
排気ターボチャージャ
【課題】熱的負荷によって後から部品の機能不全を生じさせず、排気ターボチャージャの組み立てによって熱に依存した膨張を補正するように、排気ターボチャージャの気密性と耐久性を高める。
【解決手段】アウタハウジング4とインナハウジング3とを備え、インナハウジング3が、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管5と連結され、インナハウジング3と接続管5が、噛合うように互いに連結されている排気ターボチャージャ2のタービンハウジング1であり、インナハウジング3が、接続管5を内側から把持し、接続管5のフランジカラー7に沿って半径方向外向きに縁曲げされており、縁曲げされた端部9に隣接して、付加的に位置固定をするためのプレスリング11が配設されている。また、プレスリング11と縁曲げされた端部9間にろう付け結合部が配設されている。
【解決手段】アウタハウジング4とインナハウジング3とを備え、インナハウジング3が、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管5と連結され、インナハウジング3と接続管5が、噛合うように互いに連結されている排気ターボチャージャ2のタービンハウジング1であり、インナハウジング3が、接続管5を内側から把持し、接続管5のフランジカラー7に沿って半径方向外向きに縁曲げされており、縁曲げされた端部9に隣接して、付加的に位置固定をするためのプレスリング11が配設されている。また、プレスリング11と縁曲げされた端部9間にろう付け結合部が配設されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の上位概念に記載の、タービンハウジングが、アウタハウジングとインナハウジングとを備える、排気ターボチャージャのタービンハウジングに関する。
【背景技術】
【0002】
特に自動車で使用される内燃機関は、行程容積が一定の場合に効率を改善するため、ますます流体機械によって過給される。これにより、多くの出力が使用可能であるか、出力が一定の場合には、少ない燃料、従って少ないCO2排出量が生じる。
【0003】
一連のエンジン開発において、過給機又は流体機械、特にターボチャージャは、それぞれのエンジンの出力特性に適合される。
【0004】
ターボチャージャ自身が高い効率で作動できるように、運転前、運転中及び運転後のターボチャージャの個々の部品の正確な隙間寸法の維持が、特に重要である。個々の運転状態間で、部品が異なること、使用される材料及び肉厚が異なることにより部品に互いに異なった熱膨張を生じさせる数100°Cまでの温度差が生じる。
【0005】
膨張が生じた場合、部品間の隙間寸法も変わるので、更にまた効率を低下させる望ましくないブローバイ効果がターボチャージャ内に生じることがある。同様に、部品が異なった膨張によって互いに接触することがあり、最悪の場合には、更にまた損傷又はターボチャージャの総合的な故障を共にもたらす部品同士の衝突が生じる。
【0006】
更に、自動車産業で使用される材料及びコンポーネントにおいて重量低減は、特に重要である。この場合、ターボチャージャ、特に板材構造のターボチャージャハウジングの製造は、排気ターボチャージャを特に重量を最適化して製造するとの可能性を追求する状況下にある。
【0007】
例えば、特許文献1から、排気案内部品と、これを支持するもしくはシールする外部構造を連結することが提案されている。ターボチャージャの排気案内部品は、高い熱的負荷にさらされているので、運転中に赤熱しているが、シールをする外部構造の熱的負荷は、明らかに低い。但し、アウタハウジングは、特にターボチャージャの軸受ハウジングへの取付けの領域及び比較的高温の排気の流入側が、非常に高い熱的及び流動技術的負荷の支配下にある。
【0008】
通常、インナハウジングは軸受フランジに当接するか、付加的にこの軸受フランジと素材的に連結されている。しかしながらこの場合、当接の場合には、異なった熱膨張係数を介して非気密性が、従ってブローバイが生じる。素材的連結の場合には、熱的接合工程の熱影響ゾーンが、熱的接合工程によって幾何学的及び材料技術的に脆弱化している。この箇所に、極端な付加を受けるか、ターボチャージャの運転期間を介して、亀裂の発生、従って疲労破壊又は非気密性が生じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】独国特許出願公開第100 22 052号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、熱的負荷によって後から部品の機能不全を生じさせず、排気ターボチャージャの組み立てによって熱に依存した膨張を補正するように、排気ターボチャージャの気密性と耐久性を高めることにある。
【課題を解決するための手段】
【0011】
この課題は、請求項1に記載の特徴によって解決される。
【0012】
本発明の有利なバリエーションは、従属請求項に記載されている。
【0013】
排気ターボチャージャでは、タービンハウジングが、アウタハウジングとインナハウジングとから構成されており、インナハウジングは、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管と連結されており、インナハウジングと接続管は、噛合うように互いに連結されている。排気ターボチャージャは、本発明によれば、インナハウジングが、接続管を内側から把持し、接続管のフランジカラーに沿って半径方向外向きに縁曲げされており、縁曲げされた端部に隣接して、付加的に位置固定をするためのプレスリングが配設されていることを特徴とする。
【0014】
プレスリングにより、縁曲げされた板材のスプリングバックが防止される。これにより、製造プロセス中に既に、接続管とインナハウジング間の最適な取付けが可能になる。更に、異なった肉厚によって、また場合によっては異なった材料によって惹起されるインナハウジングと接続管の異なった熱膨張による相対的な位置ズレが、プレスリングによって防止される。更に、プレスリングによって、縁曲げされた端部とフランジカラー間に摩擦係合結合が形成される。従って、プレスリングは、気密性を高める。これにより、ブローバイ効果が、十分に回避される。
【0015】
本発明の好ましい実施バリエーションでは、インナハウジングの縁曲げされた端部が、横断面C型に縁曲げされるように形成されている。これにより、約180°のR付け部を有するように面がアーチ状に変化するところで、全面的な当接部が形成され、これが、気密性にプラスに作用する。更に、横断面C型に輪郭付けされた縁曲げ部によって、軸方向及び半径方向に、噛合い連結部が形成される。これは、特に、接続管に対するインナハウジングの熱膨張を補正するために役立つ。縁曲げ部のC型の構成の別の利点は、カラー包囲の原理である。これにより、応力のピークが回避され、これが、更にまた亀裂の形成及び/又は破断を防止する。同様に、C型に輪郭付された縁曲げ部は、部品同士の相対的可動性に作用する。これにより、例えば温度変化負荷を受けた場合に、接続管とインナハウジング間の限界遊びが可能になるが、これに対して、縁曲げされた端部におけるプレスリングによって、常に、不動で気密性を有する取付けが保証されている。
【0016】
別の有利な実施バリエーションでは、フランジカラーが、タービンホイール回転軸の半径方向に向くようにビード状に形成されている。従って、インナハウジングと協力して、軸方向には、インナハウジングの幾何学的形成に基づいて、熱膨張の補正を、インナハウジング自身によって保証し、半径方向には、異なった熱膨張の補正を、ビード状に形成されたフランジカラーを包囲するようにC型に縁曲げされた端部によって保証することができる。このため、フランジカラーは、好ましくはフランジ接続管上で環状にタービンホイール回転軸に向くように形成されている。
【0017】
本発明の別の好ましい実施バリエーションでは、インナハウジングが、半径方向に少なくとも部分的に接続管に当接する。インナハウジングは、接続管自身に対して相対的に非常に薄い材料のみから形成されている。その結果、インナハウジングは、しかもインナハウジングが高温の排気と直接的に接触もしているので、迅速に膨張する。接続管に半径方向に当接することにより、インナハウジングは、熱膨張の結果、接続管によって噛合い部により支持される。
【0018】
更に好ましくは、インナハウジングの縁曲げされた端部が、タービンホイール回転軸の軸方向にタービンハウジングとは反対方向に向いている。更に特に好ましくは、縁曲げされた端部が、タービンホイール回転軸の半径方向にも、タービンホイール回転軸とは反対方向に向いている。これにより、ターボチャージャを経て流れる排気及び/又はフレッシュガスの流れが、縁曲げされた端部と接続管間に形成された隙間に直接的に流れることは決してない。これにより、気密性は、更に高められる。
【0019】
別の好ましい実施バリエーションでは、プレスリングが、縁曲げされた端部及び/又は接続管の内面に当接するように配設される。特に、この場合、この配設は、噛合い及び摩擦係合するように行なわれる。プレスリングが、接続管の内面と縁曲げされた端部に当接する場合、縁曲げされた端部と接続管間に生じる隙間の更なるシールが行なわれる。
【0020】
気密性と結合部の強度を高めるため、プレスリングと縁曲げされた端部間に、更に、ろう付け隙間が形成され、特にこのろう付け隙間に、素材結合部、特にろう付け結合部が形成されている。ろう付け結合部は、本発明によるターボチャージャハウジングの製造及び/又は加工中の回転とは反対に曲がる。更に、ろう付け結合部により、個々の部品間の、即ちプレスリングからインナハウジングを介して接続管への熱伝導が行なわれる。その結果、局所的な加熱もしくは過熱による危険個所における部品負荷が低減される。
【0021】
本発明の別の有利な実施バリエーションでは、プレスリングとフランジの内面間に、それぞれ接触する表面の付加的な噛合い結合部が形成され、これは、特に歯切り部、特に表面の微小歯切り部である。例えば、この歯切り部は、両表面又は一方の表面の粗面化によって行なうことができる。フランジカラーに対するインナハウジングの回転は、歯切り部によって防止される。
【0022】
本発明の別の有利な実施バリエーションでは、フランジカラーと、フランジカラーの周囲に縁曲げされた、インナハウジングの端部間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成される、及び/又は、接続管のタービン側と、そこに少なくとも部分的に当接するインナハウジング間に、接触する表面の付加的な噛合い結合部、特に歯切り部、特に微小歯切り部が形成される。ここでも、本発明によるターボチャージャの製造プロセス及び/又は運転中に、回転及び/又は位置ズレが、特に連結領域において防止される。
【0023】
更に、歯切り部は、特に、軸方向及び/又は半径方向に向いた歯切り部である。この場合、歯構造の向きを、方向が示すことがわかる。
【0024】
本発明の別の好ましい実施バリエーションでは、歯切り部が、付加的にろう付けされている。
【0025】
好ましい実施バリエーションでは、プレスリングが、特殊鋼から製造される。好ましくは、鋼合金が、以下にリストアップした、wt%で表現した化学成分を備えるプレスリングを製造するために使用される。
炭素(C) ≦0.20
シリコン(Si)≦1.50〜2.00
マンガン(Mn)≦2.00
リン(P) ≦0.045
硫黄(S) ≦0.015
クロム(Cr) 19.00〜21.00
ニッケル(Ni)11.00〜13.00
窒素(N) ≦0.11
【0026】
このましくは、使用される特殊鋼が、230N/mm2の降伏点(RP0.2)を備える。引張強さは、特に好ましくは550N/mm2〜750N/mm2である。
【0027】
しかしながら、本発明の範囲内で、材料番号1.4541の鋼(X6CrNiTi18−10)又は材料番号1.4571の鋼(X6CrNiMoTi17−12−2)を使用することも可能である。オットーエンジンで生じるような>900°Cの排気温度の場合、例えば、材料番号1.4841,1.4845,1.4876,2.4851及び2.4856を有する材料も使用することができる。期待すべき排気温度が低い場合(<900°C)、例えばディーゼルエンジンでは、材料番号1.4509を有する材料(X2CrTiNb18)又は材料番号1.4512を有する材料(X2CrTi12)を使用することも可能である。同様に、材料番号1.4521又は1.4511を有する材料も適している。
【0028】
フランジの材料とプレスリングの材料のどちらも同じであり、これにより、同じ膨張特性を発生させ、これが、特に形成されるシールに有利に作用することが、本発明の範囲内では要である。
【0029】
本発明の別の利点、特徴、特性及び様相を以下で説明する。好ましい実施バリエーションを、概略図に図示した。この図は、本発明を簡単に理解するために役立つ。
【図面の簡単な説明】
【0030】
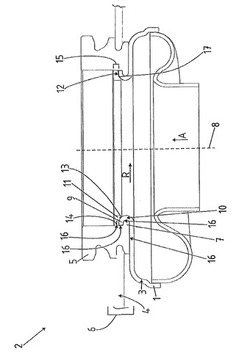
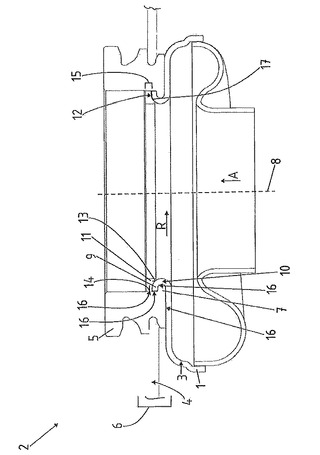
【図1】排気ターボチャージャの本発明によるタービンハウジングを示す。
【発明を実施するための形態】
【0031】
図1で、同じ又は同様の部品に対しては、簡素化の理由から説明の繰返しを省略する場合でも、同じ符号を使用する。
【0032】
図1は、インナハウジング3とアウタハウジング4を備える排気ターボチャージャ2の本発明によるタービンハウジングを示す。インナハウジング3は、ここには詳細には図示してない軸受ハウジングに取り付けるための接続管5と連結されている。連結領域6に、接続管5はフランジカラー7を備え、このフランジカラーは、半径方向Rにタービンホイール回転軸8に向くようにビード状に形成されている。
【0033】
フランジカラー7は、インナハウジング3によって、タービンホイール回転軸8の軸方向Aに内側から把持され、端部9においてフランジカラー7の周囲に縁曲げされている。縁曲げ部は、横断面を本質的にC型10に構成されている。縁曲げ部によって形成されるプレス嵌合を高めるため、プレスリング11が、縁曲げされた端部9との噛合い及び摩擦係合連結部12を形成し、接続管5の内面14と当接するように、縁曲げされた端部9に隣接して配設されている。
【0034】
接続管5の内面14とプレスリング11間及び/又は縁曲げされた端部9とフランジカラー7間及び/又はインナハウジング3と半径方向の当接領域15内の接続管5間には、本発明により、微小歯切り部16を形成することができる。プレスリング11自身と縁曲げされた端部9の外側13間には、本発明により、選択的にろう付け結合部がその中に存在するろう付け隙間17が形成されている。
【符号の説明】
【0035】
1 タービンハウジング
2 排気ターボチャージャ
3 インナハウジング
4 アウタハウジング
5 接続管
6 連結領域
7 フランジカラー
8 タービンホイール回転軸
9 端部
10 C型
11 プレスリング
12 噛合い及び摩擦係合連結部
13 9の外側
14 内面
15 半径方向の当接領域
16 微小歯切り部
17 ろう付け結合部を有するろう付け隙間
R 半径方向
A 軸方向
【技術分野】
【0001】
本発明は、請求項1の上位概念に記載の、タービンハウジングが、アウタハウジングとインナハウジングとを備える、排気ターボチャージャのタービンハウジングに関する。
【背景技術】
【0002】
特に自動車で使用される内燃機関は、行程容積が一定の場合に効率を改善するため、ますます流体機械によって過給される。これにより、多くの出力が使用可能であるか、出力が一定の場合には、少ない燃料、従って少ないCO2排出量が生じる。
【0003】
一連のエンジン開発において、過給機又は流体機械、特にターボチャージャは、それぞれのエンジンの出力特性に適合される。
【0004】
ターボチャージャ自身が高い効率で作動できるように、運転前、運転中及び運転後のターボチャージャの個々の部品の正確な隙間寸法の維持が、特に重要である。個々の運転状態間で、部品が異なること、使用される材料及び肉厚が異なることにより部品に互いに異なった熱膨張を生じさせる数100°Cまでの温度差が生じる。
【0005】
膨張が生じた場合、部品間の隙間寸法も変わるので、更にまた効率を低下させる望ましくないブローバイ効果がターボチャージャ内に生じることがある。同様に、部品が異なった膨張によって互いに接触することがあり、最悪の場合には、更にまた損傷又はターボチャージャの総合的な故障を共にもたらす部品同士の衝突が生じる。
【0006】
更に、自動車産業で使用される材料及びコンポーネントにおいて重量低減は、特に重要である。この場合、ターボチャージャ、特に板材構造のターボチャージャハウジングの製造は、排気ターボチャージャを特に重量を最適化して製造するとの可能性を追求する状況下にある。
【0007】
例えば、特許文献1から、排気案内部品と、これを支持するもしくはシールする外部構造を連結することが提案されている。ターボチャージャの排気案内部品は、高い熱的負荷にさらされているので、運転中に赤熱しているが、シールをする外部構造の熱的負荷は、明らかに低い。但し、アウタハウジングは、特にターボチャージャの軸受ハウジングへの取付けの領域及び比較的高温の排気の流入側が、非常に高い熱的及び流動技術的負荷の支配下にある。
【0008】
通常、インナハウジングは軸受フランジに当接するか、付加的にこの軸受フランジと素材的に連結されている。しかしながらこの場合、当接の場合には、異なった熱膨張係数を介して非気密性が、従ってブローバイが生じる。素材的連結の場合には、熱的接合工程の熱影響ゾーンが、熱的接合工程によって幾何学的及び材料技術的に脆弱化している。この箇所に、極端な付加を受けるか、ターボチャージャの運転期間を介して、亀裂の発生、従って疲労破壊又は非気密性が生じる。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】独国特許出願公開第100 22 052号明細書
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、本発明の課題は、熱的負荷によって後から部品の機能不全を生じさせず、排気ターボチャージャの組み立てによって熱に依存した膨張を補正するように、排気ターボチャージャの気密性と耐久性を高めることにある。
【課題を解決するための手段】
【0011】
この課題は、請求項1に記載の特徴によって解決される。
【0012】
本発明の有利なバリエーションは、従属請求項に記載されている。
【0013】
排気ターボチャージャでは、タービンハウジングが、アウタハウジングとインナハウジングとから構成されており、インナハウジングは、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管と連結されており、インナハウジングと接続管は、噛合うように互いに連結されている。排気ターボチャージャは、本発明によれば、インナハウジングが、接続管を内側から把持し、接続管のフランジカラーに沿って半径方向外向きに縁曲げされており、縁曲げされた端部に隣接して、付加的に位置固定をするためのプレスリングが配設されていることを特徴とする。
【0014】
プレスリングにより、縁曲げされた板材のスプリングバックが防止される。これにより、製造プロセス中に既に、接続管とインナハウジング間の最適な取付けが可能になる。更に、異なった肉厚によって、また場合によっては異なった材料によって惹起されるインナハウジングと接続管の異なった熱膨張による相対的な位置ズレが、プレスリングによって防止される。更に、プレスリングによって、縁曲げされた端部とフランジカラー間に摩擦係合結合が形成される。従って、プレスリングは、気密性を高める。これにより、ブローバイ効果が、十分に回避される。
【0015】
本発明の好ましい実施バリエーションでは、インナハウジングの縁曲げされた端部が、横断面C型に縁曲げされるように形成されている。これにより、約180°のR付け部を有するように面がアーチ状に変化するところで、全面的な当接部が形成され、これが、気密性にプラスに作用する。更に、横断面C型に輪郭付けされた縁曲げ部によって、軸方向及び半径方向に、噛合い連結部が形成される。これは、特に、接続管に対するインナハウジングの熱膨張を補正するために役立つ。縁曲げ部のC型の構成の別の利点は、カラー包囲の原理である。これにより、応力のピークが回避され、これが、更にまた亀裂の形成及び/又は破断を防止する。同様に、C型に輪郭付された縁曲げ部は、部品同士の相対的可動性に作用する。これにより、例えば温度変化負荷を受けた場合に、接続管とインナハウジング間の限界遊びが可能になるが、これに対して、縁曲げされた端部におけるプレスリングによって、常に、不動で気密性を有する取付けが保証されている。
【0016】
別の有利な実施バリエーションでは、フランジカラーが、タービンホイール回転軸の半径方向に向くようにビード状に形成されている。従って、インナハウジングと協力して、軸方向には、インナハウジングの幾何学的形成に基づいて、熱膨張の補正を、インナハウジング自身によって保証し、半径方向には、異なった熱膨張の補正を、ビード状に形成されたフランジカラーを包囲するようにC型に縁曲げされた端部によって保証することができる。このため、フランジカラーは、好ましくはフランジ接続管上で環状にタービンホイール回転軸に向くように形成されている。
【0017】
本発明の別の好ましい実施バリエーションでは、インナハウジングが、半径方向に少なくとも部分的に接続管に当接する。インナハウジングは、接続管自身に対して相対的に非常に薄い材料のみから形成されている。その結果、インナハウジングは、しかもインナハウジングが高温の排気と直接的に接触もしているので、迅速に膨張する。接続管に半径方向に当接することにより、インナハウジングは、熱膨張の結果、接続管によって噛合い部により支持される。
【0018】
更に好ましくは、インナハウジングの縁曲げされた端部が、タービンホイール回転軸の軸方向にタービンハウジングとは反対方向に向いている。更に特に好ましくは、縁曲げされた端部が、タービンホイール回転軸の半径方向にも、タービンホイール回転軸とは反対方向に向いている。これにより、ターボチャージャを経て流れる排気及び/又はフレッシュガスの流れが、縁曲げされた端部と接続管間に形成された隙間に直接的に流れることは決してない。これにより、気密性は、更に高められる。
【0019】
別の好ましい実施バリエーションでは、プレスリングが、縁曲げされた端部及び/又は接続管の内面に当接するように配設される。特に、この場合、この配設は、噛合い及び摩擦係合するように行なわれる。プレスリングが、接続管の内面と縁曲げされた端部に当接する場合、縁曲げされた端部と接続管間に生じる隙間の更なるシールが行なわれる。
【0020】
気密性と結合部の強度を高めるため、プレスリングと縁曲げされた端部間に、更に、ろう付け隙間が形成され、特にこのろう付け隙間に、素材結合部、特にろう付け結合部が形成されている。ろう付け結合部は、本発明によるターボチャージャハウジングの製造及び/又は加工中の回転とは反対に曲がる。更に、ろう付け結合部により、個々の部品間の、即ちプレスリングからインナハウジングを介して接続管への熱伝導が行なわれる。その結果、局所的な加熱もしくは過熱による危険個所における部品負荷が低減される。
【0021】
本発明の別の有利な実施バリエーションでは、プレスリングとフランジの内面間に、それぞれ接触する表面の付加的な噛合い結合部が形成され、これは、特に歯切り部、特に表面の微小歯切り部である。例えば、この歯切り部は、両表面又は一方の表面の粗面化によって行なうことができる。フランジカラーに対するインナハウジングの回転は、歯切り部によって防止される。
【0022】
本発明の別の有利な実施バリエーションでは、フランジカラーと、フランジカラーの周囲に縁曲げされた、インナハウジングの端部間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成される、及び/又は、接続管のタービン側と、そこに少なくとも部分的に当接するインナハウジング間に、接触する表面の付加的な噛合い結合部、特に歯切り部、特に微小歯切り部が形成される。ここでも、本発明によるターボチャージャの製造プロセス及び/又は運転中に、回転及び/又は位置ズレが、特に連結領域において防止される。
【0023】
更に、歯切り部は、特に、軸方向及び/又は半径方向に向いた歯切り部である。この場合、歯構造の向きを、方向が示すことがわかる。
【0024】
本発明の別の好ましい実施バリエーションでは、歯切り部が、付加的にろう付けされている。
【0025】
好ましい実施バリエーションでは、プレスリングが、特殊鋼から製造される。好ましくは、鋼合金が、以下にリストアップした、wt%で表現した化学成分を備えるプレスリングを製造するために使用される。
炭素(C) ≦0.20
シリコン(Si)≦1.50〜2.00
マンガン(Mn)≦2.00
リン(P) ≦0.045
硫黄(S) ≦0.015
クロム(Cr) 19.00〜21.00
ニッケル(Ni)11.00〜13.00
窒素(N) ≦0.11
【0026】
このましくは、使用される特殊鋼が、230N/mm2の降伏点(RP0.2)を備える。引張強さは、特に好ましくは550N/mm2〜750N/mm2である。
【0027】
しかしながら、本発明の範囲内で、材料番号1.4541の鋼(X6CrNiTi18−10)又は材料番号1.4571の鋼(X6CrNiMoTi17−12−2)を使用することも可能である。オットーエンジンで生じるような>900°Cの排気温度の場合、例えば、材料番号1.4841,1.4845,1.4876,2.4851及び2.4856を有する材料も使用することができる。期待すべき排気温度が低い場合(<900°C)、例えばディーゼルエンジンでは、材料番号1.4509を有する材料(X2CrTiNb18)又は材料番号1.4512を有する材料(X2CrTi12)を使用することも可能である。同様に、材料番号1.4521又は1.4511を有する材料も適している。
【0028】
フランジの材料とプレスリングの材料のどちらも同じであり、これにより、同じ膨張特性を発生させ、これが、特に形成されるシールに有利に作用することが、本発明の範囲内では要である。
【0029】
本発明の別の利点、特徴、特性及び様相を以下で説明する。好ましい実施バリエーションを、概略図に図示した。この図は、本発明を簡単に理解するために役立つ。
【図面の簡単な説明】
【0030】
【図1】排気ターボチャージャの本発明によるタービンハウジングを示す。
【発明を実施するための形態】
【0031】
図1で、同じ又は同様の部品に対しては、簡素化の理由から説明の繰返しを省略する場合でも、同じ符号を使用する。
【0032】
図1は、インナハウジング3とアウタハウジング4を備える排気ターボチャージャ2の本発明によるタービンハウジングを示す。インナハウジング3は、ここには詳細には図示してない軸受ハウジングに取り付けるための接続管5と連結されている。連結領域6に、接続管5はフランジカラー7を備え、このフランジカラーは、半径方向Rにタービンホイール回転軸8に向くようにビード状に形成されている。
【0033】
フランジカラー7は、インナハウジング3によって、タービンホイール回転軸8の軸方向Aに内側から把持され、端部9においてフランジカラー7の周囲に縁曲げされている。縁曲げ部は、横断面を本質的にC型10に構成されている。縁曲げ部によって形成されるプレス嵌合を高めるため、プレスリング11が、縁曲げされた端部9との噛合い及び摩擦係合連結部12を形成し、接続管5の内面14と当接するように、縁曲げされた端部9に隣接して配設されている。
【0034】
接続管5の内面14とプレスリング11間及び/又は縁曲げされた端部9とフランジカラー7間及び/又はインナハウジング3と半径方向の当接領域15内の接続管5間には、本発明により、微小歯切り部16を形成することができる。プレスリング11自身と縁曲げされた端部9の外側13間には、本発明により、選択的にろう付け結合部がその中に存在するろう付け隙間17が形成されている。
【符号の説明】
【0035】
1 タービンハウジング
2 排気ターボチャージャ
3 インナハウジング
4 アウタハウジング
5 接続管
6 連結領域
7 フランジカラー
8 タービンホイール回転軸
9 端部
10 C型
11 プレスリング
12 噛合い及び摩擦係合連結部
13 9の外側
14 内面
15 半径方向の当接領域
16 微小歯切り部
17 ろう付け結合部を有するろう付け隙間
R 半径方向
A 軸方向
【特許請求の範囲】
【請求項1】
アウタハウジング(4)とインナハウジング(3)とを備え、インナハウジング(3)が、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管(5)と連結されており、インナハウジング(3)と接続管(5)が、噛合うように互いに連結されている、排気ターボチャージャ(2)のタービンハウジング(1)において、
インナハウジング(3)が、接続管(5)を内側から把持し、接続管(5)のフランジカラー(7)に沿って半径方向外向きに縁曲げされており、縁曲げされた端部(9)に隣接して、付加的に位置固定をするためのプレスリング(11)が配設されていることを特徴とするタービンハウジング。
【請求項2】
インナハウジング(3)の縁曲げされた端部(9)が、横断面C型の輪郭(10)を備えることを特徴とする請求項1に記載のタービンハウジング。
【請求項3】
フランジカラー(7)が、タービンホイール回転軸(8)の半径方向(R)に向くようにビード状に形成されていることを特徴とする請求項1又は2に記載のタービンハウジング。
【請求項4】
インナハウジング(3)が、半径方向(R)に少なくとも部分的に接続管(5)に当接することを特徴とする請求項1〜3のいずれか1つに記載のタービンハウジング。
【請求項5】
縁曲げされた端部(9)が、タービンホイール回転軸(8)の軸方向(A)にタービンハウジング(1)とは反対方向に向くように配設されていることを特徴とする請求項1〜4のいずれか1つに記載のタービンハウジング。
【請求項6】
プレスリング(11)が、縁曲げされた端部(9)及び/又は接続管(5)の内面(14)に、特に摩擦係合するように、当接することを特徴とする請求項1〜5のいずれか1つに記載のタービンハウジング
【請求項7】
プレスリング(11)と縁曲げされた端部(9)間に、ろう付け隙間、特に素材結合部、特にろう付け結合部が形成されていることを特徴とする請求項1〜6のいずれか1つに記載のタービンハウジング。
【請求項8】
プレスリング(11)と接続管(5)の内面(14)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていることを特徴とする請求項1〜7のいずれか1つに記載のタービンハウジング。
【請求項9】
フランジカラー(7)と、フランジカラー(7)の周囲に縁曲げされた、インナハウジング(3)の端部(9)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていること、及び/又は、接続管(5)のタービン側と、そこに少なくとも部分的に当接するインナハウジング(3)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていることを特徴とする請求項1〜8のいずれか1つに記載のタービンハウジング。
【請求項10】
歯切り部が、付加的にろう付けされていることを特徴とする請求項8又は9に記載のタービンハウジング。
【請求項1】
アウタハウジング(4)とインナハウジング(3)とを備え、インナハウジング(3)が、ターボチャージャの軸受ハウジングを取り付けるためのチューブ状の接続管(5)と連結されており、インナハウジング(3)と接続管(5)が、噛合うように互いに連結されている、排気ターボチャージャ(2)のタービンハウジング(1)において、
インナハウジング(3)が、接続管(5)を内側から把持し、接続管(5)のフランジカラー(7)に沿って半径方向外向きに縁曲げされており、縁曲げされた端部(9)に隣接して、付加的に位置固定をするためのプレスリング(11)が配設されていることを特徴とするタービンハウジング。
【請求項2】
インナハウジング(3)の縁曲げされた端部(9)が、横断面C型の輪郭(10)を備えることを特徴とする請求項1に記載のタービンハウジング。
【請求項3】
フランジカラー(7)が、タービンホイール回転軸(8)の半径方向(R)に向くようにビード状に形成されていることを特徴とする請求項1又は2に記載のタービンハウジング。
【請求項4】
インナハウジング(3)が、半径方向(R)に少なくとも部分的に接続管(5)に当接することを特徴とする請求項1〜3のいずれか1つに記載のタービンハウジング。
【請求項5】
縁曲げされた端部(9)が、タービンホイール回転軸(8)の軸方向(A)にタービンハウジング(1)とは反対方向に向くように配設されていることを特徴とする請求項1〜4のいずれか1つに記載のタービンハウジング。
【請求項6】
プレスリング(11)が、縁曲げされた端部(9)及び/又は接続管(5)の内面(14)に、特に摩擦係合するように、当接することを特徴とする請求項1〜5のいずれか1つに記載のタービンハウジング
【請求項7】
プレスリング(11)と縁曲げされた端部(9)間に、ろう付け隙間、特に素材結合部、特にろう付け結合部が形成されていることを特徴とする請求項1〜6のいずれか1つに記載のタービンハウジング。
【請求項8】
プレスリング(11)と接続管(5)の内面(14)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていることを特徴とする請求項1〜7のいずれか1つに記載のタービンハウジング。
【請求項9】
フランジカラー(7)と、フランジカラー(7)の周囲に縁曲げされた、インナハウジング(3)の端部(9)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていること、及び/又は、接続管(5)のタービン側と、そこに少なくとも部分的に当接するインナハウジング(3)間に、接触する表面の付加的な噛合い結合部、特に歯切り部が形成されていることを特徴とする請求項1〜8のいずれか1つに記載のタービンハウジング。
【請求項10】
歯切り部が、付加的にろう付けされていることを特徴とする請求項8又は9に記載のタービンハウジング。
【図1】


【公開番号】特開2012−241715(P2012−241715A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2012−97285(P2012−97285)
【出願日】平成24年4月23日(2012.4.23)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成24年4月23日(2012.4.23)
【出願人】(504258871)ベンテラー アウトモビールテヒニク ゲゼルシャフト ミット ベシュレンクテル ハフツング (60)
【氏名又は名称原語表記】Benteler Automobiltechnik GmbH
【住所又は居所原語表記】Elsener Strasse 95, D−33102 Paderborn, Germany
【Fターム(参考)】
[ Back to top ]