
振動ふるい機の製造装置
【課題】網部材の材料に関わらず、所望の張力で網部材を組み付ける。
【解決手段】振動ふるい機の製造装置10は、網状に形成された網部材を挟み込んで保持する保持部11と、保持部11の内側に保持部11の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部12と、保持部11に保持されている網部材を、枠部材支持部12に支持されている枠部材とともに保持部11の軸方向の一方へ押し込むことにより網部材の張力を調整する張力調整部13と、を備える。
【解決手段】振動ふるい機の製造装置10は、網状に形成された網部材を挟み込んで保持する保持部11と、保持部11の内側に保持部11の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部12と、保持部11に保持されている網部材を、枠部材支持部12に支持されている枠部材とともに保持部11の軸方向の一方へ押し込むことにより網部材の張力を調整する張力調整部13と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、振動ふるい機の製造装置に関する。
【背景技術】
【0002】
振動ふるい機は、駆動手段によって振動するふるい枠を備えている(例えば、特許文献1参照)。ふるい枠は、網部材を環状の枠部材に固定することによって構成されている。従来、この振動ふるい機に用いられるふるい枠では、網部材は、四方をクランプで保持し、このクランプを外側へ引っ張ることにより張力が調整されている。張力が調整された網部材は、例えば接着などによって枠部材に固定されている。
しかしながら、従来のように網部材をクランプで保持する場合、網部材は大きな力で保持することが難しい。これは、網部材として例えばポリアミド樹脂などの樹脂製のものを想定しているため、網部材の破損を招かない程度の保持力を設定しているためである。そのため、網部材を保持したクランプを外側へ引っ張ると、その引っ張り力が、クランプの外側に向かって、つまり、クランプが網部材を挟む方向に直交する方向に向かって作用することから、クランプが網部材から外れてしまう場合がある。従って、保持力を超える張力の設定が難しく、例えばステンレスなどのように網部材に大きな保持力が要求される金属製の網部材は組み付けることができないという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実公平8−1025号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の目的は、網部材の材料に関わらず、所望の張力で網部材が組み付けられる振動ふるい機の製造装置を提供することにある。
【課題を解決するための手段】
【0005】
請求項1の振動ふるい機の製造装置は、網状に形成された網部材を挟み込んで保持する保持部と、前記保持部の内側に前記保持部の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部と、前記保持部に保持されている前記網部材を、前記枠部材支持部に支持されている前記枠部材とともに前記保持部の軸方向の一方へ押し込むことにより前記網部材の張力を調整する張力調整部と、を備えることを特徴とする。
この構成によれば、保持部に保持された網部材の張力は、張力調整部が当該網部材を枠部材支持部に支持された枠部材とともに保持部の軸方向の一方へ押し込むことにより調整される。即ち、網部材を挟み込んで保持する保持部を外側に向かって、つまり、保持部が網部材を挟む方向に直交する方向に向かって引っ張るのではなく、網部材を保持部の軸方向、つまり、保持部が網部材を挟む方向に沿って引き延ばすようにすることで、網部材の張力が調整されるようになる。従って、網部材に張力を調整するための大きな引っ張り力が作用したとしても、その引っ張り力は保持部が網部材を挟む方向に作用するので、保持部が当該網部材から外れ難くなる。これにより、例えば網部材が大きな保持力が要求される金属製の網部材であっても、大きな引っ張り力を付与して張力を調整することができるようになり、従って、網部材の材料に関わらず、所望の張力で網部材を組み付けることができる。
【図面の簡単な説明】
【0006】
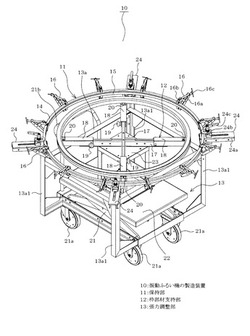
【図1】一実施形態による振動ふるい機の製造装置を示す概略斜視図
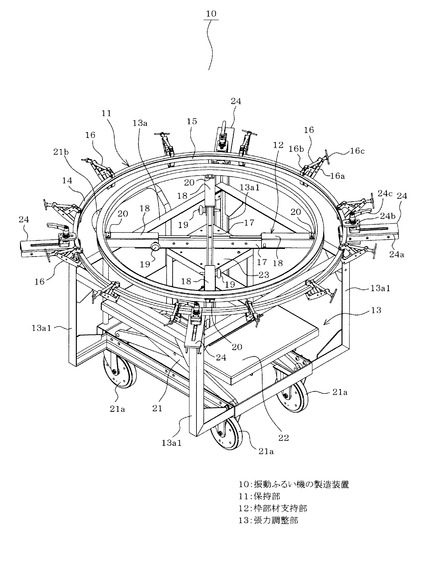
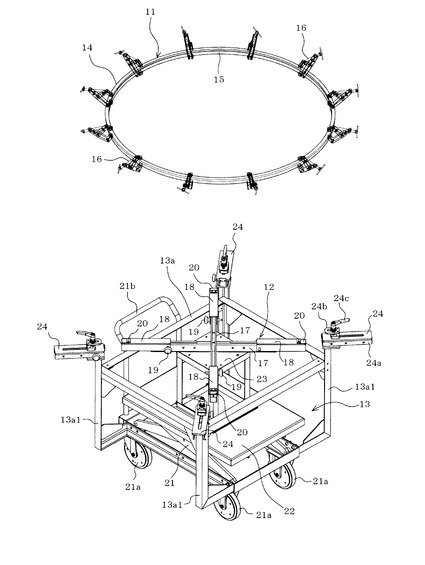
【図2】保持部を取り外した状態で示す振動ふるい機の製造装置の概略斜視図
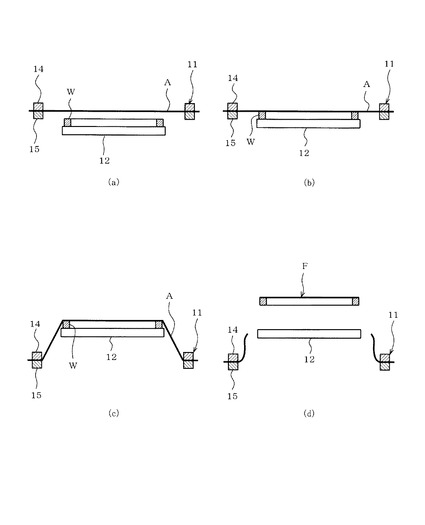
【図3】振動ふるい機の製造装置の動作を説明するための図
【発明を実施するための形態】
【0007】
以下、本発明の一実施形態について図面を参照しながら説明する。
図1および図2に示すように、振動ふるい機の製造装置10(以下、単に製造装置10と称する)は、保持部11と、枠部材支持部12と、張力調整部13とを備えて構成されている。なお、この製造装置10は、図示しない振動ふるい機の構成要素の1つであるふるい枠F(図3(d)参照)を製造する装置、つまり、ふるい枠の製造装置として捉えることもできる。
保持部11は、上保持枠14と、下保持枠15と、クランプ16とを備えて構成されている。上保持枠14および下保持枠15は、何れも周方向に見た断面が矩形状の円環状に形成されており、保持部11の軸方向(この場合、上下方向)に相互に対向して重ね合わせられる。クランプ16は、下挟持アーム16aと、上挟持アーム16bと、保持力調整用の回転ピン16cとを備える。下挟持アーム16aは、上方に屈曲する先端部(自由端部)を有する。上挟持アーム16bは、下方に屈曲する先端部(自由端部)を有し、且つ、下挟持アーム16aのほぼ中央部に回動可能に設けられている。下挟持アーム16aの先端部と上挟持アーム16bの先端部とは相互に対向している。回転ピン16cは、その回転量に応じて、下挟持アーム16aに対する上挟持アーム16bの回動量を調整し、これにより、クランプ16の挟持力(上保持枠14および下保持枠15を保持部11の軸方向に沿って締め付ける力)を調整する。なお、図2では、クランプ16を透視状に示しており、内部の回動構造なども示している。
【0008】
このように構成された保持部11は、ふるい枠Fの一部であるふるい網を構成する網部材A(図3参照、多数の線材を編み込んで網状に形成された部材)を上保持枠14と下保持枠15との間に挟み込み、さらに、このように網部材Aを挟み込んだ上保持枠14および下保持枠15を複数のクランプ16によって締め付ける。これにより、保持部11は、網部材Aを保持部11の軸方向(この場合、上下方向)に挟み込んで保持する。なお、この保持部11による網部材Aの保持力は、クランプ16の回転ピン16cの回転量を調整することで適宜調整することが可能である。また、網部材Aを均等に保持すべく、複数のクランプ16は、保持部11の周方向において等間隔に配置することが好ましい。
【0009】
枠部材支持部12は、相互に直交して水平方向(保持部11の軸方向に直交する方向)に延びる2本のレール部17と、各レール部17の両端部にそれぞれ設けられたスライド部18とを備える。各スライド部18は、それぞれ、各レール部17上を当該レール部17が延びる方向に沿ってスライド移動可能に設けられている。また、各スライド部18は、その位置(レール部17上におけるスライド位置)を、それぞれストッパー19によって固定可能に構成されている。また、各スライド部18の先端部の上面には、それぞれ支持用金具20が取り付けられている。
このように構成された枠部材支持部12は、ふるい枠Fの一部である外枠を構成する環状の枠部材W(図3参照)を各支持用金具20に係止させることで支持する。この場合、枠部材支持部12は、支持用金具20を有する各スライド部18のスライド位置を、支持する枠部材Wの径寸法に応じて調整することで、異なる径寸法の枠部材Wを支持することが可能である。
【0010】
張力調整部13は、周知の油圧式リフトからなる昇降機構部21によって、矩形板状の昇降台22を昇降(保持部11の軸方向である上下方向に往復移動)させる構成である。その昇降台22の上部の中央部には、複数のフレーム材によって直方体形状に形成された中間台23が載置される。上記した枠部材支持部12は、この中間台23の上面に設置される。即ち、枠部材支持部12は、中間台23を介在して昇降台22の上面に間接的に載置される構成である。昇降機構部21の底部の4隅には、それぞれ車輪21aが取り付けられている。また、昇降機構部21には、取手部21bが取り付けられている。
【0011】
昇降機構部21は、張力調整部13の外郭を構成するほぼ直方体形状の外枠部材13aの底部の中央部に嵌め込まれて固定される。この外枠部材13aも複数のフレーム材によって形成されており、そのうち、外枠部材13aの外縁部において上下方向に屈曲して延びる4隅のフレーム材13a1の上端部には、それぞれ、保持部固定用の固定機構部24が設けられている。
この固定機構部24は、本体部24aと固定部24bとを備える。本体部24aは、全体として直方体形状に長く形成されており、その長手方向が枠部材支持部12の中心部(2本のレール部17が交差する部分であり、換言すれば、枠部材支持部12に支持された枠部材Wの中心部)に向かうように配置されている。固定部24bは、本体部24a上を当該本体部24aの長手方向に沿ってスライド移動可能に設けられている。この固定部24bの位置(本体部24a上におけるスライド位置)は、位置固定用のレバー24cを回転させることによって固定可能に構成されている。
【0012】
上記のようにして網部材Aを保持した保持部11は、これら複数(この場合、4つ)の固定機構部24によって張力調整部13に固定される。この場合、各固定機構部24は、固定部24bのスライド位置を、固定する保持部11(上保持枠14および下保持枠15)の径寸法に応じて調整することで、異なる径寸法の保持部11を固定することが可能である。
このようにして保持部11が張力調整部13の固定機構部24に固定された状態では、その固定機構部24が外枠部材13a(張力調整部13の外郭)の外縁部、つまり、外枠部材13a(張力調整部13)の内側に配置される枠部材支持部12よりも外側に位置していることから、枠部材支持部12は、固定機構部24に固定された保持部11の内側に位置するようになる。そして、枠部材支持部12は、昇降機構部21が昇降台22を昇降させることに伴い、保持部11の内側において当該保持部11の軸方向(上下方向)に沿って往復移動可能な状態となる。
【0013】
次に、上記した構成の振動ふるい機の製造装置10によって、図示しない振動ふるい機の一部であるふるい枠Fを製造する場合の動作(ふるい枠Fひいては振動ふるい機の製造工程)について図3(a)〜(d)を参照しながら説明する。図3(a)は、保持部11を固定する固定工程を示し、図3(b)は、枠部材Wを網部材Aに接触させる接触工程を示し、図3(c)は、網部材Aの張力を調整する張力調整工程を示し、図3(d)は、網部材Aを切断することによりふるい枠Fを形成する仕上げ工程(切断工程)を示している。なお、これら図3(a)〜(d)において、張力調整部13、固定機構部24、昇降機構部21、昇降台22などの図示は省略する。
【0014】
即ち、図3(a)は、網部材Aを保持した保持部11を張力調整部13の固定機構部24に固定した状態を示しており、このとき、枠部材Wを支持した枠部材支持部12は、張力調整部13(固定機構部24)に保持部11を固定する前に、少なくとも固定機構部24よりも低い位置まで下降させておく。そして、枠部材支持部12に支持された枠部材Wのうち網部材Aに接触する部分(この場合、上面部)には、接着準備処理としてこの場合接着剤を塗布しておく。
【0015】
この図3(a)に示す状態から、張力調整部13の昇降機構部21によって昇降台22を上昇させ、これにより、枠部材支持部12に支持されている枠部材Wを保持部11の軸方向の一方である上方に移動させる。すると、図3(b)に示すように、やがて、枠部材Wの上面、つまり、接着剤が塗布された面が網部材Aの下面に接触するようになる。そして、さらに、張力調整部13の昇降機構部21によって、枠部材支持部12に支持されている枠部材Wを上方に移動させると、図3(c)に示すように、保持部11に保持されている網部材Aが、枠部材支持部12に支持されている枠部材Wとともに保持部11の軸方向の一方である上方に押し込まれるようになる。このとき、網部材Aは、枠部材Wが上方に移動することに伴い、その上昇方向(保持部11の軸方向の一方である上方)に徐々に引っ張られるようになり、従って、その上昇量を調整することで網部材Aの張力が調整されるようになる。
網部材Aに所望の張力が付与されたところで、その状態を、少なくとも接着剤が十分に乾いて網部材Aが枠部材Wに固定されるまで維持する。そして、図3(d)に示すように、網部材Aのうち枠部材Wよりも外側の部分を切断すると、枠部材Wに網部材Aが固定されたふるい枠Fが製造される。
【0016】
以上に説明したように本実施形態によれば、網状に形成された網部材Aを挟み込んで保持する保持部11の内側に、環状の枠部材Wを支持する枠部材支持部12を保持部11の軸方向へ往復移動可能に設けた。そして、保持部11に保持されている網部材Aを、張力調整部13の昇降機構部21によって、枠部材支持部12に支持されている枠部材Wとともに保持部11の軸方向の一方である上方へ押し込むことにより網部材Aの張力を調整するように構成した。即ち、保持部11に保持されている網部材Aと枠部材支持部12に支持されている枠部材Wとの相対的な位置関係を保持部11の軸方向に沿って調整することにより、網部材Aの張力を調整するように構成した。
【0017】
この構成によれば、保持部11に保持された網部材Aの張力は、張力調整部13が昇降機構部21によって当該網部材Aを枠部材支持部12に支持された枠部材Wとともに上方(保持部11の軸方向の一方)へ押し込むことにより調整される。即ち、網部材Aを挟み込んで保持する保持部11を外側に向かって、つまり、保持部11が網部材Aを挟む方向に直交する方向(この場合、水平方向)に向かって引っ張るのではなく、網部材Aを保持部11の軸方向、つまり、保持部11が網部材Aを挟む方向(この場合、上下方向)に沿って引き延ばすようにすることで、網部材Aの張力が調整されるようになる。従って、網部材Aに張力を調整するための大きな引っ張り力が作用したとしても、その引っ張り力の全部あるいは殆どが、保持部11が網部材Aを挟む方向に作用するようになるので、保持部11が当該網部材Aから外れ難くなる。これにより、例えば網部材Aが大きな保持力が要求される金属製の網部材であっても、大きな引っ張り力を付与して張力を調整することができるようになり、従って、網部材Aの材料に関わらず、つまり、網部材Aが例えばポリアミド樹脂などの樹脂製であってもステンレスなどの金属製であっても、所望の張力で網部材Aを枠部材Wに組み付けることができる。
【0018】
また、本実施形態によれば、張力調整部13は、枠部材支持部12に支持された枠部材Wのうち網部材Aに接触する部分(この場合、上面部)に接着準備処理を施した状態(この場合、接着剤を塗布した状態)で、昇降機構部21によって網部材Aを枠部材Wとともに上方(保持部11の軸方向の一方)へ押し込む。
この構成によれば、枠部材Wのうち網部材Aに接触する部分に接着剤が塗布されているので、網部材Aを枠部材Wとともに上方(保持部の軸方向の一方)へ押し込むだけで、網部材Aをその張力が調整された状態で枠部材Wに固定することができ、これにより、所望の張力で網部材Aが組み付けられたふるい枠Fを製造し易くすることができ、ひいては、このふるい枠Fを備える振動ふるい機を製造し易くすることができる。
【0019】
なお、本発明は、上述した一実施形態のみに限定されるものではなく、その要旨を逸脱しない範囲で種々の実施形態に適用可能であり、例えば、以下のように変形または拡張することができる。
中間台23の高さ寸法を適宜変更して設定することで、網部材Aを保持した保持部11に対する枠部材支持部12の往復移動範囲、換言すれば、この枠部材支持部12に支持された枠部材Wの往復移動範囲を適宜調整することができる。また、枠部材支持部12に支持された枠部材Wを、網部材Aを保持した保持部11よりも上方(軸方向の一方)に十分に上昇させることができるのであれば、中間台23を設置せずに枠部材支持部12を昇降台22の上面に直接的に載置する構成としてもよい。
【0020】
枠部材支持部12は、2本のレール部17を備える構成に限られるものではなく、例えば1本のレール部17を備える構成としてもよいし、3本以上のレール部17を備える構成としてもよい。
網部材Aを保持した保持部11よりも上方に張力調整部13を設置し、網部材Aを枠部材Wとともに下方(保持部の軸方向の他方)へ押し込むことにより網部材Aの張力を調整する構成としてもよい。
【0021】
張力調整部13は、油圧式リフトからなる昇降機構部21に限らず、例えば昇降台22自体を回転させることで昇降させる機構など、種々の昇降機構を採用することができる。要は、昇降台22を保持部11の軸方向に沿って往復移動させる機構であればよい。また、昇降機構部21は、電動式であってもよいし手動式であってもよい。
上保持枠14および下保持枠15は、断面矩形状に限られるものではなく、例えば断面円形状や断面楕円形状など種々の断面形状で構成することができる。また、上保持枠14および下保持枠15の何れか一方を断面矩形状に他方を断面円形状に構成することも可能である。要は、網部材Aを保持部11の軸方向に沿って挟み込むことができる形状であればよい。
【0022】
クランプ16は、例えばクリップなどで構成することもできる。要は、網部材Aを挟み込んだ上保持枠14および下保持枠15を、これら上保持枠14および下保持枠15が網部材Aを挟み込む方向に沿って挟持する構成であればよい。
枠部材W、換言すれば、製造装置10によって製造されるふるい枠Fは、円環状に限られるものではなく、環状であれば、例えば楕円環状や多角形環状に形成してもよい。この場合、枠部材Wの形状(製造したいふるい枠Fの形状)に合わせて、保持部11の形状も適宜変更可能である。また、保持部11は、環状である必要はなく、例えば、保持部を複数の保持用部品(クランプ状の部品)で構成し、網部材Aの外縁部の複数個所をそれら複数の保持部品によって部分的に保持する構成としてもよい。
【0023】
接着準備処理としては、接着剤を塗布する処理に限られるものではなく、例えば両面粘着テープなどを貼り付ける処理としてもよい。また、接着準備処理を行わず、網部材Aに所望の張力が付与されたところで、網部材Aを枠部材Wに固定してもよい。即ち、図3(a)に示す固定工程において枠部材Wのうち網部材Aに接触する部分に接着準備処理を施すことなく、枠部材Wを保持部11の軸方向に沿って移動させる。そして、網部材Aに所望の張力が付与されたところで、枠部材Wと網部材Aとが接触する部分を、例えば溶接、ろう付けなど種々の固定方法を用いて固定してもよい。
【符号の説明】
【0024】
図面中、10は振動ふるい機の製造装置、11は保持部、12は枠部材支持部、13は張力調整部を示す。
【技術分野】
【0001】
本発明は、振動ふるい機の製造装置に関する。
【背景技術】
【0002】
振動ふるい機は、駆動手段によって振動するふるい枠を備えている(例えば、特許文献1参照)。ふるい枠は、網部材を環状の枠部材に固定することによって構成されている。従来、この振動ふるい機に用いられるふるい枠では、網部材は、四方をクランプで保持し、このクランプを外側へ引っ張ることにより張力が調整されている。張力が調整された網部材は、例えば接着などによって枠部材に固定されている。
しかしながら、従来のように網部材をクランプで保持する場合、網部材は大きな力で保持することが難しい。これは、網部材として例えばポリアミド樹脂などの樹脂製のものを想定しているため、網部材の破損を招かない程度の保持力を設定しているためである。そのため、網部材を保持したクランプを外側へ引っ張ると、その引っ張り力が、クランプの外側に向かって、つまり、クランプが網部材を挟む方向に直交する方向に向かって作用することから、クランプが網部材から外れてしまう場合がある。従って、保持力を超える張力の設定が難しく、例えばステンレスなどのように網部材に大きな保持力が要求される金属製の網部材は組み付けることができないという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】実公平8−1025号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで、本発明の目的は、網部材の材料に関わらず、所望の張力で網部材が組み付けられる振動ふるい機の製造装置を提供することにある。
【課題を解決するための手段】
【0005】
請求項1の振動ふるい機の製造装置は、網状に形成された網部材を挟み込んで保持する保持部と、前記保持部の内側に前記保持部の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部と、前記保持部に保持されている前記網部材を、前記枠部材支持部に支持されている前記枠部材とともに前記保持部の軸方向の一方へ押し込むことにより前記網部材の張力を調整する張力調整部と、を備えることを特徴とする。
この構成によれば、保持部に保持された網部材の張力は、張力調整部が当該網部材を枠部材支持部に支持された枠部材とともに保持部の軸方向の一方へ押し込むことにより調整される。即ち、網部材を挟み込んで保持する保持部を外側に向かって、つまり、保持部が網部材を挟む方向に直交する方向に向かって引っ張るのではなく、網部材を保持部の軸方向、つまり、保持部が網部材を挟む方向に沿って引き延ばすようにすることで、網部材の張力が調整されるようになる。従って、網部材に張力を調整するための大きな引っ張り力が作用したとしても、その引っ張り力は保持部が網部材を挟む方向に作用するので、保持部が当該網部材から外れ難くなる。これにより、例えば網部材が大きな保持力が要求される金属製の網部材であっても、大きな引っ張り力を付与して張力を調整することができるようになり、従って、網部材の材料に関わらず、所望の張力で網部材を組み付けることができる。
【図面の簡単な説明】
【0006】
【図1】一実施形態による振動ふるい機の製造装置を示す概略斜視図
【図2】保持部を取り外した状態で示す振動ふるい機の製造装置の概略斜視図
【図3】振動ふるい機の製造装置の動作を説明するための図
【発明を実施するための形態】
【0007】
以下、本発明の一実施形態について図面を参照しながら説明する。
図1および図2に示すように、振動ふるい機の製造装置10(以下、単に製造装置10と称する)は、保持部11と、枠部材支持部12と、張力調整部13とを備えて構成されている。なお、この製造装置10は、図示しない振動ふるい機の構成要素の1つであるふるい枠F(図3(d)参照)を製造する装置、つまり、ふるい枠の製造装置として捉えることもできる。
保持部11は、上保持枠14と、下保持枠15と、クランプ16とを備えて構成されている。上保持枠14および下保持枠15は、何れも周方向に見た断面が矩形状の円環状に形成されており、保持部11の軸方向(この場合、上下方向)に相互に対向して重ね合わせられる。クランプ16は、下挟持アーム16aと、上挟持アーム16bと、保持力調整用の回転ピン16cとを備える。下挟持アーム16aは、上方に屈曲する先端部(自由端部)を有する。上挟持アーム16bは、下方に屈曲する先端部(自由端部)を有し、且つ、下挟持アーム16aのほぼ中央部に回動可能に設けられている。下挟持アーム16aの先端部と上挟持アーム16bの先端部とは相互に対向している。回転ピン16cは、その回転量に応じて、下挟持アーム16aに対する上挟持アーム16bの回動量を調整し、これにより、クランプ16の挟持力(上保持枠14および下保持枠15を保持部11の軸方向に沿って締め付ける力)を調整する。なお、図2では、クランプ16を透視状に示しており、内部の回動構造なども示している。
【0008】
このように構成された保持部11は、ふるい枠Fの一部であるふるい網を構成する網部材A(図3参照、多数の線材を編み込んで網状に形成された部材)を上保持枠14と下保持枠15との間に挟み込み、さらに、このように網部材Aを挟み込んだ上保持枠14および下保持枠15を複数のクランプ16によって締め付ける。これにより、保持部11は、網部材Aを保持部11の軸方向(この場合、上下方向)に挟み込んで保持する。なお、この保持部11による網部材Aの保持力は、クランプ16の回転ピン16cの回転量を調整することで適宜調整することが可能である。また、網部材Aを均等に保持すべく、複数のクランプ16は、保持部11の周方向において等間隔に配置することが好ましい。
【0009】
枠部材支持部12は、相互に直交して水平方向(保持部11の軸方向に直交する方向)に延びる2本のレール部17と、各レール部17の両端部にそれぞれ設けられたスライド部18とを備える。各スライド部18は、それぞれ、各レール部17上を当該レール部17が延びる方向に沿ってスライド移動可能に設けられている。また、各スライド部18は、その位置(レール部17上におけるスライド位置)を、それぞれストッパー19によって固定可能に構成されている。また、各スライド部18の先端部の上面には、それぞれ支持用金具20が取り付けられている。
このように構成された枠部材支持部12は、ふるい枠Fの一部である外枠を構成する環状の枠部材W(図3参照)を各支持用金具20に係止させることで支持する。この場合、枠部材支持部12は、支持用金具20を有する各スライド部18のスライド位置を、支持する枠部材Wの径寸法に応じて調整することで、異なる径寸法の枠部材Wを支持することが可能である。
【0010】
張力調整部13は、周知の油圧式リフトからなる昇降機構部21によって、矩形板状の昇降台22を昇降(保持部11の軸方向である上下方向に往復移動)させる構成である。その昇降台22の上部の中央部には、複数のフレーム材によって直方体形状に形成された中間台23が載置される。上記した枠部材支持部12は、この中間台23の上面に設置される。即ち、枠部材支持部12は、中間台23を介在して昇降台22の上面に間接的に載置される構成である。昇降機構部21の底部の4隅には、それぞれ車輪21aが取り付けられている。また、昇降機構部21には、取手部21bが取り付けられている。
【0011】
昇降機構部21は、張力調整部13の外郭を構成するほぼ直方体形状の外枠部材13aの底部の中央部に嵌め込まれて固定される。この外枠部材13aも複数のフレーム材によって形成されており、そのうち、外枠部材13aの外縁部において上下方向に屈曲して延びる4隅のフレーム材13a1の上端部には、それぞれ、保持部固定用の固定機構部24が設けられている。
この固定機構部24は、本体部24aと固定部24bとを備える。本体部24aは、全体として直方体形状に長く形成されており、その長手方向が枠部材支持部12の中心部(2本のレール部17が交差する部分であり、換言すれば、枠部材支持部12に支持された枠部材Wの中心部)に向かうように配置されている。固定部24bは、本体部24a上を当該本体部24aの長手方向に沿ってスライド移動可能に設けられている。この固定部24bの位置(本体部24a上におけるスライド位置)は、位置固定用のレバー24cを回転させることによって固定可能に構成されている。
【0012】
上記のようにして網部材Aを保持した保持部11は、これら複数(この場合、4つ)の固定機構部24によって張力調整部13に固定される。この場合、各固定機構部24は、固定部24bのスライド位置を、固定する保持部11(上保持枠14および下保持枠15)の径寸法に応じて調整することで、異なる径寸法の保持部11を固定することが可能である。
このようにして保持部11が張力調整部13の固定機構部24に固定された状態では、その固定機構部24が外枠部材13a(張力調整部13の外郭)の外縁部、つまり、外枠部材13a(張力調整部13)の内側に配置される枠部材支持部12よりも外側に位置していることから、枠部材支持部12は、固定機構部24に固定された保持部11の内側に位置するようになる。そして、枠部材支持部12は、昇降機構部21が昇降台22を昇降させることに伴い、保持部11の内側において当該保持部11の軸方向(上下方向)に沿って往復移動可能な状態となる。
【0013】
次に、上記した構成の振動ふるい機の製造装置10によって、図示しない振動ふるい機の一部であるふるい枠Fを製造する場合の動作(ふるい枠Fひいては振動ふるい機の製造工程)について図3(a)〜(d)を参照しながら説明する。図3(a)は、保持部11を固定する固定工程を示し、図3(b)は、枠部材Wを網部材Aに接触させる接触工程を示し、図3(c)は、網部材Aの張力を調整する張力調整工程を示し、図3(d)は、網部材Aを切断することによりふるい枠Fを形成する仕上げ工程(切断工程)を示している。なお、これら図3(a)〜(d)において、張力調整部13、固定機構部24、昇降機構部21、昇降台22などの図示は省略する。
【0014】
即ち、図3(a)は、網部材Aを保持した保持部11を張力調整部13の固定機構部24に固定した状態を示しており、このとき、枠部材Wを支持した枠部材支持部12は、張力調整部13(固定機構部24)に保持部11を固定する前に、少なくとも固定機構部24よりも低い位置まで下降させておく。そして、枠部材支持部12に支持された枠部材Wのうち網部材Aに接触する部分(この場合、上面部)には、接着準備処理としてこの場合接着剤を塗布しておく。
【0015】
この図3(a)に示す状態から、張力調整部13の昇降機構部21によって昇降台22を上昇させ、これにより、枠部材支持部12に支持されている枠部材Wを保持部11の軸方向の一方である上方に移動させる。すると、図3(b)に示すように、やがて、枠部材Wの上面、つまり、接着剤が塗布された面が網部材Aの下面に接触するようになる。そして、さらに、張力調整部13の昇降機構部21によって、枠部材支持部12に支持されている枠部材Wを上方に移動させると、図3(c)に示すように、保持部11に保持されている網部材Aが、枠部材支持部12に支持されている枠部材Wとともに保持部11の軸方向の一方である上方に押し込まれるようになる。このとき、網部材Aは、枠部材Wが上方に移動することに伴い、その上昇方向(保持部11の軸方向の一方である上方)に徐々に引っ張られるようになり、従って、その上昇量を調整することで網部材Aの張力が調整されるようになる。
網部材Aに所望の張力が付与されたところで、その状態を、少なくとも接着剤が十分に乾いて網部材Aが枠部材Wに固定されるまで維持する。そして、図3(d)に示すように、網部材Aのうち枠部材Wよりも外側の部分を切断すると、枠部材Wに網部材Aが固定されたふるい枠Fが製造される。
【0016】
以上に説明したように本実施形態によれば、網状に形成された網部材Aを挟み込んで保持する保持部11の内側に、環状の枠部材Wを支持する枠部材支持部12を保持部11の軸方向へ往復移動可能に設けた。そして、保持部11に保持されている網部材Aを、張力調整部13の昇降機構部21によって、枠部材支持部12に支持されている枠部材Wとともに保持部11の軸方向の一方である上方へ押し込むことにより網部材Aの張力を調整するように構成した。即ち、保持部11に保持されている網部材Aと枠部材支持部12に支持されている枠部材Wとの相対的な位置関係を保持部11の軸方向に沿って調整することにより、網部材Aの張力を調整するように構成した。
【0017】
この構成によれば、保持部11に保持された網部材Aの張力は、張力調整部13が昇降機構部21によって当該網部材Aを枠部材支持部12に支持された枠部材Wとともに上方(保持部11の軸方向の一方)へ押し込むことにより調整される。即ち、網部材Aを挟み込んで保持する保持部11を外側に向かって、つまり、保持部11が網部材Aを挟む方向に直交する方向(この場合、水平方向)に向かって引っ張るのではなく、網部材Aを保持部11の軸方向、つまり、保持部11が網部材Aを挟む方向(この場合、上下方向)に沿って引き延ばすようにすることで、網部材Aの張力が調整されるようになる。従って、網部材Aに張力を調整するための大きな引っ張り力が作用したとしても、その引っ張り力の全部あるいは殆どが、保持部11が網部材Aを挟む方向に作用するようになるので、保持部11が当該網部材Aから外れ難くなる。これにより、例えば網部材Aが大きな保持力が要求される金属製の網部材であっても、大きな引っ張り力を付与して張力を調整することができるようになり、従って、網部材Aの材料に関わらず、つまり、網部材Aが例えばポリアミド樹脂などの樹脂製であってもステンレスなどの金属製であっても、所望の張力で網部材Aを枠部材Wに組み付けることができる。
【0018】
また、本実施形態によれば、張力調整部13は、枠部材支持部12に支持された枠部材Wのうち網部材Aに接触する部分(この場合、上面部)に接着準備処理を施した状態(この場合、接着剤を塗布した状態)で、昇降機構部21によって網部材Aを枠部材Wとともに上方(保持部11の軸方向の一方)へ押し込む。
この構成によれば、枠部材Wのうち網部材Aに接触する部分に接着剤が塗布されているので、網部材Aを枠部材Wとともに上方(保持部の軸方向の一方)へ押し込むだけで、網部材Aをその張力が調整された状態で枠部材Wに固定することができ、これにより、所望の張力で網部材Aが組み付けられたふるい枠Fを製造し易くすることができ、ひいては、このふるい枠Fを備える振動ふるい機を製造し易くすることができる。
【0019】
なお、本発明は、上述した一実施形態のみに限定されるものではなく、その要旨を逸脱しない範囲で種々の実施形態に適用可能であり、例えば、以下のように変形または拡張することができる。
中間台23の高さ寸法を適宜変更して設定することで、網部材Aを保持した保持部11に対する枠部材支持部12の往復移動範囲、換言すれば、この枠部材支持部12に支持された枠部材Wの往復移動範囲を適宜調整することができる。また、枠部材支持部12に支持された枠部材Wを、網部材Aを保持した保持部11よりも上方(軸方向の一方)に十分に上昇させることができるのであれば、中間台23を設置せずに枠部材支持部12を昇降台22の上面に直接的に載置する構成としてもよい。
【0020】
枠部材支持部12は、2本のレール部17を備える構成に限られるものではなく、例えば1本のレール部17を備える構成としてもよいし、3本以上のレール部17を備える構成としてもよい。
網部材Aを保持した保持部11よりも上方に張力調整部13を設置し、網部材Aを枠部材Wとともに下方(保持部の軸方向の他方)へ押し込むことにより網部材Aの張力を調整する構成としてもよい。
【0021】
張力調整部13は、油圧式リフトからなる昇降機構部21に限らず、例えば昇降台22自体を回転させることで昇降させる機構など、種々の昇降機構を採用することができる。要は、昇降台22を保持部11の軸方向に沿って往復移動させる機構であればよい。また、昇降機構部21は、電動式であってもよいし手動式であってもよい。
上保持枠14および下保持枠15は、断面矩形状に限られるものではなく、例えば断面円形状や断面楕円形状など種々の断面形状で構成することができる。また、上保持枠14および下保持枠15の何れか一方を断面矩形状に他方を断面円形状に構成することも可能である。要は、網部材Aを保持部11の軸方向に沿って挟み込むことができる形状であればよい。
【0022】
クランプ16は、例えばクリップなどで構成することもできる。要は、網部材Aを挟み込んだ上保持枠14および下保持枠15を、これら上保持枠14および下保持枠15が網部材Aを挟み込む方向に沿って挟持する構成であればよい。
枠部材W、換言すれば、製造装置10によって製造されるふるい枠Fは、円環状に限られるものではなく、環状であれば、例えば楕円環状や多角形環状に形成してもよい。この場合、枠部材Wの形状(製造したいふるい枠Fの形状)に合わせて、保持部11の形状も適宜変更可能である。また、保持部11は、環状である必要はなく、例えば、保持部を複数の保持用部品(クランプ状の部品)で構成し、網部材Aの外縁部の複数個所をそれら複数の保持部品によって部分的に保持する構成としてもよい。
【0023】
接着準備処理としては、接着剤を塗布する処理に限られるものではなく、例えば両面粘着テープなどを貼り付ける処理としてもよい。また、接着準備処理を行わず、網部材Aに所望の張力が付与されたところで、網部材Aを枠部材Wに固定してもよい。即ち、図3(a)に示す固定工程において枠部材Wのうち網部材Aに接触する部分に接着準備処理を施すことなく、枠部材Wを保持部11の軸方向に沿って移動させる。そして、網部材Aに所望の張力が付与されたところで、枠部材Wと網部材Aとが接触する部分を、例えば溶接、ろう付けなど種々の固定方法を用いて固定してもよい。
【符号の説明】
【0024】
図面中、10は振動ふるい機の製造装置、11は保持部、12は枠部材支持部、13は張力調整部を示す。
【特許請求の範囲】
【請求項1】
網状に形成された網部材を挟み込んで保持する保持部と、
前記保持部の内側に前記保持部の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部と、
前記保持部に保持されている前記網部材を、前記枠部材支持部に支持されている前記枠部材とともに前記保持部の軸方向の一方へ押し込むことにより前記網部材の張力を調整する張力調整部と、
を備える振動ふるい機の製造装置。
【請求項1】
網状に形成された網部材を挟み込んで保持する保持部と、
前記保持部の内側に前記保持部の軸方向へ往復移動可能に設けられ、環状の枠部材を支持する枠部材支持部と、
前記保持部に保持されている前記網部材を、前記枠部材支持部に支持されている前記枠部材とともに前記保持部の軸方向の一方へ押し込むことにより前記網部材の張力を調整する張力調整部と、
を備える振動ふるい機の製造装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−6139(P2013−6139A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−139429(P2011−139429)
【出願日】平成23年6月23日(2011.6.23)
【出願人】(591006520)株式会社興和工業所 (34)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月23日(2011.6.23)
【出願人】(591006520)株式会社興和工業所 (34)
【Fターム(参考)】
[ Back to top ]