
押釦スイッチ用部材
【課題】
薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供する。
【解決手段】
透光性樹脂製キートップ3と金属製シート10とを少なくとも含む押釦スイッチ用部材2であって、金属製シート10の押釦領域に貫通孔11が設けられ、貫通孔11に被せるように、金属製シート10の表側に透光性樹脂製キートップ3が配置されており、金属製シート10と透光性樹脂製キートップ3とは、金属製シート10の貫通孔11および周縁部の少なくともいずれか一方で固定されている押釦スイッチ用部材としている。
薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供する。
【解決手段】
透光性樹脂製キートップ3と金属製シート10とを少なくとも含む押釦スイッチ用部材2であって、金属製シート10の押釦領域に貫通孔11が設けられ、貫通孔11に被せるように、金属製シート10の表側に透光性樹脂製キートップ3が配置されており、金属製シート10と透光性樹脂製キートップ3とは、金属製シート10の貫通孔11および周縁部の少なくともいずれか一方で固定されている押釦スイッチ用部材としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器の押釦スイッチに好適な押釦スイッチ用部材に関する。
【背景技術】
【0002】
近年、携帯電話、携帯情報端末装置等の電子機器においては、小型化および薄型化が求められている。このため操作部等に用いられる押釦スイッチ用部材においても同様に、小型化および薄型化が要望されている。
【0003】
従来から、良く知られている押釦スイッチ用部材は、例えば、複数のキートップと、当該キートップを配置するための透光性のシリコーンゴム製キーパッドとから構成される。各キートップは透光性樹脂にて形成され、その裏面には模様および着色等の表示部が印刷または塗装等によって形成される。各キートップは、接着材層を介してキーパッドに固定される(例えば、特許文献1を参照)。
【0004】
また、次のような方法で製造される押釦スイッチ用部材も知られている。まず、予め表示部を印刷したフィルムを、所望のキートップ形状と同じ形状の金型に配置する。型締めを行った後に熱可塑性の材料を射出成形してフィルムと一体形成する。その後、型開きとゲートカットを行い、球面形状の先端形状の押圧部を有する押釦スイッチ用部材ができあがる(例えば、特許文献2を参照)。
【特許文献1】特開2000−268667号公報(特許請求の範囲)
【特許文献2】特開平10−289632号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の押釦スイッチ用部材には、次のような問題がある。特許文献1に開示される押釦スイッチ用部材の場合には、透光性樹脂製のキートップは、接着材層を介してシリコーンゴム製のキーパッドに固定されているので、押釦スイッチ用部材の厚みは接着材層も含めた厚みとなる。このため、押釦スイッチ用部材の薄型化が難しい。シリコーンゴム製のキーパッドを薄型にすることも可能であるが、シリコーンゴム製のキーパッドの耐久性が低下し、押釦の操作を長期間に繰返す内に、キーパッドが破断して、キートップが機器のケースから脱離する危険性がある。さらに、万が一接着不良の部位があると、キートップがその部位から脱落してしまうという危険性もある。
【0006】
一方、特許文献2に開示される押釦スイッチ用部材の場合には、樹脂キートップと押圧部とを一体形成することによって、押釦スイッチ用部材を薄く形成でき、ある程度の押釦スイッチ用部材の薄型化を確保できる。しかし、樹脂キートップの強度を確保する上で必要な厚みがあるため、薄型化には限度がある。このため、樹脂キートップを薄くし過ぎると、操作を繰り返すうちに破壊してしまうという問題がある。さらに、クリック感が良くないという問題もある。
【0007】
本発明は、上記のような問題を解決するためになされたものであって、その目的とするところは、薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、透光性樹脂製キートップと金属製シートとを少なくとも含む押釦スイッチ用部材であって、金属製シートの押釦領域に貫通孔が設けられ、貫通孔に被せるように、金属製シートの表側に透光性樹脂製キートップが配置されており、金属製シートと透光性樹脂製キートップとは、金属製シートの貫通孔および周縁部の少なくともいずれか一方で固定されている押釦スイッチ用部材としている。
【0009】
このような構成の押釦スイッチ用部材とすると、金属製シートを補強材として使用するため、透光性樹脂製キートップ部の厚みを従来の厚みの限度より薄くすることができる。この結果、本発明の押釦スイッチ用部材を用いる電子機器のさらなる薄型化を図ることができる。また、金属製シートと透光性樹脂製キートップとは、金属製シートの貫通孔および周縁部の少なくともいずれか一方で固定されているので、接着または粘着等の工程を採用する必要がなくなり、接着不良によってキートップがその部位から脱落してしまうという問題を解決できる。加えて、プライマー等の塗布ムラによる不良品の発生も生じない。また、金属製シートを押し込んで操作するため、良好なクリック感を得ることができる。
【0010】
また、別の本発明は、先の発明において、金属製シートは、透光性樹脂製キートップの底面の輪郭に沿った形状を有する押釦スイッチ用部材としている。押釦スイッチを操作する際、入力したという感覚は、キートップ部を押した時に生じる感触、すなわちクリック感によって得られる。このため、金属製シートを、透光性樹脂製キートップの底面の輪郭に沿った形状を有するようにし、透光性樹脂製キートップ毎下方に押し込むことができるようにすることによって、耐久性に優れ、薄型で良好なクリック感を得る押釦スイッチ用部材が得られる。
【0011】
また、別の本発明は、先の発明において、貫通孔は、金属製シートの表側の開口面積よりも裏側の開口面積が大きくなるように形成されている押釦スイッチ用部材としている。このため、貫通孔に透光性樹脂製キートップを嵌め込むことによって、当該キートップと金属製シートとを容易に分離できないように固定できる。このような固定方法を採用すると、金属製シートの裏面から透光性樹脂を突出させないように、あるいは突出する量を少なくするようにできる。その結果、押釦スイッチ用部材のさらなる薄型化を図ることができる。
【0012】
また、別の本発明は、先の発明において、金属製シートと透光性樹脂製キートップとは、金属製シートの周縁部にて固定され、当該周縁部は、金属製シートの表側よりも裏側の方が面積が小さくなるように段部または斜面を有する押釦スイッチ用部材としている。このため、先の発明と同様、金属製シートの周縁部により、透光性樹脂製キートップを固定できる。このような固定方法を採用すると、金属製シートの裏面から透光性樹脂を突出させないように、あるいは突出する量を少なくするようにできる。その結果、押釦スイッチ用部材のさらなる薄型化を図ることができる。
【0013】
また、別の本発明は、先の発明において、貫通孔を複数設け、透光性樹脂製キートップが、複数の貫通孔を介して金属製シートに固定されている押釦スイッチ用部材としている。貫通孔を複数にすることにより、金属製シートと透光性樹脂製キートップとを、強固に固定することができる。また、金属製シートの裏側に発光部材を配置している場合、複数の金属製シートの貫通孔から光を透過することができる。すなわち、複数の貫通孔から光が入ると、比較的広い光入射面積を確保できるので、透光性樹脂製キートップの表面をムラなく均一に照光することが可能になる。また、各透光性樹脂製キートップに複数の照光部(例えば、抜き文字部等)が配置される場合、各々の照光部のみに対応した貫通孔を設けることによって、各々の照光部を効率良く照光できる。
【0014】
また、別の本発明は、先の発明において、透光性樹脂製キートップの表面に、一部に非装飾領域を有する装飾層が形成されている押釦スイッチ用部材としている。このため、押釦スイッチ用部材の視認性および装飾性を向上することができる。その結果、美観に優れ高級感を出すことができ、かつ多種多様なデザインの要望を満足することができる。
【0015】
また、別の本発明は、先の発明において、金属製シートの貫通孔の大きさは、非装飾領域の大きさよりも大きく形成されている押釦スイッチ用部材としている。非装飾領域の大きさより金属製シートの貫通孔を大きく形成することにより、照光押釦スイッチ用部材として使用する際、金属製シートの裏側に配置された発光部材からの光が金属製シートの貫通孔からキートップ内に入射し、より小さな非装飾領域から出射する。このため、キートップの非装飾領域の高輝度照光を実現できる。
【0016】
また、別の本発明は、先の発明において、透光性樹脂製キートップが、光拡散剤を含む押釦スイッチ用部材としている。光拡散剤を透光性樹脂に混入するのは、金属製シートの裏側に配置された発光部材から発射される光を、光拡散剤によって透光性樹脂製キートップの内部で散乱させることで、金属製シートの特定箇所のみから光を集中的に透過させ、透光性樹脂製キートップの特定箇所のみが明るく照光することを回避するためである。この結果、キートップ部の照光の均一性をより向上させることができる。
【0017】
本発明に係る押釦スイッチ用部材を構成する透光性樹脂製キートップの材料は、透光性樹脂であればその種類や組成、弾性率、色調について特に限定されるものではなく、熱硬化性樹脂や熱可塑性樹脂などの公知の高分子樹脂を好適に用いることができる。また、その硬化形態については特に限定されるものではなく、例えば、熱硬化あるいは光硬化等の公知の硬化形態の高分子材料を用いることができる。具体的な例としては、ポリカーボネート樹脂の他、例えば、アクリロニトリル・ブタジエン・スチレン樹脂(ABS樹脂)、エポキシ樹脂、フェノール樹脂、アクリル系樹脂、ウレタン系樹脂、シリコーン樹脂、不飽和ポリエステル樹脂、ポリメタクリル酸メチル樹脂、ポリ塩化ビニル樹脂、ポリスチレン樹脂、ポリアリレート樹脂、ポリメチルペンテン樹脂、ポリウレタン樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリフェニレンエーテル樹脂、ポリアセタール樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンスルフィド樹脂、ポリイミド樹脂、ポリエーテル樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルニトリル樹脂、ポリエーテルイミド樹脂、アモルファスポリアミド樹脂、フッ素樹脂、結晶性ポリアミド樹脂、エステル系熱可塑性エラストマー、スチレン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー等の材料が挙げられる。これらの樹脂のうち、易成形性、表面状態が良好であること、および成形後の装飾加工性が良いこと等の点から、特に、ポリカーボネート樹脂およびABS樹脂を好適に用いることができる。特に、ポリカーボネート樹脂を用いるのがより好ましい。ただし、上述の樹脂材料は一例に過ぎず、他の樹脂材料を採用しても良い。なお、樹脂材料は、上記のような一種類の樹脂材料でも、二種類以上の樹脂材料の混合物でも良い。
【0018】
本発明に係る押釦スイッチ用部材を構成する金属製シートの材料には、ステンレスの他、アルミニウム、マグネシウム、銅、亜鉛、チタン等あるいはこれらの各種の合金類を好適に用いることができ、特にステンレスを用いるのがより好ましい。ただし、上述の金属材料は一例に過ぎず、他の金属材料を採用しても良い。
【発明の効果】
【0019】
本発明によれば、薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供することができる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明に係る押釦スイッチ用部材の好適な各実施の形態について、図面を参照しながら詳しく説明する。ただし、本発明は、以下に説明する好適な各実施の形態に何ら限定されるものではない。
【0021】
(第1の実施の形態)
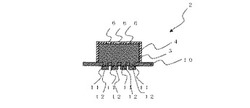
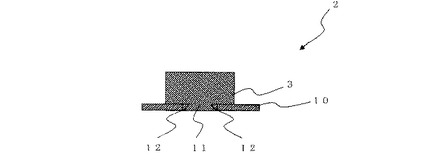
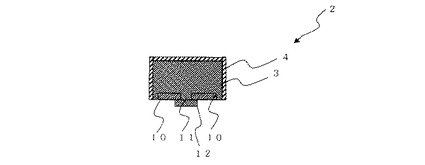
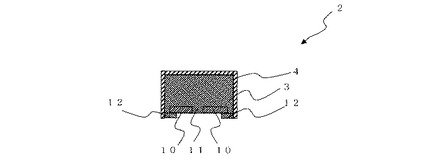
図1は、本発明の第1の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0022】
図1に示すように、押釦スイッチ用部材2は、金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。透光性樹脂製キートップ3の表面には、印刷層4が形成されている。また、金属製シート10の各押釦領域の略中央には、1個の貫通孔11が形成されている。
【0023】
金属製シート10は、好適には、ステンレス製のシートである。ただし、ステンレスの他、アルミニウムを採用しても良い。貫通孔11を形成する方法については、公知の方法、例えば、エッチング法またはプレスによる打抜き等の方法を用いることができる。
【0024】
透光性樹脂製キートップ3は、好適には、ポリカーボネート樹脂製の部材である。ただし、透光性樹脂製キートップ3をポリカーボネート樹脂以外の樹脂、例えば、ABS樹脂から構成しても良い。
【0025】
金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を、金属製シート10に設けられた貫通孔11から金属製シート10の裏面側に挿通させて、固定されている。固定に際して接着材等は用いられない。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引っ張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。透光性樹脂製キートップ3と金属製シート10とを一体化させる方法については、このような固定方法に特に限定されるものではない。固定部12の形態は、透光性樹脂製キートップ3の形状、材料および成形条件等によって、適宜、変更可能である。
【0026】
透光性樹脂製キートップ3の表面および側面にある文字、数字あるいは図柄等の模様を有する印刷層4は、塗装、印刷等によって形成されている。特に、塗装が好ましい。印刷層4を構成するインクまたは塗料の材料としては、特に限定されず、公知のインクや塗料を用いることができる。ただし、密着性などの観点から、アクリル樹脂系、塩化ビニル樹脂系、酢酸ビニル樹脂系、塩化ビニル−酢酸ビニル共重合樹脂系、ウレタン樹脂系、ビニル樹脂系、ポリカーボネート樹脂系、ポリエステル樹脂系、エポキシ樹脂系等のインクまたは塗料を用いることが好ましい。また、その硬化形態についても、特に限定されず、例えば、熱硬化または光硬化等の公知の硬化方法を採用しても良い。また、印刷層4の形成方法は、特に限定されず、形成面となる透光性樹脂製キートップ3の表面に、インクまたは塗料等を用いた公知の方法によって形成することができる。例えば、透光性樹脂製キートップ3の一部表面に透光性を有するインク等をのせて、文字状に描画したり、あるいは、透光性樹脂製キートップ3の全表面に遮光性を有するインク等を塗装した後、所定の形状にレーザーマーカー等を用いてエッチングして抜き文字状に描画することができる。なお、インクまたは塗料等の定着性や密着性、にじみ、発色性等を改善するために、透光性樹脂製キートップ3の表面に、予め各種公知のコーティング層を形成したり、各種公知の表面処理等施して改質することが好ましい。また、印刷、塗装、アルミニウムまたはインジウムの蒸着によって、透光性樹脂製キートップ3の装飾領域に半透過加飾層を形成しても良い。このため、下方から照光しない場合、加飾層のみを視認することができ、また、照光した場合、貫通孔11の形状に応じた光を視認できる。また、照光式キートップとする必要がない場合、装飾領域に不透明加飾層を形成しても良い。この場合、金属シート10の貫通孔11を、どのような形状にて形成しても良い。さらに、印刷層4の外側に透明樹脂から成る保護層を形成しても良い。このような保護層を形成すれば、印刷層4を効果的に保護できる。このため、透光性樹脂製キートップ3の押圧操作によって印刷層4が摩耗して模様が容易に消えることはない。
【0027】
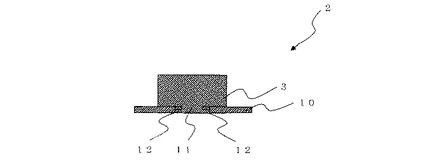
図2および図3は、図1に示す形態と異なる形態を有する押釦スイッチ用部材2の断面図である。
【0028】
図2に示すように、例えば、1つの金属製シート10の押釦領域に、複数個の貫通孔11を設けても良い。このため、金属製シート10の裏側に設置された図示されない発光部材からの光は、複数個の貫通孔11を透過して、透光性樹脂製キートップ3の印刷層4および文字、数字または図柄等の模様6(例えば、抜き文字部等)をムラなく均一に照光することができる。ただし、上述の貫通孔11の形態に限らず、貫通孔11の数または形態は、透光性樹脂製キートップ3の形態、金属シート10の押釦領域の形状および成形条件等によって、適宜変更しても良い。例えば、図3に示すように、各透光性樹脂製キートップ3に複数の照光部(例えば、抜き文字部等)を有する場合、各々の照光部のみに合わせて貫通孔を設けても良い。このため、各々の照光部に対応して、効率良く照光できる。
【0029】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ用部材2について説明する。
【0030】
第2の実施の形態に係る押釦スイッチ用部材2は、先に説明した第1の実施の形態に係る押釦スイッチ用部材2と共通の構成を有している。なお、以後、第2の実施の形態以降の実施の形態の説明において、各共通の部分については、第1の実施の形態と同じ符号にて示し、また、同じ工程については、重複する説明を省略する。
【0031】
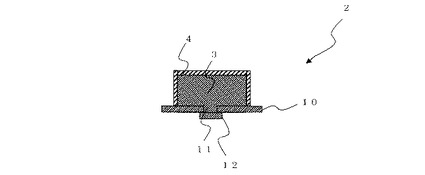
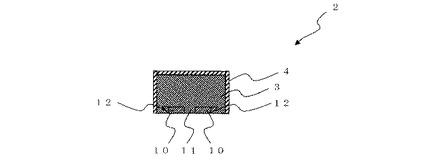
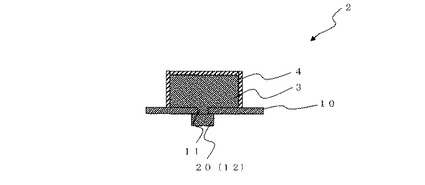
図4は、本発明の第2の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0032】
第2の実施の形態では、第1の実施の形態と異なり、押釦スイッチ用部材2は、金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。また、金属製シート10の押釦領域に、金属製シート10の表面側が小さく裏面側が大きくなるようなテーパー形状の貫通孔11が形成されている。
【0033】
また、金属製シート10と透光性樹脂製キートップ3との一体化は、金属製シート10を金型内にセットして溶融樹脂を供給して成形するインサート成形にて実現するのが好ましい。ただし、これに限定されず、例えば、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10設けられた貫通孔11から金属製シート10の裏面に向けて嵌め込んでも良い。図4に示すように、固定部12は、テーパー形状を有しているため、透光性樹脂製キートップ3が金属製シート10から抜けないように、両者を強固に固定できる。このような嵌合構造を採用することにより、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0034】
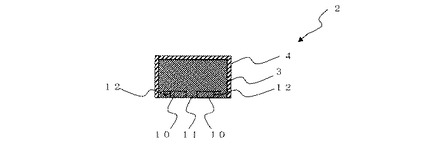
図5は、本発明の第2の実施の形態に係る押釦スイッチ用部材2の別の態様を示す断面図である。
【0035】
図5に示すように、金属製シート10に直状の貫通孔11を設けてから、金属製シート10の裏面における当該貫通孔11の位置から、貫通孔11の面積より広い面積をハーフエッチングし、貫通孔11の内面に段差を形成しても良い。ハーフエッチングにより形成された段差により、透光性樹脂製キートップ3を金属製シート10から抜けないように固定できる。また、金属製シート10の裏面から透光性樹脂製キートップ3の下部を突出させない、あるいは突出させた場合でもその突出量を少なくすることもできる。その結果、押釦スイッチ用部材2のさらなる薄型化を図ることができる。ただし、上述の貫通孔11の形態に限らず、貫通孔11の形態は、押釦領域の形状および成形条件等によって、適宜変更することができる。
【0036】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材2について説明する。
【0037】
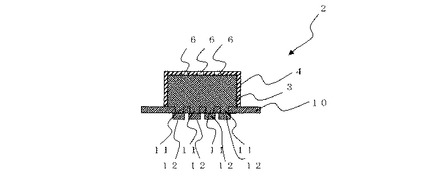
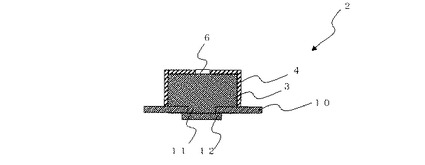
図6は、本発明の第3の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0038】
第3の実施の形態では、第1の実施の形態と異なり、図6に示すように、押釦スイッチ用部材2は、金属製シート10と、その表側に印刷層4を有する透光性樹脂製キートップ3とを備える他に、金属製シート10に設けられた貫通孔11を、その大きさが透光性樹脂製キートップ3の天面に形成された印刷層4の文字、数字または図柄等の模様6の面積より大きくなるように形成されたものである。貫通孔11を形成する方法については、特に限定されず、公知の方法を用いることができる。また、印刷層4を形成するに際して、印刷層4の内側に白色等の反射層を設けたり、金属製シート10の表面の反射率を高めたりすることが好ましい。このため、金属製シート10の裏面側に設置した発光部材(図示せず)からの光は、集光率良く、貫通孔11を透過して、もって透光性樹脂製キートップ3の天面にある印刷層4の文字、数字または図柄等の模様6をむらなく均一に照光することができる。また、発光部材からの光を集光させて、文字、数字または図柄等の模様6から外へ出射すると、文字、数字または図柄等の模様6の部分をより明るく照光できる。
【0039】
(第4の実施の形態)
次に、本発明の第4の実施の形態に係る押釦スイッチ用部材2について説明する。
【0040】
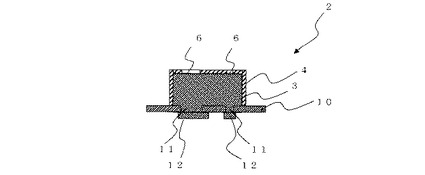
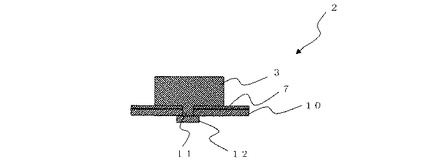
図7は、本発明の第4の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0041】
第4の実施の形態では、第1の実施の形態と異なり、図7に示すように、押釦スイッチ用部材2は、表面側に加飾層7を有する金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備える他に、金属製シート10の押釦領域に、貫通孔11が文字、数字または図柄等の模様の形状に形成されている。貫通孔11および金属製シート10の表面側に加飾層7を形成する方法については、特に限定されず、公知の方法を用いることができる。このため、押釦スイッチ用部材2の装飾性を向上することができ、多種多様なデザインかつ美観に優れ高級感を持たせることができる。
【0042】
(第5の実施の形態)
次に、本発明の第5の実施の形態に係る押釦スイッチ用部材2について説明する。
【0043】
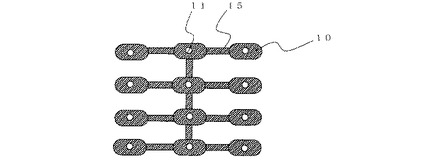
図8は、本発明の第5の実施の形態に係る押釦スイッチ用部材2の断面図である。図9は、本発明の第5の実施の形態に係る押釦スイッチ用部材2に用いられる金属製シート10の平面図である。
【0044】
第5の実施の形態では、第1の実施の形態と異なり、図8および図9に示すように、押釦スイッチ用部材2は、透光性樹脂製キートップ3の底面の輪郭に沿った形状を有する金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。各金属製シート10の押釦領域は連結部15によってつながっている。このため、押釦領域は、透光性樹脂製キートップ3の押圧によって、より容易に下方に移動できる。この結果、クリック感をより向上させることができる。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われている。金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10に設けられた貫通孔11を通じて金属製シート10の裏面側に挿通させて、固定されている。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。
【0045】
このような構成の押釦スイッチ用部材2とすると、金属製シート10が透光性樹脂製キートップ3の底面の輪郭に沿った形状を有することによって、耐久性に優れ、薄型で良好なクリック感を有する押釦スイッチ用部材2が得られる。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われることにより、従来の金属製シート10の側面には塗装がのらないという問題を解決でき、押釦スイッチ用部材2の装飾性を向上させることができる。金属製シート10の押釦部の形成方法については、公知の方法を用いることができ、特に限定されない。
【0046】
(第6の実施の形態)
次に、本発明の第6の実施の形態に係る押釦スイッチ用部材2について説明する。
【0047】
図10は、本発明の第6の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0048】
第6の実施の形態では、第5の実施の形態と異なり、図10に示すように、押釦スイッチ用部材2は、透光性樹脂製キートップ3の底面の輪郭に沿った形状に形成されている金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。金属製シート10の周縁部において、金属製シート10の表側より裏側の方が面積が小さくなるように斜面が形成されている。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われる。金属製シート10と透光性樹脂製キートップ3とは、金属製シート10の周縁部にて固定されている。固定部12は、図10に示すように、テーパー形状を有しているため、透光性樹脂製キートップ3を金属製シート10に、抜けないように強固に固定できる。このような固定構造を採用することにより、金属製シート10の裏側から透光性樹脂を突出させないようにすることができるので、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0049】
図11および図12は、本発明の第6の実施の形態に係る押釦スイッチ用部材2の別の態様を示した断面図である。
【0050】
図11に示すように、金属製シート10の周縁部の位置から、より広い面積をハーフエッチングし、金属製シート10の周縁部の裏面に段差を形成しても良い。ハーフエッチングにより形成された段差は、透光性樹脂製キートップ3を抜けないように固定する部分に利用できるので、金属製シート10の裏面から透光性樹脂製キートップ3の下部を突出させない、あるいは突出させた場合でもその突出量を少なくできる。その結果、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0051】
また、図12に示すように、透光性樹脂製キートップ3の周縁部は、少なくとも一部の透光性樹脂製キートップ3の底面の輪郭に沿った形状を有する金属製シート10の周縁部を覆い、さらに、金属製シート10の周縁部から貫通孔11に向かうように固定部12を形成しても良い。金属製シート10と透光性樹脂製キートップ3との一体化は、金属製シート10を金型内にセットして溶融樹脂を供給して成形するインサート成形にて実現するのが好ましい。このような嵌合構造を採用することにより、押釦スイッチ用部材2のさらなる薄型化を図ることができる。ただし、上述の固定成形方法に限らず、例えば、透光性樹脂製キートップ3の周縁部に形成された固定部12を金属製シート10に設けられた周縁部から金属製シート10の裏面に向けて押し込んで組み込んでも良い。周縁部の形態は、押釦領域の形状および成形条件等によって、適宜変更することができる。
【0052】
(第7の実施の形態)
次に、本発明の第7の実施の形態に係る押釦スイッチ用部材2について説明する。
【0053】
図13は、本発明の第7の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0054】
第7の実施の形態では、第1の実施の形態と異なり、図13に示すように、押釦スイッチ用部材2は、貫通孔11を有する金属製シート10と、その表面側に配置される光拡散剤を含む透光性樹脂製キートップ3とを備えている。金属製シート10に設けられた貫通孔11を通じて金属製シート10の裏面側に挿通させて透光性樹脂製キートップ3の下面に形成された固定部12が押釦スイッチ用部材2の押圧子20の形状に形成されている。透光性樹脂製キートップ3と、金属製シート10と、固定部12、すなわち押圧子20とを一体化させる方法については、特に限定されず、公知の方法を採用することが可能である。
【0055】
このため、第1の実施の形態の作用・効果を奏することに加えて、また、別途押圧子を設ける必要がなくなるので、この押釦スイッチ用部材2は更なる薄型化の要請に十分応えることが可能である。また、透光性樹脂製キートップ3に光拡散剤を混入することによって、金属製シート10の裏面側に配置された発光部材(図示せず)から入射される光を透光性樹脂製キートップ3の内部で散乱させ、透光性樹脂製キートップ3の特定箇所のみが明るくなることを回避することができる。このため、透光性樹脂製キートップ3の全領域を照光でき、透光性樹脂製キートップ3の照光の均一性を向上させることができる。
【0056】
(第8の実施の形態)
次に、本発明の第8の実施の形態に係る押釦スイッチ用部材2について説明する。
【0057】
図14は、本発明の第8の実施の形態に係る押釦スイッチ用部材2の断面図である。また、図15は、本発明の第8の実施の形態に係る押釦スイッチ用部材2に用いられる金属製シート10の平面図である。
【0058】
第8の実施の形態では、図14に示すように、押釦スイッチ用部材2は、貫通孔11を有する金属製シート10と、その表面側に配置される透光性樹脂製キートップ3と、各透光性樹脂製キートップ3と一体的成形した押圧子20が配置される箇所に孔が開いた透光性樹脂製フィルム21とを備えている。金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10に設けられた貫通孔11から金属製シート10の裏面側に挿通させて固定されている。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。
【0059】
また、図15に示すように、押釦スイッチ用部材2に用いられる金属製シート10は透光性樹脂製キートップ3の底面の輪郭に沿った形状に形成され、さらに、各押釦領域に切り離されている。このように、各押釦領域を切り離して透光性樹脂製フィルム21上に固定することにより、透光性樹脂製キートップ3の押し込みにより各金属製シート10も押し込むことができる。したがって、押釦スイッチ用部材2のクリック感触をより向上させることができる。さらに、透光性樹脂製フィルム21に各々独立した押釦を接着して所望の押釦スイッチ用部材2のデザインを完成しようとする際、製品毎または押釦毎の任意の組み合わせにより成形可能となる。しかも、金属製シート10を透光性樹脂製フィルム21に接着する場合には、成形した時の組み合わせに拘わらずその配列を自由に変えることができる。したがって、押釦の成形品としては同じであっても、押釦の配列の異なる複数仕様の押釦スイッチ用部材2を製作することができる。このため、顧客ニーズの多様化に対応した生産が可能である。ただし、上述の形態に限らず、金属製シート10の押釦領域は、必要に応じて複数の押釦領域からなる単位毎に切り離しても良い。
【0060】
以上、本発明に係る押釦スイッチ用部材2の各実施の形態について説明したが、本発明に係る押釦スイッチ用部材2は、上述の各実施の形態に限定されず、種々変形した形態にて実施可能である。
【0061】
例えば、図16に示すように、金属製シート10の裏側に押圧子20が形成された透光性樹脂製フィルム21を配置しても良い。図16では、貫通孔11を有する金属製シート10と、その上方に配置される透光性樹脂製キートップ3とを一体化成形した後、金属製シート10の裏側が透光性樹脂製フィルム21によって固定されている。また、透光性樹脂製フィルム21の裏側に透光性樹脂製キートップ3と対応する透光性樹脂製フィルム21からなる押圧子20も一体化成形されている。このような構成の押釦スイッチ用部材2とすると、別途押圧子を設ける必要がなくなり、上述の各実施の形態と同様の作用・効果が得られる。
【0062】
また、例えば、図17に示すように、図16における金属製シート10と透光性樹脂製フィルム21との間にELシート22を配置しても良い。ELシート22等の発光体を金属製シート10の直下に設置することにより、透光性樹脂製キートップ3をより明るく照光できる。
【0063】
また、透光性樹脂製キートップ3の形状、配置、個数は、必要に応じて様々変形しても良い。
【産業上の利用可能性】
【0064】
本発明は、押釦スイッチ用部材を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0065】
【図1】本発明の第1の実施の形態に係る押釦スイッチ用部材の態様を示す断面図である。
【図2】本発明の第1の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図3】本発明の第1の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図4】本発明の第2の実施の形態に係る押釦スイッチ用部材の断面図である。
【図5】本発明の第2の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図6】本発明の第3の実施の形態に係る押釦スイッチ用部材の断面図である。
【図7】本発明の第4の実施の形態に係る押釦スイッチ用部材の断面図である。
【図8】本発明の第5の実施の形態に係る押釦スイッチ用部材の断面図である。
【図9】本発明の第5の実施の形態に係る押釦スイッチ用部材に用いられる金属製シートの平面図である。
【図10】本発明の第6の実施の形態に係る押釦スイッチ用部材の断面図である。
【図11】本発明の第6の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図12】本発明の第6の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図13】本発明の第7の実施の形態に係る押釦スイッチ用部材の断面図である。
【図14】本発明の第8の実施の形態に係る押釦スイッチ用部材の断面図である。
【図15】本発明の第8の実施の形態に係る押釦スイッチ用部材に用いられる金属製シートの平面図である。
【図16】本発明のその他の実施の形態に係る押釦スイッチ用部材の断面図である。
【図17】本発明のその他の実施の形態に係る押釦スイッチ用部材の断面図である。
【符号の説明】
【0066】
2 押釦スイッチ用部材
3 透光性樹脂製キートップ
4 印刷層
6 文字、数字または図柄等の模様
7 加飾層
8 樹脂製キーシート
10 金属製シート
11 貫通孔
12 固定部
15 連結部
20 押圧子
21 透光性樹脂製フィルム
22 ELシート
【技術分野】
【0001】
本発明は、電子機器の押釦スイッチに好適な押釦スイッチ用部材に関する。
【背景技術】
【0002】
近年、携帯電話、携帯情報端末装置等の電子機器においては、小型化および薄型化が求められている。このため操作部等に用いられる押釦スイッチ用部材においても同様に、小型化および薄型化が要望されている。
【0003】
従来から、良く知られている押釦スイッチ用部材は、例えば、複数のキートップと、当該キートップを配置するための透光性のシリコーンゴム製キーパッドとから構成される。各キートップは透光性樹脂にて形成され、その裏面には模様および着色等の表示部が印刷または塗装等によって形成される。各キートップは、接着材層を介してキーパッドに固定される(例えば、特許文献1を参照)。
【0004】
また、次のような方法で製造される押釦スイッチ用部材も知られている。まず、予め表示部を印刷したフィルムを、所望のキートップ形状と同じ形状の金型に配置する。型締めを行った後に熱可塑性の材料を射出成形してフィルムと一体形成する。その後、型開きとゲートカットを行い、球面形状の先端形状の押圧部を有する押釦スイッチ用部材ができあがる(例えば、特許文献2を参照)。
【特許文献1】特開2000−268667号公報(特許請求の範囲)
【特許文献2】特開平10−289632号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来の押釦スイッチ用部材には、次のような問題がある。特許文献1に開示される押釦スイッチ用部材の場合には、透光性樹脂製のキートップは、接着材層を介してシリコーンゴム製のキーパッドに固定されているので、押釦スイッチ用部材の厚みは接着材層も含めた厚みとなる。このため、押釦スイッチ用部材の薄型化が難しい。シリコーンゴム製のキーパッドを薄型にすることも可能であるが、シリコーンゴム製のキーパッドの耐久性が低下し、押釦の操作を長期間に繰返す内に、キーパッドが破断して、キートップが機器のケースから脱離する危険性がある。さらに、万が一接着不良の部位があると、キートップがその部位から脱落してしまうという危険性もある。
【0006】
一方、特許文献2に開示される押釦スイッチ用部材の場合には、樹脂キートップと押圧部とを一体形成することによって、押釦スイッチ用部材を薄く形成でき、ある程度の押釦スイッチ用部材の薄型化を確保できる。しかし、樹脂キートップの強度を確保する上で必要な厚みがあるため、薄型化には限度がある。このため、樹脂キートップを薄くし過ぎると、操作を繰り返すうちに破壊してしまうという問題がある。さらに、クリック感が良くないという問題もある。
【0007】
本発明は、上記のような問題を解決するためになされたものであって、その目的とするところは、薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、透光性樹脂製キートップと金属製シートとを少なくとも含む押釦スイッチ用部材であって、金属製シートの押釦領域に貫通孔が設けられ、貫通孔に被せるように、金属製シートの表側に透光性樹脂製キートップが配置されており、金属製シートと透光性樹脂製キートップとは、金属製シートの貫通孔および周縁部の少なくともいずれか一方で固定されている押釦スイッチ用部材としている。
【0009】
このような構成の押釦スイッチ用部材とすると、金属製シートを補強材として使用するため、透光性樹脂製キートップ部の厚みを従来の厚みの限度より薄くすることができる。この結果、本発明の押釦スイッチ用部材を用いる電子機器のさらなる薄型化を図ることができる。また、金属製シートと透光性樹脂製キートップとは、金属製シートの貫通孔および周縁部の少なくともいずれか一方で固定されているので、接着または粘着等の工程を採用する必要がなくなり、接着不良によってキートップがその部位から脱落してしまうという問題を解決できる。加えて、プライマー等の塗布ムラによる不良品の発生も生じない。また、金属製シートを押し込んで操作するため、良好なクリック感を得ることができる。
【0010】
また、別の本発明は、先の発明において、金属製シートは、透光性樹脂製キートップの底面の輪郭に沿った形状を有する押釦スイッチ用部材としている。押釦スイッチを操作する際、入力したという感覚は、キートップ部を押した時に生じる感触、すなわちクリック感によって得られる。このため、金属製シートを、透光性樹脂製キートップの底面の輪郭に沿った形状を有するようにし、透光性樹脂製キートップ毎下方に押し込むことができるようにすることによって、耐久性に優れ、薄型で良好なクリック感を得る押釦スイッチ用部材が得られる。
【0011】
また、別の本発明は、先の発明において、貫通孔は、金属製シートの表側の開口面積よりも裏側の開口面積が大きくなるように形成されている押釦スイッチ用部材としている。このため、貫通孔に透光性樹脂製キートップを嵌め込むことによって、当該キートップと金属製シートとを容易に分離できないように固定できる。このような固定方法を採用すると、金属製シートの裏面から透光性樹脂を突出させないように、あるいは突出する量を少なくするようにできる。その結果、押釦スイッチ用部材のさらなる薄型化を図ることができる。
【0012】
また、別の本発明は、先の発明において、金属製シートと透光性樹脂製キートップとは、金属製シートの周縁部にて固定され、当該周縁部は、金属製シートの表側よりも裏側の方が面積が小さくなるように段部または斜面を有する押釦スイッチ用部材としている。このため、先の発明と同様、金属製シートの周縁部により、透光性樹脂製キートップを固定できる。このような固定方法を採用すると、金属製シートの裏面から透光性樹脂を突出させないように、あるいは突出する量を少なくするようにできる。その結果、押釦スイッチ用部材のさらなる薄型化を図ることができる。
【0013】
また、別の本発明は、先の発明において、貫通孔を複数設け、透光性樹脂製キートップが、複数の貫通孔を介して金属製シートに固定されている押釦スイッチ用部材としている。貫通孔を複数にすることにより、金属製シートと透光性樹脂製キートップとを、強固に固定することができる。また、金属製シートの裏側に発光部材を配置している場合、複数の金属製シートの貫通孔から光を透過することができる。すなわち、複数の貫通孔から光が入ると、比較的広い光入射面積を確保できるので、透光性樹脂製キートップの表面をムラなく均一に照光することが可能になる。また、各透光性樹脂製キートップに複数の照光部(例えば、抜き文字部等)が配置される場合、各々の照光部のみに対応した貫通孔を設けることによって、各々の照光部を効率良く照光できる。
【0014】
また、別の本発明は、先の発明において、透光性樹脂製キートップの表面に、一部に非装飾領域を有する装飾層が形成されている押釦スイッチ用部材としている。このため、押釦スイッチ用部材の視認性および装飾性を向上することができる。その結果、美観に優れ高級感を出すことができ、かつ多種多様なデザインの要望を満足することができる。
【0015】
また、別の本発明は、先の発明において、金属製シートの貫通孔の大きさは、非装飾領域の大きさよりも大きく形成されている押釦スイッチ用部材としている。非装飾領域の大きさより金属製シートの貫通孔を大きく形成することにより、照光押釦スイッチ用部材として使用する際、金属製シートの裏側に配置された発光部材からの光が金属製シートの貫通孔からキートップ内に入射し、より小さな非装飾領域から出射する。このため、キートップの非装飾領域の高輝度照光を実現できる。
【0016】
また、別の本発明は、先の発明において、透光性樹脂製キートップが、光拡散剤を含む押釦スイッチ用部材としている。光拡散剤を透光性樹脂に混入するのは、金属製シートの裏側に配置された発光部材から発射される光を、光拡散剤によって透光性樹脂製キートップの内部で散乱させることで、金属製シートの特定箇所のみから光を集中的に透過させ、透光性樹脂製キートップの特定箇所のみが明るく照光することを回避するためである。この結果、キートップ部の照光の均一性をより向上させることができる。
【0017】
本発明に係る押釦スイッチ用部材を構成する透光性樹脂製キートップの材料は、透光性樹脂であればその種類や組成、弾性率、色調について特に限定されるものではなく、熱硬化性樹脂や熱可塑性樹脂などの公知の高分子樹脂を好適に用いることができる。また、その硬化形態については特に限定されるものではなく、例えば、熱硬化あるいは光硬化等の公知の硬化形態の高分子材料を用いることができる。具体的な例としては、ポリカーボネート樹脂の他、例えば、アクリロニトリル・ブタジエン・スチレン樹脂(ABS樹脂)、エポキシ樹脂、フェノール樹脂、アクリル系樹脂、ウレタン系樹脂、シリコーン樹脂、不飽和ポリエステル樹脂、ポリメタクリル酸メチル樹脂、ポリ塩化ビニル樹脂、ポリスチレン樹脂、ポリアリレート樹脂、ポリメチルペンテン樹脂、ポリウレタン樹脂、ポリエチレン樹脂、ポリプロピレン樹脂、ポリフェニレンエーテル樹脂、ポリアセタール樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンスルフィド樹脂、ポリイミド樹脂、ポリエーテル樹脂、ポリエーテルケトン樹脂、ポリエーテルエーテルケトン樹脂、ポリエーテルニトリル樹脂、ポリエーテルイミド樹脂、アモルファスポリアミド樹脂、フッ素樹脂、結晶性ポリアミド樹脂、エステル系熱可塑性エラストマー、スチレン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマー等の材料が挙げられる。これらの樹脂のうち、易成形性、表面状態が良好であること、および成形後の装飾加工性が良いこと等の点から、特に、ポリカーボネート樹脂およびABS樹脂を好適に用いることができる。特に、ポリカーボネート樹脂を用いるのがより好ましい。ただし、上述の樹脂材料は一例に過ぎず、他の樹脂材料を採用しても良い。なお、樹脂材料は、上記のような一種類の樹脂材料でも、二種類以上の樹脂材料の混合物でも良い。
【0018】
本発明に係る押釦スイッチ用部材を構成する金属製シートの材料には、ステンレスの他、アルミニウム、マグネシウム、銅、亜鉛、チタン等あるいはこれらの各種の合金類を好適に用いることができ、特にステンレスを用いるのがより好ましい。ただし、上述の金属材料は一例に過ぎず、他の金属材料を採用しても良い。
【発明の効果】
【0019】
本発明によれば、薄型で耐久性が高く、良好なクリック感を得ることができる押釦スイッチ用部材を提供することができる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明に係る押釦スイッチ用部材の好適な各実施の形態について、図面を参照しながら詳しく説明する。ただし、本発明は、以下に説明する好適な各実施の形態に何ら限定されるものではない。
【0021】
(第1の実施の形態)
図1は、本発明の第1の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0022】
図1に示すように、押釦スイッチ用部材2は、金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。透光性樹脂製キートップ3の表面には、印刷層4が形成されている。また、金属製シート10の各押釦領域の略中央には、1個の貫通孔11が形成されている。
【0023】
金属製シート10は、好適には、ステンレス製のシートである。ただし、ステンレスの他、アルミニウムを採用しても良い。貫通孔11を形成する方法については、公知の方法、例えば、エッチング法またはプレスによる打抜き等の方法を用いることができる。
【0024】
透光性樹脂製キートップ3は、好適には、ポリカーボネート樹脂製の部材である。ただし、透光性樹脂製キートップ3をポリカーボネート樹脂以外の樹脂、例えば、ABS樹脂から構成しても良い。
【0025】
金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を、金属製シート10に設けられた貫通孔11から金属製シート10の裏面側に挿通させて、固定されている。固定に際して接着材等は用いられない。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引っ張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。透光性樹脂製キートップ3と金属製シート10とを一体化させる方法については、このような固定方法に特に限定されるものではない。固定部12の形態は、透光性樹脂製キートップ3の形状、材料および成形条件等によって、適宜、変更可能である。
【0026】
透光性樹脂製キートップ3の表面および側面にある文字、数字あるいは図柄等の模様を有する印刷層4は、塗装、印刷等によって形成されている。特に、塗装が好ましい。印刷層4を構成するインクまたは塗料の材料としては、特に限定されず、公知のインクや塗料を用いることができる。ただし、密着性などの観点から、アクリル樹脂系、塩化ビニル樹脂系、酢酸ビニル樹脂系、塩化ビニル−酢酸ビニル共重合樹脂系、ウレタン樹脂系、ビニル樹脂系、ポリカーボネート樹脂系、ポリエステル樹脂系、エポキシ樹脂系等のインクまたは塗料を用いることが好ましい。また、その硬化形態についても、特に限定されず、例えば、熱硬化または光硬化等の公知の硬化方法を採用しても良い。また、印刷層4の形成方法は、特に限定されず、形成面となる透光性樹脂製キートップ3の表面に、インクまたは塗料等を用いた公知の方法によって形成することができる。例えば、透光性樹脂製キートップ3の一部表面に透光性を有するインク等をのせて、文字状に描画したり、あるいは、透光性樹脂製キートップ3の全表面に遮光性を有するインク等を塗装した後、所定の形状にレーザーマーカー等を用いてエッチングして抜き文字状に描画することができる。なお、インクまたは塗料等の定着性や密着性、にじみ、発色性等を改善するために、透光性樹脂製キートップ3の表面に、予め各種公知のコーティング層を形成したり、各種公知の表面処理等施して改質することが好ましい。また、印刷、塗装、アルミニウムまたはインジウムの蒸着によって、透光性樹脂製キートップ3の装飾領域に半透過加飾層を形成しても良い。このため、下方から照光しない場合、加飾層のみを視認することができ、また、照光した場合、貫通孔11の形状に応じた光を視認できる。また、照光式キートップとする必要がない場合、装飾領域に不透明加飾層を形成しても良い。この場合、金属シート10の貫通孔11を、どのような形状にて形成しても良い。さらに、印刷層4の外側に透明樹脂から成る保護層を形成しても良い。このような保護層を形成すれば、印刷層4を効果的に保護できる。このため、透光性樹脂製キートップ3の押圧操作によって印刷層4が摩耗して模様が容易に消えることはない。
【0027】
図2および図3は、図1に示す形態と異なる形態を有する押釦スイッチ用部材2の断面図である。
【0028】
図2に示すように、例えば、1つの金属製シート10の押釦領域に、複数個の貫通孔11を設けても良い。このため、金属製シート10の裏側に設置された図示されない発光部材からの光は、複数個の貫通孔11を透過して、透光性樹脂製キートップ3の印刷層4および文字、数字または図柄等の模様6(例えば、抜き文字部等)をムラなく均一に照光することができる。ただし、上述の貫通孔11の形態に限らず、貫通孔11の数または形態は、透光性樹脂製キートップ3の形態、金属シート10の押釦領域の形状および成形条件等によって、適宜変更しても良い。例えば、図3に示すように、各透光性樹脂製キートップ3に複数の照光部(例えば、抜き文字部等)を有する場合、各々の照光部のみに合わせて貫通孔を設けても良い。このため、各々の照光部に対応して、効率良く照光できる。
【0029】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ用部材2について説明する。
【0030】
第2の実施の形態に係る押釦スイッチ用部材2は、先に説明した第1の実施の形態に係る押釦スイッチ用部材2と共通の構成を有している。なお、以後、第2の実施の形態以降の実施の形態の説明において、各共通の部分については、第1の実施の形態と同じ符号にて示し、また、同じ工程については、重複する説明を省略する。
【0031】
図4は、本発明の第2の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0032】
第2の実施の形態では、第1の実施の形態と異なり、押釦スイッチ用部材2は、金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。また、金属製シート10の押釦領域に、金属製シート10の表面側が小さく裏面側が大きくなるようなテーパー形状の貫通孔11が形成されている。
【0033】
また、金属製シート10と透光性樹脂製キートップ3との一体化は、金属製シート10を金型内にセットして溶融樹脂を供給して成形するインサート成形にて実現するのが好ましい。ただし、これに限定されず、例えば、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10設けられた貫通孔11から金属製シート10の裏面に向けて嵌め込んでも良い。図4に示すように、固定部12は、テーパー形状を有しているため、透光性樹脂製キートップ3が金属製シート10から抜けないように、両者を強固に固定できる。このような嵌合構造を採用することにより、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0034】
図5は、本発明の第2の実施の形態に係る押釦スイッチ用部材2の別の態様を示す断面図である。
【0035】
図5に示すように、金属製シート10に直状の貫通孔11を設けてから、金属製シート10の裏面における当該貫通孔11の位置から、貫通孔11の面積より広い面積をハーフエッチングし、貫通孔11の内面に段差を形成しても良い。ハーフエッチングにより形成された段差により、透光性樹脂製キートップ3を金属製シート10から抜けないように固定できる。また、金属製シート10の裏面から透光性樹脂製キートップ3の下部を突出させない、あるいは突出させた場合でもその突出量を少なくすることもできる。その結果、押釦スイッチ用部材2のさらなる薄型化を図ることができる。ただし、上述の貫通孔11の形態に限らず、貫通孔11の形態は、押釦領域の形状および成形条件等によって、適宜変更することができる。
【0036】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ用部材2について説明する。
【0037】
図6は、本発明の第3の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0038】
第3の実施の形態では、第1の実施の形態と異なり、図6に示すように、押釦スイッチ用部材2は、金属製シート10と、その表側に印刷層4を有する透光性樹脂製キートップ3とを備える他に、金属製シート10に設けられた貫通孔11を、その大きさが透光性樹脂製キートップ3の天面に形成された印刷層4の文字、数字または図柄等の模様6の面積より大きくなるように形成されたものである。貫通孔11を形成する方法については、特に限定されず、公知の方法を用いることができる。また、印刷層4を形成するに際して、印刷層4の内側に白色等の反射層を設けたり、金属製シート10の表面の反射率を高めたりすることが好ましい。このため、金属製シート10の裏面側に設置した発光部材(図示せず)からの光は、集光率良く、貫通孔11を透過して、もって透光性樹脂製キートップ3の天面にある印刷層4の文字、数字または図柄等の模様6をむらなく均一に照光することができる。また、発光部材からの光を集光させて、文字、数字または図柄等の模様6から外へ出射すると、文字、数字または図柄等の模様6の部分をより明るく照光できる。
【0039】
(第4の実施の形態)
次に、本発明の第4の実施の形態に係る押釦スイッチ用部材2について説明する。
【0040】
図7は、本発明の第4の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0041】
第4の実施の形態では、第1の実施の形態と異なり、図7に示すように、押釦スイッチ用部材2は、表面側に加飾層7を有する金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備える他に、金属製シート10の押釦領域に、貫通孔11が文字、数字または図柄等の模様の形状に形成されている。貫通孔11および金属製シート10の表面側に加飾層7を形成する方法については、特に限定されず、公知の方法を用いることができる。このため、押釦スイッチ用部材2の装飾性を向上することができ、多種多様なデザインかつ美観に優れ高級感を持たせることができる。
【0042】
(第5の実施の形態)
次に、本発明の第5の実施の形態に係る押釦スイッチ用部材2について説明する。
【0043】
図8は、本発明の第5の実施の形態に係る押釦スイッチ用部材2の断面図である。図9は、本発明の第5の実施の形態に係る押釦スイッチ用部材2に用いられる金属製シート10の平面図である。
【0044】
第5の実施の形態では、第1の実施の形態と異なり、図8および図9に示すように、押釦スイッチ用部材2は、透光性樹脂製キートップ3の底面の輪郭に沿った形状を有する金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。各金属製シート10の押釦領域は連結部15によってつながっている。このため、押釦領域は、透光性樹脂製キートップ3の押圧によって、より容易に下方に移動できる。この結果、クリック感をより向上させることができる。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われている。金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10に設けられた貫通孔11を通じて金属製シート10の裏面側に挿通させて、固定されている。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。
【0045】
このような構成の押釦スイッチ用部材2とすると、金属製シート10が透光性樹脂製キートップ3の底面の輪郭に沿った形状を有することによって、耐久性に優れ、薄型で良好なクリック感を有する押釦スイッチ用部材2が得られる。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われることにより、従来の金属製シート10の側面には塗装がのらないという問題を解決でき、押釦スイッチ用部材2の装飾性を向上させることができる。金属製シート10の押釦部の形成方法については、公知の方法を用いることができ、特に限定されない。
【0046】
(第6の実施の形態)
次に、本発明の第6の実施の形態に係る押釦スイッチ用部材2について説明する。
【0047】
図10は、本発明の第6の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0048】
第6の実施の形態では、第5の実施の形態と異なり、図10に示すように、押釦スイッチ用部材2は、透光性樹脂製キートップ3の底面の輪郭に沿った形状に形成されている金属製シート10と、その表側に配置される透光性樹脂製キートップ3とを備えている。金属製シート10の周縁部において、金属製シート10の表側より裏側の方が面積が小さくなるように斜面が形成されている。また、金属製シート10の周縁部が透光性樹脂製キートップ3を構成する透光性樹脂にて覆われる。金属製シート10と透光性樹脂製キートップ3とは、金属製シート10の周縁部にて固定されている。固定部12は、図10に示すように、テーパー形状を有しているため、透光性樹脂製キートップ3を金属製シート10に、抜けないように強固に固定できる。このような固定構造を採用することにより、金属製シート10の裏側から透光性樹脂を突出させないようにすることができるので、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0049】
図11および図12は、本発明の第6の実施の形態に係る押釦スイッチ用部材2の別の態様を示した断面図である。
【0050】
図11に示すように、金属製シート10の周縁部の位置から、より広い面積をハーフエッチングし、金属製シート10の周縁部の裏面に段差を形成しても良い。ハーフエッチングにより形成された段差は、透光性樹脂製キートップ3を抜けないように固定する部分に利用できるので、金属製シート10の裏面から透光性樹脂製キートップ3の下部を突出させない、あるいは突出させた場合でもその突出量を少なくできる。その結果、押釦スイッチ用部材2のさらなる薄型化を図ることができる。
【0051】
また、図12に示すように、透光性樹脂製キートップ3の周縁部は、少なくとも一部の透光性樹脂製キートップ3の底面の輪郭に沿った形状を有する金属製シート10の周縁部を覆い、さらに、金属製シート10の周縁部から貫通孔11に向かうように固定部12を形成しても良い。金属製シート10と透光性樹脂製キートップ3との一体化は、金属製シート10を金型内にセットして溶融樹脂を供給して成形するインサート成形にて実現するのが好ましい。このような嵌合構造を採用することにより、押釦スイッチ用部材2のさらなる薄型化を図ることができる。ただし、上述の固定成形方法に限らず、例えば、透光性樹脂製キートップ3の周縁部に形成された固定部12を金属製シート10に設けられた周縁部から金属製シート10の裏面に向けて押し込んで組み込んでも良い。周縁部の形態は、押釦領域の形状および成形条件等によって、適宜変更することができる。
【0052】
(第7の実施の形態)
次に、本発明の第7の実施の形態に係る押釦スイッチ用部材2について説明する。
【0053】
図13は、本発明の第7の実施の形態に係る押釦スイッチ用部材2の断面図である。
【0054】
第7の実施の形態では、第1の実施の形態と異なり、図13に示すように、押釦スイッチ用部材2は、貫通孔11を有する金属製シート10と、その表面側に配置される光拡散剤を含む透光性樹脂製キートップ3とを備えている。金属製シート10に設けられた貫通孔11を通じて金属製シート10の裏面側に挿通させて透光性樹脂製キートップ3の下面に形成された固定部12が押釦スイッチ用部材2の押圧子20の形状に形成されている。透光性樹脂製キートップ3と、金属製シート10と、固定部12、すなわち押圧子20とを一体化させる方法については、特に限定されず、公知の方法を採用することが可能である。
【0055】
このため、第1の実施の形態の作用・効果を奏することに加えて、また、別途押圧子を設ける必要がなくなるので、この押釦スイッチ用部材2は更なる薄型化の要請に十分応えることが可能である。また、透光性樹脂製キートップ3に光拡散剤を混入することによって、金属製シート10の裏面側に配置された発光部材(図示せず)から入射される光を透光性樹脂製キートップ3の内部で散乱させ、透光性樹脂製キートップ3の特定箇所のみが明るくなることを回避することができる。このため、透光性樹脂製キートップ3の全領域を照光でき、透光性樹脂製キートップ3の照光の均一性を向上させることができる。
【0056】
(第8の実施の形態)
次に、本発明の第8の実施の形態に係る押釦スイッチ用部材2について説明する。
【0057】
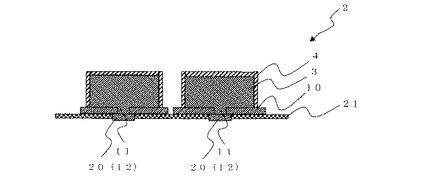
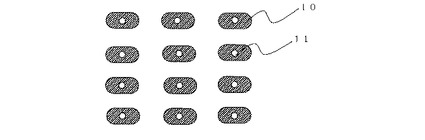
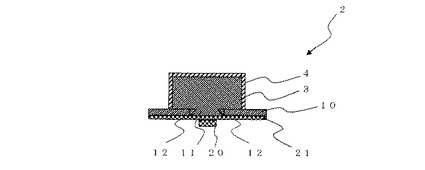
図14は、本発明の第8の実施の形態に係る押釦スイッチ用部材2の断面図である。また、図15は、本発明の第8の実施の形態に係る押釦スイッチ用部材2に用いられる金属製シート10の平面図である。
【0058】
第8の実施の形態では、図14に示すように、押釦スイッチ用部材2は、貫通孔11を有する金属製シート10と、その表面側に配置される透光性樹脂製キートップ3と、各透光性樹脂製キートップ3と一体的成形した押圧子20が配置される箇所に孔が開いた透光性樹脂製フィルム21とを備えている。金属製シート10と透光性樹脂製キートップ3とは、透光性樹脂製キートップ3の下面に形成された固定部12を金属製シート10に設けられた貫通孔11から金属製シート10の裏面側に挿通させて固定されている。固定部12は、貫通孔11より大きいので、透光性樹脂製キートップ3を金属製シート10から分離する方向に引張っても、透光性樹脂製キートップ3は、容易に金属製シート10から分離しない。
【0059】
また、図15に示すように、押釦スイッチ用部材2に用いられる金属製シート10は透光性樹脂製キートップ3の底面の輪郭に沿った形状に形成され、さらに、各押釦領域に切り離されている。このように、各押釦領域を切り離して透光性樹脂製フィルム21上に固定することにより、透光性樹脂製キートップ3の押し込みにより各金属製シート10も押し込むことができる。したがって、押釦スイッチ用部材2のクリック感触をより向上させることができる。さらに、透光性樹脂製フィルム21に各々独立した押釦を接着して所望の押釦スイッチ用部材2のデザインを完成しようとする際、製品毎または押釦毎の任意の組み合わせにより成形可能となる。しかも、金属製シート10を透光性樹脂製フィルム21に接着する場合には、成形した時の組み合わせに拘わらずその配列を自由に変えることができる。したがって、押釦の成形品としては同じであっても、押釦の配列の異なる複数仕様の押釦スイッチ用部材2を製作することができる。このため、顧客ニーズの多様化に対応した生産が可能である。ただし、上述の形態に限らず、金属製シート10の押釦領域は、必要に応じて複数の押釦領域からなる単位毎に切り離しても良い。
【0060】
以上、本発明に係る押釦スイッチ用部材2の各実施の形態について説明したが、本発明に係る押釦スイッチ用部材2は、上述の各実施の形態に限定されず、種々変形した形態にて実施可能である。
【0061】
例えば、図16に示すように、金属製シート10の裏側に押圧子20が形成された透光性樹脂製フィルム21を配置しても良い。図16では、貫通孔11を有する金属製シート10と、その上方に配置される透光性樹脂製キートップ3とを一体化成形した後、金属製シート10の裏側が透光性樹脂製フィルム21によって固定されている。また、透光性樹脂製フィルム21の裏側に透光性樹脂製キートップ3と対応する透光性樹脂製フィルム21からなる押圧子20も一体化成形されている。このような構成の押釦スイッチ用部材2とすると、別途押圧子を設ける必要がなくなり、上述の各実施の形態と同様の作用・効果が得られる。
【0062】
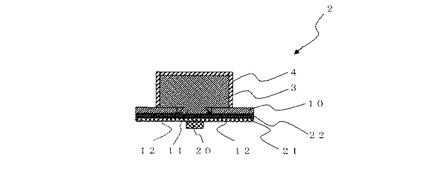
また、例えば、図17に示すように、図16における金属製シート10と透光性樹脂製フィルム21との間にELシート22を配置しても良い。ELシート22等の発光体を金属製シート10の直下に設置することにより、透光性樹脂製キートップ3をより明るく照光できる。
【0063】
また、透光性樹脂製キートップ3の形状、配置、個数は、必要に応じて様々変形しても良い。
【産業上の利用可能性】
【0064】
本発明は、押釦スイッチ用部材を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0065】
【図1】本発明の第1の実施の形態に係る押釦スイッチ用部材の態様を示す断面図である。
【図2】本発明の第1の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図3】本発明の第1の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図4】本発明の第2の実施の形態に係る押釦スイッチ用部材の断面図である。
【図5】本発明の第2の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図6】本発明の第3の実施の形態に係る押釦スイッチ用部材の断面図である。
【図7】本発明の第4の実施の形態に係る押釦スイッチ用部材の断面図である。
【図8】本発明の第5の実施の形態に係る押釦スイッチ用部材の断面図である。
【図9】本発明の第5の実施の形態に係る押釦スイッチ用部材に用いられる金属製シートの平面図である。
【図10】本発明の第6の実施の形態に係る押釦スイッチ用部材の断面図である。
【図11】本発明の第6の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図12】本発明の第6の実施の形態に係る押釦スイッチ用部材の別の態様を示す断面図である。
【図13】本発明の第7の実施の形態に係る押釦スイッチ用部材の断面図である。
【図14】本発明の第8の実施の形態に係る押釦スイッチ用部材の断面図である。
【図15】本発明の第8の実施の形態に係る押釦スイッチ用部材に用いられる金属製シートの平面図である。
【図16】本発明のその他の実施の形態に係る押釦スイッチ用部材の断面図である。
【図17】本発明のその他の実施の形態に係る押釦スイッチ用部材の断面図である。
【符号の説明】
【0066】
2 押釦スイッチ用部材
3 透光性樹脂製キートップ
4 印刷層
6 文字、数字または図柄等の模様
7 加飾層
8 樹脂製キーシート
10 金属製シート
11 貫通孔
12 固定部
15 連結部
20 押圧子
21 透光性樹脂製フィルム
22 ELシート
【特許請求の範囲】
【請求項1】
透光性樹脂製キートップと金属製シートとを少なくとも含む押釦スイッチ用部材であって、
上記金属製シートの押釦領域に貫通孔が設けられ、
上記貫通孔に被せるように、上記金属製シートの表側に上記透光性樹脂製キートップが配置されており、
上記金属製シートと上記透光性樹脂製キートップとは、上記金属製シートの上記貫通孔および周縁部の少なくともいずれか一方で固定されていることを特徴とする押釦スイッチ用部材。
【請求項2】
前記金属製シートは、前記透光性樹脂製キートップの底面の輪郭に沿った形状を有することを特徴とする請求項1に記載の押釦スイッチ用部材。
【請求項3】
前記貫通孔は、前記金属製シートの表側の開口面積よりも裏側の開口面積が大きくなるように形成されていることを特徴とする請求項1または請求項2に記載の押釦スイッチ用部材。
【請求項4】
前記金属製シートと前記透光性樹脂製キートップとは、前記金属製シートの周縁部にて固定され、当該周縁部は、前記金属製シートの表側よりも裏側の方が面積が小さくなるように段部または斜面を有することを特徴とする請求項1または請求項2に記載の押釦スイッチ用部材。
【請求項5】
前記貫通孔は複数設けられ、前記透光性樹脂製キートップは、複数の前記貫通孔を介して前記金属製シートに固定されていることを特徴とする請求項1から請求項3のいずれか1項に記載の押釦スイッチ用部材。
【請求項6】
前記透光性樹脂製キートップの表面に、一部に非装飾領域を有する装飾層が形成されていることを特徴とする請求項1から請求項5のいずれか1項に記載の押釦スイッチ用部材。
【請求項7】
前記金属製シートの前記貫通孔の大きさは、前記非装飾領域の大きさよりも大きいことを特徴とする請求項6に記載の押釦スイッチ用部材。
【請求項8】
前記透光性樹脂製キートップは、光拡散剤を含むことを特徴とする請求項1から請求項7のいずれか1項に記載の押釦スイッチ用部材。
【請求項1】
透光性樹脂製キートップと金属製シートとを少なくとも含む押釦スイッチ用部材であって、
上記金属製シートの押釦領域に貫通孔が設けられ、
上記貫通孔に被せるように、上記金属製シートの表側に上記透光性樹脂製キートップが配置されており、
上記金属製シートと上記透光性樹脂製キートップとは、上記金属製シートの上記貫通孔および周縁部の少なくともいずれか一方で固定されていることを特徴とする押釦スイッチ用部材。
【請求項2】
前記金属製シートは、前記透光性樹脂製キートップの底面の輪郭に沿った形状を有することを特徴とする請求項1に記載の押釦スイッチ用部材。
【請求項3】
前記貫通孔は、前記金属製シートの表側の開口面積よりも裏側の開口面積が大きくなるように形成されていることを特徴とする請求項1または請求項2に記載の押釦スイッチ用部材。
【請求項4】
前記金属製シートと前記透光性樹脂製キートップとは、前記金属製シートの周縁部にて固定され、当該周縁部は、前記金属製シートの表側よりも裏側の方が面積が小さくなるように段部または斜面を有することを特徴とする請求項1または請求項2に記載の押釦スイッチ用部材。
【請求項5】
前記貫通孔は複数設けられ、前記透光性樹脂製キートップは、複数の前記貫通孔を介して前記金属製シートに固定されていることを特徴とする請求項1から請求項3のいずれか1項に記載の押釦スイッチ用部材。
【請求項6】
前記透光性樹脂製キートップの表面に、一部に非装飾領域を有する装飾層が形成されていることを特徴とする請求項1から請求項5のいずれか1項に記載の押釦スイッチ用部材。
【請求項7】
前記金属製シートの前記貫通孔の大きさは、前記非装飾領域の大きさよりも大きいことを特徴とする請求項6に記載の押釦スイッチ用部材。
【請求項8】
前記透光性樹脂製キートップは、光拡散剤を含むことを特徴とする請求項1から請求項7のいずれか1項に記載の押釦スイッチ用部材。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2008−16211(P2008−16211A)
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願番号】特願2006−183186(P2006−183186)
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成20年1月24日(2008.1.24)
【国際特許分類】
【出願日】平成18年7月3日(2006.7.3)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]