
押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法。
【課題】
押釦スイッチ部材を製造する上での取扱性の向上と製品の低コスト化を実現する。
【解決手段】
エレクトロルミネッセンスシート20と少なくともその片面側に付けられるゴム状弾性シート2とを有し、押釦スイッチ部材のキートップを配置するための領域10を含む押釦スイッチ部材用弾性シートであって、領域10の外周部に、シート面から突出する突出部5を形成した押釦スイッチ部材用弾性シート1としている。
押釦スイッチ部材を製造する上での取扱性の向上と製品の低コスト化を実現する。
【解決手段】
エレクトロルミネッセンスシート20と少なくともその片面側に付けられるゴム状弾性シート2とを有し、押釦スイッチ部材のキートップを配置するための領域10を含む押釦スイッチ部材用弾性シートであって、領域10の外周部に、シート面から突出する突出部5を形成した押釦スイッチ部材用弾性シート1としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、押釦スイッチの部品に好適な押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯情報端末等のモバイル機器に、暗所でキートップ部の視認性に優れた照光式押釦スイッチが多く用いられている。特に、エレクトロルミネッセンスシート(以下、「ELシート」という)は薄型で輝度が高いため、発光ダイオード(以下、「LED」という)に替わる照光手段の一つとして注目を浴びている。
【0003】
従来から、ELシートを採用する押釦スイッチ部材において、キートップを配置するシートは、次のような方法で製造されている。成形したベースパッド部材より多少短いELシートをベースパッド部材の上面に配置した後、このELシートの上に液状のシリコーンゴムを吐出して、ベースパッド部材の形状の上部金型で押圧してベースパッド部材を形成する。その後、吐出された液状のシリコーンゴムを金型により加圧する。このようにして、ベースパッド部材、上部パッド部材およびこれらの間にELシートを挟持したシートができあがる(例えば、特許文献1を参照)。
【特許文献1】特開2003−007106号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の照光式押釦スイッチ用部材には、次のような問題がある。ELシートをシリコーンゴムで挟持した構成を有するシートを製造する場合、ELシートの発光面と裏面の両面をそれぞれ加熱圧縮成形する必要がある。1回目の成形後(すなわち、ELシートの片面側を成形した後)、金型から成形シートを取り出すと、常温に戻した際に、シートがシリコーンゴム側に丸まるように変形するという不具合が発生する。これは、約150℃の加熱温度から室温まで下げた際に、シリコーンゴムが2〜4%前後の熱収縮を生じるのに対して、ELシートの基材フィルムであるポリエチレンテレフタレート(PET)樹脂が1%以下の熱収縮しか生じないという、熱収縮率の差が大きいことに起因する。その結果、2回目の成形(すなわち、ELシートのシリコーンゴムと反対側の面にシリコーンゴムを形成する成形)に先立って行われるプライマー塗布工程および検査工程等の作業が難しくなるという問題がある。この問題は、製造工程が煩雑となり、製品のコストアップにつながる。今後、キーパットの薄型化および柔軟性向上の要求が強まると、ELシートの厚さがさらに薄くなる。このため、1回目の成形により得られた成形シートがシリコーンゴム側に丸まるように変形する傾向がますます高くなると思われる。
【0005】
本発明は、上記のような問題を解決するためになされたものであって、その目的とするところは、高輝度で均一照光可能な押釦スイッチ部材を製造する上での取扱性の向上と製品の低コスト化を実現することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明は、ELシートと少なくともその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートであって、領域の外周部に、シート面から突出する突出部を形成した押釦スイッチ部材用弾性シートとしている。ここで、「領域」とは、押釦スイッチ部材に使用される部材として切り取られる部分をいう。押釦スイッチ部材用弾性シートの外周部に突出部を形成することにより、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるような変形を有効に防止することができる。
【0007】
また、別の本発明は、先の発明において、突出部を、ELシートを成形して形成した押釦スイッチ部材用弾性シートとしている。このため、ELシート自体の剛性が増し、押釦スイッチ部材用弾性シートがゴム状弾性シート側に丸まるように変形することを有効に防止することができる。
【0008】
また、別の本発明は、先の発明において、ELシートにおける領域の外周部に、シート面を貫く貫通孔が形成されており、突出部を、ゴム状弾性シートと貫通孔で連接形成されたゴム状弾性体とし、ゴム状弾性シート側、ELシート側またはゴム状弾性シート側とELシート側の両方の側に形成した押釦スイッチ部材用弾性シートとしている。
【0009】
このように、ELシートを成形して突出させるのではなく、ゴム状弾性シートを構成するゴム状弾性体を成形して突出させることにより、押釦スイッチ部材用弾性シートの剛性を高め、押釦スイッチ部材用弾性シートがゴム状弾性シート側に丸まるように変形することを有効に防止することができる。
【0010】
また、別の本発明は、先の発明において、突出部を、複数の領域の外周に形成されている押釦スイッチ部材用弾性シートとしている。このように、一枚の押釦スイッチ部材用弾性シートから押釦スイッチ部材用の領域を複数切り出す場合にも、それらの領域群の外側に突出部を形成することにより、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるような変形を有効に防止することができる。
【0011】
また、別の本発明は、先の発明において、領域と突出部との間には、穴を形成した押釦スイッチ部材用弾性シートとしている。このように、2つ以上の位置決め穴を領域と突出部との間に形成すると、ELシートを絞るような形態をつくる場合、ELシートを延伸することにより領域が位置ずれを起こすのを緩和することができる。この結果、領域に変形が生じにくい。
【0012】
また、別の本発明は、上記押釦スイッチ部材用弾性シートの突出部の内側から切り取った領域上にキートップを固定して成る押釦スイッチ部材としている。このように、突出部を形成した押釦スイッチ部材用弾性シートにおいて、当該突出部の内側に形成された領域を切り出して押釦スイッチ部材に用いることにより、ELシートの片面側にゴム状弾性体を付けた状態で、ゴム状弾性体側に丸まるような変形を防止できる。したがって、押釦スイッチ部材の製造工程上の煩雑な作業が減り、コストを低減することができる。
【0013】
また、別の本発明は、ELシートとその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートにおいて、領域の外周部に、シート面から突出する突出部を形成するステップと、押釦スイッチ部材用弾性シートにおけるゴム状弾性シートと反対側の面にゴム状弾性シートを形成するステップと、領域を切り取るステップと、領域上にキートップを固定するステップとを含む、押釦スイッチ部材の製造方法としている。このように、突出部を形成した押釦スイッチ部材用弾性シートにおいて、当該突出部の内側に形成された領域を切り出して押釦スイッチ部材に用いることにより、押釦スイッチ部材の製造工程上の煩雑な作業が減り、コストを低減することができる。
【0014】
本発明に係る押釦スイッチ部材用弾性シートに用いられるゴム状弾性体の材料は、透光性を有するゴム状弾性体(熱硬化性エラストマー又は熱可塑性エラストマー)である。熱硬化性エラストマーとしては、例えば、シリコーンゴムの他、イソプレンゴム、エチレンプロピレンゴム、ブタジエンゴム、クロロプレンゴム、天然ゴム等が挙げられる。また、熱可塑性エラストマーとしては、スチレン系、エステル系、ウレタン系、オレフィン系、アミド系、ブタジエン系、エチレン−酢酸ビニル系、フッ素ゴム系、イソプレン系、塩素化ポリエチレン系等のものが採用できる。これらの内、耐環境性および機械特性を考慮すると、特にシリコーンゴムが好ましい。ただし、上述の透光性を有するゴム状弾性体は、一例に過ぎず、他のゴム状弾性体を採用しても良い。なお、二種類以上のゴム状弾性体の混合物を採用しても良い。
【0015】
本発明に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ用部材に貼り付けられるキートップの材料には、透光性を有する樹脂が挙げられる。例えば、ポリカーボネート樹脂の他、アクリル樹脂、エポキシ樹脂、ポリエステル樹脂、シリコン樹脂、ポリウレタン樹脂、ABS樹脂、スチレン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリメチルメタクリレート樹脂等の樹脂材料を好適に用いることができる。特に、ポリカーボネート樹脂を用いるのがより好ましい。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。なお、樹脂材料は、一種類の樹脂材料でも、二種類以上の樹脂材料の混合物でも良い。
【発明の効果】
【0016】
本発明によれば、高輝度で均一照光可能な押釦スイッチ部材を製造する上で製造上の取扱性の向上と、製品の低コスト化を実現することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法の好適な各実施の形態について、図面を参照しながら詳しく説明する。ただし、本発明は、以下に説明する各実施の形態に何ら限定されるものではない。
【0018】
(第1の実施の形態)
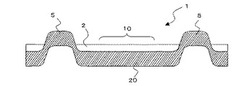
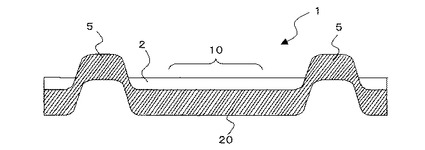
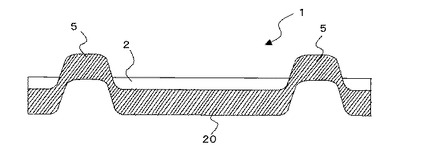
図1は、本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シート1の断面図である。図2は、ELシート20の両面にゴム状弾性シート(上部弾性シート2と下部弾性シート3)を形成した弾性シート13の断面図である。なお、図1および図2では、見やすさを考慮して、一部のみを斜線で示している。また、以下の各実施の形態では、ELシートをゴム状弾性シートで挟持した構造のシートを、押釦スイッチ部材用弾性シートと区別して「弾性シート」と称している。
【0019】
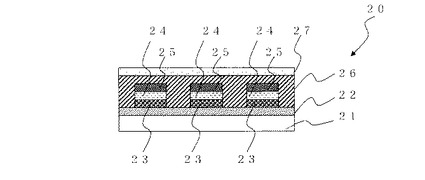
図1に示すように、押釦スイッチ部材用弾性シート1は、押釦スイッチ部材のキートップ7を配置する領域10を含むゴム状弾性体からなる上部弾性シート2と、エレクトロルミネッセンス素子を含むELシート20とを一体成形したシートである。また、押釦スイッチ部材用弾性シート1の領域10の外周部には、ELシート20自体を成形して形成された突出部5が設けられている。また、図2に示すように、弾性シート13は、図1に示す押釦スイッチ部材用弾性シート1と、押釦スイッチ部材用弾性シート1の領域10と対応する複数の押圧部4を有する下部弾性シート3とを一体成形したシートである。
【0020】
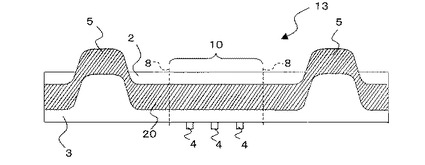
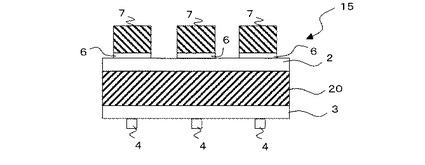
図3は、本発明の第1の実施の形態に係る押釦スイッチ部材15の断面図である。
【0021】
図3に示すように、本発明の第1の実施の形態に係る押釦スイッチ部材15は、図2に示す弾性シート13における領域10を裁断部位8で裁断した後、各押圧部4と対応する位置にキートップ7を接着剤層6を介して貼り付けたものである。キートップ7の天面または底面には、文字、図形または記号からなる印刷層が形成されていても良い。印刷層を形成する方法については、公知の方法を用いることができ、例えば、塗装法、めっき法またはスクリーン印刷法を好適に採用できるが、特にこれらに限定されるものではない。また、キートップ7の天面に形成される印刷層の表面には、当該印刷層を保護するため、さらに透明な樹脂層が形成されても良い。さらに、上述の接着剤層6の形成方法は特に限定されず、キートップ7を効率良く接着できる方法であれば、いかなる接着方法を採用しても良い。
【0022】
次に、押釦スイッチ部材用弾性シート1の製造工程について説明する。
【0023】
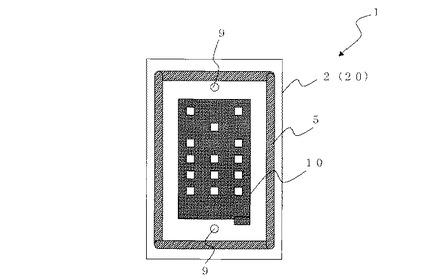
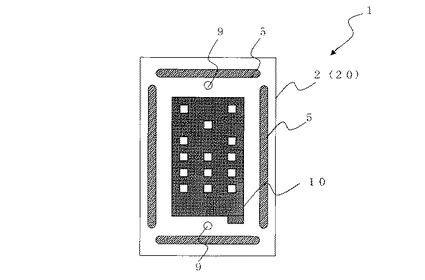
図4は、押釦スイッチ部材用弾性シート1の製造工程を示すフローチャートである。図5は、押釦スイッチ部材用弾性シート1に用いられるELシート20の断面図である。図6は、押釦スイッチ部材用弾性シート1の製造工程にて、穴(位置決め穴)9を形成した状態のELシート20の平面図である。図7は、図4に示す各工程を経て得られた押釦スイッチ部材用弾性シート1の平面図である。図8は、図7に示す押釦スイッチ部材用弾性シート1をA−A線で切断した際の断面図である。図9および図10は、押釦スイッチ部材用弾性シート1の別の態様を示した平面図である。
【0024】
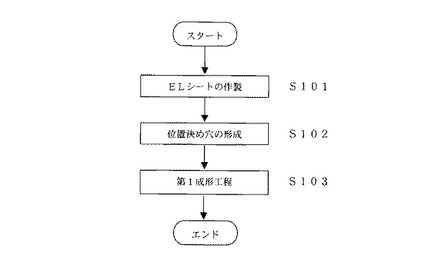
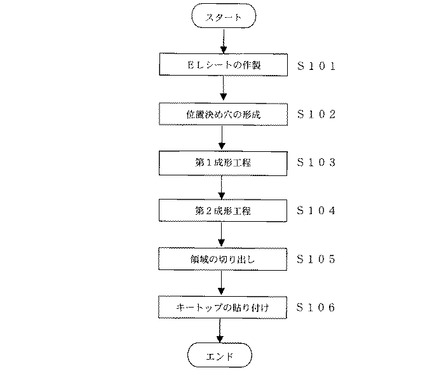
押釦スイッチ部材用弾性シート1を製造するための最初の工程は、ELシート20の作製(ステップS101)である。この実施の形態では、図5に示すように、スクリーン印刷により、図中、下方から上方に向かって、透明絶縁層21、透明電極22、発光層23、誘電体層24、背面電極25、絶縁層26の順に印刷してELシート20を作製する。さらに、印刷後、絶縁性のフィルムからなる保護フィルム27を、微粘着材を介して、絶縁層26の表面を覆うように形成する。保護フィルム27としては、例えば、ウレタンフィルムを好適に用いることができる。ただし、ELシート20の構成は、上述したように限らず、必要に応じて他の構成としても良い。例えば、ELシート20の透明電極22と背面電極25との間に、光透過性の中間電極層を部分的に複数個設け、各電極層の間に発光色の異なる複数の発光層を形成することができる。このため、ELシート20の複数の発光部から異なる色を発光させ、様々な色で押釦の照光を行うこともできる。なお、ELシート20を市場にて購入する場合には、ステップS101を実行しなくても良い。
【0025】
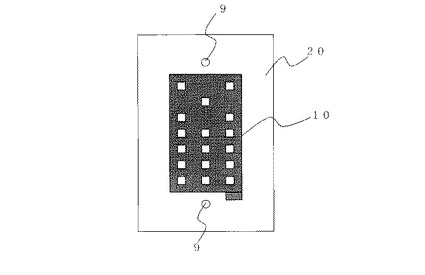
次に、ELシート20に位置決め穴9を形成する(ステップS102)。図6に示すように、ELシート20の領域10より外周部に2つ以上の位置決め穴9を形成する。この実施の形態では、位置決め穴9を形成するための方法として、パンチプレス法を採用している。ただし、当該方法に限定されるものではない。位置決め穴9を形成することによって、領域10の位置精度を確保できる。ただし、位置決め穴9の形成工程(ステップS102)は、必須の工程ではなく、位置決め穴9を形成しなくても良い。
【0026】
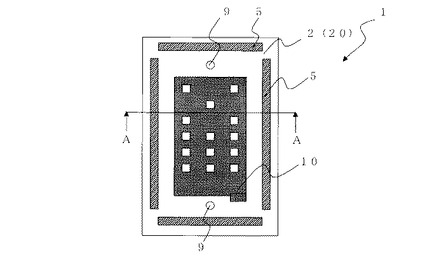
続いて、図7および図8に示すように、ELシート20の発光側の面に上部弾性シート2を形成すると共に、位置決め穴9の外周部に突出部5を形成する第1成形工程を行う(ステップS103)。この実施の形態において、ELシート20を絞り加工することにより、位置決め穴9より外側に突出部5を形成している。突出部5の具体的な形成方法は、次の通りである。凸部または凹部を有する片方の金型に、ELシート20の保護フィルム27を下側にして配置し、その後、上述の金型の凸部または凹部にそれぞれ合致する凹部または凸部を有する金型を用いる。未硬化の弾性ゴム組成物(ゴム状弾性体の硬化前の状態をいう)をELシート20上に供給し、上部弾性シート2とELシート20とを一体成形すると共に、ELシート20に突出部5を形成する。この実施の形態では、弾性ゴム組成物としてシリコーンゴムを用いている。
【0027】
また、図9および図10に示すように、別の態様を有する突出部5を形成しても良い。ただし、上述の形態に限らず、突出部5の形態は、領域10の形状、ゴム状弾性体の材料および成形条件等によって、調整可能である。また、突出部5のELシート20からの高さを5mm以下とするのが好ましい。これは、成形する際、ELシート20の領域10に皺が入らないようにするためである。
【0028】
図11は、押釦スイッチ部材15の製造工程を示すフローチャートである。図11に示すフローチャートは、図4に示すフローチャートを含み、押釦スイッチ部材15の製造工程を示したものであり、前半の工程については、図4に示すフローチャートと共通する。このため、重複した説明については省略する。
【0029】
図11に示すように、押釦スイッチ部材用弾性シート1を形成した後(ステップS101〜ステップS103)、ELシート20の非発光側の面に押圧部4を裏面側に有する下部弾性シート3を形成するための第2成形工程を行う(ステップS104)。この実施の形態では、押圧部4および領域10の外周部に第1成形工程(ステップS103)で成形した突出部5に対応した形状の掘り込みを有する金型を用いている。金型内のELシート20の非発光側の面に、未硬化の弾性ゴム組成物を供給し、上述の押釦スイッチ部材用弾性シート1と下部弾性シート3とを一体成形する。続いて、金型を分離して、図2に示すような弾性シート13を得る。
【0030】
次に、領域10の外形に沿って裁断部位8で裁断を行い、領域10を切り出す(ステップS105)。次に、切り出した領域10における上部弾性シート2の表面における押圧部4と対応する各位置に、キートップ7を貼り付ける(ステップS106)。その結果、キートップ7を貼り付けた押釦スイッチ部材15が得られる。
【0031】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30、当該押釦スイッチ部材用弾性シート30を用いた押釦スイッチ部材15および押釦スイッチ部材15の製造方法について説明する。なお、この実施の形態に係る押釦スイッチ部材15およびELシート20は、先に説明した押釦スイッチ部材15およびELシート20とそれぞれ同じ形態である。このため、第2の実施の形態以降の実施の形態の説明において、各共通の部分については、第1の実施の形態と同じ符号で示すと共に、重複する説明を省略する。
【0032】
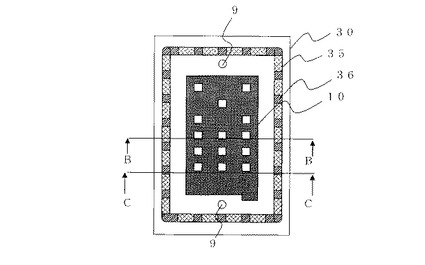
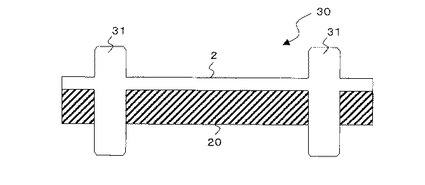
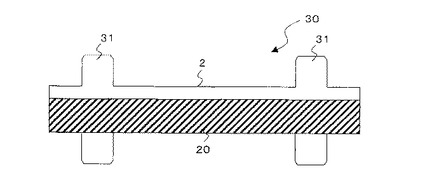
図12は、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30の平面図である。図13は、図12に示すB−B線(貫通孔35を通る線)で切断した際の断面図である。図14は、図12に示すC−C線(非貫通孔36を通る線)で切断した際の断面図である。なお、図13および図14では、見やすさを考慮して、一部のみ斜線で示している。
【0033】
図13および図14に示すように、押釦スイッチ部材用弾性シート30は、押釦スイッチ部材15のキートップ7を配置する領域10を含む上部弾性シート2と、ELシート20と一体成形したシートである。ELシート20における領域10の外周部の一部には、貫通孔(図中、格子模様の部分)35が形成されており、その貫通孔35から上部弾性シート2の裏面側に突出部31が突出している。また、貫通孔35の表面側に金型の凹部を配置することにより、上部弾性シート2は、貫通孔35の表面側にも突出している。このため、上部弾性シート2の突出部31は、押釦スイッチ部材用弾性シート30の領域10の表面側および裏面側の両方の側に突出して形成されている。
【0034】
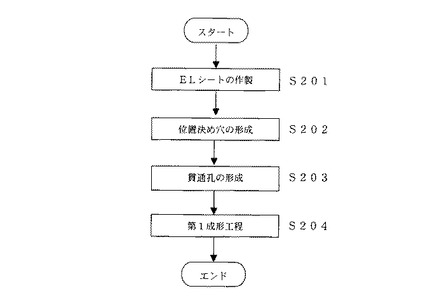
図15は、押釦スイッチ部材用弾性シート30の製造工程を示すフローチャートである。
【0035】
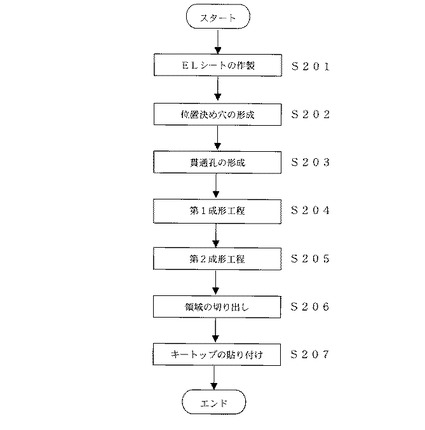
押釦スイッチ部材用弾性シート30の製造において、まず、ステップS101およびステップS102とそれぞれ同様のELシート20の作製(ステップS201)および位置決め穴9の形成(ステップS202)という工程が行われる。次に、ELシート20の位置決め穴9より外側の一部に貫通孔35が形成される(ステップS203)。次に、図13および図14に示すように、上部弾性シート2により突出部31を形成するめの第1成形工程(ステップS204)が行われる。この実施の形態では、ELシート20の保護フィルム27を下側にして金型に配置し、その後、未硬化の弾性ゴム組成物をELシート20上に供給して成形する。未硬化の弾性ゴム組成物は、貫通孔35を通じてELシート20の裏側にも流れていき、ELシート20の上面および下面に突出した突出部31が形成される。その結果、上部弾性シート2とELシート20とが一体となったゴム状弾性体の突出部31を有する押釦スイッチ部材用弾性シート30ができる。ただし、上述の形態に限らず、例えば、上部弾性シート2側またはELシート20側のいずれかの側にのみ突出した突出部31を形成するようにしても良い。また、突出部31の形態は、領域10の形状、ゴム状弾性体の材料および成形条件等によって、調整可能である。
【0036】
図16は、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30を用いた押釦スイッチ部材15の製造工程を示すフローチャートである。図16に示すフローチャートは、図15に示すフローチャートに引き続き、押釦スイッチ部材15の製造工程を示したものである。
【0037】
図16に示すように、押釦スイッチ部材用弾性シート30を形成した後(ステップS201〜ステップS204)、ELシート20の非発光側の面に押圧部4を裏面側に有する下部弾性シート3を形成するための第2成形工程を行う(ステップS205)。この実施の形態では、押圧部4および領域10の外周部に第1成形工程(ステップS204)で成形した突出部31に対応した形状の掘り込みを有する金型を用いている。金型内のELシート20の非発光側の面に、未硬化の弾性ゴム組成物を供給し、上述の押釦スイッチ部材用弾性シート30と下部弾性シート3とを一体成形する。続いて、金型を分離して、弾性シートが得られる。
【0038】
次に、領域10の外形に沿って裁断部位8で裁断を行い、領域10を切り出す(ステップS206)。次に、切り出した領域10における上部弾性シート2の表面の押圧部4と対応する各位置に、キートップ7を貼り付ける(ステップS207)。その結果、キートップ7を貼り付けた押釦スイッチ部材15が得られる。
【0039】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シート40について説明する。
【0040】
図17は、本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シート40の平面図である。
【0041】
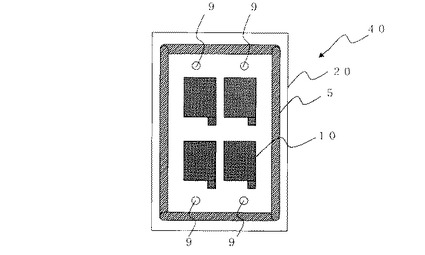
図17に示すように、1枚の押釦スイッチ部材用弾性シート40に複数個の領域10を有する場合、それらの領域10を集合した領域群の外周部に突出部5を設けても良い。押釦スイッチ部材用弾性シート40は、複数の領域10を有する点以外は、図9に示す押釦スイッチ部材用弾性シート1とほぼ同じ形態を有している。
【0042】
(第4の実施の形態)
次に、本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シート45について説明する。
【0043】
図18は、本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シート45に用いられるELシート20の平面図である。
【0044】
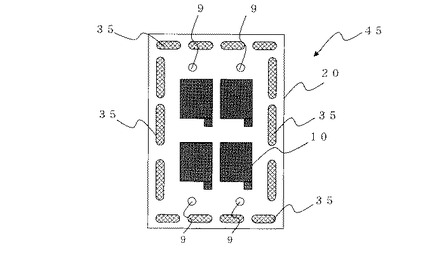
図18に示すように、ELシート20上の複数の領域10からなる領域群の外周部の一部には、貫通孔35(図中、格子模様の部分)が形成されている。このため、ゴム状弾性体は、貫通孔35からELシート20の裏面側に突出する。また、ELシート20の表面側に金型の凹部が配置される場合には、ゴム状弾性体は、ELシート20の表面側にも突出させることもできる。
【0045】
以上、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法の各実施の形態について説明したが、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法は、上述の各実施の形態に限定されず、種々変形した形態にて実施可能である。
【0046】
例えば、上述の各実施の形態では、本発明に係る押釦スイッチ部材用弾性シートの好適な形態として、ELシート20の片面側にゴム状弾性シート(上部弾性シート2)を形成したシートを例示している。しかし、ELシート20の両面にゴム状弾性体(上部弾性シート2および下部弾性シート3)を形成したシート(弾性シート)を、本発明に係る押釦スイッチ部材用弾性シートに含めても良い。すなわち、ELシート20とその少なくとも片面に形成されるゴム状弾性シートとを有するシートであって、領域10の外周部に突出部5(または31)が形成されたシートは、本発明に係る押釦スイッチ部材用弾性シートに含まれる。
【0047】
ELシート20の両側の面に、ゴム状弾性体から成る突出部31を形成する場合、何れの側の突出高さが高くても良い。また、両方の側の突出高さを同じ高さとしても良い。
【実施例】
【0048】
次に、本発明の各実施例について説明する。ただし、本発明は、以下例示する各実施例によって限定されるものではない。
【0049】
A.押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造手順
【0050】
(実施例1)
スクリーン印刷法によって、透明絶縁層として厚さ12μmのPETフィルム(商品名:ルミラー、東レ株式会社製)に、透明電極(商品名:Orgacon、アグファ社製)、透明電極側配線として銀ペースト(商品名:ED6022SS、アチソン株式会社製)、発光層として発光体ペースト(商品名:8155N ELミディアム、デュポン社製)、誘電体層として誘電体ペースト(商品名:8153N EL絶縁体ペースト、デュポン社製)、背面電極としてカーボンペースト(商品名:7144 ELカーボン導体ペースト、デュポン社製)、背面電極側配線として銀ペースト(商品名:ED6022SS、アチソン社製)、絶縁層として絶縁塗料(商品名:ED452SS、アチソン社製)を順次に形成してELシートを作製した。その後、保護フィルムとしてウレタンフィルムを微粘着材で貼り付けた。
【0051】
次に、位置決め穴を形成した後、透明絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布し、保護フィルムを下側にして金型に配置した。そして、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を透明絶縁層(PETフィルム層)の表面に載せ、120℃にて3分間の熱プレス成形を行い、厚さ0.1mmのシリコーンゴムから成る上部弾性シート層を形成した。この際、領域の外周部に対応する金型に設けた凸部と凹部により領域の外周部を同時に変形させ、突出部を形成した。ELシートから保護フィルムを剥した後、領域の外周部に突出部を有する押釦スイッチ部材用弾性シートが得られた。
【0052】
続いて、押釦スイッチ部材用弾性シートのELシートの絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布した後、押圧部形状および領域の外周部に一回目の成形で設けた凸部に対応した形状の掘り込みを設けた金型を用いて、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を載せ、120℃にて3分間の熱プレス成形を行い、絶縁層の表面に厚さ0.1mmのシリコーンゴムから成る下部弾性シート層と押圧部を形成した。そして、金型を分離して、突出部を有する弾性シートが得られた。
【0053】
次に、領域の外形を裁断し、発光面側の上部弾性シートに接着剤を塗布してキートップと弾性シートとを接着して押釦スイッチ部材を完成した。
【0054】
(実施例2)
実施例1と同じ条件で作製した複数の領域を有するELシートの外周部に4つ位置決め穴を形成した後、位置決め穴より外周部の一部に複数のかぎ状の貫通孔を設けた。次に、透明絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布した後、保護フィルムを下側にして金型に配置した。そして、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を透明絶縁層(PETフィルム層)の表面に載せ、120℃にて3分間の熱プレス成形を行い、厚さ0.1mmのシリコーンゴムから成る上部弾性シート層を形成した。この際、貫通孔に対応する部分の金型に設けた上下の凹部に液状のシリコーンゴムが流れ込み、上下面にシリコーンゴムから成る突出部が形成できた。その後、ELシートから保護フィルムを剥し、領域の外周部に突出部を有する押釦スイッチ部材用弾性シートが得られた。その後の製造工程は、実施例1と同じ条件で製造を行ったため、重複する説明を省略する。
【0055】
B.押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の評価結果
【0056】
実施例1および実施例2の製造方法にて得られた押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材は、製造過程において、押釦スイッチ部材用弾性シートの外周部に突出部を有する。このため、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるように変形するのを効果的に防止することができた。その結果、組立工程における取扱性の向上および押釦スイッチ部材の低コスト化の要請を十分に満足した。また、位置決め穴よりも外周側に突出部を形成したことにより、突出部の形成の際の延伸により、領域に無用の応力がかかりにくくなった。この結果、領域の位置精度を維持することができた。
【産業上の利用可能性】
【0057】
本発明は、押釦スイッチ用部材を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0058】
【図1】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートの断面図である。
【図2】図1に示す押釦スイッチ部材用弾性シートにおける上部弾性シートと反対側の面に下部弾性シートを形成した弾性シートの断面図である。
【図3】図2に示す弾性シートから切り出された領域にキートップを貼り付けた押釦スイッチ部材の断面図である。
【図4】図1に示す押釦スイッチ部材用弾性シートの製造工程を示すフローチャートである。
【図5】図1に示す押釦スイッチ部材用弾性シートに用いられたELシートの断面図である。
【図6】図1に示す押釦スイッチ部材用弾性シートの製造工程にて位置決め穴を形成したELシートの平面図である。
【図7】図4に示す各工程を経て得られた押釦スイッチ部材用弾性シートの平面図である。
【図8】図7に示す押釦スイッチ部材用弾性シートをA−A線で切断した際の断面図である。
【図9】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートとは別の形態の押釦スイッチ部材用弾性シートを示す平面図である。
【図10】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートとは別の形態の押釦スイッチ部材用弾性シートを示す平面図である。
【図11】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造工程を示すフローチャートである。
【図12】本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【図13】図12に示す押釦スイッチ部材用弾性シートをB−B線で切断した際の断面図である。
【図14】図12に示す押釦スイッチ部材用弾性シートをC−C線で切断した際の断面図である。
【図15】図12に示す押釦スイッチ部材用弾性シートの製造工程を示すフローチャートである。
【図16】本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造工程を示すフローチャートである。
【図17】本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【図18】本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【符号の説明】
【0059】
1 押釦スイッチ部材用弾性シート
2 上部弾性シート(ゴム状弾性シート)
3 下部弾性シート(ゴム状弾性シート)
5 突出部
7 キートップ
9 位置決め穴(穴)
10 領域
15 押釦スイッチ用部材
20 ELシート
30 押釦スイッチ部材用弾性シート
31 突出部
35 貫通孔
40 押釦スイッチ部材用弾性シート
45 押釦スイッチ部材用弾性シート
【技術分野】
【0001】
本発明は、押釦スイッチの部品に好適な押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法に関する。
【背景技術】
【0002】
近年、携帯電話、携帯情報端末等のモバイル機器に、暗所でキートップ部の視認性に優れた照光式押釦スイッチが多く用いられている。特に、エレクトロルミネッセンスシート(以下、「ELシート」という)は薄型で輝度が高いため、発光ダイオード(以下、「LED」という)に替わる照光手段の一つとして注目を浴びている。
【0003】
従来から、ELシートを採用する押釦スイッチ部材において、キートップを配置するシートは、次のような方法で製造されている。成形したベースパッド部材より多少短いELシートをベースパッド部材の上面に配置した後、このELシートの上に液状のシリコーンゴムを吐出して、ベースパッド部材の形状の上部金型で押圧してベースパッド部材を形成する。その後、吐出された液状のシリコーンゴムを金型により加圧する。このようにして、ベースパッド部材、上部パッド部材およびこれらの間にELシートを挟持したシートができあがる(例えば、特許文献1を参照)。
【特許文献1】特開2003−007106号公報(特許請求の範囲)
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、上記従来の照光式押釦スイッチ用部材には、次のような問題がある。ELシートをシリコーンゴムで挟持した構成を有するシートを製造する場合、ELシートの発光面と裏面の両面をそれぞれ加熱圧縮成形する必要がある。1回目の成形後(すなわち、ELシートの片面側を成形した後)、金型から成形シートを取り出すと、常温に戻した際に、シートがシリコーンゴム側に丸まるように変形するという不具合が発生する。これは、約150℃の加熱温度から室温まで下げた際に、シリコーンゴムが2〜4%前後の熱収縮を生じるのに対して、ELシートの基材フィルムであるポリエチレンテレフタレート(PET)樹脂が1%以下の熱収縮しか生じないという、熱収縮率の差が大きいことに起因する。その結果、2回目の成形(すなわち、ELシートのシリコーンゴムと反対側の面にシリコーンゴムを形成する成形)に先立って行われるプライマー塗布工程および検査工程等の作業が難しくなるという問題がある。この問題は、製造工程が煩雑となり、製品のコストアップにつながる。今後、キーパットの薄型化および柔軟性向上の要求が強まると、ELシートの厚さがさらに薄くなる。このため、1回目の成形により得られた成形シートがシリコーンゴム側に丸まるように変形する傾向がますます高くなると思われる。
【0005】
本発明は、上記のような問題を解決するためになされたものであって、その目的とするところは、高輝度で均一照光可能な押釦スイッチ部材を製造する上での取扱性の向上と製品の低コスト化を実現することにある。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明は、ELシートと少なくともその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートであって、領域の外周部に、シート面から突出する突出部を形成した押釦スイッチ部材用弾性シートとしている。ここで、「領域」とは、押釦スイッチ部材に使用される部材として切り取られる部分をいう。押釦スイッチ部材用弾性シートの外周部に突出部を形成することにより、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるような変形を有効に防止することができる。
【0007】
また、別の本発明は、先の発明において、突出部を、ELシートを成形して形成した押釦スイッチ部材用弾性シートとしている。このため、ELシート自体の剛性が増し、押釦スイッチ部材用弾性シートがゴム状弾性シート側に丸まるように変形することを有効に防止することができる。
【0008】
また、別の本発明は、先の発明において、ELシートにおける領域の外周部に、シート面を貫く貫通孔が形成されており、突出部を、ゴム状弾性シートと貫通孔で連接形成されたゴム状弾性体とし、ゴム状弾性シート側、ELシート側またはゴム状弾性シート側とELシート側の両方の側に形成した押釦スイッチ部材用弾性シートとしている。
【0009】
このように、ELシートを成形して突出させるのではなく、ゴム状弾性シートを構成するゴム状弾性体を成形して突出させることにより、押釦スイッチ部材用弾性シートの剛性を高め、押釦スイッチ部材用弾性シートがゴム状弾性シート側に丸まるように変形することを有効に防止することができる。
【0010】
また、別の本発明は、先の発明において、突出部を、複数の領域の外周に形成されている押釦スイッチ部材用弾性シートとしている。このように、一枚の押釦スイッチ部材用弾性シートから押釦スイッチ部材用の領域を複数切り出す場合にも、それらの領域群の外側に突出部を形成することにより、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるような変形を有効に防止することができる。
【0011】
また、別の本発明は、先の発明において、領域と突出部との間には、穴を形成した押釦スイッチ部材用弾性シートとしている。このように、2つ以上の位置決め穴を領域と突出部との間に形成すると、ELシートを絞るような形態をつくる場合、ELシートを延伸することにより領域が位置ずれを起こすのを緩和することができる。この結果、領域に変形が生じにくい。
【0012】
また、別の本発明は、上記押釦スイッチ部材用弾性シートの突出部の内側から切り取った領域上にキートップを固定して成る押釦スイッチ部材としている。このように、突出部を形成した押釦スイッチ部材用弾性シートにおいて、当該突出部の内側に形成された領域を切り出して押釦スイッチ部材に用いることにより、ELシートの片面側にゴム状弾性体を付けた状態で、ゴム状弾性体側に丸まるような変形を防止できる。したがって、押釦スイッチ部材の製造工程上の煩雑な作業が減り、コストを低減することができる。
【0013】
また、別の本発明は、ELシートとその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートにおいて、領域の外周部に、シート面から突出する突出部を形成するステップと、押釦スイッチ部材用弾性シートにおけるゴム状弾性シートと反対側の面にゴム状弾性シートを形成するステップと、領域を切り取るステップと、領域上にキートップを固定するステップとを含む、押釦スイッチ部材の製造方法としている。このように、突出部を形成した押釦スイッチ部材用弾性シートにおいて、当該突出部の内側に形成された領域を切り出して押釦スイッチ部材に用いることにより、押釦スイッチ部材の製造工程上の煩雑な作業が減り、コストを低減することができる。
【0014】
本発明に係る押釦スイッチ部材用弾性シートに用いられるゴム状弾性体の材料は、透光性を有するゴム状弾性体(熱硬化性エラストマー又は熱可塑性エラストマー)である。熱硬化性エラストマーとしては、例えば、シリコーンゴムの他、イソプレンゴム、エチレンプロピレンゴム、ブタジエンゴム、クロロプレンゴム、天然ゴム等が挙げられる。また、熱可塑性エラストマーとしては、スチレン系、エステル系、ウレタン系、オレフィン系、アミド系、ブタジエン系、エチレン−酢酸ビニル系、フッ素ゴム系、イソプレン系、塩素化ポリエチレン系等のものが採用できる。これらの内、耐環境性および機械特性を考慮すると、特にシリコーンゴムが好ましい。ただし、上述の透光性を有するゴム状弾性体は、一例に過ぎず、他のゴム状弾性体を採用しても良い。なお、二種類以上のゴム状弾性体の混合物を採用しても良い。
【0015】
本発明に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ用部材に貼り付けられるキートップの材料には、透光性を有する樹脂が挙げられる。例えば、ポリカーボネート樹脂の他、アクリル樹脂、エポキシ樹脂、ポリエステル樹脂、シリコン樹脂、ポリウレタン樹脂、ABS樹脂、スチレン樹脂、ポリアミド樹脂、ポリオレフィン樹脂、ポリメチルメタクリレート樹脂等の樹脂材料を好適に用いることができる。特に、ポリカーボネート樹脂を用いるのがより好ましい。ただし、上述の樹脂は一例に過ぎず、他の樹脂材料を採用しても良い。なお、樹脂材料は、一種類の樹脂材料でも、二種類以上の樹脂材料の混合物でも良い。
【発明の効果】
【0016】
本発明によれば、高輝度で均一照光可能な押釦スイッチ部材を製造する上で製造上の取扱性の向上と、製品の低コスト化を実現することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法の好適な各実施の形態について、図面を参照しながら詳しく説明する。ただし、本発明は、以下に説明する各実施の形態に何ら限定されるものではない。
【0018】
(第1の実施の形態)
図1は、本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シート1の断面図である。図2は、ELシート20の両面にゴム状弾性シート(上部弾性シート2と下部弾性シート3)を形成した弾性シート13の断面図である。なお、図1および図2では、見やすさを考慮して、一部のみを斜線で示している。また、以下の各実施の形態では、ELシートをゴム状弾性シートで挟持した構造のシートを、押釦スイッチ部材用弾性シートと区別して「弾性シート」と称している。
【0019】
図1に示すように、押釦スイッチ部材用弾性シート1は、押釦スイッチ部材のキートップ7を配置する領域10を含むゴム状弾性体からなる上部弾性シート2と、エレクトロルミネッセンス素子を含むELシート20とを一体成形したシートである。また、押釦スイッチ部材用弾性シート1の領域10の外周部には、ELシート20自体を成形して形成された突出部5が設けられている。また、図2に示すように、弾性シート13は、図1に示す押釦スイッチ部材用弾性シート1と、押釦スイッチ部材用弾性シート1の領域10と対応する複数の押圧部4を有する下部弾性シート3とを一体成形したシートである。
【0020】
図3は、本発明の第1の実施の形態に係る押釦スイッチ部材15の断面図である。
【0021】
図3に示すように、本発明の第1の実施の形態に係る押釦スイッチ部材15は、図2に示す弾性シート13における領域10を裁断部位8で裁断した後、各押圧部4と対応する位置にキートップ7を接着剤層6を介して貼り付けたものである。キートップ7の天面または底面には、文字、図形または記号からなる印刷層が形成されていても良い。印刷層を形成する方法については、公知の方法を用いることができ、例えば、塗装法、めっき法またはスクリーン印刷法を好適に採用できるが、特にこれらに限定されるものではない。また、キートップ7の天面に形成される印刷層の表面には、当該印刷層を保護するため、さらに透明な樹脂層が形成されても良い。さらに、上述の接着剤層6の形成方法は特に限定されず、キートップ7を効率良く接着できる方法であれば、いかなる接着方法を採用しても良い。
【0022】
次に、押釦スイッチ部材用弾性シート1の製造工程について説明する。
【0023】
図4は、押釦スイッチ部材用弾性シート1の製造工程を示すフローチャートである。図5は、押釦スイッチ部材用弾性シート1に用いられるELシート20の断面図である。図6は、押釦スイッチ部材用弾性シート1の製造工程にて、穴(位置決め穴)9を形成した状態のELシート20の平面図である。図7は、図4に示す各工程を経て得られた押釦スイッチ部材用弾性シート1の平面図である。図8は、図7に示す押釦スイッチ部材用弾性シート1をA−A線で切断した際の断面図である。図9および図10は、押釦スイッチ部材用弾性シート1の別の態様を示した平面図である。
【0024】
押釦スイッチ部材用弾性シート1を製造するための最初の工程は、ELシート20の作製(ステップS101)である。この実施の形態では、図5に示すように、スクリーン印刷により、図中、下方から上方に向かって、透明絶縁層21、透明電極22、発光層23、誘電体層24、背面電極25、絶縁層26の順に印刷してELシート20を作製する。さらに、印刷後、絶縁性のフィルムからなる保護フィルム27を、微粘着材を介して、絶縁層26の表面を覆うように形成する。保護フィルム27としては、例えば、ウレタンフィルムを好適に用いることができる。ただし、ELシート20の構成は、上述したように限らず、必要に応じて他の構成としても良い。例えば、ELシート20の透明電極22と背面電極25との間に、光透過性の中間電極層を部分的に複数個設け、各電極層の間に発光色の異なる複数の発光層を形成することができる。このため、ELシート20の複数の発光部から異なる色を発光させ、様々な色で押釦の照光を行うこともできる。なお、ELシート20を市場にて購入する場合には、ステップS101を実行しなくても良い。
【0025】
次に、ELシート20に位置決め穴9を形成する(ステップS102)。図6に示すように、ELシート20の領域10より外周部に2つ以上の位置決め穴9を形成する。この実施の形態では、位置決め穴9を形成するための方法として、パンチプレス法を採用している。ただし、当該方法に限定されるものではない。位置決め穴9を形成することによって、領域10の位置精度を確保できる。ただし、位置決め穴9の形成工程(ステップS102)は、必須の工程ではなく、位置決め穴9を形成しなくても良い。
【0026】
続いて、図7および図8に示すように、ELシート20の発光側の面に上部弾性シート2を形成すると共に、位置決め穴9の外周部に突出部5を形成する第1成形工程を行う(ステップS103)。この実施の形態において、ELシート20を絞り加工することにより、位置決め穴9より外側に突出部5を形成している。突出部5の具体的な形成方法は、次の通りである。凸部または凹部を有する片方の金型に、ELシート20の保護フィルム27を下側にして配置し、その後、上述の金型の凸部または凹部にそれぞれ合致する凹部または凸部を有する金型を用いる。未硬化の弾性ゴム組成物(ゴム状弾性体の硬化前の状態をいう)をELシート20上に供給し、上部弾性シート2とELシート20とを一体成形すると共に、ELシート20に突出部5を形成する。この実施の形態では、弾性ゴム組成物としてシリコーンゴムを用いている。
【0027】
また、図9および図10に示すように、別の態様を有する突出部5を形成しても良い。ただし、上述の形態に限らず、突出部5の形態は、領域10の形状、ゴム状弾性体の材料および成形条件等によって、調整可能である。また、突出部5のELシート20からの高さを5mm以下とするのが好ましい。これは、成形する際、ELシート20の領域10に皺が入らないようにするためである。
【0028】
図11は、押釦スイッチ部材15の製造工程を示すフローチャートである。図11に示すフローチャートは、図4に示すフローチャートを含み、押釦スイッチ部材15の製造工程を示したものであり、前半の工程については、図4に示すフローチャートと共通する。このため、重複した説明については省略する。
【0029】
図11に示すように、押釦スイッチ部材用弾性シート1を形成した後(ステップS101〜ステップS103)、ELシート20の非発光側の面に押圧部4を裏面側に有する下部弾性シート3を形成するための第2成形工程を行う(ステップS104)。この実施の形態では、押圧部4および領域10の外周部に第1成形工程(ステップS103)で成形した突出部5に対応した形状の掘り込みを有する金型を用いている。金型内のELシート20の非発光側の面に、未硬化の弾性ゴム組成物を供給し、上述の押釦スイッチ部材用弾性シート1と下部弾性シート3とを一体成形する。続いて、金型を分離して、図2に示すような弾性シート13を得る。
【0030】
次に、領域10の外形に沿って裁断部位8で裁断を行い、領域10を切り出す(ステップS105)。次に、切り出した領域10における上部弾性シート2の表面における押圧部4と対応する各位置に、キートップ7を貼り付ける(ステップS106)。その結果、キートップ7を貼り付けた押釦スイッチ部材15が得られる。
【0031】
(第2の実施の形態)
次に、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30、当該押釦スイッチ部材用弾性シート30を用いた押釦スイッチ部材15および押釦スイッチ部材15の製造方法について説明する。なお、この実施の形態に係る押釦スイッチ部材15およびELシート20は、先に説明した押釦スイッチ部材15およびELシート20とそれぞれ同じ形態である。このため、第2の実施の形態以降の実施の形態の説明において、各共通の部分については、第1の実施の形態と同じ符号で示すと共に、重複する説明を省略する。
【0032】
図12は、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30の平面図である。図13は、図12に示すB−B線(貫通孔35を通る線)で切断した際の断面図である。図14は、図12に示すC−C線(非貫通孔36を通る線)で切断した際の断面図である。なお、図13および図14では、見やすさを考慮して、一部のみ斜線で示している。
【0033】
図13および図14に示すように、押釦スイッチ部材用弾性シート30は、押釦スイッチ部材15のキートップ7を配置する領域10を含む上部弾性シート2と、ELシート20と一体成形したシートである。ELシート20における領域10の外周部の一部には、貫通孔(図中、格子模様の部分)35が形成されており、その貫通孔35から上部弾性シート2の裏面側に突出部31が突出している。また、貫通孔35の表面側に金型の凹部を配置することにより、上部弾性シート2は、貫通孔35の表面側にも突出している。このため、上部弾性シート2の突出部31は、押釦スイッチ部材用弾性シート30の領域10の表面側および裏面側の両方の側に突出して形成されている。
【0034】
図15は、押釦スイッチ部材用弾性シート30の製造工程を示すフローチャートである。
【0035】
押釦スイッチ部材用弾性シート30の製造において、まず、ステップS101およびステップS102とそれぞれ同様のELシート20の作製(ステップS201)および位置決め穴9の形成(ステップS202)という工程が行われる。次に、ELシート20の位置決め穴9より外側の一部に貫通孔35が形成される(ステップS203)。次に、図13および図14に示すように、上部弾性シート2により突出部31を形成するめの第1成形工程(ステップS204)が行われる。この実施の形態では、ELシート20の保護フィルム27を下側にして金型に配置し、その後、未硬化の弾性ゴム組成物をELシート20上に供給して成形する。未硬化の弾性ゴム組成物は、貫通孔35を通じてELシート20の裏側にも流れていき、ELシート20の上面および下面に突出した突出部31が形成される。その結果、上部弾性シート2とELシート20とが一体となったゴム状弾性体の突出部31を有する押釦スイッチ部材用弾性シート30ができる。ただし、上述の形態に限らず、例えば、上部弾性シート2側またはELシート20側のいずれかの側にのみ突出した突出部31を形成するようにしても良い。また、突出部31の形態は、領域10の形状、ゴム状弾性体の材料および成形条件等によって、調整可能である。
【0036】
図16は、本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シート30を用いた押釦スイッチ部材15の製造工程を示すフローチャートである。図16に示すフローチャートは、図15に示すフローチャートに引き続き、押釦スイッチ部材15の製造工程を示したものである。
【0037】
図16に示すように、押釦スイッチ部材用弾性シート30を形成した後(ステップS201〜ステップS204)、ELシート20の非発光側の面に押圧部4を裏面側に有する下部弾性シート3を形成するための第2成形工程を行う(ステップS205)。この実施の形態では、押圧部4および領域10の外周部に第1成形工程(ステップS204)で成形した突出部31に対応した形状の掘り込みを有する金型を用いている。金型内のELシート20の非発光側の面に、未硬化の弾性ゴム組成物を供給し、上述の押釦スイッチ部材用弾性シート30と下部弾性シート3とを一体成形する。続いて、金型を分離して、弾性シートが得られる。
【0038】
次に、領域10の外形に沿って裁断部位8で裁断を行い、領域10を切り出す(ステップS206)。次に、切り出した領域10における上部弾性シート2の表面の押圧部4と対応する各位置に、キートップ7を貼り付ける(ステップS207)。その結果、キートップ7を貼り付けた押釦スイッチ部材15が得られる。
【0039】
(第3の実施の形態)
次に、本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シート40について説明する。
【0040】
図17は、本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シート40の平面図である。
【0041】
図17に示すように、1枚の押釦スイッチ部材用弾性シート40に複数個の領域10を有する場合、それらの領域10を集合した領域群の外周部に突出部5を設けても良い。押釦スイッチ部材用弾性シート40は、複数の領域10を有する点以外は、図9に示す押釦スイッチ部材用弾性シート1とほぼ同じ形態を有している。
【0042】
(第4の実施の形態)
次に、本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シート45について説明する。
【0043】
図18は、本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シート45に用いられるELシート20の平面図である。
【0044】
図18に示すように、ELシート20上の複数の領域10からなる領域群の外周部の一部には、貫通孔35(図中、格子模様の部分)が形成されている。このため、ゴム状弾性体は、貫通孔35からELシート20の裏面側に突出する。また、ELシート20の表面側に金型の凹部が配置される場合には、ゴム状弾性体は、ELシート20の表面側にも突出させることもできる。
【0045】
以上、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法の各実施の形態について説明したが、本発明に係る押釦スイッチ部材用弾性シート、当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材および押釦スイッチ部材の製造方法は、上述の各実施の形態に限定されず、種々変形した形態にて実施可能である。
【0046】
例えば、上述の各実施の形態では、本発明に係る押釦スイッチ部材用弾性シートの好適な形態として、ELシート20の片面側にゴム状弾性シート(上部弾性シート2)を形成したシートを例示している。しかし、ELシート20の両面にゴム状弾性体(上部弾性シート2および下部弾性シート3)を形成したシート(弾性シート)を、本発明に係る押釦スイッチ部材用弾性シートに含めても良い。すなわち、ELシート20とその少なくとも片面に形成されるゴム状弾性シートとを有するシートであって、領域10の外周部に突出部5(または31)が形成されたシートは、本発明に係る押釦スイッチ部材用弾性シートに含まれる。
【0047】
ELシート20の両側の面に、ゴム状弾性体から成る突出部31を形成する場合、何れの側の突出高さが高くても良い。また、両方の側の突出高さを同じ高さとしても良い。
【実施例】
【0048】
次に、本発明の各実施例について説明する。ただし、本発明は、以下例示する各実施例によって限定されるものではない。
【0049】
A.押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造手順
【0050】
(実施例1)
スクリーン印刷法によって、透明絶縁層として厚さ12μmのPETフィルム(商品名:ルミラー、東レ株式会社製)に、透明電極(商品名:Orgacon、アグファ社製)、透明電極側配線として銀ペースト(商品名:ED6022SS、アチソン株式会社製)、発光層として発光体ペースト(商品名:8155N ELミディアム、デュポン社製)、誘電体層として誘電体ペースト(商品名:8153N EL絶縁体ペースト、デュポン社製)、背面電極としてカーボンペースト(商品名:7144 ELカーボン導体ペースト、デュポン社製)、背面電極側配線として銀ペースト(商品名:ED6022SS、アチソン社製)、絶縁層として絶縁塗料(商品名:ED452SS、アチソン社製)を順次に形成してELシートを作製した。その後、保護フィルムとしてウレタンフィルムを微粘着材で貼り付けた。
【0051】
次に、位置決め穴を形成した後、透明絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布し、保護フィルムを下側にして金型に配置した。そして、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を透明絶縁層(PETフィルム層)の表面に載せ、120℃にて3分間の熱プレス成形を行い、厚さ0.1mmのシリコーンゴムから成る上部弾性シート層を形成した。この際、領域の外周部に対応する金型に設けた凸部と凹部により領域の外周部を同時に変形させ、突出部を形成した。ELシートから保護フィルムを剥した後、領域の外周部に突出部を有する押釦スイッチ部材用弾性シートが得られた。
【0052】
続いて、押釦スイッチ部材用弾性シートのELシートの絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布した後、押圧部形状および領域の外周部に一回目の成形で設けた凸部に対応した形状の掘り込みを設けた金型を用いて、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を載せ、120℃にて3分間の熱プレス成形を行い、絶縁層の表面に厚さ0.1mmのシリコーンゴムから成る下部弾性シート層と押圧部を形成した。そして、金型を分離して、突出部を有する弾性シートが得られた。
【0053】
次に、領域の外形を裁断し、発光面側の上部弾性シートに接着剤を塗布してキートップと弾性シートとを接着して押釦スイッチ部材を完成した。
【0054】
(実施例2)
実施例1と同じ条件で作製した複数の領域を有するELシートの外周部に4つ位置決め穴を形成した後、位置決め穴より外周部の一部に複数のかぎ状の貫通孔を設けた。次に、透明絶縁層面にプライマー(商品名:DY39−115、東レ・ダウコーニング株式会社製)を塗布した後、保護フィルムを下側にして金型に配置した。そして、硬化前の2液状シリコーンゴム(商品名:KE−1950−60A/B、信越化学工業株式会社製)を透明絶縁層(PETフィルム層)の表面に載せ、120℃にて3分間の熱プレス成形を行い、厚さ0.1mmのシリコーンゴムから成る上部弾性シート層を形成した。この際、貫通孔に対応する部分の金型に設けた上下の凹部に液状のシリコーンゴムが流れ込み、上下面にシリコーンゴムから成る突出部が形成できた。その後、ELシートから保護フィルムを剥し、領域の外周部に突出部を有する押釦スイッチ部材用弾性シートが得られた。その後の製造工程は、実施例1と同じ条件で製造を行ったため、重複する説明を省略する。
【0055】
B.押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の評価結果
【0056】
実施例1および実施例2の製造方法にて得られた押釦スイッチ部材用弾性シートおよび当該押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材は、製造過程において、押釦スイッチ部材用弾性シートの外周部に突出部を有する。このため、押釦スイッチ部材用弾性シートの剛性が増し、ゴム状弾性シート側に丸まるように変形するのを効果的に防止することができた。その結果、組立工程における取扱性の向上および押釦スイッチ部材の低コスト化の要請を十分に満足した。また、位置決め穴よりも外周側に突出部を形成したことにより、突出部の形成の際の延伸により、領域に無用の応力がかかりにくくなった。この結果、領域の位置精度を維持することができた。
【産業上の利用可能性】
【0057】
本発明は、押釦スイッチ用部材を製造あるいは使用する産業において利用することができる。
【図面の簡単な説明】
【0058】
【図1】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートの断面図である。
【図2】図1に示す押釦スイッチ部材用弾性シートにおける上部弾性シートと反対側の面に下部弾性シートを形成した弾性シートの断面図である。
【図3】図2に示す弾性シートから切り出された領域にキートップを貼り付けた押釦スイッチ部材の断面図である。
【図4】図1に示す押釦スイッチ部材用弾性シートの製造工程を示すフローチャートである。
【図5】図1に示す押釦スイッチ部材用弾性シートに用いられたELシートの断面図である。
【図6】図1に示す押釦スイッチ部材用弾性シートの製造工程にて位置決め穴を形成したELシートの平面図である。
【図7】図4に示す各工程を経て得られた押釦スイッチ部材用弾性シートの平面図である。
【図8】図7に示す押釦スイッチ部材用弾性シートをA−A線で切断した際の断面図である。
【図9】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートとは別の形態の押釦スイッチ部材用弾性シートを示す平面図である。
【図10】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートとは別の形態の押釦スイッチ部材用弾性シートを示す平面図である。
【図11】本発明の第1の実施の形態に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造工程を示すフローチャートである。
【図12】本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【図13】図12に示す押釦スイッチ部材用弾性シートをB−B線で切断した際の断面図である。
【図14】図12に示す押釦スイッチ部材用弾性シートをC−C線で切断した際の断面図である。
【図15】図12に示す押釦スイッチ部材用弾性シートの製造工程を示すフローチャートである。
【図16】本発明の第2の実施の形態に係る押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材の製造工程を示すフローチャートである。
【図17】本発明の第3の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【図18】本発明の第4の実施の形態に係る押釦スイッチ部材用弾性シートの平面図である。
【符号の説明】
【0059】
1 押釦スイッチ部材用弾性シート
2 上部弾性シート(ゴム状弾性シート)
3 下部弾性シート(ゴム状弾性シート)
5 突出部
7 キートップ
9 位置決め穴(穴)
10 領域
15 押釦スイッチ用部材
20 ELシート
30 押釦スイッチ部材用弾性シート
31 突出部
35 貫通孔
40 押釦スイッチ部材用弾性シート
45 押釦スイッチ部材用弾性シート
【特許請求の範囲】
【請求項1】
エレクトロルミネッセンスシートと少なくともその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートであって、
上記領域の外周部に、シート面から突出する突出部を形成していることを特徴とする押釦スイッチ部材用弾性シート。
【請求項2】
前記突出部は、前記エレクトロルミネッセンスシートを成形して形成されていることを特徴とする請求項1に記載の押釦スイッチ部材用弾性シート。
【請求項3】
前記エレクトロルミネッセンスシートにおける前記領域の外周部に、シート面を貫く貫通孔が形成されており、
前記突出部は、前記ゴム状弾性シートと上記貫通孔で連接形成されたゴム状弾性体であり、前記ゴム状弾性シート側、前記エレクトロルミネッセンスシート側または前記ゴム状弾性シート側と前記エレクトロルミネッセンスシート側の両方の側に形成されていることを特徴とする請求項1に記載の押釦スイッチ部材用弾性シート。
【請求項4】
前記突出部は、複数の前記領域の外周に形成されていることを特徴とする請求項1から請求項3のいずれか1項に記載の押釦スイッチ部材用弾性シート。
【請求項5】
前記領域と前記突出部との間には、穴が形成されていることを特徴とする請求項1から請求項4のいずれか1項に記載の押釦スイッチ部材用弾性シート。
【請求項6】
請求項1から請求項5のいずれか1項に記載の押釦スイッチ部材用弾性シートにおける突出部の内側領域から切り取った領域上に、キートップを固定していることを特徴とする、押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材。
【請求項7】
エレクトロルミネッセンスシートとその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートにおいて、
上記領域の外周部に、シート面から突出する突出部を形成するステップと、
上記押釦スイッチ部材用弾性シートにおけるゴム状弾性シートと反対側の面にゴム状弾性シートを形成するステップと、
上記領域を切り取るステップと、
上記領域上にキートップを固定するステップと、
を含む、押釦スイッチ部材の製造方法。
【請求項1】
エレクトロルミネッセンスシートと少なくともその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートであって、
上記領域の外周部に、シート面から突出する突出部を形成していることを特徴とする押釦スイッチ部材用弾性シート。
【請求項2】
前記突出部は、前記エレクトロルミネッセンスシートを成形して形成されていることを特徴とする請求項1に記載の押釦スイッチ部材用弾性シート。
【請求項3】
前記エレクトロルミネッセンスシートにおける前記領域の外周部に、シート面を貫く貫通孔が形成されており、
前記突出部は、前記ゴム状弾性シートと上記貫通孔で連接形成されたゴム状弾性体であり、前記ゴム状弾性シート側、前記エレクトロルミネッセンスシート側または前記ゴム状弾性シート側と前記エレクトロルミネッセンスシート側の両方の側に形成されていることを特徴とする請求項1に記載の押釦スイッチ部材用弾性シート。
【請求項4】
前記突出部は、複数の前記領域の外周に形成されていることを特徴とする請求項1から請求項3のいずれか1項に記載の押釦スイッチ部材用弾性シート。
【請求項5】
前記領域と前記突出部との間には、穴が形成されていることを特徴とする請求項1から請求項4のいずれか1項に記載の押釦スイッチ部材用弾性シート。
【請求項6】
請求項1から請求項5のいずれか1項に記載の押釦スイッチ部材用弾性シートにおける突出部の内側領域から切り取った領域上に、キートップを固定していることを特徴とする、押釦スイッチ部材用弾性シートを用いた押釦スイッチ部材。
【請求項7】
エレクトロルミネッセンスシートとその片面側に付けられるゴム状弾性シートとを有し、押釦スイッチ部材のキートップを配置するための領域を含む押釦スイッチ部材用弾性シートにおいて、
上記領域の外周部に、シート面から突出する突出部を形成するステップと、
上記押釦スイッチ部材用弾性シートにおけるゴム状弾性シートと反対側の面にゴム状弾性シートを形成するステップと、
上記領域を切り取るステップと、
上記領域上にキートップを固定するステップと、
を含む、押釦スイッチ部材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【公開番号】特開2007−305514(P2007−305514A)
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2006−135014(P2006−135014)
【出願日】平成18年5月15日(2006.5.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願日】平成18年5月15日(2006.5.15)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]