
押釦スイッチ部材およびその製造方法
【課題】1つの押釦スイッチ部材に複数の表示を行うことが可能でありながら、表示する内容を選択可能とし、操作する者にとって、表示内容の認識が容易な押釦スイッチ部材およびその製造方法の提供を目的とする。
【解決手段】透明な樹脂製のキートップ基体5と、キートップ基体5の天面に、第1の光低透過層62が除去された部分により形成される少なくとも2箇所の表示部と、第1の光低透過層62および各表示部のうち少なくとも1つを除いた1つ以上の表示部を被覆する第2の光低透過層64とを有る押釦スイッチ部材2とする。
【解決手段】透明な樹脂製のキートップ基体5と、キートップ基体5の天面に、第1の光低透過層62が除去された部分により形成される少なくとも2箇所の表示部と、第1の光低透過層62および各表示部のうち少なくとも1つを除いた1つ以上の表示部を被覆する第2の光低透過層64とを有る押釦スイッチ部材2とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押釦スイッチ部材を構成する樹脂製のキートップ基体の天面に被覆層を有する押釦スイッチ部材およびその製造方法に関する。
【背景技術】
【0002】
従来、携帯電話、オーディオ機器、その他の電子機器に使用される押釦スイッチ部材において、デザイン性や色調を工夫した様々な押釦スイッチ部材が提案されている。例えば、特許文献1には、押釦スイッチ部材の上側、すなわち押釦スイッチ部材を操作する者が押釦スイッチ部材を見る側から順に、可視光線透過率が10%から45%の無機物薄膜層、および文字などの表示内容が遮光性のインクにより印刷された表示層を備える押釦スイッチ部材が開示されている。かかる構成の押釦スイッチ部材は、上側から見たときには、外光が無機物薄膜層により反射されて、その下側の表示内容については視認されずに、無機物薄膜層によるメタリック色調の外観を呈することになる。
【0003】
しかしながら、押釦スイッチ部材の下側から、照射器により光を照射したときには、遮光性のインクにより印刷された部分が遮光され、他の光は、無機物薄膜層を透過することになる。そのため、遮光性のインクにより印刷された部分により遮光された部分と遮光されない部分のコントラストの違いとして表示内容を視認することができるようになる。このように、押釦スイッチ部材の下側に備えられる照射器の照射時と非照射時とにより異なるデザインと色調となることが実現されている。
【0004】
【特許文献1】特開2002−190226号公報(要約等の記載)
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、電子機器においては、近年、各電子機器に要求される本来の主機能に加えて、主機能に付随する機能、さらには主機能とは異色な多彩な機能が盛り込まれるようになっている。例えば、携帯電話を例にとると、電話機能の他に、メール機能、映像受信機能、電卓機能などの多くの機能が盛り込まれている。
【0006】
一方、これらの機能を操作する際に使われる押釦スイッチ部材が配置される電子機器の操作パネルの面積は限られているため、押釦スイッチ部材の数を増やすことにも限界がある。そのため、近年、多くの電子機器においては、同一の押釦スイッチ部材を押下しても、他の押釦スイッチ部材の押下との組み合わせにより異なる機能を実行するように、押釦スイッチ部材の押下と機能の実行とを関連付けるように構成されている。したがって、1つの押釦スイッチ部材に複数の機能に対応した表示が行われている。しかしながら、1つの押釦スイッチ部材に多くの表示がなされると、操作する者にとって、表示内容が認識し難くなるという問題がある。
【0007】
本発明は、上記の問題に着目してなされたものであって、1つの押釦スイッチ部材に複数の表示を行うことが可能でありながら、表示する内容を選択可能とし、操作する者にとって、表示内容の認識が容易な押釦スイッチ部材およびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、透明な樹脂製のキートップ基体と、キートップ基体の天面に形成される第1の光低透過層と、第1の光低透過層の一部が除去されて形成される少なくとも2箇所の表示部と、第1の光低透過層および各表示部のうち少なくとも1つを除いた1つ以上の表示部を被覆する第2の光低透過層とを有る押釦スイッチ部材としている。
【0009】
このような構成とすることで、第2の光低透過層に被覆される表示部と第2の光低透過層に被覆されない表示部とは、互いに光透過率が異なるようになる。このため、押釦スイッチ部材に、第2の光低透過層を透過しても視認できる程度以上に明るい光を照射したときには、第2の光低透過層に被覆される表示部と第2の光低透過層に被覆されない表示部の両方を視認することができる。第2の光低透過層を透過させると視認できない程度以下の明るさの光を照射したときには、第2の光低透過層に被覆されない表示部だけを視認することができる。したがって、押釦スイッチ部材を照明する照明光の明るさに応じて、押釦スイッチ部材の表示内容を選択可能にすることができる。
【0010】
また、他の本発明は、先の発明における第2の光低透過層の光透過率を、5%から25%とした押釦スイッチ部材としている。このように、第2の光低透過層の光透過率を5%から25%の範囲とすることにより日常生活の明るさの下において、第2の光低透過層を介して表示部を容易に視認することができなくすることができるとともに、キートップ基体の側から照射された光を透過させることができる。
【0011】
また、他の本発明は、先の発明における第2の光低透過層を、無機物質被覆層とした押釦スイッチ部材としている。このように、第2の光低透過層を、無機物質被覆層とすることにより、キートップ基体が樹脂製でありながら、押釦スイッチ部材に無機物質感(例えば金属の質感)を持たせることができる。
【0012】
また、他の本発明は、先の発明における第2の光低透過層は、第1の光低透過層と表示部を被覆する樹脂層を介して被覆されている押釦スイッチ部材としている。このように構成することで、第1の光低透過層の表示部の輪郭を形成する縁部が中間樹脂層により覆われ、縁部の角部が滑らかになるため、第2の光低透過層の表面側においてこの角部が目立たなくなる。
【0013】
また、他の本発明は、先の発明におけるキートップ基体の天面側または裏面の少なくとも一方に着色層を形成する押釦スイッチ部材としている。このように、キートップ基体の天面側または裏面の少なくとも一方に着色層を形成することにより、表示部を透過する光を彩色することができる。
【0014】
また、他の本発明は、先の発明におけるキートップ基体は、着色された樹脂材から形成される押釦スイッチ部材としている。このように、キートップ基体を着色された樹脂材から形成することにより、表示部を透過する光を彩色することができる。
【0015】
また、他の本発明は、キートップ基体を、着色した樹脂により被覆した押釦スイッチ部材としている。このように、キートップ基体を着色した樹脂により被覆することにより、表示部を透過する光を彩色することができる。
【0016】
本発明は、樹脂製のキートップ基体の天面側に、第1の光低透過層を被覆する第1の光低透過層被覆工程と、第1の光低透過層被覆工程に続いて、第1の光低透過層を、レーザー加工により、第1の表示部の形状に合わせて除去する第1の表示部形成工程と、第1の表示部形成工程に続いて、キートップ基体の天面側に、中間樹脂層を被覆する中間樹脂層被覆工程と、中間樹脂層被覆工程に続いて、キートップ基体の天面側に、第2の光低透過層を被覆する第2の光低透過層被覆工程と、第2の光低透過層被覆工程に続いて、第2の光低透過層、中間樹脂層および第1の光低透過層を、レーザー加工により、第2の表示部の形状に合わせて除去する第2の表示部形成工程と、第2の表示部形成工程に続いて、キートップ基体の天面側に、コート層を被覆するコート層被覆工程とを有する押釦スイッチ部材の製造方法としている。このように押釦スイッチ部材を製造することにより、透過率の異なる光低透過層により被覆される表示部を有する押釦スイッチ部材を効率的に製造することができる。
【0017】
本発明に係る押釦スイッチ部材に用いられる樹脂製のキートップ基体の材料には、ポリカーボネート樹脂、アクリル樹脂、アクリロニトリル・ブタジエン・スチレン樹脂、ポリプロピレン樹脂、塩化ビニル樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリサルホン樹脂、ポリエステル樹脂、ポリアミド樹脂等の各樹脂を使用できるが、特に好ましい樹脂は、ポリカーボネート樹脂あるいはアクリル樹脂である。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。
【0018】
本発明に係る押釦スイッチ部材に用いられる樹脂層の樹脂材料の種類には、アクリル系樹脂、ポリカーボネート系樹脂、不飽和ポリエステル系樹脂、エポキシ系樹脂、ビニルエーテル系樹脂、オキセタン系樹脂等を好適に用いることができ、特に紫外線硬化アクリル系樹脂を用いるのがより好ましい。ただし、上述の樹脂材料は一例に過ぎず、他の樹脂材料を採用しても良い。ここで、「透明」とは、無色透明、有色透明、半透明を含み、不透明を除くように広義に解釈するものとする。
【発明の効果】
【0019】
本発明によれば、1つの押釦スイッチ部材に複数の機能に対応した表示を行うことが可能でありながら、操作する者にとって、表示内容の認識が容易とされている押釦スイッチ部材およびその製造方法の提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明に係る押釦スイッチ部材およびその製造方法の好適な実施の形態について、図面を参照しながら詳述する。ただし、本発明はこれに限定されるものではない。
【0021】
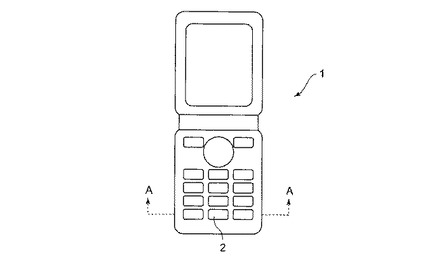
図1は、本発明の実施の形態に係る押釦スイッチ部材2を備えた携帯電話1の正面図である。また、図2は、図1に示す本発明の実施の形態に係る押釦スイッチ部材2のA−A線断面図である。
【0022】
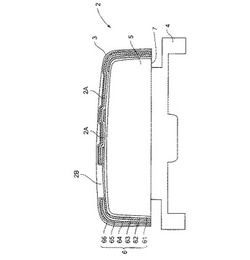
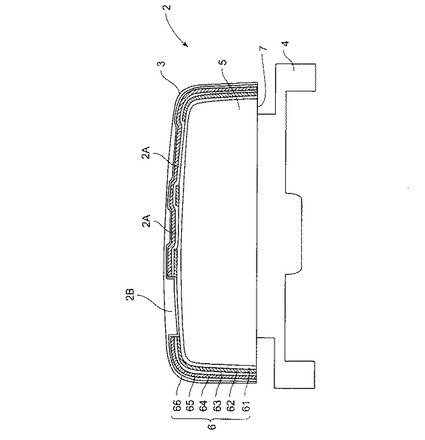
本実施の形態に係る押釦スイッチ部材2は、図1に示すように、携帯電話1の操作面等に複数組み込まれている。図2は、押釦スイッチ部材2を一個取り出して、その断面を示した図面である。図2に示すように、押釦スイッチ部材2は、携帯電話1の表面に露出している押釦部3と、その下方にあって携帯電話1の表面から内方に配置される取付部4とから構成されている。
【0023】
押釦部3は、樹脂製のキートップ基体5と、このキートップ基体5の天面および側面を被覆する被覆層6、および着色層7とから構成されている。被覆層6は、キートップ基体5の表面側から順に、下地層61、第1の光低透過層62、樹脂層としての中間樹脂層63、第2の光低透過層64、下側コート層65(コート層の一種)および上側コート層66(コート層の一種)が積層された複数の層からなる被覆層である。
【0024】
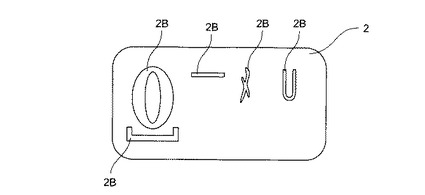
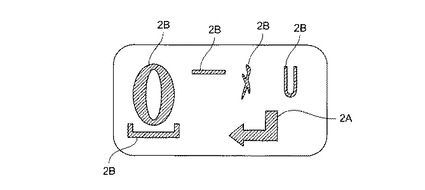
押釦スイッチ部材2の下方には、図示を省略するLED(Light Emitting Diode)などにより構成される光照射手段が備えられている。そして、この光照射手段は、図示を省略する操作スイッチにより、光を照射する状態(照射状態)と非照射の状態(非照射状態)とを適宜に選択できるように構成されている。図3は、光照射手段が非照射状態にあるときの押釦スイッチ部材2を上方から見た平面図であり、第2の表示部としての表示部2Bを視認することができる。図4は、光照射手段が照射状態にあるときの押釦スイッチ部材2を上方から見た平面図である。光照射手段が照射状態にあるときは、表示部2Bに加えて第1の表示部としての表示部2Aを視認することができる。
【0025】
押釦スイッチ部材2は、キートップ基体5への被覆層6を以下に説明する構成とすることにより、光照射手段が非照射状態にあるときは表示部2Bを視認でき、照射状態にあるときは表示部2Aおよび2Bを視認できる。このように、押釦スイッチ部材2は、光照射手段が照射状態にあるときと非照射状態にあるときとで、表示内容を変えることができる。
【0026】
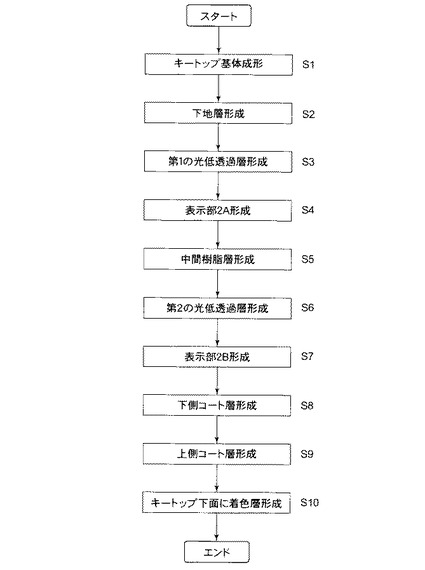
以下に、被覆層6の構成の説明に合わせて、図5に示される押釦スイッチ部材2の製造工程のフローチャートを参照しながら押釦スイッチ部材2の製造工程についても説明することとする。
【0027】
先ず、キートップ基体5を、光拡散性を有するとともに透光性を有する熱可塑性樹脂材を用いて射出成形により製造する(ステップS1)。キートップ基体5を成形する具体的な熱可塑性樹脂材としては、好適には、ポリカーボネート樹脂材である。ただし、ポリカーボネート樹脂材以外の樹脂材として、例えば、アクリル樹脂材、ポリエチレン樹脂材などを用いることができる。
【0028】
キートップ基体5の天面と側面には、下地層61が被覆されている。この下地層61は、無色透明なアクリル系UV硬化樹脂塗料をキートップ基体5の天面と側面に塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS2)。下地層61の形成に用いられる樹脂材料の好適な一例は、アクリル系樹脂塗料(VB2792U−6,藤倉化成製)であり、硬化条件としては、紫外線の照射量を600mJ/cm2とするのが好ましい。この下地層61の厚さは、好ましくは0.5〜20μmである。下地層61の厚さを20μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、下地層61の厚さを0.5μm以上とすることにより、膜の形成が容易となり、その外側に、後述する第1の光低透過層62をより密着させやすくなる。より好ましい膜厚は2〜10μmであり、さらに好ましい膜厚は4〜6μmである。ただし、下地層61は、必須の層ではなく、形成しなくても良い。
【0029】
下地層61の表面にはアルミニウムからなる第1の光低透過層62が被覆されている。この第1の光低透過層62は所定の膜厚に形成されることにより可視光に対して低い透過率に構成されている。具体的な膜厚と透過率の設定については後述する。
【0030】
第1の光低透過層62は、下地層61の表面にアルミニウムを、スパッタリングあるいは蒸着に代表される物理蒸着法を用いて蒸着することにより形成する(ステップS3)。物理蒸着法を用いて蒸着することにより、6価クロム等の有害物質を使用せず、下地層61との密着力を向上させることができる。
【0031】
スパッタリングによって第1の光低透過層62を形成するための具体的な方法は、以下の通りである。不活性ガスを注入した真空チャンバー内で、下地層61が形成されたキートップ基体5と、アルミニウム(ターゲット)とを対向させ、電圧を加える。この結果、不活性ガスのイオンがターゲットに向かって高速に移動し、衝突したターゲットの原子をはじき出す。この原子がキートップ基体5に到達し、アルミニウムから成る第1の光低透過層62が形成される。なお、アルミニウム以外の無機物質を用いても良い。
【0032】
また、スパッタリング以外に、以下のような真空蒸着法を採用することもできる。真空に引いた真空チャンバー内に、下地層61が形成されたキートップ基体5を配置し、それと対向する側に配置されたフィラメント(例えばタングステンフィラメント)上にアルミニウムを接触させる。フィラメントに電流を流すと、アルミニウムが溶けて、その気化した分子がキートップ基体5に到達し、そこでアルミニウムから成る無機物質被覆層である第1の光低透過層62が形成される。この真空蒸着法による場合も、アルミニウム以外の無機物質を用いることもできる。
【0033】
さらに、真空蒸着法であって、上記と別の方式も採用可能である。真空に引いた真空チャンバー内に、下地層61が形成されたキートップ基体5を配置し、それと対向する側に配置されたるつぼ内にアルミニウムを入れる。真空チャンバー内に固定された電子銃に電圧を加え、るつぼ内に電子ビームを照射すると、るつぼ内のアルミニウムが溶けて、その気化した分子がキートップ基体2に到達する。この結果、下地層61に、アルミニウムから成る無機物質被覆層である第1の光低透過層62が形成される。このような真空蒸着法による場合も、アルミニウム以外の無機物質を用いることもできる。
【0034】
第1の光低透過層62の形成方法としては、上述のスパッタリング、蒸着の他、スプレー塗布等の種々方法を採用できる。
【0035】
この第1の光低透過層62は、アルミニウム以外の無機物質として、アルミニウム合金、コバルト、鉄、ニッケル、バナジウム、亜鉛、チタニウム、銅、銀、金、白金等、あるいはこれらの内の少なくとも一種を含む合金からなる金属の他、酸化チタニウム、酸化アルミニウム、窒化チタニウム等のセラミックスを用いてもよい。アルミニウム、アルミニウム合金については、成膜が容易で、かつ安価に成膜可能であるため特に好ましい。また、カーボンをスプレー塗布することにより第1の光低透過層62を形成してもよい。この場合にも、容易にかつ安価に成膜することができる。
【0036】
次に、第1の光低透過層62の表示部2Aに対応する部分を除去して表示部2Aを形成する(ステップS4)。この除去処理は、表示部2Aに対応する部分にレーザー光線を照射し、レーザー光線を照射した部分を発熱させて昇華させることにより行う。レーザー光線の集光位置、照射時間およびエネルギーを第1の光低透過層62の材質と厚さを合わせることにより、下側の下地層61を損傷させることなく第1の光低透過層62のみを除去する。レーザー光線としては、例えば、CO2レーザーやNd:YAGレーザーを使用する。表示部2Bに対応して第1の光低透過層62が除去された部分は、下地層61が露出することになる。
【0037】
第1の光低透過層62の表面および第1の光低透過層62が表示部2Aに対応して除去されて下地層61が露出した部分には、中間樹脂層63が被覆されている。この中間樹脂層63は、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS5)。
【0038】
中間樹脂層63の形成に用いられる樹脂材料の好適な一例は、アクリル系樹脂塗料(VM5484UL−N,藤倉化成製)である。硬化条件としては、600mJ/cm2(紫外線の照射量)が好ましい。また、中間樹脂層63の厚さは、好ましくは1〜10μmである。
【0039】
第1の光低透過層62の表面および第1の光低透過層62が表示部2Aに対応して除去されて下地層61が露出した部分に中間樹脂層63が被覆されると、第1の光低透過層62のレーザー加工により切除された縁部も中間樹脂層63により覆われる。この縁部は、第1の光低透過層62の表面から下地層61へ下がる段差になっているが、縁部が中間樹脂層63により覆われることにより段差が滑らかな斜面になる。このように、縁部を中間樹脂層63により被覆して、段差を滑らかな斜面にすることにより、この上側に被覆される第2の光低透過層64に縁部の輪郭が現れ難くすることができる。中間樹脂層63の厚さを、特に好ましくは、4〜12μmとすることにより、縁部の段差を滑らかな斜面になるように中間樹脂層63により覆うことができるとともに、厚みムラのより少ない成膜が可能となり、さらには硬化の時間をより短くすることができる。
【0040】
中間樹脂層63の表面には、アルミニウムからなる第2の光低透過層64が被覆されている。この第2の光低透過層64は、所定の膜厚に形成されることにより可視光に対して低い透過率に構成されている。具体的な膜厚と透過率の設定については、上述の第1の光低透過層62の膜厚と透過率の設定とともに後述する。
【0041】
第2の光低透過層64は、中間樹脂層63の表面にアルミニウムを、スパッタリングあるいは蒸着に代表される物理蒸着法を用いて形成する(ステップS5)。物理蒸着法を用いて第2の光低透過層64を形成することにより、6価クロム等の有害物質を使用せず、中間樹脂層63との密着力を向上させることができる。この点については、第1の光低透過層62と同様である。
【0042】
スパッタリングによって第2の光低透過層64を形成するための具体的な方法は、以下の通りである。不活性ガスを注入した真空チャンバー内で、中間樹脂層63が成形されたキートップ基体5と、アルミニウム(ターゲット)とを対向させ、電圧を加える。この結果、不活性ガスのイオンがターゲットに向かって高速に移動し、衝突したターゲットの原子をはじき出す。この原子がキートップ基体5に到達し、アルミニウムから成る第2の光低透過層64が形成される。なお、アルミニウム以外の無機物質を用いても良い。なお、アルミニウム以外の無機物質を用いても良い。
【0043】
また、第1の光低透過層62の形成工程において説明したように、スパッタリング以外に、真空蒸着法あるいはスプレー塗布等の種々方法を採用できる。第2の光低透過層64も、第1の光低透過層62と同様に、アルミニウム以外の無機物質として、アルミニウム合金、コバルト、鉄、ニッケル、バナジウム、亜鉛、チタニウム、銅、銀、金、白金等、あるいはこれらの内の少なくとも一種を含む合金からなる金属の他、酸化チタニウム、酸化アルミニウム、窒化チタニウム等のセラミックスを用いてもよい。アルミニウム、アルミニウム合金については、成膜が容易で、かつ安価に成膜可能であるため特に好ましい。
【0044】
次に、第2の光低透過層64、中間樹脂層63および第1の光低透過層62の表示部2Bに対応する部分を除去して表示部2Bを形成する(ステップS7)。この除去処理は、表示部2Bを形成する場合と同様に、表示部2Aに対応する部分にレーザー光線を照射し、レーザー光線を照射した部分を発熱させて昇華させることにより行う。レーザー光線の集光位置、照射時間およびエネルギーを第2の光低透過層64、中間樹脂層63および第1の光低透過層62の厚さおよびこれらの材質に合わせることにより、下地層61を損傷させることなく第2の光低透過層64、中間樹脂層63および第1の光低透過層62のみを除去する。レーザー光線としては、例えば、CO2レーザーやNd:YAGレーザーを使用する。表示部2Aに対応して第2の光低透過層64、中間樹脂層63および第1の光低透過層62が除去された部分は、下地層61が露出することになる。
【0045】
そして、第2の光低透過層64の表面と、第2の光低透過層64、中間樹脂層63および第1の光低透過層62が表示部2Bに対応して除去されて下地層61が露出した部分には、下側コート層65が被覆されている。この下側コート層65は、第2の光低透過層64を視認できるようにすると共に、外部から第2の光低透過層64を保護するため(特に、第2の光低透過層64の酸化を防止するため)の層である。
【0046】
この下側コート層65も、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS8)。この下側コート層65の形成に用いられる樹脂塗料の好適な一例は、アクリル系樹脂塗料(VM5484UL−N,藤倉化成製)である。硬化条件としては、600mJ/cm2(紫外線の照射量)が好ましい。
【0047】
下側コート層65の厚さは、好ましくは0.5〜20μmである。下側コート層65の厚さを20μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、下側コート層65の厚さを0.5μm以上とすることにより、膜の形成が容易となり、その外側に後述する上側コート層66をより密着させやすくなる。より好ましい膜厚は2〜10μmであり、さらに好ましい膜厚は4〜12μmである。また、下側コート層65の硬度は、鉛筆硬度H〜2Hの硬さとするのが好ましい。その裏側の第2の光低透過層64を保護するのに十分な硬さを確保するのが好ましいからである。なお、本実施の形態において、硬度は、学振摩耗性試験機を使用し、荷重300g/cm2、ラビング500回の条件にて測定された値で示しているが、かかる測定方法に限定されない。なお、本実施の形態では、下側コート層65をアクリル樹脂製の層としているが、アクリル樹脂以外の樹脂から成る層でも良い。
【0048】
下側コート層65の外表面には、上側コート層66が被覆されている。この上側コート層66は、第2の光低透過層64を視認できるようにすると共に、外部から押釦部3を保護するための最外層の被覆層である。
【0049】
この上側コート層66も、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS9)。この上側コート層66の形成に用いられる樹脂塗料の好適な一例は、アクリル系樹脂塗料(UR4001−S,東邦化研製)である。
【0050】
上側コート層66の厚さは、好ましくは1〜30μmである。上側コート層66の厚さを30μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、上側コート層66の厚さを1μm以上とすることにより、膜の形成が容易となり、外部からの傷をより効果的に防止することができる。より好ましい膜厚は2〜15μm、さらに好ましくは6〜8μmである。また、上側コート層66の硬度は、上述の硬度測定方法によって鉛筆硬度2H〜4Hの硬さとするのが好ましい。外部から傷をつきにくくするためである。硬化条件としては、1000mJ/cm2(紫外線の照射量)が好ましい。下地層61の硬化および中間樹脂層63の硬化よりも紫外線の照射エネルギーを大きくしているのは、上側コート層66の膜厚が上記下地層61および中間樹脂層63の膜厚よりも厚いためである。本実施の形態では、上側コート層66をアクリル樹脂製の層としているが、アクリル樹脂以外の樹脂から成る層でも良い。
【0051】
なお、第2の光低透過層64、中間樹脂層63および第1の光低透過層62をレーザー光線により除去した表示部2Bの部分は、第2の光低透過層64の表面よりも下がった凹部になっている。この部分については、上側コート層66の厚さを厚くして、押釦スイッチ部材2の天面の表面と面一になるようにする。こうすることにより、押釦スイッチ部材2の天面の表面の表示部2Bに対応した部分においても滑らかになる。
【0052】
なお、上述ステップS2,S5,S8,S9の樹脂を被覆する工程においては、塗布する面にできるだけ均一の厚さで薄膜を形成するため、アセトン/IPA等の溶剤に塗料を混ぜて十分希釈した状態で塗布する。また、紫外線の照射に先立ち、約60℃の温度で5〜10分間加熱して、溶剤を揮発させている。加熱温度、時間等は、溶剤の種類、希釈割合に応じて適宜選択する。
【0053】
そして、最後に、キートップ基体5の下面(天面と対向する面)の表面に透過性のインクを塗布して着色層7を形成する(ステップ10)。
【0054】
以下に、第1の光低透過層62と第2の光低透過層64の膜厚と光透過率の設定について説明する。先ず、第1の光低透過層62については、膜厚を30nmから60nmの範囲とする。また、第2の光低透過層64については、可視光の透過率が、好ましくは5%から25%となるように膜厚を設定する。蒸着する無機物質がアルミニウムの場合の膜厚と透過率の関係を表1に示す。透過率の測定は、分光光度計(例えば、島津製作所製UVmini−1240)による。
【0055】
【表1】

【0056】
このように膜厚を設定することにより、第1の光低透過層62と第2の光低透過層64が重なっている部分については、可視光の透過率が極めて低い部分となる。すなわち、例えば、第1の光低透過層62の膜厚を30nmから60nmの範囲で最も薄い30nmに設定し、また、第2の光低透過層64の膜厚を10nmから25nmの範囲でも最も薄い10nmに設定したときでも、第1の光低透過層62と第2の光低透過層64の合計の膜厚は40nmとなり、透過率が極めて低くなる。
【0057】
これに対し、表示部2Aに対応する部分は、第1の光低透過層62が除去されているため、第2の光低透過層64のみとなる。このため、第1の光低透過層62と第2の光低透過層64が重なっている部分に比べて透過率が高い部分になる。また、第1の光低透過層62と第2の光低透過層64が共に除去されている表示部2Bの部分については、透明な樹脂で形成される下地層61、下側コート層65および上側コート層66のみにより被覆層が形成されているため、透過率は極めて高くなる。このように、被覆層6における表示部2Aと表示部2Bに対応する部分とそれ以外の第1の光低透過層62と第2の光低透過層64が重なる部分の可視光に対する透過率を上述のように設定することにより、次のような効果を奏する。
【0058】
先ず、室内の照明光や昼間の屋外光などの日常生活光の下で、押釦スイッチ部材2を表側から(上側コート層66の側から)見たときには、表示部2Bについては視認することができるが、表示部2Aについては視認することができないという効果を奏する。すなわち、第1の光低透過層62の表示部2Aとして除去された部分は、第2の光低透過層64に被覆されているため、可視光の透過が制限され、表示部2Aを視認することができない。
【0059】
これに対し、表示部2Bとして第1の光低透過層62と第2の光低透過層64が除去された部分は、上側コート層66、下側コート層65および下地層61を介してキートップ基体5の表面を視認することができる。すなわち、表示部2Bにおいて、キートップ基体5の表面が表示部2Bの形状に型取られて視認することができる。
【0060】
キートップ基体5の天面および側面は、表示部2Bに対応した部分を除いて、第2の光低透過層64に被覆されている。そして、この第2の光低透過層64はアルミニウムが蒸着されているため、押釦スイッチ部材2は、主に樹脂で構成されていながら、金属で形成されているかのような外観を持つ。第2の光低透過層64をアルミニウム以外の無機物質で蒸着すれば、押釦スイッチ部材2は無機物質で形成されているかのような外観を持つことになる。
【0061】
なお、本実施の形態においては、キートップ基体5に光拡散性を付与している。そのため、表示部2Bから、キートップ基体5の下方に配置される取付部4などの構造物が見えることを防止できる。
【0062】
次に、押釦スイッチ部材2の下方に備えられている図示を省略する光照射手段が照射状態にあるときは、表示部2Aと表示部2Bの両方を視認することができるという効果を奏する。すなわち、光照射手段から照射されキートップ基体5を透過した光は、表示部2Aと表示部2Bの周囲の第1の光低透過層62と第2の光低透過層64が重なっている部分においては遮光される。これに対して、表示部2Bとして第1の光低透過層62と第2の光低透過層64が除去されている部分においては、光照射手段からの光は、押釦スイッチ部材2の表面に抜けるため表示部2Bを視認することができる。
【0063】
表示部2Aの部分については、第2の光低透過層64の被覆が形成されている。この表示部2Aの部分は、第2の光低透過層64の透過率に応じた光量の光が押釦スイッチ部材2の表面から出射するため表示部2Aが視認することができる。
【0064】
被覆層6を上述のように構成することにより、光照射手段が非照明状態にあるときは、表示内容を少なくし、光照射手段が照明状態にあるときは、表示内容を増やすようにすることができる。すなわち、光照射手段が照明状態にあるときと非照明状態にあるときとで、表示する内容を選択することができる。
【0065】
なお、第2の光低透過層64の可視光に対する透過率は、高くなるにつれて光照射手段が非照射状態にあるときでも、表示部2Aが透けて見え易くなる。逆に透過率が低くなるにつれて、光照射手段が照射状態にあるときに表示部2Aの視認がし難くなる。そこで、透過率を25%以内にすると、光照射手段が非照射状態にあるときに、表示部2Aが第2の光低透過層64から見え難くなる。また、透過率を3%以上にすると、光照射手段が照射状態にあるときに、表示部2Aを視認することができる。
【0066】
第2の光低透過層64の透過率を10%にすると、光照射手段が非照射状態にあるときでも、表示部2Aが透けて見えることがなく、また、光照射手段が照射状態にあるときの表示部2Aを明瞭に視認することができる。
【0067】
第2の光低透過層64の透過率の設定については、光照射手段の明るさや外光の明るさ、あるいは視認する者の視覚の個人差により異なるものである。そのため、使用する光照射手段の明るさや使用環境による外光あるいは使用する者の視覚などを考慮して適宜に決定することになる。また、後述するように、第2の光低透過層64の上側に被覆される下側コート層65および上側コート層66を着色した場合には、下側コート層65および上側コート層66による透過率の低下を考慮する。すなわち、下側コート層65、上側コート層66および第2の光低透過層64が積層された被覆層の透過率が10%とすることにより、光照射手段が非照射状態にあるときでも、表示部2Aが透けて見えることがなく、また、光照射手段が照射状態にあるときの表示部2Aを明瞭に視認することができる。
【0068】
また、第1の光低透過層62の膜厚は、厚いほど第2の光低透過層64との重なり部分の透過率が低くなり遮光性が高くなり、この第1の光低透過層62と第2の光低透過層64とが重なった部分と表示部2Aおよび表示部2Bとのコントラストが高くなり好ましい。しかしながら、第2の光低透過層64の透過率と合わせて、光照明手段の照明光に対する遮光性が十分に確保できれば足りる。したがって、第1の光低透過層62の膜厚および透過率は、第2の光低透過層64の透過率を鑑みながら適宜に決定する。
【0069】
なお、本実施の形態においては、第1の光低透過層62と第2の光低透過層64は共に無機物質被覆層としたが、第1の光低透過層62については上述した透過率に設定すれば、無機物質による被覆でなくとも、着色された樹脂材等による被覆層として形成してもよい。また、第2の光低透過層64も、第1の光低透過層62との重なっている部分において遮光性を有する被覆層となるものであれば、無機物質被覆層としなくても良い。特に、第2の光低透過層64については、遮光性を有するインクを塗布して形成してもよい。なお、第1の光低透過層62については、無機物質被覆層とすれば、金属感あるいは無機物質感を押釦スイッチ部材2に持たせることができることは上述した通りである。
【0070】
キートップ基体5の下面には着色層7が形成されているため、光照射手段から照射された光は、着色層7の色に従った色光に変調されてキートップ基体5に入射する。したがって、光照射手段が照明状態にあるときに、表示部2Aおよび表示部2Bの表示に色彩が与えられることになる。
【0071】
キートップ基体5の下面に着色層7を形成する代わりに、キートップ基体5を形成する樹脂材に顔料を混ぜて着色したり、下地層61、中間樹脂層63、下側コート層65、上側コート層66のうちの1層あるいは複数の層について、これらの各層を形成する樹脂材を着色してもよい。また、下地層61を形成する前に、キートップ基体5の天面に透過性のインクを塗布してもよい。また、表示部2Aと表示部2Bに対応した部位を互いに異なる色彩のインクの塗布を施したり樹脂材とすることにより、表示部2Aと表示部2Bの色彩を互いに異なるようにしてもよい。
【0072】
以上、本発明に係る押釦スイッチ部材およびその製造方法の各実施の形態について説明したが、本発明に係る押釦スイッチ部材およびその製造方法は、上述の各実施の形態に限定されず、様々変形した形態にて実施可能である。
【0073】
例えば、下地層61、中間樹脂層63、下側コート層65および上側コート層66を、それぞれ別の樹脂材料で形成するようにしても良い。また、上側コート層66を設けずに、下側コート層65を最外層とするようにしても良い。この場合には、外から傷がつきにくくするために、下側コート層65を鉛筆硬度2H以上の硬度を有する層とするのが好ましい。
【0074】
また、被覆層6をキートップ基体5の天面および側面に形成するのではなく、天面にのみ形成するようにしても良い。
【産業上の利用可能性】
【0075】
本発明は、携帯電話、パーソナルコンピュータ等の複数のキーを有する機器に利用することができる。
【図面の簡単な説明】
【0076】
【図1】本発明の実施の形態に係る押釦スイッチ部材を有する携帯電話の正面図である。
【図2】図1に示す1個の押釦スイッチ部材のA−A線断面図である。
【図3】照明手段が非照明状態にあるときの押釦スイッチ部材の表示内容を示す図である。
【図4】照明手段が照明状態にあるときの押釦スイッチ部材の表示内容を示す図である。
【図5】図2に示す押釦スイッチ部材の製造工程を示すフローチャートである。
【符号の説明】
【0077】
1 携帯電話
2 押釦スイッチ部材
3 押釦部
4 取付部
5 キートップ基体
6 被覆層
62 第1の光低透過層
63 中間樹脂層
64 第2の光低透過層
65 下側コート層
66 上側コート層
7 着色層
【技術分野】
【0001】
本発明は、押釦スイッチ部材を構成する樹脂製のキートップ基体の天面に被覆層を有する押釦スイッチ部材およびその製造方法に関する。
【背景技術】
【0002】
従来、携帯電話、オーディオ機器、その他の電子機器に使用される押釦スイッチ部材において、デザイン性や色調を工夫した様々な押釦スイッチ部材が提案されている。例えば、特許文献1には、押釦スイッチ部材の上側、すなわち押釦スイッチ部材を操作する者が押釦スイッチ部材を見る側から順に、可視光線透過率が10%から45%の無機物薄膜層、および文字などの表示内容が遮光性のインクにより印刷された表示層を備える押釦スイッチ部材が開示されている。かかる構成の押釦スイッチ部材は、上側から見たときには、外光が無機物薄膜層により反射されて、その下側の表示内容については視認されずに、無機物薄膜層によるメタリック色調の外観を呈することになる。
【0003】
しかしながら、押釦スイッチ部材の下側から、照射器により光を照射したときには、遮光性のインクにより印刷された部分が遮光され、他の光は、無機物薄膜層を透過することになる。そのため、遮光性のインクにより印刷された部分により遮光された部分と遮光されない部分のコントラストの違いとして表示内容を視認することができるようになる。このように、押釦スイッチ部材の下側に備えられる照射器の照射時と非照射時とにより異なるデザインと色調となることが実現されている。
【0004】
【特許文献1】特開2002−190226号公報(要約等の記載)
【発明の開示】
【発明が解決しようとする課題】
【0005】
ところで、電子機器においては、近年、各電子機器に要求される本来の主機能に加えて、主機能に付随する機能、さらには主機能とは異色な多彩な機能が盛り込まれるようになっている。例えば、携帯電話を例にとると、電話機能の他に、メール機能、映像受信機能、電卓機能などの多くの機能が盛り込まれている。
【0006】
一方、これらの機能を操作する際に使われる押釦スイッチ部材が配置される電子機器の操作パネルの面積は限られているため、押釦スイッチ部材の数を増やすことにも限界がある。そのため、近年、多くの電子機器においては、同一の押釦スイッチ部材を押下しても、他の押釦スイッチ部材の押下との組み合わせにより異なる機能を実行するように、押釦スイッチ部材の押下と機能の実行とを関連付けるように構成されている。したがって、1つの押釦スイッチ部材に複数の機能に対応した表示が行われている。しかしながら、1つの押釦スイッチ部材に多くの表示がなされると、操作する者にとって、表示内容が認識し難くなるという問題がある。
【0007】
本発明は、上記の問題に着目してなされたものであって、1つの押釦スイッチ部材に複数の表示を行うことが可能でありながら、表示する内容を選択可能とし、操作する者にとって、表示内容の認識が容易な押釦スイッチ部材およびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明は、透明な樹脂製のキートップ基体と、キートップ基体の天面に形成される第1の光低透過層と、第1の光低透過層の一部が除去されて形成される少なくとも2箇所の表示部と、第1の光低透過層および各表示部のうち少なくとも1つを除いた1つ以上の表示部を被覆する第2の光低透過層とを有る押釦スイッチ部材としている。
【0009】
このような構成とすることで、第2の光低透過層に被覆される表示部と第2の光低透過層に被覆されない表示部とは、互いに光透過率が異なるようになる。このため、押釦スイッチ部材に、第2の光低透過層を透過しても視認できる程度以上に明るい光を照射したときには、第2の光低透過層に被覆される表示部と第2の光低透過層に被覆されない表示部の両方を視認することができる。第2の光低透過層を透過させると視認できない程度以下の明るさの光を照射したときには、第2の光低透過層に被覆されない表示部だけを視認することができる。したがって、押釦スイッチ部材を照明する照明光の明るさに応じて、押釦スイッチ部材の表示内容を選択可能にすることができる。
【0010】
また、他の本発明は、先の発明における第2の光低透過層の光透過率を、5%から25%とした押釦スイッチ部材としている。このように、第2の光低透過層の光透過率を5%から25%の範囲とすることにより日常生活の明るさの下において、第2の光低透過層を介して表示部を容易に視認することができなくすることができるとともに、キートップ基体の側から照射された光を透過させることができる。
【0011】
また、他の本発明は、先の発明における第2の光低透過層を、無機物質被覆層とした押釦スイッチ部材としている。このように、第2の光低透過層を、無機物質被覆層とすることにより、キートップ基体が樹脂製でありながら、押釦スイッチ部材に無機物質感(例えば金属の質感)を持たせることができる。
【0012】
また、他の本発明は、先の発明における第2の光低透過層は、第1の光低透過層と表示部を被覆する樹脂層を介して被覆されている押釦スイッチ部材としている。このように構成することで、第1の光低透過層の表示部の輪郭を形成する縁部が中間樹脂層により覆われ、縁部の角部が滑らかになるため、第2の光低透過層の表面側においてこの角部が目立たなくなる。
【0013】
また、他の本発明は、先の発明におけるキートップ基体の天面側または裏面の少なくとも一方に着色層を形成する押釦スイッチ部材としている。このように、キートップ基体の天面側または裏面の少なくとも一方に着色層を形成することにより、表示部を透過する光を彩色することができる。
【0014】
また、他の本発明は、先の発明におけるキートップ基体は、着色された樹脂材から形成される押釦スイッチ部材としている。このように、キートップ基体を着色された樹脂材から形成することにより、表示部を透過する光を彩色することができる。
【0015】
また、他の本発明は、キートップ基体を、着色した樹脂により被覆した押釦スイッチ部材としている。このように、キートップ基体を着色した樹脂により被覆することにより、表示部を透過する光を彩色することができる。
【0016】
本発明は、樹脂製のキートップ基体の天面側に、第1の光低透過層を被覆する第1の光低透過層被覆工程と、第1の光低透過層被覆工程に続いて、第1の光低透過層を、レーザー加工により、第1の表示部の形状に合わせて除去する第1の表示部形成工程と、第1の表示部形成工程に続いて、キートップ基体の天面側に、中間樹脂層を被覆する中間樹脂層被覆工程と、中間樹脂層被覆工程に続いて、キートップ基体の天面側に、第2の光低透過層を被覆する第2の光低透過層被覆工程と、第2の光低透過層被覆工程に続いて、第2の光低透過層、中間樹脂層および第1の光低透過層を、レーザー加工により、第2の表示部の形状に合わせて除去する第2の表示部形成工程と、第2の表示部形成工程に続いて、キートップ基体の天面側に、コート層を被覆するコート層被覆工程とを有する押釦スイッチ部材の製造方法としている。このように押釦スイッチ部材を製造することにより、透過率の異なる光低透過層により被覆される表示部を有する押釦スイッチ部材を効率的に製造することができる。
【0017】
本発明に係る押釦スイッチ部材に用いられる樹脂製のキートップ基体の材料には、ポリカーボネート樹脂、アクリル樹脂、アクリロニトリル・ブタジエン・スチレン樹脂、ポリプロピレン樹脂、塩化ビニル樹脂、ポリスチレン樹脂、メタクリル樹脂、ポリサルホン樹脂、ポリエステル樹脂、ポリアミド樹脂等の各樹脂を使用できるが、特に好ましい樹脂は、ポリカーボネート樹脂あるいはアクリル樹脂である。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。
【0018】
本発明に係る押釦スイッチ部材に用いられる樹脂層の樹脂材料の種類には、アクリル系樹脂、ポリカーボネート系樹脂、不飽和ポリエステル系樹脂、エポキシ系樹脂、ビニルエーテル系樹脂、オキセタン系樹脂等を好適に用いることができ、特に紫外線硬化アクリル系樹脂を用いるのがより好ましい。ただし、上述の樹脂材料は一例に過ぎず、他の樹脂材料を採用しても良い。ここで、「透明」とは、無色透明、有色透明、半透明を含み、不透明を除くように広義に解釈するものとする。
【発明の効果】
【0019】
本発明によれば、1つの押釦スイッチ部材に複数の機能に対応した表示を行うことが可能でありながら、操作する者にとって、表示内容の認識が容易とされている押釦スイッチ部材およびその製造方法の提供することができる。
【発明を実施するための最良の形態】
【0020】
以下、本発明に係る押釦スイッチ部材およびその製造方法の好適な実施の形態について、図面を参照しながら詳述する。ただし、本発明はこれに限定されるものではない。
【0021】
図1は、本発明の実施の形態に係る押釦スイッチ部材2を備えた携帯電話1の正面図である。また、図2は、図1に示す本発明の実施の形態に係る押釦スイッチ部材2のA−A線断面図である。
【0022】
本実施の形態に係る押釦スイッチ部材2は、図1に示すように、携帯電話1の操作面等に複数組み込まれている。図2は、押釦スイッチ部材2を一個取り出して、その断面を示した図面である。図2に示すように、押釦スイッチ部材2は、携帯電話1の表面に露出している押釦部3と、その下方にあって携帯電話1の表面から内方に配置される取付部4とから構成されている。
【0023】
押釦部3は、樹脂製のキートップ基体5と、このキートップ基体5の天面および側面を被覆する被覆層6、および着色層7とから構成されている。被覆層6は、キートップ基体5の表面側から順に、下地層61、第1の光低透過層62、樹脂層としての中間樹脂層63、第2の光低透過層64、下側コート層65(コート層の一種)および上側コート層66(コート層の一種)が積層された複数の層からなる被覆層である。
【0024】
押釦スイッチ部材2の下方には、図示を省略するLED(Light Emitting Diode)などにより構成される光照射手段が備えられている。そして、この光照射手段は、図示を省略する操作スイッチにより、光を照射する状態(照射状態)と非照射の状態(非照射状態)とを適宜に選択できるように構成されている。図3は、光照射手段が非照射状態にあるときの押釦スイッチ部材2を上方から見た平面図であり、第2の表示部としての表示部2Bを視認することができる。図4は、光照射手段が照射状態にあるときの押釦スイッチ部材2を上方から見た平面図である。光照射手段が照射状態にあるときは、表示部2Bに加えて第1の表示部としての表示部2Aを視認することができる。
【0025】
押釦スイッチ部材2は、キートップ基体5への被覆層6を以下に説明する構成とすることにより、光照射手段が非照射状態にあるときは表示部2Bを視認でき、照射状態にあるときは表示部2Aおよび2Bを視認できる。このように、押釦スイッチ部材2は、光照射手段が照射状態にあるときと非照射状態にあるときとで、表示内容を変えることができる。
【0026】
以下に、被覆層6の構成の説明に合わせて、図5に示される押釦スイッチ部材2の製造工程のフローチャートを参照しながら押釦スイッチ部材2の製造工程についても説明することとする。
【0027】
先ず、キートップ基体5を、光拡散性を有するとともに透光性を有する熱可塑性樹脂材を用いて射出成形により製造する(ステップS1)。キートップ基体5を成形する具体的な熱可塑性樹脂材としては、好適には、ポリカーボネート樹脂材である。ただし、ポリカーボネート樹脂材以外の樹脂材として、例えば、アクリル樹脂材、ポリエチレン樹脂材などを用いることができる。
【0028】
キートップ基体5の天面と側面には、下地層61が被覆されている。この下地層61は、無色透明なアクリル系UV硬化樹脂塗料をキートップ基体5の天面と側面に塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS2)。下地層61の形成に用いられる樹脂材料の好適な一例は、アクリル系樹脂塗料(VB2792U−6,藤倉化成製)であり、硬化条件としては、紫外線の照射量を600mJ/cm2とするのが好ましい。この下地層61の厚さは、好ましくは0.5〜20μmである。下地層61の厚さを20μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、下地層61の厚さを0.5μm以上とすることにより、膜の形成が容易となり、その外側に、後述する第1の光低透過層62をより密着させやすくなる。より好ましい膜厚は2〜10μmであり、さらに好ましい膜厚は4〜6μmである。ただし、下地層61は、必須の層ではなく、形成しなくても良い。
【0029】
下地層61の表面にはアルミニウムからなる第1の光低透過層62が被覆されている。この第1の光低透過層62は所定の膜厚に形成されることにより可視光に対して低い透過率に構成されている。具体的な膜厚と透過率の設定については後述する。
【0030】
第1の光低透過層62は、下地層61の表面にアルミニウムを、スパッタリングあるいは蒸着に代表される物理蒸着法を用いて蒸着することにより形成する(ステップS3)。物理蒸着法を用いて蒸着することにより、6価クロム等の有害物質を使用せず、下地層61との密着力を向上させることができる。
【0031】
スパッタリングによって第1の光低透過層62を形成するための具体的な方法は、以下の通りである。不活性ガスを注入した真空チャンバー内で、下地層61が形成されたキートップ基体5と、アルミニウム(ターゲット)とを対向させ、電圧を加える。この結果、不活性ガスのイオンがターゲットに向かって高速に移動し、衝突したターゲットの原子をはじき出す。この原子がキートップ基体5に到達し、アルミニウムから成る第1の光低透過層62が形成される。なお、アルミニウム以外の無機物質を用いても良い。
【0032】
また、スパッタリング以外に、以下のような真空蒸着法を採用することもできる。真空に引いた真空チャンバー内に、下地層61が形成されたキートップ基体5を配置し、それと対向する側に配置されたフィラメント(例えばタングステンフィラメント)上にアルミニウムを接触させる。フィラメントに電流を流すと、アルミニウムが溶けて、その気化した分子がキートップ基体5に到達し、そこでアルミニウムから成る無機物質被覆層である第1の光低透過層62が形成される。この真空蒸着法による場合も、アルミニウム以外の無機物質を用いることもできる。
【0033】
さらに、真空蒸着法であって、上記と別の方式も採用可能である。真空に引いた真空チャンバー内に、下地層61が形成されたキートップ基体5を配置し、それと対向する側に配置されたるつぼ内にアルミニウムを入れる。真空チャンバー内に固定された電子銃に電圧を加え、るつぼ内に電子ビームを照射すると、るつぼ内のアルミニウムが溶けて、その気化した分子がキートップ基体2に到達する。この結果、下地層61に、アルミニウムから成る無機物質被覆層である第1の光低透過層62が形成される。このような真空蒸着法による場合も、アルミニウム以外の無機物質を用いることもできる。
【0034】
第1の光低透過層62の形成方法としては、上述のスパッタリング、蒸着の他、スプレー塗布等の種々方法を採用できる。
【0035】
この第1の光低透過層62は、アルミニウム以外の無機物質として、アルミニウム合金、コバルト、鉄、ニッケル、バナジウム、亜鉛、チタニウム、銅、銀、金、白金等、あるいはこれらの内の少なくとも一種を含む合金からなる金属の他、酸化チタニウム、酸化アルミニウム、窒化チタニウム等のセラミックスを用いてもよい。アルミニウム、アルミニウム合金については、成膜が容易で、かつ安価に成膜可能であるため特に好ましい。また、カーボンをスプレー塗布することにより第1の光低透過層62を形成してもよい。この場合にも、容易にかつ安価に成膜することができる。
【0036】
次に、第1の光低透過層62の表示部2Aに対応する部分を除去して表示部2Aを形成する(ステップS4)。この除去処理は、表示部2Aに対応する部分にレーザー光線を照射し、レーザー光線を照射した部分を発熱させて昇華させることにより行う。レーザー光線の集光位置、照射時間およびエネルギーを第1の光低透過層62の材質と厚さを合わせることにより、下側の下地層61を損傷させることなく第1の光低透過層62のみを除去する。レーザー光線としては、例えば、CO2レーザーやNd:YAGレーザーを使用する。表示部2Bに対応して第1の光低透過層62が除去された部分は、下地層61が露出することになる。
【0037】
第1の光低透過層62の表面および第1の光低透過層62が表示部2Aに対応して除去されて下地層61が露出した部分には、中間樹脂層63が被覆されている。この中間樹脂層63は、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS5)。
【0038】
中間樹脂層63の形成に用いられる樹脂材料の好適な一例は、アクリル系樹脂塗料(VM5484UL−N,藤倉化成製)である。硬化条件としては、600mJ/cm2(紫外線の照射量)が好ましい。また、中間樹脂層63の厚さは、好ましくは1〜10μmである。
【0039】
第1の光低透過層62の表面および第1の光低透過層62が表示部2Aに対応して除去されて下地層61が露出した部分に中間樹脂層63が被覆されると、第1の光低透過層62のレーザー加工により切除された縁部も中間樹脂層63により覆われる。この縁部は、第1の光低透過層62の表面から下地層61へ下がる段差になっているが、縁部が中間樹脂層63により覆われることにより段差が滑らかな斜面になる。このように、縁部を中間樹脂層63により被覆して、段差を滑らかな斜面にすることにより、この上側に被覆される第2の光低透過層64に縁部の輪郭が現れ難くすることができる。中間樹脂層63の厚さを、特に好ましくは、4〜12μmとすることにより、縁部の段差を滑らかな斜面になるように中間樹脂層63により覆うことができるとともに、厚みムラのより少ない成膜が可能となり、さらには硬化の時間をより短くすることができる。
【0040】
中間樹脂層63の表面には、アルミニウムからなる第2の光低透過層64が被覆されている。この第2の光低透過層64は、所定の膜厚に形成されることにより可視光に対して低い透過率に構成されている。具体的な膜厚と透過率の設定については、上述の第1の光低透過層62の膜厚と透過率の設定とともに後述する。
【0041】
第2の光低透過層64は、中間樹脂層63の表面にアルミニウムを、スパッタリングあるいは蒸着に代表される物理蒸着法を用いて形成する(ステップS5)。物理蒸着法を用いて第2の光低透過層64を形成することにより、6価クロム等の有害物質を使用せず、中間樹脂層63との密着力を向上させることができる。この点については、第1の光低透過層62と同様である。
【0042】
スパッタリングによって第2の光低透過層64を形成するための具体的な方法は、以下の通りである。不活性ガスを注入した真空チャンバー内で、中間樹脂層63が成形されたキートップ基体5と、アルミニウム(ターゲット)とを対向させ、電圧を加える。この結果、不活性ガスのイオンがターゲットに向かって高速に移動し、衝突したターゲットの原子をはじき出す。この原子がキートップ基体5に到達し、アルミニウムから成る第2の光低透過層64が形成される。なお、アルミニウム以外の無機物質を用いても良い。なお、アルミニウム以外の無機物質を用いても良い。
【0043】
また、第1の光低透過層62の形成工程において説明したように、スパッタリング以外に、真空蒸着法あるいはスプレー塗布等の種々方法を採用できる。第2の光低透過層64も、第1の光低透過層62と同様に、アルミニウム以外の無機物質として、アルミニウム合金、コバルト、鉄、ニッケル、バナジウム、亜鉛、チタニウム、銅、銀、金、白金等、あるいはこれらの内の少なくとも一種を含む合金からなる金属の他、酸化チタニウム、酸化アルミニウム、窒化チタニウム等のセラミックスを用いてもよい。アルミニウム、アルミニウム合金については、成膜が容易で、かつ安価に成膜可能であるため特に好ましい。
【0044】
次に、第2の光低透過層64、中間樹脂層63および第1の光低透過層62の表示部2Bに対応する部分を除去して表示部2Bを形成する(ステップS7)。この除去処理は、表示部2Bを形成する場合と同様に、表示部2Aに対応する部分にレーザー光線を照射し、レーザー光線を照射した部分を発熱させて昇華させることにより行う。レーザー光線の集光位置、照射時間およびエネルギーを第2の光低透過層64、中間樹脂層63および第1の光低透過層62の厚さおよびこれらの材質に合わせることにより、下地層61を損傷させることなく第2の光低透過層64、中間樹脂層63および第1の光低透過層62のみを除去する。レーザー光線としては、例えば、CO2レーザーやNd:YAGレーザーを使用する。表示部2Aに対応して第2の光低透過層64、中間樹脂層63および第1の光低透過層62が除去された部分は、下地層61が露出することになる。
【0045】
そして、第2の光低透過層64の表面と、第2の光低透過層64、中間樹脂層63および第1の光低透過層62が表示部2Bに対応して除去されて下地層61が露出した部分には、下側コート層65が被覆されている。この下側コート層65は、第2の光低透過層64を視認できるようにすると共に、外部から第2の光低透過層64を保護するため(特に、第2の光低透過層64の酸化を防止するため)の層である。
【0046】
この下側コート層65も、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS8)。この下側コート層65の形成に用いられる樹脂塗料の好適な一例は、アクリル系樹脂塗料(VM5484UL−N,藤倉化成製)である。硬化条件としては、600mJ/cm2(紫外線の照射量)が好ましい。
【0047】
下側コート層65の厚さは、好ましくは0.5〜20μmである。下側コート層65の厚さを20μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、下側コート層65の厚さを0.5μm以上とすることにより、膜の形成が容易となり、その外側に後述する上側コート層66をより密着させやすくなる。より好ましい膜厚は2〜10μmであり、さらに好ましい膜厚は4〜12μmである。また、下側コート層65の硬度は、鉛筆硬度H〜2Hの硬さとするのが好ましい。その裏側の第2の光低透過層64を保護するのに十分な硬さを確保するのが好ましいからである。なお、本実施の形態において、硬度は、学振摩耗性試験機を使用し、荷重300g/cm2、ラビング500回の条件にて測定された値で示しているが、かかる測定方法に限定されない。なお、本実施の形態では、下側コート層65をアクリル樹脂製の層としているが、アクリル樹脂以外の樹脂から成る層でも良い。
【0048】
下側コート層65の外表面には、上側コート層66が被覆されている。この上側コート層66は、第2の光低透過層64を視認できるようにすると共に、外部から押釦部3を保護するための最外層の被覆層である。
【0049】
この上側コート層66も、下地層61と同様に無色透明なアクリル系UV硬化樹脂塗料を塗布して、紫外線の照射によって硬化させることで所望の厚さの被覆層として形成される(ステップS9)。この上側コート層66の形成に用いられる樹脂塗料の好適な一例は、アクリル系樹脂塗料(UR4001−S,東邦化研製)である。
【0050】
上側コート層66の厚さは、好ましくは1〜30μmである。上側コート層66の厚さを30μm以下とすることにより、厚みムラのより少ない成膜が可能となり、硬化の時間をより短くすることができる。また、上側コート層66の厚さを1μm以上とすることにより、膜の形成が容易となり、外部からの傷をより効果的に防止することができる。より好ましい膜厚は2〜15μm、さらに好ましくは6〜8μmである。また、上側コート層66の硬度は、上述の硬度測定方法によって鉛筆硬度2H〜4Hの硬さとするのが好ましい。外部から傷をつきにくくするためである。硬化条件としては、1000mJ/cm2(紫外線の照射量)が好ましい。下地層61の硬化および中間樹脂層63の硬化よりも紫外線の照射エネルギーを大きくしているのは、上側コート層66の膜厚が上記下地層61および中間樹脂層63の膜厚よりも厚いためである。本実施の形態では、上側コート層66をアクリル樹脂製の層としているが、アクリル樹脂以外の樹脂から成る層でも良い。
【0051】
なお、第2の光低透過層64、中間樹脂層63および第1の光低透過層62をレーザー光線により除去した表示部2Bの部分は、第2の光低透過層64の表面よりも下がった凹部になっている。この部分については、上側コート層66の厚さを厚くして、押釦スイッチ部材2の天面の表面と面一になるようにする。こうすることにより、押釦スイッチ部材2の天面の表面の表示部2Bに対応した部分においても滑らかになる。
【0052】
なお、上述ステップS2,S5,S8,S9の樹脂を被覆する工程においては、塗布する面にできるだけ均一の厚さで薄膜を形成するため、アセトン/IPA等の溶剤に塗料を混ぜて十分希釈した状態で塗布する。また、紫外線の照射に先立ち、約60℃の温度で5〜10分間加熱して、溶剤を揮発させている。加熱温度、時間等は、溶剤の種類、希釈割合に応じて適宜選択する。
【0053】
そして、最後に、キートップ基体5の下面(天面と対向する面)の表面に透過性のインクを塗布して着色層7を形成する(ステップ10)。
【0054】
以下に、第1の光低透過層62と第2の光低透過層64の膜厚と光透過率の設定について説明する。先ず、第1の光低透過層62については、膜厚を30nmから60nmの範囲とする。また、第2の光低透過層64については、可視光の透過率が、好ましくは5%から25%となるように膜厚を設定する。蒸着する無機物質がアルミニウムの場合の膜厚と透過率の関係を表1に示す。透過率の測定は、分光光度計(例えば、島津製作所製UVmini−1240)による。
【0055】
【表1】
【0056】
このように膜厚を設定することにより、第1の光低透過層62と第2の光低透過層64が重なっている部分については、可視光の透過率が極めて低い部分となる。すなわち、例えば、第1の光低透過層62の膜厚を30nmから60nmの範囲で最も薄い30nmに設定し、また、第2の光低透過層64の膜厚を10nmから25nmの範囲でも最も薄い10nmに設定したときでも、第1の光低透過層62と第2の光低透過層64の合計の膜厚は40nmとなり、透過率が極めて低くなる。
【0057】
これに対し、表示部2Aに対応する部分は、第1の光低透過層62が除去されているため、第2の光低透過層64のみとなる。このため、第1の光低透過層62と第2の光低透過層64が重なっている部分に比べて透過率が高い部分になる。また、第1の光低透過層62と第2の光低透過層64が共に除去されている表示部2Bの部分については、透明な樹脂で形成される下地層61、下側コート層65および上側コート層66のみにより被覆層が形成されているため、透過率は極めて高くなる。このように、被覆層6における表示部2Aと表示部2Bに対応する部分とそれ以外の第1の光低透過層62と第2の光低透過層64が重なる部分の可視光に対する透過率を上述のように設定することにより、次のような効果を奏する。
【0058】
先ず、室内の照明光や昼間の屋外光などの日常生活光の下で、押釦スイッチ部材2を表側から(上側コート層66の側から)見たときには、表示部2Bについては視認することができるが、表示部2Aについては視認することができないという効果を奏する。すなわち、第1の光低透過層62の表示部2Aとして除去された部分は、第2の光低透過層64に被覆されているため、可視光の透過が制限され、表示部2Aを視認することができない。
【0059】
これに対し、表示部2Bとして第1の光低透過層62と第2の光低透過層64が除去された部分は、上側コート層66、下側コート層65および下地層61を介してキートップ基体5の表面を視認することができる。すなわち、表示部2Bにおいて、キートップ基体5の表面が表示部2Bの形状に型取られて視認することができる。
【0060】
キートップ基体5の天面および側面は、表示部2Bに対応した部分を除いて、第2の光低透過層64に被覆されている。そして、この第2の光低透過層64はアルミニウムが蒸着されているため、押釦スイッチ部材2は、主に樹脂で構成されていながら、金属で形成されているかのような外観を持つ。第2の光低透過層64をアルミニウム以外の無機物質で蒸着すれば、押釦スイッチ部材2は無機物質で形成されているかのような外観を持つことになる。
【0061】
なお、本実施の形態においては、キートップ基体5に光拡散性を付与している。そのため、表示部2Bから、キートップ基体5の下方に配置される取付部4などの構造物が見えることを防止できる。
【0062】
次に、押釦スイッチ部材2の下方に備えられている図示を省略する光照射手段が照射状態にあるときは、表示部2Aと表示部2Bの両方を視認することができるという効果を奏する。すなわち、光照射手段から照射されキートップ基体5を透過した光は、表示部2Aと表示部2Bの周囲の第1の光低透過層62と第2の光低透過層64が重なっている部分においては遮光される。これに対して、表示部2Bとして第1の光低透過層62と第2の光低透過層64が除去されている部分においては、光照射手段からの光は、押釦スイッチ部材2の表面に抜けるため表示部2Bを視認することができる。
【0063】
表示部2Aの部分については、第2の光低透過層64の被覆が形成されている。この表示部2Aの部分は、第2の光低透過層64の透過率に応じた光量の光が押釦スイッチ部材2の表面から出射するため表示部2Aが視認することができる。
【0064】
被覆層6を上述のように構成することにより、光照射手段が非照明状態にあるときは、表示内容を少なくし、光照射手段が照明状態にあるときは、表示内容を増やすようにすることができる。すなわち、光照射手段が照明状態にあるときと非照明状態にあるときとで、表示する内容を選択することができる。
【0065】
なお、第2の光低透過層64の可視光に対する透過率は、高くなるにつれて光照射手段が非照射状態にあるときでも、表示部2Aが透けて見え易くなる。逆に透過率が低くなるにつれて、光照射手段が照射状態にあるときに表示部2Aの視認がし難くなる。そこで、透過率を25%以内にすると、光照射手段が非照射状態にあるときに、表示部2Aが第2の光低透過層64から見え難くなる。また、透過率を3%以上にすると、光照射手段が照射状態にあるときに、表示部2Aを視認することができる。
【0066】
第2の光低透過層64の透過率を10%にすると、光照射手段が非照射状態にあるときでも、表示部2Aが透けて見えることがなく、また、光照射手段が照射状態にあるときの表示部2Aを明瞭に視認することができる。
【0067】
第2の光低透過層64の透過率の設定については、光照射手段の明るさや外光の明るさ、あるいは視認する者の視覚の個人差により異なるものである。そのため、使用する光照射手段の明るさや使用環境による外光あるいは使用する者の視覚などを考慮して適宜に決定することになる。また、後述するように、第2の光低透過層64の上側に被覆される下側コート層65および上側コート層66を着色した場合には、下側コート層65および上側コート層66による透過率の低下を考慮する。すなわち、下側コート層65、上側コート層66および第2の光低透過層64が積層された被覆層の透過率が10%とすることにより、光照射手段が非照射状態にあるときでも、表示部2Aが透けて見えることがなく、また、光照射手段が照射状態にあるときの表示部2Aを明瞭に視認することができる。
【0068】
また、第1の光低透過層62の膜厚は、厚いほど第2の光低透過層64との重なり部分の透過率が低くなり遮光性が高くなり、この第1の光低透過層62と第2の光低透過層64とが重なった部分と表示部2Aおよび表示部2Bとのコントラストが高くなり好ましい。しかしながら、第2の光低透過層64の透過率と合わせて、光照明手段の照明光に対する遮光性が十分に確保できれば足りる。したがって、第1の光低透過層62の膜厚および透過率は、第2の光低透過層64の透過率を鑑みながら適宜に決定する。
【0069】
なお、本実施の形態においては、第1の光低透過層62と第2の光低透過層64は共に無機物質被覆層としたが、第1の光低透過層62については上述した透過率に設定すれば、無機物質による被覆でなくとも、着色された樹脂材等による被覆層として形成してもよい。また、第2の光低透過層64も、第1の光低透過層62との重なっている部分において遮光性を有する被覆層となるものであれば、無機物質被覆層としなくても良い。特に、第2の光低透過層64については、遮光性を有するインクを塗布して形成してもよい。なお、第1の光低透過層62については、無機物質被覆層とすれば、金属感あるいは無機物質感を押釦スイッチ部材2に持たせることができることは上述した通りである。
【0070】
キートップ基体5の下面には着色層7が形成されているため、光照射手段から照射された光は、着色層7の色に従った色光に変調されてキートップ基体5に入射する。したがって、光照射手段が照明状態にあるときに、表示部2Aおよび表示部2Bの表示に色彩が与えられることになる。
【0071】
キートップ基体5の下面に着色層7を形成する代わりに、キートップ基体5を形成する樹脂材に顔料を混ぜて着色したり、下地層61、中間樹脂層63、下側コート層65、上側コート層66のうちの1層あるいは複数の層について、これらの各層を形成する樹脂材を着色してもよい。また、下地層61を形成する前に、キートップ基体5の天面に透過性のインクを塗布してもよい。また、表示部2Aと表示部2Bに対応した部位を互いに異なる色彩のインクの塗布を施したり樹脂材とすることにより、表示部2Aと表示部2Bの色彩を互いに異なるようにしてもよい。
【0072】
以上、本発明に係る押釦スイッチ部材およびその製造方法の各実施の形態について説明したが、本発明に係る押釦スイッチ部材およびその製造方法は、上述の各実施の形態に限定されず、様々変形した形態にて実施可能である。
【0073】
例えば、下地層61、中間樹脂層63、下側コート層65および上側コート層66を、それぞれ別の樹脂材料で形成するようにしても良い。また、上側コート層66を設けずに、下側コート層65を最外層とするようにしても良い。この場合には、外から傷がつきにくくするために、下側コート層65を鉛筆硬度2H以上の硬度を有する層とするのが好ましい。
【0074】
また、被覆層6をキートップ基体5の天面および側面に形成するのではなく、天面にのみ形成するようにしても良い。
【産業上の利用可能性】
【0075】
本発明は、携帯電話、パーソナルコンピュータ等の複数のキーを有する機器に利用することができる。
【図面の簡単な説明】
【0076】
【図1】本発明の実施の形態に係る押釦スイッチ部材を有する携帯電話の正面図である。
【図2】図1に示す1個の押釦スイッチ部材のA−A線断面図である。
【図3】照明手段が非照明状態にあるときの押釦スイッチ部材の表示内容を示す図である。
【図4】照明手段が照明状態にあるときの押釦スイッチ部材の表示内容を示す図である。
【図5】図2に示す押釦スイッチ部材の製造工程を示すフローチャートである。
【符号の説明】
【0077】
1 携帯電話
2 押釦スイッチ部材
3 押釦部
4 取付部
5 キートップ基体
6 被覆層
62 第1の光低透過層
63 中間樹脂層
64 第2の光低透過層
65 下側コート層
66 上側コート層
7 着色層
【特許請求の範囲】
【請求項1】
透明な樹脂製のキートップ基体と、
上記キートップ基体の天面に形成される第1の光低透過層と、
上記第1の光低透過層の一部が除去されて形成される少なくとも2箇所の表示部と、
上記第1の光低透過層および上記各表示部のうち少なくとも1つを除いた1つ以上の上記表示部を被覆する第2の光低透過層と、
を有ることを特徴とする押釦スイッチ部材。
【請求項2】
前記第2の光低透過層の光透過率は、5%から25%であることを特徴とする請求項1に記載の押釦スイッチ部材。
【請求項3】
前記第2の光低透過層は、無機物質被覆層であることを特徴とする請求項1または2に記載の押釦スイッチ部材。
【請求項4】
前記第2の光低透過層は、前記第1の光低透過層と前記表示部を被覆する樹脂層を介して被覆されていることを特徴とする請求項1から3のいずれか1項に記載の押釦スイッチ部材。
【請求項5】
前記キートップ基体の天面側または裏面の少なくとも一方に着色層を形成することを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項6】
前記キートップ基体は、着色された樹脂材から形成されることを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項7】
前記キートップ基体を、着色した樹脂により被覆することを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項8】
樹脂製のキートップ基体の天面側に、第1の光低透過層を被覆する第1の光低透過層被覆工程と、
上記第1の光低透過層被覆工程に続いて、上記第1の光低透過層を、レーザー加工により、第1の表示部の形状に合わせて除去する第1の表示部形成工程と、
上記第1の表示部形成工程に続いて、上記キートップ基体の天面側に、中間樹脂層を被覆する中間樹脂層被覆工程と、
上記中間樹脂層被覆工程に続いて、上記キートップ基体の天面側に、第2の光低透過層を被覆する第2の光低透過層被覆工程と、
上記第2の光低透過層被覆工程に続いて、上記第2の光低透過層、上記中間樹脂層および上記第1の光低透過層を、レーザー加工により、第2の表示部の形状に合わせて除去する第2の表示部形成工程と、
上記第2の表示部形成工程に続いて、上記キートップ基体の天面側に、コート層を被覆するコート層被覆工程と、
を有することを特徴とする押釦スイッチ部材の製造方法。
【請求項1】
透明な樹脂製のキートップ基体と、
上記キートップ基体の天面に形成される第1の光低透過層と、
上記第1の光低透過層の一部が除去されて形成される少なくとも2箇所の表示部と、
上記第1の光低透過層および上記各表示部のうち少なくとも1つを除いた1つ以上の上記表示部を被覆する第2の光低透過層と、
を有ることを特徴とする押釦スイッチ部材。
【請求項2】
前記第2の光低透過層の光透過率は、5%から25%であることを特徴とする請求項1に記載の押釦スイッチ部材。
【請求項3】
前記第2の光低透過層は、無機物質被覆層であることを特徴とする請求項1または2に記載の押釦スイッチ部材。
【請求項4】
前記第2の光低透過層は、前記第1の光低透過層と前記表示部を被覆する樹脂層を介して被覆されていることを特徴とする請求項1から3のいずれか1項に記載の押釦スイッチ部材。
【請求項5】
前記キートップ基体の天面側または裏面の少なくとも一方に着色層を形成することを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項6】
前記キートップ基体は、着色された樹脂材から形成されることを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項7】
前記キートップ基体を、着色した樹脂により被覆することを特徴とする請求項1から4のいずれか1項に記載の押釦スイッチ部材。
【請求項8】
樹脂製のキートップ基体の天面側に、第1の光低透過層を被覆する第1の光低透過層被覆工程と、
上記第1の光低透過層被覆工程に続いて、上記第1の光低透過層を、レーザー加工により、第1の表示部の形状に合わせて除去する第1の表示部形成工程と、
上記第1の表示部形成工程に続いて、上記キートップ基体の天面側に、中間樹脂層を被覆する中間樹脂層被覆工程と、
上記中間樹脂層被覆工程に続いて、上記キートップ基体の天面側に、第2の光低透過層を被覆する第2の光低透過層被覆工程と、
上記第2の光低透過層被覆工程に続いて、上記第2の光低透過層、上記中間樹脂層および上記第1の光低透過層を、レーザー加工により、第2の表示部の形状に合わせて除去する第2の表示部形成工程と、
上記第2の表示部形成工程に続いて、上記キートップ基体の天面側に、コート層を被覆するコート層被覆工程と、
を有することを特徴とする押釦スイッチ部材の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2007−207710(P2007−207710A)
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願番号】特願2006−28323(P2006−28323)
【出願日】平成18年2月6日(2006.2.6)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年8月16日(2007.8.16)
【国際特許分類】
【出願日】平成18年2月6日(2006.2.6)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]