
捲縮糸及びそれを用いたカーペット
【課題】バイオマス由来のポリオレフィンからなる環境対応型で耐摩耗性に優れた捲縮糸及びそれを用いたカーペットを提供する。
【解決手段】バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上である巻縮糸。カーボンニュートラルへの寄与が高く、環境対応型の捲縮糸として、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に好適に使用される。
【解決手段】バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上である巻縮糸。カーボンニュートラルへの寄与が高く、環境対応型の捲縮糸として、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に好適に使用される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、捲縮糸及びそれを用いたカーペットに関する。更に詳しくは、バイオマス由来のポリオレフィンからなる耐摩耗性に優れた捲縮糸及びそれを用いたカーペットに関する。
【背景技術】
【0002】
ポリオレフィンからなる捲縮糸は、ナイロンやポリエステル等の他素材と比較して、原料価格が安いため、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に幅広く使用されている。
【0003】
たとえば特許文献1や特許文献2では、嵩高性が高く、かつソフトな風合いを得るため単糸断面の異形度が2〜5の3葉又は4葉断面の単糸からなり、単糸繊度2〜6dtex、単糸本数200〜400本、捲縮率5〜20%であるポリプロピレン捲縮加工糸およびその捲縮加工糸をパイルとしてなるカーペットが開示されている。
【0004】
しかしながら、これまで一般的に使用されているポリオレフィンからなる捲縮糸は、石油由来原料を使用しているため、原油価格の変動により原料価格が不安定になりやすく、また将来的には、石油の枯渇により原料調達が困難になることが予想される。加えて、該捲縮糸で構成されるカーペット製品は、使用後廃棄処理にあたって、焼却処分されることが主流であるが、その際に発生する二酸化炭素は、石油由来の炭素であるため、結果として大気中の二酸化炭素の量を増加させる要因となり得る。
【0005】
一方で、バイオマス由来のポリオレフィンは、原料がバイオマスであるため、原料価格や原料ソースが安定することが期待される。また、原料であるポリオレフィンは、太陽エネルギーと水、及び大気中に存在する二酸化炭素から光合成によって成長するバイオマスを起源とするため、製品の焼却時に発生する二酸化炭素は、元の大気に戻るだけで、大気中の二酸化炭素の量は増減しない。即ち、バイオマス由来のポリオレフィンは、カーボンニュートラルな原料であることから、地球環境に優しい次世代の環境対応型原料として、近年大きな注目を集めている(例えば、非特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−179787号公報
【特許文献2】特開2005−211111号公報
【非特許文献】
【0007】
【非特許文献1】毎日新聞2006年12月12日朝刊17面記事
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、バイオマス由来のポリオレフィンからなる捲縮糸は、環境志向の高いカーペット業界において、強く要望されているにも関わらず、これまで検討されていないのが実状である。
【0009】
また、ポリオレフィンからなる捲縮糸は、ナイロンやポリエステル等の他素材と比較して、耐摩耗性に劣ることが一般的に知られている。そのため、耐摩耗性の要求が高い用途への展開は難しく、特に、長期間の使用でも摩耗が少なく、外観品位が損なわれない上級グレートのカーペットへの展開に制約があった。
【0010】
このように、耐摩耗性に優れたポリオレフィンからなる捲縮糸は、幅広く用途展開する上で、強く要望されているにも関わらず、これまで検討されていないのが実状である。
【0011】
本発明は、上述した従来技術における問題点の解決を課題として鋭意検討した結果、達成されたものである。
【0012】
即ち、本発明は、バイオマス由来のポリオレフィンからなる環境対応型で耐摩耗性に優れた捲縮糸及びそれを用いたカーペットを提供するものである。
【課題を解決するための手段】
【0013】
本発明は、前記課題を解決するために、次のような手段を採用するものである。
1.バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上であることを特徴とする捲縮糸。
2.前記ポリオレフィンがポリプロピレンであることを特徴とする1項に記載の捲縮糸。
3.着色剤により原着化されていることを特徴とする1項又は2項に記載の捲縮糸。
4.総繊度が500〜3000dtex、単糸繊度が5〜50dtex、捲縮伸長率が5〜30%であることを特徴とする1〜3項のいずれか1項に記載の捲縮糸。
5.単糸の断面形状が変形度1.5〜5.0の多葉断面であることを特徴とする1〜4項のいずれか1項に記載の捲縮糸。
6.単糸の断面形状が中空率5〜25%の中空断面であることを特徴とする1〜4項のいずれか1項に記載の捲縮糸。
7.1〜6項のいずれか1項に記載の捲縮糸を用いたカーペット。
【発明の効果】
【0014】
本発明によれば、バイオマス由来のポリオレフィンからなる環境対応型で耐摩耗性に優れた捲縮糸及びそれを用いたカーペットを提供することができる。
【図面の簡単な説明】
【0015】
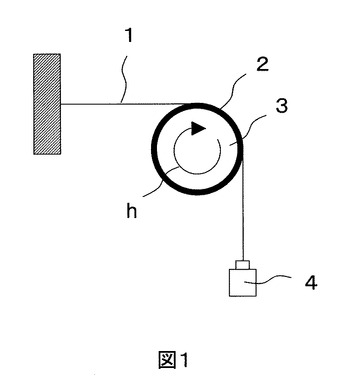
【図1】本発明のポリオレフィン捲縮糸の耐摩耗性(糸切断回転数)を評価するための摩耗試験機のモデル図である。
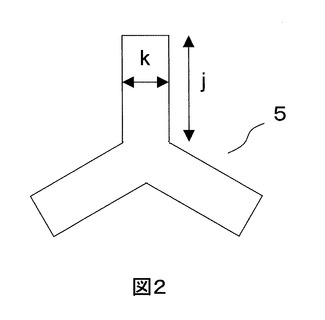
【図2】本発明のポリオレフィン捲縮糸の製造に用いる3葉断面(Y型)用口金の吐出孔断面図の具体例の一例である。
【発明を実施するための形態】
【0016】
以下に、本発明について更に詳細に説明する。
【0017】
本発明におけるポリオレフィンとしては、例えばポリエチレン、ポリプロピレンやそれらの共重合体、それらのブレンドポリマーなどが挙げられるが、耐熱性の点で、ポリプロピレンが好ましい。
【0018】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、捲縮糸に含まれる炭素全体に対してバイオマス由来炭素の存在割合が70%以上であることが必要であり、好ましくは80%以上、さらに好ましくは90%以上、最も好ましくは100%である。バイオマス由来炭素の存在割合が70%未満の場合は、カーボンニュートラルへの寄与が下がり、環境対応型の捲縮糸及びそれを用いたカーペットを提供しようとする本発明の主旨にそぐわないものとなる。
【0019】
本発明におけるバイオマス由来炭素とは、大気中に二酸化炭素として存在していた炭素が植物中に取り込まれ、これを原料として合成されたポリオレフィンに存在する炭素を示すものであり、放射性炭素(炭素14)の測定により同定することができる。その理由は次の通りである。大気中の高層部においては、窒素原子に宇宙線(中性子)が衝突して炭素14原子が生成される反応が継続して起こっており、これが大気中全体へと循環しているため、大気中のニ酸化炭素には、炭素14が一定割合(平均として107.5pMC(percent modern carbon))で含まれていることがわかっている。一方、地中に閉じ込められた炭素14原子は、上記の循環からは隔離されているため、放射線を出しながら半減期5730年で窒素原子に戻っていく反応のみが起こり、現在の石油などの化石原料中には炭素14原子が殆ど残っていない。したがって、対象となる試料中における炭素14の濃度を測定し、大気中の炭素14の含有割合(107.5pMC)を指標として逆算することで、試料中に含まれる炭素のうちのバイオマス由来炭素の割合を求めることができる。本発明におけるバイオマス由来のポリオレフィンとしては、バイオマス由来成分を重合して新たに得られたポリオレフィンのみならず、バイオマス由来のポリオレフィンが含有されてなるリサイクルポリオレフィンも包含するものである。
【0020】
本発明におけるポリオレフィンの原料となるバイオマスは、さとうきびやとうもろこし、芋類、麦類、米、木材、古紙など、特に限定されず公知のバイオマスを使用することができる。それらのバイオマスからポリオレフィンを製造する方法については、特に限定されないが、例えば、糖化や発酵工程などを経てアルコールを作り、得られたアルコールを化学反応させる方法などが挙げられる。
【0021】
また、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、バイオマス由来炭素の存在割合が70%以上であることが必要であるが、前記捲縮糸を構成するポリオレフィンの製造方法としては、バイオマス由来のオレフィンと石油由来のオレフィンを重合する方法でも良いし、バイオマス由来のポリオレフィンチップと石油由来のポリオレフィンチップをブレンドする方法でも良い。
【0022】
本発明におけるバイオマス由来のポリオレフィンは、メルトフローレート(MFR)が5〜80g/10分であることが好ましく、15〜65g/分であることがより好ましい。なお、MFRはJIS K−7210に準拠し、温度230℃、荷重2.16kgの条件で測定された値である。MFRが5g/10分以上であると、溶融紡糸する際に十分な製糸性を確保するために紡糸温度を高く設定する必要がなく、ポリマー自体、或いはポリマーに配合する着色剤や添加剤等が変質し着色又は変色するといった不都合も生じにくい。一方、MFRが80g/10分以下であると、適正な粘度で安定的に紡出でき、或いは単糸繊度斑も発生しにくい。
【0023】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、着色剤によって原着化されていることが好ましい。着色剤による原着化によって、カーペットなど製品の柄出しに際し意匠性を付与することが可能となる。また、バイオマス由来のポリオレフィンが、その製造過程において変性や精製不良により着色した場合においても、着色剤による原着化によって、所望の色相に適宜調整することが可能となる。着色剤としては、カーボンブラック、酸化チタン、アントラキノン系着色剤、フタロシアニン系着色剤、アゾ系着色剤及び酸化鉄系着色剤などが挙げられ、要求される色相に応じて適宜使用することができる。捲縮糸への着色剤の添加率は、特に限定されず、カーペットの柄出しに際して所望の意匠性を付与できるように適宜設定すれば良いが、通常は捲縮糸を構成する成分全体に対して、0.01〜3%である。
【0024】
また、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、着色剤以外に、耐光剤、耐候剤、紫外線吸収剤、耐熱剤、熱劣化防止剤、酸化防止剤、滑剤、可塑剤、分散剤、安定剤、難燃剤、抗菌剤、防汚剤など、従来公知の添加剤を適宜使用することができる。
【0025】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、総繊度が500〜3000dtexであることが好ましく、700〜2500dtexがより好ましい。総繊度が500dtex未満の場合は、捲縮糸の製造コストが高くなり、またカーペットの嵩高性が低下しやすくなる傾向にある。総繊度が3000dtexを超えると、カーペット加工におけるタフト工程通過性が低下しやすく、またカーペットの風合いが硬くなりやすくなる傾向にある。
【0026】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、単糸繊度が5〜50dtexであることが好ましく、10〜40dtexがより好ましい。単糸繊度が5dtex未満の場合は、カーペットの嵩高性や耐摩耗性が低下しやすく、耐久性不良に繋がることがある。単糸繊度が50dtexを超えると、カーペットの風合いが硬くなる傾向にある。
【0027】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、捲縮伸長率が5〜30%であることが好ましく、15〜30%がより好ましい。捲縮伸長率が5%未満であると、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、捲縮伸長率が30%を超える捲縮糸を通常の製造方法で製造することは技術的に困難である。
【0028】
さらに、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、単糸の断面形状が、変形度1.5〜5.0の多葉断面であることが好ましい。さらに好ましくは、2.5〜5.0である。変形度が1.5未満であるとマルチフィラメントにおいて単糸間の空隙が少なくなり、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、変形度が5.0を超える断面形状を通常の製造方法で製造することは技術的に困難である。
【0029】
多葉断面としては、2葉(扁平断面)3葉、4葉、5葉、6葉などが例示できるが、3葉、4葉が単糸間の空隙をより形成しやすく好ましい。ここで言う変形度とは、単糸横断面の外接円の直径Dと、単糸横断面の内接円の直径dの比(D/d)で表される。
【0030】
また、カーペットに嵩高性を付与するための上記以外の断面形状としては、中空断面が挙げられる。中空断面の場合、中空率が5〜25%であることが好ましく、10〜20%であることがより好ましい。中空率が5%未満であると、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、中空率が25%を超える断面形状を通常の製造方法で製造することは技術的に困難である。中空部は、1つでも複数(田型断面など)でも良い。複数の場合、それらの中空部の合計の中空率が5〜25%であれば良い。
【0031】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、ポリオレフィンとポリオレフィン以外のポリマーを用いて複合繊維とすることは好ましくない。ここで、複合繊維とは、複数のポリマーを使用して複合紡糸口金によって製造されるもので、単糸の断面形状としては芯鞘型、並列型、海島型などが例示される。複合繊維の場合、複合紡糸口金の設計上、高変形度の多葉断面糸や高中空率の中空断面糸を得ることができず、このようにして得られた捲縮糸では、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。ポリオレフィン以外のポリマーを用いる場合は、ポリオレフィンとチップブレンドして紡糸機に投入する方法でポリマーブレンドすれば良く、この場合においては、ポリオレフィン単一ポリマーと同様に高変形度の多葉断面糸や高中空率の中空断面糸を得ることができる。この場合、ポリマー全体に対するポリオレフィン以外のポリマーのブレンド率は、30%未満であることが、捲縮糸の物性(強度、伸度、捲縮伸長率)や耐摩耗性を維持させる点で好ましい。
【0032】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、カーペット用途に好適に使用することができる。カーペットとしては、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットなど、幅広い分野で使用することができる。特に、本発明の主旨に合ったコストや環境を重視した分野において、好適に使用することができる。カーペットの形態は、カットパイル、ループパイル、それらの組合せなど、所望のカーペット製品となるように適宜選択することができる。
【0033】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸及びそれを用いたカーペットは、石油由来のポリオレフィンからなる捲縮糸及びそれを用いたカーペットに比べて、優れた耐摩耗性を有している。
【0034】
この効果を発揮するメカニズムは、必ずしも明確ではないが、バイオマス由来のポリオレフィン中に存在する微量の炭素14原子が寄与しているものと考えている。一般的に、ある元素の同位体は、電子状態がほぼ同じであり、化学的な性質も極めて近い性質を示すとされる。しかし、質量数が異なることにより、ポリマーの物性が異なる例が知られている。例えば、重水素を含有するポリエチレンナフタレートの場合、密度が異なる例として、J.MACROMOL.SCI.−PHYS.B36(2),205−219(1999)を挙げることが出来る。即ち、放射性同位体の含有量の違いによって、密度に違いが生じ、そのことによりポリマーの物性に違いが生じることが考えられるのである。本発明においては、バイオマス由来のポリオレフィン中に存在する微量の炭素14原子が、捲縮糸の製造工程において、ポリマーの結晶成長を抑制することで、粗大結晶を減少させ、結晶と非晶の構造差が小さく、欠陥の少ない、均一な繊維構造の形成に寄与しているものと考えられる。
【0035】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸の製造方法は、基本工程としては通常の溶融紡糸、冷却、給油、延伸、および捲縮処理からなる捲縮糸製造工程によって製造される。本発明に用いる溶融紡糸装置はエクストルーダー型紡糸機でもプレッシャーメルター型紡糸機でも使用可能であるが、製品の均一性、製糸収率等の点でエクストルーダー型紡糸機が好ましい。着色剤を添加する場合は、着色剤を高濃度で添加したマスターチップをポリオレフィンチップとブレンドしたチップを紡糸機に投入しても良いし、それぞれのチップを紡糸機直上で計量しながら投入しても良い。また、着色剤を粉体或いは液体の状態で直接紡糸機に投入しても良い。
【0036】
かかる捲縮糸の特定の総繊度、単糸繊度及び断面形状などを満足させるには、ポリオレフィンの粘度、紡糸温度、口金孔形状、吐出量、冷却等の紡糸条件を適切に設定して溶融紡糸する。
【0037】
溶融紡糸された糸条は、冷風によって冷却固化され、次いで油剤を付与された後、所定の引き取り速度で回転する引き取りローラに捲回して引き取られる。引き取り速度は300〜1000m/分が好ましい。引き取った糸条は、通常、引き続き延伸および捲縮加工を連続して行う。別の方法として、未延伸糸で一旦巻き取った後、別工程で延伸および捲縮加工を行う方法、あるいは延伸糸を一旦巻き取った後、別工程で捲縮加工を行う方法も可能である。
【0038】
本発明にかかる捲縮糸は5〜30%の捲縮伸長率を有するが、そのためには延伸工程で十分な分子鎖の配向を高めてから捲縮加工するのが好ましい。延伸倍率は2.0〜4.0倍の範囲で行い、伸度が50〜150%となるよう延伸することが好ましい。次いで、延伸された糸条は捲縮付与装置を通して捲縮加工処理する。捲縮は飽和蒸気、過熱蒸気または加熱空気等の加熱流体加工処理によって行われる。捲縮加工装置は、例えば、特開2004−84080号公報で開示された捲縮加工ノズル装置などを使用することができる。通常は、該捲縮加工ノズルを有するジェットノズル方式で捲縮加工され、ニードル内を通過する糸条に周囲から過熱蒸気や加熱空気等の高圧の高温流体を接触させ、大気中に放出し冷却することで捲縮を付与する。更に、捲縮を固定する目的で、捲縮ノズルを通過した捲縮糸に冷風を吹きつけたり、内部に吸引するロータリーフィルターの表面に捲縮糸を堆積させて冷却する方法等も採用することができる。
【0039】
捲縮加工する際の捲縮ノズルの温度は120〜180℃が好ましく、140〜170℃がさらに好ましい。捲縮ノズルの温度が120℃未満であると、熱処理が不十分なため捲縮を十分に付与できない。また、180℃を超えると、熱処理が過多となり、ポリマーの融着や劣化が起こり、捲縮糸の物性(強度、伸度、捲縮伸長率)や耐摩耗性が低下することがある。
【0040】
本発明にかかる捲縮糸は、前述した通り、捲縮糸の製造工程において、ポリマーの結晶成長を抑制することで、粗大結晶を減少させ、結晶と非晶の構造差が小さく、欠陥の少ない、均一な繊維構造を形成する傾向にあるものと推定しているが、このことにより、石油由来のポリオレフィンに比べて、物性(強度、伸度、捲縮伸長率)低下を伴わずに、高温の加熱流体加工が可能である。そればかりか、高温の加熱流体加工により、捲縮伸長率は大きくなり、これによってもカーペットの耐摩耗性を向上させることが可能となる。一方で、石油由来のポリオレフィンの場合、加熱流体加工の処理温度が高すぎると、繊維構造中に発生する欠陥部分によって、物性(強度、伸度、捲縮伸長率)低下が生じ、このことにより、カーペットの耐摩耗性がさらに低下するのである。
【0041】
捲縮加工された捲縮糸は適度なストレッチを与えて、捲縮を一部潜在化させた後、巻取り機で巻き取る。捲縮糸は巻取り前に集束性を付与するため交絡処理を与えることもある。
【0042】
上記得られた捲縮糸は、後工程において、複数のマルチフィラメントを交絡混繊したり、撚糸・セット工程などの糸加工を施しても良い。
【0043】
本発明にかかる捲縮糸を使用したカーペットの製造方法は、特に限定されず公知の方法を使用できる。目付、ステッチ、ゲージ、パイル高さなどのタフト規格は、所望のカーペット製品となるように適宜設定することができる。目付は、大きい方がカーペットの耐摩耗性は向上するが、一般的な規格は、200〜4000g/m2程度である。防汚加工、撥水加工などの後加工や、バッキング加工などについても従来公知の方法を使用することができる。
【0044】
かくして、本発明におけるバイオマス由来のポリオレフィンからなる耐摩耗性に優れた捲縮糸及びそれを用いたカーペットが得られる。
【実施例】
【0045】
以下、本発明を実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、実施例中の各測定値の測定方法は以下の通りである。
【0046】
(1)バイオマス由来炭素の存在割合:捲縮糸を試料として、ASTM D6866 B法(加速器質量分析法)により測定・算出した。
【0047】
(2)総繊度:JIS L1013(2010) 8.3.1 b)B法により、正量繊度を測定して総繊度とした。
【0048】
(3)単糸繊度:総繊度をフィラメント数で除して求めた。
【0049】
(4)強度、伸度: JIS L1013(2010) 8.5.1標準時試験に示される定速伸長条件で測定した。試料をオリエンテック社製“テンシロン”(TENSILON)UCT−100を用い、掴み間隔は25cm、引張り速度は30cm/分で行った。なお、伸度はS−S曲線における最大強力を示した点の伸びから求めた。
【0050】
(5)捲縮伸長率:捲縮糸をかせ状にとり、20℃、65%RHの室内に3時間放置して放縮させた。次いで、沸騰水中に20分間浸漬して沸騰水処理を行った。騰水処理したかせ状の糸条を12時間前記室内で放置乾燥させた。次に、該糸条を1m程度の長さに切り取り、糸条の総繊度をA(dtex)とすると17.7A(μN)(1.8A(mg))の初荷重を30秒間加えた後の糸条の長さL1を先ず測定した。
【0051】
次に、883A(μN)(90A(mg))の定荷重を30秒間加えた後の糸条の長さL2を測定した。本発明における捲縮伸長率G(%)はL1,L2より、以下の式から求めた。5サンプルの平均値から求めた。
G=((L2−L1)/L1)×100(%)。
【0052】
(6)変形度:レーヨンステープルで包んだ捲縮糸の糸端を、厚さ0.5mmのステンレス製プレパラートに設けた穴(穴径1.0mm)に通し、安全カミソリでプレパラートの両面に沿って平行にカットしたものを断面観察用の試料とした。この試料をKEYENCE社製デジタルマイクロスコープ「VHX−500」を用いて500倍で観察し、単糸横断面の外接円の直径Dと、単糸横断面の内接円の直径dから下記式により求めた。10サンプルの平均値から求めた。
変形度=D/d。
【0053】
(7)中空率:レーヨンステープルで包んだ捲縮糸の糸端を、厚さ0.5mmのステンレス製プレパラートに設けた穴(穴径1.0mm)に通し、安全カミソリでプレパラートの両面に沿って平行にカットしたものを断面観察用の試料とした。この試料をKEYENCE社製デジタルマイクロスコープ「VHX−500」を用いて500倍で観察し、面積計測機能により、中空部を含む繊維の断面積Sと中空部の面積sから次式により求めた。10サンプルの平均値から求めた。
中空率=(s/S)×100(%)
【0054】
(8)捲縮糸の耐摩耗性(糸切断回転数):安藤鉄工所製のトワイン摩耗試験機を用い、図1に示すように、P600番サンドペーパー2を直径40mmのローラー3に巻き付け、糸の接触長:31mm、ローラー回転速度:200rpm、測定荷重:0.4cN/dtexの条件にて、試料(捲縮糸)1を固定し、ローラー3にかけ、他端に荷重4をつるした。矢印で示されるローラーの回転方向hにローラーを回転させ、糸切断までのローラー回転数を測定した。図1は、本発明のポリオレフィン捲縮糸の耐摩耗性(糸切断回転数)を評価するための摩耗試験機のモデル図である。
【0055】
(9)カーペットの嵩高性、風合い:次の指標で評価した。評価者10人の平均で判定した。
A:ボリューム感が非常にあり、風合いが非常にソフト。
B:ボリューム感があり、風合いがソフト。
C:ボリューム感がやや不足しており、風合いがやや硬い。
【0056】
(10)カーペットの耐摩耗性(摩耗減量率):カーペットを直径120mmの円形状に切り出し、中央に6mmの穴を空けて試験片とした。この試験片を、ASTM D 1175(1994)に規定されるテーバー摩耗試験機(Rotary Abaster)にパイル面を上にして取り付け、H#18摩耗輪、圧縮荷重1kgf(9.8N)、試料ホルダ回転速度70rpm、摩耗回数5500回の条件にて摩耗試験を行い、下記の式を用いて摩耗減量率を算出した。5サンプルの平均値から求めた。
摩耗減量率(%)=(W0−W1)×100/(W2×T)
W0:測定前の円形カーペットの重量(g)
W1:測定後の円形カーペットの重量(g)
W2:カーペットの目付(g/m2)
T:摩耗輪が接触する部分の全面積(m2)。
【0057】
[実施例1]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入し、溶融紡糸した。紡糸温度230℃、3葉断面(Y型)用の孔スペック(スリット長/スリット幅=3.2)を有する口金を用いて、捲縮糸の総繊度が1170dtex、フィラメント数54、単糸繊度が21.7dtexとなるように製糸した。ここで、スリット長とスリット幅は、図2に示す通りである。すなわち、図2は、3葉断面(Y型)用口金の吐出孔断面図の具体例であり、吐出孔断面は、吐出孔のスリット長さiと吐出孔のスリット幅kを有する3葉のスリットから構成される。
【0058】
引取速度は1000m/分、延伸倍率3.0倍、延伸温度110℃、セット温度130℃で熱延伸した。次いで延伸糸条は連続して捲縮ノズルで0.8MPaの加熱空気により、捲縮ノズル温度150℃にて捲縮処理した後、冷却ロールで冷却した後、0.12cN/dtexをかけてストレッチし、捲縮を潜在化した後、交絡ノズルを通して、約10個/mの交絡を付与して、2700m/分で巻き取った。
【0059】
得られた捲縮糸は次のタフト規格でタフティングして、カットパイルカーペットとした。基布には目付け120g/m2のポリエチレンテレフタレート製スパンボンド不織布を用いた。
【0060】
目付:1100g/m2、ゲージ:1/10ゲージ、パイル高さ:10mm、ステッチ:12個/インチ(25.4mm)、パイル:カットパイル
【0061】
一方で、目付300g/m2のポリエチレンテレフタレート製スパンボンド不織布の片面に、SBR(スチレン・ブタジエン・ラテックス)を主成分とする水系樹脂エマルジョン塗布し、120℃で3分間加熱処理し、バッキング層を準備した。
【0062】
次に、前記カットパイルカーペットをそのパイル面を下側にして搬送しつつ、この上にポリエチレンパウダーを散布量250g/m2で塗布し、次いでこのパウダーを150℃に加熱した後、この上に前記準備したバッキング層を重ね合わせた後、加圧式ニップロール(25℃、線圧10kg/cm)で加圧接着してカーペットを得た。
【0063】
得られた捲縮糸及びカーペットの特性を表1に示す。
【0064】
[実施例2]
捲縮ノズル温度を160℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0065】
[実施例3]
捲縮ノズル温度を135℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0066】
[実施例4]
3葉断面(Y型)用の孔スペック(スリット長/スリット幅=1.5)に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0067】
[実施例5]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)と100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:39:10となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0068】
[実施例6]
田型中空断面用の口金に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0069】
[比較例1]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)と100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:24:25となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0070】
[比較例2]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0071】
[比較例3]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと、及び捲縮ノズル温度を160℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0072】
[比較例4]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと、及び田型中空断面用の口金に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0073】
【表1】

【0074】
表1から明らかなように、実施例1〜6の捲縮糸は、バイオマス由来炭素の存在割合が70%以上であり、カーボンニュートラルへの寄与が高いだけでなく、耐摩耗性に優れ、実用的かつ環境対応型の捲縮糸及びそれを用いたカーペットであると言える。
【0075】
一方、比較例1は、バイオマス由来炭素の存在割合が50%と低く、カーボンニュートラルへの寄与が不十分であり、本発明の主旨に則さないものである。
【0076】
また、実施例1の捲縮糸及びカーペットは、比較例1、2のそれらに比べて、耐摩耗性に優れていることがわかる。同様に、実施例6の捲縮糸及びカーペットは、比較例4のそれらに比べて、耐摩耗性に優れていることがわかる。
【0077】
さらに、実施例2及び比較例3は、捲縮ノズル温度が160℃と、実施例1及び比較例2対比、高温での加熱流体加工を行っているが、実施例2では、実施例1対比、捲縮糸の捲縮伸長率が大きくなり、それにより耐摩耗性が向上していることがわかる。一方で、比較例3は、比較例2対比、物性(強度、伸度、捲縮伸長率)が低下し、それにより耐摩耗性が低下していることがわかる。
【産業上の利用可能性】
【0078】
本発明のポリオレフィン捲縮糸は、バイオマス由来炭素の存在割合が70%以上であることから、カーボンニュートラルへの寄与が高く、環境対応型の捲縮糸として、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に好適に使用されるものである。また、石油由来のポリオレフィン捲縮糸に比べて、耐摩耗性に優れることから、耐摩耗性の要求が高い上級グレートのカーペット用途にも好適に使用されるものである。
【符号の説明】
【0079】
1 試料(捲縮糸)
2 サンドペーパー
3 ローラー
h ローラーの回転方向
4 荷重
5 吐出孔断面
j 吐出孔のスリット長
k 吐出孔のスリット幅
【技術分野】
【0001】
本発明は、捲縮糸及びそれを用いたカーペットに関する。更に詳しくは、バイオマス由来のポリオレフィンからなる耐摩耗性に優れた捲縮糸及びそれを用いたカーペットに関する。
【背景技術】
【0002】
ポリオレフィンからなる捲縮糸は、ナイロンやポリエステル等の他素材と比較して、原料価格が安いため、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に幅広く使用されている。
【0003】
たとえば特許文献1や特許文献2では、嵩高性が高く、かつソフトな風合いを得るため単糸断面の異形度が2〜5の3葉又は4葉断面の単糸からなり、単糸繊度2〜6dtex、単糸本数200〜400本、捲縮率5〜20%であるポリプロピレン捲縮加工糸およびその捲縮加工糸をパイルとしてなるカーペットが開示されている。
【0004】
しかしながら、これまで一般的に使用されているポリオレフィンからなる捲縮糸は、石油由来原料を使用しているため、原油価格の変動により原料価格が不安定になりやすく、また将来的には、石油の枯渇により原料調達が困難になることが予想される。加えて、該捲縮糸で構成されるカーペット製品は、使用後廃棄処理にあたって、焼却処分されることが主流であるが、その際に発生する二酸化炭素は、石油由来の炭素であるため、結果として大気中の二酸化炭素の量を増加させる要因となり得る。
【0005】
一方で、バイオマス由来のポリオレフィンは、原料がバイオマスであるため、原料価格や原料ソースが安定することが期待される。また、原料であるポリオレフィンは、太陽エネルギーと水、及び大気中に存在する二酸化炭素から光合成によって成長するバイオマスを起源とするため、製品の焼却時に発生する二酸化炭素は、元の大気に戻るだけで、大気中の二酸化炭素の量は増減しない。即ち、バイオマス由来のポリオレフィンは、カーボンニュートラルな原料であることから、地球環境に優しい次世代の環境対応型原料として、近年大きな注目を集めている(例えば、非特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2005−179787号公報
【特許文献2】特開2005−211111号公報
【非特許文献】
【0007】
【非特許文献1】毎日新聞2006年12月12日朝刊17面記事
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、バイオマス由来のポリオレフィンからなる捲縮糸は、環境志向の高いカーペット業界において、強く要望されているにも関わらず、これまで検討されていないのが実状である。
【0009】
また、ポリオレフィンからなる捲縮糸は、ナイロンやポリエステル等の他素材と比較して、耐摩耗性に劣ることが一般的に知られている。そのため、耐摩耗性の要求が高い用途への展開は難しく、特に、長期間の使用でも摩耗が少なく、外観品位が損なわれない上級グレートのカーペットへの展開に制約があった。
【0010】
このように、耐摩耗性に優れたポリオレフィンからなる捲縮糸は、幅広く用途展開する上で、強く要望されているにも関わらず、これまで検討されていないのが実状である。
【0011】
本発明は、上述した従来技術における問題点の解決を課題として鋭意検討した結果、達成されたものである。
【0012】
即ち、本発明は、バイオマス由来のポリオレフィンからなる環境対応型で耐摩耗性に優れた捲縮糸及びそれを用いたカーペットを提供するものである。
【課題を解決するための手段】
【0013】
本発明は、前記課題を解決するために、次のような手段を採用するものである。
1.バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上であることを特徴とする捲縮糸。
2.前記ポリオレフィンがポリプロピレンであることを特徴とする1項に記載の捲縮糸。
3.着色剤により原着化されていることを特徴とする1項又は2項に記載の捲縮糸。
4.総繊度が500〜3000dtex、単糸繊度が5〜50dtex、捲縮伸長率が5〜30%であることを特徴とする1〜3項のいずれか1項に記載の捲縮糸。
5.単糸の断面形状が変形度1.5〜5.0の多葉断面であることを特徴とする1〜4項のいずれか1項に記載の捲縮糸。
6.単糸の断面形状が中空率5〜25%の中空断面であることを特徴とする1〜4項のいずれか1項に記載の捲縮糸。
7.1〜6項のいずれか1項に記載の捲縮糸を用いたカーペット。
【発明の効果】
【0014】
本発明によれば、バイオマス由来のポリオレフィンからなる環境対応型で耐摩耗性に優れた捲縮糸及びそれを用いたカーペットを提供することができる。
【図面の簡単な説明】
【0015】
【図1】本発明のポリオレフィン捲縮糸の耐摩耗性(糸切断回転数)を評価するための摩耗試験機のモデル図である。
【図2】本発明のポリオレフィン捲縮糸の製造に用いる3葉断面(Y型)用口金の吐出孔断面図の具体例の一例である。
【発明を実施するための形態】
【0016】
以下に、本発明について更に詳細に説明する。
【0017】
本発明におけるポリオレフィンとしては、例えばポリエチレン、ポリプロピレンやそれらの共重合体、それらのブレンドポリマーなどが挙げられるが、耐熱性の点で、ポリプロピレンが好ましい。
【0018】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、捲縮糸に含まれる炭素全体に対してバイオマス由来炭素の存在割合が70%以上であることが必要であり、好ましくは80%以上、さらに好ましくは90%以上、最も好ましくは100%である。バイオマス由来炭素の存在割合が70%未満の場合は、カーボンニュートラルへの寄与が下がり、環境対応型の捲縮糸及びそれを用いたカーペットを提供しようとする本発明の主旨にそぐわないものとなる。
【0019】
本発明におけるバイオマス由来炭素とは、大気中に二酸化炭素として存在していた炭素が植物中に取り込まれ、これを原料として合成されたポリオレフィンに存在する炭素を示すものであり、放射性炭素(炭素14)の測定により同定することができる。その理由は次の通りである。大気中の高層部においては、窒素原子に宇宙線(中性子)が衝突して炭素14原子が生成される反応が継続して起こっており、これが大気中全体へと循環しているため、大気中のニ酸化炭素には、炭素14が一定割合(平均として107.5pMC(percent modern carbon))で含まれていることがわかっている。一方、地中に閉じ込められた炭素14原子は、上記の循環からは隔離されているため、放射線を出しながら半減期5730年で窒素原子に戻っていく反応のみが起こり、現在の石油などの化石原料中には炭素14原子が殆ど残っていない。したがって、対象となる試料中における炭素14の濃度を測定し、大気中の炭素14の含有割合(107.5pMC)を指標として逆算することで、試料中に含まれる炭素のうちのバイオマス由来炭素の割合を求めることができる。本発明におけるバイオマス由来のポリオレフィンとしては、バイオマス由来成分を重合して新たに得られたポリオレフィンのみならず、バイオマス由来のポリオレフィンが含有されてなるリサイクルポリオレフィンも包含するものである。
【0020】
本発明におけるポリオレフィンの原料となるバイオマスは、さとうきびやとうもろこし、芋類、麦類、米、木材、古紙など、特に限定されず公知のバイオマスを使用することができる。それらのバイオマスからポリオレフィンを製造する方法については、特に限定されないが、例えば、糖化や発酵工程などを経てアルコールを作り、得られたアルコールを化学反応させる方法などが挙げられる。
【0021】
また、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、バイオマス由来炭素の存在割合が70%以上であることが必要であるが、前記捲縮糸を構成するポリオレフィンの製造方法としては、バイオマス由来のオレフィンと石油由来のオレフィンを重合する方法でも良いし、バイオマス由来のポリオレフィンチップと石油由来のポリオレフィンチップをブレンドする方法でも良い。
【0022】
本発明におけるバイオマス由来のポリオレフィンは、メルトフローレート(MFR)が5〜80g/10分であることが好ましく、15〜65g/分であることがより好ましい。なお、MFRはJIS K−7210に準拠し、温度230℃、荷重2.16kgの条件で測定された値である。MFRが5g/10分以上であると、溶融紡糸する際に十分な製糸性を確保するために紡糸温度を高く設定する必要がなく、ポリマー自体、或いはポリマーに配合する着色剤や添加剤等が変質し着色又は変色するといった不都合も生じにくい。一方、MFRが80g/10分以下であると、適正な粘度で安定的に紡出でき、或いは単糸繊度斑も発生しにくい。
【0023】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、着色剤によって原着化されていることが好ましい。着色剤による原着化によって、カーペットなど製品の柄出しに際し意匠性を付与することが可能となる。また、バイオマス由来のポリオレフィンが、その製造過程において変性や精製不良により着色した場合においても、着色剤による原着化によって、所望の色相に適宜調整することが可能となる。着色剤としては、カーボンブラック、酸化チタン、アントラキノン系着色剤、フタロシアニン系着色剤、アゾ系着色剤及び酸化鉄系着色剤などが挙げられ、要求される色相に応じて適宜使用することができる。捲縮糸への着色剤の添加率は、特に限定されず、カーペットの柄出しに際して所望の意匠性を付与できるように適宜設定すれば良いが、通常は捲縮糸を構成する成分全体に対して、0.01〜3%である。
【0024】
また、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、着色剤以外に、耐光剤、耐候剤、紫外線吸収剤、耐熱剤、熱劣化防止剤、酸化防止剤、滑剤、可塑剤、分散剤、安定剤、難燃剤、抗菌剤、防汚剤など、従来公知の添加剤を適宜使用することができる。
【0025】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、総繊度が500〜3000dtexであることが好ましく、700〜2500dtexがより好ましい。総繊度が500dtex未満の場合は、捲縮糸の製造コストが高くなり、またカーペットの嵩高性が低下しやすくなる傾向にある。総繊度が3000dtexを超えると、カーペット加工におけるタフト工程通過性が低下しやすく、またカーペットの風合いが硬くなりやすくなる傾向にある。
【0026】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、単糸繊度が5〜50dtexであることが好ましく、10〜40dtexがより好ましい。単糸繊度が5dtex未満の場合は、カーペットの嵩高性や耐摩耗性が低下しやすく、耐久性不良に繋がることがある。単糸繊度が50dtexを超えると、カーペットの風合いが硬くなる傾向にある。
【0027】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、捲縮伸長率が5〜30%であることが好ましく、15〜30%がより好ましい。捲縮伸長率が5%未満であると、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、捲縮伸長率が30%を超える捲縮糸を通常の製造方法で製造することは技術的に困難である。
【0028】
さらに、本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、単糸の断面形状が、変形度1.5〜5.0の多葉断面であることが好ましい。さらに好ましくは、2.5〜5.0である。変形度が1.5未満であるとマルチフィラメントにおいて単糸間の空隙が少なくなり、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、変形度が5.0を超える断面形状を通常の製造方法で製造することは技術的に困難である。
【0029】
多葉断面としては、2葉(扁平断面)3葉、4葉、5葉、6葉などが例示できるが、3葉、4葉が単糸間の空隙をより形成しやすく好ましい。ここで言う変形度とは、単糸横断面の外接円の直径Dと、単糸横断面の内接円の直径dの比(D/d)で表される。
【0030】
また、カーペットに嵩高性を付与するための上記以外の断面形状としては、中空断面が挙げられる。中空断面の場合、中空率が5〜25%であることが好ましく、10〜20%であることがより好ましい。中空率が5%未満であると、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。また、中空率が25%を超える断面形状を通常の製造方法で製造することは技術的に困難である。中空部は、1つでも複数(田型断面など)でも良い。複数の場合、それらの中空部の合計の中空率が5〜25%であれば良い。
【0031】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、ポリオレフィンとポリオレフィン以外のポリマーを用いて複合繊維とすることは好ましくない。ここで、複合繊維とは、複数のポリマーを使用して複合紡糸口金によって製造されるもので、単糸の断面形状としては芯鞘型、並列型、海島型などが例示される。複合繊維の場合、複合紡糸口金の設計上、高変形度の多葉断面糸や高中空率の中空断面糸を得ることができず、このようにして得られた捲縮糸では、カーペットの嵩高性や風合いが低下すると共に、耐摩耗性の低下により耐久性不良に繋がることがある。ポリオレフィン以外のポリマーを用いる場合は、ポリオレフィンとチップブレンドして紡糸機に投入する方法でポリマーブレンドすれば良く、この場合においては、ポリオレフィン単一ポリマーと同様に高変形度の多葉断面糸や高中空率の中空断面糸を得ることができる。この場合、ポリマー全体に対するポリオレフィン以外のポリマーのブレンド率は、30%未満であることが、捲縮糸の物性(強度、伸度、捲縮伸長率)や耐摩耗性を維持させる点で好ましい。
【0032】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸は、カーペット用途に好適に使用することができる。カーペットとしては、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットなど、幅広い分野で使用することができる。特に、本発明の主旨に合ったコストや環境を重視した分野において、好適に使用することができる。カーペットの形態は、カットパイル、ループパイル、それらの組合せなど、所望のカーペット製品となるように適宜選択することができる。
【0033】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸及びそれを用いたカーペットは、石油由来のポリオレフィンからなる捲縮糸及びそれを用いたカーペットに比べて、優れた耐摩耗性を有している。
【0034】
この効果を発揮するメカニズムは、必ずしも明確ではないが、バイオマス由来のポリオレフィン中に存在する微量の炭素14原子が寄与しているものと考えている。一般的に、ある元素の同位体は、電子状態がほぼ同じであり、化学的な性質も極めて近い性質を示すとされる。しかし、質量数が異なることにより、ポリマーの物性が異なる例が知られている。例えば、重水素を含有するポリエチレンナフタレートの場合、密度が異なる例として、J.MACROMOL.SCI.−PHYS.B36(2),205−219(1999)を挙げることが出来る。即ち、放射性同位体の含有量の違いによって、密度に違いが生じ、そのことによりポリマーの物性に違いが生じることが考えられるのである。本発明においては、バイオマス由来のポリオレフィン中に存在する微量の炭素14原子が、捲縮糸の製造工程において、ポリマーの結晶成長を抑制することで、粗大結晶を減少させ、結晶と非晶の構造差が小さく、欠陥の少ない、均一な繊維構造の形成に寄与しているものと考えられる。
【0035】
本発明におけるバイオマス由来のポリオレフィンからなる捲縮糸の製造方法は、基本工程としては通常の溶融紡糸、冷却、給油、延伸、および捲縮処理からなる捲縮糸製造工程によって製造される。本発明に用いる溶融紡糸装置はエクストルーダー型紡糸機でもプレッシャーメルター型紡糸機でも使用可能であるが、製品の均一性、製糸収率等の点でエクストルーダー型紡糸機が好ましい。着色剤を添加する場合は、着色剤を高濃度で添加したマスターチップをポリオレフィンチップとブレンドしたチップを紡糸機に投入しても良いし、それぞれのチップを紡糸機直上で計量しながら投入しても良い。また、着色剤を粉体或いは液体の状態で直接紡糸機に投入しても良い。
【0036】
かかる捲縮糸の特定の総繊度、単糸繊度及び断面形状などを満足させるには、ポリオレフィンの粘度、紡糸温度、口金孔形状、吐出量、冷却等の紡糸条件を適切に設定して溶融紡糸する。
【0037】
溶融紡糸された糸条は、冷風によって冷却固化され、次いで油剤を付与された後、所定の引き取り速度で回転する引き取りローラに捲回して引き取られる。引き取り速度は300〜1000m/分が好ましい。引き取った糸条は、通常、引き続き延伸および捲縮加工を連続して行う。別の方法として、未延伸糸で一旦巻き取った後、別工程で延伸および捲縮加工を行う方法、あるいは延伸糸を一旦巻き取った後、別工程で捲縮加工を行う方法も可能である。
【0038】
本発明にかかる捲縮糸は5〜30%の捲縮伸長率を有するが、そのためには延伸工程で十分な分子鎖の配向を高めてから捲縮加工するのが好ましい。延伸倍率は2.0〜4.0倍の範囲で行い、伸度が50〜150%となるよう延伸することが好ましい。次いで、延伸された糸条は捲縮付与装置を通して捲縮加工処理する。捲縮は飽和蒸気、過熱蒸気または加熱空気等の加熱流体加工処理によって行われる。捲縮加工装置は、例えば、特開2004−84080号公報で開示された捲縮加工ノズル装置などを使用することができる。通常は、該捲縮加工ノズルを有するジェットノズル方式で捲縮加工され、ニードル内を通過する糸条に周囲から過熱蒸気や加熱空気等の高圧の高温流体を接触させ、大気中に放出し冷却することで捲縮を付与する。更に、捲縮を固定する目的で、捲縮ノズルを通過した捲縮糸に冷風を吹きつけたり、内部に吸引するロータリーフィルターの表面に捲縮糸を堆積させて冷却する方法等も採用することができる。
【0039】
捲縮加工する際の捲縮ノズルの温度は120〜180℃が好ましく、140〜170℃がさらに好ましい。捲縮ノズルの温度が120℃未満であると、熱処理が不十分なため捲縮を十分に付与できない。また、180℃を超えると、熱処理が過多となり、ポリマーの融着や劣化が起こり、捲縮糸の物性(強度、伸度、捲縮伸長率)や耐摩耗性が低下することがある。
【0040】
本発明にかかる捲縮糸は、前述した通り、捲縮糸の製造工程において、ポリマーの結晶成長を抑制することで、粗大結晶を減少させ、結晶と非晶の構造差が小さく、欠陥の少ない、均一な繊維構造を形成する傾向にあるものと推定しているが、このことにより、石油由来のポリオレフィンに比べて、物性(強度、伸度、捲縮伸長率)低下を伴わずに、高温の加熱流体加工が可能である。そればかりか、高温の加熱流体加工により、捲縮伸長率は大きくなり、これによってもカーペットの耐摩耗性を向上させることが可能となる。一方で、石油由来のポリオレフィンの場合、加熱流体加工の処理温度が高すぎると、繊維構造中に発生する欠陥部分によって、物性(強度、伸度、捲縮伸長率)低下が生じ、このことにより、カーペットの耐摩耗性がさらに低下するのである。
【0041】
捲縮加工された捲縮糸は適度なストレッチを与えて、捲縮を一部潜在化させた後、巻取り機で巻き取る。捲縮糸は巻取り前に集束性を付与するため交絡処理を与えることもある。
【0042】
上記得られた捲縮糸は、後工程において、複数のマルチフィラメントを交絡混繊したり、撚糸・セット工程などの糸加工を施しても良い。
【0043】
本発明にかかる捲縮糸を使用したカーペットの製造方法は、特に限定されず公知の方法を使用できる。目付、ステッチ、ゲージ、パイル高さなどのタフト規格は、所望のカーペット製品となるように適宜設定することができる。目付は、大きい方がカーペットの耐摩耗性は向上するが、一般的な規格は、200〜4000g/m2程度である。防汚加工、撥水加工などの後加工や、バッキング加工などについても従来公知の方法を使用することができる。
【0044】
かくして、本発明におけるバイオマス由来のポリオレフィンからなる耐摩耗性に優れた捲縮糸及びそれを用いたカーペットが得られる。
【実施例】
【0045】
以下、本発明を実施例を用いて詳細に説明するが、本発明はこれらの実施例により何等限定されるものではない。なお、実施例中の各測定値の測定方法は以下の通りである。
【0046】
(1)バイオマス由来炭素の存在割合:捲縮糸を試料として、ASTM D6866 B法(加速器質量分析法)により測定・算出した。
【0047】
(2)総繊度:JIS L1013(2010) 8.3.1 b)B法により、正量繊度を測定して総繊度とした。
【0048】
(3)単糸繊度:総繊度をフィラメント数で除して求めた。
【0049】
(4)強度、伸度: JIS L1013(2010) 8.5.1標準時試験に示される定速伸長条件で測定した。試料をオリエンテック社製“テンシロン”(TENSILON)UCT−100を用い、掴み間隔は25cm、引張り速度は30cm/分で行った。なお、伸度はS−S曲線における最大強力を示した点の伸びから求めた。
【0050】
(5)捲縮伸長率:捲縮糸をかせ状にとり、20℃、65%RHの室内に3時間放置して放縮させた。次いで、沸騰水中に20分間浸漬して沸騰水処理を行った。騰水処理したかせ状の糸条を12時間前記室内で放置乾燥させた。次に、該糸条を1m程度の長さに切り取り、糸条の総繊度をA(dtex)とすると17.7A(μN)(1.8A(mg))の初荷重を30秒間加えた後の糸条の長さL1を先ず測定した。
【0051】
次に、883A(μN)(90A(mg))の定荷重を30秒間加えた後の糸条の長さL2を測定した。本発明における捲縮伸長率G(%)はL1,L2より、以下の式から求めた。5サンプルの平均値から求めた。
G=((L2−L1)/L1)×100(%)。
【0052】
(6)変形度:レーヨンステープルで包んだ捲縮糸の糸端を、厚さ0.5mmのステンレス製プレパラートに設けた穴(穴径1.0mm)に通し、安全カミソリでプレパラートの両面に沿って平行にカットしたものを断面観察用の試料とした。この試料をKEYENCE社製デジタルマイクロスコープ「VHX−500」を用いて500倍で観察し、単糸横断面の外接円の直径Dと、単糸横断面の内接円の直径dから下記式により求めた。10サンプルの平均値から求めた。
変形度=D/d。
【0053】
(7)中空率:レーヨンステープルで包んだ捲縮糸の糸端を、厚さ0.5mmのステンレス製プレパラートに設けた穴(穴径1.0mm)に通し、安全カミソリでプレパラートの両面に沿って平行にカットしたものを断面観察用の試料とした。この試料をKEYENCE社製デジタルマイクロスコープ「VHX−500」を用いて500倍で観察し、面積計測機能により、中空部を含む繊維の断面積Sと中空部の面積sから次式により求めた。10サンプルの平均値から求めた。
中空率=(s/S)×100(%)
【0054】
(8)捲縮糸の耐摩耗性(糸切断回転数):安藤鉄工所製のトワイン摩耗試験機を用い、図1に示すように、P600番サンドペーパー2を直径40mmのローラー3に巻き付け、糸の接触長:31mm、ローラー回転速度:200rpm、測定荷重:0.4cN/dtexの条件にて、試料(捲縮糸)1を固定し、ローラー3にかけ、他端に荷重4をつるした。矢印で示されるローラーの回転方向hにローラーを回転させ、糸切断までのローラー回転数を測定した。図1は、本発明のポリオレフィン捲縮糸の耐摩耗性(糸切断回転数)を評価するための摩耗試験機のモデル図である。
【0055】
(9)カーペットの嵩高性、風合い:次の指標で評価した。評価者10人の平均で判定した。
A:ボリューム感が非常にあり、風合いが非常にソフト。
B:ボリューム感があり、風合いがソフト。
C:ボリューム感がやや不足しており、風合いがやや硬い。
【0056】
(10)カーペットの耐摩耗性(摩耗減量率):カーペットを直径120mmの円形状に切り出し、中央に6mmの穴を空けて試験片とした。この試験片を、ASTM D 1175(1994)に規定されるテーバー摩耗試験機(Rotary Abaster)にパイル面を上にして取り付け、H#18摩耗輪、圧縮荷重1kgf(9.8N)、試料ホルダ回転速度70rpm、摩耗回数5500回の条件にて摩耗試験を行い、下記の式を用いて摩耗減量率を算出した。5サンプルの平均値から求めた。
摩耗減量率(%)=(W0−W1)×100/(W2×T)
W0:測定前の円形カーペットの重量(g)
W1:測定後の円形カーペットの重量(g)
W2:カーペットの目付(g/m2)
T:摩耗輪が接触する部分の全面積(m2)。
【0057】
[実施例1]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入し、溶融紡糸した。紡糸温度230℃、3葉断面(Y型)用の孔スペック(スリット長/スリット幅=3.2)を有する口金を用いて、捲縮糸の総繊度が1170dtex、フィラメント数54、単糸繊度が21.7dtexとなるように製糸した。ここで、スリット長とスリット幅は、図2に示す通りである。すなわち、図2は、3葉断面(Y型)用口金の吐出孔断面図の具体例であり、吐出孔断面は、吐出孔のスリット長さiと吐出孔のスリット幅kを有する3葉のスリットから構成される。
【0058】
引取速度は1000m/分、延伸倍率3.0倍、延伸温度110℃、セット温度130℃で熱延伸した。次いで延伸糸条は連続して捲縮ノズルで0.8MPaの加熱空気により、捲縮ノズル温度150℃にて捲縮処理した後、冷却ロールで冷却した後、0.12cN/dtexをかけてストレッチし、捲縮を潜在化した後、交絡ノズルを通して、約10個/mの交絡を付与して、2700m/分で巻き取った。
【0059】
得られた捲縮糸は次のタフト規格でタフティングして、カットパイルカーペットとした。基布には目付け120g/m2のポリエチレンテレフタレート製スパンボンド不織布を用いた。
【0060】
目付:1100g/m2、ゲージ:1/10ゲージ、パイル高さ:10mm、ステッチ:12個/インチ(25.4mm)、パイル:カットパイル
【0061】
一方で、目付300g/m2のポリエチレンテレフタレート製スパンボンド不織布の片面に、SBR(スチレン・ブタジエン・ラテックス)を主成分とする水系樹脂エマルジョン塗布し、120℃で3分間加熱処理し、バッキング層を準備した。
【0062】
次に、前記カットパイルカーペットをそのパイル面を下側にして搬送しつつ、この上にポリエチレンパウダーを散布量250g/m2で塗布し、次いでこのパウダーを150℃に加熱した後、この上に前記準備したバッキング層を重ね合わせた後、加圧式ニップロール(25℃、線圧10kg/cm)で加圧接着してカーペットを得た。
【0063】
得られた捲縮糸及びカーペットの特性を表1に示す。
【0064】
[実施例2]
捲縮ノズル温度を160℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0065】
[実施例3]
捲縮ノズル温度を135℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0066】
[実施例4]
3葉断面(Y型)用の孔スペック(スリット長/スリット幅=1.5)に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0067】
[実施例5]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)と100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:39:10となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0068】
[実施例6]
田型中空断面用の口金に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0069】
[比較例1]
カーボンブラックを20重量%含有する100%バイオマス由来ポリプロピレン(MFR:30g/10分)マスターチップと100%バイオマス由来のポリプロピレン(MFR:30g/10分)と100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:24:25となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0070】
[比較例2]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0071】
[比較例3]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと、及び捲縮ノズル温度を160℃に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0072】
[比較例4]
カーボンブラックを20重量%含有する100%石油由来ポリプロピレン(MFR:30g/10分)マスターチップと100%石油由来のポリプロピレン(MFR:30g/10分)を、重量比で1:49となるように計量しながら、エクストルーダー型紡糸機に投入したこと、及び田型中空断面用の口金に変更したこと以外は、実施例1と同様にして、捲縮糸及びカーペットを得た。得られた捲縮糸及びカーペットの特性を表1に示す。
【0073】
【表1】
【0074】
表1から明らかなように、実施例1〜6の捲縮糸は、バイオマス由来炭素の存在割合が70%以上であり、カーボンニュートラルへの寄与が高いだけでなく、耐摩耗性に優れ、実用的かつ環境対応型の捲縮糸及びそれを用いたカーペットであると言える。
【0075】
一方、比較例1は、バイオマス由来炭素の存在割合が50%と低く、カーボンニュートラルへの寄与が不十分であり、本発明の主旨に則さないものである。
【0076】
また、実施例1の捲縮糸及びカーペットは、比較例1、2のそれらに比べて、耐摩耗性に優れていることがわかる。同様に、実施例6の捲縮糸及びカーペットは、比較例4のそれらに比べて、耐摩耗性に優れていることがわかる。
【0077】
さらに、実施例2及び比較例3は、捲縮ノズル温度が160℃と、実施例1及び比較例2対比、高温での加熱流体加工を行っているが、実施例2では、実施例1対比、捲縮糸の捲縮伸長率が大きくなり、それにより耐摩耗性が向上していることがわかる。一方で、比較例3は、比較例2対比、物性(強度、伸度、捲縮伸長率)が低下し、それにより耐摩耗性が低下していることがわかる。
【産業上の利用可能性】
【0078】
本発明のポリオレフィン捲縮糸は、バイオマス由来炭素の存在割合が70%以上であることから、カーボンニュートラルへの寄与が高く、環境対応型の捲縮糸として、カーマット、タイルカーペット、ロールカーペット、ラグマット、ダスコンマットといったカーペット用途を中心に好適に使用されるものである。また、石油由来のポリオレフィン捲縮糸に比べて、耐摩耗性に優れることから、耐摩耗性の要求が高い上級グレートのカーペット用途にも好適に使用されるものである。
【符号の説明】
【0079】
1 試料(捲縮糸)
2 サンドペーパー
3 ローラー
h ローラーの回転方向
4 荷重
5 吐出孔断面
j 吐出孔のスリット長
k 吐出孔のスリット幅
【特許請求の範囲】
【請求項1】
バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上であることを特徴とする捲縮糸。
【請求項2】
前記ポリオレフィンがポリプロピレンであることを特徴とする請求項1に記載の捲縮糸。
【請求項3】
着色剤により原着化されていることを特徴とする請求項1又は2に記載の捲縮糸。
【請求項4】
総繊度が500〜3000dtex、単糸繊度が5〜50dtex、捲縮伸長率が5〜30%であることを特徴とする請求項1〜3のいずれか1項に記載の捲縮糸。
【請求項5】
単糸の断面形状が変形度1.5〜5.0の多葉断面であることを特徴とする請求項1〜4のいずれか1項に記載の捲縮糸。
【請求項6】
単糸の断面形状が中空率5〜25%の中空断面であることを特徴とする請求項1〜4のいずれか1項に記載の捲縮糸。
【請求項7】
請求項1〜6のいずれか1項に記載の捲縮糸を用いたカーペット。
【請求項1】
バイオマス由来のポリオレフィンからなる捲縮糸であって、前記捲縮糸における放射性炭素(炭素14)測定によるバイオマス由来炭素の存在割合が70%以上であることを特徴とする捲縮糸。
【請求項2】
前記ポリオレフィンがポリプロピレンであることを特徴とする請求項1に記載の捲縮糸。
【請求項3】
着色剤により原着化されていることを特徴とする請求項1又は2に記載の捲縮糸。
【請求項4】
総繊度が500〜3000dtex、単糸繊度が5〜50dtex、捲縮伸長率が5〜30%であることを特徴とする請求項1〜3のいずれか1項に記載の捲縮糸。
【請求項5】
単糸の断面形状が変形度1.5〜5.0の多葉断面であることを特徴とする請求項1〜4のいずれか1項に記載の捲縮糸。
【請求項6】
単糸の断面形状が中空率5〜25%の中空断面であることを特徴とする請求項1〜4のいずれか1項に記載の捲縮糸。
【請求項7】
請求項1〜6のいずれか1項に記載の捲縮糸を用いたカーペット。
【図1】

【図2】
【図2】
【公開番号】特開2013−36126(P2013−36126A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−171697(P2011−171697)
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月5日(2011.8.5)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]