
振動式部品供給装置
【課題】部品を順次所定の姿勢に整列させつつ順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供すること。
【解決手段】各部品5は振動体の振動駆動源の駆動によりボウルフィーダ2を介して直進フィーダ3のシュート8の排出端に形成された部品取出部8Aまで順次搬送され、部品取出部8Aから落下した部品5はその後壁5Cに開設された挿通孔5E内に挿通ピン25により挿通されて回収される。この部品取出部8Aを通過した部品5を定数検知センサ27が検知する毎に、カウンタ29が10個を計数すると、制御装置15は前記振動駆動源の駆動を停止させると共に定数遮断シリンダ17を作動させてそのロッドを伸張して直進フィーダ3への部品5の移動を阻止し、また前記回収装置18の駆動モータ19を駆動させて前記回転板24を90度回転させるように制御する。
【解決手段】各部品5は振動体の振動駆動源の駆動によりボウルフィーダ2を介して直進フィーダ3のシュート8の排出端に形成された部品取出部8Aまで順次搬送され、部品取出部8Aから落下した部品5はその後壁5Cに開設された挿通孔5E内に挿通ピン25により挿通されて回収される。この部品取出部8Aを通過した部品5を定数検知センサ27が検知する毎に、カウンタ29が10個を計数すると、制御装置15は前記振動駆動源の駆動を停止させると共に定数遮断シリンダ17を作動させてそのロッドを伸張して直進フィーダ3への部品5の移動を阻止し、また前記回収装置18の駆動モータ19を駆動させて前記回転板24を90度回転させるように制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、搬送路を振動させて、その振動により部品を搬送しながら所定の姿勢に整列させて次工程に搬送供給する振動式部品供給装置に関するものである。
【背景技術】
【0002】
この種の振動式部品供給装置は、特許文献1に開示されている。そして、部品によっては、所定の姿勢に整列させつつ、順次搬送供給し、しかもこの前記部品を複数個まとめた状態にした後、例えば運搬具や収納箱内などに収納・保管することが必要な場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−96559号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで本発明は、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
このため第1の発明は、振動駆動源を備えた振動体により搬送路を振動させて、その振動によりボウルフィーダ内の部品を搬送しながら所定の姿勢に整列させて順次搬送し、前記ボウルフィーダの排出端に接続する取出フィーダに導いて供給する振動式部品供給装置において、
前記取出しフィーダの排出端より供給される前記部品に開設された挿通孔に順次挿通する複数の挿通ピンが所定角度毎に設けられて回転駆動源により間欠回転する回転体と、
前記取出しフィーダより供給される前記部品を検知する検知装置と、
この検知装置が前記部品を検知した個数を計数するカウンタと、
このカウンタが所定数を計数した際に、前記振動体による前記搬送路の振動を停止するように前記振動駆動源を制御すると共に前記回転体を前記所定角度分間欠回転させるように前記回転駆動源を制御する制御装置とを設けたことを特徴とする。
【0006】
第2の発明は、第1の発明において、前記搬送路又は取出しフィーダ上の前記部品の移動を阻止できる阻止体を設け、前記カウンタが前記所定数を計数した際に、前記制御装置が前記阻止体により前記部品の移動を阻止するように制御することを特徴とする。
【発明の効果】
【0007】
本発明によれば、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することができる。
【図面の簡単な説明】
【0008】
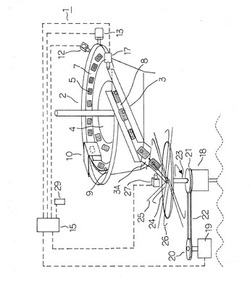
【図1】振動式部品供給装置の概略斜視図である。
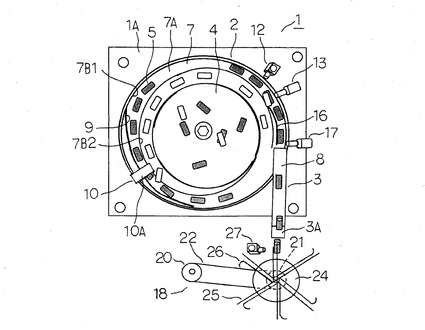
【図2】振動式部品供給装置の概略平面図である。
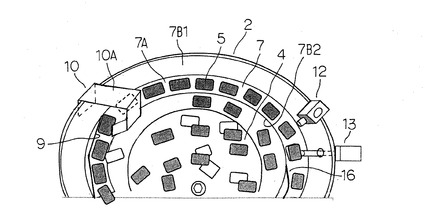
【図3】振動式部品供給装置要部の概略斜視図である。
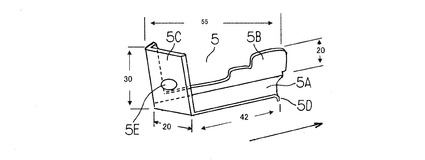
【図4】部品の斜視図である。
【図5】振動式部品供給装置要部の概略斜視図である。
【図6】搬送方向が異常な例を示し、搬送方向が逆な状態の部品の斜視図である。
【図7】搬送方向が異常な例を示し、搬送方向が斜め状態の部品の斜視図である。
【図8】搬送方向が異常な例を示し、寝ている状態の部品の斜視図である。
【図9】部品が重なって搬送される状態を示す振動式部品供給装置要部の概略斜視図である。
【発明を実施するための形態】
【0009】
以下、図1乃至図9に基づき、搬送路を振動させて、その振動により部品を搬送しながら所定の姿勢に整列させて搬送供給すると共に、前記部品を複数個まとめた状態にし、その後の前記部品の収納・保管の便宜を図れる振動式部品供給装置の実施形態を説明する。
【0010】
この振動式部品供給装置1は、ボウルフィーダ2の排出端に縦断面がコ字形状を呈して下方に傾斜させた直進フィーダ(取出しフィーダ)3を接続して(連通させて)固定した振動フィーダを基台1A上に設け、この基台1Aに取り付けられた振動駆動源を備えた振動体によりこの振動フィーダの搬送路を振動させて、この振動によりボウルフィーダ2のボウル4底部に投入した部品5を所定の姿勢に整列させて、直進フィーダ3のシュート8の排出端に下方に傾斜させた部品取出部8Aまで順次搬送させながら、例えば10個単位でまとめ、このまとめられた部品5の収納・保管の便宜に供するものである。なお、前記ボウル4の底部は中心が高く、同心円状に外方へ向けて低く傾斜している。
【0011】
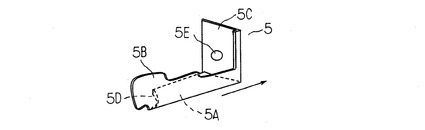
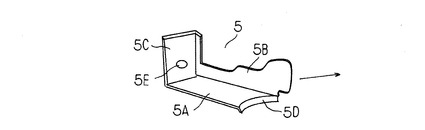
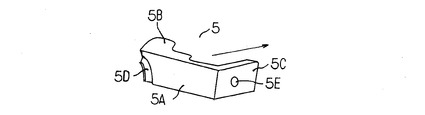
この整列供給の対象とする部品5は、少なくとも搬送路上を移動する際の進行方向について方向性のある部品であって、図4に示す矢印方向が正規の進行方向で、大きく分けて、平面状の底壁5Aと、この底壁5Aに対して垂直に立ち上がった側壁5Bと、前記底壁5Aに対して少し傾斜した後壁5Cとから構成される。そして、前記底壁5Aの進行方向の前端部は下方に折り曲げられた垂直片5Dが形成され、また前記後壁5Cには後述する挿通孔5Eが開設されている。この部品5は、図4に示すような各寸法(単位はミリ・メートル)を有し、例えば一の部品に溶接されるブラケットであるが、図示されたような形状に限られない。
【0012】
前記ボウルフィーダ2は、前記ボウル4の外側にその底部から螺旋状に上昇する搬送路としてのトラック7が形成されており、このトラック7の最上部の排出端が、直進フィーダ3の搬送路を形成する前記シュート8の供給端に接続されている。即ち、前記ボウル4底部に投入された前記部品5が徐々に前記トラック7上を搬送され、このトラック7最上部の排出端から前記直進フィーダ3の前記シュート8の供給端に乗り移るようになっている。
【0013】
そして、9は最上段の前記トラック7を形成する底壁7Aに固定された第1規制片で、前記トラック7の前記部品5の搬送幅をトラック7の周側壁7B1側から内側へ張り出して1個のみ通過できるように狭めて、この部品5を1個ずつ長手方向が進行方向となるように整列させて移動するようにしている。この場合、隣り合って2個の部品5が搬送しようとする場合は、内側の前記部品5はボウル4の底面上に落下することとなる。
【0014】
また、前記部品5の幅は20mmで第1規制片9により狭められた最少の搬送路幅は15mmであるので、前記第1規制片9により1個ずつ搬送されるように整列されても、図5に示す前記後壁5Cが上流に位置する進行方向が正常の場合には、この部品5の側壁5Bがトラック7の周側壁7B1側にあり重心が外側に位置して、前記搬送路の幅が前記後壁5Cの搬送方向と直交する方向の幅が小さくともボウル4の底面上に落下することがないが、図6に示す前記後壁5Cが下流に位置する進行方向(矢印方向)が異常の場合には、この部品5の側壁5Bがボウル4側にあり重心が内側に位置して、前記搬送路の幅が前記後壁5Cの搬送方向と直交する方向の幅が小さいとボウル4の底面上に落下することとなる。
【0015】
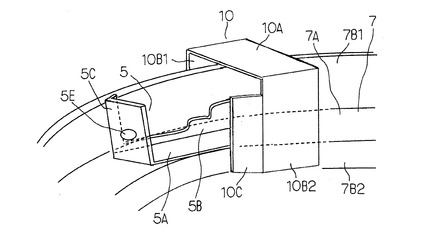
そして、前記第1規制片9の長さのほぼ中央位置において、この第1規制片9により狭められた搬送路上を移動する部品5が正常でない向きの場合に、前記ボウル4に落下させる第2規制片10が設けられる。即ち、この第2規制片10は概ね縦断面がコ字形状を呈して、上側片10Aと両側片10B1、10B2とを備え、外側片10B1は最上段のトラック7の周側壁7Bの外側に固定されると共に内側片10B2が次段のトラック7の周側壁7B2に固定され、また前記内側片10B2の後端にはその後端に向かうに従って内方へ向けて傾斜した整列片10Cが設けられる。
【0016】
即ち、前記後壁5Cが下流に位置する進行方向が正常であっても、図7に示すように、進行方向(矢印方向)に対して前方がボウル4方向に傾いている場合には、前記搬送路上を移動する幅が大きくなっている状態では前記部品5の前部が前記整列片10Cに当接し、ボウル4の底面上に落下することとなる。また、図8に示すように、前記部品5が側壁5Bを下にして寝た状態の場合にも、前記搬送路上を矢印方向に移動する幅が大きくなっている状態では前記部品5の前部が前記整列片10Cに当接してボウル4の底面上に落下することとなる。
【0017】
また、前記第1規制片9とは所定の間隔を存して、例えば光反射型センサで構成された重ね検知装置11が配設され、前記部品5が2枚重ねの状態で搬送されると、その分だけ上段の部品5の上端位置が高いレベルとなるので、発光した光が上段の部品5に当たって反射して、その反射光を受光することとなるので、前記部品5の2枚重ねの状態を検知できる。
【0018】
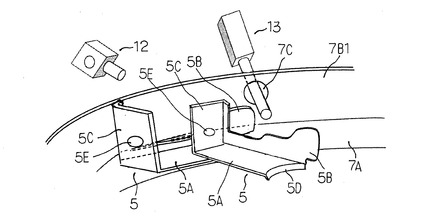
13はエアシリンダで構成された排除シリンダで、前記重ね検知装置11が前記部品5の2枚重ね状態を検知した際に、この重ね検知装置11からの検知信号を受けた制御装置15が作動指示信号を発するが、図9に示すように、この作動指示信号を前記排除シリンダ13が受けるとそのロッドを周側壁7B1に開設した挿通孔7Cを介して伸張して、前記部品の行く手を阻止すると共に前記部品5をボウル4の底面上に落下させる。このように落下させた後、前記制御装置15は再び排除シリンダ13を作動させて、そのロッドを収縮させる。
【0019】
なお、前記排除シリンダ13に代えて、他の排除装置、例えば電磁ソレイドやエアー吹出し装置などで構成してもよい。また、前記制御装置15は、マイクロコンピュータなどで構成してもよい。
【0020】
そして、この排除シリンダ13が配設された位置より下流位置において、前記トラック7の前記部品5の搬送幅を1個のみ通過できるように狭める第3規制片16が配設され、この第3規制片16の上流端部にはエアシリンダからか構成される後述する阻止体としての定数遮断シリンダ17が配設される。
【0021】
なお、本実施形態では、この定数遮断シリンダ17は前記直進フィーダ3の上流位置に配設するが、この直進フィーダ3の途中に設けてもよい。なお、前記定数遮断シリンダ17に代えて、他の阻止体、例えば電磁ソレイドなどで構成してもよい。
【0022】
そして、ボウルフィーダ2の排出端に接続された直進フィーダ3のシュート8の排出端に形成された下方に傾斜せる部品取出部8Aまで順次搬送させるが、この部品取出部8Aを通過した部品5を、例えば10個単位でまとめて回収する回収装置18について、以下説明する。
【0023】
19は駆動モータで、その出力軸に固定された駆動プーリ20と従動プーリ21との間にはベルト22が張架されている。そして、前記従動プーリ21の回転軸23上部が回転板24の中心孔に嵌合して固定され、この回転板24より突出した回転軸23上端には90度毎に、挿通ピン25及びこの挿通ピン25と少し離れた位置にその先端が前記挿通ピン25より離れるように折り曲げられた部品5のガイドピン26が4本固定されている。前記回転板24と回転軸23とが、回転体としての機能を有する。
【0024】
なお、前記挿通ピン25及び前記ガイドピン26を90度間隔でそれぞれ4本設けたが、例えば60度毎に6本設けたりしてもよく、必要に応じてその数は変更できる。更に、前記ガイドピン26は各部品5が重なるように案内するものであるが、部品の形状によっては必ずしも、必要ない。
【0025】
そして、前記シュート8の部品取出部8Aの排出端部には所定の前記挿通ピン25が臨んで位置され、前記部品5が前記シュート8上を移動しながら部品取出部8Aまで到達して、この部品取出部8Aから落下した部品5はその前記後壁5Cに開設された前記挿通孔5E内に前記挿通ピン25により挿通されて、前記ガイドピン26に案内されながら順次回収装置18に回収されることとなる。
【0026】
また、前記部品5が前記部品取出部8Aを通過した際に、その部品5を検知する、例えば光反射型センサである定数検知センサ27が配設される。この場合、定数検知センサ27が前記部品5を検知する毎に、カウンタ29が1インクリメントとして10個を計数すると、前記制御装置15は前記振動体の振動駆動源の駆動を停止させると共に前記定数遮断シリンダ17を作動させてそのロッドを伸張して前記搬送路を遮断して前記直進フィーダ3への前記部品5の移動を阻止し、また前記回収装置18の駆動モータ19を駆動させて前記回転板24を90度回転させるように制御する。
【0027】
なお、前記カウンタ29は加算カウンタであるが、減算カウンタで構成してもよい。また、このカウンタをプログラムを組むことによりソウトで、構成してもよい。
【0028】
この場合、前記振動体の振動駆動源の駆動を停止することにより、11個目の部品5の回収動作は停止することとなるが、前記定数遮断シリンダ17を作動させることにより前記直進フィーダ3への前記部品5の移動を阻止することによって、より確実に11個目の部品5の回収がなされないこととなる。
【0029】
なお、定数検知装置として、前記定数検知センサ27を設けたが、このセンサを1個設けたが、2個以上設けてもよい。この2個以上設けた場合には、少なくとも1個のセンサが検知したら、前記カウンタ29が部品5を1個検知するように計数することとなる。
【0030】
そして、この回転板24の90度の間欠回転を終えると、前記制御装置15は再び前記振動体の振動駆動源の駆動を開始させると共に前記定数遮断シリンダ17を作動させて前記ロッドを収縮させて前記直進フィーダ3への前記部品5の移動の阻止を解除する。
【0031】
従って、前述したように、順次前記回収装置18により、前記部品5を、例えば10個ずつ各挿通ピン25に収納できるので、作業者はこのまとめられた10個の部品5を回収装置18より取出して、例えば運搬具や収納箱などに10個単位で、収納・保管することができるものである。そして、前記収納箱などから部品5を取出して、前記一の部品に溶接して取り付ける。
【0032】
以上、説明したように、本実施形態によれば、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することができる。
【0033】
以上本発明の実施態様について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
【符号の説明】
【0034】
1 振動式部品供給装置
2 ボウルフィーダ
3 直進フィーダ(取出しフィーダ)
4 ボウル
5 部品
5E 挿通孔
8 シュート
15 制御装置
17 定数遮断シリンダ
18 回収装置
19 駆動モータ
24 回転板
25 挿通ピン
27 定数検知センサ
29 カウンタ
【技術分野】
【0001】
本発明は、搬送路を振動させて、その振動により部品を搬送しながら所定の姿勢に整列させて次工程に搬送供給する振動式部品供給装置に関するものである。
【背景技術】
【0002】
この種の振動式部品供給装置は、特許文献1に開示されている。そして、部品によっては、所定の姿勢に整列させつつ、順次搬送供給し、しかもこの前記部品を複数個まとめた状態にした後、例えば運搬具や収納箱内などに収納・保管することが必要な場合がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2009−96559号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そこで本発明は、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
このため第1の発明は、振動駆動源を備えた振動体により搬送路を振動させて、その振動によりボウルフィーダ内の部品を搬送しながら所定の姿勢に整列させて順次搬送し、前記ボウルフィーダの排出端に接続する取出フィーダに導いて供給する振動式部品供給装置において、
前記取出しフィーダの排出端より供給される前記部品に開設された挿通孔に順次挿通する複数の挿通ピンが所定角度毎に設けられて回転駆動源により間欠回転する回転体と、
前記取出しフィーダより供給される前記部品を検知する検知装置と、
この検知装置が前記部品を検知した個数を計数するカウンタと、
このカウンタが所定数を計数した際に、前記振動体による前記搬送路の振動を停止するように前記振動駆動源を制御すると共に前記回転体を前記所定角度分間欠回転させるように前記回転駆動源を制御する制御装置とを設けたことを特徴とする。
【0006】
第2の発明は、第1の発明において、前記搬送路又は取出しフィーダ上の前記部品の移動を阻止できる阻止体を設け、前記カウンタが前記所定数を計数した際に、前記制御装置が前記阻止体により前記部品の移動を阻止するように制御することを特徴とする。
【発明の効果】
【0007】
本発明によれば、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することができる。
【図面の簡単な説明】
【0008】
【図1】振動式部品供給装置の概略斜視図である。
【図2】振動式部品供給装置の概略平面図である。
【図3】振動式部品供給装置要部の概略斜視図である。
【図4】部品の斜視図である。
【図5】振動式部品供給装置要部の概略斜視図である。
【図6】搬送方向が異常な例を示し、搬送方向が逆な状態の部品の斜視図である。
【図7】搬送方向が異常な例を示し、搬送方向が斜め状態の部品の斜視図である。
【図8】搬送方向が異常な例を示し、寝ている状態の部品の斜視図である。
【図9】部品が重なって搬送される状態を示す振動式部品供給装置要部の概略斜視図である。
【発明を実施するための形態】
【0009】
以下、図1乃至図9に基づき、搬送路を振動させて、その振動により部品を搬送しながら所定の姿勢に整列させて搬送供給すると共に、前記部品を複数個まとめた状態にし、その後の前記部品の収納・保管の便宜を図れる振動式部品供給装置の実施形態を説明する。
【0010】
この振動式部品供給装置1は、ボウルフィーダ2の排出端に縦断面がコ字形状を呈して下方に傾斜させた直進フィーダ(取出しフィーダ)3を接続して(連通させて)固定した振動フィーダを基台1A上に設け、この基台1Aに取り付けられた振動駆動源を備えた振動体によりこの振動フィーダの搬送路を振動させて、この振動によりボウルフィーダ2のボウル4底部に投入した部品5を所定の姿勢に整列させて、直進フィーダ3のシュート8の排出端に下方に傾斜させた部品取出部8Aまで順次搬送させながら、例えば10個単位でまとめ、このまとめられた部品5の収納・保管の便宜に供するものである。なお、前記ボウル4の底部は中心が高く、同心円状に外方へ向けて低く傾斜している。
【0011】
この整列供給の対象とする部品5は、少なくとも搬送路上を移動する際の進行方向について方向性のある部品であって、図4に示す矢印方向が正規の進行方向で、大きく分けて、平面状の底壁5Aと、この底壁5Aに対して垂直に立ち上がった側壁5Bと、前記底壁5Aに対して少し傾斜した後壁5Cとから構成される。そして、前記底壁5Aの進行方向の前端部は下方に折り曲げられた垂直片5Dが形成され、また前記後壁5Cには後述する挿通孔5Eが開設されている。この部品5は、図4に示すような各寸法(単位はミリ・メートル)を有し、例えば一の部品に溶接されるブラケットであるが、図示されたような形状に限られない。
【0012】
前記ボウルフィーダ2は、前記ボウル4の外側にその底部から螺旋状に上昇する搬送路としてのトラック7が形成されており、このトラック7の最上部の排出端が、直進フィーダ3の搬送路を形成する前記シュート8の供給端に接続されている。即ち、前記ボウル4底部に投入された前記部品5が徐々に前記トラック7上を搬送され、このトラック7最上部の排出端から前記直進フィーダ3の前記シュート8の供給端に乗り移るようになっている。
【0013】
そして、9は最上段の前記トラック7を形成する底壁7Aに固定された第1規制片で、前記トラック7の前記部品5の搬送幅をトラック7の周側壁7B1側から内側へ張り出して1個のみ通過できるように狭めて、この部品5を1個ずつ長手方向が進行方向となるように整列させて移動するようにしている。この場合、隣り合って2個の部品5が搬送しようとする場合は、内側の前記部品5はボウル4の底面上に落下することとなる。
【0014】
また、前記部品5の幅は20mmで第1規制片9により狭められた最少の搬送路幅は15mmであるので、前記第1規制片9により1個ずつ搬送されるように整列されても、図5に示す前記後壁5Cが上流に位置する進行方向が正常の場合には、この部品5の側壁5Bがトラック7の周側壁7B1側にあり重心が外側に位置して、前記搬送路の幅が前記後壁5Cの搬送方向と直交する方向の幅が小さくともボウル4の底面上に落下することがないが、図6に示す前記後壁5Cが下流に位置する進行方向(矢印方向)が異常の場合には、この部品5の側壁5Bがボウル4側にあり重心が内側に位置して、前記搬送路の幅が前記後壁5Cの搬送方向と直交する方向の幅が小さいとボウル4の底面上に落下することとなる。
【0015】
そして、前記第1規制片9の長さのほぼ中央位置において、この第1規制片9により狭められた搬送路上を移動する部品5が正常でない向きの場合に、前記ボウル4に落下させる第2規制片10が設けられる。即ち、この第2規制片10は概ね縦断面がコ字形状を呈して、上側片10Aと両側片10B1、10B2とを備え、外側片10B1は最上段のトラック7の周側壁7Bの外側に固定されると共に内側片10B2が次段のトラック7の周側壁7B2に固定され、また前記内側片10B2の後端にはその後端に向かうに従って内方へ向けて傾斜した整列片10Cが設けられる。
【0016】
即ち、前記後壁5Cが下流に位置する進行方向が正常であっても、図7に示すように、進行方向(矢印方向)に対して前方がボウル4方向に傾いている場合には、前記搬送路上を移動する幅が大きくなっている状態では前記部品5の前部が前記整列片10Cに当接し、ボウル4の底面上に落下することとなる。また、図8に示すように、前記部品5が側壁5Bを下にして寝た状態の場合にも、前記搬送路上を矢印方向に移動する幅が大きくなっている状態では前記部品5の前部が前記整列片10Cに当接してボウル4の底面上に落下することとなる。
【0017】
また、前記第1規制片9とは所定の間隔を存して、例えば光反射型センサで構成された重ね検知装置11が配設され、前記部品5が2枚重ねの状態で搬送されると、その分だけ上段の部品5の上端位置が高いレベルとなるので、発光した光が上段の部品5に当たって反射して、その反射光を受光することとなるので、前記部品5の2枚重ねの状態を検知できる。
【0018】
13はエアシリンダで構成された排除シリンダで、前記重ね検知装置11が前記部品5の2枚重ね状態を検知した際に、この重ね検知装置11からの検知信号を受けた制御装置15が作動指示信号を発するが、図9に示すように、この作動指示信号を前記排除シリンダ13が受けるとそのロッドを周側壁7B1に開設した挿通孔7Cを介して伸張して、前記部品の行く手を阻止すると共に前記部品5をボウル4の底面上に落下させる。このように落下させた後、前記制御装置15は再び排除シリンダ13を作動させて、そのロッドを収縮させる。
【0019】
なお、前記排除シリンダ13に代えて、他の排除装置、例えば電磁ソレイドやエアー吹出し装置などで構成してもよい。また、前記制御装置15は、マイクロコンピュータなどで構成してもよい。
【0020】
そして、この排除シリンダ13が配設された位置より下流位置において、前記トラック7の前記部品5の搬送幅を1個のみ通過できるように狭める第3規制片16が配設され、この第3規制片16の上流端部にはエアシリンダからか構成される後述する阻止体としての定数遮断シリンダ17が配設される。
【0021】
なお、本実施形態では、この定数遮断シリンダ17は前記直進フィーダ3の上流位置に配設するが、この直進フィーダ3の途中に設けてもよい。なお、前記定数遮断シリンダ17に代えて、他の阻止体、例えば電磁ソレイドなどで構成してもよい。
【0022】
そして、ボウルフィーダ2の排出端に接続された直進フィーダ3のシュート8の排出端に形成された下方に傾斜せる部品取出部8Aまで順次搬送させるが、この部品取出部8Aを通過した部品5を、例えば10個単位でまとめて回収する回収装置18について、以下説明する。
【0023】
19は駆動モータで、その出力軸に固定された駆動プーリ20と従動プーリ21との間にはベルト22が張架されている。そして、前記従動プーリ21の回転軸23上部が回転板24の中心孔に嵌合して固定され、この回転板24より突出した回転軸23上端には90度毎に、挿通ピン25及びこの挿通ピン25と少し離れた位置にその先端が前記挿通ピン25より離れるように折り曲げられた部品5のガイドピン26が4本固定されている。前記回転板24と回転軸23とが、回転体としての機能を有する。
【0024】
なお、前記挿通ピン25及び前記ガイドピン26を90度間隔でそれぞれ4本設けたが、例えば60度毎に6本設けたりしてもよく、必要に応じてその数は変更できる。更に、前記ガイドピン26は各部品5が重なるように案内するものであるが、部品の形状によっては必ずしも、必要ない。
【0025】
そして、前記シュート8の部品取出部8Aの排出端部には所定の前記挿通ピン25が臨んで位置され、前記部品5が前記シュート8上を移動しながら部品取出部8Aまで到達して、この部品取出部8Aから落下した部品5はその前記後壁5Cに開設された前記挿通孔5E内に前記挿通ピン25により挿通されて、前記ガイドピン26に案内されながら順次回収装置18に回収されることとなる。
【0026】
また、前記部品5が前記部品取出部8Aを通過した際に、その部品5を検知する、例えば光反射型センサである定数検知センサ27が配設される。この場合、定数検知センサ27が前記部品5を検知する毎に、カウンタ29が1インクリメントとして10個を計数すると、前記制御装置15は前記振動体の振動駆動源の駆動を停止させると共に前記定数遮断シリンダ17を作動させてそのロッドを伸張して前記搬送路を遮断して前記直進フィーダ3への前記部品5の移動を阻止し、また前記回収装置18の駆動モータ19を駆動させて前記回転板24を90度回転させるように制御する。
【0027】
なお、前記カウンタ29は加算カウンタであるが、減算カウンタで構成してもよい。また、このカウンタをプログラムを組むことによりソウトで、構成してもよい。
【0028】
この場合、前記振動体の振動駆動源の駆動を停止することにより、11個目の部品5の回収動作は停止することとなるが、前記定数遮断シリンダ17を作動させることにより前記直進フィーダ3への前記部品5の移動を阻止することによって、より確実に11個目の部品5の回収がなされないこととなる。
【0029】
なお、定数検知装置として、前記定数検知センサ27を設けたが、このセンサを1個設けたが、2個以上設けてもよい。この2個以上設けた場合には、少なくとも1個のセンサが検知したら、前記カウンタ29が部品5を1個検知するように計数することとなる。
【0030】
そして、この回転板24の90度の間欠回転を終えると、前記制御装置15は再び前記振動体の振動駆動源の駆動を開始させると共に前記定数遮断シリンダ17を作動させて前記ロッドを収縮させて前記直進フィーダ3への前記部品5の移動の阻止を解除する。
【0031】
従って、前述したように、順次前記回収装置18により、前記部品5を、例えば10個ずつ各挿通ピン25に収納できるので、作業者はこのまとめられた10個の部品5を回収装置18より取出して、例えば運搬具や収納箱などに10個単位で、収納・保管することができるものである。そして、前記収納箱などから部品5を取出して、前記一の部品に溶接して取り付ける。
【0032】
以上、説明したように、本実施形態によれば、部品を順次所定の姿勢に整列させつつ、順次搬送供給し、前記部品を複数個単位で収納・保管する際の便宜を図ることができる振動式部品供給装置を提供することができる。
【0033】
以上本発明の実施態様について説明したが、上述の説明に基づいて当業者にとって種々の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々の代替例、修正又は変形を包含するものである。
【符号の説明】
【0034】
1 振動式部品供給装置
2 ボウルフィーダ
3 直進フィーダ(取出しフィーダ)
4 ボウル
5 部品
5E 挿通孔
8 シュート
15 制御装置
17 定数遮断シリンダ
18 回収装置
19 駆動モータ
24 回転板
25 挿通ピン
27 定数検知センサ
29 カウンタ
【特許請求の範囲】
【請求項1】
振動駆動源を備えた振動体により搬送路を振動させて、その振動によりボウルフィーダ内の部品を搬送しながら所定の姿勢に整列させて順次搬送し、前記ボウルフィーダの排出端に接続する取出フィーダに導いて供給する振動式部品供給装置において、
前記取出しフィーダの排出端より供給される前記部品に開設された挿通孔に順次挿通する複数の挿通ピンが所定角度毎に設けられて回転駆動源により間欠回転する回転体と、
前記取出しフィーダより供給される前記部品を検知する検知装置と、
この検知装置が前記部品を検知した個数を計数するカウンタと、
このカウンタが所定数を計数した際に、前記振動体による前記搬送路の振動を停止するように前記振動駆動源を制御すると共に前記回転体を前記所定角度分間欠回転させるように前記回転駆動源を制御する制御装置とを設けたことを特徴とする振動式部品供給装置。
【請求項2】
前記搬送路又は取出しフィーダ上の前記部品の移動を阻止できる阻止体を設け、前記カウンタが前記所定数を計数した際に、前記制御装置が前記阻止体により前記部品の移動を阻止するように制御することを特徴とする請求項1に記載の振動式部品供給装置。
【請求項1】
振動駆動源を備えた振動体により搬送路を振動させて、その振動によりボウルフィーダ内の部品を搬送しながら所定の姿勢に整列させて順次搬送し、前記ボウルフィーダの排出端に接続する取出フィーダに導いて供給する振動式部品供給装置において、
前記取出しフィーダの排出端より供給される前記部品に開設された挿通孔に順次挿通する複数の挿通ピンが所定角度毎に設けられて回転駆動源により間欠回転する回転体と、
前記取出しフィーダより供給される前記部品を検知する検知装置と、
この検知装置が前記部品を検知した個数を計数するカウンタと、
このカウンタが所定数を計数した際に、前記振動体による前記搬送路の振動を停止するように前記振動駆動源を制御すると共に前記回転体を前記所定角度分間欠回転させるように前記回転駆動源を制御する制御装置とを設けたことを特徴とする振動式部品供給装置。
【請求項2】
前記搬送路又は取出しフィーダ上の前記部品の移動を阻止できる阻止体を設け、前記カウンタが前記所定数を計数した際に、前記制御装置が前記阻止体により前記部品の移動を阻止するように制御することを特徴とする請求項1に記載の振動式部品供給装置。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−103789(P2013−103789A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247901(P2011−247901)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000100366)しげる工業株式会社 (95)
【Fターム(参考)】
[ Back to top ]