
抽出バッグ用シートの製造方法
【課題】抽出バッグ用シートを高い生産速度で製造することができ、かつその製造装置の設計の自由度が高く、保守も容易な抽出バッグ用シートの製造方法及び製造装置を提供する。
【解決手段】糸材4bと接着したタグ3が、通水濾過性シート2の長手方向に所定間隔で配列している抽出バッグ用シート1Aの製造方法が、
(1)回転担持体10上で、所定間隔のタグ3と、各タグ3と重なりを持つ糸材4bのパターンを形成する工程、
(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程
(3)工程(2)以降でタグ2及び糸材4bを、それぞれ通水濾過性シート2と接着する工程
を有する。
【解決手段】糸材4bと接着したタグ3が、通水濾過性シート2の長手方向に所定間隔で配列している抽出バッグ用シート1Aの製造方法が、
(1)回転担持体10上で、所定間隔のタグ3と、各タグ3と重なりを持つ糸材4bのパターンを形成する工程、
(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程
(3)工程(2)以降でタグ2及び糸材4bを、それぞれ通水濾過性シート2と接着する工程
を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ティーバッグ、出汁の抽出バッグ等の抽出バッグの製造に使用される抽出バッグ用シートの製造方法及び製造装置に関する。
【背景技術】
【0002】
紅茶、緑茶、ハーブ等のティーバッグ、煮干し、鰹節等の出汁の抽出バッグとして、不織布、紗等の通水濾過性シートを平袋状、四面体状等の袋体に形成すると共に、その内部に茶葉等の抽出材料を充填し、その外表面にタグ付吊し糸を取り付けたものが使用されている(特許文献1)。
【0003】
抽出バッグの製造に使用する抽出バッグ用シートは、製造する抽出バッグの形状や、吊し糸の長さ、タグの形状などにより種々の態様があるが、従来、吊し糸の一端が接着されているタグを、帯状の通水濾過性シートの長手方向に所定間隔で一列に配置したものが使用されている。このような抽出バッグ用シートの製造方法としては、長尺な糸材にタグを所定間隔で取り付け、そのタグ付の長尺な糸材を、長尺な通水濾過性シートの幅方向に引き出し、タグと糸材をそれぞれ通水濾過性シートと接着し、糸材を後続の糸材から切断する方法がある(特許文献2)。
【0004】
しかしながら、この方法によれば、タグと吊し糸の接着を、通水濾過性シートを連続的に搬送しながら行うことはできず、生産速度を十分に高めることができない。
【0005】
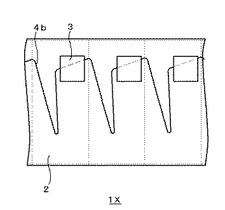
これに対し、回転担持体の周面に所定間隔でタグを配置し、その上に長尺な糸材を所定パターンで張って各タグと糸材を接着し、そのタグと糸材の上に通水濾過性シートを供給し、回転担持体上でタグと糸材とを通水濾過性シートと接着する方法が知られている。これにより、図8に示す抽出バッグ用シート1Xのように、長尺の通水濾過性シート2の長手方向にタグ3が所定間隔で配列すると共に、長尺の糸材4bが所定パターンに配置され、各タグ3と接着している抽出バッグ用シートを得ることができる(特許文献3、特許文献4)。なお、図中、破線で区切った領域が抽出バッグ1個分の領域に相当する。
【0006】
この方法によれば、通水濾過性シート2を連続的に搬送しながら抽出バッグ用シート1Xを製造することができるので、特許文献2の方法に比して抽出バッグ用シートの生産速度を高めることができる。
【0007】
しかしながら、回転担持体上で、タグ3と糸材4bとの接着、タグ3と通水濾過性シート2との接着、糸材4bと通水濾過性シート2との接着の全てを行うため、回転担持体上に複数の接着手段を設置しなくてはならず、接着装置の設計の自由度が制約され、また回転担持体とその周辺の装置の保守も複雑になる。
【0008】
【特許文献1】特開平7-61465号公報
【特許文献2】特開平9-24907号公報
【特許文献3】特表2001-519729号公報
【特許文献4】特表2006-510550号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、抽出バッグ用シートを高い生産速度で製造することができ、かつその製造装置の設計の自由度が高く、保守も容易な抽出バッグ用シートの製造方法び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、回転担持体上に所定間隔でタグを配置し、長尺の糸材を用いてタグと糸材のパターンを形成した後、タグや糸材と通水濾過性シートとを接着して抽出バッグ用シートを製造するにあたり、タグと糸材のパターンを回転担持体上から通水濾過性シートに転写した後、糸材と通水濾過性シートの接着を行うと、回転担持体上に設置すべき接着装置を減らすことができ、装置全体の保守も容易になることを見いだした。
【0011】
即ち、本発明は、糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造方法であって、
(1)回転担持体上で、所定間隔のタグと、各タグと重なりを持つ糸材のパターンを形成する工程、
(2)タグと糸材のパターンを通水濾過性シートの表面に転写する工程
(3)(2)の工程以降でタグ及び糸材を、それぞれ通水濾過性シートと接着する工程
を有する抽出バッグ用シートの製造方法を提供する。
【0012】
また、本発明は、糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造装置であって、
タグを所定間隔で保持すると共に、各タグに重なりを持つ糸材のパターンを形成する回転担持体、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す手段、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移すとき以降でタグと糸材のパターンをそれぞれ通水濾過性シートと接着する手段
を備えた製造装置を提供する。
【発明の効果】
【0013】
本発明によれば、回転担持体上で、タグと糸材のパターンを、回転担持体の動きを止めることなく連続的に形成し、それを通水濾過性シートに移すので、抽出バッグ用シートを高い生産速度で製造することが可能となる。
【0014】
さらに、本発明によれば、従来、回転担持体上に設置することが必要とされていた、糸材と通水濾過性シートを接着する接着装置を、タグと糸材のパターンを移すとき、又はそれ以降の通水濾過性シートの搬送系に設置すればよいので、接着装置周りの構成が複雑化せず、抽出バッグ用シートの製造装置全体の保守も容易となる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明を詳細に説明する。なお、各図中、同一符号は、同一又は同等の構成要素を表している。
【0016】
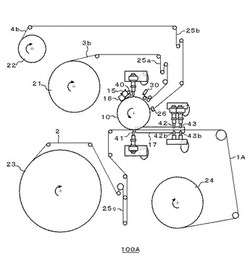
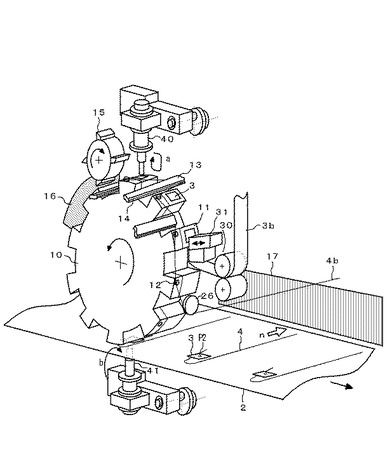
図1は、本発明の製造方法を実施する製造装置の一態様の全体概略図であり、図2は、その回転担持体の概略斜視図、図3は、回転担持体における糸材のパターンの形成機構の説明図、図4は回転担持体の下流の超音波溶着装置付近の概略斜視図である。
【0017】
図1に示すように、この製造装置100Aは、回転担持体10、回転担持体10に供給する長尺のタグ用テープ3bを巻き回したタグ巻取ロール21、回転担持体10に供給する長尺の糸材4bを巻き回した糸材巻取ロール22、回転担持体10の下方に供給する長尺の通水濾過性シート2を巻き回した通水濾過性シート巻取ロール23、長尺の糸材4bを抽出バッグ1個分に要する長さに切り離した吊し糸4とタグ3を通水濾過性シート2に接着した抽出バッグ用シート1Aを巻き取る抽出バッグ用シート巻取ロール24を備えている。
【0018】
ここで、タグ用テープ3bの素材は、タグ3と吊し糸4あるいはタグ3と通水濾過性シート2との接着方法に応じて適宜選択する。例えば、これらの接着を超音波溶着とする場合には、ポリエチレン、ポリプロピレン、ポリ乳酸系樹脂、コハク酸系樹脂等の熱可塑性樹脂からなる樹脂シート、あるいはこれらの樹脂をラミネートした紙等からなるテープ状部材を使用することが好ましい。タグ用テープ3bには、必要に応じて、これをカップ等に引っ掛けるための切り込みや切欠部を所定間隔で設けてもよい。
【0019】
糸材4bも、その素材はタグ用テープ3bと同様に接着方法に応じて適宜選択することが好ましく、糸材4bの接着を超音波溶着とする場合には、ポリプロピレン、ポリエチレン、ポリ乳酸系樹脂、コハク酸系樹脂等の熱可塑性合成繊維等からなる糸材を使用することが好ましい。
【0020】
通水濾過性シート2としては、例えば、ポリ乳酸系樹脂、コハク酸系樹脂等からなる生分解性繊維、ポリエステル、ナイロン、ポリエチレン、ポリプロピレン等の合成繊維、レーヨン等の半合成繊維、コウゾ、ミツマタ等の天然繊維の単独又は複合繊維からなる織布あるいは不織布、マニラ麻、木材パルプ、ポリプロピレン繊維等からなる混抄紙等、ティーバッグ原紙等の紙類、多くの細孔を開けたフィルム等の繊維層又はフィルムからなり、必要によりヒートシール層を積層したものを使用することができる。
【0021】
抽出液に水道水のカルキ臭が感じられることを防止する点からは、上述の織布、不織布、混抄紙、紙類などを形成する繊維に、カルキ臭を吸収するキチンキトサン繊維又はキチンキトサンセルロース繊維を複合させたものが好ましい。キチンキトサン繊維又はキチンキトサンセルロース繊維としては、例えば、特開平9−241928号公報に記載の繊維を使用することができる。
【0022】
また、通水濾過性シート2としては、1層目がレギュラーポリエステル、2層目がレギュラーポリエステルと低融点ポリエステルとの混抄紙からなる2層構造のシート材料、ポリエステルスパンボンド不織布とポリエステルメルトブロー不織布とポリエステルスパンボンド不織布の積層シート材料等が、味、香り、風味、抽出時間の点で好ましい。
【0023】
通水濾過性シート2の厚さとしては、40〜300μmが好ましく、また目付は10〜50g/m2が好ましい。
【0024】
タグ巻取ロール21、糸材巻取ロール22、通類濾過性シート巻取ロール23から回転担持体10に至る各搬送系には、それぞれタグ用テープ3b、糸材4b、通水濾過性シート2のテンションを調整するテンション調整装置25a、25b、25cが設けられている。
【0025】
回転担持体10は、矢印方向に一定速度で回転しており、その周面に所定間隔でタグ保持プレート11を有している。各タグ保持プレート11にはタグ3の吸引保持機構が設けられている。また、糸材4bを回転担持体10の周面に張る手段として、回転担持体10は、各タグ保持プレート11の近傍に突出したピン12を有しており、周面近傍には、回転担持体10の周面に張る糸材4bの基点となる糸折返ローラー26を有している。
【0026】
回転担持体10の周面近傍にはタグカット供給装置30が設けられている。タグカット供給装置30は、タグ用テープ3bを抽出バッグ1個分のタグ3にギロチン刃31で切断し、タグ3を回転担持体10の周面に所定間隔で供給する。
【0027】
なお、図1に示した本実施例の装置100Aでは、タグカット供給装置30よりも糸折返ローラー26を上流に配置しているが、糸折返ローラー26に対してタグカット供給装置30を上流に配置してもよい。
【0028】
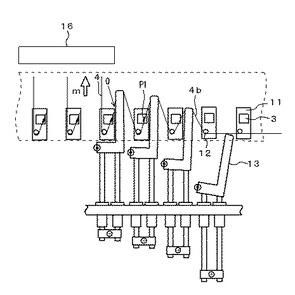
回転担持体10において、隣り合うタグ保持プレート11の間には、回転担持体10の周面に張った糸材4bを、回転担持体10の回転角度に応じて、図3に示すように、隣り合うタグ3の少なくとも一方上を通るようにそれらのタグ3間に導く糸材回旋手段として矩形板状のプッシャー13が設けられている。プッシャー13は、回転担持体10と駆動源を共通にし、回転担持体10の回転角度に応じて回転担持体10の略軸方向に出入りする。また、プッシャー13の側面には、糸材4bを案内する溝14が形成されている。
【0029】
プッシャー13が、上述のように、回転担持体10の周面に張った糸材4bを隣り合うタグ3間に導いた状態で糸材4bとタグ3とを固定する手段として、回転担持体10の周面上には、糸材4bとタグ3とを強く接着する第1の超音波溶着装置40が設けられている。図3の符号P1は、この第1の超音波溶着装置40による接着部位を示している。第1の超音波溶着装置40はカム機構により、超音波溶着時に図2の矢印aのように、被接着物と共に移動し、回転担持体10の回転や通水濾過性シート2の搬送系の動きが止まらないようにしている。また、第1の超音波溶着装置40の超音波溶着時の受台としては、タグ保持プレート11が使用されている。
【0030】
なお、この糸材4bとタグ3との固定手段としては、超音波溶着装置に代えて、熱溶着装置を設けてもよい。また、糸材4bをタグ3に機械的に押し付けて固定する押圧手段を設けてもよく、その場合には、その押圧手段による押し付けを解除後、回転担持体10の周面外で別途、糸材4bとタグ3とを接着する手段を設ける。
【0031】
第1の超音波溶着装置40の下流には隣り合うタグ3の間の糸材4bを切断することにより、タグ3と糸材4bの断続的パターンを形成する手段として、回転刃15が設けられている。回転刃15による糸材4bの切断位置は、図3に符号Qで示すように、隣り合うタグ3の一方に偏った位置とすることが好ましい。
【0032】
この切断位置Qから回転担持体10の直下に至るまでの間に、切断した糸材4b(即ち、吊し糸4)を略直線状に伸ばし、所定の向きに整える吊し糸4の整列手段として、図3のように、糸材4bの切断後も回転担持体10の軸方向に突出するプッシャー13と、回転担持体10の軸方向(矢印m方向)に吊し糸4を吸引する吸引手段16が設けられている。なお、吸引手段に代えて、矢印m方向に送風する送風手段を設けてもよい。
【0033】
本実施例の製造装置100Aは、回転担持体10の直下に通水濾過性シート2を搬送する搬送系を有し、回転担持体10の最下部ではタグ保持プレート11上のタグ3の吸引を切り、断続的パターンに形成したタグ3と吊し糸4が、回転担持体10から通水濾過性シート2に移るようにしている。
【0034】
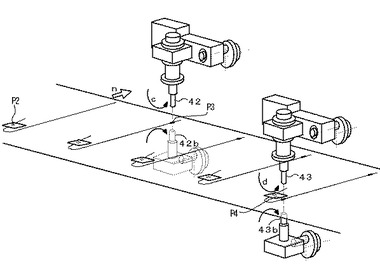
また、回転担持体10の直下には、そこに搬送された通水濾過性シート2とタグ3とを、容易に剥離できるように位置P2で仮接着する第2の超音波溶着装置41が設けられ、図4に示すように、さらに下流の回転担持体10から離れた通水濾過性シート2の搬送路上には、吊し糸4の端部を通水濾過性シート2と位置P3で強く接着する第3の超音波溶着装置42、及び吊し糸4の中央部を位置P4で通水濾過性シート2と仮接着する第4の超音波溶着装置43が設けられている。
【0035】
このうち、第2の超音波溶着装置41は、前述の第1の超音波溶着装置得40と同様に回転担持体10表面のタグ保持プレート11を超音波溶着時の受台とし、第3の超音波溶着装置42と第4の超音波溶着装置43は、それぞれ受台42b、受台43bを備えている。また、第2の超音波溶着装置41は、カム機構により、超音波接着時に回転担持体10の回転速度に合わせて図2の矢印bのように移動し、第3の超音波溶着装置42と第4の超音波溶着装置43は図4の矢印c、矢印dのように通水濾過性シート2の搬送速度に合わせて移動し、それぞれ超音波溶着時に回転担持体10の回転や通水濾過性シート2の搬送系の動きが止まらないようにしている。
【0036】
また、回転担持体10の直下から第4の超音波溶着装置43の設置位置にかけて、矢印nのように通水濾過性シート2の幅方向に吊し糸4を吸引する吸引手段17が設けられている。これにより吊し糸4は、幅方向に伸びた状態で整列し、通水濾過性シート2に接着される。
【0037】
なお、本発明においては、タグ3と吊し糸4を通水濾過性シート2と接着する接着手段として、超音波溶着装置41、42、43に代えて熱溶着装置を設けてもよい。
【0038】
この製造装置100Aにおいて、抽出バッグ用シート1Aは、(1)回転担持体10上でタグ3で各タグと重なりを持つ糸材のパターンを形成する工程と、(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程と、(3)工程(2)以降でタグ及び糸材4bを、それぞれ通水濾過性シート2と接着する工程から、次のように製造される。
【0039】
即ち、(1)糸材のパターンの形成工程では、まず、糸材巻取ロール22から糸材4bを引き出し、その糸材4bを、糸折返ローラー26を介して回転担持体10に供給する。糸材4bは、タグ保持プレート11のタグ保持面から突出しているピン12に掛かり、回転担持体10の矢印方向の回転により、回転担持体10の周方向に張られる。
【0040】
また、タグ巻取ロール21からタグ用テープ3bを引き出し、図2に示すように、タグカット供給装置30により回転担持体10のタグ保持プレート11にタグ3を所定間隔で供給する。回転担持体10のタグ保持プレート11は、タグカット供給装置30から供給されたタグ3を、直ちにタグ保持プレート11に吸引保持する。
【0041】
次に、プッシャー13を、隣り合うタグ3の間に押し出す。これにより、プッシャー13の溝14に掛かった糸材4bは、隣り合うタグ3の少なくとも一方上を通り、それらのタグ3間に導かれたパターンとなる。そして、図3に示すように、隣り合うタグ3間の糸材4bの長さが、抽出バッグ1個分の吊し糸4の長さとなるようにプッシャー13が押し出されたところで、第1の超音波溶着装置40で、タグ3と糸材4bを接着部位P1で接着し、回転刃15が、糸材4bを、隣り合うタグ3のいずれか一方に寄せた位置Qで切断し、プッシャー13が、切断した糸材4b(即ち、吊し糸4)を引き続き同方向に押し出す。また、このとき切断した糸材4bを、回転担持体10の軸方向(m方向)に吸引し、同方向に伸ばして整列させる。
【0042】
こうして、回転担持体10上にタグ3と吊し糸4の断続的パターンが形成される。
【0043】
なお、本発明の抽出バッグ用シートの製造方法では、特許文献3や特許文献4等に記載されている手法により、回転担持体10上で、所定間隔のタグ上に、各タグと重なりを持つ長尺の糸材のパターンを形成し、図8に示したように、長尺の糸材4bが各タグ3と接着している抽出バッグ用シート1Xを得てもよい。しかしながら、抽出バッグ用シート1X上で糸材4bが連続していると、抽出バッグ用シート1Xから個々の抽出バッグを製袋する際のシール部位(破線部分)に糸材4bが存在することにより、シール装置に負担がかかり、またシール装置が糸材4bを噛むおそれもある。そこで、製袋時のシール工程を円滑に行う点からは、上述のように、糸材4bのパターンとしては、糸材4bを抽出バッグ1個分に要する長さに切り離した吊し糸4の断続的パターンとして形成することが好ましい。
【0044】
回転担持体10上にタグ3と糸材4bのパターンを作製した後は、(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程を行い、それ以降に(3)タグ3と糸材4bとをそれぞれ通水濾過性シート2と接着する工程を行い、好ましくは、(3)の工程を、タグ3と糸材4bのパターンを通水濾過性シート2に移すときにタグ3を通水濾過性シート2と接着し、その後に糸材4bと通水濾過性シート2とを接着することが好ましい。タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程(2)以降にタグ3と糸材4bとをそれぞれ通水濾過性シート2と接着する工程(3)を行うことにより、タグ3と糸材4bを通水濾過性シート2と接着する際の接着装置の自由度を高め、抽出バッグ用シートの製造装置100A全体としての保守等が容易となる。
【0045】
図1に示した抽出バッグ用製造装置100Aは、回転担持体10に形成したタグと吊し糸4の断続的パターンを通水濾過性シート2に移すときにタグ3を通水濾過性シート2と接着し、その後に吊し糸4と通水濾過性シート2とを接着するものである。
【0046】
より詳細には、図2に示すように、タグ3と吊し糸4の断続的パターンが形成されている回転担持体10の最下部で、回転担持体10はタグ3の吸引を切り、タグ3と吊し糸4を、回転担持体10からその直下に搬送されている通水濾過性シート2に移す。
【0047】
また、回転担持体10の最下部で、第2の超音波溶着装置41でタグ3と通水濾過性シート2とを接着部位P2で仮接着する。その後、矢印方向nに吊し糸4を吸引して糸を整列させ、第3の超音波溶着装置42でタグ3と吊し糸4とを接着部位P3で強接着すると共に、第4の超音波溶着装置43で吊し糸4と通水濾過性シート2とを接着部位P4で仮接着する。
【0048】
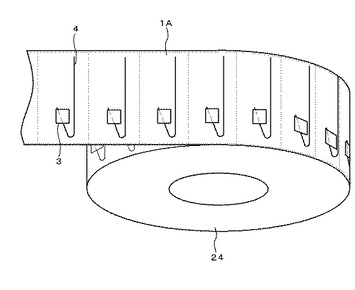
こうして、吊し糸4と接着したタグ3が、通水濾過性シート2上で通水濾過性シート2の長手方向に所定間隔で配列している抽出バッグ用シート1Aを得る。
【0049】
得られた抽出バッグ用シート1Aは、図5に示すように抽出バッグ用シート巻取ロール24に巻取る。抽出バッグ用シート巻取ロール24に巻き取られた抽出バッグ用シート1Aは、矩形あるいはピラミッド型の抽出バッグを製造する従前の製袋装置で使用することができ、特に、抽出バッグ用シート1Aから個々の抽出バッグを製造する際のシール部位(破線)に吊し糸4が存在しないため、製袋時のシールを円滑に行うことが可能となる。
【0050】
本発明は、回転担持体上で、タグ3と、断続的あるいは連続的な糸材4bのパターンを形成し、そのパターンを通水濾過性シート2に転写した後に、糸材4bと通水濾過性シート2とを接着する種々の態様を包含する。
【0051】
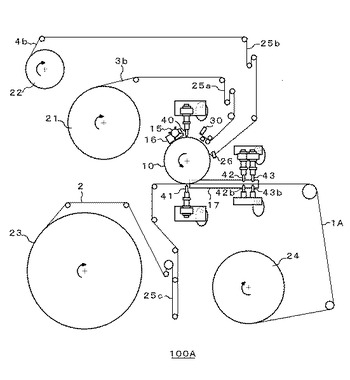
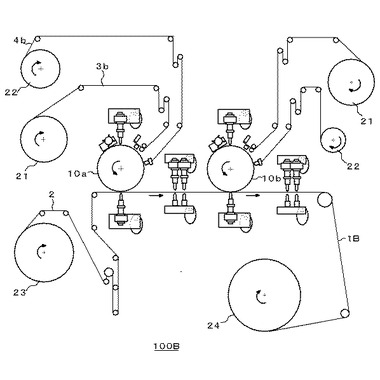
例えば、図6に示す抽出バッグ用シートの製造装置100Bのように、第1の回転担持体10aを用いて、図1に示した装置と同様にして、通水濾過性シート2にタグ3と吊し糸4の断続的パターンを形成する。ただし、各パターンのピッチを倍に広げる。そして、引き続き、第2の回転担持体10bを用いて、通水濾過性シート2にタグ3と吊し糸4の断続的パターンを形成する。
【0052】
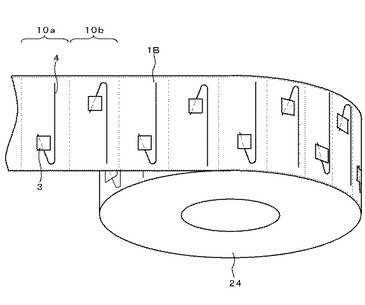
この場合、図7の抽出バッグ用シート1Bに示すように、第1の回転担持体10aによるタグ3と吊し糸4のパターンと、第2の回転担持体10bによるタグ3と吊し糸4のパターンのトータルのピッチが揃うようにする。
【0053】
また、抽出バッグ用シートを巻き取ったロールがコーン形状とならないようにして、ロールの取扱性を向上させるため、通水濾過性シート2におけるタグ3の配列を、通水濾過性シート2の片側縁部でなく、両側縁部に形成することが好ましい。そこで、図7に示すように、第1の回転担持体10aによるタグ3と吊し糸4のパターンと、第2の回転担持体10bによるタグ3と吊し糸4のパターンを逆向きにすることが好ましい。
【0054】
回転担持体10上に断続的パターンに形成したタグ3と吊し糸4を通水濾過性シート2に移す工程で、通水濾過性シート2の背面から吸引することにより、回転担持体10の直下以外の部位に通水濾過性シート2を搬送し、タグ3と吊し糸4を通水濾過性シート2に移してもよい。
【0055】
タグ3と吊し糸4を、回転担持体10から通水濾過性シート2に移した後、糸を整列させるために、吸引手段17に代えて、矢印n方向に送風する送風手段を設けてもよい。
【産業上の利用可能性】
【0056】
本発明は、タグ付吊し糸を備えた種々の抽出バッグ用シートの製造に有用である。
【図面の簡単な説明】
【0057】
【図1】抽出バッグ用シートの製造装置の全体概略図である。
【図2】回転担持体の概略斜視図である。
【図3】回転担持体における吊し糸のパターンの形成機構の説明図である。
【図4】回転担持体の下流の超音波溶着装置付近の概略斜視図である。
【図5】抽出バッグ用シート巻取ロールの斜視図である。
【図6】抽出バッグ用シートの製造装置の全体概略図である。
【図7】抽出バッグ用シート巻取ロールの斜視図である。
【図8】回転担持体を用いて製造する従来の抽出バッグ用シートの平面図である。
【符号の説明】
【0058】
1A、1B 抽出バッグ用シート
1X 従来の抽出バッグ用シート
2 通水濾過性シート
3 タグ
3b タグ用テープ
4 吊し糸
4b 糸材
10、10a、10b 回転担持体
11 タグ保持プレート
12 ピン
13 プッシャー(引出手段)
14 溝
15 回転刃
16 吸引手段
17 吸引手段
21 タグ巻取ロール
22 糸材巻取ロール
23 通水濾過性シート巻取ロール
24 抽出バッグ用シート巻取ロール
25a、25b、25c テンション調整装置
26 糸折返ローラー
30 タグカット供給装置
31 ギロチン刃
40 第1の超音波溶着装置
41 第2の超音波溶着装置
42 第3の超音波溶着装置
43 第4の超音波溶着装置
100A、100B 抽出バッグ用シートの製造装置
P1、P2、P3、P4 接着部位
Q 糸材の切断位置
【技術分野】
【0001】
本発明は、ティーバッグ、出汁の抽出バッグ等の抽出バッグの製造に使用される抽出バッグ用シートの製造方法及び製造装置に関する。
【背景技術】
【0002】
紅茶、緑茶、ハーブ等のティーバッグ、煮干し、鰹節等の出汁の抽出バッグとして、不織布、紗等の通水濾過性シートを平袋状、四面体状等の袋体に形成すると共に、その内部に茶葉等の抽出材料を充填し、その外表面にタグ付吊し糸を取り付けたものが使用されている(特許文献1)。
【0003】
抽出バッグの製造に使用する抽出バッグ用シートは、製造する抽出バッグの形状や、吊し糸の長さ、タグの形状などにより種々の態様があるが、従来、吊し糸の一端が接着されているタグを、帯状の通水濾過性シートの長手方向に所定間隔で一列に配置したものが使用されている。このような抽出バッグ用シートの製造方法としては、長尺な糸材にタグを所定間隔で取り付け、そのタグ付の長尺な糸材を、長尺な通水濾過性シートの幅方向に引き出し、タグと糸材をそれぞれ通水濾過性シートと接着し、糸材を後続の糸材から切断する方法がある(特許文献2)。
【0004】
しかしながら、この方法によれば、タグと吊し糸の接着を、通水濾過性シートを連続的に搬送しながら行うことはできず、生産速度を十分に高めることができない。
【0005】
これに対し、回転担持体の周面に所定間隔でタグを配置し、その上に長尺な糸材を所定パターンで張って各タグと糸材を接着し、そのタグと糸材の上に通水濾過性シートを供給し、回転担持体上でタグと糸材とを通水濾過性シートと接着する方法が知られている。これにより、図8に示す抽出バッグ用シート1Xのように、長尺の通水濾過性シート2の長手方向にタグ3が所定間隔で配列すると共に、長尺の糸材4bが所定パターンに配置され、各タグ3と接着している抽出バッグ用シートを得ることができる(特許文献3、特許文献4)。なお、図中、破線で区切った領域が抽出バッグ1個分の領域に相当する。
【0006】
この方法によれば、通水濾過性シート2を連続的に搬送しながら抽出バッグ用シート1Xを製造することができるので、特許文献2の方法に比して抽出バッグ用シートの生産速度を高めることができる。
【0007】
しかしながら、回転担持体上で、タグ3と糸材4bとの接着、タグ3と通水濾過性シート2との接着、糸材4bと通水濾過性シート2との接着の全てを行うため、回転担持体上に複数の接着手段を設置しなくてはならず、接着装置の設計の自由度が制約され、また回転担持体とその周辺の装置の保守も複雑になる。
【0008】
【特許文献1】特開平7-61465号公報
【特許文献2】特開平9-24907号公報
【特許文献3】特表2001-519729号公報
【特許文献4】特表2006-510550号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
本発明は、抽出バッグ用シートを高い生産速度で製造することができ、かつその製造装置の設計の自由度が高く、保守も容易な抽出バッグ用シートの製造方法び製造装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、回転担持体上に所定間隔でタグを配置し、長尺の糸材を用いてタグと糸材のパターンを形成した後、タグや糸材と通水濾過性シートとを接着して抽出バッグ用シートを製造するにあたり、タグと糸材のパターンを回転担持体上から通水濾過性シートに転写した後、糸材と通水濾過性シートの接着を行うと、回転担持体上に設置すべき接着装置を減らすことができ、装置全体の保守も容易になることを見いだした。
【0011】
即ち、本発明は、糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造方法であって、
(1)回転担持体上で、所定間隔のタグと、各タグと重なりを持つ糸材のパターンを形成する工程、
(2)タグと糸材のパターンを通水濾過性シートの表面に転写する工程
(3)(2)の工程以降でタグ及び糸材を、それぞれ通水濾過性シートと接着する工程
を有する抽出バッグ用シートの製造方法を提供する。
【0012】
また、本発明は、糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造装置であって、
タグを所定間隔で保持すると共に、各タグに重なりを持つ糸材のパターンを形成する回転担持体、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す手段、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移すとき以降でタグと糸材のパターンをそれぞれ通水濾過性シートと接着する手段
を備えた製造装置を提供する。
【発明の効果】
【0013】
本発明によれば、回転担持体上で、タグと糸材のパターンを、回転担持体の動きを止めることなく連続的に形成し、それを通水濾過性シートに移すので、抽出バッグ用シートを高い生産速度で製造することが可能となる。
【0014】
さらに、本発明によれば、従来、回転担持体上に設置することが必要とされていた、糸材と通水濾過性シートを接着する接着装置を、タグと糸材のパターンを移すとき、又はそれ以降の通水濾過性シートの搬送系に設置すればよいので、接着装置周りの構成が複雑化せず、抽出バッグ用シートの製造装置全体の保守も容易となる。
【発明を実施するための最良の形態】
【0015】
以下、図面を参照しつつ、本発明を詳細に説明する。なお、各図中、同一符号は、同一又は同等の構成要素を表している。
【0016】
図1は、本発明の製造方法を実施する製造装置の一態様の全体概略図であり、図2は、その回転担持体の概略斜視図、図3は、回転担持体における糸材のパターンの形成機構の説明図、図4は回転担持体の下流の超音波溶着装置付近の概略斜視図である。
【0017】
図1に示すように、この製造装置100Aは、回転担持体10、回転担持体10に供給する長尺のタグ用テープ3bを巻き回したタグ巻取ロール21、回転担持体10に供給する長尺の糸材4bを巻き回した糸材巻取ロール22、回転担持体10の下方に供給する長尺の通水濾過性シート2を巻き回した通水濾過性シート巻取ロール23、長尺の糸材4bを抽出バッグ1個分に要する長さに切り離した吊し糸4とタグ3を通水濾過性シート2に接着した抽出バッグ用シート1Aを巻き取る抽出バッグ用シート巻取ロール24を備えている。
【0018】
ここで、タグ用テープ3bの素材は、タグ3と吊し糸4あるいはタグ3と通水濾過性シート2との接着方法に応じて適宜選択する。例えば、これらの接着を超音波溶着とする場合には、ポリエチレン、ポリプロピレン、ポリ乳酸系樹脂、コハク酸系樹脂等の熱可塑性樹脂からなる樹脂シート、あるいはこれらの樹脂をラミネートした紙等からなるテープ状部材を使用することが好ましい。タグ用テープ3bには、必要に応じて、これをカップ等に引っ掛けるための切り込みや切欠部を所定間隔で設けてもよい。
【0019】
糸材4bも、その素材はタグ用テープ3bと同様に接着方法に応じて適宜選択することが好ましく、糸材4bの接着を超音波溶着とする場合には、ポリプロピレン、ポリエチレン、ポリ乳酸系樹脂、コハク酸系樹脂等の熱可塑性合成繊維等からなる糸材を使用することが好ましい。
【0020】
通水濾過性シート2としては、例えば、ポリ乳酸系樹脂、コハク酸系樹脂等からなる生分解性繊維、ポリエステル、ナイロン、ポリエチレン、ポリプロピレン等の合成繊維、レーヨン等の半合成繊維、コウゾ、ミツマタ等の天然繊維の単独又は複合繊維からなる織布あるいは不織布、マニラ麻、木材パルプ、ポリプロピレン繊維等からなる混抄紙等、ティーバッグ原紙等の紙類、多くの細孔を開けたフィルム等の繊維層又はフィルムからなり、必要によりヒートシール層を積層したものを使用することができる。
【0021】
抽出液に水道水のカルキ臭が感じられることを防止する点からは、上述の織布、不織布、混抄紙、紙類などを形成する繊維に、カルキ臭を吸収するキチンキトサン繊維又はキチンキトサンセルロース繊維を複合させたものが好ましい。キチンキトサン繊維又はキチンキトサンセルロース繊維としては、例えば、特開平9−241928号公報に記載の繊維を使用することができる。
【0022】
また、通水濾過性シート2としては、1層目がレギュラーポリエステル、2層目がレギュラーポリエステルと低融点ポリエステルとの混抄紙からなる2層構造のシート材料、ポリエステルスパンボンド不織布とポリエステルメルトブロー不織布とポリエステルスパンボンド不織布の積層シート材料等が、味、香り、風味、抽出時間の点で好ましい。
【0023】
通水濾過性シート2の厚さとしては、40〜300μmが好ましく、また目付は10〜50g/m2が好ましい。
【0024】
タグ巻取ロール21、糸材巻取ロール22、通類濾過性シート巻取ロール23から回転担持体10に至る各搬送系には、それぞれタグ用テープ3b、糸材4b、通水濾過性シート2のテンションを調整するテンション調整装置25a、25b、25cが設けられている。
【0025】
回転担持体10は、矢印方向に一定速度で回転しており、その周面に所定間隔でタグ保持プレート11を有している。各タグ保持プレート11にはタグ3の吸引保持機構が設けられている。また、糸材4bを回転担持体10の周面に張る手段として、回転担持体10は、各タグ保持プレート11の近傍に突出したピン12を有しており、周面近傍には、回転担持体10の周面に張る糸材4bの基点となる糸折返ローラー26を有している。
【0026】
回転担持体10の周面近傍にはタグカット供給装置30が設けられている。タグカット供給装置30は、タグ用テープ3bを抽出バッグ1個分のタグ3にギロチン刃31で切断し、タグ3を回転担持体10の周面に所定間隔で供給する。
【0027】
なお、図1に示した本実施例の装置100Aでは、タグカット供給装置30よりも糸折返ローラー26を上流に配置しているが、糸折返ローラー26に対してタグカット供給装置30を上流に配置してもよい。
【0028】
回転担持体10において、隣り合うタグ保持プレート11の間には、回転担持体10の周面に張った糸材4bを、回転担持体10の回転角度に応じて、図3に示すように、隣り合うタグ3の少なくとも一方上を通るようにそれらのタグ3間に導く糸材回旋手段として矩形板状のプッシャー13が設けられている。プッシャー13は、回転担持体10と駆動源を共通にし、回転担持体10の回転角度に応じて回転担持体10の略軸方向に出入りする。また、プッシャー13の側面には、糸材4bを案内する溝14が形成されている。
【0029】
プッシャー13が、上述のように、回転担持体10の周面に張った糸材4bを隣り合うタグ3間に導いた状態で糸材4bとタグ3とを固定する手段として、回転担持体10の周面上には、糸材4bとタグ3とを強く接着する第1の超音波溶着装置40が設けられている。図3の符号P1は、この第1の超音波溶着装置40による接着部位を示している。第1の超音波溶着装置40はカム機構により、超音波溶着時に図2の矢印aのように、被接着物と共に移動し、回転担持体10の回転や通水濾過性シート2の搬送系の動きが止まらないようにしている。また、第1の超音波溶着装置40の超音波溶着時の受台としては、タグ保持プレート11が使用されている。
【0030】
なお、この糸材4bとタグ3との固定手段としては、超音波溶着装置に代えて、熱溶着装置を設けてもよい。また、糸材4bをタグ3に機械的に押し付けて固定する押圧手段を設けてもよく、その場合には、その押圧手段による押し付けを解除後、回転担持体10の周面外で別途、糸材4bとタグ3とを接着する手段を設ける。
【0031】
第1の超音波溶着装置40の下流には隣り合うタグ3の間の糸材4bを切断することにより、タグ3と糸材4bの断続的パターンを形成する手段として、回転刃15が設けられている。回転刃15による糸材4bの切断位置は、図3に符号Qで示すように、隣り合うタグ3の一方に偏った位置とすることが好ましい。
【0032】
この切断位置Qから回転担持体10の直下に至るまでの間に、切断した糸材4b(即ち、吊し糸4)を略直線状に伸ばし、所定の向きに整える吊し糸4の整列手段として、図3のように、糸材4bの切断後も回転担持体10の軸方向に突出するプッシャー13と、回転担持体10の軸方向(矢印m方向)に吊し糸4を吸引する吸引手段16が設けられている。なお、吸引手段に代えて、矢印m方向に送風する送風手段を設けてもよい。
【0033】
本実施例の製造装置100Aは、回転担持体10の直下に通水濾過性シート2を搬送する搬送系を有し、回転担持体10の最下部ではタグ保持プレート11上のタグ3の吸引を切り、断続的パターンに形成したタグ3と吊し糸4が、回転担持体10から通水濾過性シート2に移るようにしている。
【0034】
また、回転担持体10の直下には、そこに搬送された通水濾過性シート2とタグ3とを、容易に剥離できるように位置P2で仮接着する第2の超音波溶着装置41が設けられ、図4に示すように、さらに下流の回転担持体10から離れた通水濾過性シート2の搬送路上には、吊し糸4の端部を通水濾過性シート2と位置P3で強く接着する第3の超音波溶着装置42、及び吊し糸4の中央部を位置P4で通水濾過性シート2と仮接着する第4の超音波溶着装置43が設けられている。
【0035】
このうち、第2の超音波溶着装置41は、前述の第1の超音波溶着装置得40と同様に回転担持体10表面のタグ保持プレート11を超音波溶着時の受台とし、第3の超音波溶着装置42と第4の超音波溶着装置43は、それぞれ受台42b、受台43bを備えている。また、第2の超音波溶着装置41は、カム機構により、超音波接着時に回転担持体10の回転速度に合わせて図2の矢印bのように移動し、第3の超音波溶着装置42と第4の超音波溶着装置43は図4の矢印c、矢印dのように通水濾過性シート2の搬送速度に合わせて移動し、それぞれ超音波溶着時に回転担持体10の回転や通水濾過性シート2の搬送系の動きが止まらないようにしている。
【0036】
また、回転担持体10の直下から第4の超音波溶着装置43の設置位置にかけて、矢印nのように通水濾過性シート2の幅方向に吊し糸4を吸引する吸引手段17が設けられている。これにより吊し糸4は、幅方向に伸びた状態で整列し、通水濾過性シート2に接着される。
【0037】
なお、本発明においては、タグ3と吊し糸4を通水濾過性シート2と接着する接着手段として、超音波溶着装置41、42、43に代えて熱溶着装置を設けてもよい。
【0038】
この製造装置100Aにおいて、抽出バッグ用シート1Aは、(1)回転担持体10上でタグ3で各タグと重なりを持つ糸材のパターンを形成する工程と、(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程と、(3)工程(2)以降でタグ及び糸材4bを、それぞれ通水濾過性シート2と接着する工程から、次のように製造される。
【0039】
即ち、(1)糸材のパターンの形成工程では、まず、糸材巻取ロール22から糸材4bを引き出し、その糸材4bを、糸折返ローラー26を介して回転担持体10に供給する。糸材4bは、タグ保持プレート11のタグ保持面から突出しているピン12に掛かり、回転担持体10の矢印方向の回転により、回転担持体10の周方向に張られる。
【0040】
また、タグ巻取ロール21からタグ用テープ3bを引き出し、図2に示すように、タグカット供給装置30により回転担持体10のタグ保持プレート11にタグ3を所定間隔で供給する。回転担持体10のタグ保持プレート11は、タグカット供給装置30から供給されたタグ3を、直ちにタグ保持プレート11に吸引保持する。
【0041】
次に、プッシャー13を、隣り合うタグ3の間に押し出す。これにより、プッシャー13の溝14に掛かった糸材4bは、隣り合うタグ3の少なくとも一方上を通り、それらのタグ3間に導かれたパターンとなる。そして、図3に示すように、隣り合うタグ3間の糸材4bの長さが、抽出バッグ1個分の吊し糸4の長さとなるようにプッシャー13が押し出されたところで、第1の超音波溶着装置40で、タグ3と糸材4bを接着部位P1で接着し、回転刃15が、糸材4bを、隣り合うタグ3のいずれか一方に寄せた位置Qで切断し、プッシャー13が、切断した糸材4b(即ち、吊し糸4)を引き続き同方向に押し出す。また、このとき切断した糸材4bを、回転担持体10の軸方向(m方向)に吸引し、同方向に伸ばして整列させる。
【0042】
こうして、回転担持体10上にタグ3と吊し糸4の断続的パターンが形成される。
【0043】
なお、本発明の抽出バッグ用シートの製造方法では、特許文献3や特許文献4等に記載されている手法により、回転担持体10上で、所定間隔のタグ上に、各タグと重なりを持つ長尺の糸材のパターンを形成し、図8に示したように、長尺の糸材4bが各タグ3と接着している抽出バッグ用シート1Xを得てもよい。しかしながら、抽出バッグ用シート1X上で糸材4bが連続していると、抽出バッグ用シート1Xから個々の抽出バッグを製袋する際のシール部位(破線部分)に糸材4bが存在することにより、シール装置に負担がかかり、またシール装置が糸材4bを噛むおそれもある。そこで、製袋時のシール工程を円滑に行う点からは、上述のように、糸材4bのパターンとしては、糸材4bを抽出バッグ1個分に要する長さに切り離した吊し糸4の断続的パターンとして形成することが好ましい。
【0044】
回転担持体10上にタグ3と糸材4bのパターンを作製した後は、(2)タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程を行い、それ以降に(3)タグ3と糸材4bとをそれぞれ通水濾過性シート2と接着する工程を行い、好ましくは、(3)の工程を、タグ3と糸材4bのパターンを通水濾過性シート2に移すときにタグ3を通水濾過性シート2と接着し、その後に糸材4bと通水濾過性シート2とを接着することが好ましい。タグ3と糸材4bのパターンを回転担持体10から通水濾過性シート2に移す工程(2)以降にタグ3と糸材4bとをそれぞれ通水濾過性シート2と接着する工程(3)を行うことにより、タグ3と糸材4bを通水濾過性シート2と接着する際の接着装置の自由度を高め、抽出バッグ用シートの製造装置100A全体としての保守等が容易となる。
【0045】
図1に示した抽出バッグ用製造装置100Aは、回転担持体10に形成したタグと吊し糸4の断続的パターンを通水濾過性シート2に移すときにタグ3を通水濾過性シート2と接着し、その後に吊し糸4と通水濾過性シート2とを接着するものである。
【0046】
より詳細には、図2に示すように、タグ3と吊し糸4の断続的パターンが形成されている回転担持体10の最下部で、回転担持体10はタグ3の吸引を切り、タグ3と吊し糸4を、回転担持体10からその直下に搬送されている通水濾過性シート2に移す。
【0047】
また、回転担持体10の最下部で、第2の超音波溶着装置41でタグ3と通水濾過性シート2とを接着部位P2で仮接着する。その後、矢印方向nに吊し糸4を吸引して糸を整列させ、第3の超音波溶着装置42でタグ3と吊し糸4とを接着部位P3で強接着すると共に、第4の超音波溶着装置43で吊し糸4と通水濾過性シート2とを接着部位P4で仮接着する。
【0048】
こうして、吊し糸4と接着したタグ3が、通水濾過性シート2上で通水濾過性シート2の長手方向に所定間隔で配列している抽出バッグ用シート1Aを得る。
【0049】
得られた抽出バッグ用シート1Aは、図5に示すように抽出バッグ用シート巻取ロール24に巻取る。抽出バッグ用シート巻取ロール24に巻き取られた抽出バッグ用シート1Aは、矩形あるいはピラミッド型の抽出バッグを製造する従前の製袋装置で使用することができ、特に、抽出バッグ用シート1Aから個々の抽出バッグを製造する際のシール部位(破線)に吊し糸4が存在しないため、製袋時のシールを円滑に行うことが可能となる。
【0050】
本発明は、回転担持体上で、タグ3と、断続的あるいは連続的な糸材4bのパターンを形成し、そのパターンを通水濾過性シート2に転写した後に、糸材4bと通水濾過性シート2とを接着する種々の態様を包含する。
【0051】
例えば、図6に示す抽出バッグ用シートの製造装置100Bのように、第1の回転担持体10aを用いて、図1に示した装置と同様にして、通水濾過性シート2にタグ3と吊し糸4の断続的パターンを形成する。ただし、各パターンのピッチを倍に広げる。そして、引き続き、第2の回転担持体10bを用いて、通水濾過性シート2にタグ3と吊し糸4の断続的パターンを形成する。
【0052】
この場合、図7の抽出バッグ用シート1Bに示すように、第1の回転担持体10aによるタグ3と吊し糸4のパターンと、第2の回転担持体10bによるタグ3と吊し糸4のパターンのトータルのピッチが揃うようにする。
【0053】
また、抽出バッグ用シートを巻き取ったロールがコーン形状とならないようにして、ロールの取扱性を向上させるため、通水濾過性シート2におけるタグ3の配列を、通水濾過性シート2の片側縁部でなく、両側縁部に形成することが好ましい。そこで、図7に示すように、第1の回転担持体10aによるタグ3と吊し糸4のパターンと、第2の回転担持体10bによるタグ3と吊し糸4のパターンを逆向きにすることが好ましい。
【0054】
回転担持体10上に断続的パターンに形成したタグ3と吊し糸4を通水濾過性シート2に移す工程で、通水濾過性シート2の背面から吸引することにより、回転担持体10の直下以外の部位に通水濾過性シート2を搬送し、タグ3と吊し糸4を通水濾過性シート2に移してもよい。
【0055】
タグ3と吊し糸4を、回転担持体10から通水濾過性シート2に移した後、糸を整列させるために、吸引手段17に代えて、矢印n方向に送風する送風手段を設けてもよい。
【産業上の利用可能性】
【0056】
本発明は、タグ付吊し糸を備えた種々の抽出バッグ用シートの製造に有用である。
【図面の簡単な説明】
【0057】
【図1】抽出バッグ用シートの製造装置の全体概略図である。
【図2】回転担持体の概略斜視図である。
【図3】回転担持体における吊し糸のパターンの形成機構の説明図である。
【図4】回転担持体の下流の超音波溶着装置付近の概略斜視図である。
【図5】抽出バッグ用シート巻取ロールの斜視図である。
【図6】抽出バッグ用シートの製造装置の全体概略図である。
【図7】抽出バッグ用シート巻取ロールの斜視図である。
【図8】回転担持体を用いて製造する従来の抽出バッグ用シートの平面図である。
【符号の説明】
【0058】
1A、1B 抽出バッグ用シート
1X 従来の抽出バッグ用シート
2 通水濾過性シート
3 タグ
3b タグ用テープ
4 吊し糸
4b 糸材
10、10a、10b 回転担持体
11 タグ保持プレート
12 ピン
13 プッシャー(引出手段)
14 溝
15 回転刃
16 吸引手段
17 吸引手段
21 タグ巻取ロール
22 糸材巻取ロール
23 通水濾過性シート巻取ロール
24 抽出バッグ用シート巻取ロール
25a、25b、25c テンション調整装置
26 糸折返ローラー
30 タグカット供給装置
31 ギロチン刃
40 第1の超音波溶着装置
41 第2の超音波溶着装置
42 第3の超音波溶着装置
43 第4の超音波溶着装置
100A、100B 抽出バッグ用シートの製造装置
P1、P2、P3、P4 接着部位
Q 糸材の切断位置
【特許請求の範囲】
【請求項1】
糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造方法であって、
(1)回転担持体上で、所定間隔のタグと、各タグと重なりを持つ糸材のパターンを形成する工程、
(2)タグと糸材のパターンを回転担持体から通水濾過性シートに移す工程
(3)工程(2)以降でタグ及び糸材を、それぞれ通水濾過性シートと接着する工程
を有する抽出バッグ用シートの製造方法。
【請求項2】
工程(2)において、タグと糸材を、回転担持体の直下で通水濾過性シートに移す請求項1記載の製造方法。
【請求項3】
工程(2)において、タグと糸材を、回転担持体上で通水濾過性シートの表面と当接させ、通水濾過性シートの背面から吸引し、通水濾過性シートの表面にタグと糸材を移す請求項1記載の製造方法。
【請求項4】
工程(3)において、吸引又は送風により通水濾過性シート上の糸材を所定の向きに整える請求項1〜3のいずれかに記載の製造方法。
【請求項5】
糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造装置であって、
タグを所定間隔で保持すると共に、各タグに重なりを持つ糸材のパターンを形成する回転担持体、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す手段、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移すとき以降でタグと糸材のパターンをそれぞれ通水濾過性シートと接着する手段
を備えた製造装置。
【請求項6】
通水濾過性シートを回転担持体の直下に搬送する搬送系を有し、タグと糸材のパターンを回転担持体の直下で回転担持体から通水濾過性シートに移す請求項5記載の製造装置。
【請求項7】
回転担持体上のタグと糸材のパターンに当接させた通水濾過性シートをその背面から吸引し、回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す吸引手段を有する請求項5記載の製造装置。
【請求項8】
さらに、通水濾過性シートに移した糸材のパターンを整える吸引手段又は送風手段を有する請求項5〜7のいずれかに記載の製造装置。
【請求項1】
糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造方法であって、
(1)回転担持体上で、所定間隔のタグと、各タグと重なりを持つ糸材のパターンを形成する工程、
(2)タグと糸材のパターンを回転担持体から通水濾過性シートに移す工程
(3)工程(2)以降でタグ及び糸材を、それぞれ通水濾過性シートと接着する工程
を有する抽出バッグ用シートの製造方法。
【請求項2】
工程(2)において、タグと糸材を、回転担持体の直下で通水濾過性シートに移す請求項1記載の製造方法。
【請求項3】
工程(2)において、タグと糸材を、回転担持体上で通水濾過性シートの表面と当接させ、通水濾過性シートの背面から吸引し、通水濾過性シートの表面にタグと糸材を移す請求項1記載の製造方法。
【請求項4】
工程(3)において、吸引又は送風により通水濾過性シート上の糸材を所定の向きに整える請求項1〜3のいずれかに記載の製造方法。
【請求項5】
糸材と接着したタグが、通水濾過性シートの長手方向に所定間隔で配列している抽出バッグ用シートの製造装置であって、
タグを所定間隔で保持すると共に、各タグに重なりを持つ糸材のパターンを形成する回転担持体、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す手段、
回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移すとき以降でタグと糸材のパターンをそれぞれ通水濾過性シートと接着する手段
を備えた製造装置。
【請求項6】
通水濾過性シートを回転担持体の直下に搬送する搬送系を有し、タグと糸材のパターンを回転担持体の直下で回転担持体から通水濾過性シートに移す請求項5記載の製造装置。
【請求項7】
回転担持体上のタグと糸材のパターンに当接させた通水濾過性シートをその背面から吸引し、回転担持体上のタグと糸材のパターンを通水濾過性シートの表面に移す吸引手段を有する請求項5記載の製造装置。
【請求項8】
さらに、通水濾過性シートに移した糸材のパターンを整える吸引手段又は送風手段を有する請求項5〜7のいずれかに記載の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−64770(P2010−64770A)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2008−232596(P2008−232596)
【出願日】平成20年9月10日(2008.9.10)
【出願人】(396015057)大紀商事株式会社 (19)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成20年9月10日(2008.9.10)
【出願人】(396015057)大紀商事株式会社 (19)
[ Back to top ]