
採光断熱材の製造装置及び製造方法

【課題】直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供する。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
【解決手段】製造装置1は、相互に平行に形成されている複数の樹脂製スペーサ2bを介して積層された複数の透光性シート2aを備える採光断熱材2の製造装置である。製造装置1は、透光性シート2aを供給するシート供給機構31と、透光性シート2aが固定されるテーブル10と、透光性シート2aに対して溶融樹脂33cを吐出することにより樹脂製スペーサ2bを形成する吐出機構33と、除電機構39とを備えている。除電機構39は、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電する機構である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、採光断熱材の製造装置及び製造方法に関する。特には、本発明は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置及び製造方法に関する。
【背景技術】
【0002】
近年、地球の温暖化を抑制すべく、エネルギー効率を高める種々の試みがなされている。そのひとつとして、居住空間における冷暖房効率を高める試みも盛んになされている。例えば、窓ガラスの遮熱性を高めるべく、二重窓ガラスの導入などが進められている。
【0003】
しかしながら、二重窓ガラスは、高価であり、かつ、窓ガラスを二重窓ガラスに置き換えるためには、現在の窓ガラスを廃棄する必要がある。このため、二重窓ガラスよりも安価であり、かつ現存する窓ガラスに対しても容易に行い得る遮熱性向上方法が求められている。
【0004】
容易に行い得る遮熱性向上方法としては、例えば、下記の特許文献1に記載のように、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材を窓ガラスに取り付ける方法が挙げられる。この方法であれば、窓ガラス自体を交換する必要もなく、また、二重窓ガラスを導入するよりも安価に行い得る。従って、特許文献1に記載のような採光断熱材に対する需要が高まりつつある。それに伴い、採光断熱材を容易に製造できる方法が種々検討されている。
【0005】
例えば、特許文献1には、シート上に溶融樹脂を吐出することにより表面に線状のスペーサが形成されたシートを積層することにより採光断熱材を製造する方法が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008-80783号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、採光断熱材には、室内から外を眺める人間に不快感を与えないように、高い美観性が要求される。具体的には、室内から外を眺める人間の視界を極力妨げないように、線状の樹脂製スペーサが直線状に形成されていることが要求される。
【0008】
しかしながら、上記の特許文献1に記載の採光断熱材の製造方法では、線状の樹脂製スペーサが波状に形成されてしまう場合があり、直線状の樹脂製スペーサを確実に形成することが困難であるという問題があった。
【0009】
本発明は、かかる点に鑑みてなされたものであり、その目的は、直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意研究の結果、溶融樹脂が吐出されるシートに帯電している静電気が原因で、溶融樹脂に揺らぎが生じ、その結果、樹脂製スペーサが波状に形成されることを見出し、本発明を成すに至った。
【0011】
すなわち、本発明に係る採光断熱材の製造装置は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置である。本発明に係る採光断熱材の製造装置は、シート供給機構と、テーブルと、吐出機構と、除電機構とを備えている。シート供給機構は、透光性シートを供給する機構である。テーブルには、透光性シートが固定される。吐出機構は、透光性シートに対して溶融樹脂を吐出することにより樹脂製スペーサを形成する機構である。除電機構は、吐出機構から吐出された溶融樹脂が透光性シートに接触する前に、透光性シートを除電する機構である。
【0012】
本発明に係る採光断熱材の製造装置のある特定の局面では、除電機構は、透光性シートに対してイオンエアーを吹き付けるイオンエアー吹き付け機構を有する。
【0013】
本発明に係る採光断熱材の製造装置の他の特定の局面では、イオンエアー吹き付け機構は、シート供給機構から供給された透光性シートがテーブルと接触する前に、透光性シートに対してイオンエアーを吹き付ける機構である。この構成によれば、透光性シートがテーブルに接触する前に透光性シートを除電することができる。このため、透光性シートを正確な位置に固定できる。樹脂製スペーサを、透光性シートに対して、正確な位置に形成することができる。
【0014】
本発明に係る採光断熱材の製造装置の別の特定の局面では、イオンエアー吹き付け機構は、透光性シートの一方の面に対してイオンエアーを吹き付ける第1のイオンエアー吹き付け機構と、透光性シートの他方の面に対してイオンエアーを吹き付ける第2のイオンエアー吹き付け機構とを含む。この構成によれば、透光性シートをさらに確実に除電することができる。従って、溶融樹脂の揺らぎをさらに効果的に抑制することができる。
【0015】
本発明に係る採光断熱材の製造装置のさらに他の特定の局面では、透光性シートは、樹脂製である。透光性シートが樹脂製である場合、透光性シートが帯電しやすいため、本発明が有効に適用される。
【0016】
本発明に係る採光断熱材の製造装置のさらに別の特定の局面では、採光断熱材の製造装置は、吐出機構とテーブルとの間に配置されており、吐出機構から吐出された溶融樹脂が搬送される搬送溝が、周方向に沿って外周面に形成されているロールをさらに備えている。この構成によれば、溶融樹脂が搬送溝によって透光性シート上に搬送されるため、溶融樹脂の揺らぎをさらに効果的に抑制することができる。
【0017】
本発明に係る採光断熱材の製造方法は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造方法である。本発明に係る採光断熱材の製造方法は、透光性シートを除電した後に、透光性シート上に溶融樹脂を吐出することにより樹脂製スペーサを形成する工程を備えている。
【発明の効果】
【0018】
本発明では、透光性シート上に溶融樹脂を吐出する前に、透光性シートの除電が行われる。このため、透光性シートに帯電している静電気に起因して溶融樹脂が揺らぐことが効果的に抑制される。従って、直線状の樹脂製スペーサを確実に形成することができ、採光断熱材を高い良品率で製造することができる。
【図面の簡単な説明】
【0019】
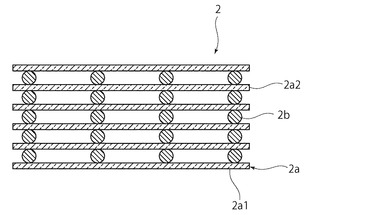
【図1】採光断熱材の一部分を拡大した略図的断面図である。
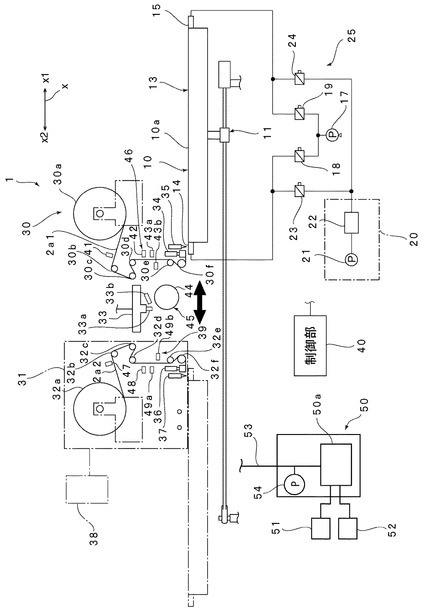
【図2】シート構造体の製造装置の略図的構成図である。
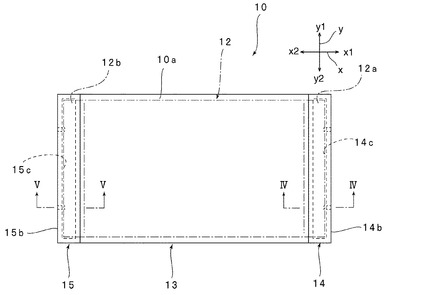
【図3】テーブルの略図的平面図である。
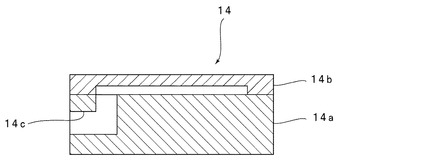
【図4】図3の線IV−IVにおける略図的断面図である。
【図5】図3の線V−Vにおける略図的断面図である。
【図6】冷却ロールの模式的斜視図である。
【図7】ベースシートを固定する工程を説明するためのシート構造体の製造装置の略図的構成図である。
【図8】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図9】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図10】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図11】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図12】ベースシート上に樹脂製スペーサを形成する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図13】樹脂製スペーサが形成されたベースシートの略図的平面図である。
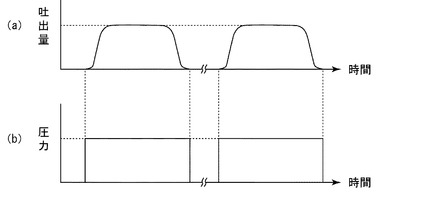
【図14】図14(a)は、溶融樹脂の吐出量を表すタイムチャートである。図14(b)は、圧送ポンプの圧力を表すタイムチャートである。
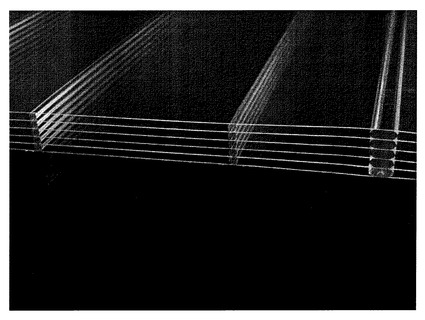
【図15】実施例で作製した採光断熱材の斜視写真である。
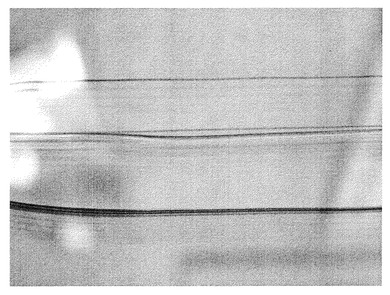
【図16】比較例で作製した採光断熱材の平面視写真である。
【発明を実施するための形態】
【0020】
以下、本発明を実施した好ましい形態について、図2に示す製造装置1を例に挙げて説明する。なお、本実施形態の製造装置1は、採光断熱材を製造するための装置である。
【0021】
(採光断熱材2)
まず、図2に示す本実施形態の製造装置1について説明する前に、製造装置1により製造される採光断熱材2について、図1を参照しつつ説明する。
【0022】
図1に示すように、採光断熱材2は、矩形状の複数の透光性シート2aを備えている。本実施形態では、透光性シート2aは、樹脂製シートである。もっとも、透光性シート2aは、樹脂以外の材料からなるものであってもよい。
【0023】
複数の透光性シート2aは、相互に平行に形成されている線状の複数の樹脂製スペーサ2bを介して積層されている。このため、隣り合う透光性シート2a間には、空気層が形成されている。従って、高い断熱効果を得ることができる。
【0024】
複数の透光性シート2aには、最下層に位置するベースシート2a1と、その他のシート2a2とが含まれている。ベースシート2a1と、シート2a2とは、同一の種類のシートであってもよいし、別の種類のシートであってもよい。
【0025】
(製造装置1)
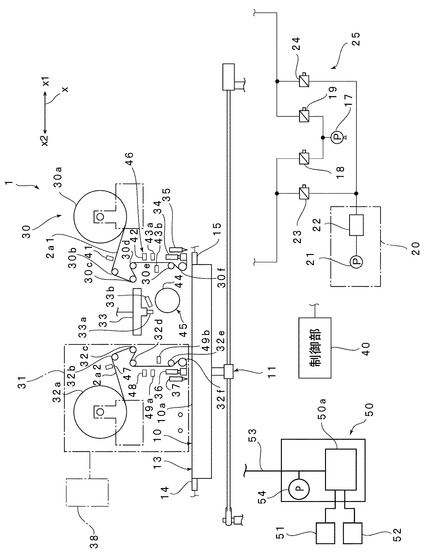
次に、図2〜図5を参照しつつ、採光断熱材2の製造装置1について詳細に説明する。図2に示すように、製造装置1は、テーブル10を備えている。テーブル10は、駆動機構11に取り付けられている。テーブル10は、この駆動機構11により、x方向に移動可能となっている。なお、駆動機構11の構成は、特に限定されないが、駆動機構11は、例えば、レールと、サーボモーターとにより構成することができる。また、駆動機構11は、搬送ベルトを用いたものであってもよい。この場合、テーブル10をより高速で駆動することができる。従って、採光断熱材2の生産性を高めることができる。
【0026】
図3に示すように、テーブル10の表面10aには、ベースシート2a1が固定される固定領域12が設けられている。本実施形態では、上述のように、ベースシート2a1が矩形状であるため、固定領域12も矩形状である。固定領域12の長さ方向は、x方向に沿っている。
【0027】
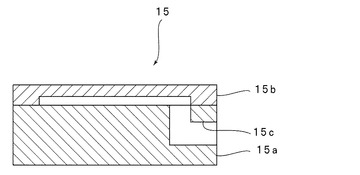
図2及び図3に示すように、テーブル10は、テーブル本体13と、矩形状の第1及び第2の吸着部材14,15とを備えている。テーブル本体13は、駆動機構11に接続されている。第1及び第2の吸着部材14,15は、テーブル本体13に取り付けられている。図4及び図5に示すように、吸着部材14,15は、吸着部材本体14a、15aと、多孔体14b、15bとを備えている。多孔体14b、15bは、吸着部材本体14a、15aの上に設けられている。
【0028】
吸着部材本体14a、15aの材質は特に限定されない。吸着部材本体14a、15aは、例えば、金属、合金、セラミックなどの硬質かつ、通気性の低い材料により形成される。具体的には、本実施形態では、吸着部材本体14a、15aは、表面にアルマイト処理が施されたAlにより形成されている。
【0029】
図2及び図3に示すように、多孔体14b、15bは、細長形状を有している。具体的には、多孔体14b、15bは、矩形状である。多孔体14b、15bは、多孔体14b、15bの表面がテーブル本体13の表面と面一となるように設けられている。
【0030】
図3に示すように、多孔体14b、15bは、少なくとも一部が固定領域12内に位置するように設けられている。具体的には、多孔体14bは、固定領域12のx方向のx1側に位置する第1の端部12a内に少なくとも一部が位置するように配置されている。多孔体14bは、第1の端部12a内において、y方向に沿って配置されている。
【0031】
多孔体15bは、固定領域12のx方向のx2側に位置する第2の端部12b内に少なくとも一部が位置するように配置されている。多孔体15bは、第1の端部12a内において、y方向に沿って配置されている。
【0032】
多孔体14b、15bは、連続気泡を有する多孔体である。本実施形態では、多孔体14b、15bは、実質的にカーボンからなるポーラスカーボンにより構成されている。
【0033】
多孔体14b、15bの気孔率は、10体積%〜50体積%の範囲内にあることが好ましく、30体積%〜40体積%の範囲内にあることがより好ましい。多孔体14b、15bの平均気孔径は、例えば、1μm〜10μm程度であることが好ましく、3μm〜7μm程度であることがより好ましい。なお、本発明において、「気孔率」とは、アルキメデス法により測定された気孔率をいうものとする。
【0034】
図4及び図5に示すように、吸着部材14,15には、多孔体14b、15bの背面に接続されている連通孔14c、15cが形成されている。図2に示すように、この連通孔14c、15cには、多孔体14b、15bに負圧を与える負圧発生機構としての減圧ポンプ17に接続されている。減圧ポンプ17と、多孔体14b、15bとの間には、ソレノイドバルブ18,19が設けられている。これらソレノイドバルブ18,19を開状態とすることにより、多孔体14b、15bに負圧を与えることができる。一方、ソレノイドバルブ18,19が閉状態である場合は、多孔体14b、15bには、負圧は供給されない。
【0035】
また、連通孔14c、15cには、多孔体14b、15bに正圧を与える正圧発生機構20が接続されている。本実施形態では、この正圧発生機構20と、上述の多孔体14b、15bと、負圧発生機構としての減圧ポンプ17とによって、ベースシート2a1を固定領域12に固定する固定機構25が構成されている。
【0036】
正圧発生機構20は、圧縮空気を供給する圧縮ポンプ21と、圧縮ポンプ21と連通孔14c、15cとの間に配置されているイオン供給機構22とを備えている。このイオン供給機構22により、圧縮ポンプ21から供給される圧縮空気に、イオンが供給される。このため、本実施形態においては、正圧発生機構20からは、圧縮されたイオンエアーが多孔体14b、15bに供給される。
【0037】
正圧発生機構20と、連通孔14c、15cとの間には、ソレノイドバルブ23,24が設けられている。これらソレノイドバルブ23,24を開状態とすることにより、多孔体14b、15bに圧縮されたイオンエアーを供給することができる。一方、ソレノイドバルブ23,24が閉状態である場合は、多孔体14b、15bには、圧縮されたイオンエアーは供給されない。
【0038】
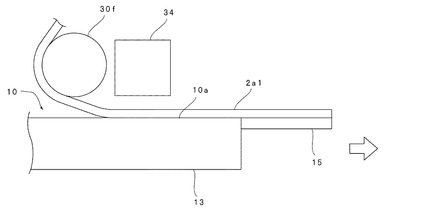
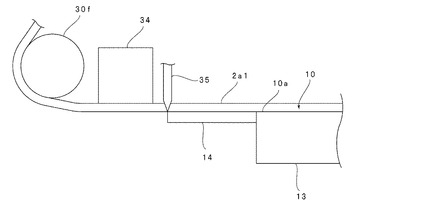
また、製造装置1には、ベースシート供給機構30と、吐出機構33と、シート供給機構31とが設けられている。このベースシート供給機構30は、ベースシート2a1をテーブル10上に供給するための機構である。ベースシート供給機構30は、ロール30aと、搬送ロール30b〜30fと、吸着機構34と、カッター35とを備えている。ロール30aには、ベースシート2a1が巻回されている。ロール30aは、ベースシート2a1を供給する。搬送ロール30b〜30fは、ロール30aから供給されたベースシート2a1を搬送する。
【0039】
吐出機構33は、樹脂製スペーサ2bを形成するための溶融樹脂を吐出するための機構である。吐出機構33には、溶融樹脂を圧送する圧送ポンプ54を有するホットメルト機50が接続されている。このホットメルト機50から溶融樹脂が吐出機構33へと供給される。ホットメルト機50は、樹脂を溶融するための溶融室50aを備えている。溶融室50aには、溶融室50a内を減圧するための減圧機構51と、溶融室50aに、窒素やアルゴンなどの不活性ガスを供給するためのガス供給機構52が接続されている。これら減圧機構51、ガス供給機構52により、溶融室50aが、減圧された不活性ガス雰囲気とされている。これにより、溶融樹脂の酸化による劣化が抑制されている。また、溶融室50aと吐出機構33とを接続している配管53も極力短くされている。これによっても、溶融樹脂の酸化による劣化が抑制されている。
【0040】
吐出機構33は、溶融樹脂が吐出される吐出ノズル33aを備えている。この吐出ノズル33aの近傍には、ヒーター33bが配置されている。このヒーター33bによって、吐出ノズル33aが加熱され、所定の温度以上に保持される。これにより、吐出ノズル33aから溶融樹脂がスムーズに流出するようにされている。なお、ヒーター33bは、特に限定されず、例えば、電熱線、赤外線照射機構、温風吐出機構などにより構成することができる。
【0041】
シート供給機構31は、樹脂製スペーサ2bが形成されたシートの上に、シート2a2を供給するための機構である。シート供給機構31は、ロール32aと、搬送ロール32b〜32fと、吸着機構36と、カッター37とを備えている。ロール32aには、シート2a2が巻回されている。ロール32aは、シート2a2を供給する。搬送ロール32b〜32fは、ロール32aから供給されたシート2a2を搬送する。
【0042】
シート供給機構31には、昇降機構38が接続されている。この昇降機構38は、シート供給機構31をテーブル10に対して、昇降させる機構である。
【0043】
製造装置1には、温度差低減機構45が設けられている。この温度差低減機構45は、吐出機構33から吐出された溶融樹脂がシート2aに接触する前に、シート2aの加熱及び溶融樹脂の冷却のうちの少なくとも一方を行うことにより溶融樹脂と溶融樹脂が吐出されるシート2aとの間の温度差を低減する機構である。具体的には、本実施形態では、温度差低減機構45は、吐出機構33から吐出された溶融樹脂がシート2aに接触する前に、シート2aの加熱及び溶融樹脂の冷却の両方を行う機構である。もっとも、温度差低減機構45は、シート2aの加熱及び溶融樹脂の冷却のうちの一方のみを行うものであってもよい。
【0044】
温度差低減機構45は、シート2aに接触する前の溶融樹脂を冷却する冷却機構としての冷却ロール44と、加熱機構46とを有する。冷却ロール44は、吐出機構33から吐出された溶融樹脂が、シート2aに接触する前に、外周面44aに接触するように設けられている。冷却ロール44は、回転可能に支持されている。
【0045】
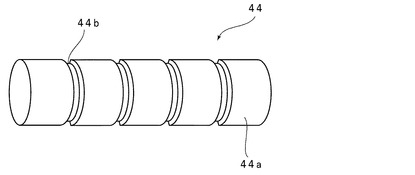
詳細には、図6に示すように、冷却ロール44の外周面44aには、周方向に沿って形成された複数の搬送溝44bが形成されている。溶融樹脂は、この搬送溝44bに導かれ、搬送溝44bによって搬送される。
【0046】
加熱機構46は、溶融樹脂に接触する前のシート2aを加熱する機構である。本実施形態では、加熱機構46は、第1〜第4の熱風吹き付け機構41,42,47,48を備えている。第1及び第2の熱風吹き付け機構41,42は、ベースシート2a1を加熱するための機構である。具体的には、第1の熱風吹き付け機構41は、ベースシート2a1の一方側の面に熱風を吹き付けることによりベースシート2a1を加熱する機構であり、第2の熱風吹き付け機構42は、ベースシート2a1の他方側の面に熱風を吹き付けることによりベースシート2a1を加熱する機構である。第3及び第4の熱風吹き付け機構47,48は、シート2a2を加熱するため野機構である。具体的には、第3の熱風吹き付け機構47は、シート2a2の一方側の面に熱風を吹き付けることによりシート2a2を加熱する機構であり、第4の熱風吹き付け機構48は、シート2a2の他方側の面に熱風を吹き付けることによりシート2a2を加熱する機構である。
【0047】
製造装置1には、除電機構39が設けられている。除電機構39は、第1〜第4のイオンエアー吹き付け機構43a、43b、49a、49bを有する。第1のイオンエアー吹き付け機構43aは、吐出機構33から吐出された溶融樹脂がベースシート2a1に接触する前に、ベースシート2a1の一方側の表面に対してイオンエアーを吹き付けることにより、ベースシート2a1を除電する機構である。第2のイオンエアー吹き付け機構43bは、吐出機構33から吐出された溶融樹脂がベースシート2a1に接触する前に、ベースシート2a1の他方側の表面に対してイオンエアーを吹き付けることにより、ベースシート2a1を除電する機構である。第3のイオンエアー吹き付け機構49aは、吐出機構33から吐出された溶融樹脂がシート2a2に接触する前に、シート2a2の一方側の表面に対してイオンエアーを吹き付けることにより、シート2a2を除電する機構である。第4のイオンエアー吹き付け機構49bは、吐出機構33から吐出された溶融樹脂がシート2a2に接触する前に、シート2a2の他方側の表面に対してイオンエアーを吹き付けることにより、シート2a2を除電する機構である。
【0048】
さらに、製造装置1には、制御部40が設けられている。図示は省略するが、制御部40は、製造装置1の各デバイスに接続されており、各デバイスを制御するものである。
【0049】
(採光断熱材2の製造)
次に、採光断熱材2の製造工程について説明する。
【0050】
まず、制御部40は、駆動機構11に、テーブル10を図1に示す位置から、x方向のx2側に、図7及び図8に示す位置まで移動させる。すなわち、吸着機構34のx方向x1側端部と、多孔体15bのx方向x1側端部とがx方向において同位置となるまで、テーブル10を移動させる。
【0051】
次に、図9に示すように、制御部40は、吸着機構34を降下させ、ベースシート2a1の端部を多孔体15bの表面に密着させる。次に、制御部40は、吸着機構34による吸着を停止すると共に、図2に示すソレノイドバルブ24を開状態とし、多孔体15bにベースシート2a1の端部を吸着させる。
【0052】
次に、制御部40は、吸着機構34を上昇させ、吸着機構34をベースシート2a1から離す。その後、図10に示すように、制御部40は、テーブル10を、x方向のx1側に移動させる。そして、ベースシート2a1がテーブル10の多孔体14bのx方向のx2側端よりもx2側にまで供給されたときに、制御部40は、テーブル10の移動を停止させる。
【0053】
なお、テーブル10をx方向のx1側に移動させる際に、ロール30aにバックテンションをかけるようにしてもよい。そうすることにより、ベースシート2a1にたるみが生じることを効果的に抑制することができる。
【0054】
本実施形態では、上記ベースシート2a1の供給工程において、制御部40は、図2に示す第1及び第2のイオンエアー吹き付け機構43a、43bを駆動し、イオンエアーをベースシート2a1の両面に吹き付けることにより、ベースシート2a1の除電を行う。
【0055】
また、制御部40は、第1及び第2の熱風吹き付け機構41,42を駆動し、熱風をベースシート2a1の両面に吹き付けることにより、ベースシート2a1を加熱する。
【0056】
次に、制御部40は、ソレノイドバルブ23を開状態とし、多孔体14bにベースシート2a1の端部を吸着させる。これにより、図3に示す固定領域12において、ベースシート2a1のx1側の端部と、x2側の端部との両方が吸着された状態となる。
【0057】
次に、図11に示すように、制御部40は、吸着機構34を降下させ、吸着機構34に、ベースシート2a1のx2側の端部を吸着させる。その後、制御部40は、カッター35を降下させてベースシート2a1を切断した後に、吸着機構34を上昇させる。これにより、ベースシート2a1のテーブル10への固定が完了する。
【0058】
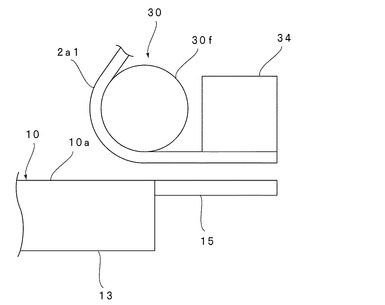
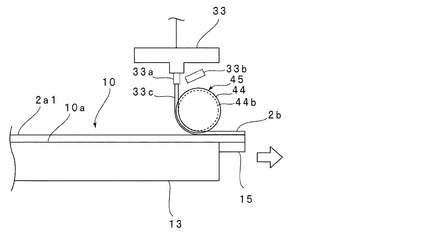
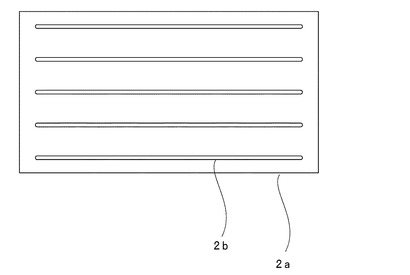
次に、制御部40は、駆動機構11に、テーブル10のx1側端部が、吐出機構33よりもx2側に位置するまで、テーブル10を移動させる。続いて、図12に示すように、テーブル10をx1側に移動させながら、吐出機構33からベースシート2a1上に樹脂を吐出する。これにより、図13に示すように、x方向に沿って、ベースシート2a1上に、相互に平行に延びる複数の樹脂製スペーサ2bを形成する(スペーサ形成工程)。
【0059】
図12に示すように、このスペーサ形成工程において、吐出機構33から吐出された溶融樹脂33cは、冷却ロール44の外周面に形成されている搬送溝44bに沿って、ベースシート2a1上にまで搬送される。
【0060】
次に、ベースシート2a1をテーブル10上に固定した要領と実質的に同様の要領で、ロール32aから供給されるシート2a2をベースシート2a1上に配置する(シート積層工程)。具体的には、まず、制御部40は、テーブル10上に固定されたベースシート2a1のx2側の端部が吸着機構36の下方に位置するようにテーブル10を移動させる。次に、吸着機構36を降下させ、ベースシート2a1に樹脂製スペーサ2bを介してシート2a2を接着させる。その後、制御部40は、吸着機構36によるシート2a2の吸着を解除させ、吸着機構36を上昇させる。続いて、制御部40は、テーブル10をx2側に移動させ、移動完了後、吸着機構36によりシート2a2を吸着させた状態でカッター37によりシート2a2を切断することにより、シート2a2の配置を完了させる。
【0061】
本実施形態では、このシート積層工程においても、制御部40は、図2に示す第3及び第4のイオンエアー吹き付け機構49a、49bを駆動し、イオンエアーをシート2a2の両面に吹き付けることにより、シート2a2の除電を行う。
【0062】
また、制御部40は、第3及び第4の熱風吹き付け機構47,48を駆動し、熱風をシート2a2の両面に吹き付けることにより、シート2a2を加熱する。
【0063】
そして、上記のスペーサ形成工程を行う。その後、上記シート積層工程とスペーサ形成工程とを繰り返し行うことにより、図1に示す採光断熱材2を完成させる。そして、最後に、制御部40は、正圧発生機構20に、圧縮されたイオンエアーを多孔体14b,15bに供給させる。これにより、吸着部材14,15によるベースシート2a1の吸着を解除する。その後、テーブル10から採光断熱材2を取り外す。
【0064】
上記シート積層工程を繰り返し行った場合、最上層に位置するシート2a2の高さが徐々に高くなっていく。このため、シート積層工程を行う毎に、制御部40は、昇降機構38を駆動させ、シート供給機構31の位置を徐々に高くしていく。これにより、シート供給機構31と、最上層に位置するシート2a2との間の距離を一定に保持することができる。
【0065】
なお、上記採光断熱材2の製造方法では、図14に示すように、溶融樹脂33cを、吐出機構33から間欠的に吐出する必要がある。このため、制御部40は、圧送ポンプ54を間欠的に駆動する。この場合、吐出機構33から吐出される溶融樹脂33cの流量は、吐出開始直後と、吐出終了直前において少なくなる。従って、吐出開始直後及び吐出終了直前の溶融樹脂33cにより形成された樹脂製スペーサ2bの部分は、他の部分よりも細くなる。従って、製造された採光断熱材2のうち、吐出開始直後及び吐出終了直前の溶融樹脂33cにより形成された樹脂製スペーサ2bの部分が形成されている部分は、事後的に切除することが好ましい。また、この場合において、シート2aの積層位置をx方向に順次ずらせていくようにしてもよい。
【0066】
以上説明したように、本実施形態では、除電機構39により、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aの除電が行われる。特に、本実施形態では、第1〜第4のイオンエアー吹き付け機構43a、43b、49a、49bにより、透光性シート2aの両面の除電が行われる。このため、透光性シート2aの除電がより確実に行われる。このため、透光性シート2aに帯電している静電気に起因して溶融樹脂33cが揺らぐことが効果的に抑制されている。従って、樹脂製スペーサ2bを確実に直線状に形成することができる。その結果、採光断熱材2を高い良品率で製造することができる。
【0067】
また、本実施形態では、透光性シート2aの除電が、透光性シート2aがテーブル10に接触する前に行われる。このため、透光性シート2aをテーブル10の正確な位置に配置することができる。よって、樹脂製スペーサ2bを透光性シート2aに対して正確な位置に形成することができる。
【0068】
さらに、本実施形態では、溶融樹脂33cは、搬送溝44bによりガイドされるため、樹脂製スペーサ2bをより正確な位置に、かつ直線状に形成することができる。
【0069】
(実施例)
上記実施形態の製造装置1を用いて、除電機構39を駆動させて採光断熱材を作製した。比較例として、実施例と同様の製造装置を用いて、除電機構39を駆動させないで採光断熱材を作製した。実施例において作製した採光断熱材の斜視写真を図15に示す。比較例において作製した採光断熱材の平面視写真を図16に示す。なお、上記実施例及び比較例において、透光性シート2aとしては、PET製シートを使用した。
【0070】
図15に示すように、除電機構39を駆動させた実施例においては、樹脂製スペーサ2bの揺らぎは観察されず、直線状の樹脂製スペーサ2bを確実に形成することができた。それに対して、除電機構39を駆動させなかった比較例においては、樹脂製スペーサ2bに揺らぎが発生し、直線状の樹脂製スペーサ2bを確実に形成することはできなかった。この結果から、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電しておくことによって、樹脂製スペーサ2bの揺らぎを抑制でき、直線状の樹脂製スペーサ2bを確実に形成できることが分かる。
【0071】
(変形例)
なお、上記実施形態では、透光性シート2aをテーブル10に配置する前に除電する例について説明した。但し、本発明は、これに限定されない。例えば、テーブル10の上方に除電機構39を配置し、テーブル10に配置された透光性シート2aの除電を行うようにしてもよい。
【0072】
また、上記実施形態では、透光性シート2aの供給源として、2つのロール30a、32aを配置する例について説明したが、透光性シート2aの供給源を3つ以上設けてもよい。その場合、例えば、ひとつの供給源で透光性シート2aがなくなった場合にも、他の供給源から透光性シート2aを供給できるため、装置を停止させることなく製造を継続することができる。また、3つ以上の透光性シート2aの供給源を設けることにより、製造し得るシート構造体のバリエーションを増やすことができる。
【符号の説明】
【0073】
1…製造装置
2…採光断熱材
2a…透光性シート
2a1…ベースシート
2a2…シート
2b…樹脂製スペーサ
10…テーブル
10a…テーブルの表面
11…駆動機構
12…固定領域
12a…固定領域の第1の端部
12b…固定領域の第2の端部
13…テーブル本体
14…第1の吸着部材
15…第2の吸着部材
14a、15a…吸着部材本体
14b、15b…多孔体
14c、15c…連通孔
17…減圧ポンプ
18,19,23,24…ソレノイドバルブ
20…正圧発生機構
21…圧縮ポンプ
22…イオン供給機構
25…固定機構
30…ベースシート供給機構
30a、32a…ロール
30b〜30f、32b〜32f…搬送ロール
31…シート供給機構
33…吐出機構
33a…吐出ノズル
33b…ヒーター
33c…溶融樹脂
34,36…吸着機構
35,37…カッター
38…昇降機構
39…除電機構
40…制御部
41…第1の熱風吹き付け機構
42…第2の熱風吹き付け機構
47…第3の熱風吹き付け機構
48…第4の熱風吹き付け機構
43a…第1のイオンエアー吹き付け機構
43b…第2のイオンエアー吹き付け機構
44…冷却ロール
44a…冷却ロールの外周面
44b…搬送溝
45…温度差低減機構
46…加熱機構
49a…第3のイオンエアー吹き付け機構
49b…第4のイオンエアー吹き付け機構
50…ホットメルト機
50a…溶融室
51…減圧機構
52…ガス供給機構
53…配管
54…圧送ポンプ
【技術分野】
【0001】
本発明は、採光断熱材の製造装置及び製造方法に関する。特には、本発明は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置及び製造方法に関する。
【背景技術】
【0002】
近年、地球の温暖化を抑制すべく、エネルギー効率を高める種々の試みがなされている。そのひとつとして、居住空間における冷暖房効率を高める試みも盛んになされている。例えば、窓ガラスの遮熱性を高めるべく、二重窓ガラスの導入などが進められている。
【0003】
しかしながら、二重窓ガラスは、高価であり、かつ、窓ガラスを二重窓ガラスに置き換えるためには、現在の窓ガラスを廃棄する必要がある。このため、二重窓ガラスよりも安価であり、かつ現存する窓ガラスに対しても容易に行い得る遮熱性向上方法が求められている。
【0004】
容易に行い得る遮熱性向上方法としては、例えば、下記の特許文献1に記載のように、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材を窓ガラスに取り付ける方法が挙げられる。この方法であれば、窓ガラス自体を交換する必要もなく、また、二重窓ガラスを導入するよりも安価に行い得る。従って、特許文献1に記載のような採光断熱材に対する需要が高まりつつある。それに伴い、採光断熱材を容易に製造できる方法が種々検討されている。
【0005】
例えば、特許文献1には、シート上に溶融樹脂を吐出することにより表面に線状のスペーサが形成されたシートを積層することにより採光断熱材を製造する方法が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2008-80783号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、採光断熱材には、室内から外を眺める人間に不快感を与えないように、高い美観性が要求される。具体的には、室内から外を眺める人間の視界を極力妨げないように、線状の樹脂製スペーサが直線状に形成されていることが要求される。
【0008】
しかしながら、上記の特許文献1に記載の採光断熱材の製造方法では、線状の樹脂製スペーサが波状に形成されてしまう場合があり、直線状の樹脂製スペーサを確実に形成することが困難であるという問題があった。
【0009】
本発明は、かかる点に鑑みてなされたものであり、その目的は、直線状の樹脂製スペーサを確実に形成することができ、高い良品率で製造可能な採光断熱材の製造装置及び製造方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明者らは、鋭意研究の結果、溶融樹脂が吐出されるシートに帯電している静電気が原因で、溶融樹脂に揺らぎが生じ、その結果、樹脂製スペーサが波状に形成されることを見出し、本発明を成すに至った。
【0011】
すなわち、本発明に係る採光断熱材の製造装置は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置である。本発明に係る採光断熱材の製造装置は、シート供給機構と、テーブルと、吐出機構と、除電機構とを備えている。シート供給機構は、透光性シートを供給する機構である。テーブルには、透光性シートが固定される。吐出機構は、透光性シートに対して溶融樹脂を吐出することにより樹脂製スペーサを形成する機構である。除電機構は、吐出機構から吐出された溶融樹脂が透光性シートに接触する前に、透光性シートを除電する機構である。
【0012】
本発明に係る採光断熱材の製造装置のある特定の局面では、除電機構は、透光性シートに対してイオンエアーを吹き付けるイオンエアー吹き付け機構を有する。
【0013】
本発明に係る採光断熱材の製造装置の他の特定の局面では、イオンエアー吹き付け機構は、シート供給機構から供給された透光性シートがテーブルと接触する前に、透光性シートに対してイオンエアーを吹き付ける機構である。この構成によれば、透光性シートがテーブルに接触する前に透光性シートを除電することができる。このため、透光性シートを正確な位置に固定できる。樹脂製スペーサを、透光性シートに対して、正確な位置に形成することができる。
【0014】
本発明に係る採光断熱材の製造装置の別の特定の局面では、イオンエアー吹き付け機構は、透光性シートの一方の面に対してイオンエアーを吹き付ける第1のイオンエアー吹き付け機構と、透光性シートの他方の面に対してイオンエアーを吹き付ける第2のイオンエアー吹き付け機構とを含む。この構成によれば、透光性シートをさらに確実に除電することができる。従って、溶融樹脂の揺らぎをさらに効果的に抑制することができる。
【0015】
本発明に係る採光断熱材の製造装置のさらに他の特定の局面では、透光性シートは、樹脂製である。透光性シートが樹脂製である場合、透光性シートが帯電しやすいため、本発明が有効に適用される。
【0016】
本発明に係る採光断熱材の製造装置のさらに別の特定の局面では、採光断熱材の製造装置は、吐出機構とテーブルとの間に配置されており、吐出機構から吐出された溶融樹脂が搬送される搬送溝が、周方向に沿って外周面に形成されているロールをさらに備えている。この構成によれば、溶融樹脂が搬送溝によって透光性シート上に搬送されるため、溶融樹脂の揺らぎをさらに効果的に抑制することができる。
【0017】
本発明に係る採光断熱材の製造方法は、相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造方法である。本発明に係る採光断熱材の製造方法は、透光性シートを除電した後に、透光性シート上に溶融樹脂を吐出することにより樹脂製スペーサを形成する工程を備えている。
【発明の効果】
【0018】
本発明では、透光性シート上に溶融樹脂を吐出する前に、透光性シートの除電が行われる。このため、透光性シートに帯電している静電気に起因して溶融樹脂が揺らぐことが効果的に抑制される。従って、直線状の樹脂製スペーサを確実に形成することができ、採光断熱材を高い良品率で製造することができる。
【図面の簡単な説明】
【0019】
【図1】採光断熱材の一部分を拡大した略図的断面図である。
【図2】シート構造体の製造装置の略図的構成図である。
【図3】テーブルの略図的平面図である。
【図4】図3の線IV−IVにおける略図的断面図である。
【図5】図3の線V−Vにおける略図的断面図である。
【図6】冷却ロールの模式的斜視図である。
【図7】ベースシートを固定する工程を説明するためのシート構造体の製造装置の略図的構成図である。
【図8】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図9】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図10】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図11】ベースシートを固定する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図12】ベースシート上に樹脂製スペーサを形成する工程を説明するためのシート構造体の製造装置の一部分を拡大した略図的構成図である。
【図13】樹脂製スペーサが形成されたベースシートの略図的平面図である。
【図14】図14(a)は、溶融樹脂の吐出量を表すタイムチャートである。図14(b)は、圧送ポンプの圧力を表すタイムチャートである。
【図15】実施例で作製した採光断熱材の斜視写真である。
【図16】比較例で作製した採光断熱材の平面視写真である。
【発明を実施するための形態】
【0020】
以下、本発明を実施した好ましい形態について、図2に示す製造装置1を例に挙げて説明する。なお、本実施形態の製造装置1は、採光断熱材を製造するための装置である。
【0021】
(採光断熱材2)
まず、図2に示す本実施形態の製造装置1について説明する前に、製造装置1により製造される採光断熱材2について、図1を参照しつつ説明する。
【0022】
図1に示すように、採光断熱材2は、矩形状の複数の透光性シート2aを備えている。本実施形態では、透光性シート2aは、樹脂製シートである。もっとも、透光性シート2aは、樹脂以外の材料からなるものであってもよい。
【0023】
複数の透光性シート2aは、相互に平行に形成されている線状の複数の樹脂製スペーサ2bを介して積層されている。このため、隣り合う透光性シート2a間には、空気層が形成されている。従って、高い断熱効果を得ることができる。
【0024】
複数の透光性シート2aには、最下層に位置するベースシート2a1と、その他のシート2a2とが含まれている。ベースシート2a1と、シート2a2とは、同一の種類のシートであってもよいし、別の種類のシートであってもよい。
【0025】
(製造装置1)
次に、図2〜図5を参照しつつ、採光断熱材2の製造装置1について詳細に説明する。図2に示すように、製造装置1は、テーブル10を備えている。テーブル10は、駆動機構11に取り付けられている。テーブル10は、この駆動機構11により、x方向に移動可能となっている。なお、駆動機構11の構成は、特に限定されないが、駆動機構11は、例えば、レールと、サーボモーターとにより構成することができる。また、駆動機構11は、搬送ベルトを用いたものであってもよい。この場合、テーブル10をより高速で駆動することができる。従って、採光断熱材2の生産性を高めることができる。
【0026】
図3に示すように、テーブル10の表面10aには、ベースシート2a1が固定される固定領域12が設けられている。本実施形態では、上述のように、ベースシート2a1が矩形状であるため、固定領域12も矩形状である。固定領域12の長さ方向は、x方向に沿っている。
【0027】
図2及び図3に示すように、テーブル10は、テーブル本体13と、矩形状の第1及び第2の吸着部材14,15とを備えている。テーブル本体13は、駆動機構11に接続されている。第1及び第2の吸着部材14,15は、テーブル本体13に取り付けられている。図4及び図5に示すように、吸着部材14,15は、吸着部材本体14a、15aと、多孔体14b、15bとを備えている。多孔体14b、15bは、吸着部材本体14a、15aの上に設けられている。
【0028】
吸着部材本体14a、15aの材質は特に限定されない。吸着部材本体14a、15aは、例えば、金属、合金、セラミックなどの硬質かつ、通気性の低い材料により形成される。具体的には、本実施形態では、吸着部材本体14a、15aは、表面にアルマイト処理が施されたAlにより形成されている。
【0029】
図2及び図3に示すように、多孔体14b、15bは、細長形状を有している。具体的には、多孔体14b、15bは、矩形状である。多孔体14b、15bは、多孔体14b、15bの表面がテーブル本体13の表面と面一となるように設けられている。
【0030】
図3に示すように、多孔体14b、15bは、少なくとも一部が固定領域12内に位置するように設けられている。具体的には、多孔体14bは、固定領域12のx方向のx1側に位置する第1の端部12a内に少なくとも一部が位置するように配置されている。多孔体14bは、第1の端部12a内において、y方向に沿って配置されている。
【0031】
多孔体15bは、固定領域12のx方向のx2側に位置する第2の端部12b内に少なくとも一部が位置するように配置されている。多孔体15bは、第1の端部12a内において、y方向に沿って配置されている。
【0032】
多孔体14b、15bは、連続気泡を有する多孔体である。本実施形態では、多孔体14b、15bは、実質的にカーボンからなるポーラスカーボンにより構成されている。
【0033】
多孔体14b、15bの気孔率は、10体積%〜50体積%の範囲内にあることが好ましく、30体積%〜40体積%の範囲内にあることがより好ましい。多孔体14b、15bの平均気孔径は、例えば、1μm〜10μm程度であることが好ましく、3μm〜7μm程度であることがより好ましい。なお、本発明において、「気孔率」とは、アルキメデス法により測定された気孔率をいうものとする。
【0034】
図4及び図5に示すように、吸着部材14,15には、多孔体14b、15bの背面に接続されている連通孔14c、15cが形成されている。図2に示すように、この連通孔14c、15cには、多孔体14b、15bに負圧を与える負圧発生機構としての減圧ポンプ17に接続されている。減圧ポンプ17と、多孔体14b、15bとの間には、ソレノイドバルブ18,19が設けられている。これらソレノイドバルブ18,19を開状態とすることにより、多孔体14b、15bに負圧を与えることができる。一方、ソレノイドバルブ18,19が閉状態である場合は、多孔体14b、15bには、負圧は供給されない。
【0035】
また、連通孔14c、15cには、多孔体14b、15bに正圧を与える正圧発生機構20が接続されている。本実施形態では、この正圧発生機構20と、上述の多孔体14b、15bと、負圧発生機構としての減圧ポンプ17とによって、ベースシート2a1を固定領域12に固定する固定機構25が構成されている。
【0036】
正圧発生機構20は、圧縮空気を供給する圧縮ポンプ21と、圧縮ポンプ21と連通孔14c、15cとの間に配置されているイオン供給機構22とを備えている。このイオン供給機構22により、圧縮ポンプ21から供給される圧縮空気に、イオンが供給される。このため、本実施形態においては、正圧発生機構20からは、圧縮されたイオンエアーが多孔体14b、15bに供給される。
【0037】
正圧発生機構20と、連通孔14c、15cとの間には、ソレノイドバルブ23,24が設けられている。これらソレノイドバルブ23,24を開状態とすることにより、多孔体14b、15bに圧縮されたイオンエアーを供給することができる。一方、ソレノイドバルブ23,24が閉状態である場合は、多孔体14b、15bには、圧縮されたイオンエアーは供給されない。
【0038】
また、製造装置1には、ベースシート供給機構30と、吐出機構33と、シート供給機構31とが設けられている。このベースシート供給機構30は、ベースシート2a1をテーブル10上に供給するための機構である。ベースシート供給機構30は、ロール30aと、搬送ロール30b〜30fと、吸着機構34と、カッター35とを備えている。ロール30aには、ベースシート2a1が巻回されている。ロール30aは、ベースシート2a1を供給する。搬送ロール30b〜30fは、ロール30aから供給されたベースシート2a1を搬送する。
【0039】
吐出機構33は、樹脂製スペーサ2bを形成するための溶融樹脂を吐出するための機構である。吐出機構33には、溶融樹脂を圧送する圧送ポンプ54を有するホットメルト機50が接続されている。このホットメルト機50から溶融樹脂が吐出機構33へと供給される。ホットメルト機50は、樹脂を溶融するための溶融室50aを備えている。溶融室50aには、溶融室50a内を減圧するための減圧機構51と、溶融室50aに、窒素やアルゴンなどの不活性ガスを供給するためのガス供給機構52が接続されている。これら減圧機構51、ガス供給機構52により、溶融室50aが、減圧された不活性ガス雰囲気とされている。これにより、溶融樹脂の酸化による劣化が抑制されている。また、溶融室50aと吐出機構33とを接続している配管53も極力短くされている。これによっても、溶融樹脂の酸化による劣化が抑制されている。
【0040】
吐出機構33は、溶融樹脂が吐出される吐出ノズル33aを備えている。この吐出ノズル33aの近傍には、ヒーター33bが配置されている。このヒーター33bによって、吐出ノズル33aが加熱され、所定の温度以上に保持される。これにより、吐出ノズル33aから溶融樹脂がスムーズに流出するようにされている。なお、ヒーター33bは、特に限定されず、例えば、電熱線、赤外線照射機構、温風吐出機構などにより構成することができる。
【0041】
シート供給機構31は、樹脂製スペーサ2bが形成されたシートの上に、シート2a2を供給するための機構である。シート供給機構31は、ロール32aと、搬送ロール32b〜32fと、吸着機構36と、カッター37とを備えている。ロール32aには、シート2a2が巻回されている。ロール32aは、シート2a2を供給する。搬送ロール32b〜32fは、ロール32aから供給されたシート2a2を搬送する。
【0042】
シート供給機構31には、昇降機構38が接続されている。この昇降機構38は、シート供給機構31をテーブル10に対して、昇降させる機構である。
【0043】
製造装置1には、温度差低減機構45が設けられている。この温度差低減機構45は、吐出機構33から吐出された溶融樹脂がシート2aに接触する前に、シート2aの加熱及び溶融樹脂の冷却のうちの少なくとも一方を行うことにより溶融樹脂と溶融樹脂が吐出されるシート2aとの間の温度差を低減する機構である。具体的には、本実施形態では、温度差低減機構45は、吐出機構33から吐出された溶融樹脂がシート2aに接触する前に、シート2aの加熱及び溶融樹脂の冷却の両方を行う機構である。もっとも、温度差低減機構45は、シート2aの加熱及び溶融樹脂の冷却のうちの一方のみを行うものであってもよい。
【0044】
温度差低減機構45は、シート2aに接触する前の溶融樹脂を冷却する冷却機構としての冷却ロール44と、加熱機構46とを有する。冷却ロール44は、吐出機構33から吐出された溶融樹脂が、シート2aに接触する前に、外周面44aに接触するように設けられている。冷却ロール44は、回転可能に支持されている。
【0045】
詳細には、図6に示すように、冷却ロール44の外周面44aには、周方向に沿って形成された複数の搬送溝44bが形成されている。溶融樹脂は、この搬送溝44bに導かれ、搬送溝44bによって搬送される。
【0046】
加熱機構46は、溶融樹脂に接触する前のシート2aを加熱する機構である。本実施形態では、加熱機構46は、第1〜第4の熱風吹き付け機構41,42,47,48を備えている。第1及び第2の熱風吹き付け機構41,42は、ベースシート2a1を加熱するための機構である。具体的には、第1の熱風吹き付け機構41は、ベースシート2a1の一方側の面に熱風を吹き付けることによりベースシート2a1を加熱する機構であり、第2の熱風吹き付け機構42は、ベースシート2a1の他方側の面に熱風を吹き付けることによりベースシート2a1を加熱する機構である。第3及び第4の熱風吹き付け機構47,48は、シート2a2を加熱するため野機構である。具体的には、第3の熱風吹き付け機構47は、シート2a2の一方側の面に熱風を吹き付けることによりシート2a2を加熱する機構であり、第4の熱風吹き付け機構48は、シート2a2の他方側の面に熱風を吹き付けることによりシート2a2を加熱する機構である。
【0047】
製造装置1には、除電機構39が設けられている。除電機構39は、第1〜第4のイオンエアー吹き付け機構43a、43b、49a、49bを有する。第1のイオンエアー吹き付け機構43aは、吐出機構33から吐出された溶融樹脂がベースシート2a1に接触する前に、ベースシート2a1の一方側の表面に対してイオンエアーを吹き付けることにより、ベースシート2a1を除電する機構である。第2のイオンエアー吹き付け機構43bは、吐出機構33から吐出された溶融樹脂がベースシート2a1に接触する前に、ベースシート2a1の他方側の表面に対してイオンエアーを吹き付けることにより、ベースシート2a1を除電する機構である。第3のイオンエアー吹き付け機構49aは、吐出機構33から吐出された溶融樹脂がシート2a2に接触する前に、シート2a2の一方側の表面に対してイオンエアーを吹き付けることにより、シート2a2を除電する機構である。第4のイオンエアー吹き付け機構49bは、吐出機構33から吐出された溶融樹脂がシート2a2に接触する前に、シート2a2の他方側の表面に対してイオンエアーを吹き付けることにより、シート2a2を除電する機構である。
【0048】
さらに、製造装置1には、制御部40が設けられている。図示は省略するが、制御部40は、製造装置1の各デバイスに接続されており、各デバイスを制御するものである。
【0049】
(採光断熱材2の製造)
次に、採光断熱材2の製造工程について説明する。
【0050】
まず、制御部40は、駆動機構11に、テーブル10を図1に示す位置から、x方向のx2側に、図7及び図8に示す位置まで移動させる。すなわち、吸着機構34のx方向x1側端部と、多孔体15bのx方向x1側端部とがx方向において同位置となるまで、テーブル10を移動させる。
【0051】
次に、図9に示すように、制御部40は、吸着機構34を降下させ、ベースシート2a1の端部を多孔体15bの表面に密着させる。次に、制御部40は、吸着機構34による吸着を停止すると共に、図2に示すソレノイドバルブ24を開状態とし、多孔体15bにベースシート2a1の端部を吸着させる。
【0052】
次に、制御部40は、吸着機構34を上昇させ、吸着機構34をベースシート2a1から離す。その後、図10に示すように、制御部40は、テーブル10を、x方向のx1側に移動させる。そして、ベースシート2a1がテーブル10の多孔体14bのx方向のx2側端よりもx2側にまで供給されたときに、制御部40は、テーブル10の移動を停止させる。
【0053】
なお、テーブル10をx方向のx1側に移動させる際に、ロール30aにバックテンションをかけるようにしてもよい。そうすることにより、ベースシート2a1にたるみが生じることを効果的に抑制することができる。
【0054】
本実施形態では、上記ベースシート2a1の供給工程において、制御部40は、図2に示す第1及び第2のイオンエアー吹き付け機構43a、43bを駆動し、イオンエアーをベースシート2a1の両面に吹き付けることにより、ベースシート2a1の除電を行う。
【0055】
また、制御部40は、第1及び第2の熱風吹き付け機構41,42を駆動し、熱風をベースシート2a1の両面に吹き付けることにより、ベースシート2a1を加熱する。
【0056】
次に、制御部40は、ソレノイドバルブ23を開状態とし、多孔体14bにベースシート2a1の端部を吸着させる。これにより、図3に示す固定領域12において、ベースシート2a1のx1側の端部と、x2側の端部との両方が吸着された状態となる。
【0057】
次に、図11に示すように、制御部40は、吸着機構34を降下させ、吸着機構34に、ベースシート2a1のx2側の端部を吸着させる。その後、制御部40は、カッター35を降下させてベースシート2a1を切断した後に、吸着機構34を上昇させる。これにより、ベースシート2a1のテーブル10への固定が完了する。
【0058】
次に、制御部40は、駆動機構11に、テーブル10のx1側端部が、吐出機構33よりもx2側に位置するまで、テーブル10を移動させる。続いて、図12に示すように、テーブル10をx1側に移動させながら、吐出機構33からベースシート2a1上に樹脂を吐出する。これにより、図13に示すように、x方向に沿って、ベースシート2a1上に、相互に平行に延びる複数の樹脂製スペーサ2bを形成する(スペーサ形成工程)。
【0059】
図12に示すように、このスペーサ形成工程において、吐出機構33から吐出された溶融樹脂33cは、冷却ロール44の外周面に形成されている搬送溝44bに沿って、ベースシート2a1上にまで搬送される。
【0060】
次に、ベースシート2a1をテーブル10上に固定した要領と実質的に同様の要領で、ロール32aから供給されるシート2a2をベースシート2a1上に配置する(シート積層工程)。具体的には、まず、制御部40は、テーブル10上に固定されたベースシート2a1のx2側の端部が吸着機構36の下方に位置するようにテーブル10を移動させる。次に、吸着機構36を降下させ、ベースシート2a1に樹脂製スペーサ2bを介してシート2a2を接着させる。その後、制御部40は、吸着機構36によるシート2a2の吸着を解除させ、吸着機構36を上昇させる。続いて、制御部40は、テーブル10をx2側に移動させ、移動完了後、吸着機構36によりシート2a2を吸着させた状態でカッター37によりシート2a2を切断することにより、シート2a2の配置を完了させる。
【0061】
本実施形態では、このシート積層工程においても、制御部40は、図2に示す第3及び第4のイオンエアー吹き付け機構49a、49bを駆動し、イオンエアーをシート2a2の両面に吹き付けることにより、シート2a2の除電を行う。
【0062】
また、制御部40は、第3及び第4の熱風吹き付け機構47,48を駆動し、熱風をシート2a2の両面に吹き付けることにより、シート2a2を加熱する。
【0063】
そして、上記のスペーサ形成工程を行う。その後、上記シート積層工程とスペーサ形成工程とを繰り返し行うことにより、図1に示す採光断熱材2を完成させる。そして、最後に、制御部40は、正圧発生機構20に、圧縮されたイオンエアーを多孔体14b,15bに供給させる。これにより、吸着部材14,15によるベースシート2a1の吸着を解除する。その後、テーブル10から採光断熱材2を取り外す。
【0064】
上記シート積層工程を繰り返し行った場合、最上層に位置するシート2a2の高さが徐々に高くなっていく。このため、シート積層工程を行う毎に、制御部40は、昇降機構38を駆動させ、シート供給機構31の位置を徐々に高くしていく。これにより、シート供給機構31と、最上層に位置するシート2a2との間の距離を一定に保持することができる。
【0065】
なお、上記採光断熱材2の製造方法では、図14に示すように、溶融樹脂33cを、吐出機構33から間欠的に吐出する必要がある。このため、制御部40は、圧送ポンプ54を間欠的に駆動する。この場合、吐出機構33から吐出される溶融樹脂33cの流量は、吐出開始直後と、吐出終了直前において少なくなる。従って、吐出開始直後及び吐出終了直前の溶融樹脂33cにより形成された樹脂製スペーサ2bの部分は、他の部分よりも細くなる。従って、製造された採光断熱材2のうち、吐出開始直後及び吐出終了直前の溶融樹脂33cにより形成された樹脂製スペーサ2bの部分が形成されている部分は、事後的に切除することが好ましい。また、この場合において、シート2aの積層位置をx方向に順次ずらせていくようにしてもよい。
【0066】
以上説明したように、本実施形態では、除電機構39により、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aの除電が行われる。特に、本実施形態では、第1〜第4のイオンエアー吹き付け機構43a、43b、49a、49bにより、透光性シート2aの両面の除電が行われる。このため、透光性シート2aの除電がより確実に行われる。このため、透光性シート2aに帯電している静電気に起因して溶融樹脂33cが揺らぐことが効果的に抑制されている。従って、樹脂製スペーサ2bを確実に直線状に形成することができる。その結果、採光断熱材2を高い良品率で製造することができる。
【0067】
また、本実施形態では、透光性シート2aの除電が、透光性シート2aがテーブル10に接触する前に行われる。このため、透光性シート2aをテーブル10の正確な位置に配置することができる。よって、樹脂製スペーサ2bを透光性シート2aに対して正確な位置に形成することができる。
【0068】
さらに、本実施形態では、溶融樹脂33cは、搬送溝44bによりガイドされるため、樹脂製スペーサ2bをより正確な位置に、かつ直線状に形成することができる。
【0069】
(実施例)
上記実施形態の製造装置1を用いて、除電機構39を駆動させて採光断熱材を作製した。比較例として、実施例と同様の製造装置を用いて、除電機構39を駆動させないで採光断熱材を作製した。実施例において作製した採光断熱材の斜視写真を図15に示す。比較例において作製した採光断熱材の平面視写真を図16に示す。なお、上記実施例及び比較例において、透光性シート2aとしては、PET製シートを使用した。
【0070】
図15に示すように、除電機構39を駆動させた実施例においては、樹脂製スペーサ2bの揺らぎは観察されず、直線状の樹脂製スペーサ2bを確実に形成することができた。それに対して、除電機構39を駆動させなかった比較例においては、樹脂製スペーサ2bに揺らぎが発生し、直線状の樹脂製スペーサ2bを確実に形成することはできなかった。この結果から、吐出機構33から吐出された溶融樹脂33cが透光性シート2aに接触する前に、透光性シート2aを除電しておくことによって、樹脂製スペーサ2bの揺らぎを抑制でき、直線状の樹脂製スペーサ2bを確実に形成できることが分かる。
【0071】
(変形例)
なお、上記実施形態では、透光性シート2aをテーブル10に配置する前に除電する例について説明した。但し、本発明は、これに限定されない。例えば、テーブル10の上方に除電機構39を配置し、テーブル10に配置された透光性シート2aの除電を行うようにしてもよい。
【0072】
また、上記実施形態では、透光性シート2aの供給源として、2つのロール30a、32aを配置する例について説明したが、透光性シート2aの供給源を3つ以上設けてもよい。その場合、例えば、ひとつの供給源で透光性シート2aがなくなった場合にも、他の供給源から透光性シート2aを供給できるため、装置を停止させることなく製造を継続することができる。また、3つ以上の透光性シート2aの供給源を設けることにより、製造し得るシート構造体のバリエーションを増やすことができる。
【符号の説明】
【0073】
1…製造装置
2…採光断熱材
2a…透光性シート
2a1…ベースシート
2a2…シート
2b…樹脂製スペーサ
10…テーブル
10a…テーブルの表面
11…駆動機構
12…固定領域
12a…固定領域の第1の端部
12b…固定領域の第2の端部
13…テーブル本体
14…第1の吸着部材
15…第2の吸着部材
14a、15a…吸着部材本体
14b、15b…多孔体
14c、15c…連通孔
17…減圧ポンプ
18,19,23,24…ソレノイドバルブ
20…正圧発生機構
21…圧縮ポンプ
22…イオン供給機構
25…固定機構
30…ベースシート供給機構
30a、32a…ロール
30b〜30f、32b〜32f…搬送ロール
31…シート供給機構
33…吐出機構
33a…吐出ノズル
33b…ヒーター
33c…溶融樹脂
34,36…吸着機構
35,37…カッター
38…昇降機構
39…除電機構
40…制御部
41…第1の熱風吹き付け機構
42…第2の熱風吹き付け機構
47…第3の熱風吹き付け機構
48…第4の熱風吹き付け機構
43a…第1のイオンエアー吹き付け機構
43b…第2のイオンエアー吹き付け機構
44…冷却ロール
44a…冷却ロールの外周面
44b…搬送溝
45…温度差低減機構
46…加熱機構
49a…第3のイオンエアー吹き付け機構
49b…第4のイオンエアー吹き付け機構
50…ホットメルト機
50a…溶融室
51…減圧機構
52…ガス供給機構
53…配管
54…圧送ポンプ
【特許請求の範囲】
【請求項1】
相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置であって、
前記透光性シートを供給するシート供給機構と、
前記透光性シートが固定されるテーブルと、
前記透光性シートに対して溶融樹脂を吐出することにより前記樹脂製スペーサを形成する吐出機構と、
前記吐出機構から吐出された溶融樹脂が前記透光性シートに接触する前に、前記透光性シートを除電する除電機構とを備える、採光断熱材の製造装置。
【請求項2】
前記除電機構は、前記透光性シートに対してイオンエアーを吹き付けるイオンエアー吹き付け機構を有する、請求項1に記載の採光断熱材の製造装置。
【請求項3】
前記イオンエアー吹き付け機構は、前記シート供給機構から供給された透光性シートが前記テーブルと接触する前に、前記透光性シートに対してイオンエアーを吹き付ける、請求項2に記載の採光断熱材の製造装置。
【請求項4】
前記イオンエアー吹き付け機構は、前記透光性シートの一方の面に対してイオンエアーを吹き付ける第1のイオンエアー吹き付け機構と、前記透光性シートの他方の面に対してイオンエアーを吹き付ける第2のイオンエアー吹き付け機構とを含む、請求項2または3に記載の採光断熱材の製造装置。
【請求項5】
前記透光性シートは、樹脂製である、請求項1〜4のいずれか一項に記載の採光断熱材の製造装置。
【請求項6】
前記吐出機構と前記テーブルとの間に配置されており、前記吐出機構から吐出された溶融樹脂が搬送される搬送溝が、周方向に沿って外周面に形成されているロールをさらに備える、請求項1〜5のいずれか一項に記載の採光断熱材の製造装置。
【請求項7】
相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造方法であって、
前記透光性シートを除電した後に、前記透光性シート上に溶融樹脂を吐出することにより前記樹脂製スペーサを形成する工程を備える採光断熱材の製造方法。
【請求項1】
相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造装置であって、
前記透光性シートを供給するシート供給機構と、
前記透光性シートが固定されるテーブルと、
前記透光性シートに対して溶融樹脂を吐出することにより前記樹脂製スペーサを形成する吐出機構と、
前記吐出機構から吐出された溶融樹脂が前記透光性シートに接触する前に、前記透光性シートを除電する除電機構とを備える、採光断熱材の製造装置。
【請求項2】
前記除電機構は、前記透光性シートに対してイオンエアーを吹き付けるイオンエアー吹き付け機構を有する、請求項1に記載の採光断熱材の製造装置。
【請求項3】
前記イオンエアー吹き付け機構は、前記シート供給機構から供給された透光性シートが前記テーブルと接触する前に、前記透光性シートに対してイオンエアーを吹き付ける、請求項2に記載の採光断熱材の製造装置。
【請求項4】
前記イオンエアー吹き付け機構は、前記透光性シートの一方の面に対してイオンエアーを吹き付ける第1のイオンエアー吹き付け機構と、前記透光性シートの他方の面に対してイオンエアーを吹き付ける第2のイオンエアー吹き付け機構とを含む、請求項2または3に記載の採光断熱材の製造装置。
【請求項5】
前記透光性シートは、樹脂製である、請求項1〜4のいずれか一項に記載の採光断熱材の製造装置。
【請求項6】
前記吐出機構と前記テーブルとの間に配置されており、前記吐出機構から吐出された溶融樹脂が搬送される搬送溝が、周方向に沿って外周面に形成されているロールをさらに備える、請求項1〜5のいずれか一項に記載の採光断熱材の製造装置。
【請求項7】
相互に平行に形成されている複数の樹脂製スペーサを介して積層された複数の透光性シートを備える採光断熱材の製造方法であって、
前記透光性シートを除電した後に、前記透光性シート上に溶融樹脂を吐出することにより前記樹脂製スペーサを形成する工程を備える採光断熱材の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【公開番号】特開2011−143675(P2011−143675A)
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願番号】特願2010−8228(P2010−8228)
【出願日】平成22年1月18日(2010.1.18)
【特許番号】特許第4608595号(P4608595)
【特許公報発行日】平成23年1月12日(2011.1.12)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
【公開日】平成23年7月28日(2011.7.28)
【国際特許分類】
【出願日】平成22年1月18日(2010.1.18)
【特許番号】特許第4608595号(P4608595)
【特許公報発行日】平成23年1月12日(2011.1.12)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【Fターム(参考)】
[ Back to top ]