
排ガス浄化触媒用メタルハニカム担体
【課題】ロウ材などの接合物質の使用量を低減でき、且つ構造耐久性の維持又は向上を達成することができるレーストラック形状のメタルハニカム担体の提供。
【解決手段】メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体。
【解決手段】メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、排ガス浄化用触媒等に用いるレーストラック型のメタルハニカム担体、に関する。
【背景技術】
【0002】
各国の排ガスに対する規制は年々強化されているが、エンジン始動直後、すなわちコールドスタート直後からの排ガスエミッションについての改善が特に要求されている。これは、排ガス浄化用触媒がエンジン始動直後にその活性を発揮する温度に至っておらず、その結果、通常のエンジン運転時よりも多量の排ガス成分、すなわちHC、CO、NOx等の化学物質が大気中に放出されることに起因する。
【0003】
内燃機関の排ガス浄化用触媒の担体としては、従来セラミックス担体が主に使用されてきたが、かかるコールドスタートに伴う問題を解決するために、熱伝導性の高いメタルハニカム担体が近年注目されている。
【0004】
メタルハニカム担体は、一般的に、耐熱合金を用いた平箔と波箔とを交互に巻き回して円筒形のハニカム体とし、このハニカム体を円筒形の金属製の外筒に装入した後ロウ付け等の手段によってこれらを接合することにより製造される。
【0005】
メタルハニカム担体の形状としては円筒形のものが一般的であり、この場合、排ガスの流れに対して垂直方向の断面(横断面)は円形である。しかしながら、その設置箇所に応じて、横断面がレーストラック型、角型、ドーナツ型等のものも採用されている。例えば、陸上競技などで見られるレーストラックの形状のメタルハニカム担体は、円筒形では設置不可能なエンジン周囲にも搭載することができるため、二輪車のように搭載箇所が限定されているものに好適である。
【0006】
メタルハニカム担体においては、排ガスの流入によりハニカム体の中心部が加熱され、中心部の温度が外周の温度より高くなる。この温度勾配により、中心部は熱膨張により外周部より伸びようとし、一方、冷却により外周部から冷やされると熱膨張により伸びた中心部は収縮を始める。そのため、ハニカム体と外筒部とが接合されている場合、中心部は十分に収縮することができず、その結果熱応力が発生し、最終的に接合部の破損という問題が生じる。かかる問題を回避するために、接合部を強化することが要求されている。特開平2−298620号公報(特許文献1)においては、ハニカム体と外筒部の間に、熱歪を吸収する中間筒を嵌装することで、かかる温度勾配に起因するハニカム体と外筒部の剥離を防ぐ技術を開示している。
【0007】
ここで、レーストラック型のメタルハニカム担体の場合、レーストラックの直線部に熱応力が集中し、一方、円弧部は直線部よりも温度偏差が少ない。その結果、レーストラック型メタルハニカム担体は、円形のものと比較して熱応力が分散しないため、直線部の変形が発生するとともに、場合によってはハニカム体が外筒部から外れて損壊することがある。特開平4−180838号公報(特許文献2)は、かかるレーストラック型メタルハニカム担体の性質を考慮し、ハニカム体が外筒部から外れるのを防ぐために直線部のみロウ付けすることを提案している。
【0008】
しかしながら、ハニカム体と外筒部との接合において通常用いられている従来のロウ付け法等では、上述のように、特異的な熱応力を受けるレーストラック型のメタルハニカム担体の耐久性を十分に維持することができない。また、ロウ付けには、低融点で自溶性があり、且つ耐食性もよいという理由からニッケルロウ等のロウ材が通常使用されているが、ニッケルロウ材は高価であるため、その使用量の低減が重要な課題となっている。
【0009】
【特許文献1】特開平2−298620号公報
【特許文献2】特開平4−180838号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、本発明の目的は、ロウ材などの接合物質の使用量を低減でき、且つ構造耐久性の維持又は向上を達成することができるレーストラック形状のメタルハニカム担体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者がかかる課題について鋭意検討した結果、熱応力を特に受けやすいレーストラック形状の直線部において、従来ロウ箔が挿入されていたハニカム体と外筒部との間に支持板を挿入し、且つ当該接合物質による支持板と外筒及びハニカム体との間の接合を上流側と下流側の一部に制限することで、接合物質の使用量が低減し、最終的なメタルハニカム担体の構造耐久性の維持又は向上を達成できることが明らかとなった。
【0012】
即ち、本発明は、メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体、を提供する。
【発明の効果】
【0013】
内燃機関における1)熱間、2)冷間、3)熱間という運転サイクルに伴い、メタルハニカム担体触媒は膨張・収縮を繰り返し、その結果、メタルハニカム体とそれを覆う外筒との間に剥離が生じやすい。特に、高温の排ガスに曝露されることによりメタルハニカム体が膨張した場合、レーストラック形状の断面を有する排ガス浄化触媒用メタルハニカム担体は、そのレーストラック形状の直線部が熱膨張・収縮の影響を最も受けやすいため、上記剥離は当該直線部において顕著である。
【0014】
しかしながら、本発明の排ガス浄化触媒用レーストラック型メタルハニカム担体によれば、メタルハニカム体と外筒との間の、レーストラック形状の直線部に支持板を配置し、支持板の一方の面の上流側及び他方の面の下流側にのみ接合物質を配置して、外筒と支持板、そして支持体とハニカム体とを互いに接合することにより(例えば、図1及び図2を参照のこと)、接合物質が配置されていない箇所(遊び部分)が外筒とメタルハニカム体との間に形成される。その結果、かかる運転サイクルの間の熱変動によってメタルハニカム体が膨張・収縮を繰り返したとしても、その影響は支持板を介して外筒に間接的に伝わる。
【0015】
具体的には、高温下において、メタルハニカム体の熱膨張の力の一部は支持体の遊び部分にかかり、外筒の外側に向かって押し上げる力として利用される。一方、温度が低下してメタルハニカム体が収縮する場合、その力は直線部に集中してかかるものの、本発明の担体ではその部分に遊び部分を有しているため、収縮による力を遊び部分で緩和させることができる。その結果、従来のレーストラック型メタルハニカム担体で生じていた外筒とメタルハニカム体との間で生じる剥離を軽減させることができる。
【0016】
このように、本発明の排ガス浄化触媒用メタル担体は、支持板の介在、接合物質を配する箇所の限定により、その構造耐久性を向上させることができる。また、接合物質としては一般にロウ材を用いることが多いが、ロウ材は一般的に高価であるため、その使用量低減は、製造コストの観点からも望ましいものである。
【発明を実施するための最良の形態】
【0017】
本明細書で使用する用語「メタルハニカム体」とは、金属製の箔により成形したハニカム形状のセルを意味する。当該メタルハニカム体は、限定しないが、金属製の平箔と波箔を交互に巻き回し、あるいは積層することによって成形することができる。ここで、メタルハニカム体を構成する「金属箔」の性質は、熱容量が低く、且つ耐熱性、耐圧性等に優れているものが好ましい。従って、ステンレス鋼、耐熱鋼等が好ましいが、これらの材料に限定されない。ステンレス鋼の例としては、フェライト系ステンレス、オーステナイト系ステンレス等の鋼材があり、本発明においてはこれらを箔状に圧延して用いることができる。
【0018】
上記金属箔の厚さに関しては、熱容量を下げて最終的に製造される触媒の早期活性化能を向上させるため、原則として薄いほど好ましい。但し、金属箔の厚さを決定する場合には強度面についても考慮されるべきである。当該メタルハニカムを金属製の「外筒」に装入し、これらをロウ付け等の手段を用いて接合したものを本明細書では「メタルハニカム担体」と称する。前記外筒の材質については、金属箔と同様に耐熱性、耐圧性等に優れているものが好ましい。限定しないが、上述した金属箔の材料と同様のものを使用することができる。
【0019】
本発明のメタルハニカム担体は、排ガス流に対して垂直方向の断面(横断面)が直線部と円弧部とから構成されるレーストラック形状のものを対象とする。レーストラック形状のメタルハニカムは、例えば、平箔と波箔とを巻き回すに際し、レーストラックの中心に中空部を設けて巻き回し、次いでメタルハニカムの側面を二方向から圧縮して中空部を押し潰し、偏平とすることにより製造することができる。
【0020】
上述の通り、レーストラック形状のメタルハニカム担体の直線部は円弧部と比較して熱応力が集中する傾向がある。一方、円弧部は直線部よりも温度偏差が少ない。その結果、レーストラック型メタルハニカム担体は、円形のものと比較して熱応力が分散しないため、直線部の変形が発生しやすい。レーストラック形状のメタルハニカム担体の製造において、メタルハニカムと外筒とを接合するためにロウ付けを用いた場合、ロウ材を直線部に重点的に配置することで、かかる直線部の変形によるメタルハニカムの損壊を防ぎ、且つロウ材の使用量を低減させることができる(特開平4−180838号公報)。
【0021】
本発明においては、従来レーストラック形状の直線部の入りガス側から出ガス側まで全体的に配置されていたロウ箔に代え、「支持板」をメタルハニカムと外筒部との間に挿入し、当該支持板の一部にのみロウ箔を取り付けることでロウ材の使用量を先行技術よりも更に低減させるものである。当該支持板は、耐熱性、耐圧性等に優れた金属製のもの、例えば、限定しないがステンレス、耐熱鋼等が好ましい。費用対効果を考慮した場合、フェライト系ステンレスが更に好ましい。
【0022】
本発明で使用する「支持板」は、直線部の入りガス側末端から出ガス側末端までその全体を覆うように配置されるため、その大きさは通常一枚当たり直線部の長さとメタルハニカム担体の長軸方向の長さとを掛けた面積に等しい。また、支持板の厚さは、0.3〜1.0mmであることが好ましい。
【0023】
支持板の形状は、概して平板状であるが、上流部及び下流部の端部でそれぞれ排ガス流れ方向に対し垂直に折り曲げた形状とすることもできる。この折り曲げ部分は、ハニカムが損傷して変形する場合等に、ストッパーとしての役割を果たし、支持板が軸方向にずれることを防止することができる。
【0024】
当該折り曲げ部分は、排ガス流れ方向から見て、支持板の幅一杯に形成されていてもよく、あるいは部分的に形成されていてもよい。部分的に折り曲げ部分が形成されている場合、当該部分は、排ガス流れ方向から見て、支持板の1又は複数の箇所に設置することができ、好ましくは2,3の箇所のみに設置されうる。この場合、それぞれの折り曲げ部分は、通常のレーストラック用の担体基材を使用する場合、5〜15mmの幅とすることができる。また、排ガス流れ方向から見た折り曲げ部分の高さは、通常のレーストラック用の担体基材を使用する場合、例えば1〜2mmにすることができる。尚、これらの幅及び高さは例示であって、本発明の範囲を限定することを意図するものではなく、支持板の位置がずれず、且つ担体基材から大幅にはみ出ることがなければどのような大きさでもよい。
【0025】
更に、当該折り曲げ部分は、例えば、1)意図する担体基材の軸方向長さよりも長い支持板を用意し、この長めの部分を曲げ加工により折り曲げるか、あるいは、2)通常の支持板に所望の大きさの支持板片をロウ接することで設置することが出来る。折り曲げ方は、支持板の上流部及び/又は下流部の端部から垂直に折り曲げてもよく、あるいは端部から弧を描くように折り曲げてもよい。
【0026】
上記折り曲げ部は、排ガス流れ方向の上流部、下流部のいずれか一方のみに形成してもよいし、上流部と下流部の両方に形成してもよい。1つの態様において、メタルハニカム担体を排ガス流れ方向に対し平行の断面から見て、上流側端部に存在する折り曲げ部分が外筒方向(外側)に折り曲げられている場合、下流側端部のものはハニカム体方向(内側)に折り曲げられていてもよい。別の態様として、上流側端部に存在する折り曲げ部分がハニカム体方向(内側)に折り曲げられている場合、下流側端部のものは外筒方向(外側)に折り曲げられていてもよい。更に別の態様として、上流側端部と下流側端部の折り曲げ部分が同一方向に折り曲げられていてもよい。
【0027】
本発明のメタルハニカム担体は、外筒内にメタルハニカム体を装入し、更にこれらの間に支持板を挿入して互いに部分的に接合することで製造することができる。ここで、排ガスが流入するメタルハニカム担体の上流側は、下流側と比較して排ガス処理の間高温の入りガスに曝されて熱膨張を受け易い。また、レーストラック形状の直線部ほど、レーストラックの中心部から直線部にかけての伸び縮みが大きい。その結果、直線部の排ガス上流部に近い箇所ほどメタルハニカムと外筒との間の隙間は大きくなる傾向が強い。
【0028】
しかしながら、本発明は、A)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及びB)排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間、の二箇所のみを接合物質で接合することで最終的な構造耐久性の維持又は向上を達成することができる。また、別の態様において、接合箇所はA)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及びB)排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間、の二箇所にすることもできる。
【0029】
ここで、かかる接合は支持板上に配置する接続物質を介して行うことができる。本発明で使用する「接合物質」は、金属を接合することができる物質、例えばロウ接、溶接に使用する物質を意味する。材料費節減の観点からは、ロウ接に使用する物質、例えばロウ材が好ましい。一方、強度の観点からも、当該接合物質はロウ材であることが好ましい。この場合、ロウ材の中でもニッケル系のロウ材が好ましい。接合物質による接合は、上述のように支持板の一部に上記接合物質をバインダー等の有機物と一緒に介在させて固着し、真空炉内で無酸素条件下加熱処理を施すことにより行うことができる。
【0030】
接合物質、好ましくはロウ材以外のものを用いるとともに、上述のように接合箇所を上流部及び下流部の一部に制限することで、材料費を大幅に低減させることができる。更に、上記接合箇所以外の遊び部分が熱膨張・収縮を緩和する結果、本発明の排ガス浄化触媒用メタルハニカム担体は、従来のものと比較して耐久性が優ている。この点、熱サイクルの間に膨張・収縮が繰り返されるうちにメタルハニカム体の剥離・破損が生じる特開平4−180838号公報に記載の発明は、本発明とは本質的に異なる。
【0031】
尚、耐久性を更に向上させるために、上記接合箇所以外に接合物質を配置することもできる。例えば、外筒からメタルハニカム体が脱落するのを防ぐために、直線部に加え、レーストラック形状の曲線部の一部を接合してもよい。しかしながら、曲線部における接合部分の面積が広くなると、熱応力などによって生じるハニカム体の収縮・膨張を緩和する部分が少なくなり、ハニカム体と外筒との間で剥離が生じ易くなる。そのため、曲線部における外筒とメタルハニカム体との接合は、剥離が生じない程度に留めておくか、又は全く施さないことが好ましい。
【0032】
ここで、本明細書で使用する用語「上流部」とは、本発明で使用する支持板において高温の入りガスに曝される部分周辺を意味し、外筒又はメタルハニカムと接合する目的でこの一部に接合物質又はロウ材を配置する。一方、用語「下流部」とは、前記排ガス上流部の反対側に位置する部分周辺を意味する。接合物質の使用量及びメタルハニカム担体の耐久性を考慮すると、当該接合物質は、当該担体において、入りガス側から軸方向長さの10〜30%の範囲内、そして出ガス側から軸方向長さの10〜30%の範囲内に配置するのが好ましい。更に好ましくは、当該比率は20〜25%である。
【0033】
接合物質の具体的な材質、配置箇所、その大きさ及び使用条件は、接合物質の使用量及びメタルハニカム担体の耐久性を比較考量し、外筒内に装入されるメタルハニカム体が膨張・収縮することにより支持板と外筒及び/又はメタルハニカム体とが剥離しない範囲内で最適な位置を適宜選択することができる。但し、いずれの態様においても、本発明において、支持板とメタルハニカム及び外筒との接合に使用する接合物質が配置される総面積は支持板の面積よりも小さく、好ましくは接合物質が配置される総面積は支持板の面積の1/2未満である。配置される接合物質の厚さは20〜50μmである。また、当該接合物質は、上記接合箇所に加え、メタルハニカム内部の平箔と波箔の接合箇所にも適用することができる。
【0034】
本発明のメタルハニカム担体は、排ガス浄化触媒の基材として、種々の触媒成分をその表面上にコーティングして担持させることができる。尚、触媒成分である貴金属等についての使用の制限はなく、またそれらの担持方法についても制約はない。一般的には、活性アルミナ(γ−アルミナ)等のスラリーを用いてメタルハニカム担体表面に担持層を形成させた後、当該担持層表面に貴金属を含有する薬液を浸漬担持することで、排ガス浄化触媒を製造することができる。
【0035】
以下の実施例を用いて、本発明を更に具体的に説明する。尚、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0036】
(実施例)
フェライト系ステンレス箔(厚さ50μm、幅100mm)を波型(300セル/平方インチ)に成形する。このようにして準備した波箔を、同材質の平箔(50μ又は、幅80mm)と共に巻き回し、短径46mmx長径86mmx長さ100mmのレーストラック形状のメタルハニカム体を成形した。フェライト系ステンレス板(厚さ0.5mm×幅36mm×長さ100mm)を支持板として用い、当該支持板の外筒と接する面の上流部に、外筒と接合させるためのロウ箔(厚さ25μm×幅36mm×長さ25mm)を取り付け、一方、当該支持板のメタルハニカム体と接する面の下流側に、メタルハニカムと接合させるためのロウ箔(厚さ25μm×幅36mm×長さ25mm)を取り付けた。続いて、当該メタルハニカムの平面部分に位置する様に上記ステンレス板を取り付けた後、フェライト系ステンレス製の外筒(短径50mmx長径90mmx長さ100mm)内にこれらを装入することで本発明のメタルハニカム担体を作製した。当該メタルハニカム担体の横断面(排ガス流に対して垂直方向の断面)及び縦断面(排ガス流に対して平行方向の断面)をそれぞれ図1及び図2に示す。
【0037】
続いて、前記担体表面をアルミナコーティングし、そして白金及びロジウムを含む薬液を用いて浸漬担持することで本発明のメタルハニカム担体触媒を作製した(担体の容量1L当たりPt/Rh=1.0/0.5g/L)。尚、最終的なロウ箔の使用量は、38cm2であった。
【0038】
(比較例)
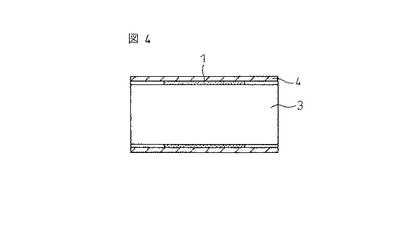
実施例と同様の方法によりレーストラック形状のメタルハニカム体を成形した。形成されたメタルハニカムの外周のうち、レーストラックの直線部の入りガス側末端から出ガス側末端までニッケル系のロウ箔(厚さ25μm、幅50mm)を巻き付けた。フェライト系ステンレス製の外筒(短径50mmx長径90mmx長さ100mm)内に装入した後、当該外筒と前記メタルハニカム体にロウ材を塗布した後、無酸素条件下で加熱処理することによりロウ接した。このように作製したメタルハニカム担体の横断面及び縦断面をそれぞれ図3及び図4に示す。
【0039】
続いて、前記メタルハニカム担体を上記実施例と同様に触媒化することでメタルハニカム担体触媒を作製した。最終的なロウ箔の使用量は、79.3cm2であった。
【0040】
(耐久試験)
結果は示さないが、上記実施例及び比較例の触媒を一定の熱サイクルの下で耐久試験にかけた結果、実施例の触媒はロウ材の使用量が79.3cm2から38cm2に半減したのにも関わらずその構造耐久性に向上が見られた。
【0041】
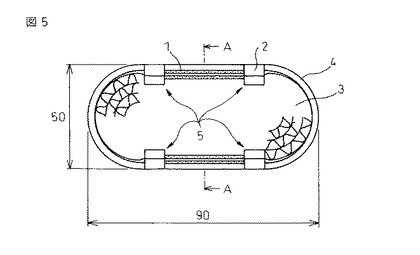
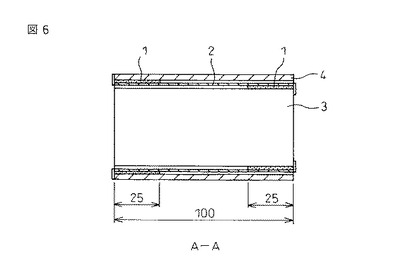
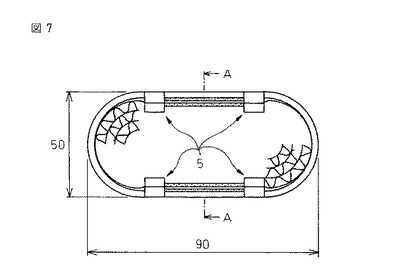
また、上記実施例の触媒を基に、支持板の上流部及び下流部の端部に位置する部分であって、排ガス流れ方向から見て支持板の両脇に存在する部分に折り曲げ部分を形成した触媒についても検討した(図5及び6)。各支持板につき上流側端部に2箇所、そして下流側端部に2箇所折り曲げ部分を有するこの触媒は、上記実施例の触媒と比較して更なる構造耐久性の向上が認められた(結果は示さない)。また、図5及び6に示したものと同様の態様であって、ロウ箔の幅をそれぞれ減少させたもの(20mm)(図7及び8)も、比較例のものと比べて耐久性が向上した。
【産業上の利用可能性】
【0042】
本発明のメタルハニカム担体によれば、非常に高価なロウ材の使用量を低減でき、且つ最終的な構造耐久性を向上させることができるため、従来よりも安価で優れた排ガス浄化用触媒のレーストラック型メタルハニカム担体を提供することができる。
【図面の簡単な説明】
【0043】
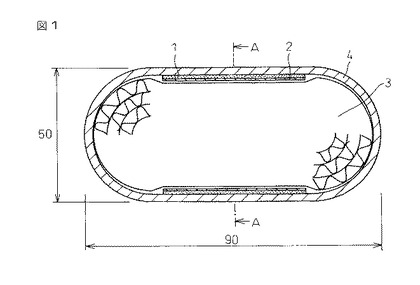
【図1】図1は、上記実施例のメタルハニカム担体の横断面を表す。
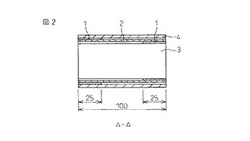
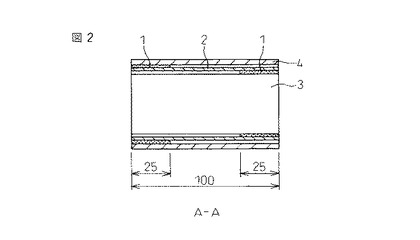
【図2】図2は、上記実施例のメタルハニカム担体の、図1中のA−A方向の縦断面を表す。
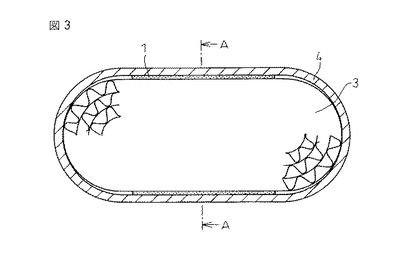
【図3】図3は、上記比較例のメタルハニカム担体の横断面を表す。
【図4】図4は、上記比較例のメタルハニカム担体の、図3中のA−A方向の縦断面を表す。
【図5】図5は、支持板1枚当たり、上流側端部2箇所が接合物質との接触面に向かって折り曲げられ、下流側端部2箇所が接合物質との接触面に向かって折り曲げられた形状となっている本発明のメタルハニカム担体を排ガス流れ方向から見た図を表す(ロウ箔の幅:各25mm)。
【図6】図6は、図5中のA−A方向の縦断面を表す。
【図7】図7は、支持板1枚当たり、上流側端部2箇所が接合物質との接触面に向かって折り曲げられ、下流側端部2箇所が接合物質との接触面に向かって折り曲げられた形状となっている本発明のメタルハニカム担体を排ガス流れ方向から見た図を表す(ロウ箔の幅:各25mm)。
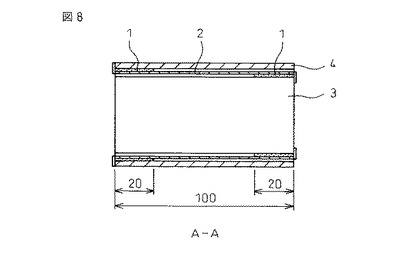
【図8】図8は、図7中のA−A方向の縦断面を表す(ロウ箔の幅:各20mm)。
【符号の説明】
【0044】
1 ロウ箔
2 支持板
3 メタルハニカム
4 外筒
5 折り曲げ部分
【技術分野】
【0001】
本発明は、排ガス浄化用触媒等に用いるレーストラック型のメタルハニカム担体、に関する。
【背景技術】
【0002】
各国の排ガスに対する規制は年々強化されているが、エンジン始動直後、すなわちコールドスタート直後からの排ガスエミッションについての改善が特に要求されている。これは、排ガス浄化用触媒がエンジン始動直後にその活性を発揮する温度に至っておらず、その結果、通常のエンジン運転時よりも多量の排ガス成分、すなわちHC、CO、NOx等の化学物質が大気中に放出されることに起因する。
【0003】
内燃機関の排ガス浄化用触媒の担体としては、従来セラミックス担体が主に使用されてきたが、かかるコールドスタートに伴う問題を解決するために、熱伝導性の高いメタルハニカム担体が近年注目されている。
【0004】
メタルハニカム担体は、一般的に、耐熱合金を用いた平箔と波箔とを交互に巻き回して円筒形のハニカム体とし、このハニカム体を円筒形の金属製の外筒に装入した後ロウ付け等の手段によってこれらを接合することにより製造される。
【0005】
メタルハニカム担体の形状としては円筒形のものが一般的であり、この場合、排ガスの流れに対して垂直方向の断面(横断面)は円形である。しかしながら、その設置箇所に応じて、横断面がレーストラック型、角型、ドーナツ型等のものも採用されている。例えば、陸上競技などで見られるレーストラックの形状のメタルハニカム担体は、円筒形では設置不可能なエンジン周囲にも搭載することができるため、二輪車のように搭載箇所が限定されているものに好適である。
【0006】
メタルハニカム担体においては、排ガスの流入によりハニカム体の中心部が加熱され、中心部の温度が外周の温度より高くなる。この温度勾配により、中心部は熱膨張により外周部より伸びようとし、一方、冷却により外周部から冷やされると熱膨張により伸びた中心部は収縮を始める。そのため、ハニカム体と外筒部とが接合されている場合、中心部は十分に収縮することができず、その結果熱応力が発生し、最終的に接合部の破損という問題が生じる。かかる問題を回避するために、接合部を強化することが要求されている。特開平2−298620号公報(特許文献1)においては、ハニカム体と外筒部の間に、熱歪を吸収する中間筒を嵌装することで、かかる温度勾配に起因するハニカム体と外筒部の剥離を防ぐ技術を開示している。
【0007】
ここで、レーストラック型のメタルハニカム担体の場合、レーストラックの直線部に熱応力が集中し、一方、円弧部は直線部よりも温度偏差が少ない。その結果、レーストラック型メタルハニカム担体は、円形のものと比較して熱応力が分散しないため、直線部の変形が発生するとともに、場合によってはハニカム体が外筒部から外れて損壊することがある。特開平4−180838号公報(特許文献2)は、かかるレーストラック型メタルハニカム担体の性質を考慮し、ハニカム体が外筒部から外れるのを防ぐために直線部のみロウ付けすることを提案している。
【0008】
しかしながら、ハニカム体と外筒部との接合において通常用いられている従来のロウ付け法等では、上述のように、特異的な熱応力を受けるレーストラック型のメタルハニカム担体の耐久性を十分に維持することができない。また、ロウ付けには、低融点で自溶性があり、且つ耐食性もよいという理由からニッケルロウ等のロウ材が通常使用されているが、ニッケルロウ材は高価であるため、その使用量の低減が重要な課題となっている。
【0009】
【特許文献1】特開平2−298620号公報
【特許文献2】特開平4−180838号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
従って、本発明の目的は、ロウ材などの接合物質の使用量を低減でき、且つ構造耐久性の維持又は向上を達成することができるレーストラック形状のメタルハニカム担体を提供することにある。
【課題を解決するための手段】
【0011】
本発明者がかかる課題について鋭意検討した結果、熱応力を特に受けやすいレーストラック形状の直線部において、従来ロウ箔が挿入されていたハニカム体と外筒部との間に支持板を挿入し、且つ当該接合物質による支持板と外筒及びハニカム体との間の接合を上流側と下流側の一部に制限することで、接合物質の使用量が低減し、最終的なメタルハニカム担体の構造耐久性の維持又は向上を達成できることが明らかとなった。
【0012】
即ち、本発明は、メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体、を提供する。
【発明の効果】
【0013】
内燃機関における1)熱間、2)冷間、3)熱間という運転サイクルに伴い、メタルハニカム担体触媒は膨張・収縮を繰り返し、その結果、メタルハニカム体とそれを覆う外筒との間に剥離が生じやすい。特に、高温の排ガスに曝露されることによりメタルハニカム体が膨張した場合、レーストラック形状の断面を有する排ガス浄化触媒用メタルハニカム担体は、そのレーストラック形状の直線部が熱膨張・収縮の影響を最も受けやすいため、上記剥離は当該直線部において顕著である。
【0014】
しかしながら、本発明の排ガス浄化触媒用レーストラック型メタルハニカム担体によれば、メタルハニカム体と外筒との間の、レーストラック形状の直線部に支持板を配置し、支持板の一方の面の上流側及び他方の面の下流側にのみ接合物質を配置して、外筒と支持板、そして支持体とハニカム体とを互いに接合することにより(例えば、図1及び図2を参照のこと)、接合物質が配置されていない箇所(遊び部分)が外筒とメタルハニカム体との間に形成される。その結果、かかる運転サイクルの間の熱変動によってメタルハニカム体が膨張・収縮を繰り返したとしても、その影響は支持板を介して外筒に間接的に伝わる。
【0015】
具体的には、高温下において、メタルハニカム体の熱膨張の力の一部は支持体の遊び部分にかかり、外筒の外側に向かって押し上げる力として利用される。一方、温度が低下してメタルハニカム体が収縮する場合、その力は直線部に集中してかかるものの、本発明の担体ではその部分に遊び部分を有しているため、収縮による力を遊び部分で緩和させることができる。その結果、従来のレーストラック型メタルハニカム担体で生じていた外筒とメタルハニカム体との間で生じる剥離を軽減させることができる。
【0016】
このように、本発明の排ガス浄化触媒用メタル担体は、支持板の介在、接合物質を配する箇所の限定により、その構造耐久性を向上させることができる。また、接合物質としては一般にロウ材を用いることが多いが、ロウ材は一般的に高価であるため、その使用量低減は、製造コストの観点からも望ましいものである。
【発明を実施するための最良の形態】
【0017】
本明細書で使用する用語「メタルハニカム体」とは、金属製の箔により成形したハニカム形状のセルを意味する。当該メタルハニカム体は、限定しないが、金属製の平箔と波箔を交互に巻き回し、あるいは積層することによって成形することができる。ここで、メタルハニカム体を構成する「金属箔」の性質は、熱容量が低く、且つ耐熱性、耐圧性等に優れているものが好ましい。従って、ステンレス鋼、耐熱鋼等が好ましいが、これらの材料に限定されない。ステンレス鋼の例としては、フェライト系ステンレス、オーステナイト系ステンレス等の鋼材があり、本発明においてはこれらを箔状に圧延して用いることができる。
【0018】
上記金属箔の厚さに関しては、熱容量を下げて最終的に製造される触媒の早期活性化能を向上させるため、原則として薄いほど好ましい。但し、金属箔の厚さを決定する場合には強度面についても考慮されるべきである。当該メタルハニカムを金属製の「外筒」に装入し、これらをロウ付け等の手段を用いて接合したものを本明細書では「メタルハニカム担体」と称する。前記外筒の材質については、金属箔と同様に耐熱性、耐圧性等に優れているものが好ましい。限定しないが、上述した金属箔の材料と同様のものを使用することができる。
【0019】
本発明のメタルハニカム担体は、排ガス流に対して垂直方向の断面(横断面)が直線部と円弧部とから構成されるレーストラック形状のものを対象とする。レーストラック形状のメタルハニカムは、例えば、平箔と波箔とを巻き回すに際し、レーストラックの中心に中空部を設けて巻き回し、次いでメタルハニカムの側面を二方向から圧縮して中空部を押し潰し、偏平とすることにより製造することができる。
【0020】
上述の通り、レーストラック形状のメタルハニカム担体の直線部は円弧部と比較して熱応力が集中する傾向がある。一方、円弧部は直線部よりも温度偏差が少ない。その結果、レーストラック型メタルハニカム担体は、円形のものと比較して熱応力が分散しないため、直線部の変形が発生しやすい。レーストラック形状のメタルハニカム担体の製造において、メタルハニカムと外筒とを接合するためにロウ付けを用いた場合、ロウ材を直線部に重点的に配置することで、かかる直線部の変形によるメタルハニカムの損壊を防ぎ、且つロウ材の使用量を低減させることができる(特開平4−180838号公報)。
【0021】
本発明においては、従来レーストラック形状の直線部の入りガス側から出ガス側まで全体的に配置されていたロウ箔に代え、「支持板」をメタルハニカムと外筒部との間に挿入し、当該支持板の一部にのみロウ箔を取り付けることでロウ材の使用量を先行技術よりも更に低減させるものである。当該支持板は、耐熱性、耐圧性等に優れた金属製のもの、例えば、限定しないがステンレス、耐熱鋼等が好ましい。費用対効果を考慮した場合、フェライト系ステンレスが更に好ましい。
【0022】
本発明で使用する「支持板」は、直線部の入りガス側末端から出ガス側末端までその全体を覆うように配置されるため、その大きさは通常一枚当たり直線部の長さとメタルハニカム担体の長軸方向の長さとを掛けた面積に等しい。また、支持板の厚さは、0.3〜1.0mmであることが好ましい。
【0023】
支持板の形状は、概して平板状であるが、上流部及び下流部の端部でそれぞれ排ガス流れ方向に対し垂直に折り曲げた形状とすることもできる。この折り曲げ部分は、ハニカムが損傷して変形する場合等に、ストッパーとしての役割を果たし、支持板が軸方向にずれることを防止することができる。
【0024】
当該折り曲げ部分は、排ガス流れ方向から見て、支持板の幅一杯に形成されていてもよく、あるいは部分的に形成されていてもよい。部分的に折り曲げ部分が形成されている場合、当該部分は、排ガス流れ方向から見て、支持板の1又は複数の箇所に設置することができ、好ましくは2,3の箇所のみに設置されうる。この場合、それぞれの折り曲げ部分は、通常のレーストラック用の担体基材を使用する場合、5〜15mmの幅とすることができる。また、排ガス流れ方向から見た折り曲げ部分の高さは、通常のレーストラック用の担体基材を使用する場合、例えば1〜2mmにすることができる。尚、これらの幅及び高さは例示であって、本発明の範囲を限定することを意図するものではなく、支持板の位置がずれず、且つ担体基材から大幅にはみ出ることがなければどのような大きさでもよい。
【0025】
更に、当該折り曲げ部分は、例えば、1)意図する担体基材の軸方向長さよりも長い支持板を用意し、この長めの部分を曲げ加工により折り曲げるか、あるいは、2)通常の支持板に所望の大きさの支持板片をロウ接することで設置することが出来る。折り曲げ方は、支持板の上流部及び/又は下流部の端部から垂直に折り曲げてもよく、あるいは端部から弧を描くように折り曲げてもよい。
【0026】
上記折り曲げ部は、排ガス流れ方向の上流部、下流部のいずれか一方のみに形成してもよいし、上流部と下流部の両方に形成してもよい。1つの態様において、メタルハニカム担体を排ガス流れ方向に対し平行の断面から見て、上流側端部に存在する折り曲げ部分が外筒方向(外側)に折り曲げられている場合、下流側端部のものはハニカム体方向(内側)に折り曲げられていてもよい。別の態様として、上流側端部に存在する折り曲げ部分がハニカム体方向(内側)に折り曲げられている場合、下流側端部のものは外筒方向(外側)に折り曲げられていてもよい。更に別の態様として、上流側端部と下流側端部の折り曲げ部分が同一方向に折り曲げられていてもよい。
【0027】
本発明のメタルハニカム担体は、外筒内にメタルハニカム体を装入し、更にこれらの間に支持板を挿入して互いに部分的に接合することで製造することができる。ここで、排ガスが流入するメタルハニカム担体の上流側は、下流側と比較して排ガス処理の間高温の入りガスに曝されて熱膨張を受け易い。また、レーストラック形状の直線部ほど、レーストラックの中心部から直線部にかけての伸び縮みが大きい。その結果、直線部の排ガス上流部に近い箇所ほどメタルハニカムと外筒との間の隙間は大きくなる傾向が強い。
【0028】
しかしながら、本発明は、A)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及びB)排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間、の二箇所のみを接合物質で接合することで最終的な構造耐久性の維持又は向上を達成することができる。また、別の態様において、接合箇所はA)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及びB)排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間、の二箇所にすることもできる。
【0029】
ここで、かかる接合は支持板上に配置する接続物質を介して行うことができる。本発明で使用する「接合物質」は、金属を接合することができる物質、例えばロウ接、溶接に使用する物質を意味する。材料費節減の観点からは、ロウ接に使用する物質、例えばロウ材が好ましい。一方、強度の観点からも、当該接合物質はロウ材であることが好ましい。この場合、ロウ材の中でもニッケル系のロウ材が好ましい。接合物質による接合は、上述のように支持板の一部に上記接合物質をバインダー等の有機物と一緒に介在させて固着し、真空炉内で無酸素条件下加熱処理を施すことにより行うことができる。
【0030】
接合物質、好ましくはロウ材以外のものを用いるとともに、上述のように接合箇所を上流部及び下流部の一部に制限することで、材料費を大幅に低減させることができる。更に、上記接合箇所以外の遊び部分が熱膨張・収縮を緩和する結果、本発明の排ガス浄化触媒用メタルハニカム担体は、従来のものと比較して耐久性が優ている。この点、熱サイクルの間に膨張・収縮が繰り返されるうちにメタルハニカム体の剥離・破損が生じる特開平4−180838号公報に記載の発明は、本発明とは本質的に異なる。
【0031】
尚、耐久性を更に向上させるために、上記接合箇所以外に接合物質を配置することもできる。例えば、外筒からメタルハニカム体が脱落するのを防ぐために、直線部に加え、レーストラック形状の曲線部の一部を接合してもよい。しかしながら、曲線部における接合部分の面積が広くなると、熱応力などによって生じるハニカム体の収縮・膨張を緩和する部分が少なくなり、ハニカム体と外筒との間で剥離が生じ易くなる。そのため、曲線部における外筒とメタルハニカム体との接合は、剥離が生じない程度に留めておくか、又は全く施さないことが好ましい。
【0032】
ここで、本明細書で使用する用語「上流部」とは、本発明で使用する支持板において高温の入りガスに曝される部分周辺を意味し、外筒又はメタルハニカムと接合する目的でこの一部に接合物質又はロウ材を配置する。一方、用語「下流部」とは、前記排ガス上流部の反対側に位置する部分周辺を意味する。接合物質の使用量及びメタルハニカム担体の耐久性を考慮すると、当該接合物質は、当該担体において、入りガス側から軸方向長さの10〜30%の範囲内、そして出ガス側から軸方向長さの10〜30%の範囲内に配置するのが好ましい。更に好ましくは、当該比率は20〜25%である。
【0033】
接合物質の具体的な材質、配置箇所、その大きさ及び使用条件は、接合物質の使用量及びメタルハニカム担体の耐久性を比較考量し、外筒内に装入されるメタルハニカム体が膨張・収縮することにより支持板と外筒及び/又はメタルハニカム体とが剥離しない範囲内で最適な位置を適宜選択することができる。但し、いずれの態様においても、本発明において、支持板とメタルハニカム及び外筒との接合に使用する接合物質が配置される総面積は支持板の面積よりも小さく、好ましくは接合物質が配置される総面積は支持板の面積の1/2未満である。配置される接合物質の厚さは20〜50μmである。また、当該接合物質は、上記接合箇所に加え、メタルハニカム内部の平箔と波箔の接合箇所にも適用することができる。
【0034】
本発明のメタルハニカム担体は、排ガス浄化触媒の基材として、種々の触媒成分をその表面上にコーティングして担持させることができる。尚、触媒成分である貴金属等についての使用の制限はなく、またそれらの担持方法についても制約はない。一般的には、活性アルミナ(γ−アルミナ)等のスラリーを用いてメタルハニカム担体表面に担持層を形成させた後、当該担持層表面に貴金属を含有する薬液を浸漬担持することで、排ガス浄化触媒を製造することができる。
【0035】
以下の実施例を用いて、本発明を更に具体的に説明する。尚、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0036】
(実施例)
フェライト系ステンレス箔(厚さ50μm、幅100mm)を波型(300セル/平方インチ)に成形する。このようにして準備した波箔を、同材質の平箔(50μ又は、幅80mm)と共に巻き回し、短径46mmx長径86mmx長さ100mmのレーストラック形状のメタルハニカム体を成形した。フェライト系ステンレス板(厚さ0.5mm×幅36mm×長さ100mm)を支持板として用い、当該支持板の外筒と接する面の上流部に、外筒と接合させるためのロウ箔(厚さ25μm×幅36mm×長さ25mm)を取り付け、一方、当該支持板のメタルハニカム体と接する面の下流側に、メタルハニカムと接合させるためのロウ箔(厚さ25μm×幅36mm×長さ25mm)を取り付けた。続いて、当該メタルハニカムの平面部分に位置する様に上記ステンレス板を取り付けた後、フェライト系ステンレス製の外筒(短径50mmx長径90mmx長さ100mm)内にこれらを装入することで本発明のメタルハニカム担体を作製した。当該メタルハニカム担体の横断面(排ガス流に対して垂直方向の断面)及び縦断面(排ガス流に対して平行方向の断面)をそれぞれ図1及び図2に示す。
【0037】
続いて、前記担体表面をアルミナコーティングし、そして白金及びロジウムを含む薬液を用いて浸漬担持することで本発明のメタルハニカム担体触媒を作製した(担体の容量1L当たりPt/Rh=1.0/0.5g/L)。尚、最終的なロウ箔の使用量は、38cm2であった。
【0038】
(比較例)
実施例と同様の方法によりレーストラック形状のメタルハニカム体を成形した。形成されたメタルハニカムの外周のうち、レーストラックの直線部の入りガス側末端から出ガス側末端までニッケル系のロウ箔(厚さ25μm、幅50mm)を巻き付けた。フェライト系ステンレス製の外筒(短径50mmx長径90mmx長さ100mm)内に装入した後、当該外筒と前記メタルハニカム体にロウ材を塗布した後、無酸素条件下で加熱処理することによりロウ接した。このように作製したメタルハニカム担体の横断面及び縦断面をそれぞれ図3及び図4に示す。
【0039】
続いて、前記メタルハニカム担体を上記実施例と同様に触媒化することでメタルハニカム担体触媒を作製した。最終的なロウ箔の使用量は、79.3cm2であった。
【0040】
(耐久試験)
結果は示さないが、上記実施例及び比較例の触媒を一定の熱サイクルの下で耐久試験にかけた結果、実施例の触媒はロウ材の使用量が79.3cm2から38cm2に半減したのにも関わらずその構造耐久性に向上が見られた。
【0041】
また、上記実施例の触媒を基に、支持板の上流部及び下流部の端部に位置する部分であって、排ガス流れ方向から見て支持板の両脇に存在する部分に折り曲げ部分を形成した触媒についても検討した(図5及び6)。各支持板につき上流側端部に2箇所、そして下流側端部に2箇所折り曲げ部分を有するこの触媒は、上記実施例の触媒と比較して更なる構造耐久性の向上が認められた(結果は示さない)。また、図5及び6に示したものと同様の態様であって、ロウ箔の幅をそれぞれ減少させたもの(20mm)(図7及び8)も、比較例のものと比べて耐久性が向上した。
【産業上の利用可能性】
【0042】
本発明のメタルハニカム担体によれば、非常に高価なロウ材の使用量を低減でき、且つ最終的な構造耐久性を向上させることができるため、従来よりも安価で優れた排ガス浄化用触媒のレーストラック型メタルハニカム担体を提供することができる。
【図面の簡単な説明】
【0043】
【図1】図1は、上記実施例のメタルハニカム担体の横断面を表す。
【図2】図2は、上記実施例のメタルハニカム担体の、図1中のA−A方向の縦断面を表す。
【図3】図3は、上記比較例のメタルハニカム担体の横断面を表す。
【図4】図4は、上記比較例のメタルハニカム担体の、図3中のA−A方向の縦断面を表す。
【図5】図5は、支持板1枚当たり、上流側端部2箇所が接合物質との接触面に向かって折り曲げられ、下流側端部2箇所が接合物質との接触面に向かって折り曲げられた形状となっている本発明のメタルハニカム担体を排ガス流れ方向から見た図を表す(ロウ箔の幅:各25mm)。
【図6】図6は、図5中のA−A方向の縦断面を表す。
【図7】図7は、支持板1枚当たり、上流側端部2箇所が接合物質との接触面に向かって折り曲げられ、下流側端部2箇所が接合物質との接触面に向かって折り曲げられた形状となっている本発明のメタルハニカム担体を排ガス流れ方向から見た図を表す(ロウ箔の幅:各25mm)。
【図8】図8は、図7中のA−A方向の縦断面を表す(ロウ箔の幅:各20mm)。
【符号の説明】
【0044】
1 ロウ箔
2 支持板
3 メタルハニカム
4 外筒
5 折り曲げ部分
【特許請求の範囲】
【請求項1】
メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、
当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、
1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは
2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体。
【請求項2】
上流部及び下流部が、それぞれ、前記担体において入りガス側から軸方向長さの10〜30%の範囲内及び出ガス側から軸方向長さの10〜30%の範囲内を占める、請求項1に記載の排ガス浄化触媒用メタルハニカム担体。
【請求項3】
支持板の上流部及び/又は下流部の端部の少なくとも一部分が、接合物質との接触面に向かって折り曲げられた形状となっている、請求項1又は2に記載の方法。
【請求項4】
接合物質がロウ材である、請求項1〜3のいずれか1項に記載の排ガス浄化触媒用メタルハニカム担体。
【請求項1】
メタルハニカム体が金属製の外筒内に装入されてなり、且つ排ガス流れ方向での断面が直線部と曲線部から成るレーストラック形状である、排ガス浄化触媒用メタルハニカム担体であって、
当該メタルハニカム体の直線部と当該外筒との間に支持板が配置され、
1)排ガス流れ方向の上流部における当該外筒と当該支持板との間、及び排ガス流れ方向の下流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合され、あるいは
2)排ガス流れ方向の下流部における当該外筒と当該支持板との間、及び排ガス流れ方向の上流部における当該支持板と当該メタルハニカム体との間のみが接合物質を介して接合されてなる排ガス浄化触媒用メタルハニカム担体。
【請求項2】
上流部及び下流部が、それぞれ、前記担体において入りガス側から軸方向長さの10〜30%の範囲内及び出ガス側から軸方向長さの10〜30%の範囲内を占める、請求項1に記載の排ガス浄化触媒用メタルハニカム担体。
【請求項3】
支持板の上流部及び/又は下流部の端部の少なくとも一部分が、接合物質との接触面に向かって折り曲げられた形状となっている、請求項1又は2に記載の方法。
【請求項4】
接合物質がロウ材である、請求項1〜3のいずれか1項に記載の排ガス浄化触媒用メタルハニカム担体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2008−110336(P2008−110336A)
【公開日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願番号】特願2007−249271(P2007−249271)
【出願日】平成19年9月26日(2007.9.26)
【出願人】(000104607)株式会社キャタラー (161)
【Fターム(参考)】
【公開日】平成20年5月15日(2008.5.15)
【国際特許分類】
【出願日】平成19年9月26日(2007.9.26)
【出願人】(000104607)株式会社キャタラー (161)
【Fターム(参考)】
[ Back to top ]