金属線間の空間による異物の取り込み及び変形により異物を避けて導電性を確保する)といった利点がある。
【0029】
ここで、金網の材料としては、例えば、ステンレス、ニッケル、銅、燐青銅、真鍮等が挙げられるが、コスト等上真鍮が好ましい。金網に用いられる金属線の線径は、0.035〜0.11mmが好ましく、より好ましくは0.040〜0.090mmである。この場合の網目密度としては100〜300メッシュ(25.4mm間にある目の数が100〜300個)が好ましく、より好ましくは120〜250メッシュである。金属線の線径が0.035mm未満であると絶縁性の異物による断線のおそれが考えられるので好ましくなく、0.11mmを超えると打ち抜き工程における打ち抜き力が大きくなり過ぎるため打ち抜き機械の耐久性に問題を生じる。網目密度が300メッシュを超えるものは金網の剛性が小さ過ぎるため、可動接点部2に取り付ける際にシリコーンゴムの収縮により導電部材3が反り返ってしまうため適当でない。網目密度が100メッシュ未満のものは、導電部材としては粗すぎる。
【0030】
金網の構造としては、平織り金網が入手も容易で安価であり、接点としての性能も充分で好適であるが、その他の編み方の物でも構わないし、更に焼結処理を行っても良い。
【0031】
なお、金網の表面酸化に対する耐環境性を考慮すると、金網露出部311に金めっきを施すことが有効である。
【0032】
また、金属接着性SR材料としては、シリコーンゴム(例えば、信越化学工業(株)製、KE−961U)100質量部に対して、架橋剤C−25A(信越化学工業(株)製)0.5質量部、架橋剤C−25B(信越化学工業(株)製)2.0質量部、シランカップリング剤(例えば、信越化学工業(株)製、KBM−403)を0.5〜3質量部、接着助剤(例えば、信越化学工業(株)製、X−93−3046)を0.5〜3質量部の割合で配合したものが有効である。
【0033】
このような成分からなる金属接着性SRにおいては、シリコーンゴムと非相溶性である接着助剤を添加することにより、接着助剤を溶媒的に利用して接着成分のシランカップリング剤を効率よく接着界面へ滲み出させることができる。
【0034】
また、シランカップリング剤と接着助剤とは、共にSR及び金網への接着力を発現させるが、シランカップリング剤は極性により金属側へ強く引かれ金網との接着に対して有効であり、接着助剤は構造内にSi−H基を持つため比較的SR側へ強く働き、SRとの接着に対して有効である。そして、これらの相乗効果として、結果的にSRと金網との強い接着力が得られる。
【0035】
以下、図3に示した製造工程フロー図を用いて、本発明の実施形態に係る押釦スイッチ用導電部材の製造方法について説明する。
【0036】
まず、金網と、金属接着性のシリコーンゴム(SR)と2枚の剥離用樹脂フィルムとを用意し、これらを貼り合わせて、図4に示した剥離用樹脂フィルム/金網/SR層/剥離用樹脂フィルムからなる所定の寸法の第1積層体32を形成する(S101)。
【0037】
この第1積層体32を、所定の寸法のキャビティーを有する金型に投入し(S102)、加熱加圧成形する(S103)。
【0038】
加熱加圧により、金網はSR層322中に押し込まれて物理的に嵌合され、金網とSRは一体化されるが、加熱加圧成形後に、金網の厚さの1/2以下が露出して残るように、金型のキャビティーの厚さと加熱加圧成形条件を設定する。
【0039】
加熱加圧成形が終了したら、第1積層体32を取り出し(S104)、第1積層体32の両面の剥離用樹脂フィルム323a、323bを剥離して図2に示した金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体31を取り出す(S105)。
【0040】
この第2積層体31を所定の寸法に打抜き、押釦スイッチ1の導電部材3とする(S106)。
【0041】
図3に示した製造工程フロー図には、接着剤を用いて金網とSRを接着する工程はなく、金網とSRとの接着は、金型の加熱加圧成形において、金網のSRへの物理的嵌合と金属接着性のSRによる化学的接着によってなされるので、製造コストが低減される。
【0042】
(実施例)
長さ120mm、巾70mm、深さ0.55mmのキャビティーを有する金型を用いた。実施例1〜6において、それぞれ異なる金属からなる金網(くればあ社販売)を長さ70mm、巾50mmに裁断し、剥離用樹脂フィルムとしての厚さ0.055mmのポリエチレンテレフタレート(PET)シートを2枚と、シリコーンゴム(SR)シートとを長さ90mm、巾50mmに裁断し、これらを貼り合わせてPETフィルム/金網/SR層/PETフィルムからなる第1積層体32を形成し、金型のキャビティーに投入した。
【0043】
SRシートの厚さは、図3のステップS105で取り出される第2積層体31において金網露出部311の厚さが金網埋め込みシリコーンゴム層312の厚さ以下になるように、それぞれの金網の厚さに応じて適宜設定した。
【0044】
第1積層体32におけるSR層322は、シリコーンゴムコンパウンドKE−961U (信越化学工業(株)製)100質量部に架橋剤C−25A、B(信越化学工業(株)製)をC−25A材0.5質量部、C−25B材2.0質量部とシランカップリング材KBM403 (信越化学工業(株)製)1質量部とエポキ
シ系接着助剤X−93−3046(信越化学工業(株)製)1質量部を加えて混練し所定のサイズにPETフィルム上に分出しして作製した。上記の各材料をPETフィルム/金網/SR/PETフィルムの順に積層して第1積層体32とし、金型のキャビティー内に投入し125℃で4分間20.0MPaの条件で加熱加圧成形を行って、片面に金網の厚さの1/2以下が突出したSRと金網の一体シートの第2積層体31を作製した。この一体シートをφ3の径に打抜けるように調整された抜き金型にて打ち抜いて導電部材3を作製し、この導電部材3を使用して押し釦スイッチを作製して試験を行った。
【0045】
(実施例1)
直径0.09mmの真鍮線を使用した、厚さ0.17mm、120メッシュの平織り金網を使用した。SRシートは厚さ0.355mmのものを用いた。
【0046】
(実施例2)
直径0.04mmのステンレス線を使用した、200メッシュの3D金網を使用した。
【0047】
(実施例3)
直径0.06mmのステンレス線を使用した、150メッシュの焼結金網を使用した。
【0048】
(実施例4)
直径0.05mmの銅線を使用した、200メッシュの平織り金網を使用した。
【0049】
(実施例5)
直径0.10mmのアルミ線を使用した、120メッシュの綾織り金網を使用した。
【0050】
(実施例6)
直径0.065mmのニッケル線を使用した、150メッシュの平織り金網を使用した。
【0051】
(比較例)
長さ115mm幅65mm深さ0.5mmのゴムシートを成形できる金型と以下の材料を用意した。
金属シート: 50μmの洋白に両面Niめっきを施し更に片面にAuめっきを施したもののNiめっき面側にプライマーNo.18(信越化学工業(株))を塗布し、乾燥機にて200℃1時間加熱処理したものを用意した。
分出しゴムシート:シリコーンゴムコンパウンドKE−961U(信越化学工業(株))100質量部に架橋剤C−8(信越化学工業(株))2.0質量部を混練しこれを50μmのPET上に0.5mmの厚みに分出しした。
金属シートのプライマーと塗布面をシリコーンゴムシートに重ねて金型内に投入し165℃5分間加熱・加圧成形して0.5mm厚で片面が金属で反対面がシリコーンゴムのシートを得て、これをφ3mmの径に打抜けるように調整された抜き金型にて打ち抜いて接点部材を作製し更にこの接点部材を使用して押し釦スイッチを作製して試験した。
【0052】
(特性試験)
実施例1〜6、比較例で作製した図1の構成の押釦スイッチ1について、特性試験を行った結果を以下に述べる。
【0053】
押釦スイッチ1の基板4としては、電極巾0.5mm、電極間隔0.5mmの、銅箔35μm+Niめっき3μm+Auめっき0.3μmの電極を有するクシ歯型金めっき基板を用いた。
【0054】
(接触抵抗値)
実施例1〜6及び比較例で作製した押釦スイッチを使用して接触抵抗値を測定した。測定は、荷重4.9Nで、測定器としてADVANTEST R6561
DIGITAL MULTIMETERを使用した。
表1に接触抵抗値の測定結果を示した。判定基準は、2Ω以下である。
【0055】
【表1】
【0056】
表1から、実施例1、3、6で良好な接触抵抗値が得られることがわかった。
【0057】
(通電打鍵試験)
実施例1〜3、6及び比較例で作製した押釦スイッチを使用して通電打鍵試験を行い、印加電圧13.5Vで、100mA通電したときの電圧降下を測定した。電圧降下の測定は、荷重4.9N、2秒/サイクル(ON1秒/OFF1秒)で、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して、300,000回までの打鍵回数で行った。
表2に電圧降下(V)の測定結果を示した。判定基準は、1V以下である。
【0058】
【表2】
【0059】
表2から、実施例1、6で、300,000回までの打鍵回数に対して、電圧降下は少ないことがわかった。
【0060】
(打鍵耐久性試験)
実施例1、3及び比較例で作製した押釦スイッチを使用して打鍵耐久性試験を行い、接触抵抗値を測定した。接触抵抗値の測定は、荷重4.9N、2秒/サイクル(ON1秒/OFF1秒)で、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して、300,000回までの打鍵回数で行った。
表3に接触抵抗値(Ω)の測定結果を示した。
【0061】
【表3】
【0062】
表3から、実施例1が、300,000回までの打鍵回数に対して、良好な打鍵耐久性を示すことがわかった。
【0063】
(環境試験)
実施例1、6及び比較例で作製した押釦スイッチを使用して環境試験を行い、試験前後の接触抵抗値を測定した。接触抵抗値の測定は、荷重4.9Nで、測定器としてADVANTEST R6551
DIGITAL MULTIMETERを使用して行った。環境条件は、高温高湿(65℃95%RH 240H)、 高温(85℃ 240H)、 耐硫化水素(3ppmH2S、40℃80%RH 240H)の3種類とした。
表4に接触抵抗値(Ω)の測定結果を示した。判定基準は、2Ω以下である。
【0064】
【表4】
【0065】
表4から、実施例1、6は良好な耐環境性を示すことがわかった。
【0066】
(耐異物性試験)
実施例1及び比較例で作製した押釦スイッチを使用して耐異物性試験を行った。印加電圧13.5Vで100mA通電して、500回まで打鍵したときの電圧降下を、初期、1回、10回、100回、300回、500回打鍵毎に測定した。異物としては、絶縁性異物のφ100μmのガラスビーズを20個まで数を変えて固定接点5の上に無作為に配置した。電圧降下の測定は、荷重4.9N、1回/秒のサイクルで、測定器としてADVANTEST R6143
DIGITAL MULTIMETERを使用して行った。
表5に耐異物性試験の測定結果を示す。表2中、「−」は、導通しない、又は電圧降下値が不安定で読み取れない状態を表わす「導通不良」を示す。表6に実施例1の耐異物性試験、表7に比較例の耐異物性試験の詳細結果を示した。
【0067】
【表5】
【0068】
【表6】
【0069】
【表7】
【0070】
表5〜7から、実施例1は比較例より耐異物性に優れることがわかった。
【0071】
本発明の実施形態に関する結果から、以下のことが明らかとなった。
(A)真鍮金網を使用して、金属接着性シリコーンゴムと一体成形して作製した押釦スイッチ用導電部材は、洋白シートを使用して作製した押釦スイッチ用導電部材に比べて、特に耐異物性に優れる。
(B)真鍮金網を使用して、金属接着性シリコーンゴムと一体成形して作製した押釦スイッチ用導電部材は、押釦スイッチ用としての要求性能をすべて満たし、かつコスト的にも優れる。
【0072】
以上、実施形態を用いて本発明を説明したが、本発明の技術的範囲は上記実施形態に記載の範囲には限定されないことは言うまでもない。上記実施形態に、多様な変更または改良を加えることが可能であることは明らかである。またその様な変更または改良を加えた形態も本発明の技術的範囲に含まれる。
【符号の説明】
【0073】
1 押釦スイッチ
2 可動接点部
3 導電部材
4 基板
5 固定接点
31 第2積層体
311 金網露出部
312 金網埋め込みSR層
313 SR層
32 第1積層体
321 金網
322 SR層
323a、323b 剥離用樹脂フィルム
【特許請求の範囲】
【請求項1】
金網と、シリコーンゴムとからなる押釦スイッチ用導電部材であって、
前記押釦スイッチ用導電部材は、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有し、
前記金網露出部の厚さが前記金網埋め込みシリコーンゴム層の厚さ以下であることを特徴とする押釦スイッチ用導電部材。
【請求項2】
前記シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする請求項1に記載の押釦スイッチ用導電部材。
【請求項3】
前記金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする請求項1又は2に記載の押釦スイッチ用導電部材。
【請求項4】
前記金網は、真鍮の線からなることを特徴とする請求項3に記載の押釦スイッチ用導電部材。
【請求項5】
前記金網露出部がめっきされていることを特徴とする請求項1〜4のいずれか1項に記載の押釦スイッチ用導電部材。
【請求項6】
剥離用樹脂フィルムと、シリコーンゴムフィルムと、金網と、剥離用樹脂フィルムとを順に積層して、剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成する工程と、
前記第1積層体を金型のキャビティーに投入して加熱加圧する工程と、
前記金型から前記第1積層体を取り出して、前記第1積層体から両側表面に積層した前記剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体を形成する工程と、
前記第2積層体を所定のサイズに打ち抜く工程とからなり、
前記第2積層体において、前記金網露出部の厚さが前記金網埋め込みシリコーンゴム層の厚さ以下になるように、前記第1積層体を加熱加圧することを特徴とする押釦スイッチ用導電部材の製造方法。
【請求項7】
前記シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする請求項6に記載の押釦スイッチ用導電部材の製造方法。
【請求項8】
前記金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする請求項6又は7に記載の押釦スイッチ用導電部材の製造方法。
【請求項9】
前記金網は、真鍮の線からなることを特徴とする請求項8に記載の押釦スイッチ用導電部材の製造方法。
【請求項10】
前記第2積層体の前記金網露出部に金めっきを施す工程をさらに実施することを特徴とする請求項7〜9のいずれか1項に記載の押釦スイッチ用導電部材の製造方法。
【請求項1】
金網と、シリコーンゴムとからなる押釦スイッチ用導電部材であって、
前記押釦スイッチ用導電部材は、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有し、
前記金網露出部の厚さが前記金網埋め込みシリコーンゴム層の厚さ以下であることを特徴とする押釦スイッチ用導電部材。
【請求項2】
前記シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする請求項1に記載の押釦スイッチ用導電部材。
【請求項3】
前記金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする請求項1又は2に記載の押釦スイッチ用導電部材。
【請求項4】
前記金網は、真鍮の線からなることを特徴とする請求項3に記載の押釦スイッチ用導電部材。
【請求項5】
前記金網露出部がめっきされていることを特徴とする請求項1〜4のいずれか1項に記載の押釦スイッチ用導電部材。
【請求項6】
剥離用樹脂フィルムと、シリコーンゴムフィルムと、金網と、剥離用樹脂フィルムとを順に積層して、剥離用樹脂フィルム/金網/シリコーンゴム層/剥離用樹脂フィルムからなる第1積層体を形成する工程と、
前記第1積層体を金型のキャビティーに投入して加熱加圧する工程と、
前記金型から前記第1積層体を取り出して、前記第1積層体から両側表面に積層した前記剥離用樹脂フィルムを剥離して、金網露出部/金網埋め込みシリコーンゴム層/シリコーンゴム層の積層構造を有する第2積層体を形成する工程と、
前記第2積層体を所定のサイズに打ち抜く工程とからなり、
前記第2積層体において、前記金網露出部の厚さが前記金網埋め込みシリコーンゴム層の厚さ以下になるように、前記第1積層体を加熱加圧することを特徴とする押釦スイッチ用導電部材の製造方法。
【請求項7】
前記シリコーンゴム層は、シリコーンゴム100質量部に対し、シランカップリング剤を0.5〜3質量部、接着助剤を0.5〜3質量部含むことを特徴とする請求項6に記載の押釦スイッチ用導電部材の製造方法。
【請求項8】
前記金網は、φ0.035〜0.11mmの銅、銅系合金、真鍮又はニッケルの線からなり、網目密度が100〜300メッシュであることを特徴とする請求項6又は7に記載の押釦スイッチ用導電部材の製造方法。
【請求項9】
前記金網は、真鍮の線からなることを特徴とする請求項8に記載の押釦スイッチ用導電部材の製造方法。
【請求項10】
前記第2積層体の前記金網露出部に金めっきを施す工程をさらに実施することを特徴とする請求項7〜9のいずれか1項に記載の押釦スイッチ用導電部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−185956(P2012−185956A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−47160(P2011−47160)
【出願日】平成23年3月4日(2011.3.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月4日(2011.3.4)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]