
押釦スイッチ用部材およびその製造方法

【課題】部品点数が増加することなく、簡単な構造で段階的な接触が可能な押釦スイッチ用部材を得ること。
【解決手段】基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、接点部材は、固定電極側に配置される金属部28と、金属部28の固定電極と反対側に積層される樹脂部と、を有し、金属部28は、固定電極と対向する側から反対側に向かってへこむ凹部44と、凹部44の外周から外方に向かって水平に延出する平坦部45とを有し、金属部28に複数の貫通孔46を設ける。
【解決手段】基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、接点部材は、固定電極側に配置される金属部28と、金属部28の固定電極と反対側に積層される樹脂部と、を有し、金属部28は、固定電極と対向する側から反対側に向かってへこむ凹部44と、凹部44の外周から外方に向かって水平に延出する平坦部45とを有し、金属部28に複数の貫通孔46を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、各種電子機器に備えられる押釦スイッチ用部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、押釦スイッチは自動車、カメラ、もしくは携帯電話等の電気機器に広く使用されている。特に、自動車のパワーウインドのマニュアル/オートスイッチやカメラのズームスイッチにおいては、スイッチの電気的な接続を多段階に行わせることが要求されている。
【0003】
特許文献1には、押圧部から下方に突出形成される第1の可動接点と、当該第1の可動接点の外側を環状に囲むように押圧部から下方に延出する第2の可動接点とを有する押釦スイッチ用部材が開示されている。また、第1の可動接点の先端には、クリック感を出すために逆椀状の逆椀状部が設けられている。
【0004】
【特許文献1】特開2001−67979号公報(図1、図2参照)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されている押釦スイッチ用部材では、ストローク差を有する複数の接点を併設することで、基板上の接点との段階的な接触を実現している。そのため、複数の接点を併設するためのスペースが要求され、押釦スイッチやそのユニットの構造が複雑となる。
【0006】
本発明は、かかる問題に鑑みてなされたものであり、その目的とするところは、部品点数が増加することなく、簡単な構造で段階的な接触が可能な押釦スイッチ用部材を提供しようとするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、接点部材は、固定電極側に配置される金属部と、金属部の固定電極と反対側に積層される樹脂部と、を有し、金属部は、固定電極と対向する側から反対側に向かってへこむ凹部と、凹部の外周から外方に向かって水平に延出する平坦部とを有し、金属部には複数の貫通孔が設けられているものである。
【0008】
このように構成した場合には、金属部に複数の貫通孔が設けられているため、これら複数の貫通孔により金属の剛性が低下する。
【0009】
また、他の発明は、上述の発明に加えて更に、樹脂部を、複数の樹脂層を積層させた積層体とした。このように構成した場合には、樹脂層を積層することで、金属部を薄くしても接点シートの反りを防ぐことが可能となる。このため、押釦スイッチ用部材に柔軟性を持たせることができる。したがって、接点部材と固定接点との間に異物が介在した場合、その異物に追従して接点部材が変形する。その結果、接点部材と固定接点との間の接触不良を防止できる。
【0010】
また、他の発明は、上述の発明に加えて更に、樹脂部はシリコーンゴム層を含むものである。このように構成した場合には、押釦スイッチ用部材は、耐熱性、成形性および耐久性に優れたものとなる。また、大量生産にも適したものとなる。
【0011】
さらに、他の発明は、上述の発明に加えて更に、金属部と樹脂部との間に非シリコーンゴム系の樹脂層を積層させたものである。このように構成した場合には、使用時の油や汗等の汚れが押釦スイッチに付着し、その汚れの成分となる脂肪類等が、樹脂部に浸透した場合でも、非シリコーンゴム系の樹脂層によってその浸透が防止される。そのため、金属部に脂肪類等が到達し、該脂肪類等が金属部に設けられた貫通孔から滲み出して、接点部材と固定電極とが接触不良を起こすことを防止できる。
【0012】
さらに、本発明は、操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、金属部に複数の貫通孔を形成する穴あけ工程と、金属部と樹脂部とを積層させる積層工程と、金属部に樹脂部を積層させた積層体を所定の径に打ち抜く際、金属部に凹部を形成する成形工程とを有するものである。
【0013】
このように構成した場合には、積層体を打ち抜く際に、その金属部に凹部を形成することができる。そのため、凹部を形成するために複数の工程を必要とすることがなくなり、その結果、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【0014】
さらに、本発明は、操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、金属部に複数の貫通孔を形成する穴あけ工程と、金属部と樹脂部とを積層させる積層工程と、金属部と樹脂部とを積層させた積層体を所定の径に打ち抜いた打抜部材を、押釦スイッチ用カバー部材の成形金型に設けられた接点凹部に配置する配置工程と、成形金型に成形材料を投入し、該成形材料を打抜部材と一体成形し、打抜部材に凹部を形成する成形工程とを有する。
【0015】
このように構成した場合には、押釦スイッチ用カバー部材の成形と同時に、打抜部材に凹部を形成することができる。そのため、複数の工程を経ることなく、凹部が形成された押釦スイッチ用部材を具備する押釦スイッチを製造することができる。したがって、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【発明の効果】
【0016】
本発明によると、部品点数が増加することなく、簡単な構造で段階的な接触が可能な押釦スイッチ用部材を得ることができる。
【発明を実施するための最良の形態】
【0017】
(第1の実施の形態)
以下、本発明の第1の実施の形態に係る押釦スイッチ用部材10について、図面を参照しながら説明する。
【0018】
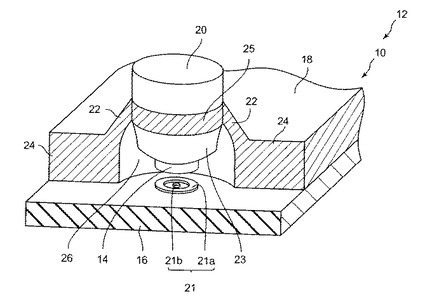
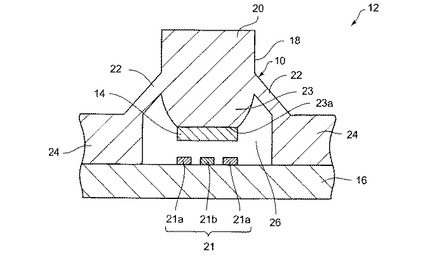
図1は、本発明の第1の実施の形態に係る押釦スイッチ用部材10を部分的に切断した状態を示す斜視図である。図2は、押釦スイッチ用部材10の断面を示す図である。図3は、図2中の接点部材14の断面図である。なお、以下の説明において、図1〜図7、図9〜図14および図16〜図20における紙面上側を「上」といい、紙面下側を「下」という。
【0019】
図1に示すように、押釦スイッチ12は、押釦スイッチ用部材10と、該押釦スイッチ用部材10の下方に配置される回路基板16とから主に構成されている。また、押釦スイッチ用部材10は、接点部材14と、該接点部材14を外側から保持するカバー部材18とから主に構成されている。
【0020】
図1および図2に示すように、カバー部材18は、上から下に向かって、キートップ部20と、ドーム部22と、保持部23と、ベース部24とから主に構成されている。キートップ部20は、操作者によって回路基板16側に押し下げられる部分であり、その外形は略円柱形状を有している。また、キートップ部20の下方には、キートップ部20から下方に向かって突出する保持部23が設けられている。保持部23の断面は略円形状を有しており、その径は下方に向かって徐々に小さくなっている。キートップ部20と保持部23との境界となる境界部25の外周からは、全周に亘ってドーム状のドーム部22が延出している。ドーム部22は平板状のベース部24に連接している。ドーム部22は、キートップ部20をベース部24に対して支持している。また、保持部23と、その外側を囲むドーム部22およびベース部24との間には、空間部26が形成されている。ドーム部22は、キートップ部20の押し下げを解除すると、該キートップ部20を元の位置まで復元させる。カバー部材18は、シリコーンゴムを一体成形することにより形成されている。なお、キートップ部20の形状は略円柱形状に限定されることなく、四角柱や五角柱等の他の形状としても良い。押釦スイッチ用部材10は、保持部23の下面23aに取り付けられている。
【0021】
図1および図2に示すように、押釦スイッチ用部材10は、回路基板16の上方に配置されている。回路基板16の表面には固定電極21が設けられている。固定電極21は、その外側に設けられた外側電極21aと、該外側電極21aの内側に設けられた内側電極21bとから構成されている。
【0022】
図3に示すように、接点部材14は、樹脂層27と金属層28とから主に構成されている。樹脂層27は、第2のシリコーンゴム層30と、第1のシリコーンゴム層32と、接着層34とを有している。樹脂層27は、第2のシリコーンゴム層30の下方に、接着層34を介在させて第2のシリコーンゴム層30を積層させた形態を有している。
【0023】
第2のシリコーンゴム層30の素材は、耐熱性を有するシリコーンゴムであれば、特に限定されるものではない。また、硬化によって第1のシリコーンゴム層32となるシリコーンゴム組成物として、例えば、加熱硬化型のオルガノポリシロキサン組成物100重量部と、補強性シリカ微粉末1〜100重量部と、エポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を有する有機珪素化合物0.1〜50重量部を含む組成物が挙げられるが、金属層28に対して接着性を有するシリコーンゴム組成物であれば、特に限定されるものではない。また、接着層34の素材は、シリコーンゴムに対して接着性を有する樹脂であれば、特に限定されるものではない。
【0024】
第1のシリコーンゴム層32の下方には、金属層28が積層されている。なお、第1のシリコーンゴム層32と金属層28との接着性をより向上させるため、第1のシリコーンゴム層32と金属層28との間にプライマーを介在させるようにしても良い。金属層28には、後述するように、蜂の巣状に複数の貫通孔46が形成されている。金属層28は、洋白を材料とする金属コア層38から主に構成されており、その表面には、腐食防止等の耐環境性を備えるために、ニッケルメッキ層40および金メッキ層42が順に積層されている。金属コア層38の材料は洋白に限定することなく、銅、ニッケル、アルミニウム、白金、ステンレスもしくはクロム等の単体の金属としても良い。また、各メッキ層40,42を設けないようにしても良いし、これらを他の金属から形成するようにしても良い。なお、金属層28は、キートップ部20の押し込みによって、固定電極21と電気的に導通する可動電極となっている。
【0025】
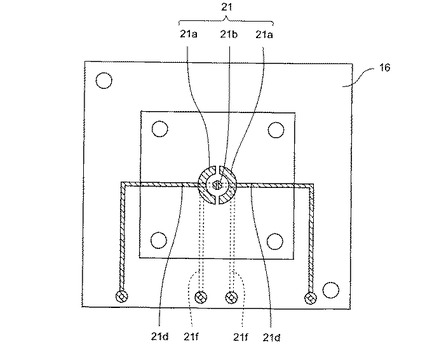
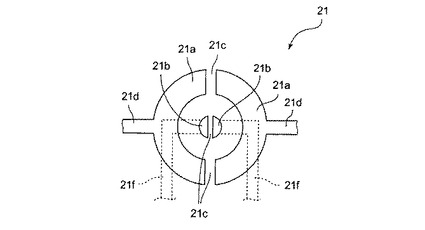
図4は、回路基板16を上方から見た平面図である。図5は、固定電極21を上方から見た状態を示す平面図である。
【0026】
図4に示すように、回路基板16は矩形状の平板である。固定電極21は、回路基板16の略中央に設けられている。上述したように、固定電極21は、外側電極21aと、内側電極21bとから主に構成されている。図5に示すように、外側電極21aは、略円周状に設けられている。また、内側電極21bは、略円形状に設けられている。また、固定電極21の略中央部には、上下方向に沿って外側電極21aおよび内側電極21bのそれぞれを左右の2つの領域に分割するような隙間部21cが設けられている。また、各外側電極21aには、外方に向かって延出するパターン電極21d,21dが設けられている。また、各内側電極21bにも、それぞれの内側電極21bから延出するパターン電極21f,21fが設けられている。パターン電極21f,21fは、内側電極21bから下方に延出し、回路基板16に設けられたスルーホールを通過した後、該回路基板16の裏側から左右両側に向かって延出している。
【0027】
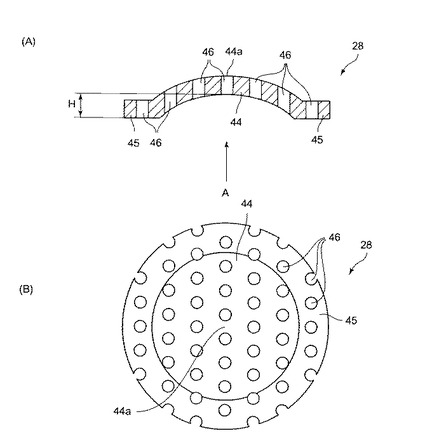
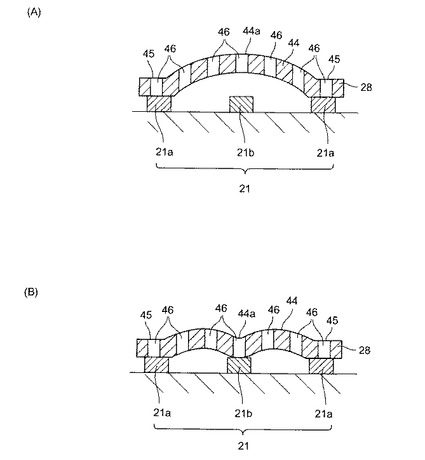
図6は、金属層28の形状を示す図であり、(A)は、金属層28の側断面図であり、(B)は、(A)における矢示A方向から見た金属層28の裏面図である。図7は、金属層28と固定電極21とが接触した状態を示す概略図であり、(A)は、平坦部45が外側電極21aと接触した状態を示す図であり、(B)は、凹部44および平坦部45が、それぞれ内側電極21bおよび外側電極21aと接触した状態を示す図である。
【0028】
図6(A)に示すように、金属層28は、下方から上方に向かってへこんだ凹部44と、該凹部44の外周から外方に向かって水平に延出する平坦部45とを有している。凹部44は、金属層28の略中央に設けられ、その略中央部が上方に向かって最もへこむ逆椀状の形態を有している。凹部44において最も上方にへこんだ部分は、天頂部44aとなっている。凹部44の深さHの寸法は、後述する凹部44の変形量(2段階目のストロークに相当)に影響を及ぼさない範囲(シワやクラックが発生しない範囲)で適宜決めればよい。例えば、金属層28の厚みを約35μm、その直径を約4mmとした場合、深さHの寸法は0.3mm以下であるの好ましい。また、金属層28の厚みは、20〜150μmの範囲であるのが好ましく、さらに、30〜100μmの範囲であるが好ましく、さらに、40〜70μmの範囲であるが好ましい。平坦部45の横方法の寸法は、凹部44の横方向の寸法の1%以上60%以下の範囲であるのが好ましく、特に10%以上40%以下の範囲であるのがより好ましい。また、図6(B)に示すように、金属層28の全面には、蜂の巣状に複数の貫通孔46が設けられている。
【0029】
金属層28は、接点部材14の一部を構成しており、該接点部材14が保持部23の下面23aに取り付けられた状態では、接点部材14の最も下方に位置し、固定電極21と対向している。具体的には、平坦部45が外側電極21aと対向し、凹部44が内側電極21bと対向している。
【0030】
そのため、キートップ部20を押し下げると、図7(A)に示すように、まず、平坦部45が外側電極21aと接触する。そして、さらにキートップ部20を押し下げると、図7(B)に示すように、凹部44の天頂部44aが下方に向かって凸状に変形し、凹部44が内側電極21bと接触する。このように、キートップ部20を押し下げると、金属層28は、固定電極21と2段階で接触する。なお、凹部44の上下方向の撓み量がスイッチ部材14の2段階目のストローク(平坦部45が外側電極21aと接触してから凹部44が内側電極21bと接触する間のストローク)に相当する。
【0031】
キートップ部20の押し下げる力を一部解除すると、凹部44が有する復元力により、凹部44は元の状態に戻る。すなわち、天頂部44aは内側電極21bから離反する。さらに押し下げる力を解除すると、ドーム部22の有する復元力により、キートップ部20が押し上げられる。それに伴い、平坦部45が外側電極21aから離反する。このように、キートップ部20を押し下げる力の解除の程度により、金属層28は、固定電極21から2段階に渡って離反する。
【0032】
次に、押釦スイッチ用部材10の製造方法について、図面を参照しながら説明する。
【0033】
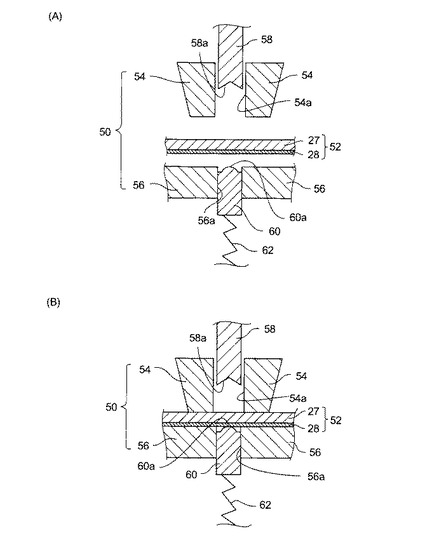
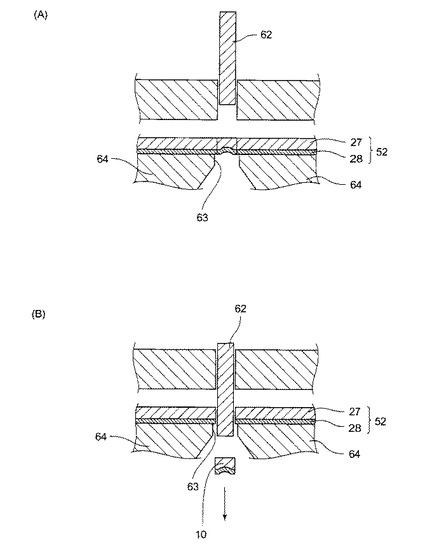
図8は、本発明の第1の実施の形態に係る押釦スイッチ用部材10の製造方法を示すフローチャートである。図9は、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、穴あけ工程を説明するための図であり、(B)は、プレス機47によって、金属コア層38に貫通孔46を設けた状態を示す図であり、(C)は、積層工程1を説明するための図である。図10は、図9に続いて、押釦スイッチ用部材10の製造方法における積層工程2を説明するための図である。図11は、図10に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、プレス成形機50に、押釦スイッチ用部材10として成形される前の積層体52を配置する工程を示す図であり、(B)は、積層体52をストリッパー54によってダイプレート56に固定した状態を示す図である。図12は、図11に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、積層体52をパンチプレート58によって打ち抜く工程を示す図であり、(B)は、ノックアウトピン60によって、積層体52において打ち抜かれた部分が元の位置まで押し上げられた状態を示す図であり、(C)は、積層体52において打ち抜かれた部分が元の位置まで押し戻された後の積層体52をプレス成形機50から取り出す工程を示す図である。図13は、図12に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、積層体52において打ち抜かれた部分が元の位置まで押し戻された後の積層体52をポンチ62によって打ち抜く工程を示す図であり、(B)は、接点部材14が積層体52から打ち抜かれた後の状態を示す図である。
【0034】
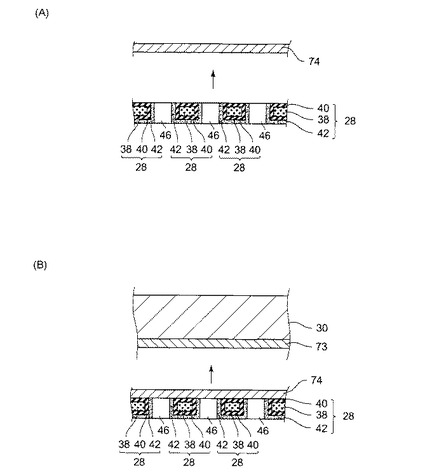
まず、金属層28を構成する金属コア層38を用意する。さらに、この金属コア層38に複数の貫通孔46を形成するためのプレス機47を用意する。図9(A)に示すように、プレス機47は、雄型47aと雌型47bとを有する。雄型47aは、下方に向かって突出する複数の穴あけピン47cを有している。また、雌型47bは、該穴あけピン47cが嵌まるための複数の穴部47dを有している。雄型47aと雌型47bは、各穴あけピン47cが各穴部47dに嵌まるように対向配置されている。次に、図9(A)に示すように、金属コア層38を雌型47bの上に配置し、雄型47aを下降させる。雄型47aを下降させると、図9(B)に示すように、穴あけピン47cが金属コア層38を貫通し、該穴あけピン47cは雌型47bの穴部47dの内部に納まる(穴あけ工程:S101)。次に、貫通孔46が形成された金属コア層38の表面全体にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40が積層された金属コア層38片面に金メッキ層42を積層させる。このように、金属コア層38にニッケルメッキ層40および金メッキ層42を積層させることで金属層28が形成される。次に、図9(C)に示すように、接着性を有する第1のシリコーンゴム層32をラミネート法にてニッケルメッキ層40の上側の面に形成して、減圧処理にて密着させる。次に、加熱処理して第1のシリコーンゴム層32と金属層28を一体化させる(積層工程1:S102)。次に、第2のシリコーンゴム層30の片面にシリコーンに対し接着性を有する接着層34をスクリーン印刷法にて積層させる。そして、図10に示すように、金属層28に積層された第1のシリコーンゴム層32と第2のシリコーンゴム層30に積層された接着層34を重ね合わせて密着させる。そして、これらを減圧処理した後、加熱処理して一体化させる(積層工程2:S103)。以上のような工程を経て積層体52が形成される。なお、金属コア層38の表面にニッケルメッキ層40および金メッキ層42を積層させた後に、穴あけ工程:S101を行うようにしても良いし、穴あけ工程:S101を経て貫通孔46が形成された金属コア層38を樹脂層27に積層させた後、ニッケルメッキ層40および金メッキ層42を金属コア層38の表面に積層させようにしても良い。
【0035】
次に、成形用加工器具であるプレス成形機50の構成について説明する。接点部材14は、樹脂層27と金属層28が積層された積層体52をプレス成形機50によってプレス成形することにより形成される。プレス成形機50は、被加工材を配置するためのダイプレート56と、被加工材をダイプレート56に対して固定するストリッパー54とを有する。ストリッパー54には、被加工材を打ち抜くためのパンチプレート58が、該ストリッパー54に設けられた貫通孔54aの内部に配置されている。パンチプレート58の先端には、ダイプレート56側に広いV字状の溝58aが形成されている。また、ダイプレート56には、貫通孔56aが設けられている。被加工材を成形するためのノックアウトピン60は、その貫通孔56aの内部に配置されている。パンチプレート58とノックアウトピン60は、対向するように配置されている。ノックアウトピン60の先端には、パンチプレート58側に凸となる成形面60aが形成されている。パンチプレート58からの力を受けていない状態では、成形面60aの最も突出した部分はダイプレート56の配置面と同一平面上にある。
【0036】
次に、図11(A),(B)に示すように、積層体52をダイプレート56の上に配置する(配置工程:S104)。この状態では、積層体52の金属層28側の面は成形面60aと接する。次に、ストリッパー54を下降させる。このように、積層体52を上方から押し付け、該積層体52をダイプレート56に対して固定する(固定工程:S105)。次に、図12(A)に示すように、パンチプレート58を下降させ、積層体52を打ち抜く(打ち抜き工程1:S106)。積層体52において打ち抜かれた部分(以下、打抜部という。)は、パンチプレート58とノックアウトピン60に挟まれた状態で、積層体52より下方に押し下げられる。ノックアウトピン60は、弾性体62によって支持されている。そのため、打抜部が押し下げられると、弾性体62が収縮し、ノックアウトピン60には上方に向かう付勢力が働く。したがって、パンチプレート58を下降させていくと、打抜部の金属層28は、ノックアウトピン60の成形面60aによって圧縮成形される(成形工程:S107)。
【0037】
次に、図12(B)に示すように、パンチプレート58を上昇させ、打抜部から離反させる。すると、ノックアウトピン60は、弾性体62の復元力により上方に移動し、元の位置に戻る。それに伴い、打抜部も打ち抜かれる前の積層体52の位置に戻る(戻り工程:S108)。その後、図12(C)に示すように、ストリッパー54を上昇させて、積層体52をプレス成形機50から取り出す(取り出し工程:S109)。打抜部は上下方向に圧縮されているため、横方向の寸法が大きくなっている。したがって、打抜部は積層体52中の打ち抜かれた部位に嵌まり込んでおり、積層体52をプレス成形機50から取り出す際に、打抜部は積層体52から外れない。
【0038】
次に、図13(A),(B)に示すように、円形状の円孔63を有する基台64上に、打抜部が嵌まり込んだ積層体52を配置し、所定の径を有するポンチ62により、打抜部を下方に向かって打ち抜く(打ち抜き工程2:S110)。打抜部が積層体52から打ち抜かれると、接点部材14が出来上がる。その後、接点部材14をカバー部材18における保持部23に取り付けることにより、押釦スイッチ用部材10が製造される。
【0039】
以上のようにして構成された押釦スイッチ用部材10では、金属層28には蜂の巣状に複数の貫通孔46が設けられている。このため、押釦スイッチ用部材10の剛性が低下する。また、押釦スイッチ用部材10は、貫通孔を設けていない約50μmの厚さを有する金属シートに金メッキを形成したものと比較して、変形加工しやすいという長所を有する。また、押釦スイッチ用部材10は、フィルムに金属薄膜を形成し、貫通孔を設けていないものと比較して、ON/OFFの繰り返し動作を行っても凹部44の凹み量が減少しないという長所を有する。ただし、貫通孔46は、蜂の巣状以外の形態で設けても良い。例えば、2、3個の貫通孔のみを金属層28に設けても良い。
【0040】
また、押釦スイッチ用部材10では、樹脂層27は、第2のシリコーンゴム層30、第1のシリコーンゴム層32および接着層34の複数の樹脂層から形成されている。そのため、金属層28を薄くしても接点部材14の反りを防ぐことが可能となる。このため、押釦スイッチ用部材10に柔軟性を持たせることができる。したがって、接点部材14と固定接点21との間に異物が介在した場合、その異物に追従して接点部材14が変形する。その結果、接点部材14と固定接点21との間の接触不良を防止できる。
【0041】
また、押釦スイッチ用部材10では、樹脂層27をシリコーンゴムを素材とする第2のシリコーンゴム層30および第1のシリコーンゴム層32から形成されている。そのため、押釦スイッチ用部材19は、耐熱性、成形性および耐久性に優れたものとなる。また、大量生産にも適したものとなる。
【0042】
また、押釦スイッチ用部材10は、打ち抜き工程1と成形工程とを有する製造方法を用いて製造されている。そのため、積層体52を打ち抜く際に、その打ち抜かれた打抜部に凹部44を形成することができる。したがって、複数の工程を経ることなく打抜部に凹部44を形成でき、その結果、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【0043】
また、押釦スイッチ用部材10では、洋白32の表面には、ニッケルメッキ層40および金メッキ層42が積層されている。そのため、金属層28の表面がニッケルメッキ層40および金メッキ層42によって保護される。したがって、金属層28が直接外部と接触することがなくなる。その結果、金属層28が腐食するのを防止できると共に、該金属層28と固定電極21との導通状態を良好にすることができる。
【0044】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ用部材70について、図面を参照しながら説明する。なお、第2の実施の形態に係る押釦スイッチ用部材70において、第1の実施の形態と共通する部分については、同一の符号を付すと共にその説明を省略または簡略化する。
【0045】
図14は、本発明の第2の実施の形態に係る押釦スイッチ用部材70に採用される接点部材71の断面図である。
【0046】
図14に示すように、接点部材71は、樹脂層72と金属層28とから主に構成されている。樹脂層72は、第2のシリコーンゴム層30と、シリコーンゴムと非シリコーン樹脂の双方に対して接着性を有する接着層73と、非シリコーンゴム層74とを有している。
【0047】
本実施の形態では、接着層73と金属層28との間に非シリコーンゴム層74が積層されている。非シリコーンゴム層74は、耐熱性を有する樹脂から成っており、その素材として、例えば、ポリエチレンテレフタレート、ポリイミド、ポリエーテルイミド、ポリカーボネート、ポリブチレンテレフタレート、ポリサルホン、ポリエーテルケトン、ポリアリエート、ポリエステルおよびこれらのアロイ等が挙げられる。しかしながら、これらの樹脂に限定されることなく、他の耐熱性を有する非シリコーン樹脂から成るようにしても良い。非シリコーンゴム層74の厚みは5μm以上100μm以下の範囲が好ましく、作業性および耐塵性を考慮すると、20μm以上50μm以下の範囲がより好ましい。
【0048】
上述したように、非シリコーンゴム層74の下方には、金属層28が積層されている。金属層28と非シリコーンゴム層74の積層方法は、特に限定されるものではないが、例えば、蒸着、スパッタリング、メッキもしくはキャスティング等により積層させることが好ましい。また、非シリコーンゴム層74と金属層28との間にプライマーや接着剤を介在させて積層させるようにしても良い。
【0049】
次に、押釦スイッチ用部材70の製造方法について、図面を参照しながら説明する。
【0050】
図15は、本発明の第2の実施の形態に係る押釦スイッチ用部材70の製造方法を示すフローチャートである。図16は、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、積層工程1を説明するための図であり、(B)は、積層工程2を説明するための図である。図17は、図16に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、ポンチ75によって積層体76から打抜部材78を打ち抜く工程を示す図であり、(B)は、積層体76から打抜部材78を打ち抜いた状態を示す図である。図18は、図17に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、打抜部材78をカバー部材18用の成形金型の接点凹部82に配置する工程を示す図であり、(B)は、打抜部材78をカバー部材18用の成形金型80の接点凹部82に配置した状態を示す図であり、(C)は、成形金型80にカバー部材18に、成形する前の樹脂部材84を配置する工程を示す図である。図19は、図18に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、成形金型80により、押釦スイッチ用部材70を成形する工程を示す図であり、(B)は、成形金型80から押釦スイッチ用部材70を取り出した状態を示す図である。
【0051】
まず、第1の実施の形態の場合と同様に、金属層28を構成する金属コア層38を用意する。さらに、この金属コア層38に複数の貫通孔46を形成するためのプレス機47を用意する。図9(A)に示すように、プレス機47は、雄型47aと雌型47bとを有する。雄型47aは、下方に向かって突出する複数の穴あけピン47cを有している。また、雌型47bは、該穴あけピン47cが嵌まるための複数の穴部47dを有している。雄型47aと雌型47bは、各穴あけピン47cが各穴部47dにそれぞれ嵌まるように対向配置されている。次に、図9(A)に示すように、金属コア層38を雌型47bの上に配置し、雄型47aを下降させる。雄型47aを下降させると、図9(B)に示すように、穴あけピン47cが金属コア層38を貫通し、該穴あけピン47cは雌型47bの穴部47dの内部に納まる(穴あけ工程:S201)。次に、貫通孔46が形成された金属コア層38の表面全体にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40が積層された金属コア層38片面に金メッキ層42を積層させる。このように、金属コア層38にニッケルメッキ層40および金メッキ層42を積層させることで金属層28が形成される。次に、金属および非シリコーン樹脂の双方に対して接着性を有する接着剤をラミネート法にて非シリコーンゴム層74の片面に塗布する。そして、図16(A)に示すように、非シリコーンゴム層74の下側の面となる接着面をニッケルメッキ層40の上側の面に密着させ、加熱処理して金属層28を非シリコーンゴム層74の下側に積層させる(積層工程1:S202)。次に、第2のシリコーンゴム層30の片面に非シリコーンに対し接着性を有する接着層73をスクリーン印刷法にて積層させる。そして、図16(B)に示すように、金属層28に積層された非シリコーンゴム層74と第2のシリコーンゴム層30に積層された接着層73を重ね合わせて密着させる。そして、これらを減圧処理した後、加熱処理して一体化させる(積層工程2:S203)。
【0052】
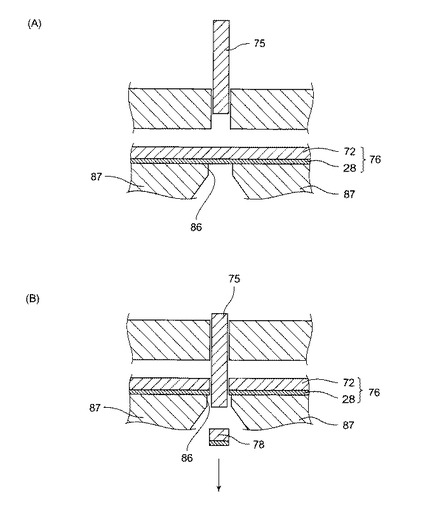
次に、図17(A)に示すように、金属層28と樹脂層72とが積層された積層体76を円形状の円孔86を有する基台87上に配置し、所定の径を有するポンチ75により、積層体76を下方に向かって打ち抜く(打ち抜き工程:S204)。この結果、図17(B)に示すように、打ち抜き工程により、打抜部材78が形成される。
【0053】
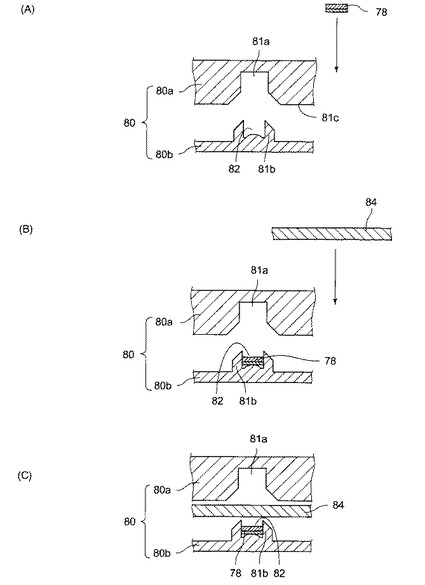
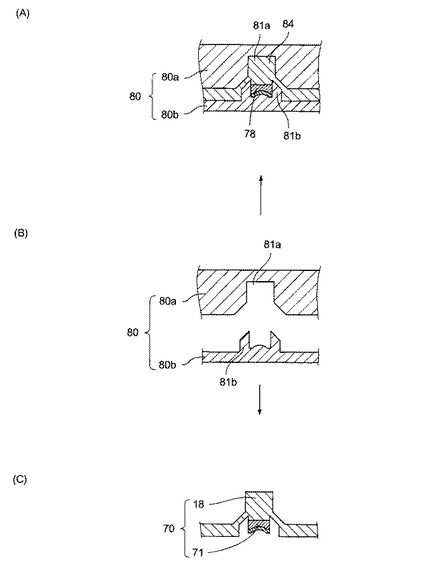
次に、カバー部材18を成形するための成形金型80を用意する。図18(A)に示すように、成形金型80は、キャビティ81aを有する雌型80aと、突部81bを有する雄型80bとから構成される。突部81bには、所定の深さに掘り込まれた接点凹部82が設けられている。接点凹部82は、所定の成形面を有する。次に、図18(A),(B)に示すように、打抜部材78を雄型80bの接点凹部82に配置する(配置工程1:S205)。さらに、図18(C)に示すように、対向配置された雄型80bと雌型80aとの間に樹脂部材84を配置する(配置工程2:S206)。なお、樹脂部材84は、液状のものであってもよく、この場合、樹脂部材84は、成形金型80に流し込まれることになる。次に、雄型80bを雌型80a方向に近づけていく。すると、突部81bの先端が樹脂部材84の下側の面に接触すると共に、雌型80aのキャビティ81aの周囲の端面部81cに樹脂部材84の上側の面が接触する。さらに、この状態から、圧力および熱を加えながら、雌型80aを下降させる。すると、図19(A)に示すように、突部81bがキャビティ81aの一部に嵌まり込み、樹脂部材84と打抜部材78が一体成形され、打抜部材78には凹凸が形成される(成形工程:S207)。その後、図19(B)に示すように、雄型80bと雌型80aとを引き離し、成型金型80から一体成形された押釦スイッチ用部材70を取り出す(取り出し工程:S208)。以上のような工程を経て押釦スイッチ用部材70が製造される。
【0054】
以上のように構成された押釦スイッチ用部材70では、樹脂層72に非シリコーン樹脂層74を有する。したがって、使用時の油や汗等の汚れがキートップ部20に付着し、その汚れの成分となる脂肪類等が、第2のシリコーンゴム層30に浸透した場合でも、非シリコーン樹脂層74によってその金属層28側への浸透が防止される。そのため、金属層28に脂肪類等が到達し、該脂肪類等が金属層28に設けられた貫通孔46から滲み出して、接点部材71と固定電極21とが接触不良を起こすことを防止できる。
【0055】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材について、図面を参照しながら説明する。なお、第3の実施の形態に係る押釦スイッチ用部材において、第1の実施の形態と共通する部分については、同一の符号を付すと共にその説明を省略または簡略化する。
【0056】
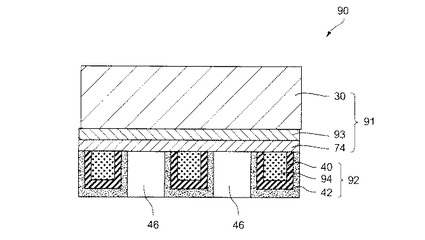
図20は、本発明の第3の実施の形態に係る押釦スイッチ用部材に採用される接点部材90の断面図である。
【0057】
図20に示すように、接点部材90は、樹脂層91と金属層92とから主に構成されている。樹脂層91は、第2のシリコーンゴム層30と、シリコーンゴムと非シリコーン樹脂の双方に対して接着性を有する接着層93と、非シリコーンゴム層74とを有している。
【0058】
本実施の形態では、金属層92は、銅を材料とする銅層94から主に構成されており、その表面には、腐食防止等の耐環境性を備えるために、ニッケルメッキ層40および金メッキ層42が順に積層されている。接着層93と金属層92との間には、非シリコーンゴム層74が積層されている。非シリコーンゴム層74は、耐熱性を有する樹脂から成っており、その素材として、例えば、ポリエチレンテレフタレート、ポリイミド、ポリエーテルイミド、ポリカーボネート、ポリブチレンテレフタレート、ポリサルホン、ポリエーテルケトン、ポリアリエート、ポリエステルおよびこれらのアロイ等が挙げられる。しかしながら、これらの樹脂に限定されることなく、他の耐熱性を有する非シリコーン樹脂から成るようにしても良い。非シリコーンゴム層74の厚みは5μm以上100μm以下の範囲が好ましく、作業性および耐塵性を考慮すると、20μm以上50μm以下の範囲がより好ましい。
【0059】
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法について、図面を参照しながら説明する。
【0060】
図21は、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。図22は、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程を説明するための図である。
【0061】
まず、非シリコーンゴム層74の片面に金属層28を構成する銅層94が張り合わされた銅張りフィルムを用意する。さらに、この銅張りフィルムにおける銅層94にエッヂング法を用いて複数の貫通孔46を形成する(穴あけ工程:S301)。次に、貫通孔46が形成された銅層94の表面にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40の表面に金メッキ層42を積層させる。このように、銅層94にニッケルメッキ層40および金メッキ42を積層させることで金属層92が形成される。次に、シリコーンゴムおよび非シリコーン樹脂の双方に対して接着性を有する接着層93を第1のシリコーンゴム層30の片面にスクリーン印刷する。そして、図22に示すように、非シリコーンゴム層74と接着層93とを密着させ、これらを減圧処理した後、加熱処理して一体化させる(積層工程:S302)。
【0062】
以下、第2の実施の形態と同様の工程である打ち抜き工程:S303、配置工程1:S304、配置工程2:S305、成形工程:S306、取り出し工程:S307を経て押釦スイッチ用部材を得ることができる。
【0063】
以上のように構成された押釦スイッチ用部材では、樹脂層91に非シリコーン樹脂層74を有する。したがって、使用時の油や汗等の汚れがキートップ部20に付着し、その汚れの成分となる脂肪類等が、第2のシリコーンゴム層30に浸透した場合でも、非シリコーン樹脂層74によってその金属層92側への浸透が防止される。そのため、金属層92に脂肪類等が到達し、該脂肪類等が金属層92に設けられた貫通孔46から滲み出して、接点部材90と固定電極21とが接触不良を起こすことを防止できる。
【実施例】
【0064】
以下、本発明の実施例および比較例について説明する。表1および表2に、実施例および比較例のそれぞれの製造条件および得られた結果を示す。
【0065】
(実施例)
厚み50μmの洋白に精密プレス法により直径0.33mm、開口率40%の千鳥状に配列した貫通孔を設け、その全面にニッケルメッキを施した後、その片面に金メッキを施した。そして、このニッケルメッキおよび金メッキが施された洋白のニッケルメッキ面を、ミラブル型シリコーンゴムであるKE−153U(信越化学工業株式会社製)100重量部に、付加型硬化剤であるC−25A(信越化学工業株式会社製)を0.5重量部、付加型硬化剤であるC−25B(信越化学工業株式会社製)を2.0重量部、エポキシ系のシランカップリング剤であるKBM−403(信越化学工業株式会社製)を1.0重量部およびエポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を有する有機珪素化合物であるX−93−3046(信越化学工業株式会社製)を2.0重量部混合し、厚み0.1mmのフッ素フィルム上に分出した未加硫シリコーンゴムの表面に載置した。さらに、これを厚み0.1mmのPETフィルム2枚に挟みこんでピンチロールに通して密着させた。
【0066】
続いて、PETフィルムを剥がして乾燥機にて125℃の温度下で30分間加熱処理を行った後、フッ素フィルムを剥がし、更に、乾燥機にて230℃の温度下で1時間加熱処理を行い、金属の片面にシリコーンゴムが接着したものを作製した。次に、厚み0.5mmのシリコーンゴムシートにシリコーン系接着剤であるKE−1800A/B(信越化学工業株式会社製)をスクリーン印刷にて印刷した。そして、この接着剤印刷面に前記の金属とシリコーンゴムを接着させたもののシリコーンゴム側の面を重ね合わせた後、ゴム製の手押しロールにて圧着させ、加熱プレスにて125℃の温度下で3分間加熱処理して接着させ、金属とシリコーンゴムの一体品を作製した。これを、直径4mmのポンチで打ち抜き、直径4mmの接点部材を作製した。
【0067】
この接点部材を押釦スイッチ用部材を作製するための成形金型における可動接点部分に相当する底面に凸形状を有する凹部に配置した後、シリコーンゴムコンパウンドであるKE−941U(信越化学工業株式会社製)100重量部に、架橋剤であるC−8(信越化学工業株式会社製)を2重量部配合した原料を使用して、プレス成形法にて170℃の温度下で10分間成形し、接点部材の金属面側に約0.05mmの凹量を有する凹状部と、その外周部に約0.5mmの長さを有する平坦部とから構成される金属層を備えた押釦スイッチ用部材を作製した。
【0068】
1.打鍵耐久試験
実施例の押釦スイッチ用部材を用いて、打鍵耐久試験を行った。打鍵耐久試験は、荷重500g、打鍵速度3.3回/秒の条件下で実施した。試験機としてストローク4.5mmの突き上げ式の試験機を用いた。荷重およびストロークを測定するための測定器として、フィーリング測定装置(アイコーエンジニアリング株式会社製,商品名:MODEL1613)を使用した。また、接触抵抗を測定するための測定器としてデジタルマルチメーター(株式会社アドバンテスト製,商品名:R6561)を使用した。
【0069】
2.判定基準
接触抵抗値が2Ω以下となった点をON点とし、ON荷重の残存率が70%以上となった場合を合格(○)とし、ON荷重の残存率が70%未満となった場合を不合格(×)とした。ON荷重残存率は、ON荷重値/初期ON荷重値×100の計算式によって算出した。
【0070】
3.結果
表1に、実施例の打鍵耐久試験の結果を示す。
【表1】

【0071】
実施例の押釦スイッチ用部材では、20万回〜30万回未満まで実用的なON機能を維持できることが確認された。
【0072】
(比較例)
厚み28μmのポリイミドフィルムの片面に厚み35μmの銅層が積層された銅張り積層板(信越化学工業株式会社製)を用意した。そして、該銅張り積層板における銅層の表面にニッケルメッキを施し、さらにその表面に金メッキを施した。次に、0.5mmの掘り込みを設けたシート金型に0.5mmの厚みを有するシリコーンゴムシートを作製した。そして、該シリコーンゴムシートの片面に接着性を有するシリコーンゴムシートとして、シリコーンゴムであるKE−1935AおよびKE−1935B(信越化学工業株式会社製)を所定の配合比にて混合したもの100重量部にエポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を含有する有機珪素化合物であるX−93−3046(信越化学工業株式会社製)を3重量部とエポキシ系のシランカップリング剤であるKBM−403(信越化学工業株式会社製)を1重量部加えて混合したものをスクリーン印刷により印刷し、厚み約10μmの接着性シリコーンゴム層を得た。
【0073】
次に、この接着性シリコーンゴム層と銅張り積層板のポリイミドフィルム面とを重ね合わせ、ゴムローラーにて軽く密着させた後、−75mmHgの減圧処理層に80秒間投入した。その後、減圧処理層から取り出し、密着した状態で乾燥機にて125℃下で30分間熱処理することで、ポリイミドフィルムの片面に金属層が積層され、その反対側の面にシリコーンゴム層が積層された複合シートを得た。次に、該複合シートを直径3mmに打ち抜けるように調整された打ち抜き型で打ち抜き、直径3mmの押釦スイッチ用部材を得た。
【0074】
この押釦スイッチ用部材をカバー体を成形するための成形用金型における可動接点部分に相当する凹部に配置した後、シリコーンゴムコンパウンドであるKE−941U(信越化学工業株式会社製)を100重量部に、架橋剤であるC−8(信越化学工業株式会社製)を2重量部配合した原料を使用して、170℃の温度下で10分間プレス成形した。これにより、ベース部、ドーム部、キートップ部およびキートップ部の反対側の面に形成された直径3mm、高さ0.55mmの可動接点用凸部が一体に成形されたカバー体が作製されると共に、該カバー体と接点部材とが一体成形され、押釦スイッチ用部材が得られた。
【0075】
1.打鍵耐久試験
実施例の場合と同様の試験機、測定器および条件下において打鍵耐久試験を行った。
【0076】
2.判定基準
実施例の場合と同様の判定基準を採用した。
【0077】
3.結果
表2に、比較例の打鍵耐久試験の結果を示す。
【表2】
【0078】
比較例の押釦スイッチ用部材では、5万回未満で実用的なON機能を維持できなくなることが確認された。
【0079】
以上のように、本発明の実施例で比較例よりON機能を維持できるという結果が得られたのは、金属の厚みが約50μm程度であり、かつ該金属に千鳥状に配列した貫通孔が設けられているためであると考えられる。
【産業上の利用可能性】
【0080】
本発明の押釦スイッチ用部材は、各種電気機器の押釦スイッチにおいて利用することができる。
【図面の簡単な説明】
【0081】
【図1】本発明の第1の実施の形態に係る押釦スイッチ用部材を部分的に切断した状態を示す斜視図である。
【図2】本発明の第1の実施の形態に係る押釦スイッチ用部材の断面を示す図である。
【図3】図2中の押釦スイッチ用部材に採用される接点部材の断面図である。
【図4】図1中の基板を上方から見た平面図である。
【図5】図4における固定電極を拡大した平面図である。
【図6】図2中の金属層の形状を示す図であり、(A)は、金属層の側断面図であり、(B)は、(A)における矢示A方向から見た金属層の裏面図である。
【図7】金属層と固定電極とが接触した状態を示す概略図であり、(A)は、平坦部が外側電極と接触した状態を示す図であり、(B)は、凹部および平坦部が、それぞれ内側電極および外側電極と接触した状態を示す図である。
【図8】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図9】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、穴あけ工程を説明するための図であり、(B)は、プレス機によって、金属コア層に貫通孔を設けた状態を示す図であり、(C)は、積層工程1を説明するための図である。
【図10】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程2を説明するための図である。
【図11】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、プレス成形機に、押釦スイッチ用部材として成形される前の積層体を配置する工程を示す図であり、(B)は、積層体をストリッパーによってダイプレートに固定した状態を示す図である。
【図12】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層体をパンチプレートによって打ち抜く工程を示す図であり、(B)は、ノックアウトピンによって、積層体において打ち抜かれた部分が元の位置まで押し上げられた状態を示す図であり、(C)は、積層体において打ち抜かれた部分が元の位置まで押し戻された後の積層体をプレス成形機から取り出す工程を示す図である。
【図13】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層体において打ち抜かれた部分が元の位置まで押し戻された後の積層体をポンチによって打ち抜く工程を示す図であり、(B)は、接点部材が積層体から打ち抜かれた後の状態を示す図である。
【図14】本発明の第2の実施の形態に係る押釦スイッチ用部材に採用される接点部材の断面図である。
【図15】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図16】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層工程1を説明するための図であり、(B)は、積層工程2を説明するための図である。
【図17】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、ポンチによって積層体から打抜部材を打ち抜く工程を示す図であり、(B)は、積層体から打抜部材を打ち抜いた状態を示す図である。
【図18】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、打抜部材をカバー部材用の成形金型の接点凹部に配置する工程を示す図であり、(B)は、打抜部材をカバー部材用の成形金型の接点凹部に配置した状態を示す図であり、(C)は、成形金型にカバー部材に、成形する前の樹脂部材を配置する工程を示す図である。
【図19】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、成形金型により、押釦スイッチ用部材を成形する工程を示す図であり、(B)は、成形金型から押釦スイッチ用部材を取り出した状態を示す図である。
【図20】本発明の第3の実施の形態に係る押釦スイッチ用部材に採用される接点部材の断面図である。
【図21】本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図22】本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程を説明するための図である。
【符号の説明】
【0082】
10,70…押釦スイッチ用部材
14,71,90…接点部材
16…回路基板(基板)
21…固定電極
27,72,91…樹脂層(樹脂部)
28,92…金属層(金属部)
44…凹部
45…平坦部
46…貫通孔
【技術分野】
【0001】
本発明は、各種電子機器に備えられる押釦スイッチ用部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、押釦スイッチは自動車、カメラ、もしくは携帯電話等の電気機器に広く使用されている。特に、自動車のパワーウインドのマニュアル/オートスイッチやカメラのズームスイッチにおいては、スイッチの電気的な接続を多段階に行わせることが要求されている。
【0003】
特許文献1には、押圧部から下方に突出形成される第1の可動接点と、当該第1の可動接点の外側を環状に囲むように押圧部から下方に延出する第2の可動接点とを有する押釦スイッチ用部材が開示されている。また、第1の可動接点の先端には、クリック感を出すために逆椀状の逆椀状部が設けられている。
【0004】
【特許文献1】特開2001−67979号公報(図1、図2参照)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されている押釦スイッチ用部材では、ストローク差を有する複数の接点を併設することで、基板上の接点との段階的な接触を実現している。そのため、複数の接点を併設するためのスペースが要求され、押釦スイッチやそのユニットの構造が複雑となる。
【0006】
本発明は、かかる問題に鑑みてなされたものであり、その目的とするところは、部品点数が増加することなく、簡単な構造で段階的な接触が可能な押釦スイッチ用部材を提供しようとするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明は、基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、接点部材は、固定電極側に配置される金属部と、金属部の固定電極と反対側に積層される樹脂部と、を有し、金属部は、固定電極と対向する側から反対側に向かってへこむ凹部と、凹部の外周から外方に向かって水平に延出する平坦部とを有し、金属部には複数の貫通孔が設けられているものである。
【0008】
このように構成した場合には、金属部に複数の貫通孔が設けられているため、これら複数の貫通孔により金属の剛性が低下する。
【0009】
また、他の発明は、上述の発明に加えて更に、樹脂部を、複数の樹脂層を積層させた積層体とした。このように構成した場合には、樹脂層を積層することで、金属部を薄くしても接点シートの反りを防ぐことが可能となる。このため、押釦スイッチ用部材に柔軟性を持たせることができる。したがって、接点部材と固定接点との間に異物が介在した場合、その異物に追従して接点部材が変形する。その結果、接点部材と固定接点との間の接触不良を防止できる。
【0010】
また、他の発明は、上述の発明に加えて更に、樹脂部はシリコーンゴム層を含むものである。このように構成した場合には、押釦スイッチ用部材は、耐熱性、成形性および耐久性に優れたものとなる。また、大量生産にも適したものとなる。
【0011】
さらに、他の発明は、上述の発明に加えて更に、金属部と樹脂部との間に非シリコーンゴム系の樹脂層を積層させたものである。このように構成した場合には、使用時の油や汗等の汚れが押釦スイッチに付着し、その汚れの成分となる脂肪類等が、樹脂部に浸透した場合でも、非シリコーンゴム系の樹脂層によってその浸透が防止される。そのため、金属部に脂肪類等が到達し、該脂肪類等が金属部に設けられた貫通孔から滲み出して、接点部材と固定電極とが接触不良を起こすことを防止できる。
【0012】
さらに、本発明は、操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、金属部に複数の貫通孔を形成する穴あけ工程と、金属部と樹脂部とを積層させる積層工程と、金属部に樹脂部を積層させた積層体を所定の径に打ち抜く際、金属部に凹部を形成する成形工程とを有するものである。
【0013】
このように構成した場合には、積層体を打ち抜く際に、その金属部に凹部を形成することができる。そのため、凹部を形成するために複数の工程を必要とすることがなくなり、その結果、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【0014】
さらに、本発明は、操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、金属部に複数の貫通孔を形成する穴あけ工程と、金属部と樹脂部とを積層させる積層工程と、金属部と樹脂部とを積層させた積層体を所定の径に打ち抜いた打抜部材を、押釦スイッチ用カバー部材の成形金型に設けられた接点凹部に配置する配置工程と、成形金型に成形材料を投入し、該成形材料を打抜部材と一体成形し、打抜部材に凹部を形成する成形工程とを有する。
【0015】
このように構成した場合には、押釦スイッチ用カバー部材の成形と同時に、打抜部材に凹部を形成することができる。そのため、複数の工程を経ることなく、凹部が形成された押釦スイッチ用部材を具備する押釦スイッチを製造することができる。したがって、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【発明の効果】
【0016】
本発明によると、部品点数が増加することなく、簡単な構造で段階的な接触が可能な押釦スイッチ用部材を得ることができる。
【発明を実施するための最良の形態】
【0017】
(第1の実施の形態)
以下、本発明の第1の実施の形態に係る押釦スイッチ用部材10について、図面を参照しながら説明する。
【0018】
図1は、本発明の第1の実施の形態に係る押釦スイッチ用部材10を部分的に切断した状態を示す斜視図である。図2は、押釦スイッチ用部材10の断面を示す図である。図3は、図2中の接点部材14の断面図である。なお、以下の説明において、図1〜図7、図9〜図14および図16〜図20における紙面上側を「上」といい、紙面下側を「下」という。
【0019】
図1に示すように、押釦スイッチ12は、押釦スイッチ用部材10と、該押釦スイッチ用部材10の下方に配置される回路基板16とから主に構成されている。また、押釦スイッチ用部材10は、接点部材14と、該接点部材14を外側から保持するカバー部材18とから主に構成されている。
【0020】
図1および図2に示すように、カバー部材18は、上から下に向かって、キートップ部20と、ドーム部22と、保持部23と、ベース部24とから主に構成されている。キートップ部20は、操作者によって回路基板16側に押し下げられる部分であり、その外形は略円柱形状を有している。また、キートップ部20の下方には、キートップ部20から下方に向かって突出する保持部23が設けられている。保持部23の断面は略円形状を有しており、その径は下方に向かって徐々に小さくなっている。キートップ部20と保持部23との境界となる境界部25の外周からは、全周に亘ってドーム状のドーム部22が延出している。ドーム部22は平板状のベース部24に連接している。ドーム部22は、キートップ部20をベース部24に対して支持している。また、保持部23と、その外側を囲むドーム部22およびベース部24との間には、空間部26が形成されている。ドーム部22は、キートップ部20の押し下げを解除すると、該キートップ部20を元の位置まで復元させる。カバー部材18は、シリコーンゴムを一体成形することにより形成されている。なお、キートップ部20の形状は略円柱形状に限定されることなく、四角柱や五角柱等の他の形状としても良い。押釦スイッチ用部材10は、保持部23の下面23aに取り付けられている。
【0021】
図1および図2に示すように、押釦スイッチ用部材10は、回路基板16の上方に配置されている。回路基板16の表面には固定電極21が設けられている。固定電極21は、その外側に設けられた外側電極21aと、該外側電極21aの内側に設けられた内側電極21bとから構成されている。
【0022】
図3に示すように、接点部材14は、樹脂層27と金属層28とから主に構成されている。樹脂層27は、第2のシリコーンゴム層30と、第1のシリコーンゴム層32と、接着層34とを有している。樹脂層27は、第2のシリコーンゴム層30の下方に、接着層34を介在させて第2のシリコーンゴム層30を積層させた形態を有している。
【0023】
第2のシリコーンゴム層30の素材は、耐熱性を有するシリコーンゴムであれば、特に限定されるものではない。また、硬化によって第1のシリコーンゴム層32となるシリコーンゴム組成物として、例えば、加熱硬化型のオルガノポリシロキサン組成物100重量部と、補強性シリカ微粉末1〜100重量部と、エポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を有する有機珪素化合物0.1〜50重量部を含む組成物が挙げられるが、金属層28に対して接着性を有するシリコーンゴム組成物であれば、特に限定されるものではない。また、接着層34の素材は、シリコーンゴムに対して接着性を有する樹脂であれば、特に限定されるものではない。
【0024】
第1のシリコーンゴム層32の下方には、金属層28が積層されている。なお、第1のシリコーンゴム層32と金属層28との接着性をより向上させるため、第1のシリコーンゴム層32と金属層28との間にプライマーを介在させるようにしても良い。金属層28には、後述するように、蜂の巣状に複数の貫通孔46が形成されている。金属層28は、洋白を材料とする金属コア層38から主に構成されており、その表面には、腐食防止等の耐環境性を備えるために、ニッケルメッキ層40および金メッキ層42が順に積層されている。金属コア層38の材料は洋白に限定することなく、銅、ニッケル、アルミニウム、白金、ステンレスもしくはクロム等の単体の金属としても良い。また、各メッキ層40,42を設けないようにしても良いし、これらを他の金属から形成するようにしても良い。なお、金属層28は、キートップ部20の押し込みによって、固定電極21と電気的に導通する可動電極となっている。
【0025】
図4は、回路基板16を上方から見た平面図である。図5は、固定電極21を上方から見た状態を示す平面図である。
【0026】
図4に示すように、回路基板16は矩形状の平板である。固定電極21は、回路基板16の略中央に設けられている。上述したように、固定電極21は、外側電極21aと、内側電極21bとから主に構成されている。図5に示すように、外側電極21aは、略円周状に設けられている。また、内側電極21bは、略円形状に設けられている。また、固定電極21の略中央部には、上下方向に沿って外側電極21aおよび内側電極21bのそれぞれを左右の2つの領域に分割するような隙間部21cが設けられている。また、各外側電極21aには、外方に向かって延出するパターン電極21d,21dが設けられている。また、各内側電極21bにも、それぞれの内側電極21bから延出するパターン電極21f,21fが設けられている。パターン電極21f,21fは、内側電極21bから下方に延出し、回路基板16に設けられたスルーホールを通過した後、該回路基板16の裏側から左右両側に向かって延出している。
【0027】
図6は、金属層28の形状を示す図であり、(A)は、金属層28の側断面図であり、(B)は、(A)における矢示A方向から見た金属層28の裏面図である。図7は、金属層28と固定電極21とが接触した状態を示す概略図であり、(A)は、平坦部45が外側電極21aと接触した状態を示す図であり、(B)は、凹部44および平坦部45が、それぞれ内側電極21bおよび外側電極21aと接触した状態を示す図である。
【0028】
図6(A)に示すように、金属層28は、下方から上方に向かってへこんだ凹部44と、該凹部44の外周から外方に向かって水平に延出する平坦部45とを有している。凹部44は、金属層28の略中央に設けられ、その略中央部が上方に向かって最もへこむ逆椀状の形態を有している。凹部44において最も上方にへこんだ部分は、天頂部44aとなっている。凹部44の深さHの寸法は、後述する凹部44の変形量(2段階目のストロークに相当)に影響を及ぼさない範囲(シワやクラックが発生しない範囲)で適宜決めればよい。例えば、金属層28の厚みを約35μm、その直径を約4mmとした場合、深さHの寸法は0.3mm以下であるの好ましい。また、金属層28の厚みは、20〜150μmの範囲であるのが好ましく、さらに、30〜100μmの範囲であるが好ましく、さらに、40〜70μmの範囲であるが好ましい。平坦部45の横方法の寸法は、凹部44の横方向の寸法の1%以上60%以下の範囲であるのが好ましく、特に10%以上40%以下の範囲であるのがより好ましい。また、図6(B)に示すように、金属層28の全面には、蜂の巣状に複数の貫通孔46が設けられている。
【0029】
金属層28は、接点部材14の一部を構成しており、該接点部材14が保持部23の下面23aに取り付けられた状態では、接点部材14の最も下方に位置し、固定電極21と対向している。具体的には、平坦部45が外側電極21aと対向し、凹部44が内側電極21bと対向している。
【0030】
そのため、キートップ部20を押し下げると、図7(A)に示すように、まず、平坦部45が外側電極21aと接触する。そして、さらにキートップ部20を押し下げると、図7(B)に示すように、凹部44の天頂部44aが下方に向かって凸状に変形し、凹部44が内側電極21bと接触する。このように、キートップ部20を押し下げると、金属層28は、固定電極21と2段階で接触する。なお、凹部44の上下方向の撓み量がスイッチ部材14の2段階目のストローク(平坦部45が外側電極21aと接触してから凹部44が内側電極21bと接触する間のストローク)に相当する。
【0031】
キートップ部20の押し下げる力を一部解除すると、凹部44が有する復元力により、凹部44は元の状態に戻る。すなわち、天頂部44aは内側電極21bから離反する。さらに押し下げる力を解除すると、ドーム部22の有する復元力により、キートップ部20が押し上げられる。それに伴い、平坦部45が外側電極21aから離反する。このように、キートップ部20を押し下げる力の解除の程度により、金属層28は、固定電極21から2段階に渡って離反する。
【0032】
次に、押釦スイッチ用部材10の製造方法について、図面を参照しながら説明する。
【0033】
図8は、本発明の第1の実施の形態に係る押釦スイッチ用部材10の製造方法を示すフローチャートである。図9は、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、穴あけ工程を説明するための図であり、(B)は、プレス機47によって、金属コア層38に貫通孔46を設けた状態を示す図であり、(C)は、積層工程1を説明するための図である。図10は、図9に続いて、押釦スイッチ用部材10の製造方法における積層工程2を説明するための図である。図11は、図10に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、プレス成形機50に、押釦スイッチ用部材10として成形される前の積層体52を配置する工程を示す図であり、(B)は、積層体52をストリッパー54によってダイプレート56に固定した状態を示す図である。図12は、図11に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、積層体52をパンチプレート58によって打ち抜く工程を示す図であり、(B)は、ノックアウトピン60によって、積層体52において打ち抜かれた部分が元の位置まで押し上げられた状態を示す図であり、(C)は、積層体52において打ち抜かれた部分が元の位置まで押し戻された後の積層体52をプレス成形機50から取り出す工程を示す図である。図13は、図12に続いて、押釦スイッチ用部材10の製造方法を説明するための図であり、(A)は、積層体52において打ち抜かれた部分が元の位置まで押し戻された後の積層体52をポンチ62によって打ち抜く工程を示す図であり、(B)は、接点部材14が積層体52から打ち抜かれた後の状態を示す図である。
【0034】
まず、金属層28を構成する金属コア層38を用意する。さらに、この金属コア層38に複数の貫通孔46を形成するためのプレス機47を用意する。図9(A)に示すように、プレス機47は、雄型47aと雌型47bとを有する。雄型47aは、下方に向かって突出する複数の穴あけピン47cを有している。また、雌型47bは、該穴あけピン47cが嵌まるための複数の穴部47dを有している。雄型47aと雌型47bは、各穴あけピン47cが各穴部47dに嵌まるように対向配置されている。次に、図9(A)に示すように、金属コア層38を雌型47bの上に配置し、雄型47aを下降させる。雄型47aを下降させると、図9(B)に示すように、穴あけピン47cが金属コア層38を貫通し、該穴あけピン47cは雌型47bの穴部47dの内部に納まる(穴あけ工程:S101)。次に、貫通孔46が形成された金属コア層38の表面全体にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40が積層された金属コア層38片面に金メッキ層42を積層させる。このように、金属コア層38にニッケルメッキ層40および金メッキ層42を積層させることで金属層28が形成される。次に、図9(C)に示すように、接着性を有する第1のシリコーンゴム層32をラミネート法にてニッケルメッキ層40の上側の面に形成して、減圧処理にて密着させる。次に、加熱処理して第1のシリコーンゴム層32と金属層28を一体化させる(積層工程1:S102)。次に、第2のシリコーンゴム層30の片面にシリコーンに対し接着性を有する接着層34をスクリーン印刷法にて積層させる。そして、図10に示すように、金属層28に積層された第1のシリコーンゴム層32と第2のシリコーンゴム層30に積層された接着層34を重ね合わせて密着させる。そして、これらを減圧処理した後、加熱処理して一体化させる(積層工程2:S103)。以上のような工程を経て積層体52が形成される。なお、金属コア層38の表面にニッケルメッキ層40および金メッキ層42を積層させた後に、穴あけ工程:S101を行うようにしても良いし、穴あけ工程:S101を経て貫通孔46が形成された金属コア層38を樹脂層27に積層させた後、ニッケルメッキ層40および金メッキ層42を金属コア層38の表面に積層させようにしても良い。
【0035】
次に、成形用加工器具であるプレス成形機50の構成について説明する。接点部材14は、樹脂層27と金属層28が積層された積層体52をプレス成形機50によってプレス成形することにより形成される。プレス成形機50は、被加工材を配置するためのダイプレート56と、被加工材をダイプレート56に対して固定するストリッパー54とを有する。ストリッパー54には、被加工材を打ち抜くためのパンチプレート58が、該ストリッパー54に設けられた貫通孔54aの内部に配置されている。パンチプレート58の先端には、ダイプレート56側に広いV字状の溝58aが形成されている。また、ダイプレート56には、貫通孔56aが設けられている。被加工材を成形するためのノックアウトピン60は、その貫通孔56aの内部に配置されている。パンチプレート58とノックアウトピン60は、対向するように配置されている。ノックアウトピン60の先端には、パンチプレート58側に凸となる成形面60aが形成されている。パンチプレート58からの力を受けていない状態では、成形面60aの最も突出した部分はダイプレート56の配置面と同一平面上にある。
【0036】
次に、図11(A),(B)に示すように、積層体52をダイプレート56の上に配置する(配置工程:S104)。この状態では、積層体52の金属層28側の面は成形面60aと接する。次に、ストリッパー54を下降させる。このように、積層体52を上方から押し付け、該積層体52をダイプレート56に対して固定する(固定工程:S105)。次に、図12(A)に示すように、パンチプレート58を下降させ、積層体52を打ち抜く(打ち抜き工程1:S106)。積層体52において打ち抜かれた部分(以下、打抜部という。)は、パンチプレート58とノックアウトピン60に挟まれた状態で、積層体52より下方に押し下げられる。ノックアウトピン60は、弾性体62によって支持されている。そのため、打抜部が押し下げられると、弾性体62が収縮し、ノックアウトピン60には上方に向かう付勢力が働く。したがって、パンチプレート58を下降させていくと、打抜部の金属層28は、ノックアウトピン60の成形面60aによって圧縮成形される(成形工程:S107)。
【0037】
次に、図12(B)に示すように、パンチプレート58を上昇させ、打抜部から離反させる。すると、ノックアウトピン60は、弾性体62の復元力により上方に移動し、元の位置に戻る。それに伴い、打抜部も打ち抜かれる前の積層体52の位置に戻る(戻り工程:S108)。その後、図12(C)に示すように、ストリッパー54を上昇させて、積層体52をプレス成形機50から取り出す(取り出し工程:S109)。打抜部は上下方向に圧縮されているため、横方向の寸法が大きくなっている。したがって、打抜部は積層体52中の打ち抜かれた部位に嵌まり込んでおり、積層体52をプレス成形機50から取り出す際に、打抜部は積層体52から外れない。
【0038】
次に、図13(A),(B)に示すように、円形状の円孔63を有する基台64上に、打抜部が嵌まり込んだ積層体52を配置し、所定の径を有するポンチ62により、打抜部を下方に向かって打ち抜く(打ち抜き工程2:S110)。打抜部が積層体52から打ち抜かれると、接点部材14が出来上がる。その後、接点部材14をカバー部材18における保持部23に取り付けることにより、押釦スイッチ用部材10が製造される。
【0039】
以上のようにして構成された押釦スイッチ用部材10では、金属層28には蜂の巣状に複数の貫通孔46が設けられている。このため、押釦スイッチ用部材10の剛性が低下する。また、押釦スイッチ用部材10は、貫通孔を設けていない約50μmの厚さを有する金属シートに金メッキを形成したものと比較して、変形加工しやすいという長所を有する。また、押釦スイッチ用部材10は、フィルムに金属薄膜を形成し、貫通孔を設けていないものと比較して、ON/OFFの繰り返し動作を行っても凹部44の凹み量が減少しないという長所を有する。ただし、貫通孔46は、蜂の巣状以外の形態で設けても良い。例えば、2、3個の貫通孔のみを金属層28に設けても良い。
【0040】
また、押釦スイッチ用部材10では、樹脂層27は、第2のシリコーンゴム層30、第1のシリコーンゴム層32および接着層34の複数の樹脂層から形成されている。そのため、金属層28を薄くしても接点部材14の反りを防ぐことが可能となる。このため、押釦スイッチ用部材10に柔軟性を持たせることができる。したがって、接点部材14と固定接点21との間に異物が介在した場合、その異物に追従して接点部材14が変形する。その結果、接点部材14と固定接点21との間の接触不良を防止できる。
【0041】
また、押釦スイッチ用部材10では、樹脂層27をシリコーンゴムを素材とする第2のシリコーンゴム層30および第1のシリコーンゴム層32から形成されている。そのため、押釦スイッチ用部材19は、耐熱性、成形性および耐久性に優れたものとなる。また、大量生産にも適したものとなる。
【0042】
また、押釦スイッチ用部材10は、打ち抜き工程1と成形工程とを有する製造方法を用いて製造されている。そのため、積層体52を打ち抜く際に、その打ち抜かれた打抜部に凹部44を形成することができる。したがって、複数の工程を経ることなく打抜部に凹部44を形成でき、その結果、製造工程の削減を図ることができると共に、製造コストの削減を図ることが可能となる。
【0043】
また、押釦スイッチ用部材10では、洋白32の表面には、ニッケルメッキ層40および金メッキ層42が積層されている。そのため、金属層28の表面がニッケルメッキ層40および金メッキ層42によって保護される。したがって、金属層28が直接外部と接触することがなくなる。その結果、金属層28が腐食するのを防止できると共に、該金属層28と固定電極21との導通状態を良好にすることができる。
【0044】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ用部材70について、図面を参照しながら説明する。なお、第2の実施の形態に係る押釦スイッチ用部材70において、第1の実施の形態と共通する部分については、同一の符号を付すと共にその説明を省略または簡略化する。
【0045】
図14は、本発明の第2の実施の形態に係る押釦スイッチ用部材70に採用される接点部材71の断面図である。
【0046】
図14に示すように、接点部材71は、樹脂層72と金属層28とから主に構成されている。樹脂層72は、第2のシリコーンゴム層30と、シリコーンゴムと非シリコーン樹脂の双方に対して接着性を有する接着層73と、非シリコーンゴム層74とを有している。
【0047】
本実施の形態では、接着層73と金属層28との間に非シリコーンゴム層74が積層されている。非シリコーンゴム層74は、耐熱性を有する樹脂から成っており、その素材として、例えば、ポリエチレンテレフタレート、ポリイミド、ポリエーテルイミド、ポリカーボネート、ポリブチレンテレフタレート、ポリサルホン、ポリエーテルケトン、ポリアリエート、ポリエステルおよびこれらのアロイ等が挙げられる。しかしながら、これらの樹脂に限定されることなく、他の耐熱性を有する非シリコーン樹脂から成るようにしても良い。非シリコーンゴム層74の厚みは5μm以上100μm以下の範囲が好ましく、作業性および耐塵性を考慮すると、20μm以上50μm以下の範囲がより好ましい。
【0048】
上述したように、非シリコーンゴム層74の下方には、金属層28が積層されている。金属層28と非シリコーンゴム層74の積層方法は、特に限定されるものではないが、例えば、蒸着、スパッタリング、メッキもしくはキャスティング等により積層させることが好ましい。また、非シリコーンゴム層74と金属層28との間にプライマーや接着剤を介在させて積層させるようにしても良い。
【0049】
次に、押釦スイッチ用部材70の製造方法について、図面を参照しながら説明する。
【0050】
図15は、本発明の第2の実施の形態に係る押釦スイッチ用部材70の製造方法を示すフローチャートである。図16は、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、積層工程1を説明するための図であり、(B)は、積層工程2を説明するための図である。図17は、図16に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、ポンチ75によって積層体76から打抜部材78を打ち抜く工程を示す図であり、(B)は、積層体76から打抜部材78を打ち抜いた状態を示す図である。図18は、図17に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、打抜部材78をカバー部材18用の成形金型の接点凹部82に配置する工程を示す図であり、(B)は、打抜部材78をカバー部材18用の成形金型80の接点凹部82に配置した状態を示す図であり、(C)は、成形金型80にカバー部材18に、成形する前の樹脂部材84を配置する工程を示す図である。図19は、図18に続いて、押釦スイッチ用部材70の製造方法を説明するための図であり、(A)は、成形金型80により、押釦スイッチ用部材70を成形する工程を示す図であり、(B)は、成形金型80から押釦スイッチ用部材70を取り出した状態を示す図である。
【0051】
まず、第1の実施の形態の場合と同様に、金属層28を構成する金属コア層38を用意する。さらに、この金属コア層38に複数の貫通孔46を形成するためのプレス機47を用意する。図9(A)に示すように、プレス機47は、雄型47aと雌型47bとを有する。雄型47aは、下方に向かって突出する複数の穴あけピン47cを有している。また、雌型47bは、該穴あけピン47cが嵌まるための複数の穴部47dを有している。雄型47aと雌型47bは、各穴あけピン47cが各穴部47dにそれぞれ嵌まるように対向配置されている。次に、図9(A)に示すように、金属コア層38を雌型47bの上に配置し、雄型47aを下降させる。雄型47aを下降させると、図9(B)に示すように、穴あけピン47cが金属コア層38を貫通し、該穴あけピン47cは雌型47bの穴部47dの内部に納まる(穴あけ工程:S201)。次に、貫通孔46が形成された金属コア層38の表面全体にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40が積層された金属コア層38片面に金メッキ層42を積層させる。このように、金属コア層38にニッケルメッキ層40および金メッキ層42を積層させることで金属層28が形成される。次に、金属および非シリコーン樹脂の双方に対して接着性を有する接着剤をラミネート法にて非シリコーンゴム層74の片面に塗布する。そして、図16(A)に示すように、非シリコーンゴム層74の下側の面となる接着面をニッケルメッキ層40の上側の面に密着させ、加熱処理して金属層28を非シリコーンゴム層74の下側に積層させる(積層工程1:S202)。次に、第2のシリコーンゴム層30の片面に非シリコーンに対し接着性を有する接着層73をスクリーン印刷法にて積層させる。そして、図16(B)に示すように、金属層28に積層された非シリコーンゴム層74と第2のシリコーンゴム層30に積層された接着層73を重ね合わせて密着させる。そして、これらを減圧処理した後、加熱処理して一体化させる(積層工程2:S203)。
【0052】
次に、図17(A)に示すように、金属層28と樹脂層72とが積層された積層体76を円形状の円孔86を有する基台87上に配置し、所定の径を有するポンチ75により、積層体76を下方に向かって打ち抜く(打ち抜き工程:S204)。この結果、図17(B)に示すように、打ち抜き工程により、打抜部材78が形成される。
【0053】
次に、カバー部材18を成形するための成形金型80を用意する。図18(A)に示すように、成形金型80は、キャビティ81aを有する雌型80aと、突部81bを有する雄型80bとから構成される。突部81bには、所定の深さに掘り込まれた接点凹部82が設けられている。接点凹部82は、所定の成形面を有する。次に、図18(A),(B)に示すように、打抜部材78を雄型80bの接点凹部82に配置する(配置工程1:S205)。さらに、図18(C)に示すように、対向配置された雄型80bと雌型80aとの間に樹脂部材84を配置する(配置工程2:S206)。なお、樹脂部材84は、液状のものであってもよく、この場合、樹脂部材84は、成形金型80に流し込まれることになる。次に、雄型80bを雌型80a方向に近づけていく。すると、突部81bの先端が樹脂部材84の下側の面に接触すると共に、雌型80aのキャビティ81aの周囲の端面部81cに樹脂部材84の上側の面が接触する。さらに、この状態から、圧力および熱を加えながら、雌型80aを下降させる。すると、図19(A)に示すように、突部81bがキャビティ81aの一部に嵌まり込み、樹脂部材84と打抜部材78が一体成形され、打抜部材78には凹凸が形成される(成形工程:S207)。その後、図19(B)に示すように、雄型80bと雌型80aとを引き離し、成型金型80から一体成形された押釦スイッチ用部材70を取り出す(取り出し工程:S208)。以上のような工程を経て押釦スイッチ用部材70が製造される。
【0054】
以上のように構成された押釦スイッチ用部材70では、樹脂層72に非シリコーン樹脂層74を有する。したがって、使用時の油や汗等の汚れがキートップ部20に付着し、その汚れの成分となる脂肪類等が、第2のシリコーンゴム層30に浸透した場合でも、非シリコーン樹脂層74によってその金属層28側への浸透が防止される。そのため、金属層28に脂肪類等が到達し、該脂肪類等が金属層28に設けられた貫通孔46から滲み出して、接点部材71と固定電極21とが接触不良を起こすことを防止できる。
【0055】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材について、図面を参照しながら説明する。なお、第3の実施の形態に係る押釦スイッチ用部材において、第1の実施の形態と共通する部分については、同一の符号を付すと共にその説明を省略または簡略化する。
【0056】
図20は、本発明の第3の実施の形態に係る押釦スイッチ用部材に採用される接点部材90の断面図である。
【0057】
図20に示すように、接点部材90は、樹脂層91と金属層92とから主に構成されている。樹脂層91は、第2のシリコーンゴム層30と、シリコーンゴムと非シリコーン樹脂の双方に対して接着性を有する接着層93と、非シリコーンゴム層74とを有している。
【0058】
本実施の形態では、金属層92は、銅を材料とする銅層94から主に構成されており、その表面には、腐食防止等の耐環境性を備えるために、ニッケルメッキ層40および金メッキ層42が順に積層されている。接着層93と金属層92との間には、非シリコーンゴム層74が積層されている。非シリコーンゴム層74は、耐熱性を有する樹脂から成っており、その素材として、例えば、ポリエチレンテレフタレート、ポリイミド、ポリエーテルイミド、ポリカーボネート、ポリブチレンテレフタレート、ポリサルホン、ポリエーテルケトン、ポリアリエート、ポリエステルおよびこれらのアロイ等が挙げられる。しかしながら、これらの樹脂に限定されることなく、他の耐熱性を有する非シリコーン樹脂から成るようにしても良い。非シリコーンゴム層74の厚みは5μm以上100μm以下の範囲が好ましく、作業性および耐塵性を考慮すると、20μm以上50μm以下の範囲がより好ましい。
【0059】
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法について、図面を参照しながら説明する。
【0060】
図21は、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。図22は、本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程を説明するための図である。
【0061】
まず、非シリコーンゴム層74の片面に金属層28を構成する銅層94が張り合わされた銅張りフィルムを用意する。さらに、この銅張りフィルムにおける銅層94にエッヂング法を用いて複数の貫通孔46を形成する(穴あけ工程:S301)。次に、貫通孔46が形成された銅層94の表面にニッケルメッキ層40を積層させる。さらに、ニッケルメッキ層40の表面に金メッキ層42を積層させる。このように、銅層94にニッケルメッキ層40および金メッキ42を積層させることで金属層92が形成される。次に、シリコーンゴムおよび非シリコーン樹脂の双方に対して接着性を有する接着層93を第1のシリコーンゴム層30の片面にスクリーン印刷する。そして、図22に示すように、非シリコーンゴム層74と接着層93とを密着させ、これらを減圧処理した後、加熱処理して一体化させる(積層工程:S302)。
【0062】
以下、第2の実施の形態と同様の工程である打ち抜き工程:S303、配置工程1:S304、配置工程2:S305、成形工程:S306、取り出し工程:S307を経て押釦スイッチ用部材を得ることができる。
【0063】
以上のように構成された押釦スイッチ用部材では、樹脂層91に非シリコーン樹脂層74を有する。したがって、使用時の油や汗等の汚れがキートップ部20に付着し、その汚れの成分となる脂肪類等が、第2のシリコーンゴム層30に浸透した場合でも、非シリコーン樹脂層74によってその金属層92側への浸透が防止される。そのため、金属層92に脂肪類等が到達し、該脂肪類等が金属層92に設けられた貫通孔46から滲み出して、接点部材90と固定電極21とが接触不良を起こすことを防止できる。
【実施例】
【0064】
以下、本発明の実施例および比較例について説明する。表1および表2に、実施例および比較例のそれぞれの製造条件および得られた結果を示す。
【0065】
(実施例)
厚み50μmの洋白に精密プレス法により直径0.33mm、開口率40%の千鳥状に配列した貫通孔を設け、その全面にニッケルメッキを施した後、その片面に金メッキを施した。そして、このニッケルメッキおよび金メッキが施された洋白のニッケルメッキ面を、ミラブル型シリコーンゴムであるKE−153U(信越化学工業株式会社製)100重量部に、付加型硬化剤であるC−25A(信越化学工業株式会社製)を0.5重量部、付加型硬化剤であるC−25B(信越化学工業株式会社製)を2.0重量部、エポキシ系のシランカップリング剤であるKBM−403(信越化学工業株式会社製)を1.0重量部およびエポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を有する有機珪素化合物であるX−93−3046(信越化学工業株式会社製)を2.0重量部混合し、厚み0.1mmのフッ素フィルム上に分出した未加硫シリコーンゴムの表面に載置した。さらに、これを厚み0.1mmのPETフィルム2枚に挟みこんでピンチロールに通して密着させた。
【0066】
続いて、PETフィルムを剥がして乾燥機にて125℃の温度下で30分間加熱処理を行った後、フッ素フィルムを剥がし、更に、乾燥機にて230℃の温度下で1時間加熱処理を行い、金属の片面にシリコーンゴムが接着したものを作製した。次に、厚み0.5mmのシリコーンゴムシートにシリコーン系接着剤であるKE−1800A/B(信越化学工業株式会社製)をスクリーン印刷にて印刷した。そして、この接着剤印刷面に前記の金属とシリコーンゴムを接着させたもののシリコーンゴム側の面を重ね合わせた後、ゴム製の手押しロールにて圧着させ、加熱プレスにて125℃の温度下で3分間加熱処理して接着させ、金属とシリコーンゴムの一体品を作製した。これを、直径4mmのポンチで打ち抜き、直径4mmの接点部材を作製した。
【0067】
この接点部材を押釦スイッチ用部材を作製するための成形金型における可動接点部分に相当する底面に凸形状を有する凹部に配置した後、シリコーンゴムコンパウンドであるKE−941U(信越化学工業株式会社製)100重量部に、架橋剤であるC−8(信越化学工業株式会社製)を2重量部配合した原料を使用して、プレス成形法にて170℃の温度下で10分間成形し、接点部材の金属面側に約0.05mmの凹量を有する凹状部と、その外周部に約0.5mmの長さを有する平坦部とから構成される金属層を備えた押釦スイッチ用部材を作製した。
【0068】
1.打鍵耐久試験
実施例の押釦スイッチ用部材を用いて、打鍵耐久試験を行った。打鍵耐久試験は、荷重500g、打鍵速度3.3回/秒の条件下で実施した。試験機としてストローク4.5mmの突き上げ式の試験機を用いた。荷重およびストロークを測定するための測定器として、フィーリング測定装置(アイコーエンジニアリング株式会社製,商品名:MODEL1613)を使用した。また、接触抵抗を測定するための測定器としてデジタルマルチメーター(株式会社アドバンテスト製,商品名:R6561)を使用した。
【0069】
2.判定基準
接触抵抗値が2Ω以下となった点をON点とし、ON荷重の残存率が70%以上となった場合を合格(○)とし、ON荷重の残存率が70%未満となった場合を不合格(×)とした。ON荷重残存率は、ON荷重値/初期ON荷重値×100の計算式によって算出した。
【0070】
3.結果
表1に、実施例の打鍵耐久試験の結果を示す。
【表1】
【0071】
実施例の押釦スイッチ用部材では、20万回〜30万回未満まで実用的なON機能を維持できることが確認された。
【0072】
(比較例)
厚み28μmのポリイミドフィルムの片面に厚み35μmの銅層が積層された銅張り積層板(信越化学工業株式会社製)を用意した。そして、該銅張り積層板における銅層の表面にニッケルメッキを施し、さらにその表面に金メッキを施した。次に、0.5mmの掘り込みを設けたシート金型に0.5mmの厚みを有するシリコーンゴムシートを作製した。そして、該シリコーンゴムシートの片面に接着性を有するシリコーンゴムシートとして、シリコーンゴムであるKE−1935AおよびKE−1935B(信越化学工業株式会社製)を所定の配合比にて混合したもの100重量部にエポキシ当量が100〜5000g/molで、分子中に少なくとも1個の芳香族環と少なくとも1個のSi−H基を含有する有機珪素化合物であるX−93−3046(信越化学工業株式会社製)を3重量部とエポキシ系のシランカップリング剤であるKBM−403(信越化学工業株式会社製)を1重量部加えて混合したものをスクリーン印刷により印刷し、厚み約10μmの接着性シリコーンゴム層を得た。
【0073】
次に、この接着性シリコーンゴム層と銅張り積層板のポリイミドフィルム面とを重ね合わせ、ゴムローラーにて軽く密着させた後、−75mmHgの減圧処理層に80秒間投入した。その後、減圧処理層から取り出し、密着した状態で乾燥機にて125℃下で30分間熱処理することで、ポリイミドフィルムの片面に金属層が積層され、その反対側の面にシリコーンゴム層が積層された複合シートを得た。次に、該複合シートを直径3mmに打ち抜けるように調整された打ち抜き型で打ち抜き、直径3mmの押釦スイッチ用部材を得た。
【0074】
この押釦スイッチ用部材をカバー体を成形するための成形用金型における可動接点部分に相当する凹部に配置した後、シリコーンゴムコンパウンドであるKE−941U(信越化学工業株式会社製)を100重量部に、架橋剤であるC−8(信越化学工業株式会社製)を2重量部配合した原料を使用して、170℃の温度下で10分間プレス成形した。これにより、ベース部、ドーム部、キートップ部およびキートップ部の反対側の面に形成された直径3mm、高さ0.55mmの可動接点用凸部が一体に成形されたカバー体が作製されると共に、該カバー体と接点部材とが一体成形され、押釦スイッチ用部材が得られた。
【0075】
1.打鍵耐久試験
実施例の場合と同様の試験機、測定器および条件下において打鍵耐久試験を行った。
【0076】
2.判定基準
実施例の場合と同様の判定基準を採用した。
【0077】
3.結果
表2に、比較例の打鍵耐久試験の結果を示す。
【表2】
【0078】
比較例の押釦スイッチ用部材では、5万回未満で実用的なON機能を維持できなくなることが確認された。
【0079】
以上のように、本発明の実施例で比較例よりON機能を維持できるという結果が得られたのは、金属の厚みが約50μm程度であり、かつ該金属に千鳥状に配列した貫通孔が設けられているためであると考えられる。
【産業上の利用可能性】
【0080】
本発明の押釦スイッチ用部材は、各種電気機器の押釦スイッチにおいて利用することができる。
【図面の簡単な説明】
【0081】
【図1】本発明の第1の実施の形態に係る押釦スイッチ用部材を部分的に切断した状態を示す斜視図である。
【図2】本発明の第1の実施の形態に係る押釦スイッチ用部材の断面を示す図である。
【図3】図2中の押釦スイッチ用部材に採用される接点部材の断面図である。
【図4】図1中の基板を上方から見た平面図である。
【図5】図4における固定電極を拡大した平面図である。
【図6】図2中の金属層の形状を示す図であり、(A)は、金属層の側断面図であり、(B)は、(A)における矢示A方向から見た金属層の裏面図である。
【図7】金属層と固定電極とが接触した状態を示す概略図であり、(A)は、平坦部が外側電極と接触した状態を示す図であり、(B)は、凹部および平坦部が、それぞれ内側電極および外側電極と接触した状態を示す図である。
【図8】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図9】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、穴あけ工程を説明するための図であり、(B)は、プレス機によって、金属コア層に貫通孔を設けた状態を示す図であり、(C)は、積層工程1を説明するための図である。
【図10】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程2を説明するための図である。
【図11】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、プレス成形機に、押釦スイッチ用部材として成形される前の積層体を配置する工程を示す図であり、(B)は、積層体をストリッパーによってダイプレートに固定した状態を示す図である。
【図12】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層体をパンチプレートによって打ち抜く工程を示す図であり、(B)は、ノックアウトピンによって、積層体において打ち抜かれた部分が元の位置まで押し上げられた状態を示す図であり、(C)は、積層体において打ち抜かれた部分が元の位置まで押し戻された後の積層体をプレス成形機から取り出す工程を示す図である。
【図13】本発明の第1の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層体において打ち抜かれた部分が元の位置まで押し戻された後の積層体をポンチによって打ち抜く工程を示す図であり、(B)は、接点部材が積層体から打ち抜かれた後の状態を示す図である。
【図14】本発明の第2の実施の形態に係る押釦スイッチ用部材に採用される接点部材の断面図である。
【図15】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図16】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、積層工程1を説明するための図であり、(B)は、積層工程2を説明するための図である。
【図17】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、ポンチによって積層体から打抜部材を打ち抜く工程を示す図であり、(B)は、積層体から打抜部材を打ち抜いた状態を示す図である。
【図18】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、打抜部材をカバー部材用の成形金型の接点凹部に配置する工程を示す図であり、(B)は、打抜部材をカバー部材用の成形金型の接点凹部に配置した状態を示す図であり、(C)は、成形金型にカバー部材に、成形する前の樹脂部材を配置する工程を示す図である。
【図19】本発明の第2の実施の形態に係る押釦スイッチ用部材の製造方法を説明するための図であり、(A)は、成形金型により、押釦スイッチ用部材を成形する工程を示す図であり、(B)は、成形金型から押釦スイッチ用部材を取り出した状態を示す図である。
【図20】本発明の第3の実施の形態に係る押釦スイッチ用部材に採用される接点部材の断面図である。
【図21】本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法を示すフローチャートである。
【図22】本発明の第3の実施の形態に係る押釦スイッチ用部材の製造方法における積層工程を説明するための図である。
【符号の説明】
【0082】
10,70…押釦スイッチ用部材
14,71,90…接点部材
16…回路基板(基板)
21…固定電極
27,72,91…樹脂層(樹脂部)
28,92…金属層(金属部)
44…凹部
45…平坦部
46…貫通孔
【特許請求の範囲】
【請求項1】
基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、
上記接点部材は、
上記固定電極側に配置される金属部と、
上記金属部の上記固定電極側と反対側に積層される樹脂部と、
を有し、
上記金属部は、上記固定電極と対向する側から反対側に向かってへこむ凹部と、上記凹部の外周から外方に向かって水平に延出する平坦部とを有し、
上記金属部には複数の貫通孔が設けられていることを特徴とする押釦スイッチ用部材。
【請求項2】
前記樹脂部は、複数の樹脂層が積層された積層体であることを特徴とする請求項1記載の押釦スイッチ用部材。
【請求項3】
前記樹脂部はシリコーンゴム層を含むことを特徴とする請求項1または2記載の押釦スイッチ用部材。
【請求項4】
前記金属部と前記樹脂部との間に非シリコーンゴム系の樹脂層を積層させたことを特徴とする請求項1から3のいずれか1項記載の押釦スイッチ用部材。
【請求項5】
操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、
金属部に複数の貫通孔を形成する穴あけ工程と、
上記金属部と樹脂部とを積層させる積層工程と、
上記金属部に上記樹脂部を積層させた積層体を所定の径に打ち抜く際、上記金属部に凹部を形成する成形工程と、
を有することを特徴とする押釦スイッチ用部材の製造方法。
【請求項6】
操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、
金属部に複数の貫通孔を形成する穴あけ工程と、
上記金属部と樹脂部とを積層させる積層工程と、
上記金属部と上記樹脂部とを積層させた積層体を所定の径に打ち抜いた打抜部材を、押釦スイッチ用カバー部材の成形金型に設けられた接点凹部に配置する配置工程と、
上記成形金型に成形材料を投入し、該成形材料を上記打抜部材と一体成形し、上記打抜部材に凹部を形成する成形工程と、
を有することを特徴とする押釦スイッチ用部材の製造方法。
【請求項1】
基板上に設けられた多段接点用の固定電極と対向するように配置される接点部材を備えた押釦スイッチ用部材であって、
上記接点部材は、
上記固定電極側に配置される金属部と、
上記金属部の上記固定電極側と反対側に積層される樹脂部と、
を有し、
上記金属部は、上記固定電極と対向する側から反対側に向かってへこむ凹部と、上記凹部の外周から外方に向かって水平に延出する平坦部とを有し、
上記金属部には複数の貫通孔が設けられていることを特徴とする押釦スイッチ用部材。
【請求項2】
前記樹脂部は、複数の樹脂層が積層された積層体であることを特徴とする請求項1記載の押釦スイッチ用部材。
【請求項3】
前記樹脂部はシリコーンゴム層を含むことを特徴とする請求項1または2記載の押釦スイッチ用部材。
【請求項4】
前記金属部と前記樹脂部との間に非シリコーンゴム系の樹脂層を積層させたことを特徴とする請求項1から3のいずれか1項記載の押釦スイッチ用部材。
【請求項5】
操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、
金属部に複数の貫通孔を形成する穴あけ工程と、
上記金属部と樹脂部とを積層させる積層工程と、
上記金属部に上記樹脂部を積層させた積層体を所定の径に打ち抜く際、上記金属部に凹部を形成する成形工程と、
を有することを特徴とする押釦スイッチ用部材の製造方法。
【請求項6】
操作部の押圧操作に連動して離接する押釦スイッチ用部材の製造方法であって、
金属部に複数の貫通孔を形成する穴あけ工程と、
上記金属部と樹脂部とを積層させる積層工程と、
上記金属部と上記樹脂部とを積層させた積層体を所定の径に打ち抜いた打抜部材を、押釦スイッチ用カバー部材の成形金型に設けられた接点凹部に配置する配置工程と、
上記成形金型に成形材料を投入し、該成形材料を上記打抜部材と一体成形し、上記打抜部材に凹部を形成する成形工程と、
を有することを特徴とする押釦スイッチ用部材の製造方法。
【図1】

【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】

【図11】
【図12】

【図13】
【図14】

【図15】

【図16】
【図17】
【図18】
【図19】
【図20】
【図21】

【図22】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公開番号】特開2008−52990(P2008−52990A)
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願番号】特願2006−226737(P2006−226737)
【出願日】平成18年8月23日(2006.8.23)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年3月6日(2008.3.6)
【国際特許分類】
【出願日】平成18年8月23日(2006.8.23)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]