
押釦スイッチ用部材、キーパネル、電子機器および押釦スイッチ用部材の製造方法
【課題】背景部が白色系の押釦スイッチ用部材において、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れること。
【解決手段】レーザー照射により暗色に変色する感光性樹脂を含むキートップ20の操作面22上に積層された着色層30、吸光層40、白色層50を少なくとも有し、吸光層40及び白色層50を貫通する第一の領域H1と、着色層30、吸光層40及び白色層50を貫通すると共に第一の領域H1の周囲を部分的に囲むように設けられた第二の領域H2とを有する貫通穴70が設けられ、第二の領域H2内のキートップ20表層が半透明暗色の変色層26からなり、かつ、着色層30の白色度が25%以上である押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法。
【解決手段】レーザー照射により暗色に変色する感光性樹脂を含むキートップ20の操作面22上に積層された着色層30、吸光層40、白色層50を少なくとも有し、吸光層40及び白色層50を貫通する第一の領域H1と、着色層30、吸光層40及び白色層50を貫通すると共に第一の領域H1の周囲を部分的に囲むように設けられた第二の領域H2とを有する貫通穴70が設けられ、第二の領域H2内のキートップ20表層が半透明暗色の変色層26からなり、かつ、着色層30の白色度が25%以上である押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押釦スイッチ用部材、キーパネル、電子機器および押釦スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
バックライト光による照光によって文字等の形状を模った表示部を発光表示可能とする照光式の押釦スイッチ用部材として、表示部の周囲の背景部を、白色、パール色、メタル色等の明度の高い色としたものが知られている(特許文献1〜3参照)。これらの押釦スイッチ用部材では、表示部は、キートップ上を覆うように設けられた背景部を構成する多層膜の一部をくり抜くように、たとえば、レーザ照射等を利用して形成される。たとえば、特許文献3に記載の押釦スイッチ用部材では、キートップ上に、白色等の光の反射兼透過膜と、黒色等の遮光膜と、明色膜と、がこの順に積層された多層膜のうち、遮光膜および明色膜を除去することで表示部が形成される。なお、明色膜としては、パール色、メタル色の他に、赤色、青色、黄色、紫色、紺色等の明るい色が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−235415号公報(請求項1、段落0006等)
【特許文献2】特開平11−66997号公報(請求項1、段落0011等)
【特許文献3】特開平11−27362号公報(請求項1、段落0011、0019等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、照光式の押釦スイッチ用部材として、近年、押釦スイッチ用部材の操作面全面が、表示部も含めて白色等の明度の高いものが求められている。このようなデザインを実現する上では、背景部の表面部分が明色膜から構成され、表示部の表面部分が白色等の光の反射兼透過膜から構成される特許文献3に記載の押釦スイッチ用部材が利用できると考えられる。しかしながら、特許文献3に記載の押釦スイッチ用部材では、背景部および表示部の明度が共に高いため、非照光時における表示部の視認性に欠ける。押釦スイッチ用部材の外観全体を白色等の明るい色としつつも、上記の問題を解決するためには、表示部の明度を低くすることも考えられる。しかし、この場合は、照光時の表示部の色が暗くなり、視認性が低下することになる。
【0005】
本発明は、上記事情に鑑みてなされたものであり、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れた背景部が白色系の押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題は以下の本発明により達成される。すなわち、
第一の本発明の押釦スイッチ用部材は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップと、該キートップの操作面上に積層された着色層、吸光層および白色層と、を少なくとも有し、着色層が、操作面上の少なくとも一部を覆うように設けられ、吸光層が、着色層上の少なくとも一部を覆うように設けられ、白色層が、着色層上および吸光層上に配置されると共に、操作面全面を覆うように設けられ、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複する領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通すると共に、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、キートップの操作面の平面方向において、第二の領域内に位置するキートップの操作面の表層部分が半透明暗色を示す変色層からなり、かつ、着色層の白色度が、25%以上であることを特徴とする。
【0007】
第二の本発明の押釦スイッチ用部材は、キートップと、該キートップの操作面上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層、着色層、吸光層および白色層と、を少なくとも有し、感光性樹脂層が、操作面上の少なくとも一部を覆うように設けられ、着色層が、感光性樹脂層上の少なくとも一部を覆うように設けられ、吸光層が、着色層上の少なくとも一部を覆うように設けられ、白色層が、感光性樹脂層上、着色層上および吸光層上に配置されると共に、操作面全面を覆うように設けられ、感光性樹脂層と、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複する領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通すると共に、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、感光性樹脂層の平面方向において、第二の領域内に位置する感光性樹脂層が半透明暗色を示し、かつ、着色層の白色度が、25%以上である。
【0008】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の一実施態様は、第一の領域の全周囲が、第二の領域によって囲まれていることが好ましい。
【0009】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、キートップの厚みが1.2mm以下であることが好ましい。
【0010】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、貫通穴が、レーザー加工により形成されたことが好ましい。第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、白色層と、貫通穴の内壁面と、を覆う保護層が設けられていることが好ましい。
【0011】
本発明のキーパネルは、本発明の押釦スイッチ用部材を備えたことを特徴とする。
【0012】
本発明の電子機器は、本発明の押釦スイッチ用部材を備えたことを特徴とする。
【0013】
本発明の電子機器の一実施態様は、携帯端末であることが好ましい。
【0014】
第一の本発明の押釦スイッチ用部材の製造方法は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップの操作面上の一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、着色層上の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、着色層上および吸光層上に配置されると共に操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通し、かつ、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、キートップの操作面の平面方向において、第二の領域内に位置するキートップの操作面の表層部分に半透明暗色を示す変色層を形成するようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする。
【0015】
第二の本発明の押釦スイッチ用部材の製造方法は、キートップの操作面上の少なくとも一部を覆うように、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層を形成する感光性樹脂層形成工程と、感光性樹脂層上の少なくとも一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、着色層の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、感光性樹脂層上、着色層上および吸光層上に配置されると共に操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、感光性樹脂層と、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通し、かつ、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、感光性樹脂層の平面方向において、第二の領域内に位置する感光性樹脂層を半透明暗色に変色させるようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする。
【0016】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の一実施態様は、第一の領域の全周囲が、第二の領域によって囲まれるようにレーザ照射工程を実施することが好ましい。
【0017】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、レーザ照射工程を経た後に、白色層と、貫通穴の内壁面と、を覆うように保護層を形成する保護層形成工程を実施することが好ましい。
【発明の効果】
【0018】
本発明によれば、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れた背景部が白色系の押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図である。
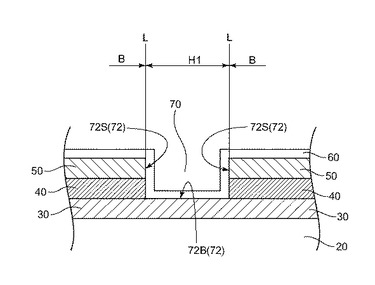
【図2】図1に示す押釦スイッチ用部材の貫通穴近傍の層構造について示す拡大断面図である。
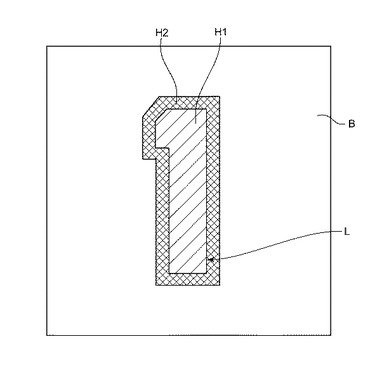
【図3】図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の一例を示す上面図である。
【図4】図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の他の例を示す上面図である。
【図5】図3に示す符号B1−B2間における貫通穴近傍の断面構造の一例を示す拡大断面図である。
【図6】第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図である。
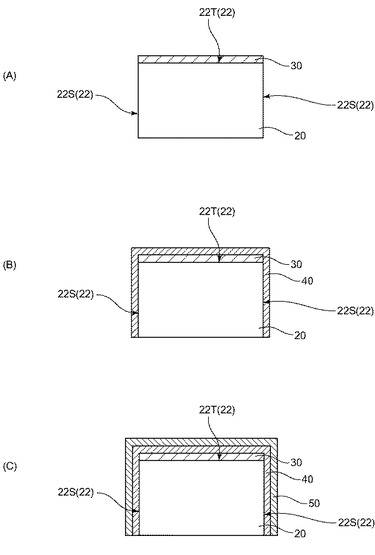
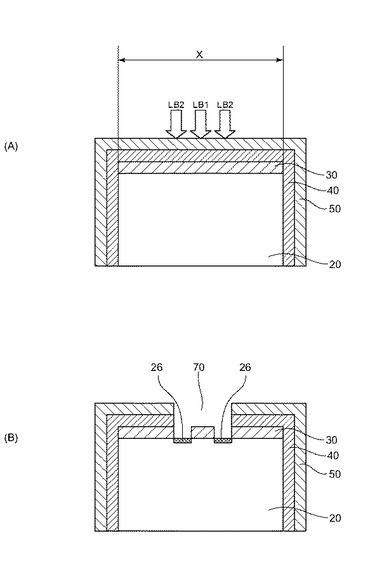
【図7】第一の本実施形態の押釦スイッチ用部材の製造方法の前半部分の製造プロセスの一例を示す模式断面図である。ここで、図7(A)は、着色層形成工程を説明する図であり、図7(B)は、吸光層形成工程を説明する図であり、図7(C)は、白色層形成工程を説明する図である。
【図8】第一の本実施形態の押釦スイッチ用部材の製造方法の後半部分の製造プロセスの一例を示す模式断面図である。ここで、図8(A)は、レーザ照射工程を説明する図であり、図8(B)は、レーザ照射工程を終えた後の状態を示す図である。
【図9】第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図である。
【図10】第二の押釦スイッチ用部材の一例を示す模式断面図である。
【図11】図10に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。
【図12】本実施形態の電子機器の一例を示す外観図である。
【発明を実施するための形態】
【0020】
−第一の実施形態の押釦スイッチ用部材−
図1は、第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、図2は、図1に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。図3および図4は、図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の一例を示す上面図であり、数字の”1”が表示されている例を示したものである。また、図5は図3に示す符号B1−B2間における貫通穴近傍の断面構造の一例を示す拡大断面図である。
【0021】
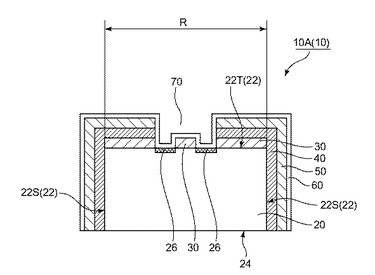
図1に示す押釦スイッチ10A(10)は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップ20と、キートップ20の操作面22(側面部分22S、天面部分22T)上に積層された着色層30、吸光層40、白色層50および保護層60を有する。なお、本願明細書において、「暗色」とは、黒色〜暗灰色、あるいは、暗灰色と同程度の色濃度を有する濃紺色、濃緑色、濃紫色など濃有色から選択される色を意味する。
【0022】
ここで、着色層30が、操作面22上の少なくとも一部を覆うように設けられ、吸光層40が、着色層30上の少なくとも一部を覆うように設けられ、白色層50が、着色層30上および吸光層40上に配置されると共に、操作面22の全面を覆うように設けられる。
【0023】
なお、図1に示す例では、着色層30は、操作面22の天面部分22Tのみを覆うように設けられ、吸光層40が、着色層30上に配置されると共に、操作面22の全面(天面部分22Tおよび側面部分22S)を覆うように設けられているが、着色層30および吸光層40の配置態様はこれのみに限定されるものではない。着色層30は、たとえば、操作面22の全面に設けることもできるし、天面部分22Tの一部のみを覆うように設けることもできる。また、吸光層40は、着色層30上の少なくとも一部分、すなわち、後述するレーザ照射による貫通穴70の形成の対象となる領域を含むように設けることもできる。但し、キートップ20の裏面24(天面部分22Tと反対側の面)側から照射されるバックライト光の遮光性を確保する観点からは、吸光層40は、図1に例示するように、着色層30上に配置されると共に、操作面22の全面を覆うように設けられていることが好ましい。
【0024】
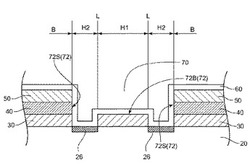
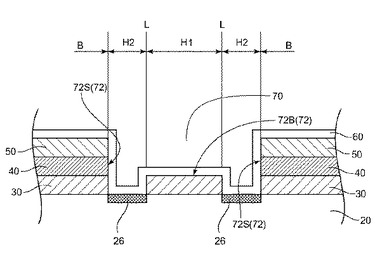
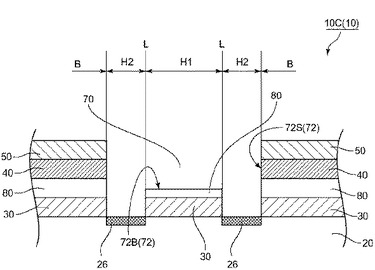
また、押釦スイッチ用部材10Aには、着色層30と、吸光層40と、白色層50とが、これら3つの層の平面方向において互いに重複する領域R内において、貫通穴70が設けられている。ここで、この貫通穴70は、吸光層40および白色層50の厚み方向に対して、吸光層40および白色層50を貫通する第一の領域H1と、着色層30、吸光層40および白色層50の厚み方向に対して、着色層30、吸光層40および白色層50を貫通すると共に、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲う第二の領域H2と、を有する。ここで、図1および図2に示す例では、貫通穴70の断面は、第一の領域H1と、この第一の領域H1の両側に設けられた第二の領域H2とからなる断面構造を示している。また、図1に示す例では、貫通穴70は、天面部分22Tの幅方向(図中、左右方向)の中央部に位置するように設けられているが、領域R内であれば、任意の位置に設けることができる。さらに、図1および図2に示す例では、白色層50と貫通穴70の内壁面72(側壁面72Sおよび底面72B)とを覆うように透光性の保護層60が設けられている。
【0025】
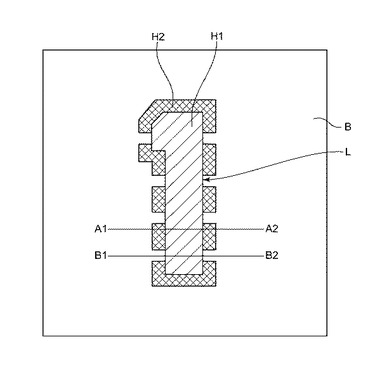
ここで、第二の領域H2は、図3に例示する上面図のように、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲うように設けられていればよいが、視認性をより向上させる観点からは、図4に例示する上面図のように、第一の領域H1の全周囲を囲うように設けられていることが特に好ましい。
【0026】
ここで、貫通穴70の内壁面72の底面72Bのうち、第一の領域H1においては、着色層30が操作面22上から視認でき、第二の領域H2においては、キートップ20が操作面22上から視認できる。そして、非操作面24側からバックライト光が照射された場合、貫通穴70が設けられていない領域、すなわち背景部を形成する領域Bでは、キートップ20の操作面22上の白色層50等がバックライト光を遮光し、第一の領域H1では、キートップ20の操作面22上の着色層30がバックライト光を遮光する。これに加えて、図3に示す例では、第一の領域H1の周囲を部分的に囲むように第二の領域H2が設けられ、図4に示す例では、第一の領域H1の周囲を完全に囲むように第二の領域H2が設けられている。さらに、図1および図2に示すようにキートップ20の操作面22の平面方向において、第二の領域H2内に位置するキートップ20の操作面22の表層部分は、半透明暗色を示す変色層26からなる。
【0027】
そして、第二の領域H2では、キートップ20の操作面22上に、バックライト光を遮光する層が存在しない。これに加えて、非操作面24から第二の領域H2内の操作面22までの間にも、バックライト光を完全に遮光する層は存在しない。このため、非操作面24側からバックライト光を照射した場合、第一の領域H1を囲むように設けられた第二の領域H2のみが明るく発光することになる。それゆえ、図3および図4に示す例では、第一の領域H1の形状に対応する数字の”1”が容易に視認できる。
【0028】
一方、非操作面24側からバックライト光が照射されない場合、操作面22の大部分が白色層50等で覆われ、外部の光から遮光されているキートップ20内は、非常に暗くなる。これに加えて、外部から視認可能な第二の領域H2内に位置する変色層26は半透明暗色である。このため、第二の領域H2は暗色として視認される。これに対して、第一の領域H1は、着色層30の色として視認され、領域Bは、白色層50の色として視認される。ここで、着色層30は、その白色度が、25%以上であり、明度が高いため、第一の領域H1と領域Bとの間では、コントラスト差が小さい。このため、第一の領域H1と領域Bとが直接隣接している場合には、第一の領域H1の輪郭線Lによって表示される文字等(図3および図4では数字の”1”)を認識するのが極めて困難となる。
【0029】
しかしながら、図3に示す例では、互いの明度が高くコントラスト差の小さい領域Bと第二の領域H2との間には、明度の低い暗色として認識される第二の領域H2が設けられている部分が存在する。また、図4に示す例では、互いの明度が高くコントラスト差の小さい領域Bと第二の領域H2との間には、明度の低い暗色として認識される第二の領域H2が必ず存在する。このため、互いに隣り合う領域Bと第二の領域H2との間、および、互いに隣り合う第一の領域H1と第二の領域H2との間、において、十分なコントラスト差を得ることができる。それゆえ、非照光時においても、図3および図4に示す例では、数字の”1”が容易に視認できる。これに加えて、文字等の形状を示す表示部を、黒系の色で縁取りするデザインは、押釦スイッチ用部材ではニーズが無かった。しかし、第一の本実施形態の押釦スイッチ用部材10では、文字等の形状を模った表示部である第一の領域H1を、非照光時において、暗色からなる第二の領域H2で縁取りしたような従来には無いデザインを提供することもできる。
【0030】
ここで、第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2は、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲うように設けられていればよい。しかし、第二の領域H2が、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を部分的に囲うように設けられる場合、第一の領域H1の形状に対応する文字等の視認性を確実に確保する観点から、第二の領域H2は、図3に例示したように第一の領域H1の周囲に離散的に設けられることが好ましい。これに加えて、第一の領域の輪郭線Lの全長のうち、第二の領域H2が接している割合は、60%以上が好ましく、70%以上が好ましい。
【0031】
なお、図4に例示したように、第一の領域H1の全周囲を囲むように第二の領域H2を設ける場合、貫通穴70の断面構造は、図2に示すように、第一の領域H1の両隣に第二の領域H2が配置された断面構造となる。これに対して、図3に例示したように、第一の領域H1の周囲を離散的に囲むように第二の領域H2を設ける場合、貫通穴70の断面構造は、たとえば図3中の符号A1−A2間の断面では、図2に示す断面構造を有するが、たとえば図3中の符号B1−B2間の断面では、図5に例示するように、第一の領域H1に隣接して背景部を構成する領域Bが存在する断面構造も有することになる。
【0032】
また、図3および図4に示す例では、第二の領域H2は、第一の領域H1を囲むように、帯状に設けられている。しかしながら、第二の領域H2の形状は、第一の領域H1の輪郭線Lに接して第一の領域H1を少なくとも部分的に囲むように配置されるのであれば特に限定されず、たとえば、第一の領域H1を囲むように配置された楕円形状であってもよい。また、第二の領域H2が、第一の領域H1を囲むように帯状に設けられる場合、第二の領域の幅(輪郭線Lに対して直交する方向における第二の領域H2の長さ)は、視認性を確保する観点から20μm以上が好ましく、50μm以上がより好ましい。
【0033】
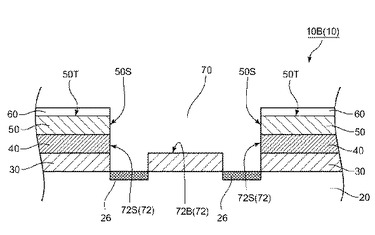
また、保護層60は、図1、図2および図5に例示したように、白色層50および貫通穴70の内壁面72を覆うように設けられることが好ましい。しかしながら、保護層60は省略することもできるし、たとえば、図6に示す押釦スイッチ用部材10B(10)のように白色層50の表面のみを覆うように操作面22上の一部を覆うように部分的に設けることもできる。なお、図6に示す押釦スイッチ用部材10Bは、保護層60の配置位置が異なる点を除けば、図1に示す押釦スイッチ用部材10Aと同一の層構造を有するものである。ここで、図6は、第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図であり、具体的には、図2に例示する断面構造において、保護層60の異なる配置例を示したものである。図6に示す押釦スイッチ用部材10Bにおいて、保護層60は、白色層50の表面50T(より正確には、図6中の白色層50の上面部分であり、内壁面70Sの一部を構成する白色層50の端面50Sを除く面)を覆うように設けられている。
【0034】
貫通穴70は、操作面22の領域R内の所定の領域上に、図2や図5に例示したような所望の断面構造が得られるように着色層30、吸光層40および着色層50を順次印刷して積層するだけで形成することもできる。しかし、貫通穴70は、操作面22の領域R内において、操作面22の全面を覆うように着色層30、吸光層40および着色層50を順次印刷して積層した後に、レーザ加工を行うことで、着色層30、吸光層40および着色層50を部分的に除去して形成することが好ましい。これは、貫通穴70の平面方向の形状精度が、貫通穴70を印刷のみによって形成した場合よりも、印刷後にレーザ加工を利用して形成した方が、高いためである。
【0035】
すなわち、レーザ加工により形成された貫通穴70では、図2に示す例では、貫通穴70の側壁面72Sを構成する着色層30の端面、吸光層40の端面、および、着色層50の端面が、面一に形成され、図5に示す例では貫通穴70の側壁面72Sを構成する吸光層40の端面、および、着色層50の端面が、面一に形成される。このため、視認される文字等の形状を非常にシャープなものとすることができる。なお、当該「面一」とは、側壁面72Sと直交する方向において、側壁面72Sを構成する各層の端面間に形成される段差が、10点の測定値の平均で250μm以下であることを意味する。この段差の平均値は、200μm以下であることが好ましく、実質的に0μmであることがより好ましい。
【0036】
図1〜図6に例示した第一の本実施形態の押釦スイッチ用部材10は、公知の成膜方法、パターニング方法、レーザ加工方法等を適宜組み合わせて製造することができるが、量産性等の観点からは、具体的には以下に説明する手順で製造することが好ましい。
【0037】
図7および図8は、第一の本実施形態の押釦スイッチ用部材の製造方法の一例を示す模式断面図である。押釦スイッチ用部材の製造に際しては、まず、キートップ20の操作面22上の一部を覆うように白色度が、25%以上である着色層30を形成する着色層形成工程を実施する。ここで、図7(A)に示す例では、キートップ20の天面部分22Tのみを覆うように着色層30が形成される。
【0038】
次に、着色層30上の少なくとも一部を覆うように吸光層40を形成する吸光層形成工程を実施する。ここで、図7(B)に示す例では、吸光層40は、着色層30上に配置されると共に、操作面22の全面を覆うように形成される。
【0039】
続いて、図7(C)に示すように着色層30上および吸光層40上に配置されると共に操作面22全面を覆うように白色層50を形成する白色層形成工程を実施する。
【0040】
さらに、着色層30と吸光層40と白色層50が、これら3つの層の平面方向において互いに重複して設けられた領域X内において、貫通穴70を形成すると共に、キートップ20の操作面22の平面方向において、第二の領域H2内に位置するキートップ20の操作面22の表層部分に半透明暗色を示す変色層26を形成するためにレーザ照射するレーザ照射工程を実施する。ここで、図8(A)中、白色層50の幅方向(図中、左右方向)の中央部に照射されるレーザ光LB1は、貫通穴70の第一の領域H1を形成するためのレーザ光であり、レーザ光LB1が照射される領域の両側の領域に照射されるレーザ光LB2は貫通穴70の第二の領域H2および変色層26を形成するためのレーザ光である。この場合、図8(B)にように、貫通穴70は、天面部分22Tの幅方向(図中、左右方向)の中央部に位置するように形成されることになる。しかしながら、貫通穴70は領域X内であれば、任意の位置に形成できる。また、レーザ照射工程において、第一の領域H1の全周囲が第二の領域H2に囲まれるようにレーザ光LB1、LB2を照射すれば、図4に例示したような表示パターンを得ることができる。一方、レーザ照射工程において、第一の領域H1の周囲の一部分を第二の領域H2が囲むようにレーザ光LB1、LB2を照射すれば、図3に例示したような表示パターンを得ることができる。
【0041】
なお、図8(B)に例示する貫通穴70の断面構造は、図2に例示する貫通穴70の断面構造に対応するものである。一方、貫通穴70の断面構造として、図5に例示する断面構造を得たい場合には、図8(A)に例示した状態において、レーザ光LB2を照射しなければよい。
【0042】
また、図8(A)に示す例では、貫通穴70の形成に際して、レーザ光LB2の照射回数を1回のみとするか、複数回に分割するかに関係無く、常に同じエリア内にレーザ光LB2が照射される。これにより、図1および図2に示すように、着色層30の端面、吸光層40の端面および白色層50の端面は面一に形成される。また、図5に例示したような貫通穴70の形成に際して、レーザ光LB1の照射回数を1回のみとするか、複数回に分割するかに関係無く、常に同じエリア内にレーザ光LB1が照射される。これにより、図5に示すように、吸光層40の端面および白色層50の端面は、面一に形成される。
【0043】
その後、通常は、白色層50と、貫通穴70の内壁面72と、を覆うように保護層60を形成する保護層形成工程が実施される。これにより、図1に示す押釦スイッチ用部材10Aが得られる。これに対して、白色層形成工程の実施後に、更に、白色層50の全面を覆うように保護層60を設けた後に、図8(A)に例示した場合と同じ位置に対してレーザ照射を行えば、図6に例示したように、白色層50の表面50Tのみを覆うように保護層60が設けられた押釦スイッチ用部材10Bを得ることができる。
【0044】
なお、通常、押釦スイッチ用部材の機械的・化学的耐久性を確保する観点からは、実用上、保護層60を形成した押釦スイッチ用部材のニーズは非常に大きい。このため、通常は、最上層として保護層60を設けた状態の押釦スイッチ用部材が、工場から世界各国のユーザへと出荷され、ユーザにおいてこの押釦スイッチ用部材を用いた各種電子機器などの最終製品が組み立てられる。一方、工場から世界各国のユーザへと押釦スイッチ用部材を出荷する場合、言語の違い等に対応させて押釦スイッチ用部材を使用する国ごとに、レーザ加工により第一の領域H1および第二の領域H2を有する貫通穴70を形成する必要がある。それゆえ、世界各国のユーザからの受注を受けてから、短期間に押釦スイッチ用部材を出荷できるようにするためには、レーザ加工前の仕掛品をストックしておき、この仕掛品に対して各国の仕様に対応させるレーザ加工のみを行えば、直ぐに押釦スイッチ用部材を出荷できることが好ましい。
【0045】
したがって、以上に説明したような短納期の対応がより容易という点では、レーザ加工後に保護層60を形成するよりも、保護層60の形成後にレーザ加工が実施されることがより好ましいといえる。すなわち、保護層60の形成位置を除いて同一の構造を有する図1に示す押釦スイッチ用部材10A、および、図6に示す押釦スイッチ用部材10Bを比較した場合、短納期対応の点では、図6に示す押釦スイッチ用部材10Bが望ましいといえる。
【0046】
また、レーザ照射工程におけるレーザ照射の条件は、所望量の膜厚深さまでレーザエッチングできると共に、キートップ20の表層を変色させて半透明暗色の変色層26が形成できるのであれば、レーザパワー、照射回数等を適宜選択することができる。たとえば、図8(A)に示す例において、1回のレーザ照射時間内に所望のエッチング深さが得られると共に変色層26も形成できるように、レーザ光LB2のレーザパワーを、レーザ光LB1のレーザパワーよりも大きく設定した状態で、レーザ光LB1とレーザ光LB2とを同時に照射することができる。あるいは、レーザ光LB1のレーザパワーとレーザ光LB2のレーザパワーとを同一に設定して、実質的に白色層50および吸光層40のみを除去できるようにレーザ光LB1、LB2を同時に照射する。その後、必要に応じてレーザ光LB2のレーザパワーの設定を変えて、レーザ光LB2のみを再度照射して、着色層30を除去することで貫通穴70を完成させると共に、変色層26を形成してもよい。
【0047】
また、第一の本実施形態の押釦スイッチ用部材の製造方法では、必要に応じて、さらにその他の工程を実施することもできる。たとえば、着色層形成工程の実施後、かつ、吸光層形成工程の実施前に、少なくとも着色層30を覆うように透明層を設けてもよい。この場合、レーザ照射工程において、貫通穴70および変色層26を形成するためのレーザ照射条件がばらついたりしても、このばらつきを透明層によってキャンセルすることができるため、押釦スイッチ用部材10の量産に際して、着色層30に起因する第一の領域H1の色濃度ばらつきを確実に抑制することができる。以下に、このような効果についてより具体的に説明する。
【0048】
まず、第一の本実施形態の押釦スイッチ用部材10に用いられる着色層30は、白色度が25%以上であり、明度が高いため、基本的にはレーザ光を吸収し難しい。すなわち、着色層30は、基本的には、レーザ光によりエッチングされにくい。このため、貫通穴70の第一の領域H1内の底面72Bを、着色層30と吸光層40との界面に略一致させるように形成することが容易である。しかしながら、使用する複数のレーザ照射装置間の個体差が存在する場合や、使用するレーザ照射装置の性能が低い場合等においては、レーザ照射条件がばらつき易くなる。この場合、レーザエッチング量が過剰となり着色層30の厚みが薄くなる欠陥(下層抜け欠陥)が発生したり、レーザエッチング量が不足して、着色層30と吸光層40との界面に対して吸光層40側に底面72Bが形成される欠陥(上層残り欠陥)が発生するなどにより、第一の領域H1の色濃度ばらつきが生じ易くなる場合がある。しかしながら、透明層を設けた場合には、レーザ照射条件がばらつきに応じて透明層の膜厚の範囲内に位置するように底面72Bを形成することができるため、第一の領域H1により表示される色の色濃度ばらつきを確実に抑制することができる。
【0049】
なお、図9は、透明層を設けた場合の第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、具体的には、貫通穴の底面近傍の拡大断面図について示したものである。また、図9は、図2に例示する断面構造において、透明層を設けた例を示したものであり、図9中、保護層については記載を省略してある。図9に示す押釦スイッチ用部材10C(10)では、透明層80は、着色層30と吸光層40との間に設けられている。そして、貫通穴70の第一の領域H1内の底部72Bは、透明層80の膜厚の範囲内に位置するように形成されている。
【0050】
−第二の実施形態の押釦スイッチ用部材−
背景部が白色系の第一の本実施形態の押釦スイッチ用部材10では、上述したように、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れる。このような効果は、以下に説明する第二の本実施形態の押釦スイッチ用部材においても実現することができる。
【0051】
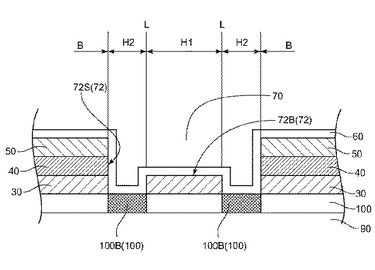
図10は、第二の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、図11は、図10に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。なお、図10および図11中、図1〜図9に示すものと実質的に同様の機能および構造を有するものには、同じ符号が付してある。
【0052】
図10に示す押釦スイッチ12は、キートップ90と、キートップ90の操作面92(側面部分92S、天面部分92T)上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層100、着色層30、吸光層40、白色層50および保護層60を有する。図10に示す第二の本実施形態の押釦スイッチ用部材12は、図1等に示す第一の押釦スイッチ用部材10において、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップ20を、キートップ90と、このキートップ90の操作面22上の少なくとも一部を覆うように設けられ、かつ、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層100とを含む部材に置き換えた点に主な特徴がある。そして、この点を除けば、図10に示す第二の本実施形態の押釦スイッチ用部材12と、図1等に示す第一の押釦スイッチ用部材10とは、実質的にほぼ同一の構造を有するものである。
【0053】
ここで、図10に示す押釦スイッチ用部材12では、感光性樹脂層100が、操作面92上の少なくとも一部を覆うように設けられ、着色層30が、感光性樹脂層100上の少なくとも一部を覆うように設けられ、吸光層40が、着色層30上の少なくとも一部を覆うように設けられ、白色層50が、感光性樹脂層100上、着色層30上および吸光層40上に配置されると共に、操作面22の全面を覆うように設けられる。
【0054】
なお、図10に示す例では、感光性樹脂層100は、操作面22の天面部分22Tのみを覆うように設けられ、着色層30は、感光性樹脂層100のみを覆うように配置され、吸光層40が、着色層30上に配置されると共に、操作面22の全面(天面部分22Tおよび側面部分22S)を覆うように設けられているが、感光性樹脂層100、着色層30および吸光層40の配置態様はこれのみに限定されるものではない。感光性樹脂層100は、たとえば、操作面22の全面に設けることもできるし、天面部分22Tの一部のみを覆うように設けることもできる。また、着色層30は、たとえば、感光性樹脂層100上の少なくとも一部分を覆うように設けられるのであれば、感光性樹脂層100で覆われていない操作面22上も覆うように設けてもよい。また、吸光層40は、感光性樹脂層100が配置された領域上を含むように、着色層30上の一部または全ての領域に設けることもできる。この場合、レーザ照射による貫通穴70の形成に際して、感光性樹脂層100と、着色層30とが、これら2つの層の平面方向において互いに重複する領域を利用して貫通穴70の第一の領域H1または第二の領域H2を形成することができ、感光性樹脂層100が存在せず、着色層30のみが存在する領域を利用して、貫通穴70の第一の領域を形成することができる。但し、キートップ90の裏面94(天面部分92Tと反対側の面)側から照射されるバックライト光の遮光性を確保する観点からは、吸光層40は、図10に例示するように、感光性樹脂層100および着色層30が存在する領域上に配置されると共に、操作面92の全面を覆うように設けられていることが好ましい。
【0055】
また、図10および図11に示す第二の本実施形態の押釦スイッチ用部材12には、図1等に例示した第一の本実施形態の押釦スイッチ用部材10と同様に、着色層30と、吸光層40と、白色層50とが、これら3つの層の平面方向において互いに重複する領域R内において、第一の領域H1および第二の領域H2を有する貫通穴70が設けられている。さらに、図10および図11に示す例では、図1および図2に例示した場合と同様に、白色層50と貫通穴70の内壁面72(側壁面72Sおよび底面72B)とを覆うように透光性の保護層60が設けられている。
【0056】
また、図10および図11に示す押釦スイッチ用部材12では、感光性樹脂層100の平面方向において、第二の領域H2内に位置する感光性樹脂層(図10および図11中、符号100Bで示す領域)が半透明暗色を示している。ここで、図1等に例示した第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2内に変色層26が存在し、この変色層26が外部から視認される。これに対して、図10および図11に示す第二の本実施形態の押釦スイッチ用部材12では、第二の領域H2内の感光性樹脂層100が半透明暗色の領域100Bを構成し、この半透明暗色の領域100Bが外部から視認される。そして、変色層26が、キートップ20の操作面22の表層の一部を構成しているのに対して、半透明暗色の領域100Bが、キートップ90の操作面22を覆うように設けられた感光性樹脂層100の一部を構成している点を除けば、変色層26および半透明暗色の領域100Bは、双方共に、半透明暗色を示し、実質的に同等の光学的機能を有する。
【0057】
このため、背景部が白色系である第二の本実施形態の押釦スイッチ用部材12においても、第一の本実施形態の押釦スイッチ用部材10と同様に、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れる。
【0058】
なお、第二の本実施形態の押釦スイッチ用部材12は、第一の本実施形態の押釦スイッチ用部材10と同様に、その上面を見た場合の態様として、図3および図4に例示した態様を取り得ることがでる。また、第二の本実施形態の押釦スイッチ用部材12の断面構造は、表層に変性層26を有するキートップ20を、少なくとも一部が半透明暗色の領域100Bを含む感光性樹脂層100を含む部材に置き換えた点を除けば、第一の本実施形態の押釦スイッチ用部材10と同様に、図5、図6および図9に例示した態様を取り得ることができる。
【0059】
また、第二の本実施形態の押釦スイッチ用部材12の製造に際しては、公知の成膜方法、パターニング方法、レーザ加工方法等を適宜組み合わせて製造することができる。しかしながら、量産性等の観点からは、押釦スイッチ用部材12の製造に際して、キートップ20の代わりに、キートップ90の操作面92上の少なくとも一部を覆うように感光性樹脂層100を設けた部材を用いる点を除けば、図7および図8に例示した第一の本実施形態の押釦スイッチ用部材10の製造方法を利用することができる。すなわち、まず、キートップ90の操作面92上の少なくとも一部を覆うように感光性樹脂層100を形成する感光性樹脂層形成工程を実施する。その後、この感光性樹脂層100が形成されたキートプ90を用いて、感光性樹脂層100上の少なくとも一部を覆うように着色層30を形成する着色層形成工程を実施する。この着色層形成工程以降の工程については、図7および図8に例示した場合とほぼ同様に実施することができる。ここで、レーザ照射工程においては、キートップ20の表層に変色層26を形成する代わりに、感光性樹脂層100の平面方向において、第二の領域H2内に位置する感光性樹脂層100を半透明暗色に変色させるようにレーザーを照射して、半透明暗色の領域100Bを形成される。また、図8(A)中の領域Xは、感光性樹脂層100と、着色層30と、吸光層40と、白色層50とが、これら4つの層の平面方向において互いに重複して設けられた領域を意味する。
【0060】
なお、第二の本実施形態の押釦スイッチ用部材12の変形例として、以下に説明する手順で第三の本実施形態の押釦スイッチ用部材を作製することもできる。まず、感光性樹脂層形成工程および着色層形成工程の実施に際しては、操作面92上に感光性樹脂層100と、着色層30とを、操作面92の平面方向において互いに重複しないように隣接して配置してもよい。この場合、第一の領域H1に対応する範囲に少なくとも着色層30を配置し、第二の領域H2に対応する範囲に感光性樹脂層100を配置し、これら2つの層の上を覆うように吸光層40を設け、さらに、操作面92の全面を覆うように白色層50を設ける。その後、レーザー照射工程を実施することにより、第一の領域H1の底面に露出する着色層30の周囲を囲うように、第二の領域H2の底面に露出する半透明暗色の領域100Bを配置した貫通穴70を形成できる。
【0061】
次に、第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12を構成する各層の部材や、貫通穴70を形成する際のレーザ照射条件の詳細について説明する。
【0062】
−キートップ−
キートップ20、90は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成し、かつ、透明なものであればその形状や材質は特に限定されない。しかしながら、キートップ20、90としては、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は、基材と一体を成すように、または、基材に接着等により固定することで、基材の片面に複数個設けられたものでもよい。キートップ20、90は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。
【0063】
また、第一の押釦スイッチ用部材10を構成するキートップ20は、照光時において、第二の領域H2が発光し、非照光時において第二の領域H2が暗色を呈することができるように、可視光域の波長に対して半透明であることが必要である。ここで、キートップ20の透過率は40%〜90%の範囲内が好ましく、50%〜80%の範囲内がより好ましい。但し、「キートップ20が、可視光域の波長に対して半透明である」とは、室内での通常の照明環境下において、変色層26の厚み方向に対して、キートップ20の変色層26が設けられた領域を目視観察した場合において、当該領域が半透明であることを意味する。また、「キートップ20の透過率」とは、変色層26の厚み方向に対して光を照射して透過率を測定した場合の透過率を意味する。一方、第二の押釦スイッチ用部材12を構成するキートップ90は、可視光域の波長に対して透明であることが必要であり、その透過率は、1%〜30%の範囲、70%〜98%の範囲が好ましい。
【0064】
ここで、第二の押釦スイッチ用部材12を構成するキートップ90の作製に用いられる透明な樹脂材料としては、たとえば、ポリカーボネート樹脂やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)、また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。
【0065】
また、第一の押釦スイッチ用部材10を構成するキートップ20の作製に用いられる樹脂材料としては、レーザー光の照射により暗色に変色する感光性樹脂を用いることができる。このような感光性樹脂としては、特に限定されず、公知の樹脂材料を利用できるが、たとえば、(1)上述したキートップ90を構成する通常の透明な樹脂材料に、レーザ光の照射によって暗色に発色する感光色素を添加した樹脂材料、(2)上述したキートップ90を構成する樹脂材料分子の官能基として、感光色素として機能する官能基を導入した樹脂材料、あるいは、(3)上述したキートップ90を構成する樹脂材料分子の官能基として、感光機能の一部を有する官能基を導入した樹脂材料に、レーザ光の照射に際して上記官能基と反応して暗色に発色する感光機能の一部を有する物質を添加した樹脂材料、などを用いることができる。感光色素(あるいは感光色素に相当する機能を有する官能基)としては、レーザ光の照射によって暗色に発色するものであれば公知の感光色素が利用でき、1種類の物質もしくは官能基、2種類以上の物質の組み合わせ、あるいは、1種類以上の官能基と1種類以上の物質との組みあわせからなるもののいずれも利用できる。
【0066】
なお、上記(1)の場合、感光色素としては、たとえば、DSM社製のMICABS A200、A204、A206、A324、A326などを用いることができる。また、感光色素の添加量としては特に限定されないが、一般的には0.005重量%〜5重量%の範囲内とすることができる。但し、感光色素の添加により、キートップ20の透過率が低下する感光色素(たとえば、上記MICABS A324など)を用いる場合、レーザ照射時に暗色化した際の色濃度の確保と、バックライト光の透過性の確保とをバランス良く両立させる観点から、感光色素の添加量は、0.01重量%〜4重量%の範囲内が好ましく、1重量%〜3重量%の範囲内がより好ましい。
【0067】
なお、キートップ20の表層に形成される変色層26は、暗色を示すことに加え、半透明であることが必要である。ここで、変色層26の光透過率を制御する方法としては、貫通穴70の第二の領域H2を形成するためのレーザー光LB2の波長、照射強度または照射時間等を適宜選択することにより調整できる。また、キートップ20を構成する材料として感光色素を含む感光性樹脂を用いている場合、感光色素の種類、添加量等を適宜選択することにより調整できる。
【0068】
キートップ20、90の厚みとしては、特に限定されないが、押釦用スイッチ用部材10の薄型化を図る観点からは1.2mm以下が好ましく、0.6mm以下がより好ましい。なお、(1)第一の本実施形態の押釦スイッチ用部材10において、キートップ20の表層に変色層26を設けない実施態様、および、(2)第二の本実施形態の押釦スイッチ用部材12において、感光性樹脂層100中に、半透明暗色の領域100Bが存在しない実施態様、のいずれの実施態様においても、非照光時においては、第二の領域H2は、黒色等の暗色を呈する。これは、第二の領域H2以外は、キートップ20の操作面22上およびキートップ90の操作面92上は、着色層30、吸光層40および白色層50という遮光性の高い膜で覆われているためである。但し、上記(1)および(2)に示す実施態様では、非照光時において、第二の領域H2が確実に黒色等の明度の低い暗色を呈するようにするためには、キートップ20、90の厚みを一定以上とする必要がある。これは、外部から第二の領域H2を介してキートップ20、90内に入射した光が、反射されて、再び、キートップ20、90内から第二の領域H2を介して外部へと出ていくのを抑制する必要があるためである。
【0069】
しかしながら、第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2内に位置する変色層26が押釦スイッチ用部材10の外部から内部、または、内部から外部へと照射される光を吸収してしまう。また、第二の本実施形態の押釦スイッチ用部材12では、第二の領域H2内に位置する半透明暗色の領域100Bが押釦スイッチ用部材10の外部から内部へと入射される光、および、内部から外部へと反射される光を吸収してしまう。このため、非照光時における第二の領域H2の明度を低く制御するために、キートップ20、90の厚みを制御する必要がない。すなわち、第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12は、上述した(1)および(2)に示す実施態様と比べて、押釦スイッチ用部材12の薄型化が極めて容易である。
【0070】
なお、キートップ20、90の厚みの下限値は特に限定されないが、押釦スイッチ用部材10、12の強度を確保する等の実用上の観点からは0.4mm以上が好ましい。
【0071】
−着色層−
着色層30は、その白色度が、25%以上であることが必要である。これにより第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12の外観全体を白系の色調に統一したデザインが実現できる。これに加えて、非照光時において、着色層30の色を表示する第一の領域H1と、この第一の領域H1を少なくとも部分的に囲むように配置される第二の領域H2とのコントラスト差を十分に確保できる。このため、第一の領域H1の平面形状として示される文字等の視認性を確保できる。さらに、レーザ光を吸収し難しくなるため、レーザ照射により貫通穴70を形成する場合には、レーザ光を過剰に吸収して、着色層30も除去されるように貫通穴70が形成されるのを確実に防ぐこともできる。なお、白色度は40%以上が好ましく、50%以上がより好ましい。また、白色度の上限は特に限定されないが、実用上は70%以下である。
【0072】
また、着色層30の可視光域の光に対する透過率としては、非照光時において第一の領域H1が不透明な着色した状態として視認でき、かつ、照光時において第一の領域H1が明るく発光しているのが視認できるのであれば特に限定されないが、通常は、10%〜60%の範囲内が好ましく、20%〜50%の範囲内であることがより好ましい。
【0073】
なお、着色層30の色は、適宜選択することができ、たとえば、背景部(領域B)の色を呈する白色層50と実質的に同一の色であってもよい。なお、着色層30の厚みとしては、第一の領域H1の色濃度を確保してデザイン性、視認性を高める等の実用上の観点から、1.0μm以上が好ましく、1.5μm以上が好ましい。また、着色層30の厚みの上限は、特に限定されないが、実用上は10μm以下であることが好ましい。
【0074】
着色層30の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法や、スプレー塗布法等も利用できる。ここで、着色層30は、主に色材成分および樹脂成分から構成され、これらの成分を溶媒に溶解させたインクを用いて形成される。ここで色材成分としては、公知の顔料や染料が利用でき、この他に、金属薄片、フレーク状ガラスの表面に金属および/または金属酸化物をコーティングした光輝性無機顔料なども利用できる。
【0075】
−吸光層−
吸光層40は、レーザ加工に使用するレーザ光を効率的に吸収する機能を有するものであり、白色層50のみを設けた場合と比べて、白色層50と吸光層40とを組み合わせて設けることで、レーザ加工が容易となるのであれば、その構成は特に限定されない。なお、上述したような機能を達成する上で、吸光層40の色としては、一般的に黒色、シルバー色、あるいは、灰色等の色であることが好ましい。吸光層40を構成する材料としては、レーザ光の吸収を促進すると共に、層としての形態を維持する観点から、たとえば、カーボンブラックなどのカーボン系材料、アルミ粉などが、樹脂材料に分散して含まれていることが好ましい。なお、吸光層40の厚みは5μm以上が好ましく、10μm以上がより好ましい。厚みを5μm以上とすることにより、レーザ光を効率的に吸収でき、白色層50が存在しても、第一の領域H1および第二の領域H2を形成するのに必要な深さを有する貫通穴70を形成することができる。なお、吸光層40の厚みの上限は特に限定されないが、実用上は、30μm以下であることが好ましい。吸光層40の形成方法は特に限定されないが、たとえば、吸光層40を形成する材料を溶解・分散させた溶液を用いたオフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。
【0076】
−白色層−
白色層50の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。ここで、白色層50は、主に白色系色材成分および樹脂成分から構成され、これらの成分を溶媒に溶解させたインクを用いて形成される。ここで色材成分としては、ピュアホワイトや、パールホワイトなどの公知の白色系顔料や白色系染料が利用できる。なお、非常に淡く着色したホワイト色としたい場合には、非白色系色材を必要に応じて少量併用してもよい。なお、白色層50に起因する押釦スイッチ用部材10の白色度は、特に限定されるものではないが、背景部の白さを基調としたデザイン性を確保する観点から60%以上が好ましく、70%以上がより好ましく、75%以上が特に好ましい。白色層50の厚みとしては、下地層である吸光層40の色合いを確実に隠蔽する観点から、5μm以上であることが好ましく、7μm以上であることが好ましい。また、白色層50の厚みの上限値は、レーザ光の反射が過剰になり、貫通穴70の形成が困難となるのを防ぐ観点から、30μm以下が好ましく、20μm以下がより好ましい。
【0077】
なお、本願明細書において、着色層30および白色層50の白色度は、微小面分光色差計(日本電色工業株式会社製、VSS400)を用い、測定面積を直径換算で0.5mmとし、SCE(正反射成分を含まない)に設定して測定した値を意味する。
【0078】
−保護層−
保護層60の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。保護層60は、主に可視光に対して透光性を有する材料成分から構成され、この成分を溶媒に溶解させた溶液を用いて形成される。保護層60は、可視光域の波長に対して透明であればよく、その透過率は、70%以上が好ましく、80%以上がより好ましい。保護層60を構成する材料は、可視光域の波長に対して透明であり、かつ、押釦スイッチ用部材10表面の機械的・化学的耐久性を向上させることができるものであれば公知の材料を利用でき、たとえば、ウレタンアクリレート等の透明な樹脂材料や、公知のハードコート剤などが利用できる。なお、保護層60の厚みとしては、機械的・化学的耐久性を向上の確保、保護層60を形成した後にレーザ照射を行う場合におけるレーザ照射による層の除去代の低減、材料コストの抑制等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0079】
−透明層−
透明層80の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。透明層80は、主に可視光に対して透光性を有する材料成分から構成され、この成分を溶媒に溶解させた溶液を用いて形成される。透明層80は、可視光域の波長に対して透明であればよく、その透過率は、80%以上が好ましく、90%以上がより好ましく、100%に近いほど好ましい。透明層80を構成する材料は、可視光域の波長に対して透明であれば公知の材料を利用でき、たとえば、公知の透明な樹脂材料や、公知のハードコート剤などが利用できる。また、着色層30および/または吸光層40との密着性を高めるために、これらの層に含まれる樹脂成分と同一・類似の分子構造を有する透明な樹脂材料を用いることも好ましい。なお、図6に例示した押釦スイッチ用部材10Bのように、貫通穴70の底面72Bが保護層60で覆われない場合、透明層80は保護層60と同様の材料を用いて形成されることが特に好ましい。この場合、貫通穴70の底面72Bが保護層60で覆われなくても、保護層60を設けた場合と同様の機械的・化学的耐久性が、第一の領域H1においても確保できる。
【0080】
透明層80の厚みは特に限定されないが、透明層形成工程を実施した直後の透明層80の厚み、言い換えれば、押釦スイッチ用部材10における着色層30と吸光層40との間に挟まれる位置に存在する透明層80の厚みとしては、少なくとも1.0μm以上であることが好ましく、2.0μm以上であることがより好ましい。厚みを1.0μm以上とすることにより、レーザ照射時の加工マージンを十分に確保できるため下層抜け欠陥や上層残り欠陥の発生をより確実に抑制できる。なお、厚みの上限は特に限定されないが、実用上は10μm以下であることが好ましい。
【0081】
−感光性樹脂層−
感光性樹脂層100の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。感光性樹脂層100は、感光性樹脂材料を主成分として含む材料成分から構成され、この材料成分を溶媒に溶解させた溶液を用いて形成される。感光性樹脂材料としては、レーザー光の照射により暗色に変色する感光性樹脂を用いることができる。このような感光性樹脂としては、特に限定されず、公知の透明な樹脂材料を利用できるが、たとえば、(1)上述したキートップ90または透明層80を構成する透明な樹脂材料に、レーザ光の照射によって暗色に発色する感光色素を添加した樹脂材料、(2)上述したキートップ90または透明層80を構成する樹脂材料分子の官能基として、感光色素として機能する官能基を導入した樹脂材料、あるいは、(3)上述したキートップ90または透明層80を構成する樹脂材料分子の官能基として、感光機能の一部を有する官能基を導入した樹脂材料に、レーザ光の照射に際して上記官能基と反応して暗色に発色する感光機能の一部を有する物質を添加した樹脂材料、などを用いることができる。ここで感光色素(あるいはこれに相当する機能を有する官能基)としては、キートップ20に用いるものと同様の物質が利用できる。また、感光色素の添加量は特に限定されるものではないが、たとえば、キートップ20と同程度前後に設定することができる。
【0082】
なお、感光性樹脂層100の少なくとも一部分に形成される半透明暗色の領域100Bは、暗色を示すことに加え、半透明であることが必要である。ここで、半透明暗色の領域100Bの光透過率を制御する方法としては、貫通穴70の第二の領域H2を形成するためのレーザー光LB2の波長、照射強度または照射時間等を適宜選択することにより調整できる。また、感光性樹脂層100を構成する材料として感光色素を含む感光性樹脂を用いている場合、感光色素の種類、添加量、感光性樹脂層100の膜厚等を適宜選択することにより調整できる。また、半透明暗色の領域100Bは、第二の領域H2内に対応するように存在するのであれば、感光性樹脂層100の厚み方向の少なくとも一部の領域において存在していてもよく、感光性樹脂層100の厚み方向の全領域に存在していてもよい。
【0083】
感光性樹脂層100の膜厚としては特に限定されず、適宜選択できるが、外部から押釦スイッチ用部材12を視認した場合において、第二の領域H2が、照光時においては十分に発光し、非照光時においては、明度の十分に低い暗色として認識されるように、2μm〜30μmの範囲内とすることが好ましい。また、同様の観点から感光性樹脂層100の半透明暗色の領域100Bの光透過率としては、1%〜40%の範囲内が好ましく、1%〜30%の範囲内がより好ましい。
【0084】
−レーザ照射条件−
レーザ照射による貫通穴70の形成に際して利用するレーザ光源およびレーザ照射条件については、形成する貫通穴70の深さ・幅などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを白色層50または保護層60の略真上から走査する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4レーザなどを挙げることができる。
【0085】
−キーパネルおよび電子機器−
本実施形態のキーパネルは、少なくとも第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12から選択される少なくとも一方の押釦スイッチ用部材を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。代表的な例としては、エアーコンディショナ、インターホン、テレビ等のリモートコントローラ、デスクトップタイプのパーソナルコンピューターのキーボードなどに用いられる操作盤が挙げられる。また、キーパネルを備えた電子機器(キーパネルが電子機器本体と一体化した電子機器)としては、電子辞書、携帯端末、スマートフォン、電卓、ノートタイプのパーソナルコンピューター、パーソナルディジタルアシスタンス(PDA)、MP3プレーヤ等の音楽再生機能を持つ携帯型プレーヤなどが挙げられる。
【0086】
第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12は、照光式の押釦スイッチ用部材である。このため、第一の本実施形態の押釦スイッチ用部材10を用いたキーパネルには、第一の本実施形態の押釦スイッチ用部材10以外にも、押釦スイッチ用部材10の裏面24側に光源または導光板が更に設けられる。同様に、第二の本実施形態の押釦スイッチ用部材12を用いたキーパネルには、第二の本実施形態の押釦スイッチ用部材12以外にも、押釦スイッチ用部材12の裏面94側に光源または導光板が更に設けられる。ここで、「光源」とは、裏面24、94側を照射するために自らが発光する光源を意味する。なお、裏面24、94側に導光板を設ける場合は、導光板の端部側に光源が配置される。また、光源としては、たとえば、LEDやエレクトロルミネッセンスシート(ELシート)等が利用できる。
【0087】
本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されないが、携帯型の電子機器;例えば、携帯端末、電子辞書、PDA、ノートタイプのパーソナルコンピューターなどであることが好ましく、特に携帯端末であることが最も好ましい。図12は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯端末について示す図である。図12に示す携帯端末200は、ディスプレイ部分202と、第一の本実施形態の押釦スイッチ用部材10および/または第二の本実施形態の押釦スイッチ用部材12を備えたキーパネルを有する本体部分204とから構成されている。
【符号の説明】
【0088】
10、10A、10B、10C 押釦スイッチ用部材
12 押釦スイッチ用部材
20 キートップ
22 操作面
22T 天面部分
22S 側面部分
24 裏面
26 変色層
30 着色層
40 吸光層
50 白色層
50T 表面
50S 端面
60 保護層
70 貫通穴
72 内壁面
72B 底面
72S 側壁面
80 透明層
90 キートップ
92 操作面
92T 天面部分
92S 側面部分
94 裏面
100 感光性樹脂層
100B 半透明暗色の領域
200 携帯端末
202 ディスプレイ部分
204 本体部分
【技術分野】
【0001】
本発明は、押釦スイッチ用部材、キーパネル、電子機器および押釦スイッチ用部材の製造方法に関するものである。
【背景技術】
【0002】
バックライト光による照光によって文字等の形状を模った表示部を発光表示可能とする照光式の押釦スイッチ用部材として、表示部の周囲の背景部を、白色、パール色、メタル色等の明度の高い色としたものが知られている(特許文献1〜3参照)。これらの押釦スイッチ用部材では、表示部は、キートップ上を覆うように設けられた背景部を構成する多層膜の一部をくり抜くように、たとえば、レーザ照射等を利用して形成される。たとえば、特許文献3に記載の押釦スイッチ用部材では、キートップ上に、白色等の光の反射兼透過膜と、黒色等の遮光膜と、明色膜と、がこの順に積層された多層膜のうち、遮光膜および明色膜を除去することで表示部が形成される。なお、明色膜としては、パール色、メタル色の他に、赤色、青色、黄色、紫色、紺色等の明るい色が挙げられる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2005−235415号公報(請求項1、段落0006等)
【特許文献2】特開平11−66997号公報(請求項1、段落0011等)
【特許文献3】特開平11−27362号公報(請求項1、段落0011、0019等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
一方、照光式の押釦スイッチ用部材として、近年、押釦スイッチ用部材の操作面全面が、表示部も含めて白色等の明度の高いものが求められている。このようなデザインを実現する上では、背景部の表面部分が明色膜から構成され、表示部の表面部分が白色等の光の反射兼透過膜から構成される特許文献3に記載の押釦スイッチ用部材が利用できると考えられる。しかしながら、特許文献3に記載の押釦スイッチ用部材では、背景部および表示部の明度が共に高いため、非照光時における表示部の視認性に欠ける。押釦スイッチ用部材の外観全体を白色等の明るい色としつつも、上記の問題を解決するためには、表示部の明度を低くすることも考えられる。しかし、この場合は、照光時の表示部の色が暗くなり、視認性が低下することになる。
【0005】
本発明は、上記事情に鑑みてなされたものであり、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れた背景部が白色系の押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
上記課題は以下の本発明により達成される。すなわち、
第一の本発明の押釦スイッチ用部材は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップと、該キートップの操作面上に積層された着色層、吸光層および白色層と、を少なくとも有し、着色層が、操作面上の少なくとも一部を覆うように設けられ、吸光層が、着色層上の少なくとも一部を覆うように設けられ、白色層が、着色層上および吸光層上に配置されると共に、操作面全面を覆うように設けられ、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複する領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通すると共に、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、キートップの操作面の平面方向において、第二の領域内に位置するキートップの操作面の表層部分が半透明暗色を示す変色層からなり、かつ、着色層の白色度が、25%以上であることを特徴とする。
【0007】
第二の本発明の押釦スイッチ用部材は、キートップと、該キートップの操作面上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層、着色層、吸光層および白色層と、を少なくとも有し、感光性樹脂層が、操作面上の少なくとも一部を覆うように設けられ、着色層が、感光性樹脂層上の少なくとも一部を覆うように設けられ、吸光層が、着色層上の少なくとも一部を覆うように設けられ、白色層が、感光性樹脂層上、着色層上および吸光層上に配置されると共に、操作面全面を覆うように設けられ、感光性樹脂層と、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複する領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通すると共に、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、感光性樹脂層の平面方向において、第二の領域内に位置する感光性樹脂層が半透明暗色を示し、かつ、着色層の白色度が、25%以上である。
【0008】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の一実施態様は、第一の領域の全周囲が、第二の領域によって囲まれていることが好ましい。
【0009】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、キートップの厚みが1.2mm以下であることが好ましい。
【0010】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、貫通穴が、レーザー加工により形成されたことが好ましい。第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、白色層と、貫通穴の内壁面と、を覆う保護層が設けられていることが好ましい。
【0011】
本発明のキーパネルは、本発明の押釦スイッチ用部材を備えたことを特徴とする。
【0012】
本発明の電子機器は、本発明の押釦スイッチ用部材を備えたことを特徴とする。
【0013】
本発明の電子機器の一実施態様は、携帯端末であることが好ましい。
【0014】
第一の本発明の押釦スイッチ用部材の製造方法は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップの操作面上の一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、着色層上の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、着色層上および吸光層上に配置されると共に操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通し、かつ、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、キートップの操作面の平面方向において、第二の領域内に位置するキートップの操作面の表層部分に半透明暗色を示す変色層を形成するようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする。
【0015】
第二の本発明の押釦スイッチ用部材の製造方法は、キートップの操作面上の少なくとも一部を覆うように、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層を形成する感光性樹脂層形成工程と、感光性樹脂層上の少なくとも一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、着色層の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、感光性樹脂層上、着色層上および吸光層上に配置されると共に操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、感光性樹脂層と、着色層と、吸光層と、白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、吸光層および白色層の厚み方向に対して、吸光層および白色層を貫通するように設けられた第一の領域と、着色層、吸光層および白色層の厚み方向に対して、着色層、吸光層および白色層を貫通し、かつ、第一の領域の輪郭線に接して第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、感光性樹脂層の平面方向において、第二の領域内に位置する感光性樹脂層を半透明暗色に変色させるようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする。
【0016】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の一実施態様は、第一の領域の全周囲が、第二の領域によって囲まれるようにレーザ照射工程を実施することが好ましい。
【0017】
第一の本発明の押釦スイッチ用部材および第二の本発明の押釦スイッチ用部材の他の実施態様は、レーザ照射工程を経た後に、白色層と、貫通穴の内壁面と、を覆うように保護層を形成する保護層形成工程を実施することが好ましい。
【発明の効果】
【0018】
本発明によれば、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れた背景部が白色系の押釦スイッチ用部材、これを用いたキーパネルおよび電子機器、ならびに、当該押釦スイッチ用部材の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図である。
【図2】図1に示す押釦スイッチ用部材の貫通穴近傍の層構造について示す拡大断面図である。
【図3】図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の一例を示す上面図である。
【図4】図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の他の例を示す上面図である。
【図5】図3に示す符号B1−B2間における貫通穴近傍の断面構造の一例を示す拡大断面図である。
【図6】第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図である。
【図7】第一の本実施形態の押釦スイッチ用部材の製造方法の前半部分の製造プロセスの一例を示す模式断面図である。ここで、図7(A)は、着色層形成工程を説明する図であり、図7(B)は、吸光層形成工程を説明する図であり、図7(C)は、白色層形成工程を説明する図である。
【図8】第一の本実施形態の押釦スイッチ用部材の製造方法の後半部分の製造プロセスの一例を示す模式断面図である。ここで、図8(A)は、レーザ照射工程を説明する図であり、図8(B)は、レーザ照射工程を終えた後の状態を示す図である。
【図9】第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図である。
【図10】第二の押釦スイッチ用部材の一例を示す模式断面図である。
【図11】図10に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。
【図12】本実施形態の電子機器の一例を示す外観図である。
【発明を実施するための形態】
【0020】
−第一の実施形態の押釦スイッチ用部材−
図1は、第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、図2は、図1に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。図3および図4は、図1に示す押釦スイッチ用部材を、操作面(天面部分)側から見た場合の一例を示す上面図であり、数字の”1”が表示されている例を示したものである。また、図5は図3に示す符号B1−B2間における貫通穴近傍の断面構造の一例を示す拡大断面図である。
【0021】
図1に示す押釦スイッチ10A(10)は、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップ20と、キートップ20の操作面22(側面部分22S、天面部分22T)上に積層された着色層30、吸光層40、白色層50および保護層60を有する。なお、本願明細書において、「暗色」とは、黒色〜暗灰色、あるいは、暗灰色と同程度の色濃度を有する濃紺色、濃緑色、濃紫色など濃有色から選択される色を意味する。
【0022】
ここで、着色層30が、操作面22上の少なくとも一部を覆うように設けられ、吸光層40が、着色層30上の少なくとも一部を覆うように設けられ、白色層50が、着色層30上および吸光層40上に配置されると共に、操作面22の全面を覆うように設けられる。
【0023】
なお、図1に示す例では、着色層30は、操作面22の天面部分22Tのみを覆うように設けられ、吸光層40が、着色層30上に配置されると共に、操作面22の全面(天面部分22Tおよび側面部分22S)を覆うように設けられているが、着色層30および吸光層40の配置態様はこれのみに限定されるものではない。着色層30は、たとえば、操作面22の全面に設けることもできるし、天面部分22Tの一部のみを覆うように設けることもできる。また、吸光層40は、着色層30上の少なくとも一部分、すなわち、後述するレーザ照射による貫通穴70の形成の対象となる領域を含むように設けることもできる。但し、キートップ20の裏面24(天面部分22Tと反対側の面)側から照射されるバックライト光の遮光性を確保する観点からは、吸光層40は、図1に例示するように、着色層30上に配置されると共に、操作面22の全面を覆うように設けられていることが好ましい。
【0024】
また、押釦スイッチ用部材10Aには、着色層30と、吸光層40と、白色層50とが、これら3つの層の平面方向において互いに重複する領域R内において、貫通穴70が設けられている。ここで、この貫通穴70は、吸光層40および白色層50の厚み方向に対して、吸光層40および白色層50を貫通する第一の領域H1と、着色層30、吸光層40および白色層50の厚み方向に対して、着色層30、吸光層40および白色層50を貫通すると共に、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲う第二の領域H2と、を有する。ここで、図1および図2に示す例では、貫通穴70の断面は、第一の領域H1と、この第一の領域H1の両側に設けられた第二の領域H2とからなる断面構造を示している。また、図1に示す例では、貫通穴70は、天面部分22Tの幅方向(図中、左右方向)の中央部に位置するように設けられているが、領域R内であれば、任意の位置に設けることができる。さらに、図1および図2に示す例では、白色層50と貫通穴70の内壁面72(側壁面72Sおよび底面72B)とを覆うように透光性の保護層60が設けられている。
【0025】
ここで、第二の領域H2は、図3に例示する上面図のように、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲うように設けられていればよいが、視認性をより向上させる観点からは、図4に例示する上面図のように、第一の領域H1の全周囲を囲うように設けられていることが特に好ましい。
【0026】
ここで、貫通穴70の内壁面72の底面72Bのうち、第一の領域H1においては、着色層30が操作面22上から視認でき、第二の領域H2においては、キートップ20が操作面22上から視認できる。そして、非操作面24側からバックライト光が照射された場合、貫通穴70が設けられていない領域、すなわち背景部を形成する領域Bでは、キートップ20の操作面22上の白色層50等がバックライト光を遮光し、第一の領域H1では、キートップ20の操作面22上の着色層30がバックライト光を遮光する。これに加えて、図3に示す例では、第一の領域H1の周囲を部分的に囲むように第二の領域H2が設けられ、図4に示す例では、第一の領域H1の周囲を完全に囲むように第二の領域H2が設けられている。さらに、図1および図2に示すようにキートップ20の操作面22の平面方向において、第二の領域H2内に位置するキートップ20の操作面22の表層部分は、半透明暗色を示す変色層26からなる。
【0027】
そして、第二の領域H2では、キートップ20の操作面22上に、バックライト光を遮光する層が存在しない。これに加えて、非操作面24から第二の領域H2内の操作面22までの間にも、バックライト光を完全に遮光する層は存在しない。このため、非操作面24側からバックライト光を照射した場合、第一の領域H1を囲むように設けられた第二の領域H2のみが明るく発光することになる。それゆえ、図3および図4に示す例では、第一の領域H1の形状に対応する数字の”1”が容易に視認できる。
【0028】
一方、非操作面24側からバックライト光が照射されない場合、操作面22の大部分が白色層50等で覆われ、外部の光から遮光されているキートップ20内は、非常に暗くなる。これに加えて、外部から視認可能な第二の領域H2内に位置する変色層26は半透明暗色である。このため、第二の領域H2は暗色として視認される。これに対して、第一の領域H1は、着色層30の色として視認され、領域Bは、白色層50の色として視認される。ここで、着色層30は、その白色度が、25%以上であり、明度が高いため、第一の領域H1と領域Bとの間では、コントラスト差が小さい。このため、第一の領域H1と領域Bとが直接隣接している場合には、第一の領域H1の輪郭線Lによって表示される文字等(図3および図4では数字の”1”)を認識するのが極めて困難となる。
【0029】
しかしながら、図3に示す例では、互いの明度が高くコントラスト差の小さい領域Bと第二の領域H2との間には、明度の低い暗色として認識される第二の領域H2が設けられている部分が存在する。また、図4に示す例では、互いの明度が高くコントラスト差の小さい領域Bと第二の領域H2との間には、明度の低い暗色として認識される第二の領域H2が必ず存在する。このため、互いに隣り合う領域Bと第二の領域H2との間、および、互いに隣り合う第一の領域H1と第二の領域H2との間、において、十分なコントラスト差を得ることができる。それゆえ、非照光時においても、図3および図4に示す例では、数字の”1”が容易に視認できる。これに加えて、文字等の形状を示す表示部を、黒系の色で縁取りするデザインは、押釦スイッチ用部材ではニーズが無かった。しかし、第一の本実施形態の押釦スイッチ用部材10では、文字等の形状を模った表示部である第一の領域H1を、非照光時において、暗色からなる第二の領域H2で縁取りしたような従来には無いデザインを提供することもできる。
【0030】
ここで、第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2は、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を少なくとも部分的に囲うように設けられていればよい。しかし、第二の領域H2が、第一の領域H1の輪郭線Lに接して第一の領域H1の周囲を部分的に囲うように設けられる場合、第一の領域H1の形状に対応する文字等の視認性を確実に確保する観点から、第二の領域H2は、図3に例示したように第一の領域H1の周囲に離散的に設けられることが好ましい。これに加えて、第一の領域の輪郭線Lの全長のうち、第二の領域H2が接している割合は、60%以上が好ましく、70%以上が好ましい。
【0031】
なお、図4に例示したように、第一の領域H1の全周囲を囲むように第二の領域H2を設ける場合、貫通穴70の断面構造は、図2に示すように、第一の領域H1の両隣に第二の領域H2が配置された断面構造となる。これに対して、図3に例示したように、第一の領域H1の周囲を離散的に囲むように第二の領域H2を設ける場合、貫通穴70の断面構造は、たとえば図3中の符号A1−A2間の断面では、図2に示す断面構造を有するが、たとえば図3中の符号B1−B2間の断面では、図5に例示するように、第一の領域H1に隣接して背景部を構成する領域Bが存在する断面構造も有することになる。
【0032】
また、図3および図4に示す例では、第二の領域H2は、第一の領域H1を囲むように、帯状に設けられている。しかしながら、第二の領域H2の形状は、第一の領域H1の輪郭線Lに接して第一の領域H1を少なくとも部分的に囲むように配置されるのであれば特に限定されず、たとえば、第一の領域H1を囲むように配置された楕円形状であってもよい。また、第二の領域H2が、第一の領域H1を囲むように帯状に設けられる場合、第二の領域の幅(輪郭線Lに対して直交する方向における第二の領域H2の長さ)は、視認性を確保する観点から20μm以上が好ましく、50μm以上がより好ましい。
【0033】
また、保護層60は、図1、図2および図5に例示したように、白色層50および貫通穴70の内壁面72を覆うように設けられることが好ましい。しかしながら、保護層60は省略することもできるし、たとえば、図6に示す押釦スイッチ用部材10B(10)のように白色層50の表面のみを覆うように操作面22上の一部を覆うように部分的に設けることもできる。なお、図6に示す押釦スイッチ用部材10Bは、保護層60の配置位置が異なる点を除けば、図1に示す押釦スイッチ用部材10Aと同一の層構造を有するものである。ここで、図6は、第一の本実施形態の押釦スイッチ用部材の他の例を示す模式断面図であり、具体的には、図2に例示する断面構造において、保護層60の異なる配置例を示したものである。図6に示す押釦スイッチ用部材10Bにおいて、保護層60は、白色層50の表面50T(より正確には、図6中の白色層50の上面部分であり、内壁面70Sの一部を構成する白色層50の端面50Sを除く面)を覆うように設けられている。
【0034】
貫通穴70は、操作面22の領域R内の所定の領域上に、図2や図5に例示したような所望の断面構造が得られるように着色層30、吸光層40および着色層50を順次印刷して積層するだけで形成することもできる。しかし、貫通穴70は、操作面22の領域R内において、操作面22の全面を覆うように着色層30、吸光層40および着色層50を順次印刷して積層した後に、レーザ加工を行うことで、着色層30、吸光層40および着色層50を部分的に除去して形成することが好ましい。これは、貫通穴70の平面方向の形状精度が、貫通穴70を印刷のみによって形成した場合よりも、印刷後にレーザ加工を利用して形成した方が、高いためである。
【0035】
すなわち、レーザ加工により形成された貫通穴70では、図2に示す例では、貫通穴70の側壁面72Sを構成する着色層30の端面、吸光層40の端面、および、着色層50の端面が、面一に形成され、図5に示す例では貫通穴70の側壁面72Sを構成する吸光層40の端面、および、着色層50の端面が、面一に形成される。このため、視認される文字等の形状を非常にシャープなものとすることができる。なお、当該「面一」とは、側壁面72Sと直交する方向において、側壁面72Sを構成する各層の端面間に形成される段差が、10点の測定値の平均で250μm以下であることを意味する。この段差の平均値は、200μm以下であることが好ましく、実質的に0μmであることがより好ましい。
【0036】
図1〜図6に例示した第一の本実施形態の押釦スイッチ用部材10は、公知の成膜方法、パターニング方法、レーザ加工方法等を適宜組み合わせて製造することができるが、量産性等の観点からは、具体的には以下に説明する手順で製造することが好ましい。
【0037】
図7および図8は、第一の本実施形態の押釦スイッチ用部材の製造方法の一例を示す模式断面図である。押釦スイッチ用部材の製造に際しては、まず、キートップ20の操作面22上の一部を覆うように白色度が、25%以上である着色層30を形成する着色層形成工程を実施する。ここで、図7(A)に示す例では、キートップ20の天面部分22Tのみを覆うように着色層30が形成される。
【0038】
次に、着色層30上の少なくとも一部を覆うように吸光層40を形成する吸光層形成工程を実施する。ここで、図7(B)に示す例では、吸光層40は、着色層30上に配置されると共に、操作面22の全面を覆うように形成される。
【0039】
続いて、図7(C)に示すように着色層30上および吸光層40上に配置されると共に操作面22全面を覆うように白色層50を形成する白色層形成工程を実施する。
【0040】
さらに、着色層30と吸光層40と白色層50が、これら3つの層の平面方向において互いに重複して設けられた領域X内において、貫通穴70を形成すると共に、キートップ20の操作面22の平面方向において、第二の領域H2内に位置するキートップ20の操作面22の表層部分に半透明暗色を示す変色層26を形成するためにレーザ照射するレーザ照射工程を実施する。ここで、図8(A)中、白色層50の幅方向(図中、左右方向)の中央部に照射されるレーザ光LB1は、貫通穴70の第一の領域H1を形成するためのレーザ光であり、レーザ光LB1が照射される領域の両側の領域に照射されるレーザ光LB2は貫通穴70の第二の領域H2および変色層26を形成するためのレーザ光である。この場合、図8(B)にように、貫通穴70は、天面部分22Tの幅方向(図中、左右方向)の中央部に位置するように形成されることになる。しかしながら、貫通穴70は領域X内であれば、任意の位置に形成できる。また、レーザ照射工程において、第一の領域H1の全周囲が第二の領域H2に囲まれるようにレーザ光LB1、LB2を照射すれば、図4に例示したような表示パターンを得ることができる。一方、レーザ照射工程において、第一の領域H1の周囲の一部分を第二の領域H2が囲むようにレーザ光LB1、LB2を照射すれば、図3に例示したような表示パターンを得ることができる。
【0041】
なお、図8(B)に例示する貫通穴70の断面構造は、図2に例示する貫通穴70の断面構造に対応するものである。一方、貫通穴70の断面構造として、図5に例示する断面構造を得たい場合には、図8(A)に例示した状態において、レーザ光LB2を照射しなければよい。
【0042】
また、図8(A)に示す例では、貫通穴70の形成に際して、レーザ光LB2の照射回数を1回のみとするか、複数回に分割するかに関係無く、常に同じエリア内にレーザ光LB2が照射される。これにより、図1および図2に示すように、着色層30の端面、吸光層40の端面および白色層50の端面は面一に形成される。また、図5に例示したような貫通穴70の形成に際して、レーザ光LB1の照射回数を1回のみとするか、複数回に分割するかに関係無く、常に同じエリア内にレーザ光LB1が照射される。これにより、図5に示すように、吸光層40の端面および白色層50の端面は、面一に形成される。
【0043】
その後、通常は、白色層50と、貫通穴70の内壁面72と、を覆うように保護層60を形成する保護層形成工程が実施される。これにより、図1に示す押釦スイッチ用部材10Aが得られる。これに対して、白色層形成工程の実施後に、更に、白色層50の全面を覆うように保護層60を設けた後に、図8(A)に例示した場合と同じ位置に対してレーザ照射を行えば、図6に例示したように、白色層50の表面50Tのみを覆うように保護層60が設けられた押釦スイッチ用部材10Bを得ることができる。
【0044】
なお、通常、押釦スイッチ用部材の機械的・化学的耐久性を確保する観点からは、実用上、保護層60を形成した押釦スイッチ用部材のニーズは非常に大きい。このため、通常は、最上層として保護層60を設けた状態の押釦スイッチ用部材が、工場から世界各国のユーザへと出荷され、ユーザにおいてこの押釦スイッチ用部材を用いた各種電子機器などの最終製品が組み立てられる。一方、工場から世界各国のユーザへと押釦スイッチ用部材を出荷する場合、言語の違い等に対応させて押釦スイッチ用部材を使用する国ごとに、レーザ加工により第一の領域H1および第二の領域H2を有する貫通穴70を形成する必要がある。それゆえ、世界各国のユーザからの受注を受けてから、短期間に押釦スイッチ用部材を出荷できるようにするためには、レーザ加工前の仕掛品をストックしておき、この仕掛品に対して各国の仕様に対応させるレーザ加工のみを行えば、直ぐに押釦スイッチ用部材を出荷できることが好ましい。
【0045】
したがって、以上に説明したような短納期の対応がより容易という点では、レーザ加工後に保護層60を形成するよりも、保護層60の形成後にレーザ加工が実施されることがより好ましいといえる。すなわち、保護層60の形成位置を除いて同一の構造を有する図1に示す押釦スイッチ用部材10A、および、図6に示す押釦スイッチ用部材10Bを比較した場合、短納期対応の点では、図6に示す押釦スイッチ用部材10Bが望ましいといえる。
【0046】
また、レーザ照射工程におけるレーザ照射の条件は、所望量の膜厚深さまでレーザエッチングできると共に、キートップ20の表層を変色させて半透明暗色の変色層26が形成できるのであれば、レーザパワー、照射回数等を適宜選択することができる。たとえば、図8(A)に示す例において、1回のレーザ照射時間内に所望のエッチング深さが得られると共に変色層26も形成できるように、レーザ光LB2のレーザパワーを、レーザ光LB1のレーザパワーよりも大きく設定した状態で、レーザ光LB1とレーザ光LB2とを同時に照射することができる。あるいは、レーザ光LB1のレーザパワーとレーザ光LB2のレーザパワーとを同一に設定して、実質的に白色層50および吸光層40のみを除去できるようにレーザ光LB1、LB2を同時に照射する。その後、必要に応じてレーザ光LB2のレーザパワーの設定を変えて、レーザ光LB2のみを再度照射して、着色層30を除去することで貫通穴70を完成させると共に、変色層26を形成してもよい。
【0047】
また、第一の本実施形態の押釦スイッチ用部材の製造方法では、必要に応じて、さらにその他の工程を実施することもできる。たとえば、着色層形成工程の実施後、かつ、吸光層形成工程の実施前に、少なくとも着色層30を覆うように透明層を設けてもよい。この場合、レーザ照射工程において、貫通穴70および変色層26を形成するためのレーザ照射条件がばらついたりしても、このばらつきを透明層によってキャンセルすることができるため、押釦スイッチ用部材10の量産に際して、着色層30に起因する第一の領域H1の色濃度ばらつきを確実に抑制することができる。以下に、このような効果についてより具体的に説明する。
【0048】
まず、第一の本実施形態の押釦スイッチ用部材10に用いられる着色層30は、白色度が25%以上であり、明度が高いため、基本的にはレーザ光を吸収し難しい。すなわち、着色層30は、基本的には、レーザ光によりエッチングされにくい。このため、貫通穴70の第一の領域H1内の底面72Bを、着色層30と吸光層40との界面に略一致させるように形成することが容易である。しかしながら、使用する複数のレーザ照射装置間の個体差が存在する場合や、使用するレーザ照射装置の性能が低い場合等においては、レーザ照射条件がばらつき易くなる。この場合、レーザエッチング量が過剰となり着色層30の厚みが薄くなる欠陥(下層抜け欠陥)が発生したり、レーザエッチング量が不足して、着色層30と吸光層40との界面に対して吸光層40側に底面72Bが形成される欠陥(上層残り欠陥)が発生するなどにより、第一の領域H1の色濃度ばらつきが生じ易くなる場合がある。しかしながら、透明層を設けた場合には、レーザ照射条件がばらつきに応じて透明層の膜厚の範囲内に位置するように底面72Bを形成することができるため、第一の領域H1により表示される色の色濃度ばらつきを確実に抑制することができる。
【0049】
なお、図9は、透明層を設けた場合の第一の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、具体的には、貫通穴の底面近傍の拡大断面図について示したものである。また、図9は、図2に例示する断面構造において、透明層を設けた例を示したものであり、図9中、保護層については記載を省略してある。図9に示す押釦スイッチ用部材10C(10)では、透明層80は、着色層30と吸光層40との間に設けられている。そして、貫通穴70の第一の領域H1内の底部72Bは、透明層80の膜厚の範囲内に位置するように形成されている。
【0050】
−第二の実施形態の押釦スイッチ用部材−
背景部が白色系の第一の本実施形態の押釦スイッチ用部材10では、上述したように、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れる。このような効果は、以下に説明する第二の本実施形態の押釦スイッチ用部材においても実現することができる。
【0051】
図10は、第二の本実施形態の押釦スイッチ用部材の一例を示す模式断面図であり、図11は、図10に示す押釦スイッチ用部材の貫通穴近傍の断面構造の一例を示す拡大断面図である。なお、図10および図11中、図1〜図9に示すものと実質的に同様の機能および構造を有するものには、同じ符号が付してある。
【0052】
図10に示す押釦スイッチ12は、キートップ90と、キートップ90の操作面92(側面部分92S、天面部分92T)上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層100、着色層30、吸光層40、白色層50および保護層60を有する。図10に示す第二の本実施形態の押釦スイッチ用部材12は、図1等に示す第一の押釦スイッチ用部材10において、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップ20を、キートップ90と、このキートップ90の操作面22上の少なくとも一部を覆うように設けられ、かつ、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層100とを含む部材に置き換えた点に主な特徴がある。そして、この点を除けば、図10に示す第二の本実施形態の押釦スイッチ用部材12と、図1等に示す第一の押釦スイッチ用部材10とは、実質的にほぼ同一の構造を有するものである。
【0053】
ここで、図10に示す押釦スイッチ用部材12では、感光性樹脂層100が、操作面92上の少なくとも一部を覆うように設けられ、着色層30が、感光性樹脂層100上の少なくとも一部を覆うように設けられ、吸光層40が、着色層30上の少なくとも一部を覆うように設けられ、白色層50が、感光性樹脂層100上、着色層30上および吸光層40上に配置されると共に、操作面22の全面を覆うように設けられる。
【0054】
なお、図10に示す例では、感光性樹脂層100は、操作面22の天面部分22Tのみを覆うように設けられ、着色層30は、感光性樹脂層100のみを覆うように配置され、吸光層40が、着色層30上に配置されると共に、操作面22の全面(天面部分22Tおよび側面部分22S)を覆うように設けられているが、感光性樹脂層100、着色層30および吸光層40の配置態様はこれのみに限定されるものではない。感光性樹脂層100は、たとえば、操作面22の全面に設けることもできるし、天面部分22Tの一部のみを覆うように設けることもできる。また、着色層30は、たとえば、感光性樹脂層100上の少なくとも一部分を覆うように設けられるのであれば、感光性樹脂層100で覆われていない操作面22上も覆うように設けてもよい。また、吸光層40は、感光性樹脂層100が配置された領域上を含むように、着色層30上の一部または全ての領域に設けることもできる。この場合、レーザ照射による貫通穴70の形成に際して、感光性樹脂層100と、着色層30とが、これら2つの層の平面方向において互いに重複する領域を利用して貫通穴70の第一の領域H1または第二の領域H2を形成することができ、感光性樹脂層100が存在せず、着色層30のみが存在する領域を利用して、貫通穴70の第一の領域を形成することができる。但し、キートップ90の裏面94(天面部分92Tと反対側の面)側から照射されるバックライト光の遮光性を確保する観点からは、吸光層40は、図10に例示するように、感光性樹脂層100および着色層30が存在する領域上に配置されると共に、操作面92の全面を覆うように設けられていることが好ましい。
【0055】
また、図10および図11に示す第二の本実施形態の押釦スイッチ用部材12には、図1等に例示した第一の本実施形態の押釦スイッチ用部材10と同様に、着色層30と、吸光層40と、白色層50とが、これら3つの層の平面方向において互いに重複する領域R内において、第一の領域H1および第二の領域H2を有する貫通穴70が設けられている。さらに、図10および図11に示す例では、図1および図2に例示した場合と同様に、白色層50と貫通穴70の内壁面72(側壁面72Sおよび底面72B)とを覆うように透光性の保護層60が設けられている。
【0056】
また、図10および図11に示す押釦スイッチ用部材12では、感光性樹脂層100の平面方向において、第二の領域H2内に位置する感光性樹脂層(図10および図11中、符号100Bで示す領域)が半透明暗色を示している。ここで、図1等に例示した第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2内に変色層26が存在し、この変色層26が外部から視認される。これに対して、図10および図11に示す第二の本実施形態の押釦スイッチ用部材12では、第二の領域H2内の感光性樹脂層100が半透明暗色の領域100Bを構成し、この半透明暗色の領域100Bが外部から視認される。そして、変色層26が、キートップ20の操作面22の表層の一部を構成しているのに対して、半透明暗色の領域100Bが、キートップ90の操作面22を覆うように設けられた感光性樹脂層100の一部を構成している点を除けば、変色層26および半透明暗色の領域100Bは、双方共に、半透明暗色を示し、実質的に同等の光学的機能を有する。
【0057】
このため、背景部が白色系である第二の本実施形態の押釦スイッチ用部材12においても、第一の本実施形態の押釦スイッチ用部材10と同様に、表示部の明度および背景部の明度の双方が高くても、非照光時および照光時のいずれにおいても表示部の視認性に優れる。
【0058】
なお、第二の本実施形態の押釦スイッチ用部材12は、第一の本実施形態の押釦スイッチ用部材10と同様に、その上面を見た場合の態様として、図3および図4に例示した態様を取り得ることがでる。また、第二の本実施形態の押釦スイッチ用部材12の断面構造は、表層に変性層26を有するキートップ20を、少なくとも一部が半透明暗色の領域100Bを含む感光性樹脂層100を含む部材に置き換えた点を除けば、第一の本実施形態の押釦スイッチ用部材10と同様に、図5、図6および図9に例示した態様を取り得ることができる。
【0059】
また、第二の本実施形態の押釦スイッチ用部材12の製造に際しては、公知の成膜方法、パターニング方法、レーザ加工方法等を適宜組み合わせて製造することができる。しかしながら、量産性等の観点からは、押釦スイッチ用部材12の製造に際して、キートップ20の代わりに、キートップ90の操作面92上の少なくとも一部を覆うように感光性樹脂層100を設けた部材を用いる点を除けば、図7および図8に例示した第一の本実施形態の押釦スイッチ用部材10の製造方法を利用することができる。すなわち、まず、キートップ90の操作面92上の少なくとも一部を覆うように感光性樹脂層100を形成する感光性樹脂層形成工程を実施する。その後、この感光性樹脂層100が形成されたキートプ90を用いて、感光性樹脂層100上の少なくとも一部を覆うように着色層30を形成する着色層形成工程を実施する。この着色層形成工程以降の工程については、図7および図8に例示した場合とほぼ同様に実施することができる。ここで、レーザ照射工程においては、キートップ20の表層に変色層26を形成する代わりに、感光性樹脂層100の平面方向において、第二の領域H2内に位置する感光性樹脂層100を半透明暗色に変色させるようにレーザーを照射して、半透明暗色の領域100Bを形成される。また、図8(A)中の領域Xは、感光性樹脂層100と、着色層30と、吸光層40と、白色層50とが、これら4つの層の平面方向において互いに重複して設けられた領域を意味する。
【0060】
なお、第二の本実施形態の押釦スイッチ用部材12の変形例として、以下に説明する手順で第三の本実施形態の押釦スイッチ用部材を作製することもできる。まず、感光性樹脂層形成工程および着色層形成工程の実施に際しては、操作面92上に感光性樹脂層100と、着色層30とを、操作面92の平面方向において互いに重複しないように隣接して配置してもよい。この場合、第一の領域H1に対応する範囲に少なくとも着色層30を配置し、第二の領域H2に対応する範囲に感光性樹脂層100を配置し、これら2つの層の上を覆うように吸光層40を設け、さらに、操作面92の全面を覆うように白色層50を設ける。その後、レーザー照射工程を実施することにより、第一の領域H1の底面に露出する着色層30の周囲を囲うように、第二の領域H2の底面に露出する半透明暗色の領域100Bを配置した貫通穴70を形成できる。
【0061】
次に、第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12を構成する各層の部材や、貫通穴70を形成する際のレーザ照射条件の詳細について説明する。
【0062】
−キートップ−
キートップ20、90は、図1等に例示したように1つのキーとして認識できる形状、または、複数のキーとして認識できる形状(1枚のシートに個々のキー部分に対応する複数の凸部等を設けた形状)を成し、かつ、透明なものであればその形状や材質は特に限定されない。しかしながら、キートップ20、90としては、一般的には、断面形状が半円形や半楕円形、台形等などのブロック状樹脂が用いられ、このブロック状樹脂は、基材と一体を成すように、または、基材に接着等により固定することで、基材の片面に複数個設けられたものでもよい。キートップ20、90は、たとえば、射出成型や、UV硬化型樹脂を用いた型転写などにより作製することができる。
【0063】
また、第一の押釦スイッチ用部材10を構成するキートップ20は、照光時において、第二の領域H2が発光し、非照光時において第二の領域H2が暗色を呈することができるように、可視光域の波長に対して半透明であることが必要である。ここで、キートップ20の透過率は40%〜90%の範囲内が好ましく、50%〜80%の範囲内がより好ましい。但し、「キートップ20が、可視光域の波長に対して半透明である」とは、室内での通常の照明環境下において、変色層26の厚み方向に対して、キートップ20の変色層26が設けられた領域を目視観察した場合において、当該領域が半透明であることを意味する。また、「キートップ20の透過率」とは、変色層26の厚み方向に対して光を照射して透過率を測定した場合の透過率を意味する。一方、第二の押釦スイッチ用部材12を構成するキートップ90は、可視光域の波長に対して透明であることが必要であり、その透過率は、1%〜30%の範囲、70%〜98%の範囲が好ましい。
【0064】
ここで、第二の押釦スイッチ用部材12を構成するキートップ90の作製に用いられる透明な樹脂材料としては、たとえば、ポリカーボネート樹脂やABS樹脂(アクリロニトリル・ブタジエン・スチレン共重合樹脂)、PMMA樹脂(ポリメチルメタクリレート樹脂)、PBT樹脂(ポリブチレンテレフタレート樹脂)、PA樹脂(ポリアミド樹脂)、また、UV硬化型樹脂としてはウレタンアクリレートなどが挙げられる。
【0065】
また、第一の押釦スイッチ用部材10を構成するキートップ20の作製に用いられる樹脂材料としては、レーザー光の照射により暗色に変色する感光性樹脂を用いることができる。このような感光性樹脂としては、特に限定されず、公知の樹脂材料を利用できるが、たとえば、(1)上述したキートップ90を構成する通常の透明な樹脂材料に、レーザ光の照射によって暗色に発色する感光色素を添加した樹脂材料、(2)上述したキートップ90を構成する樹脂材料分子の官能基として、感光色素として機能する官能基を導入した樹脂材料、あるいは、(3)上述したキートップ90を構成する樹脂材料分子の官能基として、感光機能の一部を有する官能基を導入した樹脂材料に、レーザ光の照射に際して上記官能基と反応して暗色に発色する感光機能の一部を有する物質を添加した樹脂材料、などを用いることができる。感光色素(あるいは感光色素に相当する機能を有する官能基)としては、レーザ光の照射によって暗色に発色するものであれば公知の感光色素が利用でき、1種類の物質もしくは官能基、2種類以上の物質の組み合わせ、あるいは、1種類以上の官能基と1種類以上の物質との組みあわせからなるもののいずれも利用できる。
【0066】
なお、上記(1)の場合、感光色素としては、たとえば、DSM社製のMICABS A200、A204、A206、A324、A326などを用いることができる。また、感光色素の添加量としては特に限定されないが、一般的には0.005重量%〜5重量%の範囲内とすることができる。但し、感光色素の添加により、キートップ20の透過率が低下する感光色素(たとえば、上記MICABS A324など)を用いる場合、レーザ照射時に暗色化した際の色濃度の確保と、バックライト光の透過性の確保とをバランス良く両立させる観点から、感光色素の添加量は、0.01重量%〜4重量%の範囲内が好ましく、1重量%〜3重量%の範囲内がより好ましい。
【0067】
なお、キートップ20の表層に形成される変色層26は、暗色を示すことに加え、半透明であることが必要である。ここで、変色層26の光透過率を制御する方法としては、貫通穴70の第二の領域H2を形成するためのレーザー光LB2の波長、照射強度または照射時間等を適宜選択することにより調整できる。また、キートップ20を構成する材料として感光色素を含む感光性樹脂を用いている場合、感光色素の種類、添加量等を適宜選択することにより調整できる。
【0068】
キートップ20、90の厚みとしては、特に限定されないが、押釦用スイッチ用部材10の薄型化を図る観点からは1.2mm以下が好ましく、0.6mm以下がより好ましい。なお、(1)第一の本実施形態の押釦スイッチ用部材10において、キートップ20の表層に変色層26を設けない実施態様、および、(2)第二の本実施形態の押釦スイッチ用部材12において、感光性樹脂層100中に、半透明暗色の領域100Bが存在しない実施態様、のいずれの実施態様においても、非照光時においては、第二の領域H2は、黒色等の暗色を呈する。これは、第二の領域H2以外は、キートップ20の操作面22上およびキートップ90の操作面92上は、着色層30、吸光層40および白色層50という遮光性の高い膜で覆われているためである。但し、上記(1)および(2)に示す実施態様では、非照光時において、第二の領域H2が確実に黒色等の明度の低い暗色を呈するようにするためには、キートップ20、90の厚みを一定以上とする必要がある。これは、外部から第二の領域H2を介してキートップ20、90内に入射した光が、反射されて、再び、キートップ20、90内から第二の領域H2を介して外部へと出ていくのを抑制する必要があるためである。
【0069】
しかしながら、第一の本実施形態の押釦スイッチ用部材10では、第二の領域H2内に位置する変色層26が押釦スイッチ用部材10の外部から内部、または、内部から外部へと照射される光を吸収してしまう。また、第二の本実施形態の押釦スイッチ用部材12では、第二の領域H2内に位置する半透明暗色の領域100Bが押釦スイッチ用部材10の外部から内部へと入射される光、および、内部から外部へと反射される光を吸収してしまう。このため、非照光時における第二の領域H2の明度を低く制御するために、キートップ20、90の厚みを制御する必要がない。すなわち、第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12は、上述した(1)および(2)に示す実施態様と比べて、押釦スイッチ用部材12の薄型化が極めて容易である。
【0070】
なお、キートップ20、90の厚みの下限値は特に限定されないが、押釦スイッチ用部材10、12の強度を確保する等の実用上の観点からは0.4mm以上が好ましい。
【0071】
−着色層−
着色層30は、その白色度が、25%以上であることが必要である。これにより第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12の外観全体を白系の色調に統一したデザインが実現できる。これに加えて、非照光時において、着色層30の色を表示する第一の領域H1と、この第一の領域H1を少なくとも部分的に囲むように配置される第二の領域H2とのコントラスト差を十分に確保できる。このため、第一の領域H1の平面形状として示される文字等の視認性を確保できる。さらに、レーザ光を吸収し難しくなるため、レーザ照射により貫通穴70を形成する場合には、レーザ光を過剰に吸収して、着色層30も除去されるように貫通穴70が形成されるのを確実に防ぐこともできる。なお、白色度は40%以上が好ましく、50%以上がより好ましい。また、白色度の上限は特に限定されないが、実用上は70%以下である。
【0072】
また、着色層30の可視光域の光に対する透過率としては、非照光時において第一の領域H1が不透明な着色した状態として視認でき、かつ、照光時において第一の領域H1が明るく発光しているのが視認できるのであれば特に限定されないが、通常は、10%〜60%の範囲内が好ましく、20%〜50%の範囲内であることがより好ましい。
【0073】
なお、着色層30の色は、適宜選択することができ、たとえば、背景部(領域B)の色を呈する白色層50と実質的に同一の色であってもよい。なお、着色層30の厚みとしては、第一の領域H1の色濃度を確保してデザイン性、視認性を高める等の実用上の観点から、1.0μm以上が好ましく、1.5μm以上が好ましい。また、着色層30の厚みの上限は、特に限定されないが、実用上は10μm以下であることが好ましい。
【0074】
着色層30の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法や、スプレー塗布法等も利用できる。ここで、着色層30は、主に色材成分および樹脂成分から構成され、これらの成分を溶媒に溶解させたインクを用いて形成される。ここで色材成分としては、公知の顔料や染料が利用でき、この他に、金属薄片、フレーク状ガラスの表面に金属および/または金属酸化物をコーティングした光輝性無機顔料なども利用できる。
【0075】
−吸光層−
吸光層40は、レーザ加工に使用するレーザ光を効率的に吸収する機能を有するものであり、白色層50のみを設けた場合と比べて、白色層50と吸光層40とを組み合わせて設けることで、レーザ加工が容易となるのであれば、その構成は特に限定されない。なお、上述したような機能を達成する上で、吸光層40の色としては、一般的に黒色、シルバー色、あるいは、灰色等の色であることが好ましい。吸光層40を構成する材料としては、レーザ光の吸収を促進すると共に、層としての形態を維持する観点から、たとえば、カーボンブラックなどのカーボン系材料、アルミ粉などが、樹脂材料に分散して含まれていることが好ましい。なお、吸光層40の厚みは5μm以上が好ましく、10μm以上がより好ましい。厚みを5μm以上とすることにより、レーザ光を効率的に吸収でき、白色層50が存在しても、第一の領域H1および第二の領域H2を形成するのに必要な深さを有する貫通穴70を形成することができる。なお、吸光層40の厚みの上限は特に限定されないが、実用上は、30μm以下であることが好ましい。吸光層40の形成方法は特に限定されないが、たとえば、吸光層40を形成する材料を溶解・分散させた溶液を用いたオフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。
【0076】
−白色層−
白色層50の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。ここで、白色層50は、主に白色系色材成分および樹脂成分から構成され、これらの成分を溶媒に溶解させたインクを用いて形成される。ここで色材成分としては、ピュアホワイトや、パールホワイトなどの公知の白色系顔料や白色系染料が利用できる。なお、非常に淡く着色したホワイト色としたい場合には、非白色系色材を必要に応じて少量併用してもよい。なお、白色層50に起因する押釦スイッチ用部材10の白色度は、特に限定されるものではないが、背景部の白さを基調としたデザイン性を確保する観点から60%以上が好ましく、70%以上がより好ましく、75%以上が特に好ましい。白色層50の厚みとしては、下地層である吸光層40の色合いを確実に隠蔽する観点から、5μm以上であることが好ましく、7μm以上であることが好ましい。また、白色層50の厚みの上限値は、レーザ光の反射が過剰になり、貫通穴70の形成が困難となるのを防ぐ観点から、30μm以下が好ましく、20μm以下がより好ましい。
【0077】
なお、本願明細書において、着色層30および白色層50の白色度は、微小面分光色差計(日本電色工業株式会社製、VSS400)を用い、測定面積を直径換算で0.5mmとし、SCE(正反射成分を含まない)に設定して測定した値を意味する。
【0078】
−保護層−
保護層60の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。保護層60は、主に可視光に対して透光性を有する材料成分から構成され、この成分を溶媒に溶解させた溶液を用いて形成される。保護層60は、可視光域の波長に対して透明であればよく、その透過率は、70%以上が好ましく、80%以上がより好ましい。保護層60を構成する材料は、可視光域の波長に対して透明であり、かつ、押釦スイッチ用部材10表面の機械的・化学的耐久性を向上させることができるものであれば公知の材料を利用でき、たとえば、ウレタンアクリレート等の透明な樹脂材料や、公知のハードコート剤などが利用できる。なお、保護層60の厚みとしては、機械的・化学的耐久性を向上の確保、保護層60を形成した後にレーザ照射を行う場合におけるレーザ照射による層の除去代の低減、材料コストの抑制等の実用上の観点から、5μm〜30μmの範囲内が好ましく、10μm〜25μmの範囲内がより好ましい。
【0079】
−透明層−
透明層80の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。透明層80は、主に可視光に対して透光性を有する材料成分から構成され、この成分を溶媒に溶解させた溶液を用いて形成される。透明層80は、可視光域の波長に対して透明であればよく、その透過率は、80%以上が好ましく、90%以上がより好ましく、100%に近いほど好ましい。透明層80を構成する材料は、可視光域の波長に対して透明であれば公知の材料を利用でき、たとえば、公知の透明な樹脂材料や、公知のハードコート剤などが利用できる。また、着色層30および/または吸光層40との密着性を高めるために、これらの層に含まれる樹脂成分と同一・類似の分子構造を有する透明な樹脂材料を用いることも好ましい。なお、図6に例示した押釦スイッチ用部材10Bのように、貫通穴70の底面72Bが保護層60で覆われない場合、透明層80は保護層60と同様の材料を用いて形成されることが特に好ましい。この場合、貫通穴70の底面72Bが保護層60で覆われなくても、保護層60を設けた場合と同様の機械的・化学的耐久性が、第一の領域H1においても確保できる。
【0080】
透明層80の厚みは特に限定されないが、透明層形成工程を実施した直後の透明層80の厚み、言い換えれば、押釦スイッチ用部材10における着色層30と吸光層40との間に挟まれる位置に存在する透明層80の厚みとしては、少なくとも1.0μm以上であることが好ましく、2.0μm以上であることがより好ましい。厚みを1.0μm以上とすることにより、レーザ照射時の加工マージンを十分に確保できるため下層抜け欠陥や上層残り欠陥の発生をより確実に抑制できる。なお、厚みの上限は特に限定されないが、実用上は10μm以下であることが好ましい。
【0081】
−感光性樹脂層−
感光性樹脂層100の形成方法は特に限定されないが、たとえば、オフセット印刷、スクリーン印刷、パッド印刷などの公知の印刷方法、または、公知の塗装方法が利用できる。感光性樹脂層100は、感光性樹脂材料を主成分として含む材料成分から構成され、この材料成分を溶媒に溶解させた溶液を用いて形成される。感光性樹脂材料としては、レーザー光の照射により暗色に変色する感光性樹脂を用いることができる。このような感光性樹脂としては、特に限定されず、公知の透明な樹脂材料を利用できるが、たとえば、(1)上述したキートップ90または透明層80を構成する透明な樹脂材料に、レーザ光の照射によって暗色に発色する感光色素を添加した樹脂材料、(2)上述したキートップ90または透明層80を構成する樹脂材料分子の官能基として、感光色素として機能する官能基を導入した樹脂材料、あるいは、(3)上述したキートップ90または透明層80を構成する樹脂材料分子の官能基として、感光機能の一部を有する官能基を導入した樹脂材料に、レーザ光の照射に際して上記官能基と反応して暗色に発色する感光機能の一部を有する物質を添加した樹脂材料、などを用いることができる。ここで感光色素(あるいはこれに相当する機能を有する官能基)としては、キートップ20に用いるものと同様の物質が利用できる。また、感光色素の添加量は特に限定されるものではないが、たとえば、キートップ20と同程度前後に設定することができる。
【0082】
なお、感光性樹脂層100の少なくとも一部分に形成される半透明暗色の領域100Bは、暗色を示すことに加え、半透明であることが必要である。ここで、半透明暗色の領域100Bの光透過率を制御する方法としては、貫通穴70の第二の領域H2を形成するためのレーザー光LB2の波長、照射強度または照射時間等を適宜選択することにより調整できる。また、感光性樹脂層100を構成する材料として感光色素を含む感光性樹脂を用いている場合、感光色素の種類、添加量、感光性樹脂層100の膜厚等を適宜選択することにより調整できる。また、半透明暗色の領域100Bは、第二の領域H2内に対応するように存在するのであれば、感光性樹脂層100の厚み方向の少なくとも一部の領域において存在していてもよく、感光性樹脂層100の厚み方向の全領域に存在していてもよい。
【0083】
感光性樹脂層100の膜厚としては特に限定されず、適宜選択できるが、外部から押釦スイッチ用部材12を視認した場合において、第二の領域H2が、照光時においては十分に発光し、非照光時においては、明度の十分に低い暗色として認識されるように、2μm〜30μmの範囲内とすることが好ましい。また、同様の観点から感光性樹脂層100の半透明暗色の領域100Bの光透過率としては、1%〜40%の範囲内が好ましく、1%〜30%の範囲内がより好ましい。
【0084】
−レーザ照射条件−
レーザ照射による貫通穴70の形成に際して利用するレーザ光源およびレーザ照射条件については、形成する貫通穴70の深さ・幅などに応じて適宜選択できる。そして、レーザ加工に際しては、レーザビームを白色層50または保護層60の略真上から走査する。レーザ光源としては、公知のレーザ光源が利用でき、紫外域、可視域、または、赤外域のいずれの波長域のレーザ光源でも利用できる。赤外域のレーザ光源を利用する場合、たとえば1064nmの中心波長を持つものとしては、YAGレーザや、YVO4レーザなどを挙げることができる。
【0085】
−キーパネルおよび電子機器−
本実施形態のキーパネルは、少なくとも第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12から選択される少なくとも一方の押釦スイッチ用部材を備えたものである。ここで、本願明細書において、「キーパネル」とは操作スイッチを有する操作盤のことである。キーパネルは、スイッチ操作による操作対象となる電子機器本体と一体に設けられたものであってもよいし、スイッチ操作による操作対象となる電子機器本体と物理的に分離して設けられたものであってもよい。なお、後者の場合は、キーパネルと電子機器とが、有線接続されるタイプであってもよいし、キーパネルと電子機器とが赤外線通信などによって信号のやり取りが可能なワイヤレスタイプであってもよい。代表的な例としては、エアーコンディショナ、インターホン、テレビ等のリモートコントローラ、デスクトップタイプのパーソナルコンピューターのキーボードなどに用いられる操作盤が挙げられる。また、キーパネルを備えた電子機器(キーパネルが電子機器本体と一体化した電子機器)としては、電子辞書、携帯端末、スマートフォン、電卓、ノートタイプのパーソナルコンピューター、パーソナルディジタルアシスタンス(PDA)、MP3プレーヤ等の音楽再生機能を持つ携帯型プレーヤなどが挙げられる。
【0086】
第一の本実施形態の押釦スイッチ用部材10および第二の本実施形態の押釦スイッチ用部材12は、照光式の押釦スイッチ用部材である。このため、第一の本実施形態の押釦スイッチ用部材10を用いたキーパネルには、第一の本実施形態の押釦スイッチ用部材10以外にも、押釦スイッチ用部材10の裏面24側に光源または導光板が更に設けられる。同様に、第二の本実施形態の押釦スイッチ用部材12を用いたキーパネルには、第二の本実施形態の押釦スイッチ用部材12以外にも、押釦スイッチ用部材12の裏面94側に光源または導光板が更に設けられる。ここで、「光源」とは、裏面24、94側を照射するために自らが発光する光源を意味する。なお、裏面24、94側に導光板を設ける場合は、導光板の端部側に光源が配置される。また、光源としては、たとえば、LEDやエレクトロルミネッセンスシート(ELシート)等が利用できる。
【0087】
本実施形態の電子機器は、上述したキーパネルを電子機器本体と一体的に有するものであればその用途は特に限定されないが、携帯型の電子機器;例えば、携帯端末、電子辞書、PDA、ノートタイプのパーソナルコンピューターなどであることが好ましく、特に携帯端末であることが最も好ましい。図12は、本実施形態の電子機器の一例を示す外観図であり、具体的には携帯端末について示す図である。図12に示す携帯端末200は、ディスプレイ部分202と、第一の本実施形態の押釦スイッチ用部材10および/または第二の本実施形態の押釦スイッチ用部材12を備えたキーパネルを有する本体部分204とから構成されている。
【符号の説明】
【0088】
10、10A、10B、10C 押釦スイッチ用部材
12 押釦スイッチ用部材
20 キートップ
22 操作面
22T 天面部分
22S 側面部分
24 裏面
26 変色層
30 着色層
40 吸光層
50 白色層
50T 表面
50S 端面
60 保護層
70 貫通穴
72 内壁面
72B 底面
72S 側壁面
80 透明層
90 キートップ
92 操作面
92T 天面部分
92S 側面部分
94 裏面
100 感光性樹脂層
100B 半透明暗色の領域
200 携帯端末
202 ディスプレイ部分
204 本体部分
【特許請求の範囲】
【請求項1】
レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップと、
該キートップの操作面上に積層された着色層、吸光層および白色層と、を少なくとも有し、
上記着色層が、上記操作面上の少なくとも一部を覆うように設けられ、
上記吸光層が、上記着色層上の少なくとも一部を覆うように設けられ、
上記白色層が、上記着色層上および上記吸光層上に配置されると共に、上記操作面全面を覆うように設けられ、
上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複する領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通すると共に、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、
上記キートップの上記操作面の平面方向において、上記第二の領域内に位置する上記キートップの上記操作面の表層部分が半透明暗色を示す変色層からなり、かつ、
上記着色層の白色度が、25%以上であることを特徴とする押釦スイッチ用部材。
【請求項2】
キートップと、
該キートップの操作面上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層、着色層、吸光層および白色層と、を少なくとも有し、
上記感光性樹脂層が、上記操作面上の少なくとも一部を覆うように設けられ、
上記着色層が、上記感光性樹脂層上の少なくとも一部を覆うように設けられ、
上記吸光層が、上記着色層上の少なくとも一部を覆うように設けられ、
上記白色層が、上記感光性樹脂層上、上記着色層上および上記吸光層上に配置されると共に、上記操作面全面を覆うように設けられ、
上記感光性樹脂層と、上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複する領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通すると共に、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、
上記感光性樹脂層の平面方向において、上記第二の領域内に位置する上記感光性樹脂層が半透明暗色を示し、かつ、
上記着色層の白色度が、25%以上であることを特徴とする押釦スイッチ用部材。
【請求項3】
請求項1または2に記載の押釦スイッチ用部材において、
前記第一の領域の全周囲が、前記第二の領域によって囲まれていることを特徴とする押釦スイッチ用部材。
【請求項4】
請求項1〜3のいずれか1つに記載の押釦スイッチ用部材において、
前記キートップの厚みが1.2mm以下であることを特徴とする押釦スイッチ用部材。
【請求項5】
請求項1〜4のいずれか1つに記載の押釦スイッチ用部材において、
前記貫通穴が、レーザー加工により形成されたことを特徴とする押釦スイッチ用部材。
【請求項6】
請求項1〜5のいずれか1つに記載の押釦スイッチ用部材において、
前記白色層と、前記貫通穴の内壁面と、を覆う保護層が設けられていることを特徴とする押釦スイッチ用部材。
【請求項7】
請求項1〜6のいずれか1つに記載の押釦スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項8】
請求項1〜6のいずれか1つに記載の押釦スイッチ用部材を備えたことを特徴とする電子機器。
【請求項9】
請求項8に記載の電子機器において、
電子機器が携帯端末であることを特徴とする電子機器。
【請求項10】
レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップの操作面上の一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、
上記着色層上の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、
上記着色層上および上記吸光層上に配置されると共に上記操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、
上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通し、かつ、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、
上記キートップの上記操作面の平面方向において、上記第二の領域内に位置する上記キートップの上記操作面の表層部分に半透明暗色を示す変色層を形成するようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする押釦スイッチ用部材の製造方法。
【請求項11】
キートップの操作面上の少なくとも一部を覆うように、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層を形成する感光性樹脂層形成工程と、
上記感光性樹脂層上の少なくとも一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、
上記着色層の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、
上記感光性樹脂層上、上記着色層上および上記吸光層上に配置されると共に上記操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、
上記感光性樹脂層と、上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通し、かつ、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、
上記感光性樹脂層の平面方向において、上記第二の領域内に位置する上記感光性樹脂層を半透明暗色に変色させるようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする押釦スイッチ用部材の製造方法。
【請求項12】
請求項10または11に記載の押釦スイッチ用部材の製造方法において、
前記第一の領域の全周囲が、前記第二の領域によって囲まれるように前記レーザ照射工程を実施することを特徴とする押釦スイッチ用部材の製造方法。
【請求項13】
請求項9〜12のいずれか1つに記載の押釦スイッチ用部材の製造方法において、
前記レーザ照射工程を経た後に、前記白色層と、前記貫通穴の内壁面と、を覆うように保護層を形成する保護層形成工程を実施することを特徴とする押釦スイッチ用部材の製造方法。
【請求項1】
レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップと、
該キートップの操作面上に積層された着色層、吸光層および白色層と、を少なくとも有し、
上記着色層が、上記操作面上の少なくとも一部を覆うように設けられ、
上記吸光層が、上記着色層上の少なくとも一部を覆うように設けられ、
上記白色層が、上記着色層上および上記吸光層上に配置されると共に、上記操作面全面を覆うように設けられ、
上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複する領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通すると共に、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、
上記キートップの上記操作面の平面方向において、上記第二の領域内に位置する上記キートップの上記操作面の表層部分が半透明暗色を示す変色層からなり、かつ、
上記着色層の白色度が、25%以上であることを特徴とする押釦スイッチ用部材。
【請求項2】
キートップと、
該キートップの操作面上に積層された、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層、着色層、吸光層および白色層と、を少なくとも有し、
上記感光性樹脂層が、上記操作面上の少なくとも一部を覆うように設けられ、
上記着色層が、上記感光性樹脂層上の少なくとも一部を覆うように設けられ、
上記吸光層が、上記着色層上の少なくとも一部を覆うように設けられ、
上記白色層が、上記感光性樹脂層上、上記着色層上および上記吸光層上に配置されると共に、上記操作面全面を覆うように設けられ、
上記感光性樹脂層と、上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複する領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通すると共に、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴が設けられ、
上記感光性樹脂層の平面方向において、上記第二の領域内に位置する上記感光性樹脂層が半透明暗色を示し、かつ、
上記着色層の白色度が、25%以上であることを特徴とする押釦スイッチ用部材。
【請求項3】
請求項1または2に記載の押釦スイッチ用部材において、
前記第一の領域の全周囲が、前記第二の領域によって囲まれていることを特徴とする押釦スイッチ用部材。
【請求項4】
請求項1〜3のいずれか1つに記載の押釦スイッチ用部材において、
前記キートップの厚みが1.2mm以下であることを特徴とする押釦スイッチ用部材。
【請求項5】
請求項1〜4のいずれか1つに記載の押釦スイッチ用部材において、
前記貫通穴が、レーザー加工により形成されたことを特徴とする押釦スイッチ用部材。
【請求項6】
請求項1〜5のいずれか1つに記載の押釦スイッチ用部材において、
前記白色層と、前記貫通穴の内壁面と、を覆う保護層が設けられていることを特徴とする押釦スイッチ用部材。
【請求項7】
請求項1〜6のいずれか1つに記載の押釦スイッチ用部材を備えたことを特徴とするキーパネル。
【請求項8】
請求項1〜6のいずれか1つに記載の押釦スイッチ用部材を備えたことを特徴とする電子機器。
【請求項9】
請求項8に記載の電子機器において、
電子機器が携帯端末であることを特徴とする電子機器。
【請求項10】
レーザー光の照射により暗色に変色する感光性樹脂を主成分として含むキートップの操作面上の一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、
上記着色層上の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、
上記着色層上および上記吸光層上に配置されると共に上記操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、
上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通し、かつ、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、
上記キートップの上記操作面の平面方向において、上記第二の領域内に位置する上記キートップの上記操作面の表層部分に半透明暗色を示す変色層を形成するようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする押釦スイッチ用部材の製造方法。
【請求項11】
キートップの操作面上の少なくとも一部を覆うように、レーザー光の照射により暗色に変色する感光性樹脂を主成分として含む感光性樹脂層を形成する感光性樹脂層形成工程と、
上記感光性樹脂層上の少なくとも一部を覆うように白色度が、25%以上である着色層を形成する着色層形成工程と、
上記着色層の少なくとも一部を覆うように吸光層を形成する吸光層形成工程と、
上記感光性樹脂層上、上記着色層上および上記吸光層上に配置されると共に上記操作面全面を覆うように白色層を形成する白色層形成工程と、を少なくとも経た後に、
上記感光性樹脂層と、上記着色層と、上記吸光層と、上記白色層とが、これら3つの層の平面方向において互いに重複して設けられた領域内において、
上記吸光層および上記白色層の厚み方向に対して、上記吸光層および上記白色層を貫通するように設けられた第一の領域と、
上記着色層、上記吸光層および上記白色層の厚み方向に対して、上記着色層、上記吸光層および上記白色層を貫通し、かつ、上記第一の領域の輪郭線に接して上記第一の領域の周囲を少なくとも部分的に囲うように設けられた第二の領域と、を有する貫通穴を形成すると共に、
上記感光性樹脂層の平面方向において、上記第二の領域内に位置する上記感光性樹脂層を半透明暗色に変色させるようにレーザ照射するレーザ照射工程を少なくとも経ることにより、押釦スイッチ用部材を製造することを特徴とする押釦スイッチ用部材の製造方法。
【請求項12】
請求項10または11に記載の押釦スイッチ用部材の製造方法において、
前記第一の領域の全周囲が、前記第二の領域によって囲まれるように前記レーザ照射工程を実施することを特徴とする押釦スイッチ用部材の製造方法。
【請求項13】
請求項9〜12のいずれか1つに記載の押釦スイッチ用部材の製造方法において、
前記レーザ照射工程を経た後に、前記白色層と、前記貫通穴の内壁面と、を覆うように保護層を形成する保護層形成工程を実施することを特徴とする押釦スイッチ用部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】

【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−104243(P2012−104243A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−249062(P2010−249062)
【出願日】平成22年11月5日(2010.11.5)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月5日(2010.11.5)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]