
振り分け装置を備えた棒線用多ストランド圧延設備及びビレットの振り分け方法
【課題】 1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、生産性を向上できる棒線用多ストランド圧延設備の提供。
【解決手段】 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットを搬送するためのライン上へ入側がシフトする機能と、狙いの各ストランド位置へ搬送するため出側が各ストランドへシフトする機能とを有することを特徴とする棒線用多ストランド圧延設備。
【解決手段】 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットを搬送するためのライン上へ入側がシフトする機能と、狙いの各ストランド位置へ搬送するため出側が各ストランドへシフトする機能とを有することを特徴とする棒線用多ストランド圧延設備。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ビレット振り分け装置(ダイバーター)を備えた棒線用多ストランド圧延設備及び棒線用多ストランド圧延設備におけるビレットの振分け方法に関するものである。
【背景技術】
【0002】
通常、棒線用多ストランド圧延設備においては、製品外径が細く、高速圧延によってもその生産能率が低いので、生産性向上のため、加熱炉から抽出したビレットを多ストランド圧延機で圧延を行い、その後仕上圧延機列でそれぞれ1ストランド圧延を実施して棒線を製造している。
【0003】
ところが、このような圧延設備では、圧延できるビレットのサイズは、加熱炉に後続する多ストランド圧延機で受入可能なサイズに制限される。したがって、多ストランド圧延機で圧延可能な大きさ以上のビレットは圧延できない。
しかしながら、ビレットサイズは大きい方が経済的であり、品質的にも優位であり、かつ取り扱いも容易であるにも拘らず、受入可能なビレットサイズは多ストランド圧延機で圧延可能な大きさに制限され、より大きなビレットサイズのビレットに対応することができないという問題があった。
【0004】
この問題を解決して、既存の設備を大幅に改造することなく、大きなサイズのビレットでも多ストランド圧延を可能としたビレットのサイズの制約を受けない棒線用多ストランド圧延設備についての技術が種々提案されている。
【0005】
例えば、既存の多ストランド圧延設備の加熱炉の反対側にブレークダウン圧延機を設け、加熱炉から抽出したビレットを前以てブレークダウン圧延機で圧延して小断面積のビレットにし、加熱炉に戻した後に、再度加熱炉から抽出して既存の多ストランド圧延機で圧延を実施する設備がある(例えば、特許文献1参照)。この設備では、既存の多ストランド圧延ライン内に大きなスペースは必要でないが、加熱炉の反対側に大きなスペースが必要となり、また、既存加熱炉の本体、抽出装置の改造が必要となるという問題がある。
【0006】
また、単スタンドから2スタンドの圧延機にビレットを分ける途中でビレットを分割するスリット圧延を実施する技術もある(例えば、特許文献2参照)。この技術は、ビレットを圧延中に縦に分割するため最終製品に疵などが残り、品質的に問題が生じる。また、現状と同様の粗圧延機の出力を出すためには既存の粗圧延機の出力を上げる必要性が出てくる。
【0007】
さらに、加熱炉と多ストランド圧延機との間に、ビレットを多ストランド圧延機で圧延できる大きさにまで減面するための1ストランド減面用圧延機を設け、1ストランド圧延機によって圧延された減面ビレットを受入用テーブルと払出用テーブルからなる振分装置により多ストランド圧延機の各ストランドにビレットを平行移動して振り分けて圧延する技術がある(例えば、特許文献3参照)。
この技術は、圧延ライン側にビレットの平行移動をさせるための広いスペースが必須のため、既存の加熱炉の移設が必要となるという問題がある。
【0008】
これらの従来技術はいずれも1ストランド圧延機により、前以て多ストランド圧延機で圧延可能な大きさのビレットに減面した後に、その減面したビレットを多ストランド圧延機で圧延するものであるが、各々の技術にはそれぞれ問題があり、十分に満足できるものではない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−221601号公報
【特許文献2】特開2000−153302号公報
【特許文献3】特開2001−276915号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、多ストランド圧延設備を有するミルにおいて、ビレットを減面するための1ストランド圧延設備を導入する場合の問題を解決しようとするもので、多ストランド圧延設備を有するミルにおいて、1ストランド圧延設備を導入しようとする場合に、既設多ストランド圧延設備に1ストランド圧延機で圧延されたビレットを平行移動して振り分けるようにすると、平行移動のスペースが、1ストランド圧延機と多ストランド圧延機の間に必要となる。棒線圧延ミルで使用されるビレット(小断面長尺ビレット)は10〜20mであり、1ストランド圧延機で圧延された後のビレットは15〜36mとなる。そのため、1ストランド圧延機を導入する際、ビレットを振り分けるスペースが確保出来ない場合は大幅な改造が必要となる。また、ビレットが振り分け装置を抜け切らないと振り分けが出来ないため生産性に問題がある。
【0011】
そこで、本発明は、多ストランド圧延設備を有するミルにおいて、前以てビレットを減面するための1ストランド圧延機を設置した際に、1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、かつビレットが振り分け装置を抜け切らなくても振り分けができて生産性を向上できる振り分け装置を設けた棒線用多ストランド圧延設備および多ストランド圧延でのビレットの振分け方法を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者は、上記課題を解決すべく鋭意研究し、その結果、1ストランド圧延機と既存多ストランド圧延機の間に多ストランド圧延機の孔数(ストランド数)以下の複数の搬送トラフを備えた振り分け装置を設け、1ストランド圧延機で圧延されたビレットを複数の搬送トラフで多ストランド圧延機へ振り分けるようにすることで、ビレットが振り分け装置の搬送トラフを抜け切らなくてもビレットの振り分けが可能となり、かつ小スペース(ビレット長さ以下の距離)で振り分けが可能となると共に、生産性が向上することを知見した。
【0013】
本発明は、上記知見に基づいて完成したもので、その発明の要旨は以下のとおりである。
【0014】
(1) 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける振分け装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットまたは加熱炉から抽出されたビレットを搬送するためライン上へ入側がシフトする機能と、狙いの各ストランド位置へビレットを搬送するため出側が各ストランドへシフトする機能を有することを特徴とする棒線用多ストランド圧延設備。
【0015】
(2) 前記振り分け装置は、加熱炉から抽出または1ストランド圧延機で圧延されたビレットを、生産性を落とすことなく搬送するように先行ビレット、次ビレットの端部位置を検出しシフトする機能を有していることを特徴とする上記(1)記載の棒線用多ストランド圧延設備。
【0016】
(3) 前記振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトし、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送する機能を有することを特徴とする上記(1)または(2)に記載の棒線用多ストランド圧延設備。
【0017】
(4) 前記振り分け装置の搬送トラフは、矩形のトラフにV字ローラを有する搬送トラフであることを特徴とする上記(1)〜(3)のいずれか1項に記載の棒線用多ストランド圧延設備。
【0018】
(5) 前記1ストランド圧延機はオン・オフラインにシフトする機能を有することを特徴とする上記(1)記載の棒線用多ストランド圧延設備。
【0019】
(6) 加熱炉から抽出されたビレットを1ストランド圧延機で後続する多ストランド圧延機で圧延出来る大きさまで減面したビレットとし、該減面したビレットを前記多ストランド圧延機の各ストランド位置に多ストランド圧延機の孔数以下の複数の搬送トラフを備えた振り分け装置で振分ける方法であって、ビレットが振り分け装置の搬送トラフ内を搬送中に、ビレットの尾端が減面粗圧延機を抜けたことを検知して、前記搬送トラフをシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフが次のビレットの振り分けを行えるようにシフトさせることを特徴とする棒線用多ストランド圧延設備におけるビレットの振分け方法。
【発明の効果】
【0020】
本発明によれば、以下のような顕著な効果が得られる。
(1)小スペース(ビレット長さ以下の距離)で振り分けが可能となる。そのため、設備投資コストが削減出来る。
(2)待ち時間がないため生産性が向上する。
(3)狙いのストランドへのビレットの確実な搬送が可能となる。
(4)平行移動せず常に圧延方向に進行しているため空冷時間が短縮し、圧延材温度降下を抑えられ、加熱炉でのビレット加熱温度を低下させエネルギーコストを削減できる。
【図面の簡単な説明】
【0021】
【図1】単一の搬送トラフからなる振り分け装置で減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の概要を示す図で、(a)はビレットが振り分け装置上にある状態を示す図で、(b)はビレットが振り分け装置を抜けて多ストランド圧延機へ振り割れられた状態を示す図である。
【図2】減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の長さを短くした場合の例で、(a)は振り分け装置をビレットが抜けて振り分け装置が移動できる状態を示す図で、(b)はビレットの振り分けにトラブルが生じ状態を示す図である。
【図3】減面用圧延機から2ストランド圧延機へビレットを振り分けるために、2つの搬送トラフを備えた振り分け装置により振り分ける場合の本発明例で、(a)は振り分け装置の一方のトラフ内にビレット尾端が抜けて振り分け装置がシフト(移動)できる状態を示す図で、(b)は他方の搬送トラフで次のビレットを振り分ける状態を示す図である。
【図4】本発明の多ストランド圧延設備全体の概要を示す図である。
【図5】振分け装置の搬送トラフの概略図である。
【図6】前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少することを説明するための図である。
【発明を実施するための形態】
【0022】
本発明の棒線用多ストランド圧延設備は、前以てビレットを減面するための1ストランド圧延機を設置した設備であって、加熱炉、デスケーリング装置、1ストランド圧延機(以下減面用圧延機とも称する)、振り分け装置、多ストランド圧延機の順に備えて構成されている。
【0023】
加熱炉は、例えばウォーキングビーム方式の加熱炉であり、この加熱炉で900〜1250℃程度に加熱、均熱されたビレットは、抽出ローラにて1本ずつ抽出される。加熱炉で加熱されるビレットサイズは120mm〜160mm(以下120◇と表示)を対象としている。一方、前記多ストランド圧延機で圧延出来るビレットサイズは95◇〜131◇程度であるが、1ストランド減面用圧延機で減面されるので、加熱炉で加熱されたビレットが多ストランド圧延機で受け入れ可能なサイズとなる。
【0024】
炉外へ抽出されたビレットは転回式ピンチロールを介して減面用圧延機に送られる。減面用圧延機は、複数のスタンドを有する粗圧延機であり、例えばHV(水平垂直)の2スタンド連続1ストランド粗圧延機を用いることができる。加熱炉から送られてきたビレットは、この減面用粗圧延機により95◇〜131◇に圧延(減面)・形成される。
【0025】
この減面用圧延機により多ストランド圧延機で受け入れ可能なサイズのビレットが得られる。前記、減面用粗圧延機により95◇〜131◇に圧延されたビレットは振り分け装置に搬送され、振り分け装置により、減面されたビレットは多ストランド圧延機に振り分ける。
【0026】
本発明では、振り分け装置の設置スペースが小スペース(ビレット長さ以下の距離)で振り分けが可能で、狙いのストランドへのビレットの確実な搬送が可能となる振り分け装置について研究した。以下、多ストランド圧延機として2ストランド圧延機を用いた例について説明する。
【0027】
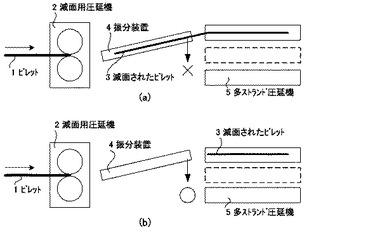
図1は、単一の搬送トラフからなる振り分け装置で減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の概要を示す図で、(a)はビレットが振り分け装置上にある状態を示す図で、(b)はビレットが振り分け装置を抜けて多ストランド圧延機へ振り割れられた状態を示す図である。
【0028】
加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレットは振り分け装置4により多ストランド圧延機に振り分けられる。この場合は、図1(a)に示すようにビレット3が振り分け装置4上にある間は振り分け装置4は移動することができず、図1(b)に示すようにビレット3が振り分け装置4を抜け切らないと振り分けが出来ない。このため、ビレットが振り分け装置を抜け切るまで待たないと振り分け装置を他の多ストランド圧延機5側へシフト(移動)することができず、後行する次のビレットを振り分けるのに待ち時間が必要となり、生産性に問題がある。
【0029】
そこで、振り分け装置の長さを短くしてビレットが振り分け装置を抜け切る時間を短くして生産性の向上を図ることを検討した。
【0030】
図2は減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の長さを短くした場合の例で、(a)は振り分け装置をビレットが抜けて振り分け装置が移動できる状態を示す図で、(b)はビレットの振り分けにトラブルが生じ状態を示す図である。
【0031】
加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレット3は振り分け装置4により多ストランド圧延機5に振り分ける際に、振り分け装置4の搬送トラフを短くすると、図2(a)に示すように、短時間でビレットが振り分け装置を抜けて振り分け装置がフリーとなるため、次のビレットの振り分けが可能となる。しかし、図2(b)に示すように、振り分け装置4が短くて多ストランド圧延機5までビレット3を誘導する搬送トラフがないため、ビレットを正確に誘導することができずに、多ストランド圧延機の入側で衝突6等のトラブルが発生する危険がある。
【0032】
本発明は、図1に示す振り分け装置では、ビレットが振り分け装置を抜け切らないと振り分けが出来ないため生産性に問題があり、図2に示すように生産性を確保するために振り分け装置を小さくすると先端の誘導が不安定になり、搬送に問題がある等を考慮し、複数の搬送トラフを備えた振り分け装置を設けたことによりこれらの欠点を解決したものである。
【0033】
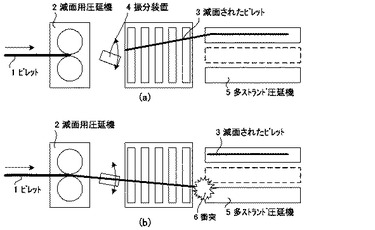
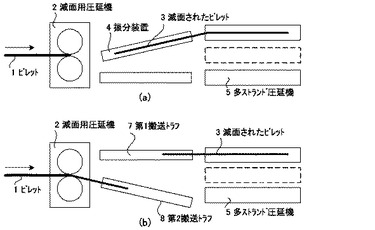
図3は減面用圧延機から多ストランド圧延機へビレットを振り分けるために、2つの搬送トラフを備えた振り分け装置により振り分ける場合の本発明例で、(a)は振り分け装置の一方のトラフ内にビレット尾端が抜けて振り分け装置がシフト(移動)できる状態を示す図で、(b)は他方の搬送トラフで次のビレットを振り分ける状態を示す図である。
本発明では、加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレット3は2つの搬送トラフを備えた振り分け装置4により多ストランド圧延機5に振り分ける。この場合は、図3(a)に示すように振り分け装置の一方の第1の搬送トラフ7内に減面したビレット3尾端が抜けると、第1の搬送トラフ7は減面粗圧延機のラインからシフト(移動)できる状態となるので、ビレットの最尾端を検知し減面用圧延機からビレットが抜けたことを確認した後、減面粗圧延機のラインよりシフトする。次いで、減面粗圧延機後のビレットを受け取った第1の搬送トラフがあった空いたラインに、ビレットを搬送していない第2の搬送トラフ8を移動する。そして、図3(b)に示すように、後行する次の減面ビレット3を減面粗圧延機2から第2の搬送トラフ8に導入し、多ストランド圧延機5に振り分ける。この振分け作業を継続している間に第1の搬送トラフ内のビレットは多ストランド圧延機の一方で圧延を実施することができる。
【0034】
先行ビレットが搬送トラフを抜け切るまでの時間を待つ必要がないため、待ち時間が短縮でき生産性が向上する。振り分け装置の各搬送トラフが各狙いのストランドにシフトしているためビレットを確実に狙いのストランドへ搬送が出来る。
【0035】
上記説明では2ストランド圧延機について説明したが、本発明によれば、生産性を確保し狙いの各ストランドへ確実に振り分け出来るよう、既設ストランド数と同数以下の複数の搬送トラフを備えた振り分け装置を設置するようにすれば多ストランド圧延機に適用することができる。
【0036】
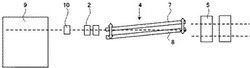
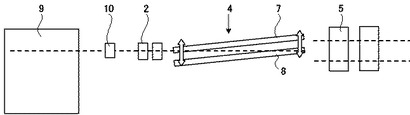
図4は、本発明の多ストランド圧延設備全体の概要を示す図である。
【0037】
本発明の多ストランド圧延設備では、図4に示すように、加熱炉9から抽出したビレットをデスケーリング装置10によりデスケーリングした後、減面圧延機(1ストランド粗圧延機)2で、後続する多ストランド圧延機で圧延出来る大きさまで減面したビレットとする。減面したビレットを多ストランド圧延機5に振り分けるために、各ストランド位置に多ストランド圧延機の孔数以下の複数の搬送トラフ7、8を備えた振り分け装置4が配置されている。まず、圧延ラインに第1の搬送トラフ7の入側をシフトし、かつ出側を多ストランド圧延機の1つのスタンド位置にシフトした後、圧延されたビレットを第1の搬送トラフ7に導入する。ビレットが振り分け装置4の搬送トラフ7内を搬送中に、ビレットの尾端が減面圧延機を抜けたことを光センサー等を備えた位置検出装置により検知して、前記第1の搬送トラフ7の入側を圧延ライン外にシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフ8を後行する次のビレットの振り分けを行えるようにシフトさせることを繰り返してビレットを多ストランド圧延機に振り分ける。振り分けられたビレットは常法通り多ストランド圧延機で棒・線に圧延される。
【0038】
本発明では、ビレットは平行移動せず常に圧延方向に進行しているため空冷時間が短縮しビレットの温度降下を抑えることができ、加熱炉でのビレットの加熱温度を低下させエネルギーコストの削減が出来るという効果もある。
【0039】
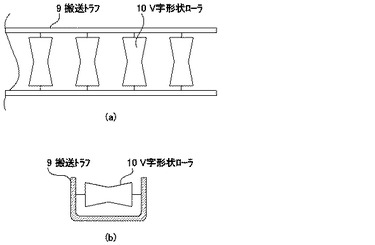
図5は、振分け装置の搬送トラフの概略図である。
【0040】
振り分け装置は矩形の搬送トラフ9を複数備えていて、搬送トラフは搬送面がV字形状のV字ローラ10がビレット進行方向に複数併設されて構成されている。ビレットは矩形トラフにより進行方向が変わらず、V字ローラのV字面により拘束され、ビレットの自重で搬送姿勢が維持され、曲がり、ねじれも最小限に抑えられる。
【0041】
振り分け装置の搬送トラフのシフトは、ビレットの最尾端を検知し減面用圧延機からビレットが抜けたことを確認した後、圧延機のラインより移動を行う。粗圧延機後のビレットを受け取った振り分け装置があった空いたラインにビレットが搬送されていない搬送トラフがシフト(移動)する。
【0042】
このような搬送トラフのシフト(移動)は、例えば、軌条上に載置した搬送トラフを油圧ピストンや空気圧ビストン等を用いた機械的装置或いは電動機を用いた電気的装置によりシフトすればよい。
【0043】
また、振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトすることが好ましい。即ち、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送させるためには曲がり角度9.5°が限界であるからである。
【0044】
本発明では、前ビレットが振り分け装置内を搬送している間に、次ビレットが抽出・圧延が可能であるため、前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少し、生産性が向上する。
【0045】
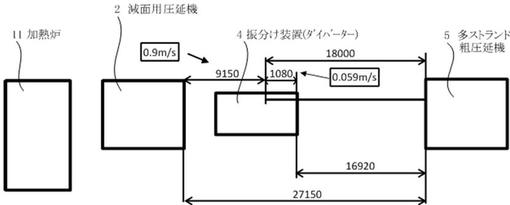
図6は、前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少することを説明するための図である。
図6に示すように、例えば、減面用粗圧延機(1ストランド粗圧延機)2と多ストランド粗圧延機5との距離を27150mm、振分け装置(ダイバーター)4と多ストランド粗圧延機5との距離を16920mmとし、加熱炉11から抽出された160◇ビレットを圧延する場合について、待ち時間の減少を計算する。
160◇ビレット(2t)を減面用粗圧延機2で圧延すると鋼材は122◇×18mとなる。減面用粗圧延機2から出て鋼材の先端が多ストランド粗圧延機5に噛むまでの距離9150mmは減面用粗圧延機2の圧延速度0.9m/sで圧延され、先端が多ストランド粗圧延機5に噛み込み、尾端が振分け装置(ダイバーター)4を抜けるまでの距離1080mmは多ストランド粗圧延機5の入側速度0.059m/sで圧延される。この時間分が下記式で計算するように待ち時間(間ピッチ)短縮効果となる。
間ピッチ短縮効果:9.15/0.9+1.08/0.059=28.5sec
【0046】
したがって、本発明での振り分け装置により、加熱炉から160◇ビレットを抽出する場合は、29sec待ち時間を短縮することができる。また、120◇を抽出する場合についても、160◇ビレットの場合と条件は異なるが、104sec待ち時間を短縮することができる。このように、本発明の振り分け装置を用いることにより、次のビレットを早く抽出することが可能となる。
【0047】
また、公知の振り分け装置の場合は、減面用圧延機で95◇〜131◇に圧延されたビレット(長さ18.0〜29.7m)を平行移動させるため、圧延されたビレットと同様の長さのスペースを必要とする。本発明の振り分け装置は、ビレットを弾性変形領域内で曲げて搬送させるため、平行移動させるスペースが必要でなく圧延されたビレットの長さ以下のスペースで設置が可能となる。また、小スペースで設備設置が出来るため既存設備(加熱炉)の移動・改造を抑えることが出来、工期・費用を削減することが可能となる。
【0048】
また、本発明の振り分け装置はビレットを平行移動させることなく、常に圧延進行方向に搬送しているため、空冷時間が短縮されビレットの温度低下が抑制される(1℃/sec)。温度低下を抑制することが出来るため、加熱炉での加熱温度を低下させることが可能となり、加熱炉原単位の向上が可能となる。
【0049】
また、本発明の多ストランド圧延設備では、減面用圧延機をオフラインにシフトし、振り分け装置を多ストランド圧延機のラインと平行にシフトすることで、減面用1ストランド圧延機を使用しない多ストランド圧延も可能となる。
【0050】
なお、本発明は上記実施形態に限定されるものではなく、特許請求の範囲内で様々な変形が可能となる。
【符号の説明】
【0051】
1 ビレット
2 減面用圧延機(1ストランド粗圧延機)
3 減面されたビレット
4 振分け装置(ダイバーター)
5 多ストランド圧延機
6 衝突
7 第1の搬送トラフ
8 第2の搬送トラフ
9 搬送トラフ
10 V字ローラ
11 加熱炉
【技術分野】
【0001】
本発明は、ビレット振り分け装置(ダイバーター)を備えた棒線用多ストランド圧延設備及び棒線用多ストランド圧延設備におけるビレットの振分け方法に関するものである。
【背景技術】
【0002】
通常、棒線用多ストランド圧延設備においては、製品外径が細く、高速圧延によってもその生産能率が低いので、生産性向上のため、加熱炉から抽出したビレットを多ストランド圧延機で圧延を行い、その後仕上圧延機列でそれぞれ1ストランド圧延を実施して棒線を製造している。
【0003】
ところが、このような圧延設備では、圧延できるビレットのサイズは、加熱炉に後続する多ストランド圧延機で受入可能なサイズに制限される。したがって、多ストランド圧延機で圧延可能な大きさ以上のビレットは圧延できない。
しかしながら、ビレットサイズは大きい方が経済的であり、品質的にも優位であり、かつ取り扱いも容易であるにも拘らず、受入可能なビレットサイズは多ストランド圧延機で圧延可能な大きさに制限され、より大きなビレットサイズのビレットに対応することができないという問題があった。
【0004】
この問題を解決して、既存の設備を大幅に改造することなく、大きなサイズのビレットでも多ストランド圧延を可能としたビレットのサイズの制約を受けない棒線用多ストランド圧延設備についての技術が種々提案されている。
【0005】
例えば、既存の多ストランド圧延設備の加熱炉の反対側にブレークダウン圧延機を設け、加熱炉から抽出したビレットを前以てブレークダウン圧延機で圧延して小断面積のビレットにし、加熱炉に戻した後に、再度加熱炉から抽出して既存の多ストランド圧延機で圧延を実施する設備がある(例えば、特許文献1参照)。この設備では、既存の多ストランド圧延ライン内に大きなスペースは必要でないが、加熱炉の反対側に大きなスペースが必要となり、また、既存加熱炉の本体、抽出装置の改造が必要となるという問題がある。
【0006】
また、単スタンドから2スタンドの圧延機にビレットを分ける途中でビレットを分割するスリット圧延を実施する技術もある(例えば、特許文献2参照)。この技術は、ビレットを圧延中に縦に分割するため最終製品に疵などが残り、品質的に問題が生じる。また、現状と同様の粗圧延機の出力を出すためには既存の粗圧延機の出力を上げる必要性が出てくる。
【0007】
さらに、加熱炉と多ストランド圧延機との間に、ビレットを多ストランド圧延機で圧延できる大きさにまで減面するための1ストランド減面用圧延機を設け、1ストランド圧延機によって圧延された減面ビレットを受入用テーブルと払出用テーブルからなる振分装置により多ストランド圧延機の各ストランドにビレットを平行移動して振り分けて圧延する技術がある(例えば、特許文献3参照)。
この技術は、圧延ライン側にビレットの平行移動をさせるための広いスペースが必須のため、既存の加熱炉の移設が必要となるという問題がある。
【0008】
これらの従来技術はいずれも1ストランド圧延機により、前以て多ストランド圧延機で圧延可能な大きさのビレットに減面した後に、その減面したビレットを多ストランド圧延機で圧延するものであるが、各々の技術にはそれぞれ問題があり、十分に満足できるものではない。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平11−221601号公報
【特許文献2】特開2000−153302号公報
【特許文献3】特開2001−276915号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、多ストランド圧延設備を有するミルにおいて、ビレットを減面するための1ストランド圧延設備を導入する場合の問題を解決しようとするもので、多ストランド圧延設備を有するミルにおいて、1ストランド圧延設備を導入しようとする場合に、既設多ストランド圧延設備に1ストランド圧延機で圧延されたビレットを平行移動して振り分けるようにすると、平行移動のスペースが、1ストランド圧延機と多ストランド圧延機の間に必要となる。棒線圧延ミルで使用されるビレット(小断面長尺ビレット)は10〜20mであり、1ストランド圧延機で圧延された後のビレットは15〜36mとなる。そのため、1ストランド圧延機を導入する際、ビレットを振り分けるスペースが確保出来ない場合は大幅な改造が必要となる。また、ビレットが振り分け装置を抜け切らないと振り分けが出来ないため生産性に問題がある。
【0011】
そこで、本発明は、多ストランド圧延設備を有するミルにおいて、前以てビレットを減面するための1ストランド圧延機を設置した際に、1ストランド圧延機と多ストランド圧延機の間に小スペースでビレットを振り分けすることができ、かつビレットが振り分け装置を抜け切らなくても振り分けができて生産性を向上できる振り分け装置を設けた棒線用多ストランド圧延設備および多ストランド圧延でのビレットの振分け方法を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者は、上記課題を解決すべく鋭意研究し、その結果、1ストランド圧延機と既存多ストランド圧延機の間に多ストランド圧延機の孔数(ストランド数)以下の複数の搬送トラフを備えた振り分け装置を設け、1ストランド圧延機で圧延されたビレットを複数の搬送トラフで多ストランド圧延機へ振り分けるようにすることで、ビレットが振り分け装置の搬送トラフを抜け切らなくてもビレットの振り分けが可能となり、かつ小スペース(ビレット長さ以下の距離)で振り分けが可能となると共に、生産性が向上することを知見した。
【0013】
本発明は、上記知見に基づいて完成したもので、その発明の要旨は以下のとおりである。
【0014】
(1) 加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける振分け装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットまたは加熱炉から抽出されたビレットを搬送するためライン上へ入側がシフトする機能と、狙いの各ストランド位置へビレットを搬送するため出側が各ストランドへシフトする機能を有することを特徴とする棒線用多ストランド圧延設備。
【0015】
(2) 前記振り分け装置は、加熱炉から抽出または1ストランド圧延機で圧延されたビレットを、生産性を落とすことなく搬送するように先行ビレット、次ビレットの端部位置を検出しシフトする機能を有していることを特徴とする上記(1)記載の棒線用多ストランド圧延設備。
【0016】
(3) 前記振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトし、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送する機能を有することを特徴とする上記(1)または(2)に記載の棒線用多ストランド圧延設備。
【0017】
(4) 前記振り分け装置の搬送トラフは、矩形のトラフにV字ローラを有する搬送トラフであることを特徴とする上記(1)〜(3)のいずれか1項に記載の棒線用多ストランド圧延設備。
【0018】
(5) 前記1ストランド圧延機はオン・オフラインにシフトする機能を有することを特徴とする上記(1)記載の棒線用多ストランド圧延設備。
【0019】
(6) 加熱炉から抽出されたビレットを1ストランド圧延機で後続する多ストランド圧延機で圧延出来る大きさまで減面したビレットとし、該減面したビレットを前記多ストランド圧延機の各ストランド位置に多ストランド圧延機の孔数以下の複数の搬送トラフを備えた振り分け装置で振分ける方法であって、ビレットが振り分け装置の搬送トラフ内を搬送中に、ビレットの尾端が減面粗圧延機を抜けたことを検知して、前記搬送トラフをシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフが次のビレットの振り分けを行えるようにシフトさせることを特徴とする棒線用多ストランド圧延設備におけるビレットの振分け方法。
【発明の効果】
【0020】
本発明によれば、以下のような顕著な効果が得られる。
(1)小スペース(ビレット長さ以下の距離)で振り分けが可能となる。そのため、設備投資コストが削減出来る。
(2)待ち時間がないため生産性が向上する。
(3)狙いのストランドへのビレットの確実な搬送が可能となる。
(4)平行移動せず常に圧延方向に進行しているため空冷時間が短縮し、圧延材温度降下を抑えられ、加熱炉でのビレット加熱温度を低下させエネルギーコストを削減できる。
【図面の簡単な説明】
【0021】
【図1】単一の搬送トラフからなる振り分け装置で減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の概要を示す図で、(a)はビレットが振り分け装置上にある状態を示す図で、(b)はビレットが振り分け装置を抜けて多ストランド圧延機へ振り割れられた状態を示す図である。
【図2】減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の長さを短くした場合の例で、(a)は振り分け装置をビレットが抜けて振り分け装置が移動できる状態を示す図で、(b)はビレットの振り分けにトラブルが生じ状態を示す図である。
【図3】減面用圧延機から2ストランド圧延機へビレットを振り分けるために、2つの搬送トラフを備えた振り分け装置により振り分ける場合の本発明例で、(a)は振り分け装置の一方のトラフ内にビレット尾端が抜けて振り分け装置がシフト(移動)できる状態を示す図で、(b)は他方の搬送トラフで次のビレットを振り分ける状態を示す図である。
【図4】本発明の多ストランド圧延設備全体の概要を示す図である。
【図5】振分け装置の搬送トラフの概略図である。
【図6】前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少することを説明するための図である。
【発明を実施するための形態】
【0022】
本発明の棒線用多ストランド圧延設備は、前以てビレットを減面するための1ストランド圧延機を設置した設備であって、加熱炉、デスケーリング装置、1ストランド圧延機(以下減面用圧延機とも称する)、振り分け装置、多ストランド圧延機の順に備えて構成されている。
【0023】
加熱炉は、例えばウォーキングビーム方式の加熱炉であり、この加熱炉で900〜1250℃程度に加熱、均熱されたビレットは、抽出ローラにて1本ずつ抽出される。加熱炉で加熱されるビレットサイズは120mm〜160mm(以下120◇と表示)を対象としている。一方、前記多ストランド圧延機で圧延出来るビレットサイズは95◇〜131◇程度であるが、1ストランド減面用圧延機で減面されるので、加熱炉で加熱されたビレットが多ストランド圧延機で受け入れ可能なサイズとなる。
【0024】
炉外へ抽出されたビレットは転回式ピンチロールを介して減面用圧延機に送られる。減面用圧延機は、複数のスタンドを有する粗圧延機であり、例えばHV(水平垂直)の2スタンド連続1ストランド粗圧延機を用いることができる。加熱炉から送られてきたビレットは、この減面用粗圧延機により95◇〜131◇に圧延(減面)・形成される。
【0025】
この減面用圧延機により多ストランド圧延機で受け入れ可能なサイズのビレットが得られる。前記、減面用粗圧延機により95◇〜131◇に圧延されたビレットは振り分け装置に搬送され、振り分け装置により、減面されたビレットは多ストランド圧延機に振り分ける。
【0026】
本発明では、振り分け装置の設置スペースが小スペース(ビレット長さ以下の距離)で振り分けが可能で、狙いのストランドへのビレットの確実な搬送が可能となる振り分け装置について研究した。以下、多ストランド圧延機として2ストランド圧延機を用いた例について説明する。
【0027】
図1は、単一の搬送トラフからなる振り分け装置で減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の概要を示す図で、(a)はビレットが振り分け装置上にある状態を示す図で、(b)はビレットが振り分け装置を抜けて多ストランド圧延機へ振り割れられた状態を示す図である。
【0028】
加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレットは振り分け装置4により多ストランド圧延機に振り分けられる。この場合は、図1(a)に示すようにビレット3が振り分け装置4上にある間は振り分け装置4は移動することができず、図1(b)に示すようにビレット3が振り分け装置4を抜け切らないと振り分けが出来ない。このため、ビレットが振り分け装置を抜け切るまで待たないと振り分け装置を他の多ストランド圧延機5側へシフト(移動)することができず、後行する次のビレットを振り分けるのに待ち時間が必要となり、生産性に問題がある。
【0029】
そこで、振り分け装置の長さを短くしてビレットが振り分け装置を抜け切る時間を短くして生産性の向上を図ることを検討した。
【0030】
図2は減面用圧延機から多ストランド圧延機へビレットを振り分ける場合の振り分け装置の長さを短くした場合の例で、(a)は振り分け装置をビレットが抜けて振り分け装置が移動できる状態を示す図で、(b)はビレットの振り分けにトラブルが生じ状態を示す図である。
【0031】
加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレット3は振り分け装置4により多ストランド圧延機5に振り分ける際に、振り分け装置4の搬送トラフを短くすると、図2(a)に示すように、短時間でビレットが振り分け装置を抜けて振り分け装置がフリーとなるため、次のビレットの振り分けが可能となる。しかし、図2(b)に示すように、振り分け装置4が短くて多ストランド圧延機5までビレット3を誘導する搬送トラフがないため、ビレットを正確に誘導することができずに、多ストランド圧延機の入側で衝突6等のトラブルが発生する危険がある。
【0032】
本発明は、図1に示す振り分け装置では、ビレットが振り分け装置を抜け切らないと振り分けが出来ないため生産性に問題があり、図2に示すように生産性を確保するために振り分け装置を小さくすると先端の誘導が不安定になり、搬送に問題がある等を考慮し、複数の搬送トラフを備えた振り分け装置を設けたことによりこれらの欠点を解決したものである。
【0033】
図3は減面用圧延機から多ストランド圧延機へビレットを振り分けるために、2つの搬送トラフを備えた振り分け装置により振り分ける場合の本発明例で、(a)は振り分け装置の一方のトラフ内にビレット尾端が抜けて振り分け装置がシフト(移動)できる状態を示す図で、(b)は他方の搬送トラフで次のビレットを振り分ける状態を示す図である。
本発明では、加熱炉から抽出したビレット1を減面用圧延機2で圧延し、減面されたビレット3は2つの搬送トラフを備えた振り分け装置4により多ストランド圧延機5に振り分ける。この場合は、図3(a)に示すように振り分け装置の一方の第1の搬送トラフ7内に減面したビレット3尾端が抜けると、第1の搬送トラフ7は減面粗圧延機のラインからシフト(移動)できる状態となるので、ビレットの最尾端を検知し減面用圧延機からビレットが抜けたことを確認した後、減面粗圧延機のラインよりシフトする。次いで、減面粗圧延機後のビレットを受け取った第1の搬送トラフがあった空いたラインに、ビレットを搬送していない第2の搬送トラフ8を移動する。そして、図3(b)に示すように、後行する次の減面ビレット3を減面粗圧延機2から第2の搬送トラフ8に導入し、多ストランド圧延機5に振り分ける。この振分け作業を継続している間に第1の搬送トラフ内のビレットは多ストランド圧延機の一方で圧延を実施することができる。
【0034】
先行ビレットが搬送トラフを抜け切るまでの時間を待つ必要がないため、待ち時間が短縮でき生産性が向上する。振り分け装置の各搬送トラフが各狙いのストランドにシフトしているためビレットを確実に狙いのストランドへ搬送が出来る。
【0035】
上記説明では2ストランド圧延機について説明したが、本発明によれば、生産性を確保し狙いの各ストランドへ確実に振り分け出来るよう、既設ストランド数と同数以下の複数の搬送トラフを備えた振り分け装置を設置するようにすれば多ストランド圧延機に適用することができる。
【0036】
図4は、本発明の多ストランド圧延設備全体の概要を示す図である。
【0037】
本発明の多ストランド圧延設備では、図4に示すように、加熱炉9から抽出したビレットをデスケーリング装置10によりデスケーリングした後、減面圧延機(1ストランド粗圧延機)2で、後続する多ストランド圧延機で圧延出来る大きさまで減面したビレットとする。減面したビレットを多ストランド圧延機5に振り分けるために、各ストランド位置に多ストランド圧延機の孔数以下の複数の搬送トラフ7、8を備えた振り分け装置4が配置されている。まず、圧延ラインに第1の搬送トラフ7の入側をシフトし、かつ出側を多ストランド圧延機の1つのスタンド位置にシフトした後、圧延されたビレットを第1の搬送トラフ7に導入する。ビレットが振り分け装置4の搬送トラフ7内を搬送中に、ビレットの尾端が減面圧延機を抜けたことを光センサー等を備えた位置検出装置により検知して、前記第1の搬送トラフ7の入側を圧延ライン外にシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフ8を後行する次のビレットの振り分けを行えるようにシフトさせることを繰り返してビレットを多ストランド圧延機に振り分ける。振り分けられたビレットは常法通り多ストランド圧延機で棒・線に圧延される。
【0038】
本発明では、ビレットは平行移動せず常に圧延方向に進行しているため空冷時間が短縮しビレットの温度降下を抑えることができ、加熱炉でのビレットの加熱温度を低下させエネルギーコストの削減が出来るという効果もある。
【0039】
図5は、振分け装置の搬送トラフの概略図である。
【0040】
振り分け装置は矩形の搬送トラフ9を複数備えていて、搬送トラフは搬送面がV字形状のV字ローラ10がビレット進行方向に複数併設されて構成されている。ビレットは矩形トラフにより進行方向が変わらず、V字ローラのV字面により拘束され、ビレットの自重で搬送姿勢が維持され、曲がり、ねじれも最小限に抑えられる。
【0041】
振り分け装置の搬送トラフのシフトは、ビレットの最尾端を検知し減面用圧延機からビレットが抜けたことを確認した後、圧延機のラインより移動を行う。粗圧延機後のビレットを受け取った振り分け装置があった空いたラインにビレットが搬送されていない搬送トラフがシフト(移動)する。
【0042】
このような搬送トラフのシフト(移動)は、例えば、軌条上に載置した搬送トラフを油圧ピストンや空気圧ビストン等を用いた機械的装置或いは電動機を用いた電気的装置によりシフトすればよい。
【0043】
また、振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトすることが好ましい。即ち、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送させるためには曲がり角度9.5°が限界であるからである。
【0044】
本発明では、前ビレットが振り分け装置内を搬送している間に、次ビレットが抽出・圧延が可能であるため、前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少し、生産性が向上する。
【0045】
図6は、前ビレットが振り分け装置内を抜け切る時間分、待ち時間が減少することを説明するための図である。
図6に示すように、例えば、減面用粗圧延機(1ストランド粗圧延機)2と多ストランド粗圧延機5との距離を27150mm、振分け装置(ダイバーター)4と多ストランド粗圧延機5との距離を16920mmとし、加熱炉11から抽出された160◇ビレットを圧延する場合について、待ち時間の減少を計算する。
160◇ビレット(2t)を減面用粗圧延機2で圧延すると鋼材は122◇×18mとなる。減面用粗圧延機2から出て鋼材の先端が多ストランド粗圧延機5に噛むまでの距離9150mmは減面用粗圧延機2の圧延速度0.9m/sで圧延され、先端が多ストランド粗圧延機5に噛み込み、尾端が振分け装置(ダイバーター)4を抜けるまでの距離1080mmは多ストランド粗圧延機5の入側速度0.059m/sで圧延される。この時間分が下記式で計算するように待ち時間(間ピッチ)短縮効果となる。
間ピッチ短縮効果:9.15/0.9+1.08/0.059=28.5sec
【0046】
したがって、本発明での振り分け装置により、加熱炉から160◇ビレットを抽出する場合は、29sec待ち時間を短縮することができる。また、120◇を抽出する場合についても、160◇ビレットの場合と条件は異なるが、104sec待ち時間を短縮することができる。このように、本発明の振り分け装置を用いることにより、次のビレットを早く抽出することが可能となる。
【0047】
また、公知の振り分け装置の場合は、減面用圧延機で95◇〜131◇に圧延されたビレット(長さ18.0〜29.7m)を平行移動させるため、圧延されたビレットと同様の長さのスペースを必要とする。本発明の振り分け装置は、ビレットを弾性変形領域内で曲げて搬送させるため、平行移動させるスペースが必要でなく圧延されたビレットの長さ以下のスペースで設置が可能となる。また、小スペースで設備設置が出来るため既存設備(加熱炉)の移動・改造を抑えることが出来、工期・費用を削減することが可能となる。
【0048】
また、本発明の振り分け装置はビレットを平行移動させることなく、常に圧延進行方向に搬送しているため、空冷時間が短縮されビレットの温度低下が抑制される(1℃/sec)。温度低下を抑制することが出来るため、加熱炉での加熱温度を低下させることが可能となり、加熱炉原単位の向上が可能となる。
【0049】
また、本発明の多ストランド圧延設備では、減面用圧延機をオフラインにシフトし、振り分け装置を多ストランド圧延機のラインと平行にシフトすることで、減面用1ストランド圧延機を使用しない多ストランド圧延も可能となる。
【0050】
なお、本発明は上記実施形態に限定されるものではなく、特許請求の範囲内で様々な変形が可能となる。
【符号の説明】
【0051】
1 ビレット
2 減面用圧延機(1ストランド粗圧延機)
3 減面されたビレット
4 振分け装置(ダイバーター)
5 多ストランド圧延機
6 衝突
7 第1の搬送トラフ
8 第2の搬送トラフ
9 搬送トラフ
10 V字ローラ
11 加熱炉
【特許請求の範囲】
【請求項1】
加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける振分け装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットまたは加熱炉から抽出されたビレットを搬送するためライン上へ入側がシフトする機能と、狙いの各ストランド位置へビレットを搬送するため出側が各ストランドへシフトする機能を有することを特徴とする棒線用多ストランド圧延設備。
【請求項2】
前記振り分け装置は、加熱炉から抽出または1ストランド圧延機で圧延されたビレットを、生産性を落とすことなく搬送するように先行ビレット、次ビレットの端部位置を検出しシフトする機能を有していることを特徴とする請求項1に記載の棒線用多ストランド圧延設備。
【請求項3】
前記振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトし、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送する機能を有することを特徴とする請求項1または2に記載の棒線用多ストランド圧延設備。
【請求項4】
前記振り分け装置の搬送トラフは、矩形のトラフにV字ローラを有する搬送トラフであることを特徴とする請求項1〜3のいずれか1項に記載の棒線用多ストランド圧延設備。
【請求項5】
前記1ストランド圧延機はオン・オフラインにシフトする機能を有することを特徴とする請求項1に記載の棒線用多ストランド圧延設備。
【請求項6】
加熱炉から抽出されたビレットを1ストランド圧延機で後続する多ストランド圧延機で圧延できる大きさまで減面したビレットとし、該減面したビレットを前記多ストランド圧延機の各ストランド位置に多ストランド圧延機の基数以下の複数の搬送トラフを備えた振り分け装置で振分ける方法であって、ビレットが振り分け装置の搬送トラフ内を搬送中に、ビレットの尾端が減面粗圧延機を抜けたことを検知して、前記搬送トラフをシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフが次のビレットの振り分けを行えるようにシフトさせることを特徴とする棒線用多ストランド圧延設備におけるビレットの振分け方法。
【請求項1】
加熱炉から抽出されたビレットを圧延する棒線用多ストランド圧延機を備えた圧延設備であって、前記加熱炉と前記多ストランド圧延機との間に、ビレットを減面するための1ストランド圧延機と、前記多ストランド圧延機の各ストランドへビレットを振り分ける振分け装置とを有する棒線用多ストランド圧延設備において、前記振り分け装置は、前記多ストランド圧延機の孔数以下の複数の搬送トラフを備え、各搬送トラフは、1ストランド圧延機によって圧延されたビレットまたは加熱炉から抽出されたビレットを搬送するためライン上へ入側がシフトする機能と、狙いの各ストランド位置へビレットを搬送するため出側が各ストランドへシフトする機能を有することを特徴とする棒線用多ストランド圧延設備。
【請求項2】
前記振り分け装置は、加熱炉から抽出または1ストランド圧延機で圧延されたビレットを、生産性を落とすことなく搬送するように先行ビレット、次ビレットの端部位置を検出しシフトする機能を有していることを特徴とする請求項1に記載の棒線用多ストランド圧延設備。
【請求項3】
前記振り分け装置の搬送トラフは、ビレットの曲がり角度9.5°以内でシフトし、搬送されるビレットを弾性変形する範囲内で狙いの各ストランド位置へ搬送する機能を有することを特徴とする請求項1または2に記載の棒線用多ストランド圧延設備。
【請求項4】
前記振り分け装置の搬送トラフは、矩形のトラフにV字ローラを有する搬送トラフであることを特徴とする請求項1〜3のいずれか1項に記載の棒線用多ストランド圧延設備。
【請求項5】
前記1ストランド圧延機はオン・オフラインにシフトする機能を有することを特徴とする請求項1に記載の棒線用多ストランド圧延設備。
【請求項6】
加熱炉から抽出されたビレットを1ストランド圧延機で後続する多ストランド圧延機で圧延できる大きさまで減面したビレットとし、該減面したビレットを前記多ストランド圧延機の各ストランド位置に多ストランド圧延機の基数以下の複数の搬送トラフを備えた振り分け装置で振分ける方法であって、ビレットが振り分け装置の搬送トラフ内を搬送中に、ビレットの尾端が減面粗圧延機を抜けたことを検知して、前記搬送トラフをシフトし、次いでビレットが搬送されていない別な振り分け装置の搬送トラフが次のビレットの振り分けを行えるようにシフトさせることを特徴とする棒線用多ストランド圧延設備におけるビレットの振分け方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−627(P2012−627A)
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願番号】特願2010−136385(P2010−136385)
【出願日】平成22年6月15日(2010.6.15)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年1月5日(2012.1.5)
【国際特許分類】
【出願日】平成22年6月15日(2010.6.15)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]