
捻れ抵抗を有する柔軟な遠位端を具えた血管閉塞送出器具
【課題】人間又は動物の患者の血管に塞栓又は血管閉塞を固定するための血管閉塞器具をインプラントするためのシステム及び送出器具を提供する。
【解決手段】閉塞部品を送出するための器具60が、管腔66を有する細長いシース64を有する。細長いコア部材68は管腔の中に配置され、近位部68aとジョイント70を介して接続された遠位部68bとで形成される。細長いコア部材の遠位部は、閉塞部品に固定された分離可能な接合部90を有する。マーカーコイル78は、細長いコア部材の遠位部の周りに同軸に配置され、部分的にシースの管腔の中に配置される。コイル部材80は、細長いコア部材の遠位部の周りに同軸に配置され、シースの管腔の外側を延びるマーカーコイルの少なくとも一部の周りに同軸に配置される。コイル部材は、細長いコア部材の遠位部の遠位端に固定される。器具は、軸方向に圧縮に抗する一方で半径方向に曲げることができる。
【解決手段】閉塞部品を送出するための器具60が、管腔66を有する細長いシース64を有する。細長いコア部材68は管腔の中に配置され、近位部68aとジョイント70を介して接続された遠位部68bとで形成される。細長いコア部材の遠位部は、閉塞部品に固定された分離可能な接合部90を有する。マーカーコイル78は、細長いコア部材の遠位部の周りに同軸に配置され、部分的にシースの管腔の中に配置される。コイル部材80は、細長いコア部材の遠位部の周りに同軸に配置され、シースの管腔の外側を延びるマーカーコイルの少なくとも一部の周りに同軸に配置される。コイル部材は、細長いコア部材の遠位部の遠位端に固定される。器具は、軸方向に圧縮に抗する一方で半径方向に曲げることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明の技術分野は、全体として、人間又は動物の患者の血管に塞栓又は血管閉塞を固定するための血管閉塞器具をインプラントするためのシステム及び送出器具に関する。
【背景技術】
【0002】
血管閉塞器具又はインプラントは、血管の中の動脈瘤の治療を含む様々な理由のために使用される。通常の血管閉塞器具は、主要なマンドレルの周りに白金(又は白金合金)の撚り線を巻くことによって形成される、軟らかく、らせん状に巻いたコイルの形を取る。コイルの相対的な剛性は、特にその成分、撚り線の直径、主要なマンドレルの直径、及び主要な巻き線のピッチに依存する。そして、コイルは、大きな別のマンドレルに包まれ、さらには熱処理されて別の形状に成る。例えば、Ritchartらによる米国特許第4,994,069号は、送出カテーテルの管腔を通って設置するために伸ばす場合に真っ直ぐでらせん状の第1の形状を取り、送出カテーテルから外されて血管の中に設置される場合に折り畳んで曲げられた第2の形状を取る、血管閉塞コイルを記載している。
【0003】
血管内の所望の部位、例えば動脈瘤に血管閉塞コイルを送出するために、操作可能なガイドワイヤを使用してその部位に小さな形状のマイクロカテーテルを初めに置くことがよく知られている。ガイドワイヤが引き出されると動脈瘤の中に1又はそれ以上の血管閉塞コイルが外されるようマイクロカテーテルを所望の位置に置くように、一般的に、マイクロカテーテルの遠位端に、患者の特定の生体構造に応じて予め選んで形成する曲げ、例えば、45°,90°,“J”状,“S”状、又は他の曲げ形状が、担当医又はメーカーによって設けられる。そして、送出又は「押し」ワイヤがマイクロカテーテルに通され、押しワイヤの遠位端に連結された血管閉塞コイルが、マイクロカテーテルの遠位端の開口部から外に出て動脈瘤の中に向けて延ばされる。そして、血管閉塞器具は、押しワイヤの端部から外され又は「分離され」、押しワイヤがカテーテルを通って引き戻される。そして、患者の特定のニーズに応じて、別の閉塞器具をカテーテルを通して押し出して同じ部位で外すことがある。
【発明の開示】
【発明が解決しようとする課題】
【0004】
押しワイヤの端部から血管閉塞コイルを外すための一つの知られた方法は、電気分解で分離可能な接合部を利用するもので、この接合部は、押しワイヤの遠位端部に沿って設けられた、小さく露出した部分又は分離ゾーンである。分離ゾーンは、一般に、ステンレス鋼でできており、血管閉塞器具の直近位に設けられる。電気分解で分離可能な接合部は、電気分解の影響を受けやすいため、押しワイヤが血液又は他の体液といったイオン溶液の存在下で帯電すると分解する。このため、分離ゾーンがカテーテルの遠位端から外に出て患者の血管の血液プールに晒されると、導電性の押しワイヤに印加される電流が、患者の皮膚に取り付けた電極、又は皮膚を通って遠隔部位に挿入された導電性の針とともに回路を成し、分離ゾーンが電気分解により素早く分解する。
【0005】
コイルを送出するときに、マイクロカテーテルとの摩擦力及び動脈瘤へのコイルの設置に対する抵抗に打ち勝つよう押し部材に軸力を発生させる必要がある。このような軸力による座屈を防ぐために、分離ゾーンに近接した押しワイヤの遠位端には、一般に、例えば、ポリテトラフルオロエチレン(「PTFE」)及び/又はポリエチレンテレフタラート(「PET」)でできた比較的堅いポリマーのジャケットが設けられている。軸方向の圧縮を防ぐ一方で、堅いポリマーのジャケットは、送出カテーテルの先端部の曲げ形状を変えることができるため、送出カテーテルの先端部をその所望の位置から逸らす。例えば、堅いポリマージャケットの部分は、比較的長い長さ(例えば、約2mm)を有しており、送出器具の曲げを抑制する。また、堅いポリマーのジャケットの使用する場合、閉塞器具を送出する際、又はさらなる閉塞器具の設置に先だって、医師が動脈瘤にカテーテルの先端部を移動させる必要があり、これにより処置の時間又は危険性を好ましくなく拡げてしまう。
【0006】
比較的長い押し部材の接合部は、接合部に対して遠位の血管閉塞コイル及び押し部材の部分の動脈瘤への適合の問題を悪化させる可能性がある。これらの部品が動脈瘤に適合しない場合、カテーテルが押し戻されて適所を外れるよう移動し、親動脈にコイルの後部を置いてきたり、送出すべき次のコイルのためにマイクロカテーテルを別の場所に移動させる際に問題を示す可能性がある。これは、大きく湾曲した送出カテーテルに特に当てはまる。
【0007】
このため、良好な柔軟性を維持するとともに良好な押出性能を保持する閉塞送出システムの必要性がある。例えば、送出器具は、半径方向の曲げが可能であるとともに軸方向の圧縮に抗するよう構成された遠位部を有することが必要である。
【課題を解決するための手段】
【0008】
本発明のある態様によれば、血管閉塞コイルといった閉塞部品を送出するための器具が、管腔を有する細長いシースを有する。この器具は、シースの管腔の中に設置された細長いコア部材を有する。細長いコア部材は、近位部とジョイントを介して互いに接続された遠位部とで形成される。細長い部材の遠位部は、例えば、電気分解で分解可能な接合部といった、閉塞コイルといった閉塞部品に固定された分離可能な接合部を有している。マーカーコイルが、細長いコア部材の遠位部の周りに同軸に配置されており、シースの管腔の中に部分的に配置されている。コイル部材が、細長いコア部材の遠位部の周りに同軸に配置されており、シースの管腔の外側を延びるマーカーコイルの少なくとも部分の周りに同軸に配置されている。コイル部材は、その遠位端が細長いコア部材の遠位部に固定されている。コイル部材を、ストッパコイルによって細長いコア部材に固定してもよい。この器具は、フックを使用して血管閉塞コイルの近位端に係合してもよい。
【0009】
本発明の別の態様によれば、血管閉塞コイルといった閉塞部材を送出するための器具が、管腔を有する細長いシースを有している。この器具は、シースの管腔の中に配置された細長いコア部材を有している。細長い部材は、近位部とジョイントを介して互いに接続された遠位部とで形成される。細長い部材の遠位部は、例えば、血管閉塞コイルといった閉塞部材に固定された電気分解で分離可能な接合部といった分離可能な接合部を有している。スペーサ部材が、細長いコア部材の遠位部の周りに同軸に配置されており、ジョイントに対して遠位の位置でシースの管腔の中に配置されている。マーカーコイルが、細長いコア部材の遠位部の周りに同軸に配置されており、スペーサ部材に対して遠位の場所でシースの管腔の中に配置されている。コイル部材が、細長いコア部材の遠位部及びマーカーコイルの少なくとも一部の周りに同軸に配置されている。コイル部材は、その遠位端が細長いコア部材の遠位部に固定されている。
【0010】
本発明のある実施例によれば、コア部材が、血管閉塞コイルの1又はそれ以上の近位の巻き線に固定されたフックを有している。例えば、フックを、コイルの近位端の1又はそれ以上の圧着した巻き線を介して固定してもよい。接着剤又はエポキシが、コア部材に血管閉塞コイルをしっかりと取り付け易くする。
【0011】
本発明の別の態様によれば、送出器具に血管閉塞コイルを装填する方法が、分離可能な接合部及び遠位端に配置されたフックを有する細長いコア部材を具える送出器具を与えるステップを有する。血管閉塞コイルの1又はそれ以上の近位の巻き線が圧着される。フックは、血管閉塞コイルの圧着部の管腔に挿入される。そして、フックは細長いコア部材の長手軸方向の周りを回転し、細長いコア部材が近位に引っ込んで血管閉塞コイルにフックを固定する。接着剤又はエポキシを使用して、コア部材に血管閉塞コイルを取り付け易くしてもよい。
【0012】
本発明に係るさらに別の態様によれば、血管閉塞コイルを送出するための器具が、ジョイントで遠位部に接続された近位部を有する細長い押し部材を有している。遠位部は、血管閉塞コイルに接続された分離可能な接合部を有している。マーカーコイルが、ジョイントの近くの細長い押し部材の周りに同軸に配置されている。強化部材が、マーカーコイルに対して遠位で分離可能な接合部に対して近位の細長い押し部材の遠位部の周りに同軸に配置されており、強化部材が内側コイルと外側コイルとを有している。
【発明を実施するための最良の形態】
【0013】
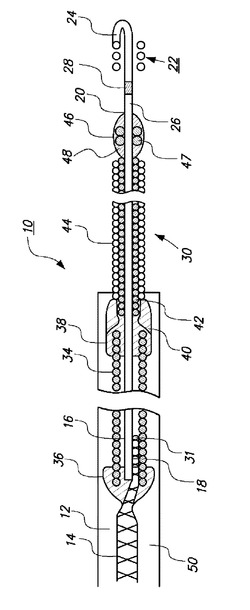
図1は、人間又は動物の患者の血管部位に血管閉塞器具(図示せず)を送出するための一実施例に係る典型的な送出システム10を示しており、先細状の遠位端部を有する単一(単独)のワイヤ部材を具えていないことを除いて従来の構成及び構造の細長い押し部材12を有し、押し部材12は、取り付けジョイント18で(薄型形状の)遠位押し部材16に取り付けられた近位押し部材14を有するツーピースのアッセンブリを具える。従来の単一のワイヤ部材の代わりに、「ツーピース」の押し部材アッセンブリを使用することによって、特定の作製上の利点を達成すると考えられる。特に、電気分解による分離過程がより多く繰り返し可能であり、その上、十分な剛性及び送出カテーテルの様々な曲げ及び湾曲を通して血管閉塞器具を「押す」ためのコントロールに必要とされる(大きな)近位の断面の遠位端部を削ることよりも、メインワイヤに取り付けられた比較的小さな断面を有する引き線を使用する過程で、より均一且つ一貫した遠位端の寸法の作製を実現すると考えられる。しかしながら、代替的な実施例では、ツーピースの押し部材を要さず従来の(すなわち、先細の遠位端を具える)単一のワイヤ部材を使用してもよいことに留意されたい。
【0014】
遠位押し部材16が、取り付けジョイント18から延びる真っ直ぐなワイヤ部20を有しており、その遠位端に、米国特許出願番号第11/140,690号及び第11/140,691号に開示されたような方法で血管閉塞器具(図示せず)に接続するための遠位ループ24を有する折り返しコイル部22を形成する。例えば、遠位ループ24は、血管器具の構成に応じて、延伸抵抗フィラメント又は血管閉塞器具を遠位に延ばすハトメ結合部と係合できる。別の実施例の方法では、血管閉塞コイル、強化するため必要に応じて付けられる付加的な接着剤又はポリマーの熱収縮チューブで、折り返しコイル部22を中に巻くことができる。
【0015】
遠位押し部材16の断面を、円形又は矩形、又は例えば、折り返しコイル部22の異なる部分に沿ってほぼ円形からほぼ矩形に交互に入れ替わるようにしてもよい。ある実施例では、真っ直ぐなワイヤ部20が、取り付けジョイント18におけるその近位端から折り返しコイル部22の始まりにかけて約32mm延びている。遠位押しワイヤ部材16の露出する部分全体は、特に折り返しコイル部22を有しており、軸方向の長さが約0.002から0.015インチ、ある態様では0.004インチから0.007インチの間の長さの小さな露出部であって、電気分解による分離ゾーン又は分離可能な接合部28を形成する露出部を除いて、ポリイミド、ポリウレタン、PET、パリレン、pTFE又は他のフッ素重合体といった絶縁材料26でコーティングされている。
【0016】
さらに、図1を参照すると、分離可能な接合部28が、折り返しコイル部22から例えば、約0.02インチ程度近位に隣接して設けられる。絶縁コーティング26は、非常に薄く、送出アッセンブリ10全体を通る付加的な通路を与えており、押し部材12に電力を供給すると交流電流を流し、電気化学的に非導電性材料による分離可能な接合部28の閉塞可能性に対して、真の分離が容易に識別される。ある実施例では、折り返しコイル部22におけるポリイミド絶縁材料26の厚さが、極端に薄く、0.00001から0.002インチの間でよく、より優れた分離の検出のために周囲の電極に所望の交流電流の導通を与える。電気分解で分離可能なジョイントの使用に関するさらなる詳細が、米国特許番号第5,354,295号、第5,122,136号及び第5,941,888号に記載されている。
【0017】
分離可能な接合部28として電気分解可能な接続部を使用することは本質的ではなく、代替的な実施例では、分離可能な接合部28が、当技術分野でよく知られた熱的又は機械的に分離可能な接続部といった異なるタイプでよいことに留意されたい。様々な機械的な分離機構が、米国特許番号第5,234,437号、第5,250,071号、第5,261,916号、第5,304,195号、第5,312,415号、及び第5,350,397号に記載されている。低周波エネルギを使用する典型的な熱的に分離可能な接合部は、米国特許番号第6,743,251号に記載されている。
【0018】
全体的に符号30で示され半径方向に柔軟性があり軸方向に強化した部材が、分離可能な接合部28の近位の遠位押し部材16に担持されている。強化部材30は、例えば、血管閉塞器具が分離可能な接合部28から外れる際に、送出アッセンブリ10に与えられる近位方向の軸力に応じて遠位押し部材16を半径方向に曲げることができる一方で、軸方向の圧縮に抗するよう構成される。図1に示す送出アッセンブリ10では、曲げることのできる強化部材30が、遠位押し部材16の真っ直ぐなワイヤ部20と同心に設けられた重なり合う強化コイル42,44を具えている。特に、内側の強化コイル42は、遠位押し部材16が延びる管腔を形成し、外側の強化コイル44は、内側コイル42が延びる管腔を形成する。
【0019】
ある実施例では、内側及び外側コイル42,44が、それぞれニッケル−チタンでできており、内側コイル42が外側コイル44より大きな軸方向の長さを有している。内側及び外側コイル42,44はそれぞれ、少し開いたピッチ(例えば、ワイヤ直径の約20%以下開くか離れている)、又は実質的に閉じたピッチ(例えば、隣接する巻き線が接触又はほぼ接触している)を設けて、送出カテーテルを通して血管閉塞部材を進める際のコラム強さを高めることができる。ある実施例では、内側コイル42がほぼ閉じたピッチを有しており、軸方向の圧縮に対する最大の抵抗を与える一方で、外側コイル44が、例えば、約20%に等しいかそれよりも小さい少し開いたピッチを有し、送出アッセンブリ10に与えられる近位方向の軸力に応じて半径方向に曲がり易くなっている。さらに別の実施例では、外側コイル44が、約2%から5%の間の範囲のピッチを有する。
【0020】
外側コイル44の外径は、折り返しコイル部22のそれよりも僅かに大きいため、カテーテルの管腔に送出アッセンブリ10を引っ込める際に、折り返しコイル部22が送出カテーテルの先端に引っかかり易くなるのを最小限にする。ある実施例では、外側コイル44が、0.007インチのマンドレルに巻かれた0.002インチのニッケル−チタンワイヤの巻き線でできている。そして、外側コイル44に熱を加えて、マンドレルから取り外し、内側コイル42の上に被せる。内側コイル42は、0.0035インチのマンドレルに巻かれた0.0015インチのニッケル−チタンワイヤの巻き線で作られる。内側コイルもまた、熱が加えられ、マンドレルからり外され、取り付けジョイント18の形成に先だって遠位押し部材16の真っすぐな部分の上に被せられる。
【0021】
代替的な実施例では、それぞれ内側及び外側強化コイル42,44が、様々な金属、金属合金、ポリマー、又はそれらのいくつかの組み合わせを具えてよい。例えば、ある考え得る代替的な実施例では、強化コイル42,44の一方又は双方が、ナイロン(登録商標)でできていてよい。別の考え得る実施例では、強化コイル42,44の一方又は双方が、内部の金属(例えばステンレス鋼)コアを有しており、外側のジャケットが、低いデュロメータ(durometer)のポリエチレン、又は滑らかなコーティングを具えて面の摩擦を減らす弾性ポリマーでできているため、堅さを与えずに外径を増す。内側及び外側コイル42,44の代わりに単一の大きな直径の強化コイルを使用した他の実施例が考え得る。
【0022】
さらに図1を参照すると、遠位ストッパ46が分離ゾーン28の直近位において遠位押し部材16に取り付けられている(例えば、圧着又は溶接されている)。遠位ストッパ46の外側の輪郭は、保持のために、外側強化コイル44と整合する。図示するアッセンブリ10では、遠位ストッパ46が、2,3回巻いて遠位ワイヤ部材16の適切な位置に溶接され、熱収縮(PET)チューブ48といった絶縁材料で覆われた金属コイル47を具える。例えば、2巻きの0.003インチ径のステンレス鋼ワイヤを、ポリイミド絶縁層26(又は露出部)を介してワイヤ部材16に抵抗溶接できる。代替的に、ストッパ46を、約0.020インチの長さと等しいかそれよりも短い熱収縮チューブ、又は硬化接着剤の小片を具えて構成できる。
【0023】
図1に示すように、1又はそれ以上のポリマー絶縁層(例えば、PTFE)又は接着剤を具える近位ストッパ部材40が、強化部材30を固定するよう遠位押し部材16の周りに形成されている。例えば、近位ストッパ部材40を内側コイル42の初めの2,3巻きの周りに形成して、遠位押し部材16に沿って軸方向に所定の位置に各強化コイル42,44を固定してもよい。
【0024】
取り付けジョイント18を、半田溶接、接着剤、又は他の従来の取り付け手段によって形成してよく、遠位押し部材16の真っ直ぐなワイヤ部20の近位部が、近位押し部材14の遠位端部31に取り付けられる。組み立て処理の一部として、近位押し部材14の遠位端部31の外側を削って(すなわち、先細状にして)、より均一な外径に変える必要がある場合がある。また、ポリイミドの絶縁体26(又は他の絶縁材料)を遠位押し部材の真っ直ぐなワイヤ部20から剥ぎ取って、金属同士のワイヤボンディングを改善する必要がある場合がある。追加的に、溶接ワイヤ部(図示せず)を取り付けジョイント18に加えて、より円形の外径断面を与えてよく、すなわち、近位押し部材14、遠位押し部材16、及び溶接ワイヤそれぞれが、「3つのローブ(three−lobe)」の断面形状をほぼ形成してもよい。
【0025】
図1に示すアッセンブリ10では、例えば、白金又は白金合金でできた放射線を通さないマーカーコイル34が、取り付け結合部18の上に設けられている。マーカーコイル34を構成するのに使用する材料は、放射線を通さない様々な材料のいずれかでよく、生物学的に適合した材料で形成してよい。適切な金属材料は、タングステン、金、銀、タンタル、及びこれらの金属の合金とともに、白金族の金属、特に白金、ロジウム、パラジウム、レニウムを含む。例えば、一つの適切な金属材料は、白金/タングステン合金、例えば、8%タングステンで残りが白金である。また、粉末タンタル、粉末タングステン、ビスマス酸化物、バリウム硫化物等の放射線を通さない材料にポリマーを充填することによって、特定のポリマーをマーカーコイル34に適した材料として使用してもよい。適切なポリマーは、例えばPETといったポリエステル、特にDacron(登録商標);ナイロン(登録商標)を含むポリアミド;ポリエチレン、ポリプロピレン、ポリブチレンといったポリオレフィン、それらの混合物、合金、ブロック(block)、及びランダム共重合体、;及び、例えばPTFEといったフッ素重合体、のような熱可塑性樹脂を含む繊維でできた大部分の生体適合性材料を含む。
【0026】
それぞれ近位及び遠位のPETカバー36及び38は、熱活性接着処理を適用するのに先だって、マーカーコイル34とともに、各ワイヤ14,16の位置を固定するのを補助するよう設けられている。また、近位ストッパ部材40は、内側及び外側コイル42,44からマーカーコイル34を絶縁するよう機能する。取り付けジョイント18(例えば、溶接又は半田接合)を、白金のマーカーコイル34を通して形成できるため、分離ゾーン28に対するマーカーコイル34の適切な配置を保証する。このような態様により、マークの付いたマーカーコイル34を送出カテーテル52に合わせる際に、医師を補助する。例えばPTFEでできた絶縁層又はシース50を使用して、強化コイル42,44の近位端とともに、取り付けジョイント18を封入する。
【0027】
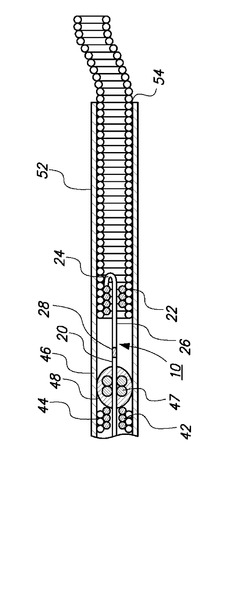
図2を参照すると、送出カテーテル52が、送出アッセンブリ10が摺動可能に配置された送出管腔54を具えている。カテーテル52は、血管を通って送出可能でその遠位端が目標とする動脈瘤に開口した、適切な柔軟性のある生体適合性材料から成る。送出アッセンブリ10は、十分小さい断面形状を有しており、送出カテーテル52を通って進み、目標とする血管部位に近付けることができる。
【0028】
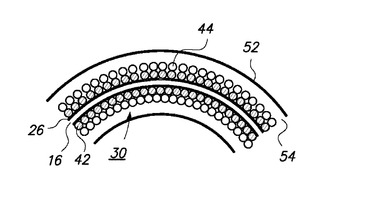
図3を参照すると、アッセンブリ10が軸力を受ける場合、強化部材30の内側コイル42が、ほぼ間が閉じた状態を保持する。このようなことは、図示するような曲げの内側半分で特に当てはまり、連続的な巻き線が密に詰まった状態となり、強化部材30の軸方向の圧縮に抗する。これに対して、外側コイル44巻き線の間は、ある程度開いていて、特に、図示した曲げの外側部分に設けられた巻き線が、強化部材30の半径方向の曲げを与えている。
【0029】
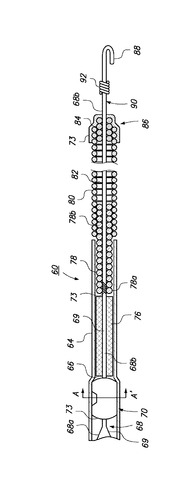
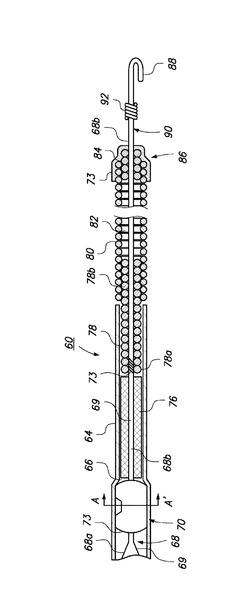
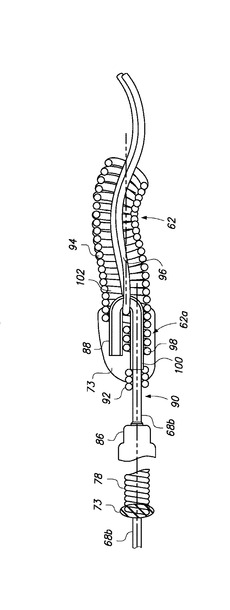
ここで、図4−図10を参照すると、(図7−図9に示すような)血管閉塞コイルといった閉塞部品62を送出するための送出器具60の代替的な実施例が、図示されている。図4は、送出器具60の遠位端の断面図を示す。この器具は、中に管腔66を有する細長いシース64を有する。細長いシース64を、ポリテトラフルオロエチレン(PTFE)等といった柔軟であるが滑らかな材料で形成してもよい。細長いコア部材68が、細長いシース64の管腔66の内側に設けられている。本発明のある実施例では、図4−図6によく示すように、細長いコア部材68が、ジョイント70で遠位部68bに接続された近位部68aで形成されている。
【0030】
近位部68aに関していえば、細長いシース64を、1又はそれ以上の近位の細長いコア部材68aと一体にするか、又はこれにコーティングすることによって形成してもよい。細長いコア部材68の近位部68aが、約140cmのオーダーの長さを有してもよい。当然のことながら、140cmよりも短い又は長い別の長さを、本発明に使用してもよい。コア部材68aの近位部を、例えば、ステンレス鋼といった金属ワイヤで形成してもよい。近位コア部材68aを、例えばポリイミドといった絶縁コーティング69でコーティングしてもよい。また、当然のことながら、ポリウレタン、PET、又はパリレンのような別の絶縁材料を使用してもよい。通常は、近位コア部材68aの近位端(図示せず)を、メインの閉塞部品62の分離の際に電気的接続が容易に成されるように、露出させるか又はコーティングしないようにする。
【0031】
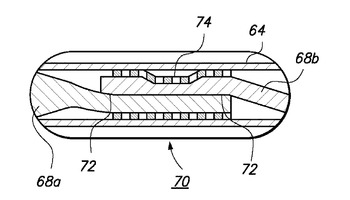
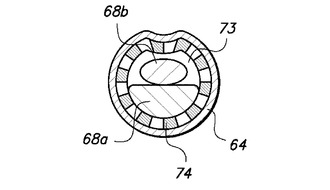
図5及び図6によく示すように、近位コア部材68aがジョイント70で遠位コア部材68bに固定されている。ジョイント70を、近位及び遠位コア部材68a,68b間に形成された1又はそれ以上の溶接部によって形成してよい。図5及び図6では、ジョイント70が、ステンレス鋼(例えば、304型のステンレス鋼)のハイポチューブ部74の中に形成される。ハイポチューブ74は、溶接のために近位及び遠位コア部材68a,68bを揃え易くする。溶接部72を、従来の抵抗溶接方法を用いて、ハイポチューブ74を介して直接形成してよい。近位及び遠位コア部材68a,68bの一方又は双方が、溶接の前に絶縁層を剥がした外面を有する必要がある場合がある。また、エポキシ接着剤73(図6によく示す)を、ジョイント70の形成に役立つよう使用してもよい。例えば、エポキシ73は、Epoxy Technology,Billerica,MAから市販されているEPOTEK 353 NDといったシアノアクリレートベースのエポキシでよい。一般に、遠位コア部材68bは、約38cmの長さを有している。当然のことながら、遠位コア部材68bは、38cmよりも短かったり長かったりしてよい。
【0032】
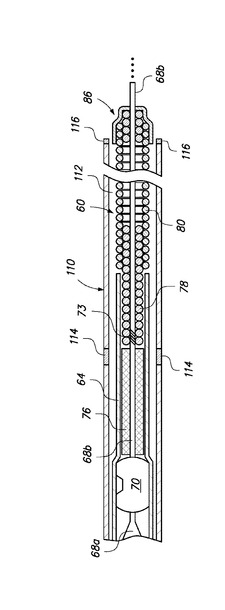
遠位コア部材68bを、例えば304型のステンレス鋼ワイヤといったワイヤで形成してもよい。遠位コア部材68bを、(分離部分を除いて)絶縁コーティング69でコーティングしてよい。絶縁コーティング69は、例えば、ポリイミドベースのコーティング又は本書に記載の他の絶縁材料を有してよい。さらに、図4を参照すると、スペーサ部材76が遠位コア部材68bの周りに同軸に設けられている。このスペーサ部材76は、シース64の管腔66の中に収容されており、ポリイミドの押出成形により形成してよい。スペーサ部材76は、器具60が捻れるのを防ぐのに役立つ。さらに、スペーサ部材76は、器具60を押し易くする。
【0033】
さらに、図4を参照すると、マーカーコイル78が、遠位コア部材68bの周りに同軸に配置されている。また、マーカーコイル78は、シース64の管腔66の中に少なくとも部分的に収容される。図4に示すように、マーカーコイル78の近位部78aがシース64の中に収容される一方で、マーカーコイル78の遠位部78bがシース64の遠位端を超えて延びている。マーカーコイル78は、エポキシ又は接着剤73(例えば、DYMAX)を使用して、その近位端を遠位コア部材68bに付けてもよい。マーカーコイル78は、例えば、白金ワイヤといった放射線不透過物質でできている。マーカーコイル78が放射線不透過物質でできているため、X線透視処置の際に容易に視覚化できる。
【0034】
器具60の遠位方向に沿って延びるようにして、コイル部材80が、マーカーコイル78の外面の周りに同軸に配置されている。この場合、コイル部材80とマーカーコイル78との間に摩擦係合を形成する。マーカーコイル78の上を外側コイル部材80が摺動することによって、アッセンブリが形成される。外側コイル部材80は、器具60に捻れ抵抗及び押し易さをうまく与える。外側コイル部材80は、シース64の外径と類似した外径を有する。外側コイル部材80を例えばステンレス鋼ワイヤといったワイヤで作製してもよい。
【0035】
コイル部材80の遠位端は、ストッパコイル84を介して遠位コア部材68に固定されている。ストッパコイル84は、遠位コア部材68bの周り及びコイル部材80の中央の管腔82の中に同軸に設けられている。ストッパコイル84を、例えばステンレス鋼のワイヤといったワイヤを何回か巻いて形成してもよい。エポキシ又は接着剤73(例えば、Epoxy Technology,Billerica,MA 01821から市販されているEPO−TEK 353 ND)を、コイル部材80の遠位端及びストッパコイル84の双方の上に使用して、遠位ストッパ86を形成してもよい。
【0036】
図4によく示すように、遠位コア部材68bが、遠位ストッパ86を超えて遠位に延びており、フック部88を終端としている。分離可能な接合部90が、遠位ストッパ86及びフック部88を境界とする部分の遠位コア部材68bに形成されている。分離可能な接合部90は、絶縁コーティング69を含まない遠位コア部材68bの部分又は領域で形成されている。絶縁コーティング69を、配置時に、それが電解液(例えば、血液等)に晒されるように、この部分で除いてもよい(又は形成しなくてもよい)。本構成の利点は、遠位コア部材68bが、分離可能な接合部90で比較的小さな外径(一般に約0.001インチから約0.025インチの範囲内)を有することである。このような態様のため、電流の印加によって溶けるのに必要な材料が少なくてすむ。このため、本器具60は、太いワイヤを使用する他の器具と比較して分離時間が減る。
【0037】
遠位コア部材68bは、分離ゾーン90に対して遠位に設置された小さなコイル92の部分を有している。コイル92は、主として、閉塞部品62が遠位コア部材68bから分離しているかどうかを判断する際の補助のために使用する。コイル92を、遠位コア部材68bに巻かれる白金/タングステンワイヤのいくつかの巻き線で形成してもよい。
【0038】
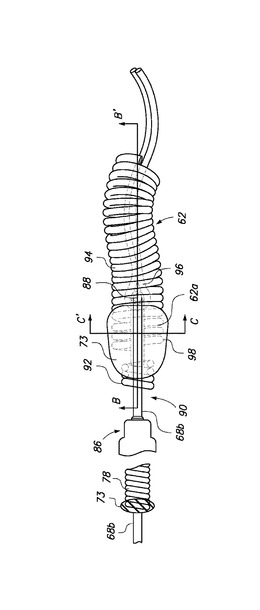
図7−図9を参照すると、遠位コア部材68bのフック部88が、血管閉塞コイル62の1又はそれ以上の巻き線94と係合している。また追加的に、フック部88が延伸抵抗部材96と係合してもよい。例えば、延伸抵抗部材96の一端をフック88に固定する一方で、延伸抵抗部材96の他端を血管閉塞コイル62の遠位部(図示せず)に固定してもよい。延伸抵抗部材96を、米国特許出願番号2004−0002733A1(シリアル番号第10/185,671号)に開示されているようなタイプにしてもよい。延伸抵抗部材96を、例えばポリプロピレンといった高分子材料で形成してもよい。
【0039】
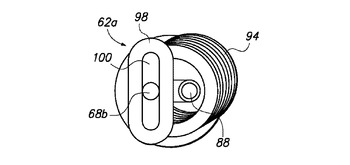
図8及び図9に示すように、血管閉塞コイル62の近位端62aを圧着して1又はそれ以上の圧着した巻き線98を形成してもよい。遠位コア部材68bのフック部88は、圧着した巻き線98の中に形成された管腔100を貫通して、圧着していない巻き線94の管腔102を通って手前に戻る。図7及び図8に示すように、エポキシ、半田、又は接着剤73(例えば、DYMAX)を血管閉塞コイル62の近位端62aの上に付けて、血管閉塞コイル62と遠位コア部材68bとの間の固定取付点を形成する。図7及び図8に示すように、エポキシ73を、近位の圧着していない巻き線94、圧着した巻き線98、及びコイル92の小さな部分のうちの1又はそれ以上の上に重ねてもよい。
【0040】
遠位コア部材68bの遠位端をそれ自身に付けるよう後ろに曲げることによって、フック88を形成する。ピンセット、成形マンドレル、又は他の同じような器具を使用してフック部88を形成してもよい。そして、血管閉塞コイル62の近位端62aを圧着器具(図示せず)を用いて圧着する。そして、延伸抵抗部材96を使用する場合、延伸抵抗部材96が血管閉塞コイル62に通される。次に、フック部88を、圧着した巻き線98に形成された管腔100の中に通す。管腔100に通した後、フック部88(又は血管閉塞コイル62)を約90°回転させて、図9によく示すように、血管閉塞コイル62に対してフック88を調整する。そして、遠位コア部材68bが手前に引っ込められ(又は、血管閉塞コイル62が遠位に移動して)、図7−図9に示すような鍵状の配置が形成される。そして、エポキシ73を、フック部88の上に付けるか又は重ねて、固定取り付け点を形成することができる。
【0041】
図10は、送出カテーテル110の中に設けられた送出器具60を示す。送出器具60は、送出カテーテル110の少なくとも長さの一部分に沿って摺動可能である。(マイクロカテーテルとも称される)送出カテーテル110は、一般的に、送出管腔112を有する柔軟で細長い部材として形成される。一般に、送出器具60を、約0.016インチから約0.019インチの範囲内の内径を有する送出カテーテル110に関連して使用してよい。図10は、送出カテーテル110に設けられた第1の放射線不透過マーカー114に対してちょうど遠位にあるマーカーコイル78の配列を示す。放射線不透過マーカー114を、送出カテーテル110の周縁周りのリング又はバンドで形成してもよい。第2の放射線不透過マーカー116が、カテーテル110の遠位端に設けられており、同様に送出カテーテル110の周縁周りのリング又はバンドで形成してもよい。図10に示すように、遠位ストッパ86が、第2の放射線不透過マーカー116を超えてちょうど遠位に突出する。図10に示す送出カテーテル110に対する送出器具60の位置は、閉塞部品62が展開する際の送出器具60の位置である。図10に示すように、マーカーコイル78が第1及び第2の放射線不透過マーカー114,116と並ぶことによって、閉塞部品62の位置に拘わらず、医師が展開を確信することができる。
【0042】
血管閉塞コイル62の作製時に、コイル材料は通常は真っ直ぐなコイルに巻かれる。一般に、コイル62は白金合金又は「NITINOL」で知られるチタン/ニッケル合金といった超弾性合金でできた金属コイルである。コイル62の突出部に使用するワイヤの直径は、約0.00025インチから約0.006インチの範囲に収まればよい。コイル62は、約0.003及び約0.025インチの間の主要な直径を有してもよいが、大部分の神経血管系の適用では、約0.008インチから約0.018インチの間の直径が、選択んだ体の部位、管腔、又は体腔の中の所定の位置に、このような部位の壁を膨らませず、血管系に見られる反復的な流体の脈動によりこのような部位から移動させずに、コイル62を保持するのに十分なフープ強さ(hoop strength)を与える。
【0043】
コイルワイヤの軸方向の長さは、通常約0.5から約100cmの範囲に収まり、より一般的には約2.0から40cmである。使用に応じて、コイル62が、1ミリメートル当たり10−75巻又は1ミリメートル当たり10−40巻を有してよい。当然ながら、上記の寸法全ては、単にガイドラインと見なすべきであり、本発明を、その広い態様では、このようなものに限定すべきではない。人体の中の部位を閉塞するための使用に適した寸法は、本発明の範囲に含まれる。
【0044】
所望の治療上の効果及び治療すべき部位の形状に応じて、コイル62を多くの方法で後で処理するか又は付属品を付けて、その治療効果を高めてもよい。コイル62を、米国特許番号第5,853,418号及び第6,280,457号に開示されているように、特定の処理部位に適した熱処理を多くの場合用いて様々な二次的な形状で作ってもよい。代替的には、米国特許番号第5,690,666号に開示されているように、コイル62が、血管の管腔に導入された後、小さな形又はどんな形をしてなくてもよい。さらに、血栓溶解特性を増やす目的で、外付けの材料をコイル62の外側に取り付けてもよい。これらの代替的な実施例は、米国特許第5,226,911号、第5,304,194号、第5,549,624号、第5,382,259,号及び第6,280,457号に開示されている。
【0045】
送出器具60の一つの利点は、遠位コア部材68bに閉塞部品62を固定するのにPETシース又はチューブ類を必要としないことである。従前の送出器具は、PETの比較的長くて堅い部分を使用して、血管閉塞部品に押しワイヤを固定している。しかしながら、これらの従前の接合部は、一般に長くて(例えば、2mm長)比較的堅い。これに対して、本書の送出器具60では、遠位コア部材68bと閉塞部品62との間に形成されたジョイントは、かなり短く−約0.50mmと約0.75mmとの間の長さである。さらに、PETシース/チューブ類を使用しないため、熱を加える必要がない。
【0046】
送出器具60の動作中、電流が細長いコア部材68に向けて送出される。例えば、近位コア部材68aの近位端が、患者の体外に設けられた電流源(図示せず)に接続されている。そして、電流を、近位部68aから遠位部68bに通すようにコア部材68を介して送出する。そして、分離可能な接合部90におけるコア部材68bの部分は、血液といった生理液の存在下で電気分解を受ける。電気分解は、閉塞部品62が遠位コア部材68bから分離するまで続けられる。また、完全な回路を形成するために、対極(図示せず)を使用してもよい。例えば、パッチ等の形を成す対極を患者の皮膚に貼り付けてもよい。対極を、例えば、導電性ポリマー、導電性ゲル、又はステンレス鋼、金又は白金といった金属のような適切な導電体で形成してよい。一般に、対極の面の少なくとも一部は、全体的に電解液と接しており、電子の帰り道を与える。
【0047】
本発明の実施例を図示及び記載したが、本発明の範囲から逸脱せずに、様々な変形を行ってもよい。このため、上記の特許請求の範囲、及びそれらに相当するもの以外に本発明を限定すべきではない。
【図面の簡単な説明】
【0048】
【図1】図1は、一実施例に係る送出器具の遠位端の部分断面図を示す。
【図2】図2は、送出カテーテルの中に設置された送出器具の遠位端の部分断面図を示す。さらに、送出器具は血管閉塞コイルに接続されている。
【図3】図3は、近位方向に軸力を加えた場合の強化部材の曲げモーメントを示す横断面図である。
【図4】図4は、本発明の別の実施例に係る送出器具の遠位端部の部分断面図を示す。
【図5】図5は、近位コア部材と遠位コア部材との間に形成されたジョイントの拡大した断面図を示す。
【図6】図6は、図4のラインA−A’に沿ったジョイントの断面図を示す。
【図7】図7は、血管閉塞コイルに固定した図4の送出器具の遠位端部の部分断面図を示す。
【図8】図8は、図7のラインB−B’に沿った送出器具の遠位端部の断面図を示す。
【図9】図9は、図7のラインC−C’に沿った送出器具の遠位端部の断面図を示す。
【図10】図10は、送出カテーテルの中に設置された図4の送出器具の部分断面図を示す。送出カテーテルは、複数の放射線不透過性のマーカーを介して並んでいる。
【技術分野】
【0001】
本発明の技術分野は、全体として、人間又は動物の患者の血管に塞栓又は血管閉塞を固定するための血管閉塞器具をインプラントするためのシステム及び送出器具に関する。
【背景技術】
【0002】
血管閉塞器具又はインプラントは、血管の中の動脈瘤の治療を含む様々な理由のために使用される。通常の血管閉塞器具は、主要なマンドレルの周りに白金(又は白金合金)の撚り線を巻くことによって形成される、軟らかく、らせん状に巻いたコイルの形を取る。コイルの相対的な剛性は、特にその成分、撚り線の直径、主要なマンドレルの直径、及び主要な巻き線のピッチに依存する。そして、コイルは、大きな別のマンドレルに包まれ、さらには熱処理されて別の形状に成る。例えば、Ritchartらによる米国特許第4,994,069号は、送出カテーテルの管腔を通って設置するために伸ばす場合に真っ直ぐでらせん状の第1の形状を取り、送出カテーテルから外されて血管の中に設置される場合に折り畳んで曲げられた第2の形状を取る、血管閉塞コイルを記載している。
【0003】
血管内の所望の部位、例えば動脈瘤に血管閉塞コイルを送出するために、操作可能なガイドワイヤを使用してその部位に小さな形状のマイクロカテーテルを初めに置くことがよく知られている。ガイドワイヤが引き出されると動脈瘤の中に1又はそれ以上の血管閉塞コイルが外されるようマイクロカテーテルを所望の位置に置くように、一般的に、マイクロカテーテルの遠位端に、患者の特定の生体構造に応じて予め選んで形成する曲げ、例えば、45°,90°,“J”状,“S”状、又は他の曲げ形状が、担当医又はメーカーによって設けられる。そして、送出又は「押し」ワイヤがマイクロカテーテルに通され、押しワイヤの遠位端に連結された血管閉塞コイルが、マイクロカテーテルの遠位端の開口部から外に出て動脈瘤の中に向けて延ばされる。そして、血管閉塞器具は、押しワイヤの端部から外され又は「分離され」、押しワイヤがカテーテルを通って引き戻される。そして、患者の特定のニーズに応じて、別の閉塞器具をカテーテルを通して押し出して同じ部位で外すことがある。
【発明の開示】
【発明が解決しようとする課題】
【0004】
押しワイヤの端部から血管閉塞コイルを外すための一つの知られた方法は、電気分解で分離可能な接合部を利用するもので、この接合部は、押しワイヤの遠位端部に沿って設けられた、小さく露出した部分又は分離ゾーンである。分離ゾーンは、一般に、ステンレス鋼でできており、血管閉塞器具の直近位に設けられる。電気分解で分離可能な接合部は、電気分解の影響を受けやすいため、押しワイヤが血液又は他の体液といったイオン溶液の存在下で帯電すると分解する。このため、分離ゾーンがカテーテルの遠位端から外に出て患者の血管の血液プールに晒されると、導電性の押しワイヤに印加される電流が、患者の皮膚に取り付けた電極、又は皮膚を通って遠隔部位に挿入された導電性の針とともに回路を成し、分離ゾーンが電気分解により素早く分解する。
【0005】
コイルを送出するときに、マイクロカテーテルとの摩擦力及び動脈瘤へのコイルの設置に対する抵抗に打ち勝つよう押し部材に軸力を発生させる必要がある。このような軸力による座屈を防ぐために、分離ゾーンに近接した押しワイヤの遠位端には、一般に、例えば、ポリテトラフルオロエチレン(「PTFE」)及び/又はポリエチレンテレフタラート(「PET」)でできた比較的堅いポリマーのジャケットが設けられている。軸方向の圧縮を防ぐ一方で、堅いポリマーのジャケットは、送出カテーテルの先端部の曲げ形状を変えることができるため、送出カテーテルの先端部をその所望の位置から逸らす。例えば、堅いポリマージャケットの部分は、比較的長い長さ(例えば、約2mm)を有しており、送出器具の曲げを抑制する。また、堅いポリマーのジャケットの使用する場合、閉塞器具を送出する際、又はさらなる閉塞器具の設置に先だって、医師が動脈瘤にカテーテルの先端部を移動させる必要があり、これにより処置の時間又は危険性を好ましくなく拡げてしまう。
【0006】
比較的長い押し部材の接合部は、接合部に対して遠位の血管閉塞コイル及び押し部材の部分の動脈瘤への適合の問題を悪化させる可能性がある。これらの部品が動脈瘤に適合しない場合、カテーテルが押し戻されて適所を外れるよう移動し、親動脈にコイルの後部を置いてきたり、送出すべき次のコイルのためにマイクロカテーテルを別の場所に移動させる際に問題を示す可能性がある。これは、大きく湾曲した送出カテーテルに特に当てはまる。
【0007】
このため、良好な柔軟性を維持するとともに良好な押出性能を保持する閉塞送出システムの必要性がある。例えば、送出器具は、半径方向の曲げが可能であるとともに軸方向の圧縮に抗するよう構成された遠位部を有することが必要である。
【課題を解決するための手段】
【0008】
本発明のある態様によれば、血管閉塞コイルといった閉塞部品を送出するための器具が、管腔を有する細長いシースを有する。この器具は、シースの管腔の中に設置された細長いコア部材を有する。細長いコア部材は、近位部とジョイントを介して互いに接続された遠位部とで形成される。細長い部材の遠位部は、例えば、電気分解で分解可能な接合部といった、閉塞コイルといった閉塞部品に固定された分離可能な接合部を有している。マーカーコイルが、細長いコア部材の遠位部の周りに同軸に配置されており、シースの管腔の中に部分的に配置されている。コイル部材が、細長いコア部材の遠位部の周りに同軸に配置されており、シースの管腔の外側を延びるマーカーコイルの少なくとも部分の周りに同軸に配置されている。コイル部材は、その遠位端が細長いコア部材の遠位部に固定されている。コイル部材を、ストッパコイルによって細長いコア部材に固定してもよい。この器具は、フックを使用して血管閉塞コイルの近位端に係合してもよい。
【0009】
本発明の別の態様によれば、血管閉塞コイルといった閉塞部材を送出するための器具が、管腔を有する細長いシースを有している。この器具は、シースの管腔の中に配置された細長いコア部材を有している。細長い部材は、近位部とジョイントを介して互いに接続された遠位部とで形成される。細長い部材の遠位部は、例えば、血管閉塞コイルといった閉塞部材に固定された電気分解で分離可能な接合部といった分離可能な接合部を有している。スペーサ部材が、細長いコア部材の遠位部の周りに同軸に配置されており、ジョイントに対して遠位の位置でシースの管腔の中に配置されている。マーカーコイルが、細長いコア部材の遠位部の周りに同軸に配置されており、スペーサ部材に対して遠位の場所でシースの管腔の中に配置されている。コイル部材が、細長いコア部材の遠位部及びマーカーコイルの少なくとも一部の周りに同軸に配置されている。コイル部材は、その遠位端が細長いコア部材の遠位部に固定されている。
【0010】
本発明のある実施例によれば、コア部材が、血管閉塞コイルの1又はそれ以上の近位の巻き線に固定されたフックを有している。例えば、フックを、コイルの近位端の1又はそれ以上の圧着した巻き線を介して固定してもよい。接着剤又はエポキシが、コア部材に血管閉塞コイルをしっかりと取り付け易くする。
【0011】
本発明の別の態様によれば、送出器具に血管閉塞コイルを装填する方法が、分離可能な接合部及び遠位端に配置されたフックを有する細長いコア部材を具える送出器具を与えるステップを有する。血管閉塞コイルの1又はそれ以上の近位の巻き線が圧着される。フックは、血管閉塞コイルの圧着部の管腔に挿入される。そして、フックは細長いコア部材の長手軸方向の周りを回転し、細長いコア部材が近位に引っ込んで血管閉塞コイルにフックを固定する。接着剤又はエポキシを使用して、コア部材に血管閉塞コイルを取り付け易くしてもよい。
【0012】
本発明に係るさらに別の態様によれば、血管閉塞コイルを送出するための器具が、ジョイントで遠位部に接続された近位部を有する細長い押し部材を有している。遠位部は、血管閉塞コイルに接続された分離可能な接合部を有している。マーカーコイルが、ジョイントの近くの細長い押し部材の周りに同軸に配置されている。強化部材が、マーカーコイルに対して遠位で分離可能な接合部に対して近位の細長い押し部材の遠位部の周りに同軸に配置されており、強化部材が内側コイルと外側コイルとを有している。
【発明を実施するための最良の形態】
【0013】
図1は、人間又は動物の患者の血管部位に血管閉塞器具(図示せず)を送出するための一実施例に係る典型的な送出システム10を示しており、先細状の遠位端部を有する単一(単独)のワイヤ部材を具えていないことを除いて従来の構成及び構造の細長い押し部材12を有し、押し部材12は、取り付けジョイント18で(薄型形状の)遠位押し部材16に取り付けられた近位押し部材14を有するツーピースのアッセンブリを具える。従来の単一のワイヤ部材の代わりに、「ツーピース」の押し部材アッセンブリを使用することによって、特定の作製上の利点を達成すると考えられる。特に、電気分解による分離過程がより多く繰り返し可能であり、その上、十分な剛性及び送出カテーテルの様々な曲げ及び湾曲を通して血管閉塞器具を「押す」ためのコントロールに必要とされる(大きな)近位の断面の遠位端部を削ることよりも、メインワイヤに取り付けられた比較的小さな断面を有する引き線を使用する過程で、より均一且つ一貫した遠位端の寸法の作製を実現すると考えられる。しかしながら、代替的な実施例では、ツーピースの押し部材を要さず従来の(すなわち、先細の遠位端を具える)単一のワイヤ部材を使用してもよいことに留意されたい。
【0014】
遠位押し部材16が、取り付けジョイント18から延びる真っ直ぐなワイヤ部20を有しており、その遠位端に、米国特許出願番号第11/140,690号及び第11/140,691号に開示されたような方法で血管閉塞器具(図示せず)に接続するための遠位ループ24を有する折り返しコイル部22を形成する。例えば、遠位ループ24は、血管器具の構成に応じて、延伸抵抗フィラメント又は血管閉塞器具を遠位に延ばすハトメ結合部と係合できる。別の実施例の方法では、血管閉塞コイル、強化するため必要に応じて付けられる付加的な接着剤又はポリマーの熱収縮チューブで、折り返しコイル部22を中に巻くことができる。
【0015】
遠位押し部材16の断面を、円形又は矩形、又は例えば、折り返しコイル部22の異なる部分に沿ってほぼ円形からほぼ矩形に交互に入れ替わるようにしてもよい。ある実施例では、真っ直ぐなワイヤ部20が、取り付けジョイント18におけるその近位端から折り返しコイル部22の始まりにかけて約32mm延びている。遠位押しワイヤ部材16の露出する部分全体は、特に折り返しコイル部22を有しており、軸方向の長さが約0.002から0.015インチ、ある態様では0.004インチから0.007インチの間の長さの小さな露出部であって、電気分解による分離ゾーン又は分離可能な接合部28を形成する露出部を除いて、ポリイミド、ポリウレタン、PET、パリレン、pTFE又は他のフッ素重合体といった絶縁材料26でコーティングされている。
【0016】
さらに、図1を参照すると、分離可能な接合部28が、折り返しコイル部22から例えば、約0.02インチ程度近位に隣接して設けられる。絶縁コーティング26は、非常に薄く、送出アッセンブリ10全体を通る付加的な通路を与えており、押し部材12に電力を供給すると交流電流を流し、電気化学的に非導電性材料による分離可能な接合部28の閉塞可能性に対して、真の分離が容易に識別される。ある実施例では、折り返しコイル部22におけるポリイミド絶縁材料26の厚さが、極端に薄く、0.00001から0.002インチの間でよく、より優れた分離の検出のために周囲の電極に所望の交流電流の導通を与える。電気分解で分離可能なジョイントの使用に関するさらなる詳細が、米国特許番号第5,354,295号、第5,122,136号及び第5,941,888号に記載されている。
【0017】
分離可能な接合部28として電気分解可能な接続部を使用することは本質的ではなく、代替的な実施例では、分離可能な接合部28が、当技術分野でよく知られた熱的又は機械的に分離可能な接続部といった異なるタイプでよいことに留意されたい。様々な機械的な分離機構が、米国特許番号第5,234,437号、第5,250,071号、第5,261,916号、第5,304,195号、第5,312,415号、及び第5,350,397号に記載されている。低周波エネルギを使用する典型的な熱的に分離可能な接合部は、米国特許番号第6,743,251号に記載されている。
【0018】
全体的に符号30で示され半径方向に柔軟性があり軸方向に強化した部材が、分離可能な接合部28の近位の遠位押し部材16に担持されている。強化部材30は、例えば、血管閉塞器具が分離可能な接合部28から外れる際に、送出アッセンブリ10に与えられる近位方向の軸力に応じて遠位押し部材16を半径方向に曲げることができる一方で、軸方向の圧縮に抗するよう構成される。図1に示す送出アッセンブリ10では、曲げることのできる強化部材30が、遠位押し部材16の真っ直ぐなワイヤ部20と同心に設けられた重なり合う強化コイル42,44を具えている。特に、内側の強化コイル42は、遠位押し部材16が延びる管腔を形成し、外側の強化コイル44は、内側コイル42が延びる管腔を形成する。
【0019】
ある実施例では、内側及び外側コイル42,44が、それぞれニッケル−チタンでできており、内側コイル42が外側コイル44より大きな軸方向の長さを有している。内側及び外側コイル42,44はそれぞれ、少し開いたピッチ(例えば、ワイヤ直径の約20%以下開くか離れている)、又は実質的に閉じたピッチ(例えば、隣接する巻き線が接触又はほぼ接触している)を設けて、送出カテーテルを通して血管閉塞部材を進める際のコラム強さを高めることができる。ある実施例では、内側コイル42がほぼ閉じたピッチを有しており、軸方向の圧縮に対する最大の抵抗を与える一方で、外側コイル44が、例えば、約20%に等しいかそれよりも小さい少し開いたピッチを有し、送出アッセンブリ10に与えられる近位方向の軸力に応じて半径方向に曲がり易くなっている。さらに別の実施例では、外側コイル44が、約2%から5%の間の範囲のピッチを有する。
【0020】
外側コイル44の外径は、折り返しコイル部22のそれよりも僅かに大きいため、カテーテルの管腔に送出アッセンブリ10を引っ込める際に、折り返しコイル部22が送出カテーテルの先端に引っかかり易くなるのを最小限にする。ある実施例では、外側コイル44が、0.007インチのマンドレルに巻かれた0.002インチのニッケル−チタンワイヤの巻き線でできている。そして、外側コイル44に熱を加えて、マンドレルから取り外し、内側コイル42の上に被せる。内側コイル42は、0.0035インチのマンドレルに巻かれた0.0015インチのニッケル−チタンワイヤの巻き線で作られる。内側コイルもまた、熱が加えられ、マンドレルからり外され、取り付けジョイント18の形成に先だって遠位押し部材16の真っすぐな部分の上に被せられる。
【0021】
代替的な実施例では、それぞれ内側及び外側強化コイル42,44が、様々な金属、金属合金、ポリマー、又はそれらのいくつかの組み合わせを具えてよい。例えば、ある考え得る代替的な実施例では、強化コイル42,44の一方又は双方が、ナイロン(登録商標)でできていてよい。別の考え得る実施例では、強化コイル42,44の一方又は双方が、内部の金属(例えばステンレス鋼)コアを有しており、外側のジャケットが、低いデュロメータ(durometer)のポリエチレン、又は滑らかなコーティングを具えて面の摩擦を減らす弾性ポリマーでできているため、堅さを与えずに外径を増す。内側及び外側コイル42,44の代わりに単一の大きな直径の強化コイルを使用した他の実施例が考え得る。
【0022】
さらに図1を参照すると、遠位ストッパ46が分離ゾーン28の直近位において遠位押し部材16に取り付けられている(例えば、圧着又は溶接されている)。遠位ストッパ46の外側の輪郭は、保持のために、外側強化コイル44と整合する。図示するアッセンブリ10では、遠位ストッパ46が、2,3回巻いて遠位ワイヤ部材16の適切な位置に溶接され、熱収縮(PET)チューブ48といった絶縁材料で覆われた金属コイル47を具える。例えば、2巻きの0.003インチ径のステンレス鋼ワイヤを、ポリイミド絶縁層26(又は露出部)を介してワイヤ部材16に抵抗溶接できる。代替的に、ストッパ46を、約0.020インチの長さと等しいかそれよりも短い熱収縮チューブ、又は硬化接着剤の小片を具えて構成できる。
【0023】
図1に示すように、1又はそれ以上のポリマー絶縁層(例えば、PTFE)又は接着剤を具える近位ストッパ部材40が、強化部材30を固定するよう遠位押し部材16の周りに形成されている。例えば、近位ストッパ部材40を内側コイル42の初めの2,3巻きの周りに形成して、遠位押し部材16に沿って軸方向に所定の位置に各強化コイル42,44を固定してもよい。
【0024】
取り付けジョイント18を、半田溶接、接着剤、又は他の従来の取り付け手段によって形成してよく、遠位押し部材16の真っ直ぐなワイヤ部20の近位部が、近位押し部材14の遠位端部31に取り付けられる。組み立て処理の一部として、近位押し部材14の遠位端部31の外側を削って(すなわち、先細状にして)、より均一な外径に変える必要がある場合がある。また、ポリイミドの絶縁体26(又は他の絶縁材料)を遠位押し部材の真っ直ぐなワイヤ部20から剥ぎ取って、金属同士のワイヤボンディングを改善する必要がある場合がある。追加的に、溶接ワイヤ部(図示せず)を取り付けジョイント18に加えて、より円形の外径断面を与えてよく、すなわち、近位押し部材14、遠位押し部材16、及び溶接ワイヤそれぞれが、「3つのローブ(three−lobe)」の断面形状をほぼ形成してもよい。
【0025】
図1に示すアッセンブリ10では、例えば、白金又は白金合金でできた放射線を通さないマーカーコイル34が、取り付け結合部18の上に設けられている。マーカーコイル34を構成するのに使用する材料は、放射線を通さない様々な材料のいずれかでよく、生物学的に適合した材料で形成してよい。適切な金属材料は、タングステン、金、銀、タンタル、及びこれらの金属の合金とともに、白金族の金属、特に白金、ロジウム、パラジウム、レニウムを含む。例えば、一つの適切な金属材料は、白金/タングステン合金、例えば、8%タングステンで残りが白金である。また、粉末タンタル、粉末タングステン、ビスマス酸化物、バリウム硫化物等の放射線を通さない材料にポリマーを充填することによって、特定のポリマーをマーカーコイル34に適した材料として使用してもよい。適切なポリマーは、例えばPETといったポリエステル、特にDacron(登録商標);ナイロン(登録商標)を含むポリアミド;ポリエチレン、ポリプロピレン、ポリブチレンといったポリオレフィン、それらの混合物、合金、ブロック(block)、及びランダム共重合体、;及び、例えばPTFEといったフッ素重合体、のような熱可塑性樹脂を含む繊維でできた大部分の生体適合性材料を含む。
【0026】
それぞれ近位及び遠位のPETカバー36及び38は、熱活性接着処理を適用するのに先だって、マーカーコイル34とともに、各ワイヤ14,16の位置を固定するのを補助するよう設けられている。また、近位ストッパ部材40は、内側及び外側コイル42,44からマーカーコイル34を絶縁するよう機能する。取り付けジョイント18(例えば、溶接又は半田接合)を、白金のマーカーコイル34を通して形成できるため、分離ゾーン28に対するマーカーコイル34の適切な配置を保証する。このような態様により、マークの付いたマーカーコイル34を送出カテーテル52に合わせる際に、医師を補助する。例えばPTFEでできた絶縁層又はシース50を使用して、強化コイル42,44の近位端とともに、取り付けジョイント18を封入する。
【0027】
図2を参照すると、送出カテーテル52が、送出アッセンブリ10が摺動可能に配置された送出管腔54を具えている。カテーテル52は、血管を通って送出可能でその遠位端が目標とする動脈瘤に開口した、適切な柔軟性のある生体適合性材料から成る。送出アッセンブリ10は、十分小さい断面形状を有しており、送出カテーテル52を通って進み、目標とする血管部位に近付けることができる。
【0028】
図3を参照すると、アッセンブリ10が軸力を受ける場合、強化部材30の内側コイル42が、ほぼ間が閉じた状態を保持する。このようなことは、図示するような曲げの内側半分で特に当てはまり、連続的な巻き線が密に詰まった状態となり、強化部材30の軸方向の圧縮に抗する。これに対して、外側コイル44巻き線の間は、ある程度開いていて、特に、図示した曲げの外側部分に設けられた巻き線が、強化部材30の半径方向の曲げを与えている。
【0029】
ここで、図4−図10を参照すると、(図7−図9に示すような)血管閉塞コイルといった閉塞部品62を送出するための送出器具60の代替的な実施例が、図示されている。図4は、送出器具60の遠位端の断面図を示す。この器具は、中に管腔66を有する細長いシース64を有する。細長いシース64を、ポリテトラフルオロエチレン(PTFE)等といった柔軟であるが滑らかな材料で形成してもよい。細長いコア部材68が、細長いシース64の管腔66の内側に設けられている。本発明のある実施例では、図4−図6によく示すように、細長いコア部材68が、ジョイント70で遠位部68bに接続された近位部68aで形成されている。
【0030】
近位部68aに関していえば、細長いシース64を、1又はそれ以上の近位の細長いコア部材68aと一体にするか、又はこれにコーティングすることによって形成してもよい。細長いコア部材68の近位部68aが、約140cmのオーダーの長さを有してもよい。当然のことながら、140cmよりも短い又は長い別の長さを、本発明に使用してもよい。コア部材68aの近位部を、例えば、ステンレス鋼といった金属ワイヤで形成してもよい。近位コア部材68aを、例えばポリイミドといった絶縁コーティング69でコーティングしてもよい。また、当然のことながら、ポリウレタン、PET、又はパリレンのような別の絶縁材料を使用してもよい。通常は、近位コア部材68aの近位端(図示せず)を、メインの閉塞部品62の分離の際に電気的接続が容易に成されるように、露出させるか又はコーティングしないようにする。
【0031】
図5及び図6によく示すように、近位コア部材68aがジョイント70で遠位コア部材68bに固定されている。ジョイント70を、近位及び遠位コア部材68a,68b間に形成された1又はそれ以上の溶接部によって形成してよい。図5及び図6では、ジョイント70が、ステンレス鋼(例えば、304型のステンレス鋼)のハイポチューブ部74の中に形成される。ハイポチューブ74は、溶接のために近位及び遠位コア部材68a,68bを揃え易くする。溶接部72を、従来の抵抗溶接方法を用いて、ハイポチューブ74を介して直接形成してよい。近位及び遠位コア部材68a,68bの一方又は双方が、溶接の前に絶縁層を剥がした外面を有する必要がある場合がある。また、エポキシ接着剤73(図6によく示す)を、ジョイント70の形成に役立つよう使用してもよい。例えば、エポキシ73は、Epoxy Technology,Billerica,MAから市販されているEPOTEK 353 NDといったシアノアクリレートベースのエポキシでよい。一般に、遠位コア部材68bは、約38cmの長さを有している。当然のことながら、遠位コア部材68bは、38cmよりも短かったり長かったりしてよい。
【0032】
遠位コア部材68bを、例えば304型のステンレス鋼ワイヤといったワイヤで形成してもよい。遠位コア部材68bを、(分離部分を除いて)絶縁コーティング69でコーティングしてよい。絶縁コーティング69は、例えば、ポリイミドベースのコーティング又は本書に記載の他の絶縁材料を有してよい。さらに、図4を参照すると、スペーサ部材76が遠位コア部材68bの周りに同軸に設けられている。このスペーサ部材76は、シース64の管腔66の中に収容されており、ポリイミドの押出成形により形成してよい。スペーサ部材76は、器具60が捻れるのを防ぐのに役立つ。さらに、スペーサ部材76は、器具60を押し易くする。
【0033】
さらに、図4を参照すると、マーカーコイル78が、遠位コア部材68bの周りに同軸に配置されている。また、マーカーコイル78は、シース64の管腔66の中に少なくとも部分的に収容される。図4に示すように、マーカーコイル78の近位部78aがシース64の中に収容される一方で、マーカーコイル78の遠位部78bがシース64の遠位端を超えて延びている。マーカーコイル78は、エポキシ又は接着剤73(例えば、DYMAX)を使用して、その近位端を遠位コア部材68bに付けてもよい。マーカーコイル78は、例えば、白金ワイヤといった放射線不透過物質でできている。マーカーコイル78が放射線不透過物質でできているため、X線透視処置の際に容易に視覚化できる。
【0034】
器具60の遠位方向に沿って延びるようにして、コイル部材80が、マーカーコイル78の外面の周りに同軸に配置されている。この場合、コイル部材80とマーカーコイル78との間に摩擦係合を形成する。マーカーコイル78の上を外側コイル部材80が摺動することによって、アッセンブリが形成される。外側コイル部材80は、器具60に捻れ抵抗及び押し易さをうまく与える。外側コイル部材80は、シース64の外径と類似した外径を有する。外側コイル部材80を例えばステンレス鋼ワイヤといったワイヤで作製してもよい。
【0035】
コイル部材80の遠位端は、ストッパコイル84を介して遠位コア部材68に固定されている。ストッパコイル84は、遠位コア部材68bの周り及びコイル部材80の中央の管腔82の中に同軸に設けられている。ストッパコイル84を、例えばステンレス鋼のワイヤといったワイヤを何回か巻いて形成してもよい。エポキシ又は接着剤73(例えば、Epoxy Technology,Billerica,MA 01821から市販されているEPO−TEK 353 ND)を、コイル部材80の遠位端及びストッパコイル84の双方の上に使用して、遠位ストッパ86を形成してもよい。
【0036】
図4によく示すように、遠位コア部材68bが、遠位ストッパ86を超えて遠位に延びており、フック部88を終端としている。分離可能な接合部90が、遠位ストッパ86及びフック部88を境界とする部分の遠位コア部材68bに形成されている。分離可能な接合部90は、絶縁コーティング69を含まない遠位コア部材68bの部分又は領域で形成されている。絶縁コーティング69を、配置時に、それが電解液(例えば、血液等)に晒されるように、この部分で除いてもよい(又は形成しなくてもよい)。本構成の利点は、遠位コア部材68bが、分離可能な接合部90で比較的小さな外径(一般に約0.001インチから約0.025インチの範囲内)を有することである。このような態様のため、電流の印加によって溶けるのに必要な材料が少なくてすむ。このため、本器具60は、太いワイヤを使用する他の器具と比較して分離時間が減る。
【0037】
遠位コア部材68bは、分離ゾーン90に対して遠位に設置された小さなコイル92の部分を有している。コイル92は、主として、閉塞部品62が遠位コア部材68bから分離しているかどうかを判断する際の補助のために使用する。コイル92を、遠位コア部材68bに巻かれる白金/タングステンワイヤのいくつかの巻き線で形成してもよい。
【0038】
図7−図9を参照すると、遠位コア部材68bのフック部88が、血管閉塞コイル62の1又はそれ以上の巻き線94と係合している。また追加的に、フック部88が延伸抵抗部材96と係合してもよい。例えば、延伸抵抗部材96の一端をフック88に固定する一方で、延伸抵抗部材96の他端を血管閉塞コイル62の遠位部(図示せず)に固定してもよい。延伸抵抗部材96を、米国特許出願番号2004−0002733A1(シリアル番号第10/185,671号)に開示されているようなタイプにしてもよい。延伸抵抗部材96を、例えばポリプロピレンといった高分子材料で形成してもよい。
【0039】
図8及び図9に示すように、血管閉塞コイル62の近位端62aを圧着して1又はそれ以上の圧着した巻き線98を形成してもよい。遠位コア部材68bのフック部88は、圧着した巻き線98の中に形成された管腔100を貫通して、圧着していない巻き線94の管腔102を通って手前に戻る。図7及び図8に示すように、エポキシ、半田、又は接着剤73(例えば、DYMAX)を血管閉塞コイル62の近位端62aの上に付けて、血管閉塞コイル62と遠位コア部材68bとの間の固定取付点を形成する。図7及び図8に示すように、エポキシ73を、近位の圧着していない巻き線94、圧着した巻き線98、及びコイル92の小さな部分のうちの1又はそれ以上の上に重ねてもよい。
【0040】
遠位コア部材68bの遠位端をそれ自身に付けるよう後ろに曲げることによって、フック88を形成する。ピンセット、成形マンドレル、又は他の同じような器具を使用してフック部88を形成してもよい。そして、血管閉塞コイル62の近位端62aを圧着器具(図示せず)を用いて圧着する。そして、延伸抵抗部材96を使用する場合、延伸抵抗部材96が血管閉塞コイル62に通される。次に、フック部88を、圧着した巻き線98に形成された管腔100の中に通す。管腔100に通した後、フック部88(又は血管閉塞コイル62)を約90°回転させて、図9によく示すように、血管閉塞コイル62に対してフック88を調整する。そして、遠位コア部材68bが手前に引っ込められ(又は、血管閉塞コイル62が遠位に移動して)、図7−図9に示すような鍵状の配置が形成される。そして、エポキシ73を、フック部88の上に付けるか又は重ねて、固定取り付け点を形成することができる。
【0041】
図10は、送出カテーテル110の中に設けられた送出器具60を示す。送出器具60は、送出カテーテル110の少なくとも長さの一部分に沿って摺動可能である。(マイクロカテーテルとも称される)送出カテーテル110は、一般的に、送出管腔112を有する柔軟で細長い部材として形成される。一般に、送出器具60を、約0.016インチから約0.019インチの範囲内の内径を有する送出カテーテル110に関連して使用してよい。図10は、送出カテーテル110に設けられた第1の放射線不透過マーカー114に対してちょうど遠位にあるマーカーコイル78の配列を示す。放射線不透過マーカー114を、送出カテーテル110の周縁周りのリング又はバンドで形成してもよい。第2の放射線不透過マーカー116が、カテーテル110の遠位端に設けられており、同様に送出カテーテル110の周縁周りのリング又はバンドで形成してもよい。図10に示すように、遠位ストッパ86が、第2の放射線不透過マーカー116を超えてちょうど遠位に突出する。図10に示す送出カテーテル110に対する送出器具60の位置は、閉塞部品62が展開する際の送出器具60の位置である。図10に示すように、マーカーコイル78が第1及び第2の放射線不透過マーカー114,116と並ぶことによって、閉塞部品62の位置に拘わらず、医師が展開を確信することができる。
【0042】
血管閉塞コイル62の作製時に、コイル材料は通常は真っ直ぐなコイルに巻かれる。一般に、コイル62は白金合金又は「NITINOL」で知られるチタン/ニッケル合金といった超弾性合金でできた金属コイルである。コイル62の突出部に使用するワイヤの直径は、約0.00025インチから約0.006インチの範囲に収まればよい。コイル62は、約0.003及び約0.025インチの間の主要な直径を有してもよいが、大部分の神経血管系の適用では、約0.008インチから約0.018インチの間の直径が、選択んだ体の部位、管腔、又は体腔の中の所定の位置に、このような部位の壁を膨らませず、血管系に見られる反復的な流体の脈動によりこのような部位から移動させずに、コイル62を保持するのに十分なフープ強さ(hoop strength)を与える。
【0043】
コイルワイヤの軸方向の長さは、通常約0.5から約100cmの範囲に収まり、より一般的には約2.0から40cmである。使用に応じて、コイル62が、1ミリメートル当たり10−75巻又は1ミリメートル当たり10−40巻を有してよい。当然ながら、上記の寸法全ては、単にガイドラインと見なすべきであり、本発明を、その広い態様では、このようなものに限定すべきではない。人体の中の部位を閉塞するための使用に適した寸法は、本発明の範囲に含まれる。
【0044】
所望の治療上の効果及び治療すべき部位の形状に応じて、コイル62を多くの方法で後で処理するか又は付属品を付けて、その治療効果を高めてもよい。コイル62を、米国特許番号第5,853,418号及び第6,280,457号に開示されているように、特定の処理部位に適した熱処理を多くの場合用いて様々な二次的な形状で作ってもよい。代替的には、米国特許番号第5,690,666号に開示されているように、コイル62が、血管の管腔に導入された後、小さな形又はどんな形をしてなくてもよい。さらに、血栓溶解特性を増やす目的で、外付けの材料をコイル62の外側に取り付けてもよい。これらの代替的な実施例は、米国特許第5,226,911号、第5,304,194号、第5,549,624号、第5,382,259,号及び第6,280,457号に開示されている。
【0045】
送出器具60の一つの利点は、遠位コア部材68bに閉塞部品62を固定するのにPETシース又はチューブ類を必要としないことである。従前の送出器具は、PETの比較的長くて堅い部分を使用して、血管閉塞部品に押しワイヤを固定している。しかしながら、これらの従前の接合部は、一般に長くて(例えば、2mm長)比較的堅い。これに対して、本書の送出器具60では、遠位コア部材68bと閉塞部品62との間に形成されたジョイントは、かなり短く−約0.50mmと約0.75mmとの間の長さである。さらに、PETシース/チューブ類を使用しないため、熱を加える必要がない。
【0046】
送出器具60の動作中、電流が細長いコア部材68に向けて送出される。例えば、近位コア部材68aの近位端が、患者の体外に設けられた電流源(図示せず)に接続されている。そして、電流を、近位部68aから遠位部68bに通すようにコア部材68を介して送出する。そして、分離可能な接合部90におけるコア部材68bの部分は、血液といった生理液の存在下で電気分解を受ける。電気分解は、閉塞部品62が遠位コア部材68bから分離するまで続けられる。また、完全な回路を形成するために、対極(図示せず)を使用してもよい。例えば、パッチ等の形を成す対極を患者の皮膚に貼り付けてもよい。対極を、例えば、導電性ポリマー、導電性ゲル、又はステンレス鋼、金又は白金といった金属のような適切な導電体で形成してよい。一般に、対極の面の少なくとも一部は、全体的に電解液と接しており、電子の帰り道を与える。
【0047】
本発明の実施例を図示及び記載したが、本発明の範囲から逸脱せずに、様々な変形を行ってもよい。このため、上記の特許請求の範囲、及びそれらに相当するもの以外に本発明を限定すべきではない。
【図面の簡単な説明】
【0048】
【図1】図1は、一実施例に係る送出器具の遠位端の部分断面図を示す。
【図2】図2は、送出カテーテルの中に設置された送出器具の遠位端の部分断面図を示す。さらに、送出器具は血管閉塞コイルに接続されている。
【図3】図3は、近位方向に軸力を加えた場合の強化部材の曲げモーメントを示す横断面図である。
【図4】図4は、本発明の別の実施例に係る送出器具の遠位端部の部分断面図を示す。
【図5】図5は、近位コア部材と遠位コア部材との間に形成されたジョイントの拡大した断面図を示す。
【図6】図6は、図4のラインA−A’に沿ったジョイントの断面図を示す。
【図7】図7は、血管閉塞コイルに固定した図4の送出器具の遠位端部の部分断面図を示す。
【図8】図8は、図7のラインB−B’に沿った送出器具の遠位端部の断面図を示す。
【図9】図9は、図7のラインC−C’に沿った送出器具の遠位端部の断面図を示す。
【図10】図10は、送出カテーテルの中に設置された図4の送出器具の部分断面図を示す。送出カテーテルは、複数の放射線不透過性のマーカーを介して並んでいる。
【特許請求の範囲】
【請求項1】
血管閉塞コイル(62)を送出するための器具(60)であって:
ジョイント(18)で遠位部(16)に連結された近位部(14)を有する細長い押し部材(12)であって、前記遠位部は血管閉塞コイルに連結された分離可能な接合部(28)を有する押し部材と;
前記ジョイント(18)の近くの前記細長い押し部材(12)の周りに同軸に配置されているマーカーコイル(34)と;
前記マーカーコイル(34)に対して遠位で、前記分離可能な接合部(28)に対して近位で前記細長い押し部材の前記遠位部(16)の周りに同軸に配置された強化部材(30)であって、内側コイル(42)と外側コイル(44)を有する強化部材とを具えることを特徴とする器具。
【請求項2】
請求項1に記載の器具がさらに、前記マーカーコイルおよび前記強化部材の少なくとも一部を囲んでいる絶縁シースを具えることを特徴とする器具。
【請求項3】
請求項1に記載の器具において、前記細長い押し部材の前記遠位部が、折り返しコイル部で終端することを特徴とする器具。
【請求項4】
請求項1に記載の器具において、前記折り返しコイル部が、前記血管閉塞コイルの管腔内に配置されることを特徴とする器具。
【請求項5】
請求項1に記載の器具において、前記分離可能な接合部が、電気分解で分離可能な接合部を含むことを特徴とする器具。
【請求項6】
請求項1に記載の器具がさらに、前記強化部材に対して遠位に前記押し部材に固定された遠位ストッパを具えることを特徴とする器具。
【請求項7】
請求項1に記載の器具がさらに、前記強化部材に対して近位に前記押し部材に固定された近位ストッパを具えることを特徴とする器具。
【請求項8】
請求項1に記載の器具がさらに、中に配置された管腔を有するカテーテルを具えており、前記血管閉塞コイルの送出器具がその中に摺動可能に配置されることを特徴とする器具。
【請求項9】
請求項1に記載の器具において、前記強化部材が、軸圧縮に抗しながら、半径方向に曲がることができるよう構成されていることを特徴する器具。
【請求項10】
請求項1に記載の器具において、前記強化部材の前記内側コイルが、実質的に閉じたピッチを有することを特徴とする器具。
【請求項11】
請求項1に記載の器具において、前記強化部材の前記外側コイルが、ワイヤ直径の20%以下の開いたピッチを有することを特徴とする器具。
【請求項1】
血管閉塞コイル(62)を送出するための器具(60)であって:
ジョイント(18)で遠位部(16)に連結された近位部(14)を有する細長い押し部材(12)であって、前記遠位部は血管閉塞コイルに連結された分離可能な接合部(28)を有する押し部材と;
前記ジョイント(18)の近くの前記細長い押し部材(12)の周りに同軸に配置されているマーカーコイル(34)と;
前記マーカーコイル(34)に対して遠位で、前記分離可能な接合部(28)に対して近位で前記細長い押し部材の前記遠位部(16)の周りに同軸に配置された強化部材(30)であって、内側コイル(42)と外側コイル(44)を有する強化部材とを具えることを特徴とする器具。
【請求項2】
請求項1に記載の器具がさらに、前記マーカーコイルおよび前記強化部材の少なくとも一部を囲んでいる絶縁シースを具えることを特徴とする器具。
【請求項3】
請求項1に記載の器具において、前記細長い押し部材の前記遠位部が、折り返しコイル部で終端することを特徴とする器具。
【請求項4】
請求項1に記載の器具において、前記折り返しコイル部が、前記血管閉塞コイルの管腔内に配置されることを特徴とする器具。
【請求項5】
請求項1に記載の器具において、前記分離可能な接合部が、電気分解で分離可能な接合部を含むことを特徴とする器具。
【請求項6】
請求項1に記載の器具がさらに、前記強化部材に対して遠位に前記押し部材に固定された遠位ストッパを具えることを特徴とする器具。
【請求項7】
請求項1に記載の器具がさらに、前記強化部材に対して近位に前記押し部材に固定された近位ストッパを具えることを特徴とする器具。
【請求項8】
請求項1に記載の器具がさらに、中に配置された管腔を有するカテーテルを具えており、前記血管閉塞コイルの送出器具がその中に摺動可能に配置されることを特徴とする器具。
【請求項9】
請求項1に記載の器具において、前記強化部材が、軸圧縮に抗しながら、半径方向に曲がることができるよう構成されていることを特徴する器具。
【請求項10】
請求項1に記載の器具において、前記強化部材の前記内側コイルが、実質的に閉じたピッチを有することを特徴とする器具。
【請求項11】
請求項1に記載の器具において、前記強化部材の前記外側コイルが、ワイヤ直径の20%以下の開いたピッチを有することを特徴とする器具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−71151(P2012−71151A)
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願番号】特願2011−245416(P2011−245416)
【出願日】平成23年11月9日(2011.11.9)
【分割の表示】特願2008−517130(P2008−517130)の分割
【原出願日】平成18年6月14日(2006.6.14)
【出願人】(595148888)ストライカー コーポレイション (52)
【氏名又は名称原語表記】STRYKER CORPORATION
【出願人】(511087006)ストライカー エヌヴイ オペレイションズ リミテッド (6)
【氏名又は名称原語表記】STRYKER NV OPERATIONS LTD.
【Fターム(参考)】
【公開日】平成24年4月12日(2012.4.12)
【国際特許分類】
【出願日】平成23年11月9日(2011.11.9)
【分割の表示】特願2008−517130(P2008−517130)の分割
【原出願日】平成18年6月14日(2006.6.14)
【出願人】(595148888)ストライカー コーポレイション (52)
【氏名又は名称原語表記】STRYKER CORPORATION
【出願人】(511087006)ストライカー エヌヴイ オペレイションズ リミテッド (6)
【氏名又は名称原語表記】STRYKER NV OPERATIONS LTD.
【Fターム(参考)】
[ Back to top ]