
接合ウェブおよびその製造
高伸張性の接合ウェブまたはそれらを含む多層シートが開示される。これらの製品は、損傷を生じることなくリング圧延プロセスでの加工が可能である。接合ウェブまたは多層シートを、例えばおむつの製造に使用することができる。

【発明の詳細な説明】
【技術分野】
【0001】
[関連出願の相互参照]
米国特許法第119条のもとで、本出願は、2010年1月12日付の米国仮特許出願第61/294,374号の優先権を主張し、この米国仮特許出願の内容全体が、本参照によって本明細書に組み込まれる。
【0002】
[発明の分野]
本出願は、接合ウェブ(bonded web)および接合ウェブの製造方法に関する。
【背景技術】
【0003】
不織布などの接合ウェブは、幅広い応用分野を有するよく知られた材料である。重要な用途に、例えばおむつなどの衛生製品および使い捨ての物品が包含される。これらの物品の多くは、接合ウェブだけから構成されるのではなく、例えばフィットの改善をもたらすためのエラストマ要素をも含む。このエラストマ要素は、例えば弾性フィルムである。積層プロセスにおいて、接合ウェブ材料が、この弾性フィルムの片面または両面の上に取り付けられ、このエラストマ要素に布地のような感触をもたらす。そのような積層体を、例えば医療製品または乳幼児ケア製品に使用することができる。
【0004】
これらの積層体は、通常は、接合ウェブに縦方向の張力を加える高速変換ラインにおいて製造される。接合ウェブへと縦方向に張力を加えることにより、通常は接合ウェブのネックイン(neck−in)が生じ、すなわち接合ウェブの幅が減少する。最適な製品を得るために、接合ウェブが弾性フィルムを完全に覆うべきであり、典型的にはネックインの補償が行なわれる。ネックインの補償の原理を、ネックイン前はウェブによって覆われるフィルムよりもわずかに幅広いが、ネックイン後にウェブによって覆われるフィルムと同じ幅を有する接合ウェブを使用することによって説明できる。しかしながら、典型的な変換プロセスにおいて、接合ウェブへと加えられる張力が変化し、結果としてネックインがばらつき、接合ウェブが弾性フィルムを覆う程度がばらつく。
【0005】
国際公開第99/32699号パンフレットが、縦方向の所与の張力においてネックインが少ない軽量熱接合不織布を記載している。この特性はまた、本明細書において、高い寸法安定性とも称される。国際公開第99/32699号パンフレットにおいては、この高い寸法安定性が、10〜50%の間の接合面積を有する接合領域の連続または不連続なパターンによって実現されている。
【0006】
接合ウェブおよび弾性フィルムからなる多層シートまたは積層体は、布地のような手触り、外観、および柔軟性を改善するために、機械的な事後処理に通されることが多い。これらの事後処理は、アクティベーションプロセスと称されることもあるが、通常は引き伸ばし法である。アクティベーションの程度に応じて、接合ウェブまたは積層体の接合ウェブ表面に、より高い柔軟性、羊毛のような手触り、およびより好ましい外観がもたらされる。高度の引き伸ばしが、最も柔軟な材料を得るために使用される。引き伸ばしの際に、接合ウェブが充分な伸展性を有していないと、接合ウェブが破れる可能性がある。消費者の観点から、最も柔軟な材料が最も好ましいことが明らかである。接合ウェブの破れを防止するために、最も柔軟な材料が好まれ、したがって高度のアクティベーションが好ましいことにより、伸張性に富んだ接合ウェブが使用されることになる。
【0007】
米国特許第6726983号明細書が、緩んだ状態の弾性フィルムの両面に伸張性の不織布が積層されている積層体を記載している。積層プロセスの後で、材料の長さが特定の程度まで引き伸ばされ、その後に再び緩められる。この手順において、不織布が伸ばされ、その伸展性ゆえに緩んだ状態へと解放されたときに伸ばされた状態において得られた長さを保ち、羊毛のような柔らかい手触りが生み出される。
【0008】
米国特許出願公開第2002/0119720号明細書および米国特許出願公開第2003/0207640号明細書が、接合ウェブまたは弾性積層体が互いに噛み合うアクティベーションロールの歯の間でアクティベートされるいわゆるリング圧延プロセスを記載している。機械的な引き伸ばしが、長さおよび幅において生じることができる。
【0009】
機械的に処理された多層系の別の例は、カーディングされた材料からなる接合ウェブである。この接合ウェブが、国際公開第95/04654号パンフレットに記載されている。
【0010】
欧州特許出願公開第1131479号明細書が、別のアクティベーションの手法を教示している。スパンボンド不織布が接合され、次いで無作為に配置されたフィラメントを配向させるために、長さ方向に引き伸ばされる。次いで、接合ウェブが、このフィラメントの配向を固定するために再び接合される。これらの接合ウェブは、横方向の伸展性の向上を示し、弾性フィルムへと積層されたときにリング圧延に適している。この教示の主たる欠点は、2つの接合工程が使用される点にあり、通常よりも接合工程が1つ多く、したがって比較的時間がかかり、高価につく点にある。さらに、伸展性が横方向のみに限られる。さらなる欠点は、第2の接合工程によって全体としての接合面積が増加し、結果として接合ウェブが硬直的になることで、接合ウェブを高度に引き伸ばすリング圧延によるアクティベーションを、接合ウェブを破壊することなく行なうことが不可能になりかねない点にある。柔軟性および外観も、この第2の接合工程によって損なわれる可能性がある。
【0011】
HEC材料(高伸張カーディング材料)は、アクティベーションプロセスにおける使用に適するような伸展性を有している。そのようなHEC材料の例は、米国サウスカロライナ州SimpsonvilleのFiberweb Nonwovensから入手することができる24 GSM(登録商標)のFPN333およびHEC製品FPN332である。HEC材料は適度なネックイン挙動も有している。主たる欠点は、HEC材料を上述の目的に適するようにするための比較的大きな坪量(したがって、比較的多くの原材料の使用)である。カーディング材料の比較的大きな坪量は、さらなる欠点につながる。すなわち、スパンボンド材料と比べて価格が高いため、スパンボンド材料と比べて比較的高価になる。
【0012】
例えば国際公開第2008/024,739号パンフレットが、22g/m2〜30g/m2の間の坪量のカーディング接合ウェブで覆われた弾性フィルムから作られた弾性積層体を記載している。
【0013】
しかしながら、これまでのところ、フィラメントから作られた接合ウェブは、カーディング不織布の代わりには使用されていない。その理由は、スパンボンドなどの従来からのフィラメント含有の接合ウェブの特性であり、スパンボンドが高い伸展性を呈する場合には、寸法安定性が低くなり、スパンボンド繊維が高い寸法安定性を有する場合には、伸展性が不充分となるからである。例は、ポリプロピレンから作られたスパンボンド不織布(良好な寸法安定性、低い伸展性)またはポリプロピレン/ポリエチレン二要素繊維から作られたスパンボンド不織布(高い伸展性、低い寸法安定性)である。
【0014】
高伸張性のスパンボンドが、Sofspanという商品名でFiberwebから市販されている。これらのスパンボンドは、低いネックイン特性を示す。これらのスパンボンドは、横方向の高い引張強度を特徴とし、これが、破れの傾向ゆえに(例えば、リング圧延プロセスにおける)これらのスパンボンドを機械的な事後処理の作業にとってあまり好ましくないものにしている。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】国際公開第99/32699号パンフレット
【特許文献2】米国特許第6,726,983号明細書
【特許文献3】米国特許出願公開第2002/0119720号明細書
【特許文献4】米国特許出願公開第2003/0207640号明細書
【特許文献5】国際公開第95/04654号パンフレット
【特許文献6】欧州特許出願公開第1,131,479号明細書
【特許文献7】国際公開第2008/024,739号パンフレット
【発明の概要】
【0016】
本開示の1つの目的は、縦方向の張力が変化するときにネックインの変化が少なく、横方向の(例えば、リング圧延プロセスにおける)機械的なアクティベーションに適する接合ウェブを提供することにある。
【0017】
請求項1の接合ウェブが、本開示の目的に対する技術的解決策を提供する。請求項1による接合ウェブは、高い寸法安定性を有し、すなわち縦方向のひずみに曝されるときの横方向のネックインが少ない。換言すると、これらの接合ウェブは、大きいネックダウン係数(neckdown modulus)を有する。ネックインが少ないため、より大きなネックインの接合ウェブと比べて、縦方向の張力が変化するときのネックインの変化が少ない。ネックインの変化が少ないため、そのような接合ウェブを用いる積層プロセスを制御して、接合ウェブを積層相手のフィルムを覆うように配置することが、より容易である。積層後のフィルムの覆われていない部分は、歩留まりの低下につながる。フィルムが接合ウェブによってより良好に覆われるため、歩留まりの低下が、大きなネックインの接合ウェブの場合よりも少ない。典型的には、そのような積層プロセスにおいては、接着剤がフィルム上に塗布され、その後に接合ウェブが接着剤を含むフィルム側上に配置される。ネックインの変化によって引き起こされる接合ウェブの幅の変動に起因して、フィルムの一部分が(積層後に)接合ウェブに覆われず、フィルムのうちの接着剤を含む部分が(覆われずに)露出することになる可能性がある。この露出部分の接着剤が、加工用の機械に付着し、機械を汚す可能性がある。本開示によるネックインの少ない接合ウェブの使用は、ネックインの変化が少ないため、機械の汚染を少なくする。典型的には、高速のラインにおいて張力の変化が比較的大きい。本開示による接合ウェブのネックインが小さいため、本開示による接合ウェブを高速のラインに使用することが有利である。
【0018】
さらに、本明細書に記載の接合ウェブは、横方向における伸展性が大きく、したがってこの方向における機械的なアクティベーションに適し、すなわちリング圧延プロセスの適用に適している。
【0019】
さらに、本開示に記載の接合ウェブは、たとえ25g/m2またはそれ以下の坪量の実施形態においても低いCD引張強度を有している。低いCD引張強度は、引張強度が低いほど、横方向のアクティベーションの際に消散されるエネルギーが少なくなり、接合ウェブにおける欠陥(例えば、ピンホール)の形成が少なくなるため有利である。リング圧延の際に、(積層体の一部としての)接合ウェブを、縦方向の接合ウェブの特性のわずかな損傷または変化にて、横方向にアクティベートすることができる。さらに、高速でのアクティベーションにおいて、引張強度の低い接合ウェブは、破れる傾向が少ない。
【0020】
驚くべきことに、本開示の発明者は、高いネックダウン係数、横方向の高い伸展性、および横方向の低い引張り強度を有する接合ウェブを、第1の溶融温度を有する第1のポリマー材料と第1の溶融温度よりも高い第2の溶融温度を有する第2のポリマー材料とを含むフィラメントを使用することによって得ることができることを発見した。
【0021】
この接合ウェブは、275〜325mmの幅を有する接合ウェブのサンプルが縦方向の0〜24Nの張力に曝されたときに、最大で20%(例えば、最大で15%、最大で10%、最大で7%、あるいは最大で5%)の横方向のネックインを有することができ、少なくとも800N/m(例えば、少なくとも1000N/m、少なくとも1200N/m、少なくとも1400N/m、少なくとも1600N/m、または少なくとも2000N/m)および/または最大で3000N/m(例えば、最大で2500N/m、最大で2200N/m、最大で2000N/m、または最大で1800N/m)のネックダウン係数を示すことができる。
【0022】
さらに、本開示の接合ウェブは、DIN EN 29073−3に従って測定される少なくとも70%(例えば、少なくとも75%、少なくとも85%、少なくとも100%、少なくとも125%、少なくとも150%、または少なくとも175%)および/または最大で300%(例えば、最大で275%、最大で250%、最大で225%、または盛大で200%)という高い伸展性、ならびにDIN EN 29073−3に従って測定される最大で4N/cm(例えば、最大で3.5N/cm、最大で3N/cm、最大で2.5N/cm、または最大で2N/cm)という横方向の低い引張強度ゆえに、機械的なアクティベーションが可能である。
【0023】
いくつかの実施形態においては、接合ウェブを形成するフィラメントをカレンダリングによって熱接合して、接合ウェブを形成することができる。カレンダリングは、おおむね他の熱接合方法(例えば、蒸気の使用による)よりも安価であり、比較的高速で実行することができるため、好ましい熱接合技術である。
【0024】
本開示の好ましい接合ウェブは、重量の減少が0.25mg/cm2以下(例えば、0.15mg/cm2以下、0.12mg/cm2以下、0.1mg/cm2以下、または0.08mg/cm2以下)であるSutherland Ink Rub試験による摩耗をさらに特徴とする。機械的な事後処理(リング圧延など)によって処理された接合ウェブが、高い伸展性だけでなく、加工の際の毛羽を防止するための高い耐摩耗性を有することが、有利である。繊維の摩耗は装置を汚し、清掃のための製造ラインの非経済的な休止時間を生じさせる。
【0025】
いくつかの実施形態において、本開示の接合ウェブは、高伸張性の多要素(好ましくは、二要素)フィラメントまたは多成分フィラメントあるいはこれらのフィラメントの混合物を含む。いくつかの実施形態において、本開示の接合ウェブは、高い柔軟性を高い耐摩耗性とともに提供する。接合ウェブの形成にポリプロピレン−ポリエチレン二要素繊維などの二要素繊維を使用することは、それらの比較的低いコストゆえに有利である。各要素が、最低の価格でそれらの必要な特性を繊維に与えることができる。
【0026】
いくつかの実施形態においては、これらの接合ウェブが25g/m2以下の坪量を有し、さらに別の実施形態においては、23g/m2以下(例えば、22g/m2以下、20g/m2以下、18g/m2以下、16g/m2以下、または14g/m2以下)の坪量を有する。高い寸法安定性を得るために大きな坪量を使用することができる(接合ウェブの坪量が大きいほど、ネックインを生じさせるために必要な力が大きい)が、原材料およびコストの節約のために低い坪量で所望の寸法安定性を得ることが有利である。
【0027】
上述の接合ウェブを増加的に引き伸ばすことにより、本開示の接合ウェブからさらなる接合ウェブを得ることが可能である。
【0028】
本開示の接合ウェブから、他のシート材料の層に接触している上述のとおりの少なくとも1つの接合ウェブを備える多層シートまたは積層体を作成することができる。いくつかの実施形態においては、上述のとおりの接合ウェブが、メルトブロー繊維および/または弾性フィルムの層に接触している。例えば、弾性フィルムおよびこのフィルムに貼り付けられた1つまたは2つ以上の接合ウェブの層によって、積層体を形成することができる。さらに、そのような積層体を、本明細書に記載のように、横方向、縦方向、または横方向と縦方向の両方に、増加的に引き伸ばすことができる。
【0029】
さらに、多層シートまたは積層体を、上述のとおりの多層シートまたは積層体を増加的に引き伸ばすことによって得ることができる。
【0030】
本開示はまた、請求項13に記載のとおりの接合ウェブの製造方法ならびにそのような製造方法によって得られる製品にも関する。
【0031】
いくつかの実施形態においては、製造において使用されるカレンダリング温度が標準的なカレンダリング温度よりも高いとき、接合が高い耐摩耗性が得られるような品質である。高いカレンダリング温度の別の理由は、リング圧延の容易さである。
【0032】
[定義]
用語「ポリマー」は、一般に、単独重合体および共重合体(例えば、ブロック、グラフト、ランダムおよび交互共重合体、など)ならびにそれらの改変物を指す。さらに、用語「ポリマー」は、材料について考えられるすべての分子配置を含むものとする。そのような配置として、これらに限られるわけではないが、ポリマーを形成する繰り返し単位のイソタクチック、シンジオタクチック、およびランダム配置が挙げられる。
【0033】
用語「ポリマーブレンド」は、異なる物理的および/または化学的特性を有する少なくとも2つのポリマーの混合物を指す。したがって、それらのポリマーが混和性であるか否かは重要でない。
【0034】
用語「フィラメント」は、実質的に無限の長さの糸を指す一方で、用語「繊維」は、有限の長さの糸を意味する。
【0035】
用語「単要素フィラメント」は、1つのポリマー溶融ストリームを1つまたは複数の開口を有する紡糸ノズルによって融解紡糸することによって得られる糸を指す。得られたフィラメントは、フィラメントの全長にわたって延びている幾何学的に特定可能なただ1つの断片を有する。単要素フィラメントを、1つのポリマーから形成することができる。この実施形態は、「ホモフィラメント」と呼ばれる。単要素フィラメントを、ポリマー混合物(例えば、ポリプロピレン、ポリエチレン、およびこれらの共重合体の組み合わせ)から形成することもできる。この実施形態は、「多成分フィラメント」と呼ばれる。混合物を形成するポリマーを、互いに混和性または非混和性とすることができる。
【0036】
用語「多要素フィラメント」は、ただ1つのフィラメントを形成するように紡糸ノズルにおいて組み合わせられた2つ以上の別個のポリマー溶融ストリームから形成された糸を指す。したがって、このフィラメントは、フィラメントの全長にわたって連続的に延びている2つ以上の特定可能な領域を示す断片を有する。多要素フィラメントの好ましい一修正形態は、2つの別々のポリマー溶融ストリームから形成される二要素フィラメントである。対称または非対称な芯−鞘の構成、切り分けられたパイの構成、または横並びの構成を有するフィラメントが、最も一般的である。別々の断片のポリマーは、通常は化学的性質および/または物理的性質において相違する。例えば、ポリマーが、ポリプロピレン、ポリエチレン、またはこれらの共重合体または組み合わせを含むことができる。例として、多要素フィラメントは、ある1つの断片(例えば、芯)にポリプロピレンを含むことができ、別の断片(例えば、鞘)にポリエチレンを含むことができる。他の例として、多要素フィラメントは、ある1つの断片にポリプロピレンを含むことができ、別の断片にポリエチレンおよびポリプロピレンの混合物を含むことができる。
【0037】
用語「接合ウェブ」は、個々の繊維、フィラメント、または糸を無作為に配置してなる構造を有する生成物を指す。接合ウェブは、例えばメルトブロープロセス、スパンボンドプロセス、および接合カーディングプロセスなど、多数のプロセスから形成され、繊維の一部が繊維同士の融合、繊維の絡み合い、接着剤の使用、または点接合などの熱接合の使用によって接合されている。接合ウェブの坪量は、通常は平方メートル当たりの材料のグラム数(g/m2)で表現される。
【0038】
用語「スパンボンド」は、溶融させた熱可塑性材料をスピナレットの複数の細かい毛管から押し出すことによって形成される実質的に連続的なフィラメントを含んでいる接合ウェブを指す。押し出しされた繊維の直径は、例えば気体の流れまたは他の機構による引き伸ばしによって速やかに減少させられる。
【0039】
用語「カーディング接合ウェブ」は、カーディング装置によって接合ウェブを形成すべく配置された所定の長さを有する繊維から構成される接合ウェブである。繊維を、人工の繊維とすることができ、および/または天然由来の繊維とすることができる。
【0040】
用語「縦方向」(machine direction)または「MD」は、製造中の接合ウェブの移動方向に延びる接合ウェブの寸法を指す。MDは、接合ウェブの「長さ」と称されることも多い。
【0041】
用語「横方向」(cross machine direction)または「CD」は、接合ウェブの製造の際の移動の方向に対して垂直に延びる接合ウェブの寸法を指す。CDは、接合ウェブの「幅」と称されることも多い。
【0042】
用語「熱点接合」は、接合ウェブの形態の融解性のポリマー繊維またはフィラメントが2つの加熱されたロール(例えば、カレンダ)の間を通過する熱接合のプロセスを指す。通常は、これらのロールの一方が、明確な形状、領域、および分布を有するピンをもたらす彫板を有している。これらのピンが、接合ウェブを対向する第2のロールに向かって押し付け、接触の点を加熱し、フィラメントまたは繊維を部分的に溶融させる。これらの部分的に溶融された繊維が押し合わされ、ピンと同じ形状の接合点が形成される。接合ウェブの機械的特性は、接合温度に強く依存する。接合点を、本明細書において接合領域と称することもある。
【0043】
用語「標準カレンダリング温度」は、最高の引張強度を有する接合ウェブをもたらす温度を指す。標準カレンダリング温度は、通常は、熱点接合の際のカレンダリング温度の違いによって区別される種々の接合ウェブを作成することによって決定される。標準カレンダリング温度は、カレンダリング圧力および速度などの他の処理の特徴一式を変えずに、最高の破断時引張強度を有するスパンボンド不織布が形成されるカレンダリング温度である。カレンダリング温度は、通常は、カレンダの油温によって監視される。
【0044】
用語「粘着点」は、ウェブがカレンダに粘着し始め、処理が不確実になる温度を指す。これは、例えば繊維の表面のポリマーの一部が、部分的または完全に溶融した場合に生じ得る。
【0045】
用語「伸張性」または「伸展性」は、加えられた力の方向に伸びるまたは伸展する接合ウェブの能力を指す。これらの用語は、弾性材料(以下の定義を参照)と対照的に、必ずしも回復性を意味せず、一般に、伸張性の材料は、ひとたび得た寸法を、加えられた力が緩められたときにも維持する。
【0046】
用語「エラストマの」または「弾性」は、加えられた力の方向に伸びまたは伸展する、この引き伸ばしの力が緩められたときにほぼ元の寸法へと復帰または収縮する接合ウェブの能力を指す。
【0047】
用語「寸法安定性」は、力の印加方向に対して垂直な方向の変形に抵抗する接合ウェブの特性を指す。そのような力は、例えば高速おむつラインにおける変換の際に生じる可能性がある。この印加力に対する垂直方向の変形は、「ネックイン」とも称される。寸法安定性は、275〜325mの幅を有するサンプルについて縦方向の0〜24Nの間の範囲の所定の引張力(例えば、2N刻み)におけるネックインを測定する後述の静的方法によって測定される。寸法安定性を表現する重要な特徴パラメータは、ネックダウン係数(単位は、N/m)である。この項は、加えられた引張力の関数としての接合ウェブ幅のプロットから得られる。より小さい張力においては、この関数が典型的には直線である。ネックダウン係数は、この線の負の傾きである。本開示の目的において、ネックダウン係数は、275〜325mの幅を有するサンプルにおいて0〜24Nの間の引張力について得られた接合ウェブ幅の値へと直線を当てはめることによって接合ウェブ幅/引張力の図から決定される。ネックダウン係数は、張力のもとでの接合ウェブのネックインの挙動を表わし、寸法安定性を表現するための特徴的なパラメータである。一般に、ネックダウン係数が大きいほど、寸法安定性が高い。
【0048】
用語「横方向の伸び」は、最大ピークでCDに伸ばされたときの接合ウェブの伸びを指す。測定は、DIN EN 29073−3に従って実行される。
【0049】
用語「横方向の引張強度」は、最大ピーク力でCDに伸ばされたときの接合ウェブの引張強度を指す。測定は、DIN EN 29073−3に従って実行される。
【0050】
用語「接合面積」は、接合ウェブの面積のうちの接合されたフィラメントを含む部分を指す。接合面積は、接合ウェブが引き伸ばされていない状態で測定され、接合ウェブのすべての接合点によってもたらされる面積の合計である。この用語は、接合ウェブの総面積に対する割合として表現される。
【0051】
用語「多層シート」は、同じまたは異なる種類のシート材料の少なくとも2つの層からなる複合体を指す。これらを、例えばスパンボンド層のメルトブロー層との組み合わせ、繊維の形状またはポリマーの組成が異なる2つのスパンボンド層の組み合わせ、またはスパンボンド層のフィルムとの組み合わせとすることができる。この接合ウェブの層のフィルム層との組み合わせが、「積層体」と称される。これらの積層体は、特有の積層プロセスからもたらされる。
【0052】
用語「機械的なアクティベーション」は、例えば少なくとも1つの伸張性の要素と1つのエラストマの要素とを含む接合ウェブ、多層シート、または積層体の増加的な引き伸ばしのプロセスを指す。これを、例えば弾性フィルムとの伸張性の接合ウェブ積層体とすることができる。増加的な引き伸ばしの際に、伸張性の要素が恒久的に引き伸ばされる。伸張性の要素が弾性要素に組み合わせられている場合、引き伸ばし力が緩められた後に弾性要素がほぼ元の状態へと復帰する一方で、伸張性の材料は獲得した伸びを維持する。これが、この組み合わせに、より柔らかい手触りをもたらす。
【0053】
用語「リング圧延」は、機械的なアクティベーションの一特定の変形形態を指す。これは、不織布を含んでいる接合ウェブ、多層シート、および積層体へと加えられる増加的な引き伸ばしのプロセスである。これにより、材料が米国特許出願公開第2002/0119720号明細書に記載のように互いに噛み合う歯付きのローラに通される。リング圧延プロセスは、接合ウェブを縦方向および/または横方向にアクティベートする。
【図面の簡単な説明】
【0054】
【図1】記載なし。
【図2】記載なし。
【図3】記載なし。
【図4】記載なし。
【図5】記載なし。
【発明を実施するための形態】
【0055】
接合ウェブの形成技術に関して、本開示の不織布を、形成されたスパンボンド不織布をカレンダリング(本明細書において、熱および圧力が加えられる熱接合の一形態と考えられる)によって固める点を除き、従来からの技術によって製造することができる。紡糸技術が、例えばF.Fourne,Synthetische Fasern,chapters 4 and 5,pp.231−596,Carl Hanser Verlag,Muenchen,1995に記載されている。紡糸技術の例は、Troisdorf,GermanyのReifenhaeuser MaschinenfabrikからのReicofil技術、W.Melbourne,FL32904,USAのHILLS,Inc.からのHills技術、Neumuenster,GermanyのNEUMAG GmbHからのNeumag技術、またはS−Texプロセスである。これらのプロセスは、製造者によって説明され、詳しい情報を製造者のそれぞれのホームページで見つけることができる(http://www.reicofil.com/en/index.asp;http://www.hillsinc.net/index.shtml;http://www.neumag.oerlikontextile.com/desktopdefault.aspx/tabid−84/)。一般に、熱可塑性ポリマーが押し出しプロセスにおいて溶融され、溶融物がノズルを通って絞り出され、ポリマーストランドがもたらされる。このポリマーストランドが、気体の流れ、例えばガレットなどの機械的な手段、あるいは気体の流れと機械的な手段との組み合わせによって、冷却され、引き伸ばされる。このようにして得られた細いフィラメントが、無作為なやり方で搬送手段上に集められ、接合ウェブが形成される。
【0056】
本開示のプロセスの好ましい実施形態においては、フィラメントが、フィラメントの形成後に両側からフィラメントに衝突する空気の流れによって急冷される。
【0057】
本開示のプロセスの別の好ましい実施形態においては、フィラメントが収集手段上に集められ、繊維の配向が皆無またはわずかでしかない非強化のウェブが形成される。好ましい結合ウェブは、MD引張強度/CD引張強度の比が3未満であり、好ましくは2.5未満であることを特徴とする。
【0058】
本開示のプロセスのさらに別の好ましい実施形態においては、フィラメントが、1メートル当たり7.500個未満(好ましくは、1メートル当たり5.000〜7.000個の間)の紡糸穴を有する紡糸ビームから形成される。紡糸穴の直径は、好ましくは少なくとも0.5mmである。
【0059】
好ましくは、本開示の接合ウェブは、スパンボンドである。
【0060】
本開示の接合ウェブを形成するフィラメントは、第1の溶融温度を有する第1のポリマー材料と、第2の溶融温度を有する第2のポリマー材料とを含む。第2の溶融温度は、第1の溶融温度よりも高い。一般に、フィラメントは、多成分フィラメントまたは多要素フィラメントあるいはこれらの混合物のいずれかである。これらのフィラメントの他に、接合ウェブにおいて従来から使用されている補助物も存在することができる。それらを、顔料、耐電防止剤、またはフィラーなどのフィラメントを形成するポリマーストランドに存在する要素、ならびに/あるいは潤滑剤または他の加工助剤などのフィラメントの表面に存在する要素とすることができる。さらに、少量の他のフィラメント(例えば、ホモフィラメント)も存在することができる。これらの補助物および/または他のフィラメントの量は、一般に、接合ウェブの10重量%以下である。
【0061】
丸い形状を有するフィラメントを使用することができるが、例えば三角形などの他の形状も使用可能である。多要素フィラメントを、横並び型または芯−鞘型とすることができる。海上の島の形式または切り分けられたパイの形式の多要素フィラメントも可能である。本開示においては、多要素フィラメントが好ましく、芯−鞘型の二要素フィラメントがきわめて好ましい。しかしながら、例えば多ビーム紡糸ラインが利用できる場合には、これらの繊維形式の混合も使用可能である。
【0062】
芯および鞘の体積がどの程度フィラメント全体に寄与しているかの比が、芯−鞘比と称される。好ましい芯/鞘比は、95/5〜5/95の範囲であり、きわめて好ましくは85/15〜50/50の範囲である。
【0063】
本開示の接合ウェブのフィラメントは、一般に、熱可塑性ポリマーまたはそれらの混合物から形成される。好ましくは、ポリプロピレンまたはポリエチレンなどのポリオレフィンであり、それらの単独重合体ならびに共重合体も好ましい。これらのポリオレフィンを、Ziegler−Natta触媒またはメタロセン触媒によるポリオレフィンとすることができる。
【0064】
多くの場合、これらのポリオレフィンを、他のポリマーとの混合またはブレンドによってあるいは他の改変によってさらに改変することなく使用すれば充分である。例えば、芯−鞘型の二要素フィラメントにおいては、芯に1つの単独ポリマーを有し、鞘に別の単独ポリマーを有することが、充分であることがある。具体例は、芯がメタロセンまたはZiegler−Nattaポリプロピレンからなり、鞘がポリエチレン(例えば、HDPEまたはLLDPE)からなる二要素フィラメントである。
【0065】
ポリマーブレンドの使用も可能である。一実施形態においては、ポリマーが互いに融和性、またはさらには混和性である。そのようなブレンドを、例えば分子量または分子量分布が異なる2つのポリプロピレン、またはポリプロピレンとポリオレフィン共重合体との間の混合物で構成することができる。そのようなブレンドが、例えば米国特許第7,223,818号明細書(US−A−2005/164,586)および米国特許第7,491,70号明細書(US−A−2005/165,173)に記載されている。そのようなブレンドがポリエチレンについても可能であることを理解すべきである。
【0066】
別の実施形態においては、混ぜ合わせられるポリマーが、少なくとも部分的に混和性またはさらには非混和性であり、支配的な連続相と、少なくとも1つの分散相とを形成する。そのような混合物の例は、ポリエチレンのポリプロピレンとのブレンドである。これらのブレンドは、例えばポリプロピレンのポリエチレンとの共重合体など、2つの相と少なくとも部分的に混和性である第3の成分をさらに含むことができる。例えば、国際公開第96/16216(A)号パンフレット、米国特許第5,108,827号明細書、および米国特許第6,207,602号明細書が、そのような混合物を記載している。
【0067】
とくに適したブレンドは、ブレンドの重量に対して約65〜80重量パーセントの量で存在するイソタクチックポリプロピレンと、ブレンドの重量に対して1〜5重量パーセントの量で存在するポリエチレンと、鎖の少なくとも一部分がイソタクチックポリプロピレンと混和性であり、ブレンドの重量に対して15〜30パーセントの量で存在するブロックまたはグラフトポリオレフィンの共重合体または三元重合体とから構成される。
【0068】
そのようなブレンドを、多成分フィラメントとして紡糸できるだけでなく、多要素フィラメントに使用することも可能であることを理解すべきである。ポリプロピレンまたはポリエチレン、ポリプロピレンの混合物またはポリエチレンの混合物、ポリエチレン−ポリプロピレン共重合体、ポリプロピレンのポリエチレンとの混合物またはポリプロピレンのポリエチレンとの混合物およびポリエチレン−ポリプロピレン共重合体のグループから選択される芯材料を有する芯−鞘型の二要素フィラメントが好ましい。鞘材料は、主として、ポリプロピレンまたはポリエチレンのグループから選択されるが、芯と同じ組み合わせから構成することも可能である。きわめて好ましい組み合わせは、芯にポリプロピレンを有し、鞘にポリエチレンを有する二要素フィラメントである。
【0069】
本開示の接合ウェブを、1つの接合ウェブ層だけから構成することができ、あるいは例えばメルトブロー層の少なくとも1つのスパンボンド層との組み合わせなど、多層シートにおいて使用することができる。単一のスパンボンド層または少なくとも1つのスパンボンド層を含む多層シートが好ましい。一実施形態においては、これらの接合ウェブまたは多層シートが、最先端の技術によって弾性フィルムあるいは弾性糸またはストランドからなる網へと積層され、例えばリング圧延によって機械的にアクティベーションされる。
【0070】
本開示の接合ウェブの坪量は、一般に25g/m2以下(例えば、23g/m2以下、22g/m2以下、20g/m2以下、18g/m2以下、16g/m2以下、または14g/m2以下)である。本開示の接合ウェブは、高速ラインでの変換および例えば、リング圧延プロセスでの機械的なアクティベーションを可能にする高い寸法安定性および高い伸展性を提供する。
【0071】
寸法安定性は、いくつかの理由で、高速おむつラインにおいて変換される接合ウェブにとって有利な特性である。例えば、接合ウェブの張力の急激な変化が、機械によって引き起こされ、あるいは減速およびその後の加速のプロセスによって引き起こされる可能性があり、これがCD方向の寸法の変形を引き起こす可能性がある。接合ウェブが張力の変化に敏感に反応すると、接合ウェブの幅が知覚できるほどに変化する。
【0072】
これらの接合ウェブは、所定の幅の弾性フィルムへと積層されることが多い。このフィルムは、不織布によって完全に覆われなければならない。許容範囲は、ミリメートルの領域である。接合ウェブの幅が張力によって過度に減少する場合(すなわち、接合ウェブのネックインが過度に大きい場合)、もはや接合ウェブがフィルムに正確にフィットしなくなる。これにより、弾性フィルム上の接着剤に起因する機械の汚染が増加し、無駄も生じる(これは、原材料およびコストを節約する努力に逆行する)。
【0073】
接合ウェブの寸法安定性を、張力のもとでのネックインを測定することによって判断することができる。これを行なうための方法は、「試験方法」の箇所で述べる。この方法は、種々の明確な接合ウェブの張力において、接合ウェブの幅の減少を記録する。このデータが、張力のもとでの接合ウェブのネックインの傾向を定量的に表現するためのパラメータであるネックダウン係数の算出を可能にする。ネックダウン係数が小さい接合ウェブは、ネックダウン係数が大きい接合ウェブと比べ、より容易に変形することができる。実際の実験が、ネックダウン係数が少なくとも800N/m(例えば、少なくとも1000N/m、少なくとも1200N/m、少なくとも1400N/m、少なくとも1600N/m、または少なくとも2000N/m)であれば、信頼できる加工が可能であることを示している。坪量、繊維のポリマー、繊維のサイズ、および結合の状態などといったいくつかの重要なパラメータが、ネックダウン係数を支配する。
【0074】
本開示による接合ウェブは、求められるネックダウン係数を有するだけでなく、高い伸展性も有する。この特性は、不織布を傷めることなく、例えばリング圧延プロセスによる機械的な事後処理を可能にするがゆえに、きわめて重要である。
【0075】
Zwick/Roell(Ulm,Germany)またはInstron Deutschland GmbH(Pfungstadt,Germany)から提供されているような標準的な引張試験機において、接合ウェブの伸展性を、通常は、引張強度とともに測定することができる。試験方法は、標準的な方法である。本明細書の目的のために、応力−ひずみ曲線が、DIN EN 29073−3に従って割り出される。
【0076】
伸展性は、最も重要なものを挙げると、坪量、繊維のポリマー、繊維のサイズ、接合の状態、およびプロセス条件などのパラメータによって支配される。
【0077】
とりわけ、繊維のサイズおよび繊維のポリマーが、これらの機械的特性に明らかな影響を有する。ポリプロピレンからの接合ウェブが、通常は80%をはるかに下回る伸展性を示す一方で、芯−鞘型の二要素フィラメントは、最大150%またはそれ以上の伸展性を示すことが多い。また、伸展性は、繊維のタイターが大きくなるにつれて向上するが、この影響は、通常は材料の影響と比べて顕著ではない。
【0078】
次の表が、ポリプロピレンおよびポリプロピレン/ポリエチレン二要素フィラメントから作られたいくつかの標準的な接合ウェブの伸びを比べている。これらの標準的な接合ウェブは、伸びを有しているため、これに対応する伸展性も有している。また、高い伸展性に低い寸法安定性(低いネックダウン係数によって表わされている)がつきまとうという技術的課題も示されている。
【0079】
【表1】
【0080】
機械的な事後処理のために、伸展性だけが重要というわけではない。他の因子は、ある特定の伸びの程度を実現するために必要な力である。これが、CD引張強度によって表わされる。背景は、アクティベーションプロセスの際に不織布へと入力されるエネルギーが、大きすぎてはならないというものである。さもないと、接合ウェブがそのエネルギーを引き受けることができずに破損する。経験から、高い伸展性に加えて、CDにおける引張強度が4N/cm以下(例えば、3.5N/m以下、3N/m以下、2.5N/m以下、または2N/m以下)であることが望ましい。
【0081】
したがって、相互に排他的な2つの特性が存在し、すなわち接合ウェブの高い伸展性(例えば、横方向)と高い寸法安定性との組み合わせが存在する。
【0082】
本開示によってもたらされる接合ウェブを、本明細書に記載の接合ウェブ形成技術を使用し、例えば特別な接合プロセスを使用することによって作成することができる。いくつかの実施形態においては、接合プロセスが熱接合であり、さらなる実施形態においては、カレンダリング(熱および圧力の組み合わせがウェブへと加えられる)である。このプロセスは、カレンダの充分に大きな接合面積と、接合ウェブの粘着点に近いが、依然として粘着点よりも低い接合温度とのきわめて良好なバランスをもたらす。これが、高い伸展性を依然として可能にする適切な繊維サイズと組み合わせられる。一般的な予想に反して、驚くべきことに、これらの良好にバランスした条件のもとでは、接合ウェブの伸展性が大きくは低下しないことが明らかになった。
【0083】
接合面積は、好ましくは接合ウェブの総面積の16〜35%の間を覆い、好ましくは20〜30%の間を覆う。
【0084】
接合ウェブの熱接合(例えば、熱点接合)は、好ましくは1つまたは複数のカレンダの作用によって実行される。長円形またはひし形など、個々の接合点(または、接合領域)について種々の形状をカレンダにおいて使用することができるが、接合領域の任意の他の形状も、成功裏に使用することが可能である。個々の接合点が、所定の接合パターンおよび所定の接合面積を得るようなやり方および量にてカレンダ上に配置される。例えば、六角形、正方形、三角形、または線の繰り返しの形態に配置された接合点など、接合点の規則的な繰り返しからなる接合パターンを使用することができる。あるいは、無作為に分布した接合点を使用することが可能である。
【0085】
熱カレンダリングプロセスが、熱可塑性ポリマーから作られた接合ウェブのきわめて効率的かつ経済的な接合を可能にする。この技術のパラメータは、温度であり、温度が繊維のポリマーに合わせて調節されるべきである。カレンダ温度が高すぎる場合、フィラメントが溶けてロールに粘着し、製造の停止およびカレンダの清掃コストが伴う。他方で、カレンダの温度が低すぎると、フィラメントが接合されず、接合ウェブが寸法安定性を失い、さらなる加工および変換が不可能になる。
【0086】
これらの困難を回避するために、ウェブの接合は、通常は、接合ウェブに最大の強度をもたらし、多くの場合は最大の伸展性ももたらすカレンダ温度において実行される。しかしながら、得られる最大強度(とくには、CD方向)は、(例えば、リング圧延プロセスにて)機械的にアクティベーションされるべき材料の実現可能性と矛盾する。特定の伸びを生じさせるために必要な大きな力により、アクティベーションの際に不織布が傷む可能性が増加し、さらには使用されるリング圧延装置の消費エネルギーが多くなる。
【0087】
いくつかの実施形態において、本開示の接合ウェブは、接合ウェブに最大の強度をもたらすための標準的なカレンダ温度で接合されるのではなく、粘着点と接合ウェブに最大の強度をもたらす標準的な温度との間のカレンダ温度で接合される。典型的な接合曲線(カレンダリング温度に対する接合ウェブの引張破断強度の関数)の形状ゆえに、引張強度が、17.5N/5cmを下回る張力値を実現できるように減少する。そのような引張強度を有する接合ウェブは、不織布を傷めることなく(例えば、不織布中にピンホールを生じさせることなく)機械的にアクティベートすることが可能である。接合ウェブが標準的な温度よりも低いカレンダ温度で接合される場合、そのように形成された接合ウェブは、比較的低い引張強度(リング圧延プロセスの際の不織布の損傷を少なくする)を有するが、典型的には所望の寸法安定性を有するには接合が充分でない。
【0088】
しかしながら、伸展性も影響を受け、タイターの注意深い調節が必要となる可能性がある。本開示の発明者は、1dtex〜3dtexの間、好ましくは2〜2.8dtexの間のタイターを有するフィラメントが、本開示の接合ウェブにきわめて適することを発見した。いくつかの実施形態においては、フィラメントを、1.6〜3.6dtex、1.8〜3.4dtex、2.0〜3.2dtex、2.2〜3.0dtex、または2.4〜2.8dtexの範囲とすることができる。これらのタイター範囲において、とくには芯−鞘型の二要素フィラメントからの接合ウェブは、求められるCD方向の低い引張強度をもたらしつつ、依然として接合ウェブに損傷のないアクティベーションを可能にするために充分な伸展性をもたらす。
【0089】
本開示の接合ウェブの別の特徴は、高い耐摩耗性である。これは、ポリプロピレンの芯およびポリエチレンの鞘にもとづく二要素フィラメントにとくに当てはまる。
【0090】
接合ウェブに高い引張強度をもたらす接合条件は、通常は接合ウェブに機械的な事後処理のために求められる耐摩耗性をもたらさない。耐摩耗性は、接合点の品質に依存し、どの程度良好に接合ウェブの繊維が融着しているかに依存すると考えられる。これは、通常は、ただ1つのポリマー(例えば、ポリプロピレン)から作られたフィラメントにおいては問題にならないが、ポリエチレンが鞘に使用されるポリプロピレン/ポリエチレンの二要素フィラメントの場合など、繊維が2つの相容れないポリマーで構成される場合には、接合条件の選択が考慮すべきパラメータである。その場合、繊維のポリエチレン含有量が多いことが、接合強度に関してきわめて有利である。
【0091】
しかしながら、他の態様に関しては、ポリプロピレンの含有量が多いことが好ましい。ポリプロピレンの含有量が多いことは、ポリプロピレンの原価がポリエチレンの原価よりも低いため、材料のコストを下げるだけでなく、伸展性を犠牲にすることなく接合ウェブの全体の寸法安定性を改善するのに役に立つ。したがって、好ましい芯/鞘の体積比は、85/15〜50/50の間の範囲である。
【0092】
しかしながら、純ポリプロピレンに通常使用される接合温度は、ポリエチレンの融点を大きく上回り、ポリエチレンの粘着点に近付く可能性もある。ポリエチレンが鞘に使用されているこれらの二要素フィラメントにそのような温度を使用すると、カレンダへの接合ウェブの粘着が不可避的に生じ、ローラへの巻き付きにつながりかねない。これは、鞘のポリエチレンが、カレンダの熱に曝される最初の材料であり(すなわち、最高の温度に直面し、より高い融点および粘着点を有する芯の材料に熱を伝えるだけであり)、カレンダに直接接触するからである。
【0093】
接合ウェブの高い耐摩耗性を実現するために、本開示は、本開示の接合ウェブに典型的な広い接合面積を、高い接合温度と組み合わせる。本開示の発明者は、そのような接合ウェブを接合ウェブの粘着点に近い(したがって、標準的なカレンダリング温度よりも高い)カレンダ温度で接合することが、きわめて効果的であることを発見した。当業者であれば、カレンダ温度が好ましくは粘着温度よりも低くなるように選択されることを理解するであろう。接合ウェブの総面積の16%〜35%の間(例えば、20%〜30%の間または18%〜25%の間)におおむね相当するカレンダのさらに広い接合面積が、きわめて有用である。必要とされるより高い接合温度を実現するために、例えば1つまたは複数のカレンダロールの表面をポリテトラフルオロエチレンなどのフッ素重合体で作られたシートで覆うなどにより、例えばカレンダ表面に粘着防止特性をもたらすための特別な表面処理によって改質されたロールを備えるカレンダを使用するなど、軟化または溶融ポリマーへの付着が少ないカレンダを使用することが有利となることができる。より高い接合温度を使用することにより、Sutherland Ink Rub試験において、0.25mg/cm2未満(例えば、0.15mg/cm2未満)の耐摩耗性の測定結果が可能になる。
【0094】
(試験装置および試験方法)
(寸法安定性(ネックイン)を判断するための装置および方法)
(動的ネックイン試験法)
ネックイン挙動を動的に評価することが可能であり、すなわち接合ウェブが試験の最中に運動し、高速でのリワインドおよび切断あるいは他の変換プロセスの最中に接合ウェブのフェイシング材料へと加えられる張力の直接的な模擬が可能である。
【0095】
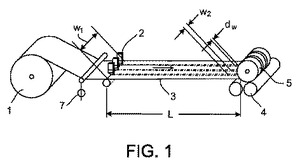
動的ネックイン試験のための装置が、図1に示されている。この装置は、接合ウェブを所定の幅w1にて一定の線速度で供出する前駆材料(1)のための巻き戻しステーションから構成され、例えば幅w1=1mである。固定のピッチで取り付けられた円形ナイフ(2)が、スパンボンドを複数のシートへと切断し、例えばv=100m/分の一定の線速度で各々の幅が250mmである4つのシートへと切断する。これにより、接合ウェブの張力が、張力制御ユニット(7)によって検出され、各々の測定のために所定の張力値(Fx)へと駆動制御部によって連続的に調節される。幅w1の4つの接合ウェブが、所定の距離Lを通って平行に移動し、例えばL=2.5mの長さ(3)である。この距離の終わりに巻き取り機(4)が配置され、平行な接合ウェブシートを複数のロール(5)へと巻き取る。接合ウェブへと加えられる張力(Fx)の結果として、接合ウェブの垂直寸法の減少が生じる。この寸法の変化が、距離Lの終わりにおいて測定され、個々の接合ウェブ部分の幅(w2)およびこれらのシートの間の距離(dw)が報告される。
【0096】
接合ウェブの幅w2および接合ウェブシートの間の距離dwの測定が、例えば20、40、60、80、および100Nの各段階など、接合ウェブへと加えられる0〜100Nの間の範囲の所定の段階的な張力において行なわれる。
【0097】
選択された張力Fxにおける動的ネックイン(Neck−inFx)が、パーセントで表現され、dw(mm)=[(w1/n)−w2,Fx]を使用して以下の式
Neck−inFx(%)=[dw/(w1/n)]×100
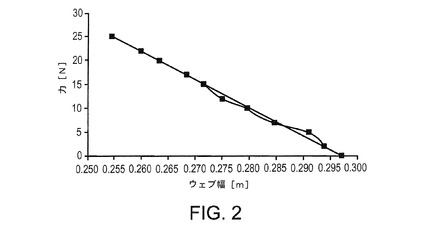
によって計算され、ここでw2,Fxは、選択された張力Fxにおける幅w2であり、nは、接合ウェブの切断によって得られたシートの数であり、例えば4である。特定の張力値(Fx)のもとでの接合ウェブ幅(単位はm)を加えられた張力(単位はN)に対してプロットしたものが、直線を与える(図2)。この直線の負の傾きが、ネックダウン係数と呼ばれる。これは、接合ウェブについて張力のもとでのネックインの生じやすさを表わし、寸法安定性を表わす特徴的なパラメータである。ネックダウン係数が大きいほど、寸法安定性が高い。
【0098】
(静的ネックイン試験法)
275〜325mmの間の幅(すなわち、横方向)および1.8〜2mの長さ(すなわち、縦方向)を有するサンプルを、テーブル上に平置きした。サンプルの一端を、テープを使用してテーブルに固定した。サンプルの非固定の端部の5〜10cmをダウエル(両端に非弾性のひもが取り付けられている)へと折り返して、サンプルへと留め、ダウエルに取り付けられたひもを縦方向に引っ張ることによってサンプル全体に一様に力を加えることができるようにした。
【0099】
サンプルの幅を、サンプルの真ん中(長さにおける0.9〜1mの地点)において測定し、0Nの力における幅として記録した。力ゲージを使用して2Nの力でサンプルを引っ張りながら、サンプルの幅をやはりサンプルの真ん中において測定し、2Nの力における幅として記録した。24Nの最大値まで2N刻みの張力で幅の測定を行なうことによって、この工程を繰り返した。上述のように得られた13のデータ点を使用し、幅の変化における張力の線形変化を計算することによって、ネックダウン係数を得た。
【0100】
(引張強度および伸展性の測定)
本明細書において、接合ウェブの引張強度および伸展性を、Zwick引張試験機において、長さ100mmおよび幅50mmの試料を使用して、DIN EN 29073−3に従って測定した。加えたクロスヘッド速度は、200mm/分である。各材料を、縦方向(MD)において12回試験し、横方向(CD)において12回試験した。応力−ひずみのプロットが、最大ピーク力(Fmax)(単位は、N/5cm)および最大ピーク力における伸び(%)を示している。
【0101】
(タイターの測定)
繊維のサイズを、目盛り単位またはミクロンのいずれかの内部定規を有する顕微鏡によって測定した。次いで、タイターを、ポリマー密度に関してdtex(g/10000m)またはデニール(「den」、g/9000m)のいずれかにて計算した。
【0102】
(Sutherland Ink Rub試験(耐摩耗性))
耐摩耗性を、Sutherland Ink Rub試験を使用することによって測定した。320グリットのサンドペーパおよび1ポンドの重量を使用したことを除き、試験を、ASTM法5264におおむね従って実行した。具体的には、布地試験サンプルの表面を20サイクルにわたって42サイクル/分の速度でこすって摩耗させた後で、繊維除去テープ(3M社によって部品番号3126として販売されているポリマスク保護テープ)を2,200グラムの重量のもとで20秒間にわたって布地試験サンプルに押し当てて保持した。摩耗面への適用の前後において、繊維除去テープの重量を測定した。重量の変化を記録し、摩耗した試験サンプルから取り除かれた毛羽の重量とした。平均を生成できるよう、各布地候補について3つの試料を摩耗させた。
【0103】
Sutherland Ink Rub試験においては、11.0cm×4.0cmのサンプルサイズを使用し、したがってサンドペーパとの接触の面積は44cm2であった。試験によって測定された重量減少を、mg/cm2として記録した。27g/m2のHEC布地サンプル(サウスカロライナ州SimpsonvilleのFiberweb社)を、標準として使用した。Ink Rub試験結果の計算に必要な相関係数を得るために、標準サンプル(5つの試料)を各組の布地候補と一緒に摩耗させた。相関係数は、サンドペーパのロットごとの変化に起因する結果の相違を補償するために必要であった。ASTMの試験法に指定されているとおり、最終的なInk Rub結果を、この相関係数および実際に測定された布地の重量減少にもとづいて計算した。
【0104】
(リング圧延試験)
リング圧延試験を、パイロットリング圧延設備において実行した。上側リングローラおよび下側リングローラの外形は278mmであり、リングの上部から下部までの距離は4mmであった。2つの隣接するリングの各々の間の距離は1.5mmであった。リングのエッジは、はさみ効果(切断)を小さくするために丸みを帯びていた。
【0105】
試験設備を、係合深さが2.0mmであるように設定した。ロールの速度ならびに布地の通過速度を15m/分とした。リング圧延後に、サンプルを視覚的に調べ、接合点の損傷または穴の発生がないかどうかを判定した。
【0106】
本開示の接合ウェブ、多層シート、増加的に引き伸ばされた接合ウェブ、および増加的に引き伸ばされた多層シートを、リング圧延の後で、パーソナルケア用品などの衛生用品または医療用の物品に使用することができ、好ましくはおむつまたは婦人用ケア用品に使用することができ、とくに好ましくはおむつのトップシート、バックシート、後ろ耳、または側パネルカバーに使用することができる。
【0107】
以下の実施例が本開示を説明するが、本開示がこれらの実施例に限られるわけではない。
【実施例】
【0108】
(比較例)
これらのスパンボンド二要素布地を、現時点において独国TroisdorfのReifenhauser Company..Machinenfabrikによって販売に供されている装置(例えば、米国特許第5,162,074号明細書、第5,344,297号明細書、第5,466,410号明細書、および第5,814,349号明細書を参照)と同様のパイロット規模のReicofil−3型の製造ライン上で製造した。二要素布地を、Dow 6834 HDPE(MI:17、密度:0.950)を鞘ポリマーとして使用し、BasellのMoplen HP462R(MFR:25)を芯ポリマーとして使用して製造した。具体的には、スパンボンド二要素布地を、鞘および芯ポリマーを2つの異なる押し出し機において溶融させ、溶融した鞘および芯ポリマーを別々に受け取るように押し出し機へと接続された紡糸バンクまたは紡糸ビームアセンブリ(スピナレット板および分配板を備えている)へと溶融ポリマーを搬送し、これらのポリマーをスピナレットのオリフィスにおいて組み合わせて多要素繊維のカーテンを形成し、繊維からなる全幅のカーテンとして出て来る繊維を冷気で急冷し、カーテンの繊維を縮径し、縮径後の繊維からなるカーテン(あるいは、紡糸ビームの数に応じた複数のカーテン)を、フィラメント堆積ユニット(ディフューザ)を介して移動ワイヤまたは移動コンベアベルト上に堆積し、次いで得られた繊維の接合ウェブに接合を施して不織布を産出することによって製造した。
【0109】
布地を製造するために、スパンボンド繊維の接合ウェブの接合に特別の注意を払った。エンボス加工されたカレンダパターンを使用し、カレンダ温度および布地の速度を注意深く選択した。使用するカレンダの油温を「標準的」にし、すなわち布地の最大の引張強度をもたらす温度にした。カレンダの温度を直接には測定せずに、カレンダのエンボス加工ロールおよび平滑ロールを循環する高温の油温を、ポリエチレン鞘ポリマーの溶融温度よりも大幅に高くした。
【0110】
(比較例C1:標準的なポリプロピレンスパンボンド)
従来からのスパンボンドRF3ライン(独国TroisdorfのReifenhaeuser)において、18g/m2のポリプロピレンスパンボンドを作成した。ポリプロピレンのメルトフローインデックス(MFI)は、25g/10分(ISO 1133;230℃,2.16kg)であった。スループットを200kg/h*mに設定し、ベルトの速度は169m/分であった。カレンダの油温を150℃に設定した。得られた不織布は、実験の箇所の終わりの表に挙げた機械的特性(DIN 53857による)を有していた。
【0111】
(比較例C2:二要素フィラメントから製作された標準的なスパンボンド)
このスパンボンドの作成は、ポリプロピレン/ポリエチレン二要素フィラメントを70/30の体積比にて形成したことを除き、比較例C1について述べたとおりである。典型的な接合ウェブの特性が、実験の箇所の終わりの表に挙げられている。
【0112】
(本開示による実施例)
実施例1〜3:
二要素(「bico」)の能力を有するスパンボンドライン上において、種々のスパンボンドを作成した。作成したフィラメントは、ポリプロピレン(「PP」)の芯およびポリエチレン(「PE」)の鞘を種々の芯/鞘比にて有する芯/鞘型のフィラメントであった。PPのメルトフローインデックス(MFI)は、25g/10分(ISO 1133;230℃,2.16kg)であり、PEのメルトフローインデックスは、17g/10分(ISO 1133;190℃,2.16kg)であった。ラインの設定を、フィラメントが所望の平均タイターを有するように調節した。スパンボンド不織布の接合を、標準的なカレンダで、種々の接合面積にて行なった。接合温度を、標準的なカレンダリング温度よりも高く設定した。スパンボンド不織布の製造およびそれらの特性の詳細を次の表に示す。ネックダウン係数の値を、上述の静的ネックイン試験法を使用して得た。
【0113】
【表2】
【0114】
カレンダの油温:「標準」は、布地の最高の引張強度をもたらす温度である。
【0115】
比較例C1:純PPのスパンボンドは、伸び、Fmax、およびリング圧延試験に不合格である。高いネックダウン係数が低い伸展性につながることを示している。
【0116】
比較例C2:PP/PE二要素は、ネックダウン係数および耐摩耗性において不合格である。高い伸展性が低いネックダウン係数につながることを示している。
【0117】
実施例1:この実施例は、接合面積を増やすことおよび接合温度をわずかに高めることの利益を示し、比較例C2と比べ、耐摩耗性が改善され、ネックダウン係数が明らかに大きくなっている。
【0118】
実施例2:比較例C2と比べ、この実施例は、明らかに高い接合温度の利益を示し、耐摩耗性およびネックダウン係数が劇的に改善されている。
【0119】
実施例3:広い接合面積および高い接合温度(ここでは、粘着点に近い)の利益をはっきりと示し、高いネックダウン係数がもたらされている。
【0120】
本開示の実施形態に従って製作された材料を、吸収性物品に取り入れることができる。本明細書に開示の材料の任意の実施形態を、おむつまたは医療用製品などの吸収性物品の1つまたは複数の任意の構成要素の(1つまたは複数の)部分、実質的にすべて、またはすべてとして使用することができると考えられる。
【0121】
吸収性物品は、汗、血液、尿、月経などの体からの浸出液を吸収することができる。吸収性物品を、製品または材料とすることができる。吸収性物品の例として、生理用、衛生用、および/または傷のケアのための製品および/または材料が挙げられる。
【0122】
いくつかの吸収性物品は、使い捨てである。使い捨ての吸収性物品は、1回の使用後に一部分または全体が捨てられるように構成される。使い捨ての吸収性物品は、汚れた物品または物品の汚れた部分の回復および再使用(例えば、洗濯)が意図されないように構成される。使い捨ての吸収性物品の例として、包帯およびガーゼなどの傷ケア製品ならびにパッドおよびライナなどの婦人ケア製品が挙げられる。使い捨ての吸収性物品は、本開示の実施形態を使用することができる。
【0123】
いくつかの吸収性物品は、着用可能である。着用可能な吸収性物品は、着用者の体の上または体の周囲に装着されるように構成される。着用可能な吸収性物品を、使い捨てとすることもできる。使い捨ての着用可能な吸収性物品の例として、使い捨ておむつおよび使い捨ての失禁用下着が挙げられる。使い捨ての着用可能な吸収性物品は、着用者によって着用されているときに、体からの浸出液を受け止めて含むことができる。いくつかの実施形態においては、使い捨ての着用可能な吸収性物品が、トップシート、吸収コア、外カバー、腰部開口、および脚部開口を含むことができる。使い捨ての着用可能な吸収性物品は、本開示の実施形態を使用することができる。
【0124】
図3〜図5に、1つまたは複数の構成要素が本開示の実施形態による材料で作られている種々の吸収性物品を示している。分かり易くするために、図3〜図5は、吸収性物品のすべての詳細を示しているわけではない。
【0125】
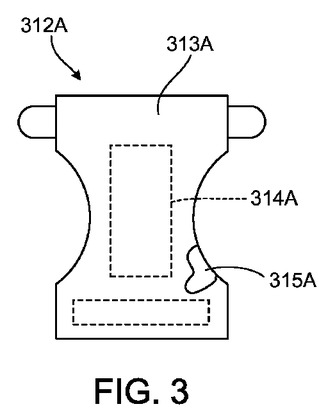
図3は、前部で固定することができる着用可能な吸収性物品312Aを示している内側の平面図である。本開示は、当業者であれば理解できるとおり、前部で固定することができるように構成された吸収性物品を、後部で固定できるようにも構成でき、または横で固定できるようにも構成できると考える。
【0126】
前部で固定することができる着用可能な吸収性物品312Aは、着用者側外面313A、衣服側外面315A、および吸収性材料314Aを含んでいる。吸収性材料314Aは、着用者側外面313Aと衣服側外面315Aとの間に配置されている。
【0127】
着用者側外面313Aは、前部で固定することができる着用可能な吸収性物品の内側の少なくとも一部を形成する1つまたは複数の材料の層であり、吸収性物品312Aが着用者によって着用されたときに着用者に面する。図3においては、着用者側外面313Aの一部が、衣服側外面315Aを示すために切り取られて図示されている。着用者側外面は、トップシートと称されることもある。着用者側外面313Aは、吸収性物品312Aによって受け止められる体液が着用者側外面313Aを通って吸収性材料314Aへと通過できるよう、液体透過性であるように構成される。種々の実施形態においては、着用者側外面が、不織材料および/または他の材料を含むことができる。
【0128】
吸収性材料314Aは、吸収性物品312Aの少なくとも一部分において、着用者側外面313Aの下方かつ衣服側外面315Aの上方に配置される。いくつかの実施形態においては、吸収性物品の吸収性材料が、吸収コアと称される構造の一部である。吸収性材料314Aは、吸収性物品312Aによって受け止められる体液を吸収できるよう、液体吸性であるように構成される。種々の実施形態においては、吸収性材料が、木材パルプ、超吸収性ポリマー(SAP)、または他の種類の吸収性材料、あるいはこれらの材料のいずれかの組み合わせを含むことができる。
【0129】
衣服側外面315Aは、前部で固定することができる着用可能な吸収性物品の外側の少なくとも一部を形成する1つまたは複数の材料の層であり、吸収性物品312Aが着用者によって着用されたときに着用者の衣服に面する。衣服側外面は、バックシートと称されることもある。衣服側外面315Aは、吸収性物品312Aによって受け止められる体液が衣服側外面313Aを通過できないように、液体不透過性であるように構成される。種々の実施形態において、衣服側外面は、フィルムおよび/または他の材料を含むことができる。
【0130】
前部で固定することができる着用可能な吸収性物品312Aは、物品312Aの着用時に着用者の横腹の周囲に引き伸ばされるように構成された伸張性の側耳をさらに含む。伸張性の側耳は、物品の後ろ側を前側へと固定するための固定具をさらに備えることができる。伸張性の側耳の各々を、本明細書に記載の積層体の実施形態のいずれかで形成することができる。第1の実施例として、側耳を、増加的に引き伸ばされる不織布−フィルムの積層体で形成することができる。第2の実施例として、側耳を、増加的に引き伸ばされる不織布−フィルム−不織布の積層体で形成することができる。これらの実施例のどちらにおいても、追加の材料を加えることができ、追加の加工を採用することができる。
【0131】
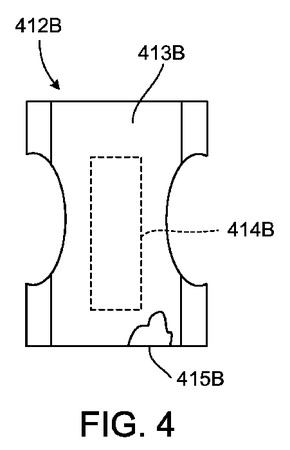
図4は、パンツ式の着用可能な吸収性物品412Bを示している内側の平面図である。本開示は、当業者であれば理解できるとおり、パンツ式であるように構成された吸収性物品を、サイドで固定できるようにも構成でき、あるいは固定具を持たないようにも構成できると考える。
【0132】
パンツ式の着用可能な吸収性物品412Bは、おおむね図3の実施形態と同様の参照番号の構成要素と同じやり方でそれぞれ構成された着用者側外面413B、衣服側外面415B、および吸収性材料414Bを含んでいる。
【0133】
パンツ式の着用可能な吸収性物品412Bは、物品412Bの着用時に着用者の横腹の周囲に引き伸ばされるように構成された伸張性の側パネルをさらに含むことができる。伸張性の側パネルは、物品の後部を前部へと固定するための固定具を備えることができ、あるいは固定具を備えなくてもよい。伸張性の側パネルの各々を、本明細書に記載の積層体の実施形態のいずれかで形成することができる。第1の実施例として、側パネルを、増加的に引き伸ばされる不織布−フィルムの積層体で形成することができる。第2の実施例として、側パネルを、増加的に引き伸ばされる不織布−フィルム−不織布の積層体で形成することができる。これらの実施例のどちらにおいても、追加の材料を加えることができ、追加の加工を採用することができる。
【0134】
図5は、生理用ナプキン吸収性物品512Cを示している内側の平面図である。生理用ナプキン吸収性物品512Cは、図3および4の実施形態と同様の参照番号の構成要素と同様のやり方でそれぞれ構成された着用者側外面513C、衣服側外面515C、および吸収性材料514Cを含んでいる。
【0135】
本明細書に開示の寸法および値を、記載の正確な数値に厳密に限られると理解してはならない。むしろ、とくに指定されない限り、そのような寸法の各々は、記載の値および記載の値の周囲の機能的に均等な範囲の両方を意味している。例えば、「40mm」と開示された寸法は、「約40mm」を意味する。
【0136】
本明細書の発明の詳細な説明の箇所で挙げられたすべての文献は、参照によって該当の部分が本明細書に組み込まれるが、いかなる文献への言及も、それを本開示に対する先行技術であると認めるものではない。
【0137】
本開示の特定の実施形態を図示し、説明したが、本開示の技術的思想および技術的範囲から逸脱することなく、さまざまな他の変更および変形が可能であることが、当業者にとって明らかになるはずである。したがって、本開示の技術的範囲に含まれるすべてのそのような変更および変形が、添付の特許請求の範囲に包含されることが意図される。
【技術分野】
【0001】
[関連出願の相互参照]
米国特許法第119条のもとで、本出願は、2010年1月12日付の米国仮特許出願第61/294,374号の優先権を主張し、この米国仮特許出願の内容全体が、本参照によって本明細書に組み込まれる。
【0002】
[発明の分野]
本出願は、接合ウェブ(bonded web)および接合ウェブの製造方法に関する。
【背景技術】
【0003】
不織布などの接合ウェブは、幅広い応用分野を有するよく知られた材料である。重要な用途に、例えばおむつなどの衛生製品および使い捨ての物品が包含される。これらの物品の多くは、接合ウェブだけから構成されるのではなく、例えばフィットの改善をもたらすためのエラストマ要素をも含む。このエラストマ要素は、例えば弾性フィルムである。積層プロセスにおいて、接合ウェブ材料が、この弾性フィルムの片面または両面の上に取り付けられ、このエラストマ要素に布地のような感触をもたらす。そのような積層体を、例えば医療製品または乳幼児ケア製品に使用することができる。
【0004】
これらの積層体は、通常は、接合ウェブに縦方向の張力を加える高速変換ラインにおいて製造される。接合ウェブへと縦方向に張力を加えることにより、通常は接合ウェブのネックイン(neck−in)が生じ、すなわち接合ウェブの幅が減少する。最適な製品を得るために、接合ウェブが弾性フィルムを完全に覆うべきであり、典型的にはネックインの補償が行なわれる。ネックインの補償の原理を、ネックイン前はウェブによって覆われるフィルムよりもわずかに幅広いが、ネックイン後にウェブによって覆われるフィルムと同じ幅を有する接合ウェブを使用することによって説明できる。しかしながら、典型的な変換プロセスにおいて、接合ウェブへと加えられる張力が変化し、結果としてネックインがばらつき、接合ウェブが弾性フィルムを覆う程度がばらつく。
【0005】
国際公開第99/32699号パンフレットが、縦方向の所与の張力においてネックインが少ない軽量熱接合不織布を記載している。この特性はまた、本明細書において、高い寸法安定性とも称される。国際公開第99/32699号パンフレットにおいては、この高い寸法安定性が、10〜50%の間の接合面積を有する接合領域の連続または不連続なパターンによって実現されている。
【0006】
接合ウェブおよび弾性フィルムからなる多層シートまたは積層体は、布地のような手触り、外観、および柔軟性を改善するために、機械的な事後処理に通されることが多い。これらの事後処理は、アクティベーションプロセスと称されることもあるが、通常は引き伸ばし法である。アクティベーションの程度に応じて、接合ウェブまたは積層体の接合ウェブ表面に、より高い柔軟性、羊毛のような手触り、およびより好ましい外観がもたらされる。高度の引き伸ばしが、最も柔軟な材料を得るために使用される。引き伸ばしの際に、接合ウェブが充分な伸展性を有していないと、接合ウェブが破れる可能性がある。消費者の観点から、最も柔軟な材料が最も好ましいことが明らかである。接合ウェブの破れを防止するために、最も柔軟な材料が好まれ、したがって高度のアクティベーションが好ましいことにより、伸張性に富んだ接合ウェブが使用されることになる。
【0007】
米国特許第6726983号明細書が、緩んだ状態の弾性フィルムの両面に伸張性の不織布が積層されている積層体を記載している。積層プロセスの後で、材料の長さが特定の程度まで引き伸ばされ、その後に再び緩められる。この手順において、不織布が伸ばされ、その伸展性ゆえに緩んだ状態へと解放されたときに伸ばされた状態において得られた長さを保ち、羊毛のような柔らかい手触りが生み出される。
【0008】
米国特許出願公開第2002/0119720号明細書および米国特許出願公開第2003/0207640号明細書が、接合ウェブまたは弾性積層体が互いに噛み合うアクティベーションロールの歯の間でアクティベートされるいわゆるリング圧延プロセスを記載している。機械的な引き伸ばしが、長さおよび幅において生じることができる。
【0009】
機械的に処理された多層系の別の例は、カーディングされた材料からなる接合ウェブである。この接合ウェブが、国際公開第95/04654号パンフレットに記載されている。
【0010】
欧州特許出願公開第1131479号明細書が、別のアクティベーションの手法を教示している。スパンボンド不織布が接合され、次いで無作為に配置されたフィラメントを配向させるために、長さ方向に引き伸ばされる。次いで、接合ウェブが、このフィラメントの配向を固定するために再び接合される。これらの接合ウェブは、横方向の伸展性の向上を示し、弾性フィルムへと積層されたときにリング圧延に適している。この教示の主たる欠点は、2つの接合工程が使用される点にあり、通常よりも接合工程が1つ多く、したがって比較的時間がかかり、高価につく点にある。さらに、伸展性が横方向のみに限られる。さらなる欠点は、第2の接合工程によって全体としての接合面積が増加し、結果として接合ウェブが硬直的になることで、接合ウェブを高度に引き伸ばすリング圧延によるアクティベーションを、接合ウェブを破壊することなく行なうことが不可能になりかねない点にある。柔軟性および外観も、この第2の接合工程によって損なわれる可能性がある。
【0011】
HEC材料(高伸張カーディング材料)は、アクティベーションプロセスにおける使用に適するような伸展性を有している。そのようなHEC材料の例は、米国サウスカロライナ州SimpsonvilleのFiberweb Nonwovensから入手することができる24 GSM(登録商標)のFPN333およびHEC製品FPN332である。HEC材料は適度なネックイン挙動も有している。主たる欠点は、HEC材料を上述の目的に適するようにするための比較的大きな坪量(したがって、比較的多くの原材料の使用)である。カーディング材料の比較的大きな坪量は、さらなる欠点につながる。すなわち、スパンボンド材料と比べて価格が高いため、スパンボンド材料と比べて比較的高価になる。
【0012】
例えば国際公開第2008/024,739号パンフレットが、22g/m2〜30g/m2の間の坪量のカーディング接合ウェブで覆われた弾性フィルムから作られた弾性積層体を記載している。
【0013】
しかしながら、これまでのところ、フィラメントから作られた接合ウェブは、カーディング不織布の代わりには使用されていない。その理由は、スパンボンドなどの従来からのフィラメント含有の接合ウェブの特性であり、スパンボンドが高い伸展性を呈する場合には、寸法安定性が低くなり、スパンボンド繊維が高い寸法安定性を有する場合には、伸展性が不充分となるからである。例は、ポリプロピレンから作られたスパンボンド不織布(良好な寸法安定性、低い伸展性)またはポリプロピレン/ポリエチレン二要素繊維から作られたスパンボンド不織布(高い伸展性、低い寸法安定性)である。
【0014】
高伸張性のスパンボンドが、Sofspanという商品名でFiberwebから市販されている。これらのスパンボンドは、低いネックイン特性を示す。これらのスパンボンドは、横方向の高い引張強度を特徴とし、これが、破れの傾向ゆえに(例えば、リング圧延プロセスにおける)これらのスパンボンドを機械的な事後処理の作業にとってあまり好ましくないものにしている。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】国際公開第99/32699号パンフレット
【特許文献2】米国特許第6,726,983号明細書
【特許文献3】米国特許出願公開第2002/0119720号明細書
【特許文献4】米国特許出願公開第2003/0207640号明細書
【特許文献5】国際公開第95/04654号パンフレット
【特許文献6】欧州特許出願公開第1,131,479号明細書
【特許文献7】国際公開第2008/024,739号パンフレット
【発明の概要】
【0016】
本開示の1つの目的は、縦方向の張力が変化するときにネックインの変化が少なく、横方向の(例えば、リング圧延プロセスにおける)機械的なアクティベーションに適する接合ウェブを提供することにある。
【0017】
請求項1の接合ウェブが、本開示の目的に対する技術的解決策を提供する。請求項1による接合ウェブは、高い寸法安定性を有し、すなわち縦方向のひずみに曝されるときの横方向のネックインが少ない。換言すると、これらの接合ウェブは、大きいネックダウン係数(neckdown modulus)を有する。ネックインが少ないため、より大きなネックインの接合ウェブと比べて、縦方向の張力が変化するときのネックインの変化が少ない。ネックインの変化が少ないため、そのような接合ウェブを用いる積層プロセスを制御して、接合ウェブを積層相手のフィルムを覆うように配置することが、より容易である。積層後のフィルムの覆われていない部分は、歩留まりの低下につながる。フィルムが接合ウェブによってより良好に覆われるため、歩留まりの低下が、大きなネックインの接合ウェブの場合よりも少ない。典型的には、そのような積層プロセスにおいては、接着剤がフィルム上に塗布され、その後に接合ウェブが接着剤を含むフィルム側上に配置される。ネックインの変化によって引き起こされる接合ウェブの幅の変動に起因して、フィルムの一部分が(積層後に)接合ウェブに覆われず、フィルムのうちの接着剤を含む部分が(覆われずに)露出することになる可能性がある。この露出部分の接着剤が、加工用の機械に付着し、機械を汚す可能性がある。本開示によるネックインの少ない接合ウェブの使用は、ネックインの変化が少ないため、機械の汚染を少なくする。典型的には、高速のラインにおいて張力の変化が比較的大きい。本開示による接合ウェブのネックインが小さいため、本開示による接合ウェブを高速のラインに使用することが有利である。
【0018】
さらに、本明細書に記載の接合ウェブは、横方向における伸展性が大きく、したがってこの方向における機械的なアクティベーションに適し、すなわちリング圧延プロセスの適用に適している。
【0019】
さらに、本開示に記載の接合ウェブは、たとえ25g/m2またはそれ以下の坪量の実施形態においても低いCD引張強度を有している。低いCD引張強度は、引張強度が低いほど、横方向のアクティベーションの際に消散されるエネルギーが少なくなり、接合ウェブにおける欠陥(例えば、ピンホール)の形成が少なくなるため有利である。リング圧延の際に、(積層体の一部としての)接合ウェブを、縦方向の接合ウェブの特性のわずかな損傷または変化にて、横方向にアクティベートすることができる。さらに、高速でのアクティベーションにおいて、引張強度の低い接合ウェブは、破れる傾向が少ない。
【0020】
驚くべきことに、本開示の発明者は、高いネックダウン係数、横方向の高い伸展性、および横方向の低い引張り強度を有する接合ウェブを、第1の溶融温度を有する第1のポリマー材料と第1の溶融温度よりも高い第2の溶融温度を有する第2のポリマー材料とを含むフィラメントを使用することによって得ることができることを発見した。
【0021】
この接合ウェブは、275〜325mmの幅を有する接合ウェブのサンプルが縦方向の0〜24Nの張力に曝されたときに、最大で20%(例えば、最大で15%、最大で10%、最大で7%、あるいは最大で5%)の横方向のネックインを有することができ、少なくとも800N/m(例えば、少なくとも1000N/m、少なくとも1200N/m、少なくとも1400N/m、少なくとも1600N/m、または少なくとも2000N/m)および/または最大で3000N/m(例えば、最大で2500N/m、最大で2200N/m、最大で2000N/m、または最大で1800N/m)のネックダウン係数を示すことができる。
【0022】
さらに、本開示の接合ウェブは、DIN EN 29073−3に従って測定される少なくとも70%(例えば、少なくとも75%、少なくとも85%、少なくとも100%、少なくとも125%、少なくとも150%、または少なくとも175%)および/または最大で300%(例えば、最大で275%、最大で250%、最大で225%、または盛大で200%)という高い伸展性、ならびにDIN EN 29073−3に従って測定される最大で4N/cm(例えば、最大で3.5N/cm、最大で3N/cm、最大で2.5N/cm、または最大で2N/cm)という横方向の低い引張強度ゆえに、機械的なアクティベーションが可能である。
【0023】
いくつかの実施形態においては、接合ウェブを形成するフィラメントをカレンダリングによって熱接合して、接合ウェブを形成することができる。カレンダリングは、おおむね他の熱接合方法(例えば、蒸気の使用による)よりも安価であり、比較的高速で実行することができるため、好ましい熱接合技術である。
【0024】
本開示の好ましい接合ウェブは、重量の減少が0.25mg/cm2以下(例えば、0.15mg/cm2以下、0.12mg/cm2以下、0.1mg/cm2以下、または0.08mg/cm2以下)であるSutherland Ink Rub試験による摩耗をさらに特徴とする。機械的な事後処理(リング圧延など)によって処理された接合ウェブが、高い伸展性だけでなく、加工の際の毛羽を防止するための高い耐摩耗性を有することが、有利である。繊維の摩耗は装置を汚し、清掃のための製造ラインの非経済的な休止時間を生じさせる。
【0025】
いくつかの実施形態において、本開示の接合ウェブは、高伸張性の多要素(好ましくは、二要素)フィラメントまたは多成分フィラメントあるいはこれらのフィラメントの混合物を含む。いくつかの実施形態において、本開示の接合ウェブは、高い柔軟性を高い耐摩耗性とともに提供する。接合ウェブの形成にポリプロピレン−ポリエチレン二要素繊維などの二要素繊維を使用することは、それらの比較的低いコストゆえに有利である。各要素が、最低の価格でそれらの必要な特性を繊維に与えることができる。
【0026】
いくつかの実施形態においては、これらの接合ウェブが25g/m2以下の坪量を有し、さらに別の実施形態においては、23g/m2以下(例えば、22g/m2以下、20g/m2以下、18g/m2以下、16g/m2以下、または14g/m2以下)の坪量を有する。高い寸法安定性を得るために大きな坪量を使用することができる(接合ウェブの坪量が大きいほど、ネックインを生じさせるために必要な力が大きい)が、原材料およびコストの節約のために低い坪量で所望の寸法安定性を得ることが有利である。
【0027】
上述の接合ウェブを増加的に引き伸ばすことにより、本開示の接合ウェブからさらなる接合ウェブを得ることが可能である。
【0028】
本開示の接合ウェブから、他のシート材料の層に接触している上述のとおりの少なくとも1つの接合ウェブを備える多層シートまたは積層体を作成することができる。いくつかの実施形態においては、上述のとおりの接合ウェブが、メルトブロー繊維および/または弾性フィルムの層に接触している。例えば、弾性フィルムおよびこのフィルムに貼り付けられた1つまたは2つ以上の接合ウェブの層によって、積層体を形成することができる。さらに、そのような積層体を、本明細書に記載のように、横方向、縦方向、または横方向と縦方向の両方に、増加的に引き伸ばすことができる。
【0029】
さらに、多層シートまたは積層体を、上述のとおりの多層シートまたは積層体を増加的に引き伸ばすことによって得ることができる。
【0030】
本開示はまた、請求項13に記載のとおりの接合ウェブの製造方法ならびにそのような製造方法によって得られる製品にも関する。
【0031】
いくつかの実施形態においては、製造において使用されるカレンダリング温度が標準的なカレンダリング温度よりも高いとき、接合が高い耐摩耗性が得られるような品質である。高いカレンダリング温度の別の理由は、リング圧延の容易さである。
【0032】
[定義]
用語「ポリマー」は、一般に、単独重合体および共重合体(例えば、ブロック、グラフト、ランダムおよび交互共重合体、など)ならびにそれらの改変物を指す。さらに、用語「ポリマー」は、材料について考えられるすべての分子配置を含むものとする。そのような配置として、これらに限られるわけではないが、ポリマーを形成する繰り返し単位のイソタクチック、シンジオタクチック、およびランダム配置が挙げられる。
【0033】
用語「ポリマーブレンド」は、異なる物理的および/または化学的特性を有する少なくとも2つのポリマーの混合物を指す。したがって、それらのポリマーが混和性であるか否かは重要でない。
【0034】
用語「フィラメント」は、実質的に無限の長さの糸を指す一方で、用語「繊維」は、有限の長さの糸を意味する。
【0035】
用語「単要素フィラメント」は、1つのポリマー溶融ストリームを1つまたは複数の開口を有する紡糸ノズルによって融解紡糸することによって得られる糸を指す。得られたフィラメントは、フィラメントの全長にわたって延びている幾何学的に特定可能なただ1つの断片を有する。単要素フィラメントを、1つのポリマーから形成することができる。この実施形態は、「ホモフィラメント」と呼ばれる。単要素フィラメントを、ポリマー混合物(例えば、ポリプロピレン、ポリエチレン、およびこれらの共重合体の組み合わせ)から形成することもできる。この実施形態は、「多成分フィラメント」と呼ばれる。混合物を形成するポリマーを、互いに混和性または非混和性とすることができる。
【0036】
用語「多要素フィラメント」は、ただ1つのフィラメントを形成するように紡糸ノズルにおいて組み合わせられた2つ以上の別個のポリマー溶融ストリームから形成された糸を指す。したがって、このフィラメントは、フィラメントの全長にわたって連続的に延びている2つ以上の特定可能な領域を示す断片を有する。多要素フィラメントの好ましい一修正形態は、2つの別々のポリマー溶融ストリームから形成される二要素フィラメントである。対称または非対称な芯−鞘の構成、切り分けられたパイの構成、または横並びの構成を有するフィラメントが、最も一般的である。別々の断片のポリマーは、通常は化学的性質および/または物理的性質において相違する。例えば、ポリマーが、ポリプロピレン、ポリエチレン、またはこれらの共重合体または組み合わせを含むことができる。例として、多要素フィラメントは、ある1つの断片(例えば、芯)にポリプロピレンを含むことができ、別の断片(例えば、鞘)にポリエチレンを含むことができる。他の例として、多要素フィラメントは、ある1つの断片にポリプロピレンを含むことができ、別の断片にポリエチレンおよびポリプロピレンの混合物を含むことができる。
【0037】
用語「接合ウェブ」は、個々の繊維、フィラメント、または糸を無作為に配置してなる構造を有する生成物を指す。接合ウェブは、例えばメルトブロープロセス、スパンボンドプロセス、および接合カーディングプロセスなど、多数のプロセスから形成され、繊維の一部が繊維同士の融合、繊維の絡み合い、接着剤の使用、または点接合などの熱接合の使用によって接合されている。接合ウェブの坪量は、通常は平方メートル当たりの材料のグラム数(g/m2)で表現される。
【0038】
用語「スパンボンド」は、溶融させた熱可塑性材料をスピナレットの複数の細かい毛管から押し出すことによって形成される実質的に連続的なフィラメントを含んでいる接合ウェブを指す。押し出しされた繊維の直径は、例えば気体の流れまたは他の機構による引き伸ばしによって速やかに減少させられる。
【0039】
用語「カーディング接合ウェブ」は、カーディング装置によって接合ウェブを形成すべく配置された所定の長さを有する繊維から構成される接合ウェブである。繊維を、人工の繊維とすることができ、および/または天然由来の繊維とすることができる。
【0040】
用語「縦方向」(machine direction)または「MD」は、製造中の接合ウェブの移動方向に延びる接合ウェブの寸法を指す。MDは、接合ウェブの「長さ」と称されることも多い。
【0041】
用語「横方向」(cross machine direction)または「CD」は、接合ウェブの製造の際の移動の方向に対して垂直に延びる接合ウェブの寸法を指す。CDは、接合ウェブの「幅」と称されることも多い。
【0042】
用語「熱点接合」は、接合ウェブの形態の融解性のポリマー繊維またはフィラメントが2つの加熱されたロール(例えば、カレンダ)の間を通過する熱接合のプロセスを指す。通常は、これらのロールの一方が、明確な形状、領域、および分布を有するピンをもたらす彫板を有している。これらのピンが、接合ウェブを対向する第2のロールに向かって押し付け、接触の点を加熱し、フィラメントまたは繊維を部分的に溶融させる。これらの部分的に溶融された繊維が押し合わされ、ピンと同じ形状の接合点が形成される。接合ウェブの機械的特性は、接合温度に強く依存する。接合点を、本明細書において接合領域と称することもある。
【0043】
用語「標準カレンダリング温度」は、最高の引張強度を有する接合ウェブをもたらす温度を指す。標準カレンダリング温度は、通常は、熱点接合の際のカレンダリング温度の違いによって区別される種々の接合ウェブを作成することによって決定される。標準カレンダリング温度は、カレンダリング圧力および速度などの他の処理の特徴一式を変えずに、最高の破断時引張強度を有するスパンボンド不織布が形成されるカレンダリング温度である。カレンダリング温度は、通常は、カレンダの油温によって監視される。
【0044】
用語「粘着点」は、ウェブがカレンダに粘着し始め、処理が不確実になる温度を指す。これは、例えば繊維の表面のポリマーの一部が、部分的または完全に溶融した場合に生じ得る。
【0045】
用語「伸張性」または「伸展性」は、加えられた力の方向に伸びるまたは伸展する接合ウェブの能力を指す。これらの用語は、弾性材料(以下の定義を参照)と対照的に、必ずしも回復性を意味せず、一般に、伸張性の材料は、ひとたび得た寸法を、加えられた力が緩められたときにも維持する。
【0046】
用語「エラストマの」または「弾性」は、加えられた力の方向に伸びまたは伸展する、この引き伸ばしの力が緩められたときにほぼ元の寸法へと復帰または収縮する接合ウェブの能力を指す。
【0047】
用語「寸法安定性」は、力の印加方向に対して垂直な方向の変形に抵抗する接合ウェブの特性を指す。そのような力は、例えば高速おむつラインにおける変換の際に生じる可能性がある。この印加力に対する垂直方向の変形は、「ネックイン」とも称される。寸法安定性は、275〜325mの幅を有するサンプルについて縦方向の0〜24Nの間の範囲の所定の引張力(例えば、2N刻み)におけるネックインを測定する後述の静的方法によって測定される。寸法安定性を表現する重要な特徴パラメータは、ネックダウン係数(単位は、N/m)である。この項は、加えられた引張力の関数としての接合ウェブ幅のプロットから得られる。より小さい張力においては、この関数が典型的には直線である。ネックダウン係数は、この線の負の傾きである。本開示の目的において、ネックダウン係数は、275〜325mの幅を有するサンプルにおいて0〜24Nの間の引張力について得られた接合ウェブ幅の値へと直線を当てはめることによって接合ウェブ幅/引張力の図から決定される。ネックダウン係数は、張力のもとでの接合ウェブのネックインの挙動を表わし、寸法安定性を表現するための特徴的なパラメータである。一般に、ネックダウン係数が大きいほど、寸法安定性が高い。
【0048】
用語「横方向の伸び」は、最大ピークでCDに伸ばされたときの接合ウェブの伸びを指す。測定は、DIN EN 29073−3に従って実行される。
【0049】
用語「横方向の引張強度」は、最大ピーク力でCDに伸ばされたときの接合ウェブの引張強度を指す。測定は、DIN EN 29073−3に従って実行される。
【0050】
用語「接合面積」は、接合ウェブの面積のうちの接合されたフィラメントを含む部分を指す。接合面積は、接合ウェブが引き伸ばされていない状態で測定され、接合ウェブのすべての接合点によってもたらされる面積の合計である。この用語は、接合ウェブの総面積に対する割合として表現される。
【0051】
用語「多層シート」は、同じまたは異なる種類のシート材料の少なくとも2つの層からなる複合体を指す。これらを、例えばスパンボンド層のメルトブロー層との組み合わせ、繊維の形状またはポリマーの組成が異なる2つのスパンボンド層の組み合わせ、またはスパンボンド層のフィルムとの組み合わせとすることができる。この接合ウェブの層のフィルム層との組み合わせが、「積層体」と称される。これらの積層体は、特有の積層プロセスからもたらされる。
【0052】
用語「機械的なアクティベーション」は、例えば少なくとも1つの伸張性の要素と1つのエラストマの要素とを含む接合ウェブ、多層シート、または積層体の増加的な引き伸ばしのプロセスを指す。これを、例えば弾性フィルムとの伸張性の接合ウェブ積層体とすることができる。増加的な引き伸ばしの際に、伸張性の要素が恒久的に引き伸ばされる。伸張性の要素が弾性要素に組み合わせられている場合、引き伸ばし力が緩められた後に弾性要素がほぼ元の状態へと復帰する一方で、伸張性の材料は獲得した伸びを維持する。これが、この組み合わせに、より柔らかい手触りをもたらす。
【0053】
用語「リング圧延」は、機械的なアクティベーションの一特定の変形形態を指す。これは、不織布を含んでいる接合ウェブ、多層シート、および積層体へと加えられる増加的な引き伸ばしのプロセスである。これにより、材料が米国特許出願公開第2002/0119720号明細書に記載のように互いに噛み合う歯付きのローラに通される。リング圧延プロセスは、接合ウェブを縦方向および/または横方向にアクティベートする。
【図面の簡単な説明】
【0054】
【図1】記載なし。
【図2】記載なし。
【図3】記載なし。
【図4】記載なし。
【図5】記載なし。
【発明を実施するための形態】
【0055】
接合ウェブの形成技術に関して、本開示の不織布を、形成されたスパンボンド不織布をカレンダリング(本明細書において、熱および圧力が加えられる熱接合の一形態と考えられる)によって固める点を除き、従来からの技術によって製造することができる。紡糸技術が、例えばF.Fourne,Synthetische Fasern,chapters 4 and 5,pp.231−596,Carl Hanser Verlag,Muenchen,1995に記載されている。紡糸技術の例は、Troisdorf,GermanyのReifenhaeuser MaschinenfabrikからのReicofil技術、W.Melbourne,FL32904,USAのHILLS,Inc.からのHills技術、Neumuenster,GermanyのNEUMAG GmbHからのNeumag技術、またはS−Texプロセスである。これらのプロセスは、製造者によって説明され、詳しい情報を製造者のそれぞれのホームページで見つけることができる(http://www.reicofil.com/en/index.asp;http://www.hillsinc.net/index.shtml;http://www.neumag.oerlikontextile.com/desktopdefault.aspx/tabid−84/)。一般に、熱可塑性ポリマーが押し出しプロセスにおいて溶融され、溶融物がノズルを通って絞り出され、ポリマーストランドがもたらされる。このポリマーストランドが、気体の流れ、例えばガレットなどの機械的な手段、あるいは気体の流れと機械的な手段との組み合わせによって、冷却され、引き伸ばされる。このようにして得られた細いフィラメントが、無作為なやり方で搬送手段上に集められ、接合ウェブが形成される。
【0056】
本開示のプロセスの好ましい実施形態においては、フィラメントが、フィラメントの形成後に両側からフィラメントに衝突する空気の流れによって急冷される。
【0057】
本開示のプロセスの別の好ましい実施形態においては、フィラメントが収集手段上に集められ、繊維の配向が皆無またはわずかでしかない非強化のウェブが形成される。好ましい結合ウェブは、MD引張強度/CD引張強度の比が3未満であり、好ましくは2.5未満であることを特徴とする。
【0058】
本開示のプロセスのさらに別の好ましい実施形態においては、フィラメントが、1メートル当たり7.500個未満(好ましくは、1メートル当たり5.000〜7.000個の間)の紡糸穴を有する紡糸ビームから形成される。紡糸穴の直径は、好ましくは少なくとも0.5mmである。
【0059】
好ましくは、本開示の接合ウェブは、スパンボンドである。
【0060】
本開示の接合ウェブを形成するフィラメントは、第1の溶融温度を有する第1のポリマー材料と、第2の溶融温度を有する第2のポリマー材料とを含む。第2の溶融温度は、第1の溶融温度よりも高い。一般に、フィラメントは、多成分フィラメントまたは多要素フィラメントあるいはこれらの混合物のいずれかである。これらのフィラメントの他に、接合ウェブにおいて従来から使用されている補助物も存在することができる。それらを、顔料、耐電防止剤、またはフィラーなどのフィラメントを形成するポリマーストランドに存在する要素、ならびに/あるいは潤滑剤または他の加工助剤などのフィラメントの表面に存在する要素とすることができる。さらに、少量の他のフィラメント(例えば、ホモフィラメント)も存在することができる。これらの補助物および/または他のフィラメントの量は、一般に、接合ウェブの10重量%以下である。
【0061】
丸い形状を有するフィラメントを使用することができるが、例えば三角形などの他の形状も使用可能である。多要素フィラメントを、横並び型または芯−鞘型とすることができる。海上の島の形式または切り分けられたパイの形式の多要素フィラメントも可能である。本開示においては、多要素フィラメントが好ましく、芯−鞘型の二要素フィラメントがきわめて好ましい。しかしながら、例えば多ビーム紡糸ラインが利用できる場合には、これらの繊維形式の混合も使用可能である。
【0062】
芯および鞘の体積がどの程度フィラメント全体に寄与しているかの比が、芯−鞘比と称される。好ましい芯/鞘比は、95/5〜5/95の範囲であり、きわめて好ましくは85/15〜50/50の範囲である。
【0063】
本開示の接合ウェブのフィラメントは、一般に、熱可塑性ポリマーまたはそれらの混合物から形成される。好ましくは、ポリプロピレンまたはポリエチレンなどのポリオレフィンであり、それらの単独重合体ならびに共重合体も好ましい。これらのポリオレフィンを、Ziegler−Natta触媒またはメタロセン触媒によるポリオレフィンとすることができる。
【0064】
多くの場合、これらのポリオレフィンを、他のポリマーとの混合またはブレンドによってあるいは他の改変によってさらに改変することなく使用すれば充分である。例えば、芯−鞘型の二要素フィラメントにおいては、芯に1つの単独ポリマーを有し、鞘に別の単独ポリマーを有することが、充分であることがある。具体例は、芯がメタロセンまたはZiegler−Nattaポリプロピレンからなり、鞘がポリエチレン(例えば、HDPEまたはLLDPE)からなる二要素フィラメントである。
【0065】
ポリマーブレンドの使用も可能である。一実施形態においては、ポリマーが互いに融和性、またはさらには混和性である。そのようなブレンドを、例えば分子量または分子量分布が異なる2つのポリプロピレン、またはポリプロピレンとポリオレフィン共重合体との間の混合物で構成することができる。そのようなブレンドが、例えば米国特許第7,223,818号明細書(US−A−2005/164,586)および米国特許第7,491,70号明細書(US−A−2005/165,173)に記載されている。そのようなブレンドがポリエチレンについても可能であることを理解すべきである。
【0066】
別の実施形態においては、混ぜ合わせられるポリマーが、少なくとも部分的に混和性またはさらには非混和性であり、支配的な連続相と、少なくとも1つの分散相とを形成する。そのような混合物の例は、ポリエチレンのポリプロピレンとのブレンドである。これらのブレンドは、例えばポリプロピレンのポリエチレンとの共重合体など、2つの相と少なくとも部分的に混和性である第3の成分をさらに含むことができる。例えば、国際公開第96/16216(A)号パンフレット、米国特許第5,108,827号明細書、および米国特許第6,207,602号明細書が、そのような混合物を記載している。
【0067】
とくに適したブレンドは、ブレンドの重量に対して約65〜80重量パーセントの量で存在するイソタクチックポリプロピレンと、ブレンドの重量に対して1〜5重量パーセントの量で存在するポリエチレンと、鎖の少なくとも一部分がイソタクチックポリプロピレンと混和性であり、ブレンドの重量に対して15〜30パーセントの量で存在するブロックまたはグラフトポリオレフィンの共重合体または三元重合体とから構成される。
【0068】
そのようなブレンドを、多成分フィラメントとして紡糸できるだけでなく、多要素フィラメントに使用することも可能であることを理解すべきである。ポリプロピレンまたはポリエチレン、ポリプロピレンの混合物またはポリエチレンの混合物、ポリエチレン−ポリプロピレン共重合体、ポリプロピレンのポリエチレンとの混合物またはポリプロピレンのポリエチレンとの混合物およびポリエチレン−ポリプロピレン共重合体のグループから選択される芯材料を有する芯−鞘型の二要素フィラメントが好ましい。鞘材料は、主として、ポリプロピレンまたはポリエチレンのグループから選択されるが、芯と同じ組み合わせから構成することも可能である。きわめて好ましい組み合わせは、芯にポリプロピレンを有し、鞘にポリエチレンを有する二要素フィラメントである。
【0069】
本開示の接合ウェブを、1つの接合ウェブ層だけから構成することができ、あるいは例えばメルトブロー層の少なくとも1つのスパンボンド層との組み合わせなど、多層シートにおいて使用することができる。単一のスパンボンド層または少なくとも1つのスパンボンド層を含む多層シートが好ましい。一実施形態においては、これらの接合ウェブまたは多層シートが、最先端の技術によって弾性フィルムあるいは弾性糸またはストランドからなる網へと積層され、例えばリング圧延によって機械的にアクティベーションされる。
【0070】
本開示の接合ウェブの坪量は、一般に25g/m2以下(例えば、23g/m2以下、22g/m2以下、20g/m2以下、18g/m2以下、16g/m2以下、または14g/m2以下)である。本開示の接合ウェブは、高速ラインでの変換および例えば、リング圧延プロセスでの機械的なアクティベーションを可能にする高い寸法安定性および高い伸展性を提供する。
【0071】
寸法安定性は、いくつかの理由で、高速おむつラインにおいて変換される接合ウェブにとって有利な特性である。例えば、接合ウェブの張力の急激な変化が、機械によって引き起こされ、あるいは減速およびその後の加速のプロセスによって引き起こされる可能性があり、これがCD方向の寸法の変形を引き起こす可能性がある。接合ウェブが張力の変化に敏感に反応すると、接合ウェブの幅が知覚できるほどに変化する。
【0072】
これらの接合ウェブは、所定の幅の弾性フィルムへと積層されることが多い。このフィルムは、不織布によって完全に覆われなければならない。許容範囲は、ミリメートルの領域である。接合ウェブの幅が張力によって過度に減少する場合(すなわち、接合ウェブのネックインが過度に大きい場合)、もはや接合ウェブがフィルムに正確にフィットしなくなる。これにより、弾性フィルム上の接着剤に起因する機械の汚染が増加し、無駄も生じる(これは、原材料およびコストを節約する努力に逆行する)。
【0073】
接合ウェブの寸法安定性を、張力のもとでのネックインを測定することによって判断することができる。これを行なうための方法は、「試験方法」の箇所で述べる。この方法は、種々の明確な接合ウェブの張力において、接合ウェブの幅の減少を記録する。このデータが、張力のもとでの接合ウェブのネックインの傾向を定量的に表現するためのパラメータであるネックダウン係数の算出を可能にする。ネックダウン係数が小さい接合ウェブは、ネックダウン係数が大きい接合ウェブと比べ、より容易に変形することができる。実際の実験が、ネックダウン係数が少なくとも800N/m(例えば、少なくとも1000N/m、少なくとも1200N/m、少なくとも1400N/m、少なくとも1600N/m、または少なくとも2000N/m)であれば、信頼できる加工が可能であることを示している。坪量、繊維のポリマー、繊維のサイズ、および結合の状態などといったいくつかの重要なパラメータが、ネックダウン係数を支配する。
【0074】
本開示による接合ウェブは、求められるネックダウン係数を有するだけでなく、高い伸展性も有する。この特性は、不織布を傷めることなく、例えばリング圧延プロセスによる機械的な事後処理を可能にするがゆえに、きわめて重要である。
【0075】
Zwick/Roell(Ulm,Germany)またはInstron Deutschland GmbH(Pfungstadt,Germany)から提供されているような標準的な引張試験機において、接合ウェブの伸展性を、通常は、引張強度とともに測定することができる。試験方法は、標準的な方法である。本明細書の目的のために、応力−ひずみ曲線が、DIN EN 29073−3に従って割り出される。
【0076】
伸展性は、最も重要なものを挙げると、坪量、繊維のポリマー、繊維のサイズ、接合の状態、およびプロセス条件などのパラメータによって支配される。
【0077】
とりわけ、繊維のサイズおよび繊維のポリマーが、これらの機械的特性に明らかな影響を有する。ポリプロピレンからの接合ウェブが、通常は80%をはるかに下回る伸展性を示す一方で、芯−鞘型の二要素フィラメントは、最大150%またはそれ以上の伸展性を示すことが多い。また、伸展性は、繊維のタイターが大きくなるにつれて向上するが、この影響は、通常は材料の影響と比べて顕著ではない。
【0078】
次の表が、ポリプロピレンおよびポリプロピレン/ポリエチレン二要素フィラメントから作られたいくつかの標準的な接合ウェブの伸びを比べている。これらの標準的な接合ウェブは、伸びを有しているため、これに対応する伸展性も有している。また、高い伸展性に低い寸法安定性(低いネックダウン係数によって表わされている)がつきまとうという技術的課題も示されている。
【0079】
【表1】
【0080】
機械的な事後処理のために、伸展性だけが重要というわけではない。他の因子は、ある特定の伸びの程度を実現するために必要な力である。これが、CD引張強度によって表わされる。背景は、アクティベーションプロセスの際に不織布へと入力されるエネルギーが、大きすぎてはならないというものである。さもないと、接合ウェブがそのエネルギーを引き受けることができずに破損する。経験から、高い伸展性に加えて、CDにおける引張強度が4N/cm以下(例えば、3.5N/m以下、3N/m以下、2.5N/m以下、または2N/m以下)であることが望ましい。
【0081】
したがって、相互に排他的な2つの特性が存在し、すなわち接合ウェブの高い伸展性(例えば、横方向)と高い寸法安定性との組み合わせが存在する。
【0082】
本開示によってもたらされる接合ウェブを、本明細書に記載の接合ウェブ形成技術を使用し、例えば特別な接合プロセスを使用することによって作成することができる。いくつかの実施形態においては、接合プロセスが熱接合であり、さらなる実施形態においては、カレンダリング(熱および圧力の組み合わせがウェブへと加えられる)である。このプロセスは、カレンダの充分に大きな接合面積と、接合ウェブの粘着点に近いが、依然として粘着点よりも低い接合温度とのきわめて良好なバランスをもたらす。これが、高い伸展性を依然として可能にする適切な繊維サイズと組み合わせられる。一般的な予想に反して、驚くべきことに、これらの良好にバランスした条件のもとでは、接合ウェブの伸展性が大きくは低下しないことが明らかになった。
【0083】
接合面積は、好ましくは接合ウェブの総面積の16〜35%の間を覆い、好ましくは20〜30%の間を覆う。
【0084】
接合ウェブの熱接合(例えば、熱点接合)は、好ましくは1つまたは複数のカレンダの作用によって実行される。長円形またはひし形など、個々の接合点(または、接合領域)について種々の形状をカレンダにおいて使用することができるが、接合領域の任意の他の形状も、成功裏に使用することが可能である。個々の接合点が、所定の接合パターンおよび所定の接合面積を得るようなやり方および量にてカレンダ上に配置される。例えば、六角形、正方形、三角形、または線の繰り返しの形態に配置された接合点など、接合点の規則的な繰り返しからなる接合パターンを使用することができる。あるいは、無作為に分布した接合点を使用することが可能である。
【0085】
熱カレンダリングプロセスが、熱可塑性ポリマーから作られた接合ウェブのきわめて効率的かつ経済的な接合を可能にする。この技術のパラメータは、温度であり、温度が繊維のポリマーに合わせて調節されるべきである。カレンダ温度が高すぎる場合、フィラメントが溶けてロールに粘着し、製造の停止およびカレンダの清掃コストが伴う。他方で、カレンダの温度が低すぎると、フィラメントが接合されず、接合ウェブが寸法安定性を失い、さらなる加工および変換が不可能になる。
【0086】
これらの困難を回避するために、ウェブの接合は、通常は、接合ウェブに最大の強度をもたらし、多くの場合は最大の伸展性ももたらすカレンダ温度において実行される。しかしながら、得られる最大強度(とくには、CD方向)は、(例えば、リング圧延プロセスにて)機械的にアクティベーションされるべき材料の実現可能性と矛盾する。特定の伸びを生じさせるために必要な大きな力により、アクティベーションの際に不織布が傷む可能性が増加し、さらには使用されるリング圧延装置の消費エネルギーが多くなる。
【0087】
いくつかの実施形態において、本開示の接合ウェブは、接合ウェブに最大の強度をもたらすための標準的なカレンダ温度で接合されるのではなく、粘着点と接合ウェブに最大の強度をもたらす標準的な温度との間のカレンダ温度で接合される。典型的な接合曲線(カレンダリング温度に対する接合ウェブの引張破断強度の関数)の形状ゆえに、引張強度が、17.5N/5cmを下回る張力値を実現できるように減少する。そのような引張強度を有する接合ウェブは、不織布を傷めることなく(例えば、不織布中にピンホールを生じさせることなく)機械的にアクティベートすることが可能である。接合ウェブが標準的な温度よりも低いカレンダ温度で接合される場合、そのように形成された接合ウェブは、比較的低い引張強度(リング圧延プロセスの際の不織布の損傷を少なくする)を有するが、典型的には所望の寸法安定性を有するには接合が充分でない。
【0088】
しかしながら、伸展性も影響を受け、タイターの注意深い調節が必要となる可能性がある。本開示の発明者は、1dtex〜3dtexの間、好ましくは2〜2.8dtexの間のタイターを有するフィラメントが、本開示の接合ウェブにきわめて適することを発見した。いくつかの実施形態においては、フィラメントを、1.6〜3.6dtex、1.8〜3.4dtex、2.0〜3.2dtex、2.2〜3.0dtex、または2.4〜2.8dtexの範囲とすることができる。これらのタイター範囲において、とくには芯−鞘型の二要素フィラメントからの接合ウェブは、求められるCD方向の低い引張強度をもたらしつつ、依然として接合ウェブに損傷のないアクティベーションを可能にするために充分な伸展性をもたらす。
【0089】
本開示の接合ウェブの別の特徴は、高い耐摩耗性である。これは、ポリプロピレンの芯およびポリエチレンの鞘にもとづく二要素フィラメントにとくに当てはまる。
【0090】
接合ウェブに高い引張強度をもたらす接合条件は、通常は接合ウェブに機械的な事後処理のために求められる耐摩耗性をもたらさない。耐摩耗性は、接合点の品質に依存し、どの程度良好に接合ウェブの繊維が融着しているかに依存すると考えられる。これは、通常は、ただ1つのポリマー(例えば、ポリプロピレン)から作られたフィラメントにおいては問題にならないが、ポリエチレンが鞘に使用されるポリプロピレン/ポリエチレンの二要素フィラメントの場合など、繊維が2つの相容れないポリマーで構成される場合には、接合条件の選択が考慮すべきパラメータである。その場合、繊維のポリエチレン含有量が多いことが、接合強度に関してきわめて有利である。
【0091】
しかしながら、他の態様に関しては、ポリプロピレンの含有量が多いことが好ましい。ポリプロピレンの含有量が多いことは、ポリプロピレンの原価がポリエチレンの原価よりも低いため、材料のコストを下げるだけでなく、伸展性を犠牲にすることなく接合ウェブの全体の寸法安定性を改善するのに役に立つ。したがって、好ましい芯/鞘の体積比は、85/15〜50/50の間の範囲である。
【0092】
しかしながら、純ポリプロピレンに通常使用される接合温度は、ポリエチレンの融点を大きく上回り、ポリエチレンの粘着点に近付く可能性もある。ポリエチレンが鞘に使用されているこれらの二要素フィラメントにそのような温度を使用すると、カレンダへの接合ウェブの粘着が不可避的に生じ、ローラへの巻き付きにつながりかねない。これは、鞘のポリエチレンが、カレンダの熱に曝される最初の材料であり(すなわち、最高の温度に直面し、より高い融点および粘着点を有する芯の材料に熱を伝えるだけであり)、カレンダに直接接触するからである。
【0093】
接合ウェブの高い耐摩耗性を実現するために、本開示は、本開示の接合ウェブに典型的な広い接合面積を、高い接合温度と組み合わせる。本開示の発明者は、そのような接合ウェブを接合ウェブの粘着点に近い(したがって、標準的なカレンダリング温度よりも高い)カレンダ温度で接合することが、きわめて効果的であることを発見した。当業者であれば、カレンダ温度が好ましくは粘着温度よりも低くなるように選択されることを理解するであろう。接合ウェブの総面積の16%〜35%の間(例えば、20%〜30%の間または18%〜25%の間)におおむね相当するカレンダのさらに広い接合面積が、きわめて有用である。必要とされるより高い接合温度を実現するために、例えば1つまたは複数のカレンダロールの表面をポリテトラフルオロエチレンなどのフッ素重合体で作られたシートで覆うなどにより、例えばカレンダ表面に粘着防止特性をもたらすための特別な表面処理によって改質されたロールを備えるカレンダを使用するなど、軟化または溶融ポリマーへの付着が少ないカレンダを使用することが有利となることができる。より高い接合温度を使用することにより、Sutherland Ink Rub試験において、0.25mg/cm2未満(例えば、0.15mg/cm2未満)の耐摩耗性の測定結果が可能になる。
【0094】
(試験装置および試験方法)
(寸法安定性(ネックイン)を判断するための装置および方法)
(動的ネックイン試験法)
ネックイン挙動を動的に評価することが可能であり、すなわち接合ウェブが試験の最中に運動し、高速でのリワインドおよび切断あるいは他の変換プロセスの最中に接合ウェブのフェイシング材料へと加えられる張力の直接的な模擬が可能である。
【0095】
動的ネックイン試験のための装置が、図1に示されている。この装置は、接合ウェブを所定の幅w1にて一定の線速度で供出する前駆材料(1)のための巻き戻しステーションから構成され、例えば幅w1=1mである。固定のピッチで取り付けられた円形ナイフ(2)が、スパンボンドを複数のシートへと切断し、例えばv=100m/分の一定の線速度で各々の幅が250mmである4つのシートへと切断する。これにより、接合ウェブの張力が、張力制御ユニット(7)によって検出され、各々の測定のために所定の張力値(Fx)へと駆動制御部によって連続的に調節される。幅w1の4つの接合ウェブが、所定の距離Lを通って平行に移動し、例えばL=2.5mの長さ(3)である。この距離の終わりに巻き取り機(4)が配置され、平行な接合ウェブシートを複数のロール(5)へと巻き取る。接合ウェブへと加えられる張力(Fx)の結果として、接合ウェブの垂直寸法の減少が生じる。この寸法の変化が、距離Lの終わりにおいて測定され、個々の接合ウェブ部分の幅(w2)およびこれらのシートの間の距離(dw)が報告される。
【0096】
接合ウェブの幅w2および接合ウェブシートの間の距離dwの測定が、例えば20、40、60、80、および100Nの各段階など、接合ウェブへと加えられる0〜100Nの間の範囲の所定の段階的な張力において行なわれる。
【0097】
選択された張力Fxにおける動的ネックイン(Neck−inFx)が、パーセントで表現され、dw(mm)=[(w1/n)−w2,Fx]を使用して以下の式
Neck−inFx(%)=[dw/(w1/n)]×100
によって計算され、ここでw2,Fxは、選択された張力Fxにおける幅w2であり、nは、接合ウェブの切断によって得られたシートの数であり、例えば4である。特定の張力値(Fx)のもとでの接合ウェブ幅(単位はm)を加えられた張力(単位はN)に対してプロットしたものが、直線を与える(図2)。この直線の負の傾きが、ネックダウン係数と呼ばれる。これは、接合ウェブについて張力のもとでのネックインの生じやすさを表わし、寸法安定性を表わす特徴的なパラメータである。ネックダウン係数が大きいほど、寸法安定性が高い。
【0098】
(静的ネックイン試験法)
275〜325mmの間の幅(すなわち、横方向)および1.8〜2mの長さ(すなわち、縦方向)を有するサンプルを、テーブル上に平置きした。サンプルの一端を、テープを使用してテーブルに固定した。サンプルの非固定の端部の5〜10cmをダウエル(両端に非弾性のひもが取り付けられている)へと折り返して、サンプルへと留め、ダウエルに取り付けられたひもを縦方向に引っ張ることによってサンプル全体に一様に力を加えることができるようにした。
【0099】
サンプルの幅を、サンプルの真ん中(長さにおける0.9〜1mの地点)において測定し、0Nの力における幅として記録した。力ゲージを使用して2Nの力でサンプルを引っ張りながら、サンプルの幅をやはりサンプルの真ん中において測定し、2Nの力における幅として記録した。24Nの最大値まで2N刻みの張力で幅の測定を行なうことによって、この工程を繰り返した。上述のように得られた13のデータ点を使用し、幅の変化における張力の線形変化を計算することによって、ネックダウン係数を得た。
【0100】
(引張強度および伸展性の測定)
本明細書において、接合ウェブの引張強度および伸展性を、Zwick引張試験機において、長さ100mmおよび幅50mmの試料を使用して、DIN EN 29073−3に従って測定した。加えたクロスヘッド速度は、200mm/分である。各材料を、縦方向(MD)において12回試験し、横方向(CD)において12回試験した。応力−ひずみのプロットが、最大ピーク力(Fmax)(単位は、N/5cm)および最大ピーク力における伸び(%)を示している。
【0101】
(タイターの測定)
繊維のサイズを、目盛り単位またはミクロンのいずれかの内部定規を有する顕微鏡によって測定した。次いで、タイターを、ポリマー密度に関してdtex(g/10000m)またはデニール(「den」、g/9000m)のいずれかにて計算した。
【0102】
(Sutherland Ink Rub試験(耐摩耗性))
耐摩耗性を、Sutherland Ink Rub試験を使用することによって測定した。320グリットのサンドペーパおよび1ポンドの重量を使用したことを除き、試験を、ASTM法5264におおむね従って実行した。具体的には、布地試験サンプルの表面を20サイクルにわたって42サイクル/分の速度でこすって摩耗させた後で、繊維除去テープ(3M社によって部品番号3126として販売されているポリマスク保護テープ)を2,200グラムの重量のもとで20秒間にわたって布地試験サンプルに押し当てて保持した。摩耗面への適用の前後において、繊維除去テープの重量を測定した。重量の変化を記録し、摩耗した試験サンプルから取り除かれた毛羽の重量とした。平均を生成できるよう、各布地候補について3つの試料を摩耗させた。
【0103】
Sutherland Ink Rub試験においては、11.0cm×4.0cmのサンプルサイズを使用し、したがってサンドペーパとの接触の面積は44cm2であった。試験によって測定された重量減少を、mg/cm2として記録した。27g/m2のHEC布地サンプル(サウスカロライナ州SimpsonvilleのFiberweb社)を、標準として使用した。Ink Rub試験結果の計算に必要な相関係数を得るために、標準サンプル(5つの試料)を各組の布地候補と一緒に摩耗させた。相関係数は、サンドペーパのロットごとの変化に起因する結果の相違を補償するために必要であった。ASTMの試験法に指定されているとおり、最終的なInk Rub結果を、この相関係数および実際に測定された布地の重量減少にもとづいて計算した。
【0104】
(リング圧延試験)
リング圧延試験を、パイロットリング圧延設備において実行した。上側リングローラおよび下側リングローラの外形は278mmであり、リングの上部から下部までの距離は4mmであった。2つの隣接するリングの各々の間の距離は1.5mmであった。リングのエッジは、はさみ効果(切断)を小さくするために丸みを帯びていた。
【0105】
試験設備を、係合深さが2.0mmであるように設定した。ロールの速度ならびに布地の通過速度を15m/分とした。リング圧延後に、サンプルを視覚的に調べ、接合点の損傷または穴の発生がないかどうかを判定した。
【0106】
本開示の接合ウェブ、多層シート、増加的に引き伸ばされた接合ウェブ、および増加的に引き伸ばされた多層シートを、リング圧延の後で、パーソナルケア用品などの衛生用品または医療用の物品に使用することができ、好ましくはおむつまたは婦人用ケア用品に使用することができ、とくに好ましくはおむつのトップシート、バックシート、後ろ耳、または側パネルカバーに使用することができる。
【0107】
以下の実施例が本開示を説明するが、本開示がこれらの実施例に限られるわけではない。
【実施例】
【0108】
(比較例)
これらのスパンボンド二要素布地を、現時点において独国TroisdorfのReifenhauser Company..Machinenfabrikによって販売に供されている装置(例えば、米国特許第5,162,074号明細書、第5,344,297号明細書、第5,466,410号明細書、および第5,814,349号明細書を参照)と同様のパイロット規模のReicofil−3型の製造ライン上で製造した。二要素布地を、Dow 6834 HDPE(MI:17、密度:0.950)を鞘ポリマーとして使用し、BasellのMoplen HP462R(MFR:25)を芯ポリマーとして使用して製造した。具体的には、スパンボンド二要素布地を、鞘および芯ポリマーを2つの異なる押し出し機において溶融させ、溶融した鞘および芯ポリマーを別々に受け取るように押し出し機へと接続された紡糸バンクまたは紡糸ビームアセンブリ(スピナレット板および分配板を備えている)へと溶融ポリマーを搬送し、これらのポリマーをスピナレットのオリフィスにおいて組み合わせて多要素繊維のカーテンを形成し、繊維からなる全幅のカーテンとして出て来る繊維を冷気で急冷し、カーテンの繊維を縮径し、縮径後の繊維からなるカーテン(あるいは、紡糸ビームの数に応じた複数のカーテン)を、フィラメント堆積ユニット(ディフューザ)を介して移動ワイヤまたは移動コンベアベルト上に堆積し、次いで得られた繊維の接合ウェブに接合を施して不織布を産出することによって製造した。
【0109】
布地を製造するために、スパンボンド繊維の接合ウェブの接合に特別の注意を払った。エンボス加工されたカレンダパターンを使用し、カレンダ温度および布地の速度を注意深く選択した。使用するカレンダの油温を「標準的」にし、すなわち布地の最大の引張強度をもたらす温度にした。カレンダの温度を直接には測定せずに、カレンダのエンボス加工ロールおよび平滑ロールを循環する高温の油温を、ポリエチレン鞘ポリマーの溶融温度よりも大幅に高くした。
【0110】
(比較例C1:標準的なポリプロピレンスパンボンド)
従来からのスパンボンドRF3ライン(独国TroisdorfのReifenhaeuser)において、18g/m2のポリプロピレンスパンボンドを作成した。ポリプロピレンのメルトフローインデックス(MFI)は、25g/10分(ISO 1133;230℃,2.16kg)であった。スループットを200kg/h*mに設定し、ベルトの速度は169m/分であった。カレンダの油温を150℃に設定した。得られた不織布は、実験の箇所の終わりの表に挙げた機械的特性(DIN 53857による)を有していた。
【0111】
(比較例C2:二要素フィラメントから製作された標準的なスパンボンド)
このスパンボンドの作成は、ポリプロピレン/ポリエチレン二要素フィラメントを70/30の体積比にて形成したことを除き、比較例C1について述べたとおりである。典型的な接合ウェブの特性が、実験の箇所の終わりの表に挙げられている。
【0112】
(本開示による実施例)
実施例1〜3:
二要素(「bico」)の能力を有するスパンボンドライン上において、種々のスパンボンドを作成した。作成したフィラメントは、ポリプロピレン(「PP」)の芯およびポリエチレン(「PE」)の鞘を種々の芯/鞘比にて有する芯/鞘型のフィラメントであった。PPのメルトフローインデックス(MFI)は、25g/10分(ISO 1133;230℃,2.16kg)であり、PEのメルトフローインデックスは、17g/10分(ISO 1133;190℃,2.16kg)であった。ラインの設定を、フィラメントが所望の平均タイターを有するように調節した。スパンボンド不織布の接合を、標準的なカレンダで、種々の接合面積にて行なった。接合温度を、標準的なカレンダリング温度よりも高く設定した。スパンボンド不織布の製造およびそれらの特性の詳細を次の表に示す。ネックダウン係数の値を、上述の静的ネックイン試験法を使用して得た。
【0113】
【表2】
【0114】
カレンダの油温:「標準」は、布地の最高の引張強度をもたらす温度である。
【0115】
比較例C1:純PPのスパンボンドは、伸び、Fmax、およびリング圧延試験に不合格である。高いネックダウン係数が低い伸展性につながることを示している。
【0116】
比較例C2:PP/PE二要素は、ネックダウン係数および耐摩耗性において不合格である。高い伸展性が低いネックダウン係数につながることを示している。
【0117】
実施例1:この実施例は、接合面積を増やすことおよび接合温度をわずかに高めることの利益を示し、比較例C2と比べ、耐摩耗性が改善され、ネックダウン係数が明らかに大きくなっている。
【0118】
実施例2:比較例C2と比べ、この実施例は、明らかに高い接合温度の利益を示し、耐摩耗性およびネックダウン係数が劇的に改善されている。
【0119】
実施例3:広い接合面積および高い接合温度(ここでは、粘着点に近い)の利益をはっきりと示し、高いネックダウン係数がもたらされている。
【0120】
本開示の実施形態に従って製作された材料を、吸収性物品に取り入れることができる。本明細書に開示の材料の任意の実施形態を、おむつまたは医療用製品などの吸収性物品の1つまたは複数の任意の構成要素の(1つまたは複数の)部分、実質的にすべて、またはすべてとして使用することができると考えられる。
【0121】
吸収性物品は、汗、血液、尿、月経などの体からの浸出液を吸収することができる。吸収性物品を、製品または材料とすることができる。吸収性物品の例として、生理用、衛生用、および/または傷のケアのための製品および/または材料が挙げられる。
【0122】
いくつかの吸収性物品は、使い捨てである。使い捨ての吸収性物品は、1回の使用後に一部分または全体が捨てられるように構成される。使い捨ての吸収性物品は、汚れた物品または物品の汚れた部分の回復および再使用(例えば、洗濯)が意図されないように構成される。使い捨ての吸収性物品の例として、包帯およびガーゼなどの傷ケア製品ならびにパッドおよびライナなどの婦人ケア製品が挙げられる。使い捨ての吸収性物品は、本開示の実施形態を使用することができる。
【0123】
いくつかの吸収性物品は、着用可能である。着用可能な吸収性物品は、着用者の体の上または体の周囲に装着されるように構成される。着用可能な吸収性物品を、使い捨てとすることもできる。使い捨ての着用可能な吸収性物品の例として、使い捨ておむつおよび使い捨ての失禁用下着が挙げられる。使い捨ての着用可能な吸収性物品は、着用者によって着用されているときに、体からの浸出液を受け止めて含むことができる。いくつかの実施形態においては、使い捨ての着用可能な吸収性物品が、トップシート、吸収コア、外カバー、腰部開口、および脚部開口を含むことができる。使い捨ての着用可能な吸収性物品は、本開示の実施形態を使用することができる。
【0124】
図3〜図5に、1つまたは複数の構成要素が本開示の実施形態による材料で作られている種々の吸収性物品を示している。分かり易くするために、図3〜図5は、吸収性物品のすべての詳細を示しているわけではない。
【0125】
図3は、前部で固定することができる着用可能な吸収性物品312Aを示している内側の平面図である。本開示は、当業者であれば理解できるとおり、前部で固定することができるように構成された吸収性物品を、後部で固定できるようにも構成でき、または横で固定できるようにも構成できると考える。
【0126】
前部で固定することができる着用可能な吸収性物品312Aは、着用者側外面313A、衣服側外面315A、および吸収性材料314Aを含んでいる。吸収性材料314Aは、着用者側外面313Aと衣服側外面315Aとの間に配置されている。
【0127】
着用者側外面313Aは、前部で固定することができる着用可能な吸収性物品の内側の少なくとも一部を形成する1つまたは複数の材料の層であり、吸収性物品312Aが着用者によって着用されたときに着用者に面する。図3においては、着用者側外面313Aの一部が、衣服側外面315Aを示すために切り取られて図示されている。着用者側外面は、トップシートと称されることもある。着用者側外面313Aは、吸収性物品312Aによって受け止められる体液が着用者側外面313Aを通って吸収性材料314Aへと通過できるよう、液体透過性であるように構成される。種々の実施形態においては、着用者側外面が、不織材料および/または他の材料を含むことができる。
【0128】
吸収性材料314Aは、吸収性物品312Aの少なくとも一部分において、着用者側外面313Aの下方かつ衣服側外面315Aの上方に配置される。いくつかの実施形態においては、吸収性物品の吸収性材料が、吸収コアと称される構造の一部である。吸収性材料314Aは、吸収性物品312Aによって受け止められる体液を吸収できるよう、液体吸性であるように構成される。種々の実施形態においては、吸収性材料が、木材パルプ、超吸収性ポリマー(SAP)、または他の種類の吸収性材料、あるいはこれらの材料のいずれかの組み合わせを含むことができる。
【0129】
衣服側外面315Aは、前部で固定することができる着用可能な吸収性物品の外側の少なくとも一部を形成する1つまたは複数の材料の層であり、吸収性物品312Aが着用者によって着用されたときに着用者の衣服に面する。衣服側外面は、バックシートと称されることもある。衣服側外面315Aは、吸収性物品312Aによって受け止められる体液が衣服側外面313Aを通過できないように、液体不透過性であるように構成される。種々の実施形態において、衣服側外面は、フィルムおよび/または他の材料を含むことができる。
【0130】
前部で固定することができる着用可能な吸収性物品312Aは、物品312Aの着用時に着用者の横腹の周囲に引き伸ばされるように構成された伸張性の側耳をさらに含む。伸張性の側耳は、物品の後ろ側を前側へと固定するための固定具をさらに備えることができる。伸張性の側耳の各々を、本明細書に記載の積層体の実施形態のいずれかで形成することができる。第1の実施例として、側耳を、増加的に引き伸ばされる不織布−フィルムの積層体で形成することができる。第2の実施例として、側耳を、増加的に引き伸ばされる不織布−フィルム−不織布の積層体で形成することができる。これらの実施例のどちらにおいても、追加の材料を加えることができ、追加の加工を採用することができる。
【0131】
図4は、パンツ式の着用可能な吸収性物品412Bを示している内側の平面図である。本開示は、当業者であれば理解できるとおり、パンツ式であるように構成された吸収性物品を、サイドで固定できるようにも構成でき、あるいは固定具を持たないようにも構成できると考える。
【0132】
パンツ式の着用可能な吸収性物品412Bは、おおむね図3の実施形態と同様の参照番号の構成要素と同じやり方でそれぞれ構成された着用者側外面413B、衣服側外面415B、および吸収性材料414Bを含んでいる。
【0133】
パンツ式の着用可能な吸収性物品412Bは、物品412Bの着用時に着用者の横腹の周囲に引き伸ばされるように構成された伸張性の側パネルをさらに含むことができる。伸張性の側パネルは、物品の後部を前部へと固定するための固定具を備えることができ、あるいは固定具を備えなくてもよい。伸張性の側パネルの各々を、本明細書に記載の積層体の実施形態のいずれかで形成することができる。第1の実施例として、側パネルを、増加的に引き伸ばされる不織布−フィルムの積層体で形成することができる。第2の実施例として、側パネルを、増加的に引き伸ばされる不織布−フィルム−不織布の積層体で形成することができる。これらの実施例のどちらにおいても、追加の材料を加えることができ、追加の加工を採用することができる。
【0134】
図5は、生理用ナプキン吸収性物品512Cを示している内側の平面図である。生理用ナプキン吸収性物品512Cは、図3および4の実施形態と同様の参照番号の構成要素と同様のやり方でそれぞれ構成された着用者側外面513C、衣服側外面515C、および吸収性材料514Cを含んでいる。
【0135】
本明細書に開示の寸法および値を、記載の正確な数値に厳密に限られると理解してはならない。むしろ、とくに指定されない限り、そのような寸法の各々は、記載の値および記載の値の周囲の機能的に均等な範囲の両方を意味している。例えば、「40mm」と開示された寸法は、「約40mm」を意味する。
【0136】
本明細書の発明の詳細な説明の箇所で挙げられたすべての文献は、参照によって該当の部分が本明細書に組み込まれるが、いかなる文献への言及も、それを本開示に対する先行技術であると認めるものではない。
【0137】
本開示の特定の実施形態を図示し、説明したが、本開示の技術的思想および技術的範囲から逸脱することなく、さまざまな他の変更および変形が可能であることが、当業者にとって明らかになるはずである。したがって、本開示の技術的範囲に含まれるすべてのそのような変更および変形が、添付の特許請求の範囲に包含されることが意図される。
【特許請求の範囲】
【請求項1】
第1の溶融温度を有する第1のポリマー材料と前記第1の溶融温度よりも高い第2の溶融温度を有する第2のポリマー材料とを含むフィラメントを備える接合ウェブであって、
横方向のネックダウン係数が800N/m以上であり、
横方向の伸展性が70%以上であり、
横方向の引張強度が4N/cm以下である接合ウェブ。
【請求項2】
前記横方向のネックダウン係数が1000N/m以上であり、前記横方向の引張強度が2.5N/cm以下である請求項1に記載の接合ウェブ。
【請求項3】
前記フィラメントが、1〜3dtexの間のデニールを有する請求項1または2に記載の接合ウェブ。
【請求項4】
前記接合が、カレンダリングによって実現される請求項1〜3のいずれか一項に記載の接合ウェブ。
【請求項5】
不織による接合の面積が、16%〜35%の間にある請求項1〜4のいずれか一項に記載の接合ウェブ。
【請求項6】
スパンボンド不織布のSutherland Ink Rub試験における摩耗が、0.25mg/cm2未満である請求項1〜5のいずれか一項に記載の接合ウェブ。
【請求項7】
前記フィラメントが、異なるポリオレフィンの組み合わせから作られ、好ましくはポリプロピレン、ポリエチレン、これらの共重合体、またはこれらの組み合わせから作られたモノ成分フィラメントである請求項1〜6のいずれか一項に記載の接合ウェブ。
【請求項8】
前記フィラメントが、異なるポリオレフィンの組み合わせから作られ、好ましくはポリプロピレン、ポリエチレン、これらの共重合体、またはこれらの組み合わせから作られた二成分フィラメントである請求項1〜6のいずれか一項に記載の接合ウェブ。
【請求項9】
前記フィラメントが、プロピレンの芯とポリエチレンの鞘とを有する鞘芯構造のフィラメントである請求項8に記載の接合ウェブ。
【請求項10】
前記芯の断面積が、前記フィラメントの15〜85%を占め、前記鞘の断面積が、前記フィラメントの85%〜15%を占める請求項9に記載の接合ウェブ。
【請求項11】
前記接合ウェブが25g/m2未満の坪量を有し、好ましくは22g/m2未満の坪量を有する請求項1〜10のいずれか一項に記載の接合ウェブ。
【請求項12】
前記接合ウェブがスパンボンドである請求項1〜11のいずれか一項に記載の接合ウェブ。
【請求項13】
接合ウェブを製造する方法であって、
i)第1の溶融温度を有する第1の溶融ポリマー材料と、前記第1の溶融温度よりも高い第2の溶融温度を有する第2の溶融ポリマー材料とを、スピナレットを通って押し出して、第1のポリマー材料および第2のポリマー材料からなる複数のフィラメントを形成するステップと、
ii)前記スピナレットを出た後で前記フィラメントを冷却および引き伸ばしするステップと、
iii)前記冷却および引き伸ばし後のフィラメントを収集手段上に集めて、非強化のウェブを形成するステップと、
iv)前記接合ウェブがその縦方向の破断時引張強度が最大となるように形成される標準的なカレンダリング温度よりも高いカレンダリング温度を使用して、1つまたは複数のカレンダの作用によって前記非強化のウェブを接合するステップと
を含む方法。
【請求項14】
1つ又は複数のカレンダロールを備えるカレンダが使用され、前記1つ又は複数のカレンダロールが、前記1つ又は複数のカレンダロールに前記接合ウェブが粘着するのを軽減するための粘着防止材料の層でコートされている請求項13に記載の方法。
【請求項15】
前記粘着防止材料がフッ素重合体である請求項14に記載の方法。
【請求項16】
請求項13〜15のいずれか一項に記載の方法によって得られた接合ウェブ。
【請求項1】
第1の溶融温度を有する第1のポリマー材料と前記第1の溶融温度よりも高い第2の溶融温度を有する第2のポリマー材料とを含むフィラメントを備える接合ウェブであって、
横方向のネックダウン係数が800N/m以上であり、
横方向の伸展性が70%以上であり、
横方向の引張強度が4N/cm以下である接合ウェブ。
【請求項2】
前記横方向のネックダウン係数が1000N/m以上であり、前記横方向の引張強度が2.5N/cm以下である請求項1に記載の接合ウェブ。
【請求項3】
前記フィラメントが、1〜3dtexの間のデニールを有する請求項1または2に記載の接合ウェブ。
【請求項4】
前記接合が、カレンダリングによって実現される請求項1〜3のいずれか一項に記載の接合ウェブ。
【請求項5】
不織による接合の面積が、16%〜35%の間にある請求項1〜4のいずれか一項に記載の接合ウェブ。
【請求項6】
スパンボンド不織布のSutherland Ink Rub試験における摩耗が、0.25mg/cm2未満である請求項1〜5のいずれか一項に記載の接合ウェブ。
【請求項7】
前記フィラメントが、異なるポリオレフィンの組み合わせから作られ、好ましくはポリプロピレン、ポリエチレン、これらの共重合体、またはこれらの組み合わせから作られたモノ成分フィラメントである請求項1〜6のいずれか一項に記載の接合ウェブ。
【請求項8】
前記フィラメントが、異なるポリオレフィンの組み合わせから作られ、好ましくはポリプロピレン、ポリエチレン、これらの共重合体、またはこれらの組み合わせから作られた二成分フィラメントである請求項1〜6のいずれか一項に記載の接合ウェブ。
【請求項9】
前記フィラメントが、プロピレンの芯とポリエチレンの鞘とを有する鞘芯構造のフィラメントである請求項8に記載の接合ウェブ。
【請求項10】
前記芯の断面積が、前記フィラメントの15〜85%を占め、前記鞘の断面積が、前記フィラメントの85%〜15%を占める請求項9に記載の接合ウェブ。
【請求項11】
前記接合ウェブが25g/m2未満の坪量を有し、好ましくは22g/m2未満の坪量を有する請求項1〜10のいずれか一項に記載の接合ウェブ。
【請求項12】
前記接合ウェブがスパンボンドである請求項1〜11のいずれか一項に記載の接合ウェブ。
【請求項13】
接合ウェブを製造する方法であって、
i)第1の溶融温度を有する第1の溶融ポリマー材料と、前記第1の溶融温度よりも高い第2の溶融温度を有する第2の溶融ポリマー材料とを、スピナレットを通って押し出して、第1のポリマー材料および第2のポリマー材料からなる複数のフィラメントを形成するステップと、
ii)前記スピナレットを出た後で前記フィラメントを冷却および引き伸ばしするステップと、
iii)前記冷却および引き伸ばし後のフィラメントを収集手段上に集めて、非強化のウェブを形成するステップと、
iv)前記接合ウェブがその縦方向の破断時引張強度が最大となるように形成される標準的なカレンダリング温度よりも高いカレンダリング温度を使用して、1つまたは複数のカレンダの作用によって前記非強化のウェブを接合するステップと
を含む方法。
【請求項14】
1つ又は複数のカレンダロールを備えるカレンダが使用され、前記1つ又は複数のカレンダロールが、前記1つ又は複数のカレンダロールに前記接合ウェブが粘着するのを軽減するための粘着防止材料の層でコートされている請求項13に記載の方法。
【請求項15】
前記粘着防止材料がフッ素重合体である請求項14に記載の方法。
【請求項16】
請求項13〜15のいずれか一項に記載の方法によって得られた接合ウェブ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2013−517393(P2013−517393A)
【公表日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2012−549046(P2012−549046)
【出願日】平成23年1月12日(2011.1.12)
【国際出願番号】PCT/US2011/020982
【国際公開番号】WO2011/088117
【国際公開日】平成23年7月21日(2011.7.21)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
【公表日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年1月12日(2011.1.12)
【国際出願番号】PCT/US2011/020982
【国際公開番号】WO2011/088117
【国際公開日】平成23年7月21日(2011.7.21)
【出願人】(505450814)ファイバーウェブ,インコーポレイテッド (6)
【出願人】(597018945)ファイバーウェブ コロビン ゲーエムベーハー (16)
【住所又は居所原語表記】Woltorfer Strasse 124, D−31224 Peine,Germany
【Fターム(参考)】
[ Back to top ]