
押釦スイッチ用部材およびその製造方法
【課題】押圧した際のクリック感がよい押釦スイッチ用部材およびその製造方法を提供する。
【解決手段】押釦スイッチ用部材2は、押圧するためのキー3あるいはキー集合板と、キー3あるいはキー集合板を支持する支持部材5と、を有し、支持部材5の裏面側には、キー3あるいはキー集合板と押圧方向で重なる位置に、支持部材5よりも硬質の押圧子6が固着されると共に、押圧子6は、その裏面側に、ドーム状のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部11を備える。
【解決手段】押釦スイッチ用部材2は、押圧するためのキー3あるいはキー集合板と、キー3あるいはキー集合板を支持する支持部材5と、を有し、支持部材5の裏面側には、キー3あるいはキー集合板と押圧方向で重なる位置に、支持部材5よりも硬質の押圧子6が固着されると共に、押圧子6は、その裏面側に、ドーム状のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部11を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押釦スイッチ用部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、携帯電話および携帯情報端末装置(PDA)等の電子機器の操作部に押釦スイッチが用いられている。たとえば、押釦スイッチは、押釦スイッチ用部材と、押釦スイッチ用部材に対向して設けられたスイッチ部材を有する基板とから主に構成されている。押釦スイッチ用部材は、ユーザが押圧するためのキートップを弾性体からなるキーパッドに固着している。そのため、ユーザがキートップを押圧することで、キーパッドを押し下げ、スイッチをオンあるいはオフできる。また、キーパッドの裏面に、スイッチ部材と押圧方向で重なる位置に、スイッチ部材を押し込むことを容易にするための押圧子を一体化して形成しているものがある(たとえば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−178639号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載のキーパッドでは、以下のような問題がある。押圧子がキーパッドと同じ弾性体から形成されているため、キートップの裏面からスイッチ部材までの距離が長い場合には、押圧子が容易に変形しやすく、押圧した際のクリック感が生じ難い。
【0005】
そこで、本発明は、かかる問題を解消すべくなされたものであって、押圧した際のクリック感がよい押釦スイッチ用部材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の押釦スイッチ用部材の一実施の形態は、押圧するためのキーあるいはキー集合板と、キーあるいはキー集合板を支持する支持部材と、を有し、支持部材の裏面側には、キーあるいはキー集合板と押圧方向で重なる位置に、支持部材よりも硬質の押圧子が固着されると共に、押圧子は、その裏面側に、ドーム式のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部を備えるものとしている。
【0007】
さらに、押圧子および支持部材は、透光性の樹脂から構成され得る。
【0008】
さらに、押圧子の支持部材と固着する側には、フランジが形成され得る。
【0009】
さらに、フランジは、裏面側に面取り部を有し得る。
【0010】
さらに、支持部材のキートップと固着する部分は、キートップ方向に突出する台座部を有し得る。
【0011】
さらに、台座部の一部には、内側へ凹む凹部が設けられ得る。
【0012】
また、本発明の押釦スイッチ用部材の製造方法の一実施の形態は、押圧するためのキーあるいはキー集合板が固着された支持部材と、キーあるいはキー集合板と押圧方向で重なる位置に、支持部材よりも硬質の押圧子が固着されると共に、押圧子の裏面側には、ドーム式のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部が設けられた押釦スイッチ用部材の製造方法であって、押圧子を金型に配置する配置ステップと、弾性体の原料を配置して、押圧子と弾性体とをインサート成型する成形ステップと、を含む。
【発明の効果】
【0013】
本発明によれば、押圧した際のクリック感がよい押釦スイッチ用部材を提供できる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施の形態に係る押釦スイッチ用部材を備える携帯端末の正面図である。
【図2】図1に示す携帯電話に組み込まれる押釦スイッチ用部材を操作面側から見た場合の斜視図である。
【図3】図2に示す押釦スイッチ用部材を裏面側から見た場合の斜視図である。
【図4】図2に示す押釦スイッチ用部材の分解斜視図である。
【図5】図2に示す押釦スイッチ用部材を図2のA−A線で切断した場合のA−A線断面図である。
【図6】図2に示す押釦スイッチ用部材を有する押釦スイッチを示す断面図である。
【図7】本実施の形態に係る押釦スイッチ用部材の製造の概略的な流れを示すフローチャートである。
【図8】図7の押釦スイッチ用部材の各ステップにおける状態を示す図であって、図5と同様の断面図である。
【図9】本発明の変形例に係る押釦スイッチ用部材を図5と同様の断面で見た場合のA−A線断面図である。
【図10】本発明の別の変形例に係る押釦スイッチ用部材を図5と同様の断面で見た場合のA−A線断面図である。
【発明を実施するための形態】
【0015】
次に、本発明に係る押釦スイッチ用部材およびその製造方法の各実施の形態について、図面を参照しながら説明する。
【0016】
(押釦スイッチ用部材の構成)
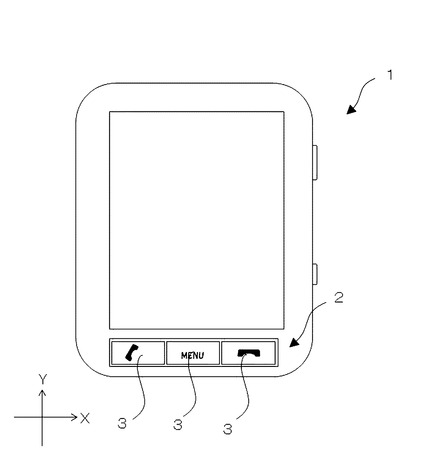
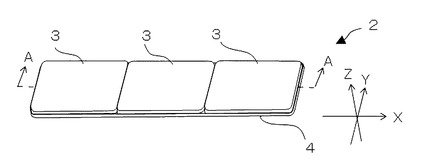
図1は、本発明の実施の形態に係る押釦スイッチ用部材2を備える携帯端末1の正面図である。図2は、図1に示す携帯端末1に組み込まれる押釦スイッチ用部材2を操作面側から見た場合の斜視図である。
【0017】
図1に示すように、電子機器の一例である携帯端末1は、本実施の形態に係る押釦スイッチ用部材2を備える。図1および図2に示すように、押釦スイッチ用部材2の操作面側には、キートップ3が露出している。なお、以後、操作面側(各図のZ方向)を表面側、操作面と逆の面側(各図の−Z方向)を裏面側という。また、表面と裏面との間の距離を厚さという。
【0018】
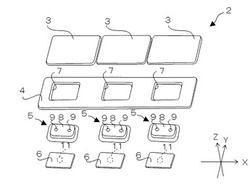
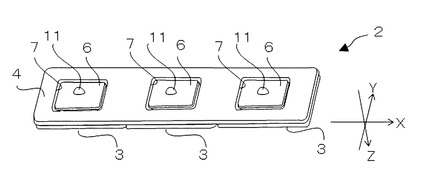
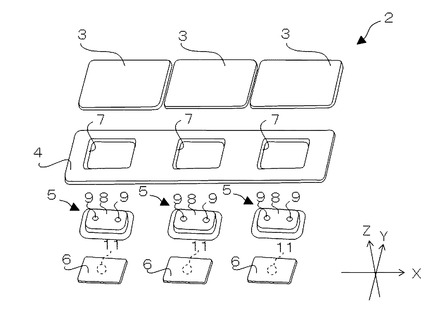
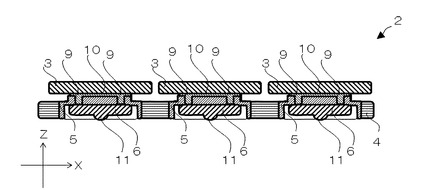
図3は、図2の押釦スイッチ用部材2を操作面の裏側から見た場合の斜視図である。図4は、図2の押釦スイッチ用部材2の分解斜視図である。図5は、図2に示す押釦スイッチ用部材2のA−A線断面図である。なお、図5およびそれ以後の断面図では、見易さを考慮して、各部材の厚さの比率を実際の比率と変えて図示している。
【0019】
押釦スイッチ用部材2は、キートップ3、支持部材5、補強部材4、押圧子6を主に備える。キートップ3は、支持部材5に固着されている。補強部材4および押圧子6は、支持部材5に固着されている。
【0020】
キーとしてのキートップ3は、ユーザが押圧する部材である。キートップ3としては、所定の強度を備えた材料であれば特に限定なく使用でき、例えば、厚さが約0.1〜2.0mm程度の樹脂、セラミックス、金属、ガラスあるいはそれらのコンポジットから構成される。また、本実施の形態では、キートップ3は、別個に3つ配置されているが、複数のキートップ3を連接したキー集合体を採用してもよい。また、キートップ3は、文字、数字、記号あるいは図等の形状を型抜きした貫通孔を有していてもよいし、キートップ3自体が透光性であってもよい。本明細書において「透光性」とは、光を実質的に透過させるものであればよく、好ましくは、一方向から光を照射した際の全光線透過率が20%以上、好ましくは70%以上である状態を指すものとする。
【0021】
補強部材4は、支持部材5よりも硬質の樹脂から構成される。また、補強部材4は、キートップ3の少なくとも一部と重なる位置に貫通孔7を有する板状の部材である。補強部材4としては、所定の強度を備えた材料であれば特に限定なく使用でき、例えば、厚さが約0.1〜1.5mm程度の樹脂、セラミックス、金属、ガラスあるいはそれらのコンポジットから構成される。また、押釦スイッチ用部材2の裏面からキートップ3を照光する場合には、補強部材4を非透光性の部材から構成することで、キートップ3以外の領域から光が漏れるのを防ぐことができる。さらに、補強部材4の裏面に光の反射機能を付与した場合には、補強部材4が反射板として、キートップ3以外の領域からの漏光をより効果的に防止できるので、好ましい。補強部材4により支持部材5が固着されている場合には、キートップ3を押し下げた後でキートップ3の押圧が解除されると、支持部材5は、補強部材4に固着されている部分を起点として、原形状へ復帰できる。
【0022】
支持部材5は、キートップ3および押圧子6を支持する部材である。支持部材5は、補強部材4の貫通孔7を塞ぐように、貫通孔7の内壁に固着されている。支持部材5の表面側にはキートップ3が、支持部材5の裏面側には押圧子6が、それぞれ固着されている。支持部材5と補強部材4あるいは支持部材5と押圧子6とは、接着あるいは融着等どのような手段で固着されていてもよい。また、それらを固着する前に、接合面にプライマーあるいはシランカップリング剤を塗布する、またはブラスト処理等を行う等の表面処理を施してもよい。また、支持部材5を形成するためのコンパウンドに自己接着性を発現するための接着成分を添加してもよい。あるいは、補強部材4、支持部材5および押圧子6をインサート成型等により一体的に成型してもよい。支持部材5は、キートップ3が表面側から押圧された場合に、その下方に設けられたドーム状のスイッチ部材(後述する)を押し込むことができるように、柔軟な弾性材料から構成されるのが好ましい。弾性材料から支持部材5が構成される場合には、キートップ3の押圧を止めると、キートップ3は、元の位置に支持部材5の弾性により復帰できる。そのような支持部材5の材料としては、たとえば、シリコーンゴム、ウレタンゴム、イソプレンゴム、エチレンプロピレンゴム、天然ゴム、エチレンプロピレンジエンゴムあるいはスチレンブタジエンゴム等の熱硬化性エラストマー、ウレタン系、エステル系、スチレン系、オレフィン系、ブタジエン系あるいはフッ素系等の熱可塑性エラストマー、あるいはそれらの複合物等を用いることができる。それらの材料の中でも、耐久性が高いウレタン系エラストマー、シリコーンゴムあるいはそれらの複合物を用いるのが好ましい。
【0023】
また、支持部材5の表面側には、補強部材4の表面よりもキートップ3側に突出する台座部8を有する。台座部8には、裏面方向に凹む2つの凹部9が形成されている。本実施の形態では、凹部9は、有底孔あるいは貫通孔として台座部8に形成されている。台座部8の上面は、キートップ3と接着層10を介して固着されている。なお、接着層10の一部は、凹部9に入りこんでいてもよい。支持部材5が透光性である場合には、補強部材4の貫通孔7の内部からキートップ3を照光できる。また、支持部材5は、補強部材4と一体的に成型されているのがより好ましい。支持部材5は、台座部8を有さないような形態であってもよいが、台座部8を有する場合には、キートップ3の押し込みに対してより撓みやすいため、好適である。支持部材5が透光性である場合には、押釦スイッチ用部材2の裏面側から入射した光により、支持部材5を介してキートップ3を照光できる。
【0024】
押圧子6は、支持部材5よりも硬質の部材から形成される部材であって、支持部材5から裏面方向に突出する部材である。押圧子6は、その裏面側に突出部11を有する。操作面に対する投影面積を比較すると、押圧子6の面積は、突出部11の面積よりも大きい。突出部11は、キートップ3が表面側から押圧された場合に、その下方に設けられたドーム状のスイッチ部材(後述する)を押し込む部分である。突出部11の先端は、ドーム状のスイッチ部材を構成するドーム部(後述する)より操作面側から見た投影面積が小さい。本実施の形態では、突出部11は、押圧子6の裏面よりも操作面側から見た投影面積が小さく、突出部11は、押圧子6の一部として一体的に形成されている。したがって、押圧子6および突出部11は、透光性の部材から形成されるので、押圧子6の側部あるいは突出部11から入光した光をより効率よく支持部材5に伝搬させることができる。たとえば、押圧子6は、ポリエチレンテレフタレート、ポリカーボネート、アクリル樹脂あるいはポリウレタン等の透光性の部材から形成できるが、その中でも、ポリカーボネートから形成されるのがより好ましい。
【0025】
接着層10は、キートップ3と支持部材5とを固着する部材である。たとえば、接着層10としては、両面テープ、ホットメルトテープ、シアノアクリレート系樹脂、ウレタン系樹脂、シリコーン系樹脂あるいは加熱した際の軟化点が低い樹脂等から成る層とすることができる。接着層10の材料としてシアノアクリレート系の接着剤を用いた場合には、空気中の水分の作用により硬化できる。なお、キートップ3と支持部材5とは、接着剤以外の方法により固着されてもよい。たとえば、融着、レーザ固着等により固着されていてもよい。
【0026】
(押釦スイッチの構造)
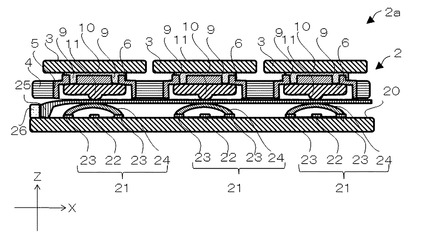
図6は、本発明の実施の形態に係る押釦スイッチ用部材2を備える押釦スイッチ2aの断面図である。
【0027】
押釦スイッチ2aは、押釦スイッチ用部材2の裏面側に対向する基板20を有する。基板20の表面側には、押圧子6と対向する位置にドーム状のスイッチ部材21が設けられている。
【0028】
基板20は、平板状の部材であり、好適には、その表側の面に配線パターンがプリントされたプリント基板である。基板20には、上述の配線パターンの一部として、複数の固定接点22および導電部23が設けられている。基板20の固定接点22は、ドーム状のドーム部24により覆われている。ドーム部24は、上方に向かって逆椀状に突出する導電性の部材である。また、基板20の各ドーム部24と当接する部分には、導電部23が形成されている。この結果、導電部23とドーム部24とは、電気的に接続される。
【0029】
また、押釦スイッチ2aは、押釦スイッチ用部材2と基板20との間に、導光板25を介在させている。導光板25の端部は、発光素子26と当接しているので、発光素子26から導光板25に入光した光は、導光板25内部を伝搬する。押圧子6の突出部11は、導光板25と当接している。押圧子6が透光性の部材から構成される場合には、導光板25に当接する突出部11および空気層を介して押圧子6の裏面から入光し、押圧子6の表面側から出光する。したがって、透光性の支持部材5およびキートップ3を用いている場合には、押圧子6の表面側から出光した光がユーザに視認される。
【0030】
押釦スイッチ2aでは、ユーザがキートップ3を押圧すると、支持部材5が撓み、押圧子6が押し下げられる。押圧子6が押し下げられると、ドーム部24が撓み、ドーム部24の内側に位置する固定接点22とドーム部24とが接触し、導通する。一方、ユーザがキートップ3から指を離すと、支持部材5が弾性的に元の形状に戻り、ドーム部24が固定接点22から離間し、固定接点22と導電部23とが非導通状態となる。かかる導通/非導通により、スイッチのON/OFFが切替えられる。
【0031】
上述のような押釦スイッチ用部材2を構成することにより、キートップ3がスイッチ部材21を押し込みやすい。なぜなら、押圧子6が支持部材5よりも硬質の材料から構成されているため、スイッチ部材21の押圧動作で押圧子6が変形しにくいからである。特に、押圧子6の厚さが、押圧子6が設けられている部分の支持部材5の厚さよりも大きい場合には、硬質の材料から構成された押圧子6を用いるのが好ましい。また、押圧子6の先端部分を突出部11として、スイッチ部材21との接触面積を小さくすることにより、クリック感をより向上させることができる。
【0032】
また、上述のような押釦スイッチ用部材2を構成し、かつ、押圧子6を透光性の部材から構成することにより、押圧子6から光を入光させた場合に、キートップ3を効率よく照光できる。なぜなら、押圧子6が弾性体から構成されていないため、弾性体に含まれる補強材等による光の吸収や拡散の影響を受けにくく、光が効率よく押圧子6の内部を伝搬し、キートップ3へと導かれるからである。
【0033】
また、上述のような押釦スイッチ用部材2を構成することで、押圧子6を支持部材5により強固に固着できる。なぜなら、操作面と平行な面における投影面積で比較すると、実際にスイッチ部材21を押圧する突出部11の投影面積よりも、押圧子6の支持部材5側の投影面積の方が大きいので、より広い接触面積にて支持部材5と押圧子6とが固着できるからである。
【0034】
(押釦スイッチ用部材の製造方法)
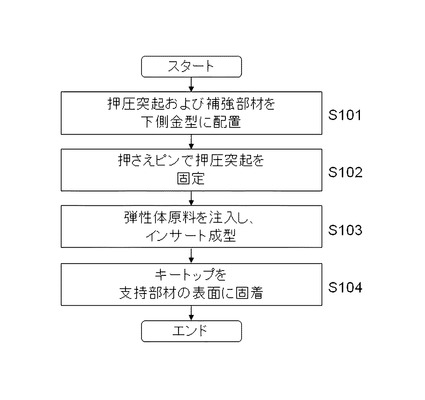
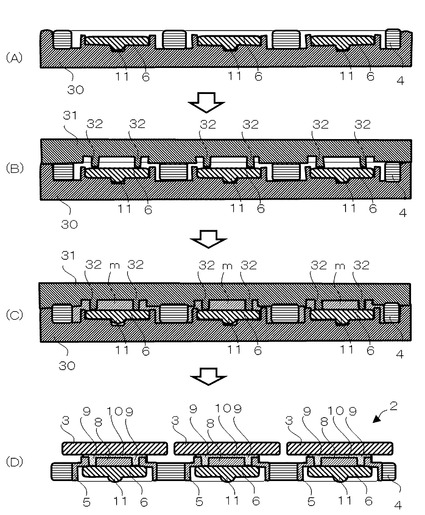
次に、押釦スイッチ用部材2の製造方法について説明する。図7は、押釦スイッチ用部材2の製造の概略的な流れを示すフローチャートである。図8は、図7に示す各ステップにおける押釦スイッチ用部材2の状態を示す図であって、図5と同様の断面図である。
【0035】
まず、図8の(A)に示すように、下側金型30に補強部材4および押圧子6を配置する(ステップS101:配置ステップ)。なお、押圧子6を下側金型30に配置する際に、押圧子6の挿入あるいは成型品の脱型を考慮すると、操作面から見た場合の押圧子6の外周は、下側金型30と0.05mm程度の間隙を有するように設計される。
【0036】
次に、図8の(B)に示すように、上側金型31を下側金型30の上に配置する(ステップS102)。上側金型31は、下側金型30方向に向かって延出する押さえピン32を有し、その押さえピン32は、押圧子6が下側金型30から浮くことがないように、下側金型30に押圧子6を押し付ける役割を有する。押さえピン32により押圧子6を押さえることで、下側金型30および上側金型31内で押圧子6が動きにくくなる。さらに、下側金型30と押圧子6との密着性が向上する。したがって、押圧子6の外周と下側金型30との間に間隙が存在しても、原料mが押圧子6の裏面側に侵入しにくく、押圧子6の裏面側に弾性体層が形成されにくくなる。なお、押さえピン32で押圧子6を押さえるのが容易になるように、押圧子6の表面を、押圧子6と隣接する下側金型30の表面よりも0.05mm程度内側に位置するように、押圧子6および下側金型30を設計するのがより好ましい。かかる構造とすることで、原料mを流入した際に押圧子6が動きにくい。
【0037】
次に、図8の(C)に示すように、支持部材5の原料mを上側金型31と下側金型30との間に充填し、インサート成型を行う(ステップS103:成型ステップ)。たとえば、原料mとしては、液状のシリコーンコンパウンドを用いることができる。最後に、図8の(D)に示すように、支持部材5の表面側(すなわち台座部8)に、接着層10を形成し、キートップ3を固着する。
【0038】
上述の方法で押釦スイッチ用部材2を製造した場合には、支持部材5に形成された接着層10が、台座部8のキートップ3と対向する面からはみ出して台座部8の側面等に形成されてしまう事を防ぐことができる。なぜなら、押圧子6が下側金型30から浮くことがないように、下側金型30に押し付ける押さえピン32により形成された凹部9に、余剰の接着剤成分が入り込み、台座部8の表面から外側に接着剤成分が溢れにくいからである。
【0039】
上述の方法で押釦スイッチ用部材2を製造した場合には、接着剤あるいは両面テープで支持部材5と押圧子6とを固着する場合よりも、より強固に固着できる。また、補強部材4、支持部材5および押圧子6を一工程で成型できるため、工程数を減らすことができる。
【0040】
以上、本発明の押釦スイッチ用部材2およびその製造方法を説明したが、本発明は、上述の実施の形態に限定されることなく、種々変形を施して実施可能である。
【0041】
たとえば、上述の実施の形態では、支持部材5は、各キートップ3の裏面側に個別に配置されるものとしているが、このような形態に限らない。支持部材5がシート形状等であって、複数のキートップ3の裏面側すべてを覆うような形態であってもよい。また、上述の実施の形態では、補強部材4を備えているが、補強部材4は、必須ではない。補強部材4は、支持部材5の裏面側に設けられていてもよい。
【0042】
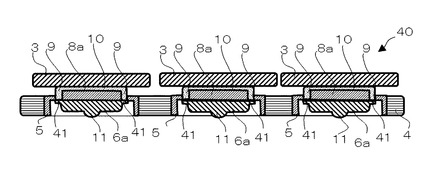
図9,10は、それぞれ、本実施の形態の変形例に係る押釦スイッチ用部材40および押釦スイッチ用部材50の各断面図である。図9に示すように、押釦スイッチ用部材40が備える押圧子6aは、上述の実施の形態に係る押釦スイッチ用部材2が備える押圧子6と異なり、表面側にフランジ41を有している。フランジ41は、押圧子6aの表面側端部において、たとえば、0.25〜0.5mm程度の厚さで操作面に対し外側方向へ延出する部材である。押圧子6aがフランジ41を有している場合には、フランジ41がない場合と比較して、支持部材5と押圧子6aとの固着面積が増加する。このため、支持部材5と押圧子6との固着強度を向上できる。さらに、押圧子6aがフランジ41を有している場合には、ステップS103の成型ステップにおいて、押圧子6aの側面と下側金型30との隙間に原料mが流れ込みにくいという効果も有する。
【0043】
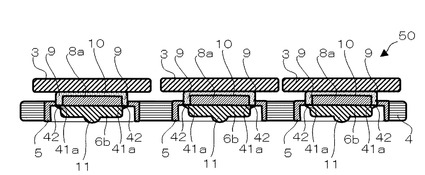
図10に示すように、押釦スイッチ用部材50が有する押圧子6bのフランジ41aは、面取り部42を裏面側に有する。フランジ41aに備える面取り部42により、フランジ41aは、外周側がより薄く、中心方向に向かうにつれて徐々に厚くなるように構成される。したがって、下側金型30に押圧子6bを配置し、押さえピン32によりフランジ41aを下型金型30に押しつけると、面取り部42と下側金型30とをより密着できる。したがって、ステップS103の成型ステップにおいて、押圧子6bの側面部分に原料mが流れ込みにくい。
【0044】
また、押圧子6,6a,6bの突出部11の面側全体が下側金型30の底面に当接させないことで、フランジ41,41aの裏面側と下側金型30との間に間隙が生じないように、突出部11の先端が下側金型30の底面に接触しないような寸法で押圧子6,6a,6bおよび下側金型30を設計するのがより好ましい。また、かかる場合には、フランジ41,41aと押圧方向で略重なる位置にて、押さえピン32によりフランジ41,41aを押さえるのがより好ましい。押圧子6,6a,6bの側面に弾性体層が形成されると、押圧子6,6a,6bに入光した際に、弾性体層が形成された部分から出光してしまう。そのため、側面部分に弾性体層が形成されにくい押圧子6aあるいは押圧子6bの形態を採用するのがより好ましい。
【0045】
上述の実施の形態は、1つのキートップに対し1つの支持部材5を設けているが、このような形態に限らない。たとえば、複数のキートップ3と押圧方向で重なるシート状の支持部材5としてもよいし、あるいは、複数の支持部材5が連接していてもよい。さらに、複数のキートップ3を連接したキー集合板3に、1つ若しくは複数の支持部材5を設けてもよい。また、支持部材5が透光性の部材から形成されている場合に、キートップ3等を照光するために光を導光する部材(いわゆる、ライトガイド)として支持部材5を機能させてもよい。同様に、補強部材4が透光性の部材から形成されている場合に、補強部材4をライトガイドとして機能させてもよい。
【0046】
上述の実施の形態では、押圧子6,6a,6bは、透光性の部材から形成されているが、このような形態に限らない。押圧子6,6a,6bが非透光性の部材から構成される場合であっても、押圧子6,6a,6bの厚さが厚くなる場合には、押圧子6,6a,6bを支持部材5よりも硬質の材料にて構成することにより、クリック感を向上できる。しかし、押圧子6,6a,6bが透光性の部材から構成される場合には、突出部11あるいは突出部11以外の押圧子6,6a,6bの背面側から入光すると、その光は、押圧子6,6a,6bと空気層との界面で全反射を繰り返しながら、押圧子6,6a,6bの内部へ広がる。したがって、押圧子6,6a,6bは、支持部材5を照光させるためのライトガイドとして機能できる。また、突出部11を支持部材5に固着するよりも押圧子6,6a,6bを支持部材5に固着した方が、より大きな面積で固着できるため、照光面積を大きくすることができる。
【0047】
また、上述の実施の形態では、押釦スイッチ用部材2を用いた押釦スイッチ2aを例示したが、このような形態に限らない。たとえば、押圧子6,6a,6bが非透光性の場合には、導光板25および発光素子26を備えなくてもよい。また、導光板25および発光素子26は、図6で示す場所以外に設けられていてもよい。
【産業上の利用可能性】
【0048】
本発明は、たとえば、各種電子機器の入力装置としての押釦スイッチ等に利用することができる。
【符号の説明】
【0049】
2,40,50 押釦スイッチ用部材
3 キートップまたはキー集合板
4 補強部材
5 支持部材
6,6a,6b 押圧子
8,8a 台座部
9 凹部
11 突出部
21 スイッチ部材
24 ドーム部
41,41a フランジ
42 面取り部
【技術分野】
【0001】
本発明は、押釦スイッチ用部材およびその製造方法に関する。
【背景技術】
【0002】
従来から、携帯電話および携帯情報端末装置(PDA)等の電子機器の操作部に押釦スイッチが用いられている。たとえば、押釦スイッチは、押釦スイッチ用部材と、押釦スイッチ用部材に対向して設けられたスイッチ部材を有する基板とから主に構成されている。押釦スイッチ用部材は、ユーザが押圧するためのキートップを弾性体からなるキーパッドに固着している。そのため、ユーザがキートップを押圧することで、キーパッドを押し下げ、スイッチをオンあるいはオフできる。また、キーパッドの裏面に、スイッチ部材と押圧方向で重なる位置に、スイッチ部材を押し込むことを容易にするための押圧子を一体化して形成しているものがある(たとえば、特許文献1を参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−178639号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載のキーパッドでは、以下のような問題がある。押圧子がキーパッドと同じ弾性体から形成されているため、キートップの裏面からスイッチ部材までの距離が長い場合には、押圧子が容易に変形しやすく、押圧した際のクリック感が生じ難い。
【0005】
そこで、本発明は、かかる問題を解消すべくなされたものであって、押圧した際のクリック感がよい押釦スイッチ用部材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の押釦スイッチ用部材の一実施の形態は、押圧するためのキーあるいはキー集合板と、キーあるいはキー集合板を支持する支持部材と、を有し、支持部材の裏面側には、キーあるいはキー集合板と押圧方向で重なる位置に、支持部材よりも硬質の押圧子が固着されると共に、押圧子は、その裏面側に、ドーム式のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部を備えるものとしている。
【0007】
さらに、押圧子および支持部材は、透光性の樹脂から構成され得る。
【0008】
さらに、押圧子の支持部材と固着する側には、フランジが形成され得る。
【0009】
さらに、フランジは、裏面側に面取り部を有し得る。
【0010】
さらに、支持部材のキートップと固着する部分は、キートップ方向に突出する台座部を有し得る。
【0011】
さらに、台座部の一部には、内側へ凹む凹部が設けられ得る。
【0012】
また、本発明の押釦スイッチ用部材の製造方法の一実施の形態は、押圧するためのキーあるいはキー集合板が固着された支持部材と、キーあるいはキー集合板と押圧方向で重なる位置に、支持部材よりも硬質の押圧子が固着されると共に、押圧子の裏面側には、ドーム式のスイッチ部材を構成するドーム部より操作面から見た投影面積の小さな面積の先端を有する突出部が設けられた押釦スイッチ用部材の製造方法であって、押圧子を金型に配置する配置ステップと、弾性体の原料を配置して、押圧子と弾性体とをインサート成型する成形ステップと、を含む。
【発明の効果】
【0013】
本発明によれば、押圧した際のクリック感がよい押釦スイッチ用部材を提供できる。
【図面の簡単な説明】
【0014】
【図1】本発明の実施の形態に係る押釦スイッチ用部材を備える携帯端末の正面図である。
【図2】図1に示す携帯電話に組み込まれる押釦スイッチ用部材を操作面側から見た場合の斜視図である。
【図3】図2に示す押釦スイッチ用部材を裏面側から見た場合の斜視図である。
【図4】図2に示す押釦スイッチ用部材の分解斜視図である。
【図5】図2に示す押釦スイッチ用部材を図2のA−A線で切断した場合のA−A線断面図である。
【図6】図2に示す押釦スイッチ用部材を有する押釦スイッチを示す断面図である。
【図7】本実施の形態に係る押釦スイッチ用部材の製造の概略的な流れを示すフローチャートである。
【図8】図7の押釦スイッチ用部材の各ステップにおける状態を示す図であって、図5と同様の断面図である。
【図9】本発明の変形例に係る押釦スイッチ用部材を図5と同様の断面で見た場合のA−A線断面図である。
【図10】本発明の別の変形例に係る押釦スイッチ用部材を図5と同様の断面で見た場合のA−A線断面図である。
【発明を実施するための形態】
【0015】
次に、本発明に係る押釦スイッチ用部材およびその製造方法の各実施の形態について、図面を参照しながら説明する。
【0016】
(押釦スイッチ用部材の構成)
図1は、本発明の実施の形態に係る押釦スイッチ用部材2を備える携帯端末1の正面図である。図2は、図1に示す携帯端末1に組み込まれる押釦スイッチ用部材2を操作面側から見た場合の斜視図である。
【0017】
図1に示すように、電子機器の一例である携帯端末1は、本実施の形態に係る押釦スイッチ用部材2を備える。図1および図2に示すように、押釦スイッチ用部材2の操作面側には、キートップ3が露出している。なお、以後、操作面側(各図のZ方向)を表面側、操作面と逆の面側(各図の−Z方向)を裏面側という。また、表面と裏面との間の距離を厚さという。
【0018】
図3は、図2の押釦スイッチ用部材2を操作面の裏側から見た場合の斜視図である。図4は、図2の押釦スイッチ用部材2の分解斜視図である。図5は、図2に示す押釦スイッチ用部材2のA−A線断面図である。なお、図5およびそれ以後の断面図では、見易さを考慮して、各部材の厚さの比率を実際の比率と変えて図示している。
【0019】
押釦スイッチ用部材2は、キートップ3、支持部材5、補強部材4、押圧子6を主に備える。キートップ3は、支持部材5に固着されている。補強部材4および押圧子6は、支持部材5に固着されている。
【0020】
キーとしてのキートップ3は、ユーザが押圧する部材である。キートップ3としては、所定の強度を備えた材料であれば特に限定なく使用でき、例えば、厚さが約0.1〜2.0mm程度の樹脂、セラミックス、金属、ガラスあるいはそれらのコンポジットから構成される。また、本実施の形態では、キートップ3は、別個に3つ配置されているが、複数のキートップ3を連接したキー集合体を採用してもよい。また、キートップ3は、文字、数字、記号あるいは図等の形状を型抜きした貫通孔を有していてもよいし、キートップ3自体が透光性であってもよい。本明細書において「透光性」とは、光を実質的に透過させるものであればよく、好ましくは、一方向から光を照射した際の全光線透過率が20%以上、好ましくは70%以上である状態を指すものとする。
【0021】
補強部材4は、支持部材5よりも硬質の樹脂から構成される。また、補強部材4は、キートップ3の少なくとも一部と重なる位置に貫通孔7を有する板状の部材である。補強部材4としては、所定の強度を備えた材料であれば特に限定なく使用でき、例えば、厚さが約0.1〜1.5mm程度の樹脂、セラミックス、金属、ガラスあるいはそれらのコンポジットから構成される。また、押釦スイッチ用部材2の裏面からキートップ3を照光する場合には、補強部材4を非透光性の部材から構成することで、キートップ3以外の領域から光が漏れるのを防ぐことができる。さらに、補強部材4の裏面に光の反射機能を付与した場合には、補強部材4が反射板として、キートップ3以外の領域からの漏光をより効果的に防止できるので、好ましい。補強部材4により支持部材5が固着されている場合には、キートップ3を押し下げた後でキートップ3の押圧が解除されると、支持部材5は、補強部材4に固着されている部分を起点として、原形状へ復帰できる。
【0022】
支持部材5は、キートップ3および押圧子6を支持する部材である。支持部材5は、補強部材4の貫通孔7を塞ぐように、貫通孔7の内壁に固着されている。支持部材5の表面側にはキートップ3が、支持部材5の裏面側には押圧子6が、それぞれ固着されている。支持部材5と補強部材4あるいは支持部材5と押圧子6とは、接着あるいは融着等どのような手段で固着されていてもよい。また、それらを固着する前に、接合面にプライマーあるいはシランカップリング剤を塗布する、またはブラスト処理等を行う等の表面処理を施してもよい。また、支持部材5を形成するためのコンパウンドに自己接着性を発現するための接着成分を添加してもよい。あるいは、補強部材4、支持部材5および押圧子6をインサート成型等により一体的に成型してもよい。支持部材5は、キートップ3が表面側から押圧された場合に、その下方に設けられたドーム状のスイッチ部材(後述する)を押し込むことができるように、柔軟な弾性材料から構成されるのが好ましい。弾性材料から支持部材5が構成される場合には、キートップ3の押圧を止めると、キートップ3は、元の位置に支持部材5の弾性により復帰できる。そのような支持部材5の材料としては、たとえば、シリコーンゴム、ウレタンゴム、イソプレンゴム、エチレンプロピレンゴム、天然ゴム、エチレンプロピレンジエンゴムあるいはスチレンブタジエンゴム等の熱硬化性エラストマー、ウレタン系、エステル系、スチレン系、オレフィン系、ブタジエン系あるいはフッ素系等の熱可塑性エラストマー、あるいはそれらの複合物等を用いることができる。それらの材料の中でも、耐久性が高いウレタン系エラストマー、シリコーンゴムあるいはそれらの複合物を用いるのが好ましい。
【0023】
また、支持部材5の表面側には、補強部材4の表面よりもキートップ3側に突出する台座部8を有する。台座部8には、裏面方向に凹む2つの凹部9が形成されている。本実施の形態では、凹部9は、有底孔あるいは貫通孔として台座部8に形成されている。台座部8の上面は、キートップ3と接着層10を介して固着されている。なお、接着層10の一部は、凹部9に入りこんでいてもよい。支持部材5が透光性である場合には、補強部材4の貫通孔7の内部からキートップ3を照光できる。また、支持部材5は、補強部材4と一体的に成型されているのがより好ましい。支持部材5は、台座部8を有さないような形態であってもよいが、台座部8を有する場合には、キートップ3の押し込みに対してより撓みやすいため、好適である。支持部材5が透光性である場合には、押釦スイッチ用部材2の裏面側から入射した光により、支持部材5を介してキートップ3を照光できる。
【0024】
押圧子6は、支持部材5よりも硬質の部材から形成される部材であって、支持部材5から裏面方向に突出する部材である。押圧子6は、その裏面側に突出部11を有する。操作面に対する投影面積を比較すると、押圧子6の面積は、突出部11の面積よりも大きい。突出部11は、キートップ3が表面側から押圧された場合に、その下方に設けられたドーム状のスイッチ部材(後述する)を押し込む部分である。突出部11の先端は、ドーム状のスイッチ部材を構成するドーム部(後述する)より操作面側から見た投影面積が小さい。本実施の形態では、突出部11は、押圧子6の裏面よりも操作面側から見た投影面積が小さく、突出部11は、押圧子6の一部として一体的に形成されている。したがって、押圧子6および突出部11は、透光性の部材から形成されるので、押圧子6の側部あるいは突出部11から入光した光をより効率よく支持部材5に伝搬させることができる。たとえば、押圧子6は、ポリエチレンテレフタレート、ポリカーボネート、アクリル樹脂あるいはポリウレタン等の透光性の部材から形成できるが、その中でも、ポリカーボネートから形成されるのがより好ましい。
【0025】
接着層10は、キートップ3と支持部材5とを固着する部材である。たとえば、接着層10としては、両面テープ、ホットメルトテープ、シアノアクリレート系樹脂、ウレタン系樹脂、シリコーン系樹脂あるいは加熱した際の軟化点が低い樹脂等から成る層とすることができる。接着層10の材料としてシアノアクリレート系の接着剤を用いた場合には、空気中の水分の作用により硬化できる。なお、キートップ3と支持部材5とは、接着剤以外の方法により固着されてもよい。たとえば、融着、レーザ固着等により固着されていてもよい。
【0026】
(押釦スイッチの構造)
図6は、本発明の実施の形態に係る押釦スイッチ用部材2を備える押釦スイッチ2aの断面図である。
【0027】
押釦スイッチ2aは、押釦スイッチ用部材2の裏面側に対向する基板20を有する。基板20の表面側には、押圧子6と対向する位置にドーム状のスイッチ部材21が設けられている。
【0028】
基板20は、平板状の部材であり、好適には、その表側の面に配線パターンがプリントされたプリント基板である。基板20には、上述の配線パターンの一部として、複数の固定接点22および導電部23が設けられている。基板20の固定接点22は、ドーム状のドーム部24により覆われている。ドーム部24は、上方に向かって逆椀状に突出する導電性の部材である。また、基板20の各ドーム部24と当接する部分には、導電部23が形成されている。この結果、導電部23とドーム部24とは、電気的に接続される。
【0029】
また、押釦スイッチ2aは、押釦スイッチ用部材2と基板20との間に、導光板25を介在させている。導光板25の端部は、発光素子26と当接しているので、発光素子26から導光板25に入光した光は、導光板25内部を伝搬する。押圧子6の突出部11は、導光板25と当接している。押圧子6が透光性の部材から構成される場合には、導光板25に当接する突出部11および空気層を介して押圧子6の裏面から入光し、押圧子6の表面側から出光する。したがって、透光性の支持部材5およびキートップ3を用いている場合には、押圧子6の表面側から出光した光がユーザに視認される。
【0030】
押釦スイッチ2aでは、ユーザがキートップ3を押圧すると、支持部材5が撓み、押圧子6が押し下げられる。押圧子6が押し下げられると、ドーム部24が撓み、ドーム部24の内側に位置する固定接点22とドーム部24とが接触し、導通する。一方、ユーザがキートップ3から指を離すと、支持部材5が弾性的に元の形状に戻り、ドーム部24が固定接点22から離間し、固定接点22と導電部23とが非導通状態となる。かかる導通/非導通により、スイッチのON/OFFが切替えられる。
【0031】
上述のような押釦スイッチ用部材2を構成することにより、キートップ3がスイッチ部材21を押し込みやすい。なぜなら、押圧子6が支持部材5よりも硬質の材料から構成されているため、スイッチ部材21の押圧動作で押圧子6が変形しにくいからである。特に、押圧子6の厚さが、押圧子6が設けられている部分の支持部材5の厚さよりも大きい場合には、硬質の材料から構成された押圧子6を用いるのが好ましい。また、押圧子6の先端部分を突出部11として、スイッチ部材21との接触面積を小さくすることにより、クリック感をより向上させることができる。
【0032】
また、上述のような押釦スイッチ用部材2を構成し、かつ、押圧子6を透光性の部材から構成することにより、押圧子6から光を入光させた場合に、キートップ3を効率よく照光できる。なぜなら、押圧子6が弾性体から構成されていないため、弾性体に含まれる補強材等による光の吸収や拡散の影響を受けにくく、光が効率よく押圧子6の内部を伝搬し、キートップ3へと導かれるからである。
【0033】
また、上述のような押釦スイッチ用部材2を構成することで、押圧子6を支持部材5により強固に固着できる。なぜなら、操作面と平行な面における投影面積で比較すると、実際にスイッチ部材21を押圧する突出部11の投影面積よりも、押圧子6の支持部材5側の投影面積の方が大きいので、より広い接触面積にて支持部材5と押圧子6とが固着できるからである。
【0034】
(押釦スイッチ用部材の製造方法)
次に、押釦スイッチ用部材2の製造方法について説明する。図7は、押釦スイッチ用部材2の製造の概略的な流れを示すフローチャートである。図8は、図7に示す各ステップにおける押釦スイッチ用部材2の状態を示す図であって、図5と同様の断面図である。
【0035】
まず、図8の(A)に示すように、下側金型30に補強部材4および押圧子6を配置する(ステップS101:配置ステップ)。なお、押圧子6を下側金型30に配置する際に、押圧子6の挿入あるいは成型品の脱型を考慮すると、操作面から見た場合の押圧子6の外周は、下側金型30と0.05mm程度の間隙を有するように設計される。
【0036】
次に、図8の(B)に示すように、上側金型31を下側金型30の上に配置する(ステップS102)。上側金型31は、下側金型30方向に向かって延出する押さえピン32を有し、その押さえピン32は、押圧子6が下側金型30から浮くことがないように、下側金型30に押圧子6を押し付ける役割を有する。押さえピン32により押圧子6を押さえることで、下側金型30および上側金型31内で押圧子6が動きにくくなる。さらに、下側金型30と押圧子6との密着性が向上する。したがって、押圧子6の外周と下側金型30との間に間隙が存在しても、原料mが押圧子6の裏面側に侵入しにくく、押圧子6の裏面側に弾性体層が形成されにくくなる。なお、押さえピン32で押圧子6を押さえるのが容易になるように、押圧子6の表面を、押圧子6と隣接する下側金型30の表面よりも0.05mm程度内側に位置するように、押圧子6および下側金型30を設計するのがより好ましい。かかる構造とすることで、原料mを流入した際に押圧子6が動きにくい。
【0037】
次に、図8の(C)に示すように、支持部材5の原料mを上側金型31と下側金型30との間に充填し、インサート成型を行う(ステップS103:成型ステップ)。たとえば、原料mとしては、液状のシリコーンコンパウンドを用いることができる。最後に、図8の(D)に示すように、支持部材5の表面側(すなわち台座部8)に、接着層10を形成し、キートップ3を固着する。
【0038】
上述の方法で押釦スイッチ用部材2を製造した場合には、支持部材5に形成された接着層10が、台座部8のキートップ3と対向する面からはみ出して台座部8の側面等に形成されてしまう事を防ぐことができる。なぜなら、押圧子6が下側金型30から浮くことがないように、下側金型30に押し付ける押さえピン32により形成された凹部9に、余剰の接着剤成分が入り込み、台座部8の表面から外側に接着剤成分が溢れにくいからである。
【0039】
上述の方法で押釦スイッチ用部材2を製造した場合には、接着剤あるいは両面テープで支持部材5と押圧子6とを固着する場合よりも、より強固に固着できる。また、補強部材4、支持部材5および押圧子6を一工程で成型できるため、工程数を減らすことができる。
【0040】
以上、本発明の押釦スイッチ用部材2およびその製造方法を説明したが、本発明は、上述の実施の形態に限定されることなく、種々変形を施して実施可能である。
【0041】
たとえば、上述の実施の形態では、支持部材5は、各キートップ3の裏面側に個別に配置されるものとしているが、このような形態に限らない。支持部材5がシート形状等であって、複数のキートップ3の裏面側すべてを覆うような形態であってもよい。また、上述の実施の形態では、補強部材4を備えているが、補強部材4は、必須ではない。補強部材4は、支持部材5の裏面側に設けられていてもよい。
【0042】
図9,10は、それぞれ、本実施の形態の変形例に係る押釦スイッチ用部材40および押釦スイッチ用部材50の各断面図である。図9に示すように、押釦スイッチ用部材40が備える押圧子6aは、上述の実施の形態に係る押釦スイッチ用部材2が備える押圧子6と異なり、表面側にフランジ41を有している。フランジ41は、押圧子6aの表面側端部において、たとえば、0.25〜0.5mm程度の厚さで操作面に対し外側方向へ延出する部材である。押圧子6aがフランジ41を有している場合には、フランジ41がない場合と比較して、支持部材5と押圧子6aとの固着面積が増加する。このため、支持部材5と押圧子6との固着強度を向上できる。さらに、押圧子6aがフランジ41を有している場合には、ステップS103の成型ステップにおいて、押圧子6aの側面と下側金型30との隙間に原料mが流れ込みにくいという効果も有する。
【0043】
図10に示すように、押釦スイッチ用部材50が有する押圧子6bのフランジ41aは、面取り部42を裏面側に有する。フランジ41aに備える面取り部42により、フランジ41aは、外周側がより薄く、中心方向に向かうにつれて徐々に厚くなるように構成される。したがって、下側金型30に押圧子6bを配置し、押さえピン32によりフランジ41aを下型金型30に押しつけると、面取り部42と下側金型30とをより密着できる。したがって、ステップS103の成型ステップにおいて、押圧子6bの側面部分に原料mが流れ込みにくい。
【0044】
また、押圧子6,6a,6bの突出部11の面側全体が下側金型30の底面に当接させないことで、フランジ41,41aの裏面側と下側金型30との間に間隙が生じないように、突出部11の先端が下側金型30の底面に接触しないような寸法で押圧子6,6a,6bおよび下側金型30を設計するのがより好ましい。また、かかる場合には、フランジ41,41aと押圧方向で略重なる位置にて、押さえピン32によりフランジ41,41aを押さえるのがより好ましい。押圧子6,6a,6bの側面に弾性体層が形成されると、押圧子6,6a,6bに入光した際に、弾性体層が形成された部分から出光してしまう。そのため、側面部分に弾性体層が形成されにくい押圧子6aあるいは押圧子6bの形態を採用するのがより好ましい。
【0045】
上述の実施の形態は、1つのキートップに対し1つの支持部材5を設けているが、このような形態に限らない。たとえば、複数のキートップ3と押圧方向で重なるシート状の支持部材5としてもよいし、あるいは、複数の支持部材5が連接していてもよい。さらに、複数のキートップ3を連接したキー集合板3に、1つ若しくは複数の支持部材5を設けてもよい。また、支持部材5が透光性の部材から形成されている場合に、キートップ3等を照光するために光を導光する部材(いわゆる、ライトガイド)として支持部材5を機能させてもよい。同様に、補強部材4が透光性の部材から形成されている場合に、補強部材4をライトガイドとして機能させてもよい。
【0046】
上述の実施の形態では、押圧子6,6a,6bは、透光性の部材から形成されているが、このような形態に限らない。押圧子6,6a,6bが非透光性の部材から構成される場合であっても、押圧子6,6a,6bの厚さが厚くなる場合には、押圧子6,6a,6bを支持部材5よりも硬質の材料にて構成することにより、クリック感を向上できる。しかし、押圧子6,6a,6bが透光性の部材から構成される場合には、突出部11あるいは突出部11以外の押圧子6,6a,6bの背面側から入光すると、その光は、押圧子6,6a,6bと空気層との界面で全反射を繰り返しながら、押圧子6,6a,6bの内部へ広がる。したがって、押圧子6,6a,6bは、支持部材5を照光させるためのライトガイドとして機能できる。また、突出部11を支持部材5に固着するよりも押圧子6,6a,6bを支持部材5に固着した方が、より大きな面積で固着できるため、照光面積を大きくすることができる。
【0047】
また、上述の実施の形態では、押釦スイッチ用部材2を用いた押釦スイッチ2aを例示したが、このような形態に限らない。たとえば、押圧子6,6a,6bが非透光性の場合には、導光板25および発光素子26を備えなくてもよい。また、導光板25および発光素子26は、図6で示す場所以外に設けられていてもよい。
【産業上の利用可能性】
【0048】
本発明は、たとえば、各種電子機器の入力装置としての押釦スイッチ等に利用することができる。
【符号の説明】
【0049】
2,40,50 押釦スイッチ用部材
3 キートップまたはキー集合板
4 補強部材
5 支持部材
6,6a,6b 押圧子
8,8a 台座部
9 凹部
11 突出部
21 スイッチ部材
24 ドーム部
41,41a フランジ
42 面取り部
【特許請求の範囲】
【請求項1】
押圧するためのキーあるいはキー集合板と、
上記キーあるいはキー集合板を支持する支持部材と、を有し、
上記支持部材の裏面側には、上記キーあるいはキー集合板と押圧方向で重なる位置に、上記支持部材よりも硬質の押圧子が固着されると共に、
上記押圧子は、その裏面側に、ドーム式のスイッチ部材を構成するドーム部より上記操作面から見た投影面積の小さな面積の先端を有する突出部を備えることを特徴とする押釦スイッチ用部材。
【請求項2】
請求項1に記載の押釦スイッチ用部材であって、
前記押圧子および前記支持部材は、透光性の樹脂から構成されることを特徴とする押釦スイッチ用部材。
【請求項3】
請求項1または請求項2に記載の押釦スイッチ用部材であって、
前記押圧子の前記支持部材と固着する側には、フランジが形成されていることを特徴とする押釦スイッチ用部材。
【請求項4】
請求項3に記載の押釦スイッチ用部材であって、
前記フランジは、面取り部を有することを特徴とする押釦スイッチ用部材。
【請求項5】
請求項1から請求項4のいずれか1項に記載の押釦スイッチ用部材であって、
前記支持部材の前記キートップと固着する部分は、前記キートップ方向に突出する台座部を有することを特徴とする押釦スイッチ用部材。
【請求項6】
請求項5に記載の押釦スイッチ用部材であって、
前記台座部の一部には、内側へ凹む凹部が設けられていることを特徴とする押釦スイッチ用部材。
【請求項7】
押圧するためのキーあるいはキー集合板が固着された支持部材と、上記キーあるいはキー集合板と押圧方向で重なる位置に、上記支持部材よりも硬質の押圧子が固着されると共に、当該押圧子の裏面側には、ドーム式のスイッチ部材を構成するドーム部より上記操作面から見た投影面積の小さな面積の先端を有する突出部が設けられる押釦スイッチ用部材の製造方法であって、
上記押圧子を金型に配置する配置ステップと、
弾性体の原料を配置して、上記押圧子と上記弾性体とをインサート成型する成型ステップと、
を含むことを特徴とする押釦スイッチ用部材の製造方法。
【請求項1】
押圧するためのキーあるいはキー集合板と、
上記キーあるいはキー集合板を支持する支持部材と、を有し、
上記支持部材の裏面側には、上記キーあるいはキー集合板と押圧方向で重なる位置に、上記支持部材よりも硬質の押圧子が固着されると共に、
上記押圧子は、その裏面側に、ドーム式のスイッチ部材を構成するドーム部より上記操作面から見た投影面積の小さな面積の先端を有する突出部を備えることを特徴とする押釦スイッチ用部材。
【請求項2】
請求項1に記載の押釦スイッチ用部材であって、
前記押圧子および前記支持部材は、透光性の樹脂から構成されることを特徴とする押釦スイッチ用部材。
【請求項3】
請求項1または請求項2に記載の押釦スイッチ用部材であって、
前記押圧子の前記支持部材と固着する側には、フランジが形成されていることを特徴とする押釦スイッチ用部材。
【請求項4】
請求項3に記載の押釦スイッチ用部材であって、
前記フランジは、面取り部を有することを特徴とする押釦スイッチ用部材。
【請求項5】
請求項1から請求項4のいずれか1項に記載の押釦スイッチ用部材であって、
前記支持部材の前記キートップと固着する部分は、前記キートップ方向に突出する台座部を有することを特徴とする押釦スイッチ用部材。
【請求項6】
請求項5に記載の押釦スイッチ用部材であって、
前記台座部の一部には、内側へ凹む凹部が設けられていることを特徴とする押釦スイッチ用部材。
【請求項7】
押圧するためのキーあるいはキー集合板が固着された支持部材と、上記キーあるいはキー集合板と押圧方向で重なる位置に、上記支持部材よりも硬質の押圧子が固着されると共に、当該押圧子の裏面側には、ドーム式のスイッチ部材を構成するドーム部より上記操作面から見た投影面積の小さな面積の先端を有する突出部が設けられる押釦スイッチ用部材の製造方法であって、
上記押圧子を金型に配置する配置ステップと、
弾性体の原料を配置して、上記押圧子と上記弾性体とをインサート成型する成型ステップと、
を含むことを特徴とする押釦スイッチ用部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−22913(P2012−22913A)
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願番号】特願2010−160390(P2010−160390)
【出願日】平成22年7月15日(2010.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成24年2月2日(2012.2.2)
【国際特許分類】
【出願日】平成22年7月15日(2010.7.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]