
接合レンズの自動心出し方法、及びその自動心出し方法に用いる心出しユニット装置、及びその心出しユニット装置を用いた接合レンズ製作装置
【課題】熟練を要する労働集約的作業方法に該当する部分について自動化を図ることにより、接合レンズの生産性を高めることが可能な接合レンズの心出し方法を提供する。
【解決手段】本発明の接合レンズの自動心出し方法は、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズL1と上側のレンズL2とからなる接合レンズLの回転中に上側のレンズL2に圧縮空気を吹き付けてラジアル方向への横ずらしを与えるステップと、透過偏角εが予め定められた目標公差範囲ε0内に存在するか否かを判断して、透過偏角εが目標公差範囲ε0外の場合には前回のステップを再度実行し、透過偏角εが予め定められた公差範囲ε0内に存在する場合には、紫外線を接合レンズLに照射する。
【解決手段】本発明の接合レンズの自動心出し方法は、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズL1と上側のレンズL2とからなる接合レンズLの回転中に上側のレンズL2に圧縮空気を吹き付けてラジアル方向への横ずらしを与えるステップと、透過偏角εが予め定められた目標公差範囲ε0内に存在するか否かを判断して、透過偏角εが目標公差範囲ε0外の場合には前回のステップを再度実行し、透過偏角εが予め定められた公差範囲ε0内に存在する場合には、紫外線を接合レンズLに照射する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接合レンズの自動心出し方法、及びその自動心出し方法に用いる心出しユニット装置、及びその心出しユニット装置を用いた接合レンズ製作装置に関する。
【背景技術】
【0002】
一般に、図31に示すように、光学ガラス等の光学媒体1の入射面1aに垂直に入射した光束P(平面波)は、光学媒体1が平行平面板の場合、そのまま位相が揃った状態で射出面1a’から垂直に射出される。なお、光学媒体1中での位相の幅は屈折率(N)の比率で収縮し、光束Pの速度は減速される。
【0003】
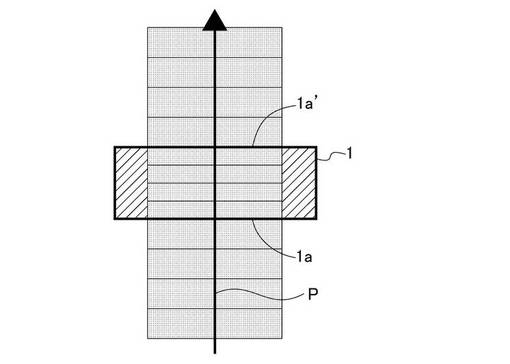
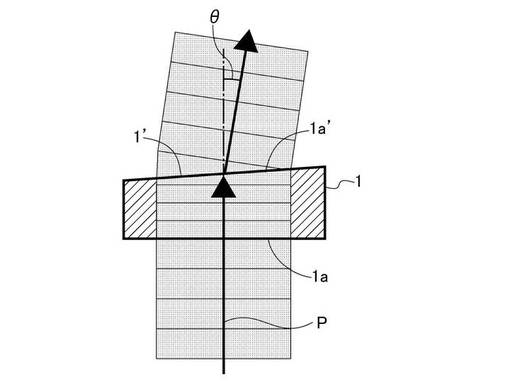
これに対して、図32に示すように、光学媒体1の厚さが一定でなく、いずれか1個の光学媒体1’に勾配が存在する場合、 入射面1aに入射した光束Pは射出面1a’の側で光学媒体1の内外の位相の幅に勾配が生じ、光束Pは光学媒体1の厚さが厚い側に向かって屈折する。光束Pが入射面1aに入射する入射角度と光束Pが射出面1a’から出射する射出角度と差は偏角θと呼ばれている。
【0004】
この現象は、接合レンズ(貼り合わせレンズ)においても生じる。
図33、図34は凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2とを貼り合わせた接合レンズLを示している。図33は凹レンズL1と凸レンズL2とが心ずれがなくかつ傾きもなく接合されている状態を示し、図34は凹レンズL1と凸レンズL2とが心ずれ及び傾きのある状態で接合されている状態を示している。
【0005】
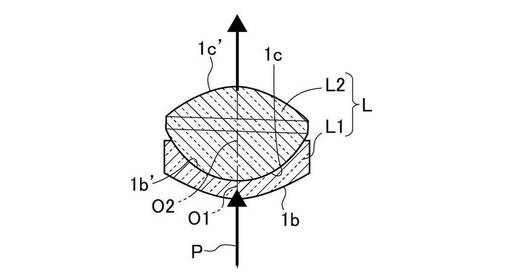
凹レンズL1と凸レンズL2とが、図33に示すように、心ずれ(芯ずれ)がなくかつ傾きもなく接合されている場合、凹レンズL1の中心から垂直に延びる光軸O1と、凸レンズL2の中心から垂直に延びる光軸O2とは同軸で、光束P(球面波、平面波)は光軸O1、O2に対して対称な方向に進行する。
【0006】
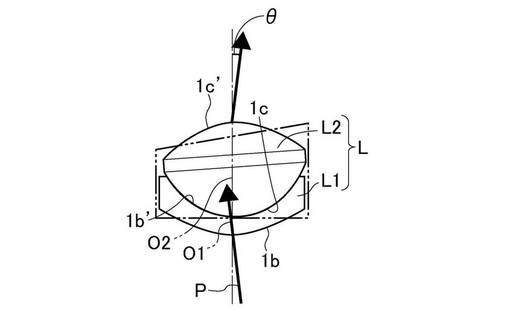
凹レンズL1と凸レンズL2とが、図34に示すように、芯ずれがありかつ傾きがある状態で接合されている場合、入射側の光軸O1と射出側の光軸O2とは同軸上に存在せず、光束Pが接合レンズLに入射すると、入射側の光束の方向を基準として出射側の光束に偏角θが生じる。
なお、その図33、図34において、符号1bは凹レンズL1の入射球面、符号1b’は凹レンズL1の射出球面、符号1cは凸レンズL2の入射球面、符号1c’は凸レンズL2の射出球面を示す。
【0007】
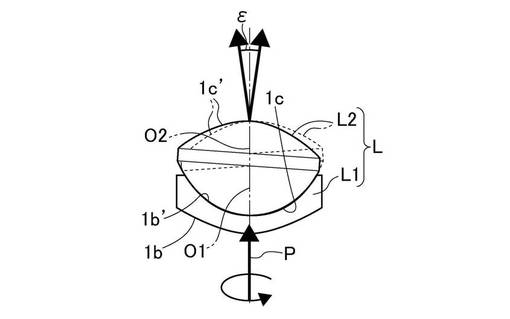
この接合レンズLを光束Pの回りに図35に示すように360度回転させたときの偏角θの最大幅を透過偏角εと定義する。
接合レンズLの透過偏角εの発生要因は、凹レンズL1の光軸O1に対する凸レンズL2の射出球面1c’の横移動(図36参照)と、凹レンズL1に対する凸レンズL2の横転(図37参照)との二つの原因が考えられる。
例えば,両面が凸の凸レンズL2を凹レンズL1と貼り合わせる場合、芯ズレによって以下に説明する透過偏角εの増加成分が生じる。
【0008】
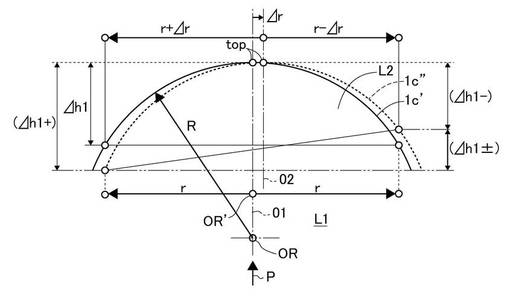
(1)光束Pの中心OR’に対して凸レンズL2の光軸O2が横移動することによる透過偏角の増加成分:Δε1
光束Pの中心OR’に存在する横ずれ前の凸レンズL2の射出球面1c’の曲率中心ORの横への移動により光束Pに対して傾きが生じ,透過偏角εの成分が生じる。
曲率中心ORの横移動による偏った肉厚相当の透過偏角εの増加成分は以下に説明する式により求められる。
【0009】
図36において、符号Rは凸レンズL2の射出球面1c’の曲率中心ORから射出球面1c’までの曲率半径、符号Δrは光束Pの中心OR’に対する凸レンズL2の光軸O2の横移動量(曲率中心ORの横移動量)、符号topは光軸O2と射出球面1c’、1c”との交点、符号rは中心OR’を中心とする光束Pの半径、符号Δh1+は凸レンズL2の最大厚さ、符号Δh1は凸レンズL2の横ずれに起因する肉厚損失分を除いた厚さ、符号Δh1−は凸レンズL2の肉厚増加分と肉厚損失分とを除いた厚さ、符号Δh1±は肉厚損失分に肉厚増加分を加えた厚さである。なお、符号1c”は横ずれ後の凸レンズL2の射出球面を示している。
【0010】
横移動による透過偏角の増加成分Δε1は、下記の式によって求められる。
【表1】

【0011】
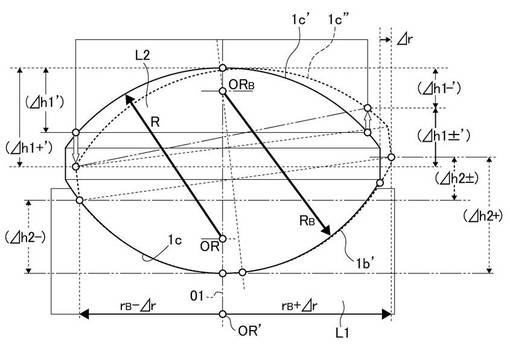
(2)横転による透過偏角増加成分Δε2
凹レンズL1に貼り合わされる凸レンズL2の入射球面1cが球面の場合、芯ずれによって凸レンズL2が図37に示すように横転する。
その図37において、符号Δh1+’は図36に示すΔh1+に対応し、符号Δh1’は図36に示すΔh1に対応し、符号Δh1−’は図36に示すΔh1−に対応し、符号Δh1±’は符号Δh1±に対応している。
【0012】
また、その図37において、符号ORBは凹レンズL1の射出球面1b’(凸レンズL2の入射球面1c)の曲率中心、符号RBは凹レンズL1の射出球面1b’の曲率半径(凸レンズL2の入射球面1cの曲率半径)、符号rBは中心OR’を中心とする光束Pの半径、Δrは光束Pの中心OR’に対する凸レンズL2の曲率中心ORBによる横移動量である。
【0013】
凸レンズL2が凹レンズL1に対して横転すると、凸レンズL2の入射球面1cの偏肉相当成分Δh2±に対応する透過偏角増加成分Δε2が加算される。なお、その図37において、Δh2−は図36のΔh1−に対応し、Δh2+は図36のΔh1+に対応し、Δh2±は図36のΔh1±に対応している。
この芯ズレに起因する偏肉相当の透過偏角増加成分Δε2は、下記の表2の式によって求められる。
【表2】
【0014】
ところで、従来から、接合レンズLの接合時における心出し方法については、以下に説明する方法が採用されてきた。
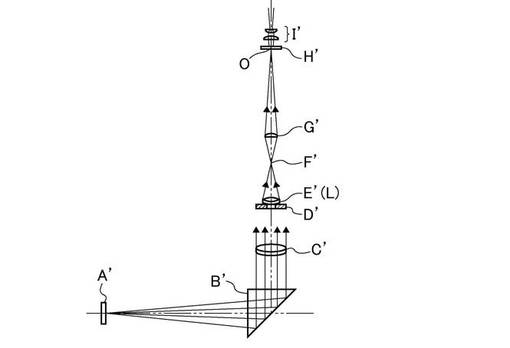
(1)偏心顕微鏡による心出し方法
図38は偏心顕微鏡の光学系を示す。この図38において、A’はコリメータスケール、B’は反射プリズム、C’はコリメータレンズ、D’はレンズホルダー、E’は被検査レンズとしての接合レンズL、F’はコリメータスケールA’の像、G’は顕微鏡対物レンズ、H’は顕微鏡接眼スケール、I’は顕微鏡接眼レンズである。なお、照明光源は、コリメータスケールA’の背後に設けられている。
【0015】
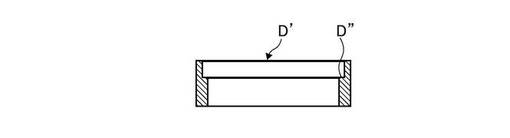
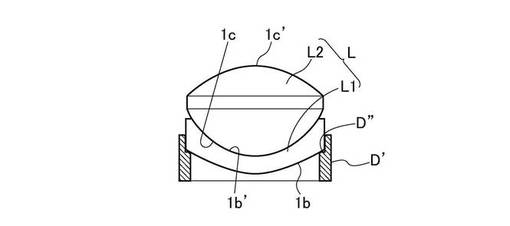
レンズホルダD’は図39に示すように段差部D”を有し、レンズホルダD’の上側開口の内径は、接合レンズLの凹レンズ(下側のレンズ)L1の直径に等しく形成されている。このレンズホルダD’に図40に示すように接合レンズLが載置される。
【0016】
顕微鏡接眼スケールH’は、目盛りが光軸の傾き角度に換算されて表示されている。この心出し方法においては、この顕微鏡接眼スケールH’の像を見ながら、凸レンズ(上側のレンズ)L2の半径方向(ラジアル方向)のずれを指先で修正し、透過偏角εが公差範囲内に入るまで微調整する手作業による方法が用いられる。
【0017】
透過偏角εが公差範囲内に入ると、接合レンズLに紫外線が照射され、凹レンズL1と凸レンズL2との間の紫外線硬化型樹脂が硬化され、これにより、凹レンズL1と凸レンズL2とが固着される。
接合作業の効率化を図るために、CCDカメラ等の撮像手段を顕微鏡接眼レンズI’に臨ませて、この撮像手段をモニタ装置に接続し、モニタ画面に接眼像を映し出す構成の偏心顕微鏡を用いる場合もある。
【0018】
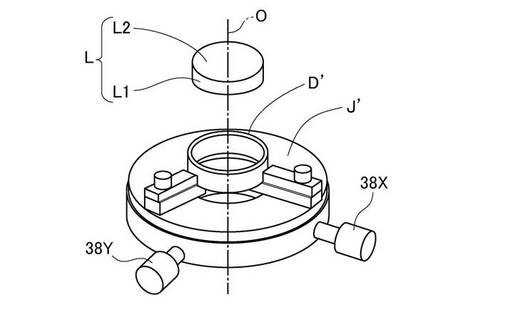
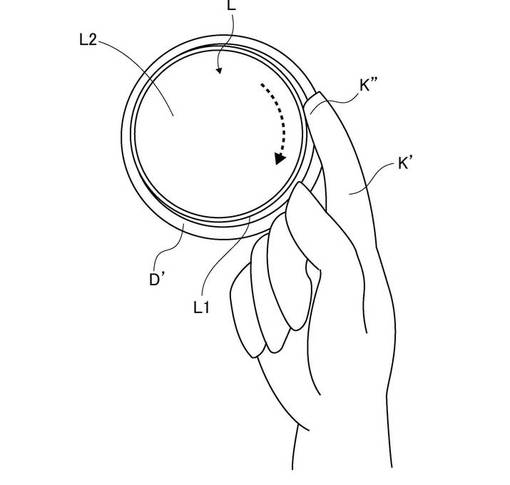
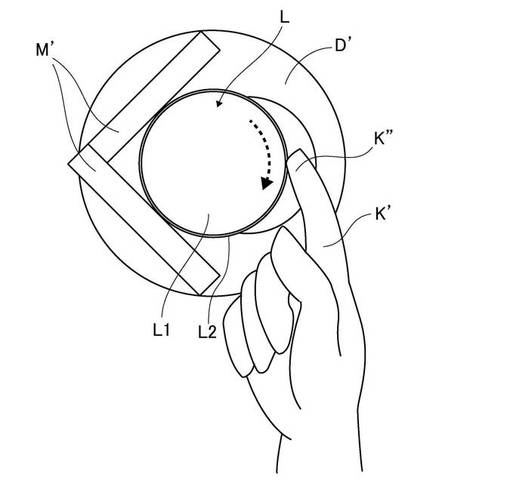
透過偏角εの検査を行う場合、図41に示す顕微鏡の載物台J’にレンズホルダD’を固定し、図42に示すように、指先K’の腹K”の部分により凹レンズ(下側のレンズ)L1をレンズホルダD’の一方に寄せて、そのままの状態で接合レンズLを回転させる。
【0019】
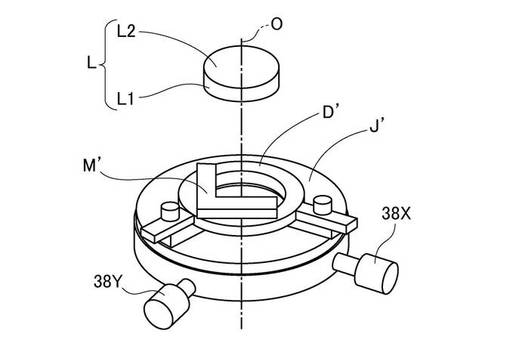
接合レンズLの回転に伴って、偏心顕微鏡の接眼像(十字線)が回転するので、十字線の中心の回転直径の幅を透過偏角εとして読み取ることができる。接眼像(十字線)の回転中心が顕微鏡接眼スケールH’の中心Oにない場合には、顕微鏡の載物台J’の調整ネジ38X、38Yを用いて、接眼像(十字線)の回転中心が顕微鏡接眼スケールH’の中心に一致するように位置決めする。なお,接合レンズLを図43、図44に示すように、V字型の押し当て工具M’に押し付けて、透過偏角εを検査する方法も知られている。
【0020】
(2)コリメータ光学系を用いた偏心検査器を用いる方法
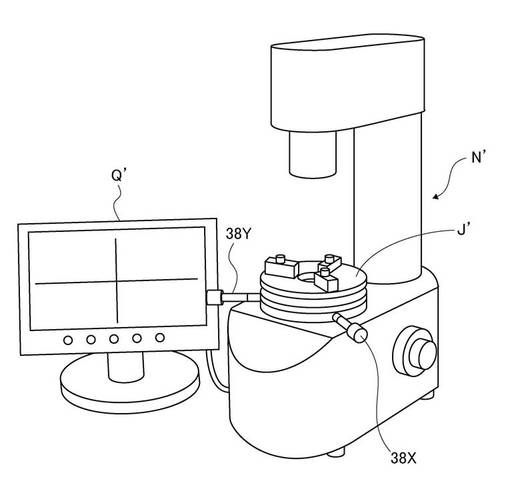
また、偏心顕微鏡に代えて、図45に示すように、コリメータ光学系を用いた取り扱い易い偏心検査器も用いられている。図38に示す偏心顕微鏡は平行光(平面波)を下方から接合レンズLに入射させ、コリメータスケールA'の像F’の振れ幅を透過偏角εとして計測している。
【0021】
これに対して、図45に示す偏心検査器N’の光学系は上下逆の構造になっている。このものでは、接合レンズLに球面波を入射させて、平行光の傾きを計測する。従って、この偏心検査器N’では、検査装置固有の接合レンズLの高さ方向の寸法の制約を受けにくいという利点がある。
そして、これまでの光電オートコリメータで用いられている技法を継承し、CCDカメラ、USBカメラを用いて画像データを取得するという画像処理による偏角量計測法である。
偏心顕微鏡の接眼スケールH’が光軸の傾き角度に換算されている接眼像(十字線)を見るのに対して、この図45に示す偏心検査器N’の場合,専用若しくはパーソナルコンピュータPCの液晶モニタQ’を使うこと等がパーソナルコンピュータPCの普及に伴って開発され、偏心検査が低価格で実現できるようになってきている。
【0022】
この図45に示す偏心検査器N’を使った場合でも、接合レンズLの心出し方法は凹レンズ(下側のレンズ)L1をレンズホルダD’に挿入して、凸レンズ(上側のレンズ)L2のラジアル方向のずれを指先K’で修正して、透過偏角εが公差範囲内になるまで微調整を繰り返すという手法である点に何らの変わりもない。
【0023】
(3)水平基準による自動芯出し方法
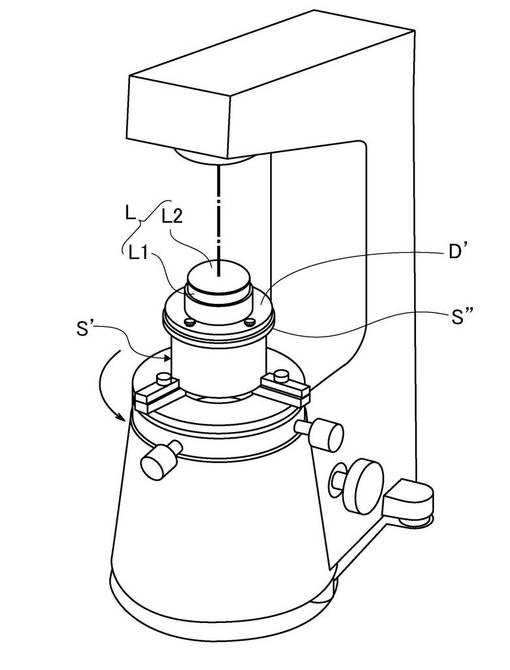
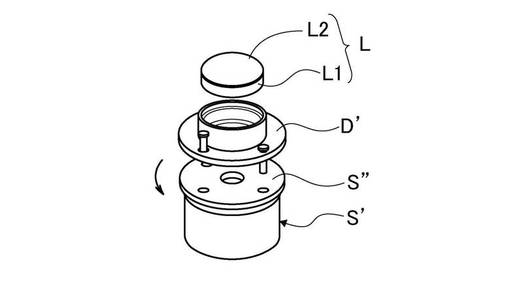
図46は自動偏心検査器の外観図を示している。この自動偏心検査器は、図47に示す回転機構S’を有する。この回転機構S’は水平面内で回転するように調整されている。この回転機構S’の上面には、エアベアリングとしての上部フランジS”が設けられている。
【0024】
そのエアベアリングは中空構造とされ、透過偏心計測に用いる光束は遮られない。
レンズホルダD’が上部フランジS”に固定されている。このレンズホルダD’には、凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2とからなる接合レンズLが載置されている。
【0025】
凹レンズL1と凸レンズL2との間には、紫外線硬化型樹脂等の接着剤が塗布されている。回転機構S’を回転させると、接合レンズLの回転運動中に凸レンズ(上側のレンズ)L2が重力バランスにより自動的に水平に位置決めされる。これにより、凹レンズL1と凸レンズL2との心出しが自動的に行われる。
【0026】
しかしながら、凹レンズL1と凸レンズL2との心出しが完了するまでの時間はその接着剤の粘性に依存するので、自動調心速度は、接着剤の粘性が高いほど、時間がかかることになる。
凹レンズL1の射出球面1b’の曲率半径(凸レンズL2の入射球面1cの曲率半径)RB、すなわち、凹レンズL1の貼り合わせ面(凸レンズL2の貼り合わせ面)の曲率半径RB、凸レンズL2(上側のレンズ)の重量、その断面形状、回転機構S’の回転数によっても自動調心の速度が異なる。
【0027】
回転機構S’にはDCモータ(図示を略す)がビルトインされたエアベアリング等が採用されている。このエアベアリング等を採用すると、ラジアル方向の振動が制振され、より一層正確に偏心量が計測できる。透過偏角εの公差が大きい場合等には、図46に示す偏心検査器本体は不要であり、図47に示すように水平調整がされた回転機構S’のみを用いて、心出しを行った後、紫外線を照射して、接合レンズLの接着作業を行うこともできるものである。
【0028】
(4)自動光軸調心接合装置
凹レンズL1と凸レンズL2との上下2枚のレンズを重ねた状態で、反射法により、接合レンズLの上面(凸レンズL2の射出面)、接合面(貼り合わせ面)、接合レンズLの下面(凹レンズL1の入射面)の曲率中心をそれぞれ求め、かつ、上面−接合面の曲率中心から上側のレンズの光軸の位置と傾きを求めると共に、接合面−下面の曲率中心から下側レンズの光軸の位置と傾きを求め、両者のずれ量を計算して、接合レンズLの外周側に放射状に配置した3本以上のアクチュエータによって2個のレンズL1、L2の光軸を合致させる自動光軸調心接合装置(図示を略す)も知られている。
【0029】
この自動光軸調心接合装置は、X軸、Y軸、Z軸の座標面上で3面の曲率中心を求めるという計測システムである。このものは、複雑なアルゴリズム計算処理と多数のアクチュエータを制御することが必要になるため、非常に高額であり、一般の量産工場では用いられていない。
この他、接合レンズの偏心検査器には、特許文献1等に開示のものも知られている。
【先行技術文献】
【特許文献】
【0030】
【特許文献1】特開平9−11063号公報
【発明の概要】
【発明が解決しようとする課題】
【0031】
これらの芯出し方法のうち、偏心顕微鏡やコリメータ光学系を用いた偏心検査器は、手作業による芯出し方法であり、生産効率は作業者の技能に依存する。
一般的に、技能は訓練によって習熟するが、その一方、個人的な適正もあるので、単純に人数のみにより生産効率を推定しにくいところがある。
【0032】
また、水平基準による自動心出し方法は、特に生産量の少ない大口径の接合レンズ、若しくは、偏心公差の大きい接合レンズLのみに適用できるにすぎない。
また、自動光軸調芯接合装置はそれ自体が高額であるので、一般的な量産現場では使われていないのが実情である。
【0033】
本発明は、上記の事情に鑑みて為されたもので、その主目的は、熟練を要する労働集約的作業方法に該当する部分について自動化を図ることにより、接合レンズの生産性を高めることが可能な接合レンズの心出し方法を提供することにある。
また、本発明は、自動心出し方法に用いる心出しユニット装置及びこの心出しユニット装置を用いることにより柔軟性を有しかつ安価に接合レンズの心出しを行うことができる接合レンズ製作装置を提供することを目的とする。
【課題を解決するための手段】
【0034】
本発明に係る接合レンズの心出し方法は、まず、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に、上側のレンズに圧縮空気を吹き付けて又は上側のレンズ近傍の空気を吸引することにより、上側のレンズにラジアル方向への横ずらしを与える。
ついで、透過偏角が予め定められた公差範囲内に存在するか否かを判断する。
ついで、透過偏角が公差範囲外の場合には再度横ずらしを実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を接合レンズに照射する。
【0035】
本発明に係る心出しユニット装置は、接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと従動側カムフォロワとが設けられた載置基板と、前記載置基板に設けられて前記駆動側カムフォロワに回転動力を伝達する回転伝達機構と、前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けられて用いられる。
本発明に係る接合レンズ製作装置は、心出しユニット装置が取り付けられる載物台と、偏角検査用の光学系と、紫外線照射部とを備えている。
【発明の効果】
【0036】
本発明に係る接合レンズの心出し方法によれば,接合レンズの回転中に圧縮空気を接合レンズに吹き付けて又は空気を吸引することにより接合レンズの心出しを行うことができるので、接合レンズの生産性を高めることができる。
【0037】
また、本発明に係る接合レンズの心出しユニット装置によれば、既存の偏角顕微鏡等の偏心検査器の載物台に取り付けて用いることができるので、接合レンズの製作に柔軟性を持たせることができる。また、圧縮空気の噴射によりレンズに横ずらしを与えることができるので、レンズの形状、大きさ、厚さに対しても柔軟性をもたせることができる。
また、本発明の接合レンズ製作装置によれば、安価に接合レンズを製作できる。
【図面の簡単な説明】
【0038】
【図1】図1は本発明の実施例1に係る心出しユニット装置の斜視図である。
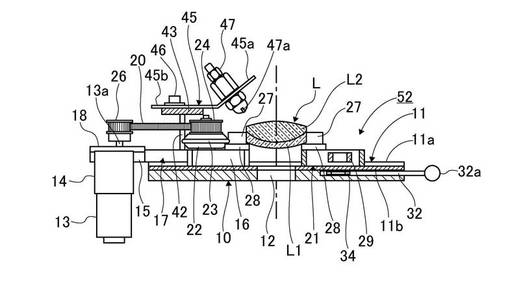
【図2】図2は図1に示す心出しユニット装置の断面図である。
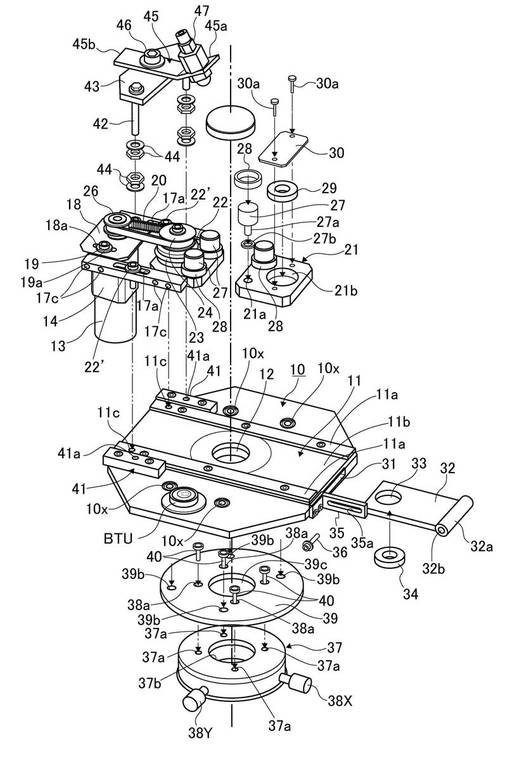
【図3】図3は図1に示す心出しユニット装置の分解斜視図である。
【図4】図4は図1に示す回転伝達機構部分の分解斜視図である。
【図5】図5は図1に示す駆動側ブロック部材と従動側ブロック部材との間隔調整を説明するための斜視図であって、(a)は駆動側ブロック部材と従動側ブロック部材との間隔が狭い状態を示し、(b)は駆動側ブロック部材と従動側ブロック部材との間隔が広い状態を示している。
【図6】図6は接合レンズの形状に対する柔軟性の説明図であって、(a)は接合レンズの肉厚が厚い場合を示し、(b)は凸レンズの上面が平坦な場合を示し、(c)は凸レンズの上面が平坦で肉厚が薄い場合を示し、(d)は凹レンズの直径よりも凸レンズの直径が大きい場合を示している。
【図7】図7は4枚構成の接合レンズの製作工程を示す説明図であって、(a)は2枚のレンズを貼り合わせて接合レンズを製作する工程を示し、(b)は(a)に示す2枚構成の接合レンズに更に1枚の凹レンズを貼り合わせて3枚構成の接合レンズを製作する工程を示し、(c)は(b)に示す3枚構成の接合レンズに更に凸レンズを貼り合わせて4枚構成の接合レンズを製作する工程を示し、(d)は4枚構成の接合レンズを示している。
【図8】図8は図1に示す心出しユニット装置の変形例を示し、(a)は駆動側ブロック部材と従動側ブロック部材の平面図、(b)はその従動側ブロック部材の分解斜視図、(c)は(a)に示す駆動側ブロック部材と従動側ブロック部材とが載置基板に取り付けられている状態を示す斜視図である。
【図9】図9は本発明の実施例2に係る偏心検査器としての偏心顕微鏡の斜視図である。
【図10】図10は図9に示す偏心顕微鏡の光学系を含む制御系の概要図である。
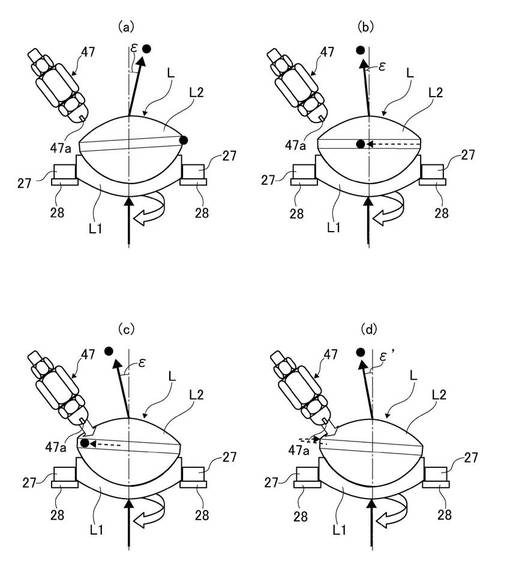
【図11】図11は図10に示すモニタ画面に表示されている透過偏角を示す十字光束の交差輝度点と十字光束を検出する光電検出スイッチと基準十字線と目標公差円との関係を示す説明図であって、(a)は十字光束のうちの縦方向の光束が光電検出スイッチを横切る前の状態を示し、(b)は十字光束のうちの縦方向の光束が光電検出スイッチを横切っている状態を示し、(c)は光電検出スイッチによる縦方向の光束の検出後、拡散ノズルが噴射を開始した時点における交差点輝度の位置を示し、(d)は拡散ノズルが噴射を停止した時点における交差輝度点の位置を示し、(e)は光電検出スイッチによる縦方向の光束の検出が2回あることを示している。
【図12】図12は接合レンズの回転位置と交差輝度点との対応関係を示す説明図であって、(a)は図11(a)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(b)は図11(b)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(c)は図11(c)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(d)は図11(d)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示している。
【図13】図13は実施例2に係る偏心顕微鏡を用いて接合レンズの心出しを説明するフローチャートである。
【図14】図14は実施例3に係る偏心検査器の概要を示す斜視図である。
【図15】図15は図14に示す偏心検査器の光学系を含む制御系の概要図である。
【図16】図16は実施例4に係る偏心検査器の概要を示す斜視図である。
【図17】図17は図16に示すモニタ画面に表示されている透過偏角の合否判定(OK、NG)の表示領域に臨まされた光電検出スイッチの説明図であって、(a)、(b)は透過偏角の合否判定に応じて背景色の色が変化する表示領域に臨まされた光電検出スイッチを示し、(c)は(a)に示す表示領域の輝度が低い状態を示し、(d)は(b)に示す表示領域の輝度が高い状態を示し、(e)、(f)は合否判定(OK、NG)の文字表示箇所に臨まされた光電検出スイッチを示している。
【図18】図18は図16に示す光電検出スイッチのモニタ装置への取り付けの一例を説明するための斜視図であって、(a)は1枚のアクリル板に2個の取付け穴を形成して、この取付け穴にそれぞれ光電検出スイッチを取り付けた状態を示し、(b)は2枚のアクリル板に1個の取付け穴をそれぞれ形成して、この取付け穴に光電検出スイッチを取り付けた状態を示している。
【図19】図19は図16に示す偏心検査器の光学系を含む制御系の概要図である。
【図20】図20は実施例4に係る心出し装置を用いて接合レンズの心出しを説明するフローチャートである。
【図21】図21は実施例5に係る心出し装置を示す斜視図であって、拡散ノズルを光軸を挟んで対称位置に一対設けた状態を示す斜視図である。
【図22】図22はその一対の拡散ノズルに対応する一対の光電検出スイッチをモニタ画面上に臨ませた状態を示す説明図である。
【図23】図23は図22に示す光電検出スイッチと拡散ノズルと接合レンズとの対応関係を示す説明図である。
【図24】図24は実施例6に係る偏心検査器を示す斜視図である。
【図25】図25はその実施例6に係る偏心検査器の光学系を含む制御系の概要図である。
【図26】図26は図25に示すモニタ画面上の領域とデータ処理ユニットにより得られる数値データとの関係を説明する模式図である。
【図27】図27は実施例6に係る心出し装置を用いて接合レンズの心出しを説明するフローチャートである。
【図28】図28はモニタ画面上に表示されている目標公差円と、基準十字線と、十字光束と、交差輝度点との関係を示す説明図であって、(a)は交差輝度点が第1象限にある状態を示し、(b)は交差輝度点が第3象限にある状態を示している。
【図29】図29は拡散ノズルと接合レンズの回転位置との対応関係を示す説明図であって、(a)は交差輝度点が図28(a)に示す第1象限にあるときの接合レンズの回転位置を示し、(b)は交差点輝度が図28(b)に示す第2象限にあるときの接合レンズの回転位置を示している。
【図30】図30は実施例6に係る偏心検査器の光学系を含む制御系の変形例を示す概要図である。
【図31】図31は偏角の概念を説明するための図であって、平行平面板を透過した光束に偏角が生じていない状態を示す図である。
【図32】図32は偏角の概念を説明するための図であって、平行平面板を透過した光束に偏角が生じた状態を示す図である。
【図33】図33は偏角の概念を説明するための図であって、接合レンズを透過した光束に偏角が生じていない状態を示す図である。
【図34】図34は偏角の概念を説明するための図であって、接合レンズを透過した光束に偏角が生じた状態を示す図である。
【図35】図35は偏角の概念を説明するための図であって、接合レンズを透過した光束の透過偏角示す図である。
【図36】図36は接合レンズの横ずれ移動と透過偏角との関係を説明するための概念図である。
【図37】図37は接合レンズの横倒れと透過偏角との関係を説明するための概念図である。
【図38】図38は心出し顕微鏡の光学系を示す図である。
【図39】図39は図38に示すレンズホルダの断面図である。
【図40】図40は図39に示すレンズホルダに接合レンズが載置されている状態を示す断面図である。
【図41】図41は載物台に載置されているレンズホルダに接合レンズを載置する状態を示す斜視図である。
【図42】図42は手作業による接合レンズの心出しを説明する図である。
【図43】図43はV字形工具が取り付けられている載物台の一例を示す斜視図である。
【図44】図44はV字形工具を用いて手作業による接合レンズの心出しを説明する図である。
【図45】図45はコリメータ光学系を用いた心出し装置の斜視図である。
【図46】図46は自動心出し方法に用いるオートコリメータの外観図である。
【図47】図47は図46に示すレンズホルダと回転機構とを示す斜視図である。
【発明を実施するための形態】
【実施例】
【0039】
(実施例1:心出しユニット装置)
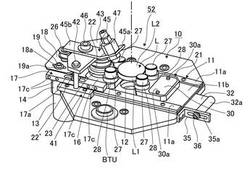
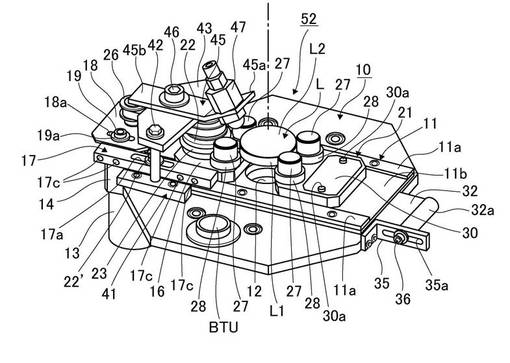
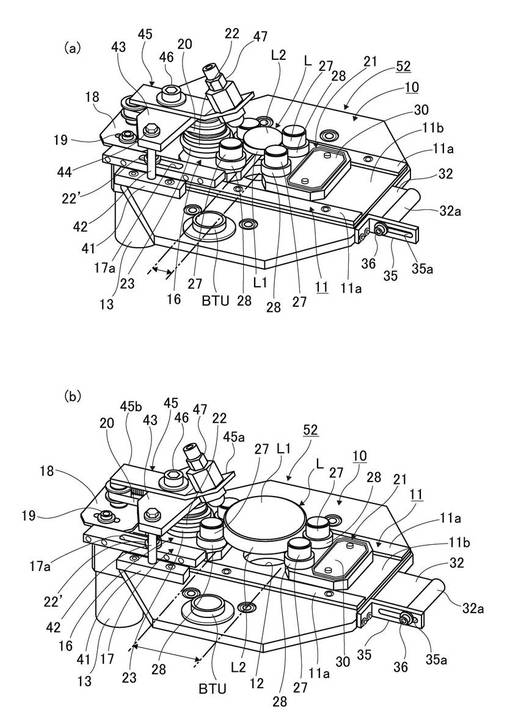
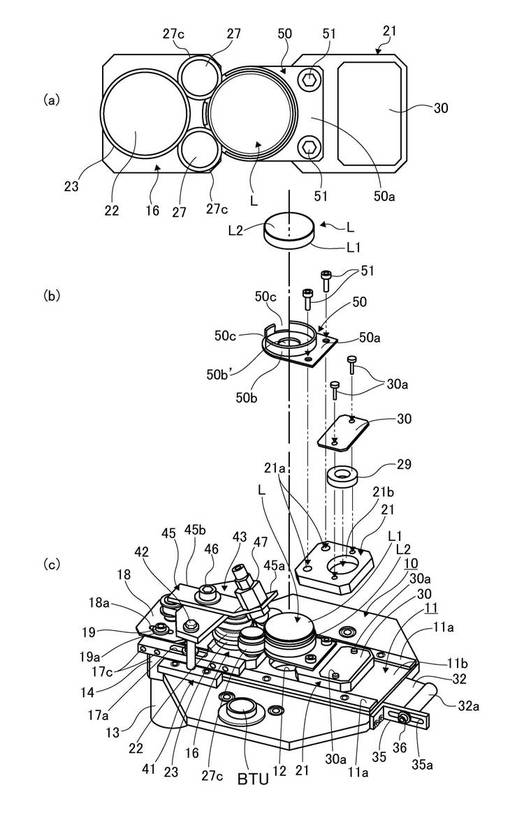
図1ないし図5は、本発明に係る接合レンズの心出しユニット装置52の実施例1を示す図である。
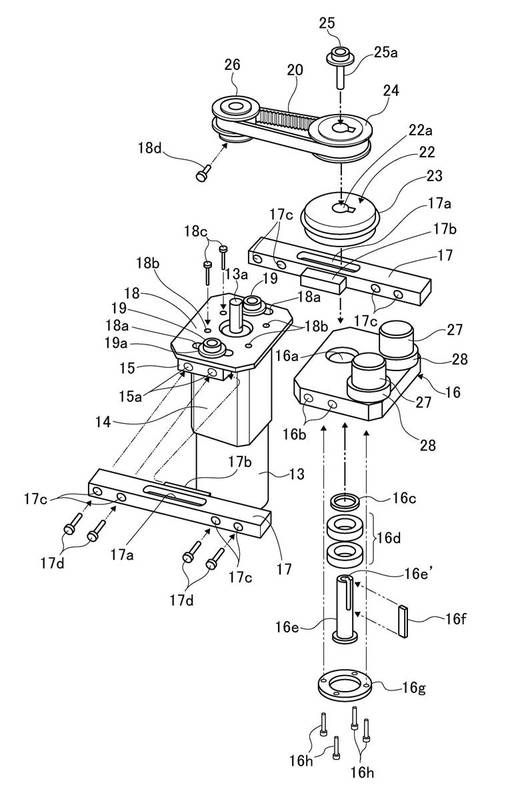
その図1ないし図4において、10は八角形状の載置基板である。この載置基板10の上面には、レール状板部材11がネジ止めされている。このレール状板部材11は自己潤滑製を有する樹脂材料を用いて製作される。このレール状板部材11は、互いに対向する一対のレール部11aを有する。レール状板部材11は、その一対のレール部11aの間が載置面11bとされている。
【0040】
載置基板10とレール状板部材11とには、その中央部に開口12が形成されている。透過偏角計測用の測定光はその開口12を通じて接合レンズLに導かれるものである。
その載置基板10には回転駆動源としての駆動モータ13が取り付けられる。この駆動モータ(例えば、DCモータ)13の上部には、直方体形状の減速ギヤボックス14が設けられている。この減速ギヤボックス14の両側面には、図2、図4に示すようにスライド用角柱部材15が設けられている。
【0041】
その減速ギヤボックス14はその両側面が、駆動側ブロック部材16と共に、一対の接続用側面部材17によって挟持される。図4において、17bは後述するモータ固定板18と駆動側ブロック部材16との間隔を規定する間隔規定部、17cはその接続用側面部材17に形成されている貫通穴、15aはそのスライド用角柱部材15に形成されているネジ穴、17dは止めネジを示す。
【0042】
減速ギヤボックス14の上面には、モータ固定板18が設けられている。モータ固定板18には、図4に示すように、出力軸13aを間に挟んで一対の長穴18aが形成されていると共に、適宜個数のネジ挿通穴18bが形成されている。減速ギヤボックス14の上面には、ネジ挿通穴18bに対応するネジ穴(図示を略す)が形成されている。駆動モータ13と減速ギヤボックス14とはネジ18cによりモータ固定板18に取付け固定される。
【0043】
スライド用角柱部材15には長穴18aに対向するネジ穴(図示を略す)が形成されている。ボルト19をこの長穴18aに挿通してスライド用角柱部材15のネジ穴に螺合させることにより、駆動モータ13と減速ギヤボックス14とはモータ固定板18に連結固定される。なお、図1、図3、図4において、符号19aはワッシャを示す。その長穴18aは、図2ないし図4に示すタイミングベルト20に適切な張力を付与する際に用いられる。
駆動側ブロック部材16は、図1ないし図3に示す従動側ブロック部材21と共に載置面11bに載置される。
【0044】
接続用側面部材17には長穴17aが形成されている。この接続用側面部材17は図1に示すようにレール部11aに載置される。このレール部11aには図3に示すように長穴17aに対応して貫通穴11cが形成されている。載置基板10にはその貫通穴11cに対向してネジ穴(図示を略す)が形成されている。その接続用側面部材17は、長穴17a、貫通穴11cにボルト22’を挿通し、ボルト22’をそのネジ穴に螺合させることにより、レール状板部材11を介して載置基板10に固定される。長穴17aの機能については後述する。
【0045】
その駆動側ブロック部材16には、図4に示すように、貫通穴16a、ネジ穴16bが形成されている。この駆動ブロック部材16は止めネジ17dにより接続用側面部材17に締結されている。この貫通穴16aの形成箇所に摩擦車22が回転可能に設置される。
駆動側ブロック部材16の下面には、ワッシャ部材16c、深溝玉軸受け部材16d、回転軸16e、平行キー16f、押し当て板16g、止めネジ16hが設けられている。
【0046】
摩擦車22にはその外周にゴム製Oリング23が設けられている。その摩擦車22の上部には従動側タイミングプーリ(プーリ部材)24が止めネジ25により連結されている。止めネジ25のネジ部25aは摩擦車22の中央の貫通穴22aを介して、回転軸16eのネジ部16e’に螺合されている。
その深溝玉軸受け部材16dは、ここでは、2個配置されている。回転軸16eはこの2個の深溝玉軸受け部材16dを貫通している。この回転軸16eには深溝玉軸受け部材16dによってラジアル方向、スラスト方向、モーメント荷重に耐え得る機能が与えられる。その回転軸16eには平行キー16fが装着されている。摩擦車22と従動側タイミングプーリ24とは、この平行キー16fによって滑りが防止され、従動側タイミングプーリ24の回転が摩擦車22に伝達される。
【0047】
駆動モータ13の出力軸13aには、Dカット面が形成されている。従動側タイミングプーリ24は駆動側タイミングプーリ26と共に回転伝達機構の一部を構成している。その駆動側タイミングプーリ26は、図4に示す止めネジ18dによって、出力軸18cに締結固定される。タイミングベルト20はその駆動側タイミングプーリ26と従動側タイミングプーリ24との間に掛け渡される。
なお、その駆動モータ13には、図示を略す商用電源(DC100V)を直流電源(DC24V、DC12V等)に変換する変換装置(スイッチングパワーサプライ)から電力が供給される。
その駆動モータ13への電力供給は、心出し作業を行う際に手動スイッチをオンオフさせることにより行っても良いし、後述するプログラマブルコントローラ回路(PLC回路)のシーケンスの実行に従ってPLC回路内蔵のリレー又は集積回路素子のスイッチングを自動的にオン・オフさせることにより行っても良い。
【0048】
タイミングベルト20の張力を調節するには、ボルト19の締結力を緩め、スライド用角柱部材15に対して減速ギヤボックス14と一体のモータ固定板18を接続用側面部材17の長手方向に移動させる。ついで、タイミングベルト20が適宜の張力を得た位置で、再び、ボルト19を締め付け、モータ固定板18をスライド用角柱部材15に固定すれば良い。
【0049】
駆動側ブロック部材16の上面には、図4に示すように、2個一対のカムフォロワー27、27が設けられている。従動側ブロック部材21の上面にも、図1ないし図3に示すように、2個一対のカムフォロワー27、27が設けられている。これらのカムフォロワー27の構造は同一である。このカムフォロワー27は、図3に示すように、回転軸27aを有し、この回転軸27aは貫通穴21aに挿通され、玉軸受け27bによって回転可能に保持される。
【0050】
その各カムフォロワー27には、カラー部材28が挿通される。このカラー部材28は、その上面で、図2に示すように、接合レンズLの凹レンズ(下側のレンズ)L1を支承する役割を果たす。カラー部材28の高さは、凸レンズ(上側のレンズ)L2の自由移動を阻害しないように選定する。
一般に、市販のカムフォロワー27のラジアル方向の振れは、その製品仕様書においては、数μm程度とされているが、実際に購入したカムフォロワー27のラジアル方向の振れは0.5μm以下であり、透過偏角εの計測に際して、特にエアベアリングを用いる必要はないと考えられる。
【0051】
その従動側ブロック部材21には、図3に示すように、円形凹処21bが形成され、この円形凹処21bにはドーナツ状のマグネット29が配置される。その円形凹処21bはマグネット29を設置した後、蓋板30と止めネジ30aによって隠蔽される。
載置基板10には、挿入穴31が図3に示すように形成され、この挿入穴31にはマグネット保持板32が差し込まれる。このマグネット保持板32には円形穴33が形成されている。この円形穴33に円盤状のマグネット34が設置される。マグネット保持板32の端部には円柱部32aが形成され、この円柱部32aにはネジ穴32bが形成されている。
【0052】
載置基板10には、挿入穴31が形成されている側面にL字形状の取付けブラケット部材35がネジ止めされている。この取付けブラケット部材35には長穴35aが形成されている。マグネット保持板32は、止めネジ36を長穴35aに挿通し、止めネジ36を円柱部32aのネジ穴32bに螺合させることにより、取付けブラケット部材35に固定される。
【0053】
マグネット29とマグネット34とは、互いに引き合うようにその磁極が対向されている。従動側ブロック部材21は、マグネット保持板32を挿入穴31への差込方向に移動させると、レール状板部材11の載置面11bの長手方向に沿って移動する。
例えば、図5に示す直径の異なる接合レンズLについて透過偏角εを測定する際の調整について説明する。
【0054】
ここでは、図5(a)に示すように直径が小さい凹レンズ(下側のレンズ)L1を載置している状態から、図5(b)に示す直径が大きい凹レンズ(下側のレンズ)L1を測定する際の調整について説明する。
図5(a)に示すボルト22’を緩めて、図5(b)に示すように、接続用側面部材17を従動側ブロック部材21から遠ざかる方向に移動させる。ついで、止めネジ36を緩めて、挿入穴31からマグネット保持板32を引き出す。
【0055】
ついで、適宜のカラー部材28を選択して、カムフォロワー27に挿入した後、接合レンズLをカラー部材28に載置する。ついで、駆動側ブロック部材16のカムフォロワ27が適宜の押圧力で接合レンズLの凹レンズ(下側のレンズ)L1の周面に摺接するように、接続用側面部材17のレール状板部材11に対する位置関係を調整した後、ボルト22’を締め付ける。ついで、従動側ブロック部材21のカムフォロワ27が適宜の押圧力でが接合レンズLの凹レンズ(下側のレンズ)L1の周面に摺接するようにマグネット保持板32の差込量を加減した後、止めネジ36を締め付ける。これにより、直径の異なる接合レンズLのカムフォロワー27への保持が可能となる。
【0056】
載置基板10の下部は、図3に示すように、偏心検査器の載物台の一部を構成する円盤状の光軸調整板37に対向される。この光軸調整板37は側部に互いに直交する調整ネジ38X,38Yを有する。この光軸調整板37と載置基板10との間には、フランジ板39が介在され、フランジ板39は止めネジ40によって光軸調整板37に取り付けられる。載置基板10は図示を略す止めネジによってフランジ板39に固定される。
この載置基板10には、気泡管BTUが設けられている。この気泡管BTUは載置基板10の水平出しに用いられる。
【0057】
なお、その図3において、符号37aは止めネジ40が螺合されるネジ穴、符号38aは止めネジ40が挿通される挿通穴、符号10xは図示を略す止めネジが挿通される挿通穴、符号39bは図示を略す止めネジが螺合されるネジ穴、符号37b、39cは開口12に対向する開口である。また、その光軸調整板37の機構は、従来の偏心顕微鏡、市販の偏心検査器に設けられており、それ自体公知である。
【0058】
載置基板10には、図1、図3、図5に示すように、一対の取付けブロック部材41、41がレール部11aに沿って配設されている。この一対の取付けブロック部材41、41は、載置基板10にネジ止めされる。その取付けブロック部材41には図3に示すようにネジ穴41aが形成されている。この取付けブロック部材41には、ボルト42により取り付け板43が固定される。なお、符号44はワッシャ及び止め輪を示す。
【0059】
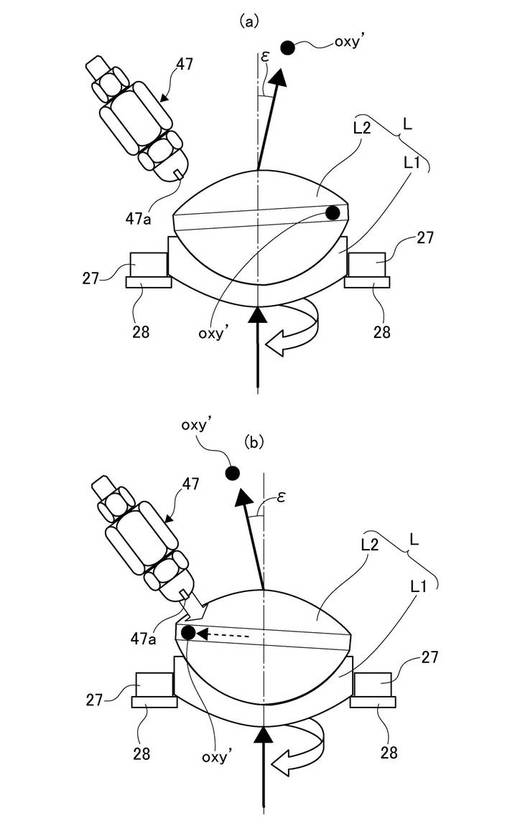
その取り付け板43にはアングル板45がボルト46により水平方向に伸びるようにして設けられている。このアングル板45の先端部45aは基板部45bに対して鈍角の角度で屈曲されている。その先端部45aには圧縮空気噴射ノズルとして拡散ノズル47が設けられる。
【0060】
基板部45bには長穴(図示を略す)が形成されている。ボルト46はその長穴を貫通して取り付け板43のネジ穴に螺合される。この拡散ノズル47はスリット状開口47a(図6参照)を有し、圧縮空気を拡散噴射する。この拡散ノズル47は接合レンズLを構成する凸レンズ(上側のレンズ)L2の外周面又は凸レンズ(上側のレンズ)L2の上面に向かって圧縮空気流が吹き付けられるように先端部45aにセットされる。
この接合レンズLは、凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2との間の貼り合わせ面に未硬化の紫外線硬化型樹脂が塗布されている。
【0061】
(心出しユニット装置52の使用方法の概略説明)
この心出しユニット装置52の使用方法の概略を説明する。
まず、気泡管BTUにより載置基板10の水平出しを行った後、紫外線硬化型樹脂が未硬化の状態で、凸レンズ(上側のレンズ)L2に圧縮空気流を吹き付ける。これにより、凹レンズ(下側のレンズ)L1に対して凸レンズ(上側のレンズ)L2が横ずれ移動される。拡散ノズル47を用いれば、可能な限り任意の形状のレンズに対してレンズを移動可能である。また、アングル板45に対する拡散ノズル47の取付け位置が多少ずれていても、かつ、圧縮空気の吹き出しタイミングが多少ずれていてもレンズの心出しを実行できる利点がある。
【0062】
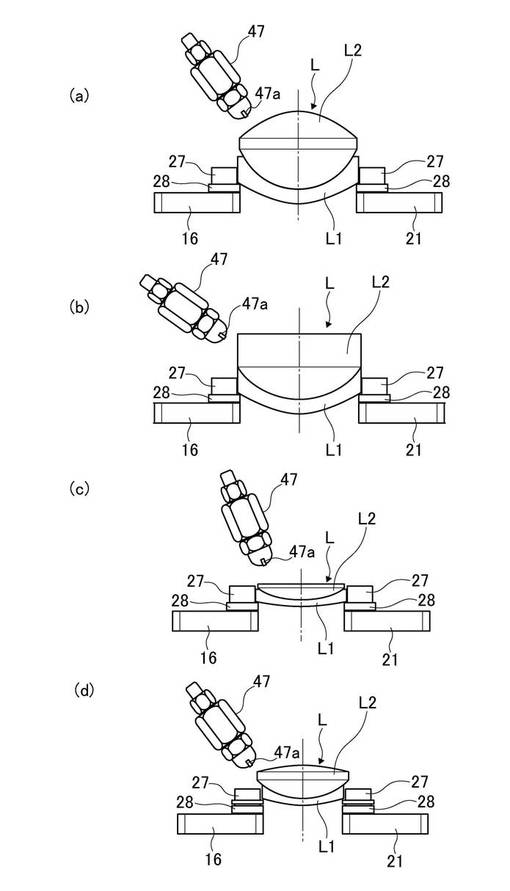
例えば、図6(a)に示すように凹レンズL1と両凸の凸レンズL2とからなる肉厚の厚い接合レンズL、図6(b)に示すように凹レンズL1と上面が平坦な片凸の凸レンズL2からなる接合レンズL、図6(c)に示すように凹レンズL1と上面が平坦でかつ肉厚の薄い凸レンズL2からなる接合レンズL、図6(d)に示すように凹レンズL1とこの凹レンズL1よりも直径が大きな凸レンズL2からなる接合レンズLの心出しを行うことができる。
【0063】
この場合、接合レンズLの直径や接合レンズLのカラー部材28からの高さに応じてアングル板45と取り付け板43との間にワッシャ部材(図示を略す)を介装して載置基板10に対する高さを調整したり、基板部45bの長穴に対するボルトの位置関係を調整して拡散ノズル47の接合レンズLに対する間隔を調整できる。
また、取り付け板43に取り付けられているアングル板45の代わりに、基板部45bに対する先端部45aの角度が異なるアングル板45を取り付け板43に取り付けることにより、圧縮空気を接合レンズLに吹き付ける構成とすることもできる。
【0064】
また、拡散ノズル47を用いる代わりにスポットノズルを用いても良い。接合レンズLの厚さ方向から圧縮空気流が接合レンズLに吹き付けられるように(接合レンズLの断面方向から圧縮空気が接合レンズLに吹き付けられるように)、拡散ノズル47をアングル板45に配設する構成とすることもできる。
【0065】
要するに、この実施例1による心出しユニット装置52の場合、接合レンズLの回転中に凸レンズ(上側のレンズ)L2に圧縮空気流が吹き付けられ、凹レンズL1に対して凸レンズL2がラジアル方向に横ずれ移動される。これにより、凸レンズL2が凹レンズL1に対して横にずらされ、凹レンズL1と凸レンズL2との心出しを行うことが可能となる。なお、圧縮空気流を上側のレンズに吹き付ける代わりに、上側のレンズ近傍の空気を吸引することにより、上側のレンズに横ずれを与えて心出しを行うこともできる。
いずれにしても、メカニカルな接触端子を凸レンズL2に接触させて接合レンズLの心出しを行う構造ではないので、精密なアライメント調整は不要である。
【0066】
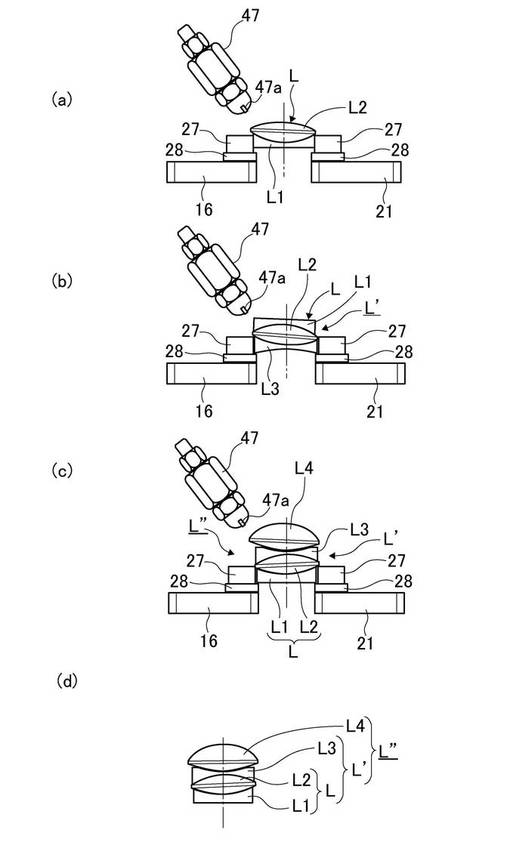
この心出しユニット装置52は、図7に示すように、4枚以上の接合レンズLの心出しにも用いることができる。まず、この心出しユニット装置52を用いて、その心出し工程の詳細は後述するが、凹レンズL1と凸レンズL2とからなる接合レンズLの心出しを図7(a)に示すように行う。ここでは、図7(a)に示す接合レンズLは心出しが完了して、紫外線硬化型樹脂が硬化され、凹レンズL1と凸レンズL2とが固着されているものとする。
【0067】
凹レンズL3をこの接合レンズLに貼り合わせて、接合レンズL’を製作するときには、図7(b)に示すように、凹レンズL3の凹曲面としての貼り合わせ面に凸レンズL2の貼り合わせ面としての球面が向き合うようにして凹レンズL3と接合レンズLとを未硬化の紫外線硬化型接着剤を介して貼り合わせる。
ついで、接合レンズL’をカムフォロワ27にセットし、接合レンズL’の回転中に接合レンズ(上側のレンズ)Lに圧縮空気流を吹き付け、凹レンズL3に対して接合レンズLを移動させる。これにより、凹レンズL3と接合レンズLとの心出しを行うことができる。
【0068】
このようにして、凹レンズL3と接合レンズLとからなる3枚レンズ構成の接合レンズL’が完成されたとする。この接合レンズL’に両面凸の凸レンズL4を貼り合わせて、接合レンズL”を製作するときには、図7(c)に示すように凹レンズL3の凹曲面としての貼り合わせ面に凸レンズL4の貼り合わせ面としての球面が向き合うようにして接合レンズL’と凸レンズL4を未硬化の紫外線硬化型接着剤を介して貼り合わせる。
ついで、接合レンズL”をカムフォロワ27にセットし、接合レンズL”の回転中に凸レンズ(上側のレンズ)L4に圧縮空気流を吹き付け、接合レンズL’に対して凸レンズL4を移動させる。これにより、凸レンズL4と接合レンズL’との心出しを行うことができる。このようにこの心出しユニット装置52を用いて、図7(d)に示す4枚レンズ構成の接合レンズL”が製作される。
【0069】
図8は図1、図2に示す心出しユニット装置52の変形例を示し、図8(a)は駆動側ブロック部材と従動側ブロック部材との平面図、図8(b)はその従動側ブロック部材の分解斜視図、図8(c)はその心出しユニット装置52の外観図である。
その図8において、実施例1の構成要素と同一構成要素については、同一符号が付されている。
この変形例では、図8(a)に示すように、駆動側ブロック部材16には一対のカムフォロワ27が設けられている。このカムフォロア27の外周はゴム部材27cにより被覆されている。
【0070】
従動側ブロック部材21にはレンズホルダ50が設けられている。このレンズホルダ50は取り付け板部50aとレンズ保持筒50bとを有する。レンズ保持筒50bには接合レンズLがセットされる。そのレンズ保持筒50bの中央には開口50b’が形成されている。そのレンズ保持筒50bの周壁には一対の切り欠き50cが形成されている。
【0071】
そのレンズホルダ50は、ボルト51により従動側ブロック部材21に固定される。接合レンズLを構成する凹レンズ(下側のレンズ)L1の外周面には、ゴム部材27cが一対の切り欠き50cを介して摺接される。これにより、凹レンズ(下側のレンズ)L1はレンズ保持筒50bの内面と一対のカムフォロア27とにより挟持されつつ回転される。
【0072】
この変形例によれば、ゴム部材27cが凹レンズ(下側のレンズ)L1の周面に接するので、カムフォロワ27の凹レンズ(下側のレンズ)L1に対する回転伝達力は向上する。
これに対して、凹レンズ(下側のレンズ)L1のラジアル方向の回転振れが不安定となることが考えられるが、凹レンズ(下側のレンズ)L1はレンズ保持筒50bの内面に押しつけられるので、ラジアル方向の回転振れの発生は抑制される。
【0073】
(実施例2:偏心検査器としての偏心顕微鏡)
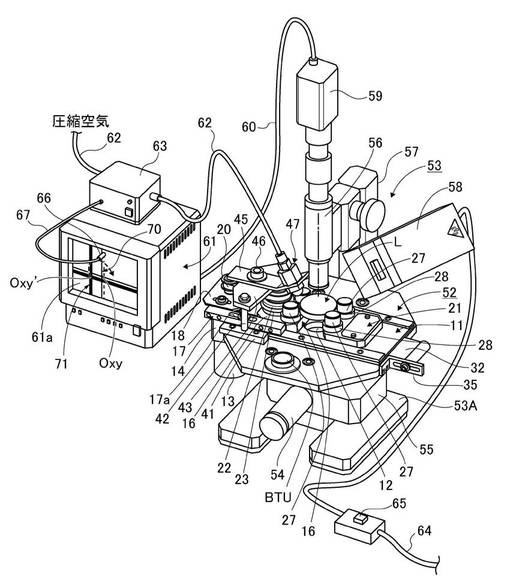
この心出しユニット装置52は、例えば、図9に示す偏心顕微鏡53にセットされる。この偏心顕微鏡53は本体部53Aを有する。本体部53Aには、光源部54、載物台55、鏡筒部56、フォーカス調整用の鏡筒支持部57、紫外線照射部58が設けられている。
【0074】
載物台55には、光軸調整板37(図3参照)が設けられている。光源部54には図10に示す照明光源54aと十字チャート板(コリメータスケール)54bと反射プリズム54cとが配設されている。反射プリズム54cは照明光束を上方に向けて反射する。載物台55には反射プリズム54cの上方にコリメータレンズ54dが設けられている。コリメータレンズ54dは照明光束を平行光束に変換する。
【0075】
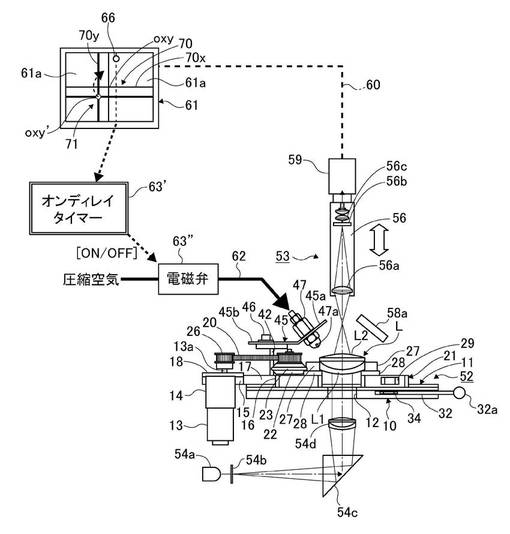
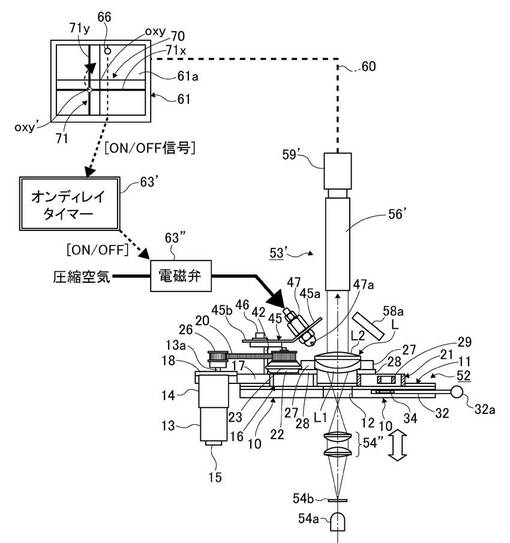
鏡筒部56には、対物レンズ56a、接眼スケール56b、接眼レンズ56c、CCDカメラ59が設けられている。CCDカメラ59はケーブル60を介してモニタ装置61に接続されている。拡散ノズル47はホース62、電磁開閉弁制御ボックス63(図9参照)を介して図示を略す圧縮空気源としての圧縮ボンベ、又は圧縮コンプレッサに接続されている。CCDカメラ59は図示を略す画像処理装置を介してモニタ装置61に電気的に接続される。画像処理装置はCCDカメラ59により取得された画像を適宜処理してモニタ装置61に出力する。
【0076】
紫外線照射部58には図10に示すUVランプ58aが設けられている。このUVランプ58aはケーブル64を介して電力源に接続され、このケーブル64の途中には紫外線照射スイッチ部材65が設けられている。
モニタ装置61のモニタ画面61aには光電検出スイッチ66が臨まされている。この光電検出スイッチ66はケーブル67を介して制御ボックス63のオンディレイタイマー回路63’(図10参照)に接続されている。このオンディレイタイマー回路63’は電磁弁63”を開閉するのに用いられる。
【0077】
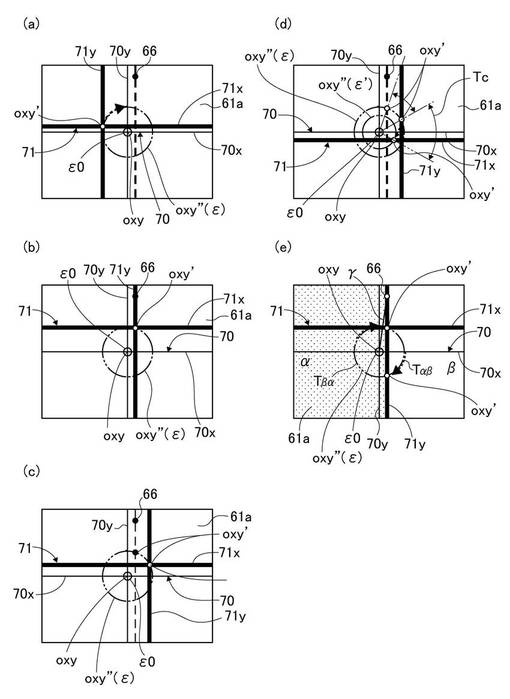
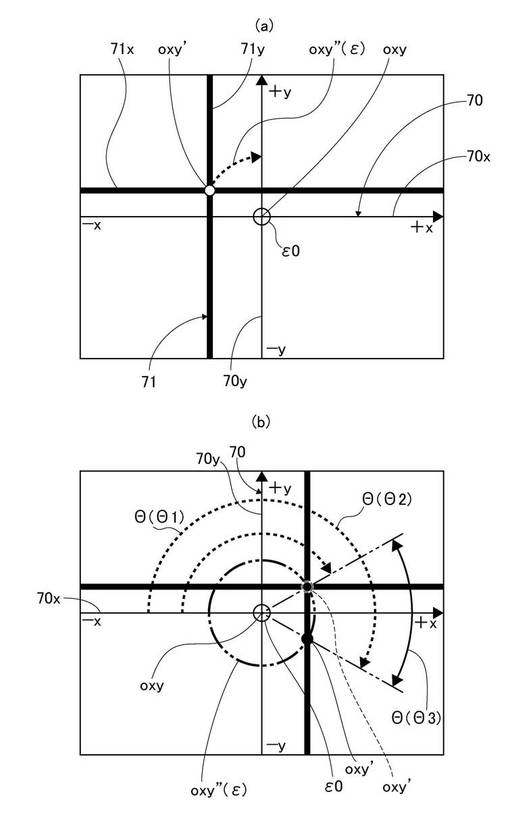
偏心顕微鏡53の接眼像は図10、図11に示すようにモニタ画面61aに映し出されている。その図10、図11において、符号70は接眼スケール56bに形成されている基準十字線であり、70xはX軸方向の基準十字線、70yは縦軸方向の基準十字線、Oxyは基準十字線70x、70yの基準交点を示している。また、その図10、図11において、符号71は照明光束による十字光束であり、符号71xはX軸方向の光束、符号71yはy軸方向の光束、Oxy’はその十字光束71x、71yの交差輝度点である。
【0078】
接合レンズLを回転させると、交差輝度点Oxy’が基準交点Oxyの回りを周回する。符号Oxy”はその交差輝度点Oxy’の周回軌跡輝度円を示している。交差輝度点Oxy’の回転中心、すなわち、周回軌跡輝度円Oxy”の中心が基準交点Oxyと不一致の場合には、互いに直交する位置決め調整ネジ38X、38Yを用いてX軸、Y方向に載置基板10を移動させ、交差輝度点Oxy’の回転中心が基準交点Oxyと一致するようにアライメント調整する。
【0079】
その交差輝度点Oxy’の基準交点Oxyからの離間量は透過偏角εの実測値を意味する。モニタ画面61aには、基準交点Oxyを中心として目標公差円ε0が表示されている。
光電検出スイッチ66は、モニタ画面61aにおいて、目標公差円ε0よりも若干右側の位置に貼り付けられている。この光電検出スイッチ66は、通常、光束を検出していないときは、オフ状態にある。目標公差円ε0のX軸方向範囲内に光電検出スイッチ66を設けると、この光電検出スイッチ66がy軸方向の光束71yを接合レンズLの一回転中に常時受光することになり、透過偏角εが目標公差円ε0の範囲内に存在しても、電磁弁63”の開閉による圧縮空気の噴射が終了しないことになるからである。
【0080】
接合レンズLの回転に伴って、十字光束71がモニタ画面61a上で移動し、図11(b)に示すように、光束71yが光電検出スイッチ66を横切ると、光電検出スイッチ66がオンされる。この光電検出スイッチ66の検出信号はパルス状である。この光電検出スイッチ66の検出信号はオンディレイタイマー回路63’に入力される。
【0081】
オンディレイタイマー回路63’は、光電検出スイッチ66がモニタ画面61aの光束を検出してから一定時間経過後に電磁弁63”を開き、一定時間経過後に電磁弁63”を閉じる機能を有する。ここでは、オンディレイタイマー回路63’は、接合レンズLの回転周期Tの8分の1時間経過後に電磁弁63”を開き、かつ、回転周期Tの16分の1から8分の1時間の間、開状態を持続するように回路設計されている。
【0082】
例えば、接合レンズLの回転周期Tを4秒とした場合、オンディレイタイマー回路63’に検出信号が入力されてから、0.5秒後に、0.25秒〜0.5秒間、電磁弁63”が開かれるように設定されている。従って、圧縮空気の噴射時間Tcは0.25秒〜0.5秒である。なお、この場合、接合レンズLは4秒で360度回転するので、1秒は回転角度90度に相当し、従って、0.5秒は接合レンズLの回転角に換算すると45度であり、0.25秒は接合レンズLの回転角に換算すると22.5度である。
【0083】
その図12(a)は、図11(a)に示すモニタ画面61aの現在位置に十字光束71の交差輝度点Oxy’が位置しているときの光束の偏向状態を示し、図12(b)は図11(b)に示すモニタ画面61aの現在位置に十字光束71の交差輝度点Oxy’が位置しているときの偏向状態を示している。
この実施例2では、十字光束71の交差輝度点Oxy’の回転方向は右回転表示とされているため、拡散ノズル47の噴射開始位置は、光束71yがモニタ画面61a上で光電検出スイッチ66を横切って右側に位置したときとなる。
【0084】
そこで、光束71yがモニタ画面61a上で光電検出スイッチ66を横切った時点で、電磁弁63”の開放準備を行い、光束71yが光電検出スイッチ66の右側に位置した時点で、圧縮空気を噴射させる。
図11(c)はその電磁弁63”が開かれて、接合レンズLに圧縮空気による側面噴射が開始された時点の交差輝度点Oxy’のモニタ画面61a上での現在位置を示し、図12(c)はその図11(c)に対応する接合レンズLの回転位置を示す。
【0085】
また、図11(d)はその圧縮空気の側面噴射開始から側面噴射が停止されるまでの圧縮空気の噴射時間Tcとこれによって修正された透過偏角εの修正周回軌跡輝度円Oxy”(ε’)を示し、図12(d)はその図11(d)に示す接合レンズLの回転位置と接合レンズLの凸レンズL2の横ずれ移動とを示している。
【0086】
ところで、接合レンズLの一回転中に、図11(e)に示すように、光電検出スイッチ66は光束71yを2回検出する。従って、接合レンズLの1回転中に2回の圧縮空気の噴射が行われるが、光束71yが光電検出スイッチ66を横切る時点で、モニタ画面61aをX軸方向の座標位置により左右に分割した場合、目標公差円ε0は、左側領域(領域α)に存在し、右側領域(領域β)には存在しないので、交差輝度点Oxy’が領域αに存在するときに、心出し開始スイッチ(図示を略す)を押すこととする。
【0087】
接合レンズLの凸レンズL2が凹レンズL1に対して横ずれ移動することにより透過偏角εが修正されると、修正周回軌跡輝度円Oxy”(ε’)が初期の透過偏角εの修正前の周回軌跡輝度円Oxy”(ε)の半径よりも小さくなる。接合レンズLの回転中に、光束71yが光電検出スイッチ66を横切る都度、圧縮空気が接合レンズLに向けて噴射されるが、修正周回軌跡輝度円Oxy”(ε’)が目標公差円ε0よりも小さくなると、光束71yが光電検出スイッチ66を横切らないので、圧縮空気は噴射されないことになる。
【0088】
そこで、作業者はモニタ画面61a上でこの状態を検出し、図9に示す紫外線照射スイッチ部材65をオンし、紫外線を接合レンズLに向けて照射する。この結果、紫外線硬化型樹脂が硬化され、凹レンズL1と凸レンズL2との相対位置関係が固定される。これにより、接合レンズLが完成する。
光電検出スイッチ66の感応度は、照明光源54aの照明光量の調整、モニタ装置61の輝度調整、光電検出スイッチ66に付属の調整つまみ(図示を略す)によって調整できる。
【0089】
モニタ画面61aにおいて、基準交点Oxyから光電検出スイッチ66までの感応距離r(図11(e)参照)は、1回の圧縮空気の噴射により修正される透過偏角εの修正量により試行錯誤的に設定する。
透過偏角εの修正量は、接合レンズLの形状によっても変化するが、拡散ノズル47に供給される圧縮空気の量、レギュレータ(図示を略す)による圧力調整、スピードコントローラ(図示を略す)による流量調整によって、その修正量を調整できる。
【0090】
透過偏角εが目標公差円ε0の近傍にある場合には、拡散ノズル47からの圧縮空気の噴射により透過偏角εの修正量が大きくなりすぎ、修正周回軌跡輝度円Oxy”(ε’)が噴射前の周回軌跡輝度円Oxy”(ε)よりも大きくなることがあるが、接合レンズLが半回転して、再度圧縮空気による噴射が行われると、凹レンズL1に対して凸レンズL2が再度反対方向に横ずれされて、修正周回軌跡輝度円Oxy”(ε’)が目標公差円ε0よりも小さくなる。
【0091】
この場合には、この状態になった時点で、紫外線照射スイッチ部材65をオンさせれば良い。
なお、接合レンズLの貼り合わせ工程では、紫外線硬化型樹脂を凹レンズL1の貼り合わせ面と凸レンズL2の貼り合わせ面とに塗布して密着させる際に泡が発生するので、脱泡作業を行い、泡抜き後に接合レンズLを心出しユニット装置に装着している。泡抜き作業後に、接合レンズLを心出しユニット装置52に装着し、自動心出しを行うと、接合レンズLの貼り合わせ工程での作業は泡抜き作業が主体となるのみなので、貼り合わせ工程での作業の効率化が図られる。
【0092】
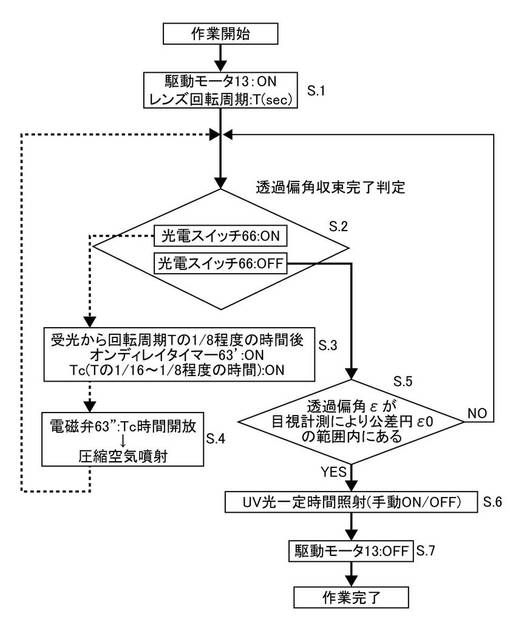
図13は、本発明に係る心出しユニット装置52が装着された偏心顕微鏡53を用いて心出し作業を行う工程の概要を示すフローチャートである。
まず、領域αに光束71yが存在するときに、心出し開始スイッチ(図示を略す)を押して、プログラマブルコントローラ回路(PLC回路)によるシーケンスを実行させることにより、駆動モータ(DCモータ)13を回転駆動する(S.1)。ついで、光電検出スイッチ66がオンされたときに(S.2)、オンディレイタイマー回路63’が検出信号が入力された時点から接合レンズLの回転周期Tの1/8時間経過後にオンされる。
【0093】
このオンディレイタイマー回路63’は、所定の圧縮空気噴射時間Tcを設定する(S.3)。電磁弁63”は、オンディレイタイマ63’がオンされてから圧縮空気噴射時間Tcが経過するまでの間、開かれている。これにより、圧縮空気が接合レンズLに向けて噴射され、透過偏角εの修正が行われる(S.4)。光電検出スイッチ66が光束71yを検出している間は、このS.1からS.4のステップが実行される。
【0094】
S.2において、光電検出スイッチ66のオフが検出された場合、透過偏角εが目標公差円ε0の範囲内にあるか否かを目視により判断する(S.5)。透過偏角εが目標公差円ε0の範囲外のときには、S.2に戻る。
透過偏角εが目標公差円ε0の範囲内の時は、紫外線照射スイッチ部材65をオンさせ(S.6)、一定時間紫外線を接合レンズLに照射する。これにより、紫外線硬化型樹脂が硬化し、接合レンズLが完成する。ついで、シーケンス制御により、駆動モータ13の駆動を停止させる(S.7)。ついで、心出しユニット装置から接合レンズLを取り外す。
【0095】
このように、この実施例2に係る心出し顕微鏡を用いる接合レンズの自動心出し方法は、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けてラジアル方向への横ずらしを与えるステップ、透過偏角εが予め定められた公差範囲内に存在するか否かを判断して、透過偏角εが公差範囲外の場合にはそのステップを再度実行し、透過偏角εが予め定められた公差範囲内に存在する場合には、紫外線を接合レンズLに照射するステップを実行する。
この実施例2に係る心出し顕微鏡を用いると、低価格構成の接合レンズの製作装置を作成できる。
【0096】
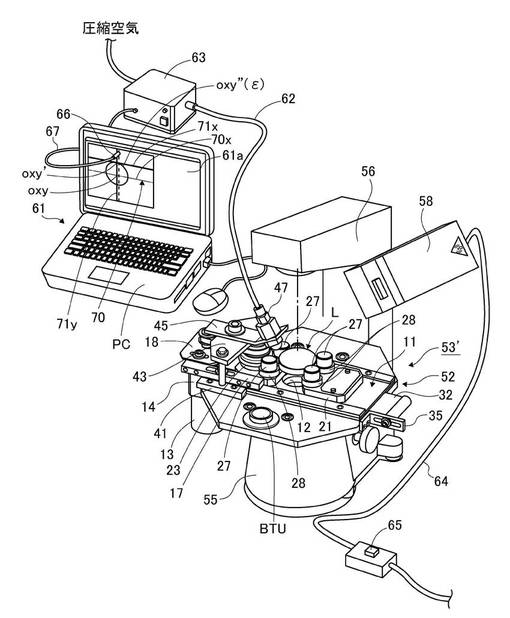
(実施例3:偏心検査器)
図14、図15は実施例3に係る偏心検査器53’に心出しユニット装置52を組み込んだ状態を示す説明図である。モニタ装置61はパーソナルコンピュータPCと一体化され、心出しユニット装置52は載物台55としてのハウジングの上に設けられている光軸調整機構としての光軸調整板の上にセットされる。
【0097】
この偏心検査器53’の載物台55には、照明光源54a、チャート板54b、フォーカスレンズ54”が設けられている。鏡筒部56には光学式オートコリメータ56’が設けられている。その光学式オートコリメータ56’には、CCDカメラ、CMOSカメラ、USBカメラ等の撮像カメラ59’が設けられている。
【0098】
フォーカスレンズ54”は光軸方向に移動可能であり、接合レンズLを透過した照明光束が平行光束となるように調整される。モニタ装置61のモニタ画面61aには、実施例2と同様に光電検出スイッチ66が貼り付けられている。この光電検出スイッチ66を用いて透過偏角εを検出し、接合レンズLの心出しが行われる。この実施例3による心出し方法は実施例2と同様であるので、その詳細な説明は省略する。
【0099】
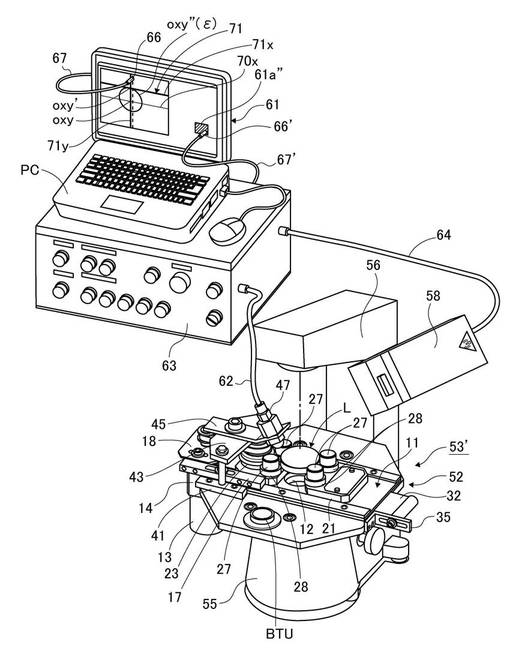
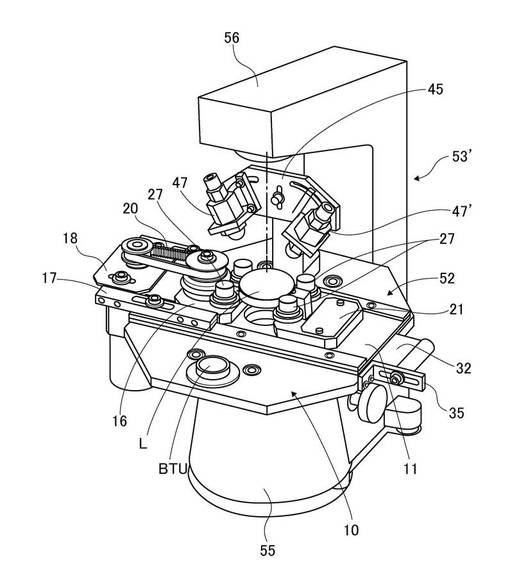
(実施例4:偏心検査器)
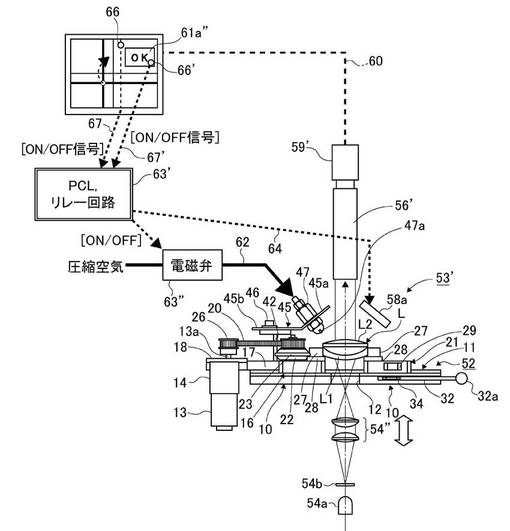
図16は実施例4に係る偏心検査器53’に心出しユニット装置52を組み込んだ状態を示す説明図である。この図16に示す偏心検査器では、電磁開閉弁制御ボックス63にプログラマブルコントローラ回路(PLC回路又はリレー回路)63’と電源部(図示を略す)とが設けられている。なお、符号63’はオンディレイタイマー回路に用いてあるが、制御回路という意味で同一符号を用いている。
【0100】
モニタ装置61のモニタ画面61aには光電検出スイッチ66とは別に光電検出スイッチ66’が設けられている。光電検出スイッチ66は、実施例2、実施例3と同様に透過偏角εが目標公差円ε0の範囲内にあるか否かの判定に用いられる。光電検出スイッチ66’は電磁開閉弁制御ボックス63内のPLC回路63’にケーブル67を介して接続されている。その光電検出スイッチ66’は、透過偏角εが目標公差円ε0の範囲内にあることを自動的に判定するのに用いられる。
【0101】
透過偏角εの目標公差円ε0の範囲はキーボードにより予め入力することにより、画像処理装置、演算部として機能するパーソナルコンピュータPCのメモリに記憶されている。このパーソナルコンピュータPCには、透過偏角εが目標公差円ε0の範囲内にあるか否かを判定するソフトウエアプログラムが組み込まれている。そして、透過偏角εが目標公差円ε0の範囲内にあるか否かがモニタ画面61aの画面上に表示される。この機能を有する偏心検査器53’は公知である。
【0102】
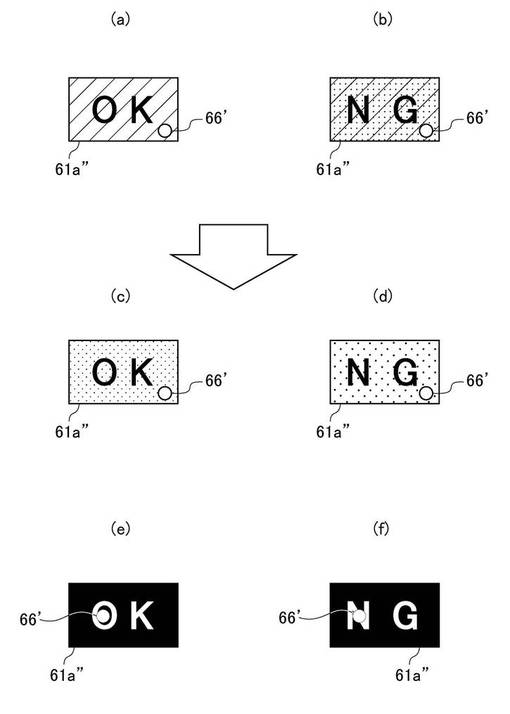
モニタ画面61a上には、図17(a)、図17(b)に示すように、透過偏角εが目標公差円ε0の範囲内にある場合には、緑の背景色からなる表示領域61a”の中に黒色の「OK」の文字を表示し、透過偏角εが目標公差円ε0の範囲外にある場合には、黄色の背景色からなる表示領域61a”の中に黒色の「NG」の文字を表示するタイプのもの、図17(e)、図17(f)に示すように、黒色の表示領域61a”の中に、高輝度で「OK」、「NG」の文字が表示されるタイプのものがある。
【0103】
透過偏角εの合否によって、背景色を変更するタイプのモニタ装置では、背景色の輝度の大小により「OK」、「NG」かを判定する。背景色が緑色の場合、図17(c)に示すように、その輝度は相対的に背景色が黄色の場合の輝度(図17(d)参照)よりも低い。従って、光電検出スイッチ66’による表示領域61a”の検出輝度が低い場合には、プログラマブルコントローラ回路(PLC回路又はリレー回路)63’をシーケンスに従って実行させて、UVランプ58aをオンさせることにより、紫外線を接合レンズLに照射する。光電検出スイッチ66’による表示領域61a”の検出輝度が高い場合には、プログラマブルコントローラ回路(PLC回路又はリレー回路)63’をオフのままとして、UVランプ58aのオフ状態が維持される。
【0104】
図17(e)、図17(f)に示すように、黒色の画面の中に、高輝度で「OK」、「NG」の文字が表示されるタイプのものの場合には、光電検出スイッチ66’を「O」の円内に位置させ、かつ、「N」の斜め線を横切るように配置すると、光電検出スイッチ66’による表示領域61a”の検出輝度が低い場合には、PLC回路又はリレー回路をシーケンスに従って実行させて、UVランプ58aをオンさせることにより、紫外線を接合レンズLに照射する。光電検出スイッチ66’による表示領域61a”の検出輝度が高い場合には、PLC回路63’又はリレー回路のシーケンスに従って、UVランプ58aをオフ状態のままとすることができる。
【0105】
このように、光電検出スイッチ66’を用いると、高額になりがちなソフトウエアプログラムの変更に較べて、UVランプ58aを自動的にオンオフさせることができる。従って、透過偏角εが目標公差円ε0の範囲内にあるか否かの検出からその合否判定までの一連の工程の自動化を安価に行うことができる。
【0106】
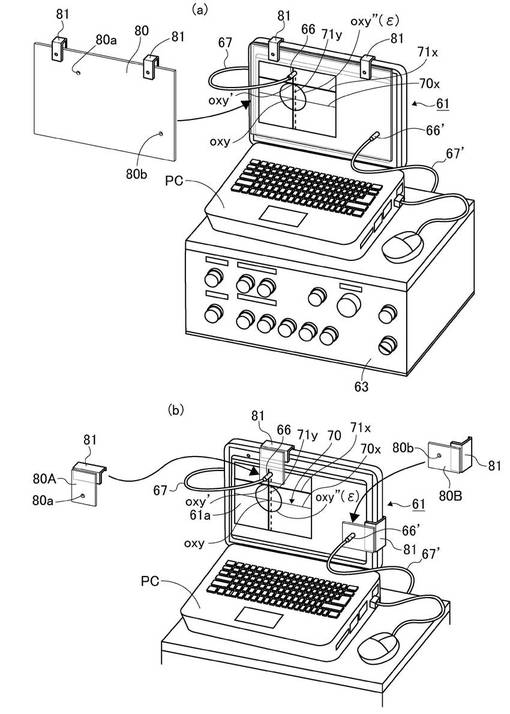
光電検出スイッチ66、66’のモニタ画面61aへの設置は、例えば、図18(a)に示すように、長方形状のモニタ画面61aの大きさ、形状に対応する透明アクリル板80の上辺に一対のフック部材81、81を設ける。また、その透明アクリル板80の光電検出スイッチ66を取り付ける場所に取付け穴80aを形成し、その透明アクリル板80の光電検出スイッチ66’を取り付ける場所に取付け穴80bを形成する。その取付け穴80aには光電検出スイッチ66が装着され、その取付け穴80bには光電検出スイッチ66’が装着される。
【0107】
モニタ画面61a上での光電検出スイッチ66、66’の位置関係は必ずしも同じとは限らないので、透明アクリル板80を二つに分割して、図18(b)に示すように、透明アクリル板80Aと透明アクリル板80Bとから構成し、別々にフック部材81、81を透明アクリル板80A、80Bに設け、モニタ画面61aの各辺に沿って透明アクリル板80A、透明アクリル板80B移動させ、光電検出スイッチ66、66’のモニタ画面61aの表示部位に対する位置関係を調整するのが望ましい。
【0108】
特に、光電検出スイッチ66をモニタ画面61aの上辺に沿って移動させる構成とすると、透過偏角εの修正量を調整するのに便利である。また、光電検出スイッチ66’をモニタ画面61aの縦辺に沿って移動させる構成とすると、「N」の斜め線を横切るように配置する場合に便利である。
【0109】
この実施例4による場合、光電検出スイッチ66が光束71yを検出する位置は、接合レンズLの1回転のうちに2回ある。従って、実施例2と同様に、リレー回路を電磁弁63”の制御に用いる場合には、手動により心出し開始スイッチ(図示を略す)を押すタイミングは、実施例2と同様に領域αに交差輝度点Oxy’が存在するときとする。
【0110】
一方、PLC回路63’を用いる場合には、図11(e)に示すように、領域αから領域βに向かって交差輝度点Oxy’が回転する時間Tαβと領域βから領域αに向かって交差輝度点Oxy’が回転する時間Tβαとは異なる。そこで、プログラマブルコントローラを用いたPLC回路63’の場合、PLC回路63’のカウンタ機能を用いて、接合レンズLの最初の1回転中の時間差を計測し、領域αに光束71yが存在するか否かを判断し、圧縮空気の吹き出しタイミングを設定する。
【0111】
図19は、その実施例4に係る心出し光学系と制御系との概要を示し、実施例3と同一構成要素に同一符号が付されている。
図20はその実施例4に係る偏心検査器を用いて圧縮空気の自動噴射から紫外線の自動照射までの一連の工程を示すフローチャートである。
【0112】
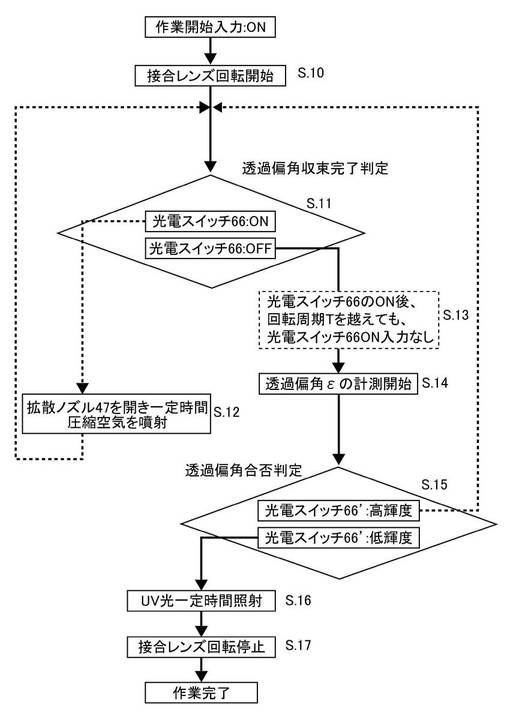
心出し開始スイッチ(図示を略す)をオンすると、接合レンズLが回転を開始し(S.10)、光電検出スイッチ66がオンされたか否かを判定する(S.11)。S.11において、光電検出スイッチ66がオンの場合、接合レンズLに向かって圧縮空気噴射時間の間、圧縮空気が噴射される(S.12)。光電検出スイッチ66がオフと判定された場合、光電検出スイッチ66がオンされた後、接合レンズLの回転周期Tを超えても、光電検出スイッチ66がオンしない場合(S.13)、透過偏角εの計測を開始する(S.14)。
【0113】
ついで、光電検出スイッチ66’が高輝度を検出した場合、S.11に戻って再度光電スイッチ66がオンしたか否かを判断する。光電検出スイッチ66’が高輝度を検出した場合、S.11〜S.15の処理が繰り返される。
S.15において、光電検出スイッチ66’が低輝度を検出した場合、UVランプ58aがオンされて、接合レンズLの回転中に紫外線(UV光)が接合レンズLに照射される(S.16)。これにより、紫外線硬化型樹脂が硬化され、接合レンズLが完成する。その後、接合レンズLが回転停止され(S.17)、接合作業が終了する。
【0114】
(実施例5:偏心検査器)
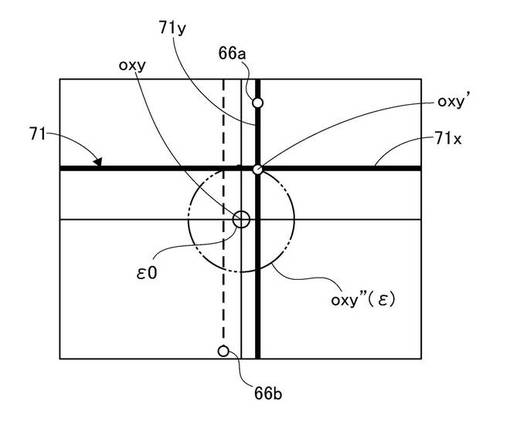
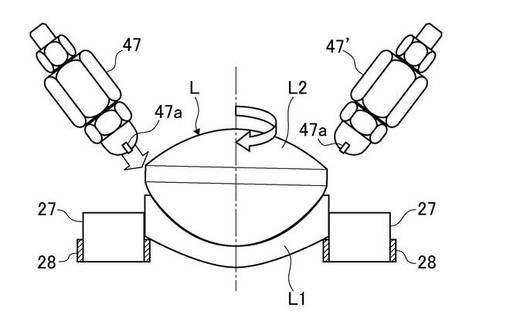
図21は、本発明に係る偏心検査器53’の実施例5の説明図であって、この実施例5では、アングル板45に接合レンズLを挟んで拡散ノズル47、47’が2個対称位置に配設されている。また、モニタ装置61のモニタ画面61aには、図22に示すように基準交点Oxyを挟んで点対称位置に光電検出スイッチ66a、66bが配設されている。
【0115】
光電検出スイッチ66aは拡散ノズル47の噴射に用いられ、光電検出スイッチ66bは拡散ノズル47’の噴射に用いられる。この実施例5による場合、図23に示すように、接合レンズLの一回転中に2回の圧縮空気の噴射が行われるので、高速で透過偏角εの修正作業を行うことができる。
なお、一対の拡散ノズル47、47’の噴射タイミングは、この実施例5では異なるタイミングとされているが、同時であっても良い。
【0116】
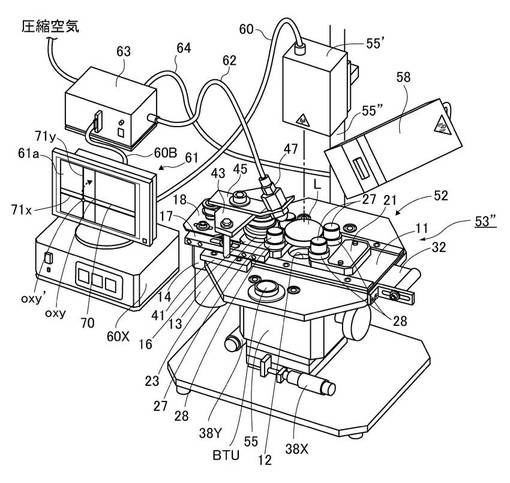
(実施例6:レーザーオートコリメータを備えた偏心検査器)
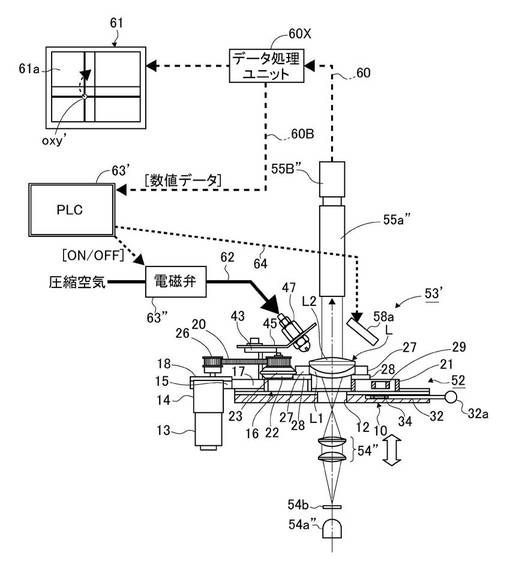
図24、図25は心出しユニット装置52をレーザーオートコリメータを備えた偏心検査器53”に適用した実施例を示している。この実施例6では、モニタ装置61のモニタ画面61aには光電検出スイッチ66、66’は設けられていない。
【0117】
この図24、図25に示す実施例6では、照射光源としてLD(レーザーダイオード)54a’が載物台55としてのハウジング内に設けられている。LD(レーザーダイオード)54a’の前部には十字チャート板54bが設けられている。そのハウジングの下部には、X方向の位置決め用の調整ネジ38X、38Y方向の位置決め用の調整ネジ38Yが設けられている。ハウジングはこれらの調整ネジ38X、38YによりX軸方向、Y軸方向に微調整される。
【0118】
心出しユニット装置52はそのハウジングに載置されている。心出しユニット装置52を間に介してハウジング55に対向してハウジング55’が支柱55”に取り付けられている。このハウジング55’には図25に示すようにレーザオートコリメータ55A”が設けられている。このレーザオートコリメータ55A”は撮像手段としてのCCDセンサ55B”を有する。
【0119】
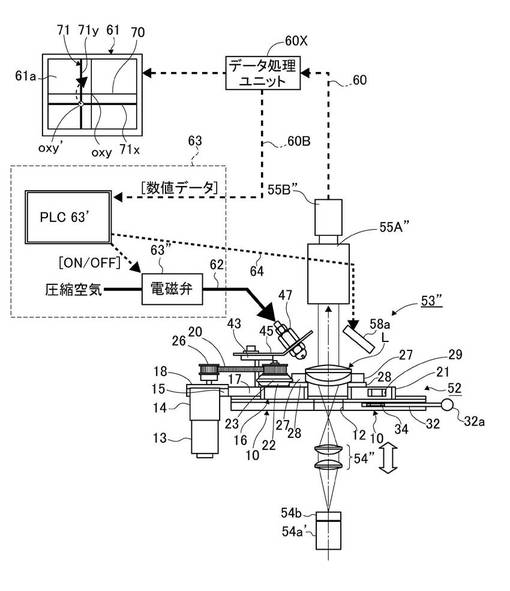
CCDセンサ55B”はケーブル60を介してデータ処理ユニット(画像計測ユニット、データプロセッシングユニットとも言われている)60Xに接続されている。そのデータ処理ユニット60Xはモニタ装置61と電磁開閉弁制御ボックス63とに接続されている。符号60Bは制御ボックス63とデータ処理ユニット60Xとを接続するケーブルを示している。
【0120】
その電磁開閉弁制御ボックス63はケーブル64を介してUVランプ58aに接続されると共に、ホース62を介して拡散ノズル47に接続されている。データ処理ユニット60XはCCDセンサ55B”からの出力を画像解析してモニター装置61に向かって画像データ、透過偏角εの数値データ等の表示に必要なデータを出力すると共に、制御に必要な透過偏角εの数値データを解析処理して、電磁開閉弁制御ボックス63のPLC回路63’に向かって出力する。
【0121】
PLC回路63’は心出しスイッチSWをオンすると、駆動モータ13に駆動信号を出力し、これにより駆動モータ13が駆動される共にレーザダイオード54a’が点灯される。
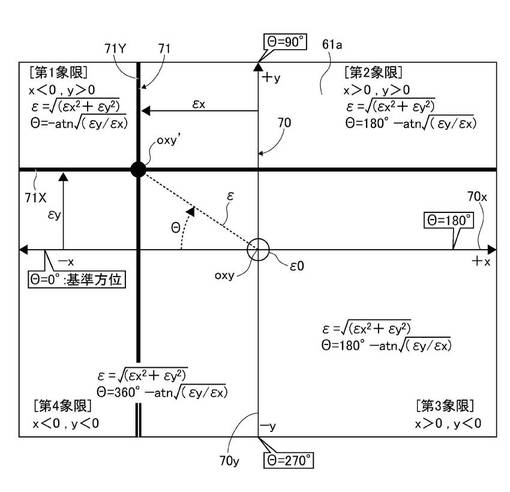
モニタ装置61のモニタ画面61a上には、基準十字線70を中心に十字光束71が回転する状態が表示される。基準十字線70の交点Oxyを中心に十字光束71の交差輝度点Oxy’が旋回しない場合には、実施例2と同様に調整する。ここでは、PLC回路63’には透過偏角εの数値データとしてx軸に対する傾き角成分εx、y軸に対する傾き角成分εyが逐次送信される。傾き角成分εx、εyを用いて、透過偏角ε、基準方位0度からの回転角Θがデータ処理ユニット60xからPLC回路63’に送信される。
【0122】
なお、ここでは、図26に示すように、モニタ画面61a上で、基準方位0度はX軸方向で、かつ、X軸のマイナス側で交差輝度点Oxy’が最大になっている状態としている。すなわち、この実施例6では、拡散ノズル47の配設位置に対して逆向きに透過偏角εが最大に傾いている状態のときの接合レンズLの回転位置が基準方位0度に設定されている。
【0123】
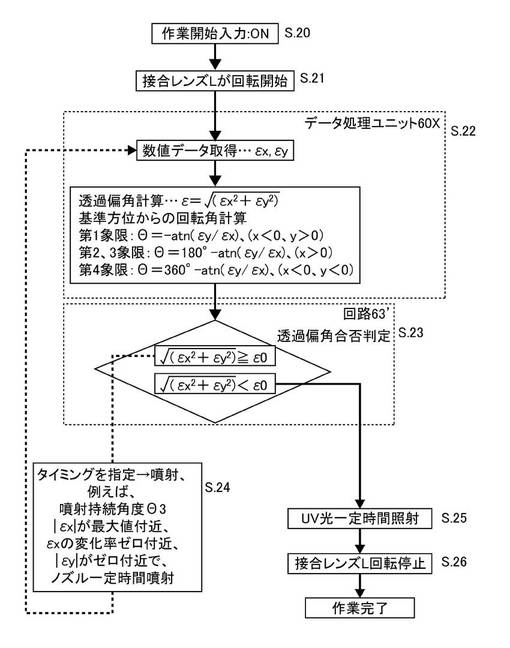
図27はその実施例6に係る偏心検査器を用いて圧縮空気の自動噴射から紫外線の自動照射までの一連の工程を示すフローチャートである。
心出し開始スイッチ(図示を略す)を押すと(S.20)、シーケンスに従って、駆動モータ13がオンされ、接合レンズLが回転を開始する(S.21)、データ処理ユニット60xが、数値データとしての傾き角成分εx、εyを演算により取得する。これにより、図28(a)に示すように、交差輝度点Oxy’が周回軌跡輝度円Oxy”を描き始める。
【0124】
ついで、データ処理ユニット60xは透過偏角ε、基準方位(0度)からの回転角度Θを計算する。回転角度Θは、交差輝度点Oxy’が図26に示す第1象限にあるときには、傾き角成分εx、εyのアークタンジェント(atn)を用いて求め、第2、第3象限にあるときには、180度からそのアークタンジェント(atn)分の角度を用いて求め、第4象限にあるときには、360度からそのアークタンジェント(atn)分の角度を用いて求める(S.22)。PLC回路63’には回転角度Θと、透過偏角εとが送信される。
【0125】
ついで、PLC回路63’は透過偏角εが目標公差円ε0内にあるか否かを判定する(S.23)。透過偏角εが目標公差円ε0以上の場合には、噴射タイミングを指定して、一定期間噴射させる(S.24)。すなわち、PLC回路63’は、図28(b)に示すように、噴射開始角度Θ1と噴射停止角度停止角度Θ2とを設定することにより、噴射持続角度Θ3を設定する。これにより、拡散ノズル47が所定期間圧縮空気を噴射する。
【0126】
その結果、接合レンズLの凸レンズL2が凹レンズL1に対して横にずらされ、透過偏角εが小さくなる。すなわち、透過偏角εが接合レンズLの横ずれ移動による補正を受けると、修正前の周回転軌輝度円Oxy”(ε)の半径が小さくなるため、拡散ノズル47の噴射開始と共に、PLC回路63’は受信した数値データ列を一旦クリアして、新たな数値データ列を再度受信し、この新たな数値データに基づいて、透過偏角εの合否判定を行う。
【0127】
データ処理ユニット60xは、再度、数値データを取得し、透過偏角εx、回転角度Θを計算し、PLC回路63’に向かって出力する(S.22)。
PLC回路63’は透過偏角εが目標公差円ε0よりも小さいか大きいかを判定し(S.23)、透過偏角εが目標公差円ε0内の場合には、噴射を終了し、オフディレイタイマーを作動させ、UVランプ58aを一定時間発光させる(S.25)。
【0128】
これにより、紫外線硬化型樹脂が硬化され、その後、駆動モータ13の駆動(接合レンズLの回転)が停止される(S.26)。これにより、作業が完了する。
なお、図29(a)は交差基点Oxy’が図28(a)に示す位置にあるときの接合レンズLの回転位置を示し、図29(b)は交差輝度点Oxy’が図28(b)に示す位置にあるときの接合レンズLの回転位置を示している。
【0129】
この実施例6による場合、光電検出スイッチ66は用いられておらず、交差輝度点Oxy’の位置を光電検出スイッチを用いて検出する必要はないので、心出し開始スイッチ(図示を略す)を押すタイミングを目視で作業者が確認する必要はない。このため、迅速に心出し作業を行うことができる。なお、この実施例6では、データ処理ユニット60xにより回転角度Θの演算を行っているが、PLC回路63’に基準方位0度からの回転角度Θを演算させる構成とすることもできる。
【0130】
また、なお、透過偏角εx、εyのみをPLC回路63’が受信する構成の場合には、接合レンズLの一回転周期T中に受信した数値データ列としての偏角成分εx、εyの絶対値のうちの最大値が透過偏角εになるので、偏角成分εxの絶対値のうちの最大値、又は偏角成分εyの絶対値のうちの最大値を目標公差円ε0と比較し、目標公差円ε0よりも偏角成分εx、εyの絶対値の最大値が大きい場合には、図27のS.24の処理を実行させるようにしても良い。
【0131】
例えば、噴射持続角度Θ3として、εxの絶対値が最大値近傍、εxの変化率がゼロ付近、εyの絶対値がゼロ近傍で拡散ノズル47を一定時間噴射させるようにしてもよい(図27のS.24参照)。
以上、実施例6について説明したが、図30に示すように、照明光源としてレーザダイオード54a’を設ける代わりに高輝度LED光源54a”を設け、レーザーオートコリメータ55A”の代わりに光電オートコリメータ55a”を設けて、自動的に心出しを行う構成とすることもできる。
【符号の説明】
【0132】
L1…凹レンズ(下側のレンズ)
L2…凸レンズ(上側のレンズ)
L…接合レンズ
ε0…公差範囲
ε…透過偏角
47…拡散ノズル(圧縮空気噴射ノズル)
【技術分野】
【0001】
本発明は、接合レンズの自動心出し方法、及びその自動心出し方法に用いる心出しユニット装置、及びその心出しユニット装置を用いた接合レンズ製作装置に関する。
【背景技術】
【0002】
一般に、図31に示すように、光学ガラス等の光学媒体1の入射面1aに垂直に入射した光束P(平面波)は、光学媒体1が平行平面板の場合、そのまま位相が揃った状態で射出面1a’から垂直に射出される。なお、光学媒体1中での位相の幅は屈折率(N)の比率で収縮し、光束Pの速度は減速される。
【0003】
これに対して、図32に示すように、光学媒体1の厚さが一定でなく、いずれか1個の光学媒体1’に勾配が存在する場合、 入射面1aに入射した光束Pは射出面1a’の側で光学媒体1の内外の位相の幅に勾配が生じ、光束Pは光学媒体1の厚さが厚い側に向かって屈折する。光束Pが入射面1aに入射する入射角度と光束Pが射出面1a’から出射する射出角度と差は偏角θと呼ばれている。
【0004】
この現象は、接合レンズ(貼り合わせレンズ)においても生じる。
図33、図34は凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2とを貼り合わせた接合レンズLを示している。図33は凹レンズL1と凸レンズL2とが心ずれがなくかつ傾きもなく接合されている状態を示し、図34は凹レンズL1と凸レンズL2とが心ずれ及び傾きのある状態で接合されている状態を示している。
【0005】
凹レンズL1と凸レンズL2とが、図33に示すように、心ずれ(芯ずれ)がなくかつ傾きもなく接合されている場合、凹レンズL1の中心から垂直に延びる光軸O1と、凸レンズL2の中心から垂直に延びる光軸O2とは同軸で、光束P(球面波、平面波)は光軸O1、O2に対して対称な方向に進行する。
【0006】
凹レンズL1と凸レンズL2とが、図34に示すように、芯ずれがありかつ傾きがある状態で接合されている場合、入射側の光軸O1と射出側の光軸O2とは同軸上に存在せず、光束Pが接合レンズLに入射すると、入射側の光束の方向を基準として出射側の光束に偏角θが生じる。
なお、その図33、図34において、符号1bは凹レンズL1の入射球面、符号1b’は凹レンズL1の射出球面、符号1cは凸レンズL2の入射球面、符号1c’は凸レンズL2の射出球面を示す。
【0007】
この接合レンズLを光束Pの回りに図35に示すように360度回転させたときの偏角θの最大幅を透過偏角εと定義する。
接合レンズLの透過偏角εの発生要因は、凹レンズL1の光軸O1に対する凸レンズL2の射出球面1c’の横移動(図36参照)と、凹レンズL1に対する凸レンズL2の横転(図37参照)との二つの原因が考えられる。
例えば,両面が凸の凸レンズL2を凹レンズL1と貼り合わせる場合、芯ズレによって以下に説明する透過偏角εの増加成分が生じる。
【0008】
(1)光束Pの中心OR’に対して凸レンズL2の光軸O2が横移動することによる透過偏角の増加成分:Δε1
光束Pの中心OR’に存在する横ずれ前の凸レンズL2の射出球面1c’の曲率中心ORの横への移動により光束Pに対して傾きが生じ,透過偏角εの成分が生じる。
曲率中心ORの横移動による偏った肉厚相当の透過偏角εの増加成分は以下に説明する式により求められる。
【0009】
図36において、符号Rは凸レンズL2の射出球面1c’の曲率中心ORから射出球面1c’までの曲率半径、符号Δrは光束Pの中心OR’に対する凸レンズL2の光軸O2の横移動量(曲率中心ORの横移動量)、符号topは光軸O2と射出球面1c’、1c”との交点、符号rは中心OR’を中心とする光束Pの半径、符号Δh1+は凸レンズL2の最大厚さ、符号Δh1は凸レンズL2の横ずれに起因する肉厚損失分を除いた厚さ、符号Δh1−は凸レンズL2の肉厚増加分と肉厚損失分とを除いた厚さ、符号Δh1±は肉厚損失分に肉厚増加分を加えた厚さである。なお、符号1c”は横ずれ後の凸レンズL2の射出球面を示している。
【0010】
横移動による透過偏角の増加成分Δε1は、下記の式によって求められる。
【表1】
【0011】
(2)横転による透過偏角増加成分Δε2
凹レンズL1に貼り合わされる凸レンズL2の入射球面1cが球面の場合、芯ずれによって凸レンズL2が図37に示すように横転する。
その図37において、符号Δh1+’は図36に示すΔh1+に対応し、符号Δh1’は図36に示すΔh1に対応し、符号Δh1−’は図36に示すΔh1−に対応し、符号Δh1±’は符号Δh1±に対応している。
【0012】
また、その図37において、符号ORBは凹レンズL1の射出球面1b’(凸レンズL2の入射球面1c)の曲率中心、符号RBは凹レンズL1の射出球面1b’の曲率半径(凸レンズL2の入射球面1cの曲率半径)、符号rBは中心OR’を中心とする光束Pの半径、Δrは光束Pの中心OR’に対する凸レンズL2の曲率中心ORBによる横移動量である。
【0013】
凸レンズL2が凹レンズL1に対して横転すると、凸レンズL2の入射球面1cの偏肉相当成分Δh2±に対応する透過偏角増加成分Δε2が加算される。なお、その図37において、Δh2−は図36のΔh1−に対応し、Δh2+は図36のΔh1+に対応し、Δh2±は図36のΔh1±に対応している。
この芯ズレに起因する偏肉相当の透過偏角増加成分Δε2は、下記の表2の式によって求められる。
【表2】
【0014】
ところで、従来から、接合レンズLの接合時における心出し方法については、以下に説明する方法が採用されてきた。
(1)偏心顕微鏡による心出し方法
図38は偏心顕微鏡の光学系を示す。この図38において、A’はコリメータスケール、B’は反射プリズム、C’はコリメータレンズ、D’はレンズホルダー、E’は被検査レンズとしての接合レンズL、F’はコリメータスケールA’の像、G’は顕微鏡対物レンズ、H’は顕微鏡接眼スケール、I’は顕微鏡接眼レンズである。なお、照明光源は、コリメータスケールA’の背後に設けられている。
【0015】
レンズホルダD’は図39に示すように段差部D”を有し、レンズホルダD’の上側開口の内径は、接合レンズLの凹レンズ(下側のレンズ)L1の直径に等しく形成されている。このレンズホルダD’に図40に示すように接合レンズLが載置される。
【0016】
顕微鏡接眼スケールH’は、目盛りが光軸の傾き角度に換算されて表示されている。この心出し方法においては、この顕微鏡接眼スケールH’の像を見ながら、凸レンズ(上側のレンズ)L2の半径方向(ラジアル方向)のずれを指先で修正し、透過偏角εが公差範囲内に入るまで微調整する手作業による方法が用いられる。
【0017】
透過偏角εが公差範囲内に入ると、接合レンズLに紫外線が照射され、凹レンズL1と凸レンズL2との間の紫外線硬化型樹脂が硬化され、これにより、凹レンズL1と凸レンズL2とが固着される。
接合作業の効率化を図るために、CCDカメラ等の撮像手段を顕微鏡接眼レンズI’に臨ませて、この撮像手段をモニタ装置に接続し、モニタ画面に接眼像を映し出す構成の偏心顕微鏡を用いる場合もある。
【0018】
透過偏角εの検査を行う場合、図41に示す顕微鏡の載物台J’にレンズホルダD’を固定し、図42に示すように、指先K’の腹K”の部分により凹レンズ(下側のレンズ)L1をレンズホルダD’の一方に寄せて、そのままの状態で接合レンズLを回転させる。
【0019】
接合レンズLの回転に伴って、偏心顕微鏡の接眼像(十字線)が回転するので、十字線の中心の回転直径の幅を透過偏角εとして読み取ることができる。接眼像(十字線)の回転中心が顕微鏡接眼スケールH’の中心Oにない場合には、顕微鏡の載物台J’の調整ネジ38X、38Yを用いて、接眼像(十字線)の回転中心が顕微鏡接眼スケールH’の中心に一致するように位置決めする。なお,接合レンズLを図43、図44に示すように、V字型の押し当て工具M’に押し付けて、透過偏角εを検査する方法も知られている。
【0020】
(2)コリメータ光学系を用いた偏心検査器を用いる方法
また、偏心顕微鏡に代えて、図45に示すように、コリメータ光学系を用いた取り扱い易い偏心検査器も用いられている。図38に示す偏心顕微鏡は平行光(平面波)を下方から接合レンズLに入射させ、コリメータスケールA'の像F’の振れ幅を透過偏角εとして計測している。
【0021】
これに対して、図45に示す偏心検査器N’の光学系は上下逆の構造になっている。このものでは、接合レンズLに球面波を入射させて、平行光の傾きを計測する。従って、この偏心検査器N’では、検査装置固有の接合レンズLの高さ方向の寸法の制約を受けにくいという利点がある。
そして、これまでの光電オートコリメータで用いられている技法を継承し、CCDカメラ、USBカメラを用いて画像データを取得するという画像処理による偏角量計測法である。
偏心顕微鏡の接眼スケールH’が光軸の傾き角度に換算されている接眼像(十字線)を見るのに対して、この図45に示す偏心検査器N’の場合,専用若しくはパーソナルコンピュータPCの液晶モニタQ’を使うこと等がパーソナルコンピュータPCの普及に伴って開発され、偏心検査が低価格で実現できるようになってきている。
【0022】
この図45に示す偏心検査器N’を使った場合でも、接合レンズLの心出し方法は凹レンズ(下側のレンズ)L1をレンズホルダD’に挿入して、凸レンズ(上側のレンズ)L2のラジアル方向のずれを指先K’で修正して、透過偏角εが公差範囲内になるまで微調整を繰り返すという手法である点に何らの変わりもない。
【0023】
(3)水平基準による自動芯出し方法
図46は自動偏心検査器の外観図を示している。この自動偏心検査器は、図47に示す回転機構S’を有する。この回転機構S’は水平面内で回転するように調整されている。この回転機構S’の上面には、エアベアリングとしての上部フランジS”が設けられている。
【0024】
そのエアベアリングは中空構造とされ、透過偏心計測に用いる光束は遮られない。
レンズホルダD’が上部フランジS”に固定されている。このレンズホルダD’には、凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2とからなる接合レンズLが載置されている。
【0025】
凹レンズL1と凸レンズL2との間には、紫外線硬化型樹脂等の接着剤が塗布されている。回転機構S’を回転させると、接合レンズLの回転運動中に凸レンズ(上側のレンズ)L2が重力バランスにより自動的に水平に位置決めされる。これにより、凹レンズL1と凸レンズL2との心出しが自動的に行われる。
【0026】
しかしながら、凹レンズL1と凸レンズL2との心出しが完了するまでの時間はその接着剤の粘性に依存するので、自動調心速度は、接着剤の粘性が高いほど、時間がかかることになる。
凹レンズL1の射出球面1b’の曲率半径(凸レンズL2の入射球面1cの曲率半径)RB、すなわち、凹レンズL1の貼り合わせ面(凸レンズL2の貼り合わせ面)の曲率半径RB、凸レンズL2(上側のレンズ)の重量、その断面形状、回転機構S’の回転数によっても自動調心の速度が異なる。
【0027】
回転機構S’にはDCモータ(図示を略す)がビルトインされたエアベアリング等が採用されている。このエアベアリング等を採用すると、ラジアル方向の振動が制振され、より一層正確に偏心量が計測できる。透過偏角εの公差が大きい場合等には、図46に示す偏心検査器本体は不要であり、図47に示すように水平調整がされた回転機構S’のみを用いて、心出しを行った後、紫外線を照射して、接合レンズLの接着作業を行うこともできるものである。
【0028】
(4)自動光軸調心接合装置
凹レンズL1と凸レンズL2との上下2枚のレンズを重ねた状態で、反射法により、接合レンズLの上面(凸レンズL2の射出面)、接合面(貼り合わせ面)、接合レンズLの下面(凹レンズL1の入射面)の曲率中心をそれぞれ求め、かつ、上面−接合面の曲率中心から上側のレンズの光軸の位置と傾きを求めると共に、接合面−下面の曲率中心から下側レンズの光軸の位置と傾きを求め、両者のずれ量を計算して、接合レンズLの外周側に放射状に配置した3本以上のアクチュエータによって2個のレンズL1、L2の光軸を合致させる自動光軸調心接合装置(図示を略す)も知られている。
【0029】
この自動光軸調心接合装置は、X軸、Y軸、Z軸の座標面上で3面の曲率中心を求めるという計測システムである。このものは、複雑なアルゴリズム計算処理と多数のアクチュエータを制御することが必要になるため、非常に高額であり、一般の量産工場では用いられていない。
この他、接合レンズの偏心検査器には、特許文献1等に開示のものも知られている。
【先行技術文献】
【特許文献】
【0030】
【特許文献1】特開平9−11063号公報
【発明の概要】
【発明が解決しようとする課題】
【0031】
これらの芯出し方法のうち、偏心顕微鏡やコリメータ光学系を用いた偏心検査器は、手作業による芯出し方法であり、生産効率は作業者の技能に依存する。
一般的に、技能は訓練によって習熟するが、その一方、個人的な適正もあるので、単純に人数のみにより生産効率を推定しにくいところがある。
【0032】
また、水平基準による自動心出し方法は、特に生産量の少ない大口径の接合レンズ、若しくは、偏心公差の大きい接合レンズLのみに適用できるにすぎない。
また、自動光軸調芯接合装置はそれ自体が高額であるので、一般的な量産現場では使われていないのが実情である。
【0033】
本発明は、上記の事情に鑑みて為されたもので、その主目的は、熟練を要する労働集約的作業方法に該当する部分について自動化を図ることにより、接合レンズの生産性を高めることが可能な接合レンズの心出し方法を提供することにある。
また、本発明は、自動心出し方法に用いる心出しユニット装置及びこの心出しユニット装置を用いることにより柔軟性を有しかつ安価に接合レンズの心出しを行うことができる接合レンズ製作装置を提供することを目的とする。
【課題を解決するための手段】
【0034】
本発明に係る接合レンズの心出し方法は、まず、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に、上側のレンズに圧縮空気を吹き付けて又は上側のレンズ近傍の空気を吸引することにより、上側のレンズにラジアル方向への横ずらしを与える。
ついで、透過偏角が予め定められた公差範囲内に存在するか否かを判断する。
ついで、透過偏角が公差範囲外の場合には再度横ずらしを実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を接合レンズに照射する。
【0035】
本発明に係る心出しユニット装置は、接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと従動側カムフォロワとが設けられた載置基板と、前記載置基板に設けられて前記駆動側カムフォロワに回転動力を伝達する回転伝達機構と、前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けられて用いられる。
本発明に係る接合レンズ製作装置は、心出しユニット装置が取り付けられる載物台と、偏角検査用の光学系と、紫外線照射部とを備えている。
【発明の効果】
【0036】
本発明に係る接合レンズの心出し方法によれば,接合レンズの回転中に圧縮空気を接合レンズに吹き付けて又は空気を吸引することにより接合レンズの心出しを行うことができるので、接合レンズの生産性を高めることができる。
【0037】
また、本発明に係る接合レンズの心出しユニット装置によれば、既存の偏角顕微鏡等の偏心検査器の載物台に取り付けて用いることができるので、接合レンズの製作に柔軟性を持たせることができる。また、圧縮空気の噴射によりレンズに横ずらしを与えることができるので、レンズの形状、大きさ、厚さに対しても柔軟性をもたせることができる。
また、本発明の接合レンズ製作装置によれば、安価に接合レンズを製作できる。
【図面の簡単な説明】
【0038】
【図1】図1は本発明の実施例1に係る心出しユニット装置の斜視図である。
【図2】図2は図1に示す心出しユニット装置の断面図である。
【図3】図3は図1に示す心出しユニット装置の分解斜視図である。
【図4】図4は図1に示す回転伝達機構部分の分解斜視図である。
【図5】図5は図1に示す駆動側ブロック部材と従動側ブロック部材との間隔調整を説明するための斜視図であって、(a)は駆動側ブロック部材と従動側ブロック部材との間隔が狭い状態を示し、(b)は駆動側ブロック部材と従動側ブロック部材との間隔が広い状態を示している。
【図6】図6は接合レンズの形状に対する柔軟性の説明図であって、(a)は接合レンズの肉厚が厚い場合を示し、(b)は凸レンズの上面が平坦な場合を示し、(c)は凸レンズの上面が平坦で肉厚が薄い場合を示し、(d)は凹レンズの直径よりも凸レンズの直径が大きい場合を示している。
【図7】図7は4枚構成の接合レンズの製作工程を示す説明図であって、(a)は2枚のレンズを貼り合わせて接合レンズを製作する工程を示し、(b)は(a)に示す2枚構成の接合レンズに更に1枚の凹レンズを貼り合わせて3枚構成の接合レンズを製作する工程を示し、(c)は(b)に示す3枚構成の接合レンズに更に凸レンズを貼り合わせて4枚構成の接合レンズを製作する工程を示し、(d)は4枚構成の接合レンズを示している。
【図8】図8は図1に示す心出しユニット装置の変形例を示し、(a)は駆動側ブロック部材と従動側ブロック部材の平面図、(b)はその従動側ブロック部材の分解斜視図、(c)は(a)に示す駆動側ブロック部材と従動側ブロック部材とが載置基板に取り付けられている状態を示す斜視図である。
【図9】図9は本発明の実施例2に係る偏心検査器としての偏心顕微鏡の斜視図である。
【図10】図10は図9に示す偏心顕微鏡の光学系を含む制御系の概要図である。
【図11】図11は図10に示すモニタ画面に表示されている透過偏角を示す十字光束の交差輝度点と十字光束を検出する光電検出スイッチと基準十字線と目標公差円との関係を示す説明図であって、(a)は十字光束のうちの縦方向の光束が光電検出スイッチを横切る前の状態を示し、(b)は十字光束のうちの縦方向の光束が光電検出スイッチを横切っている状態を示し、(c)は光電検出スイッチによる縦方向の光束の検出後、拡散ノズルが噴射を開始した時点における交差点輝度の位置を示し、(d)は拡散ノズルが噴射を停止した時点における交差輝度点の位置を示し、(e)は光電検出スイッチによる縦方向の光束の検出が2回あることを示している。
【図12】図12は接合レンズの回転位置と交差輝度点との対応関係を示す説明図であって、(a)は図11(a)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(b)は図11(b)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(c)は図11(c)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示し、(d)は図11(d)に示す位置に十字光束の交差輝度点が存在するときの接合レンズの回転位置を示している。
【図13】図13は実施例2に係る偏心顕微鏡を用いて接合レンズの心出しを説明するフローチャートである。
【図14】図14は実施例3に係る偏心検査器の概要を示す斜視図である。
【図15】図15は図14に示す偏心検査器の光学系を含む制御系の概要図である。
【図16】図16は実施例4に係る偏心検査器の概要を示す斜視図である。
【図17】図17は図16に示すモニタ画面に表示されている透過偏角の合否判定(OK、NG)の表示領域に臨まされた光電検出スイッチの説明図であって、(a)、(b)は透過偏角の合否判定に応じて背景色の色が変化する表示領域に臨まされた光電検出スイッチを示し、(c)は(a)に示す表示領域の輝度が低い状態を示し、(d)は(b)に示す表示領域の輝度が高い状態を示し、(e)、(f)は合否判定(OK、NG)の文字表示箇所に臨まされた光電検出スイッチを示している。
【図18】図18は図16に示す光電検出スイッチのモニタ装置への取り付けの一例を説明するための斜視図であって、(a)は1枚のアクリル板に2個の取付け穴を形成して、この取付け穴にそれぞれ光電検出スイッチを取り付けた状態を示し、(b)は2枚のアクリル板に1個の取付け穴をそれぞれ形成して、この取付け穴に光電検出スイッチを取り付けた状態を示している。
【図19】図19は図16に示す偏心検査器の光学系を含む制御系の概要図である。
【図20】図20は実施例4に係る心出し装置を用いて接合レンズの心出しを説明するフローチャートである。
【図21】図21は実施例5に係る心出し装置を示す斜視図であって、拡散ノズルを光軸を挟んで対称位置に一対設けた状態を示す斜視図である。
【図22】図22はその一対の拡散ノズルに対応する一対の光電検出スイッチをモニタ画面上に臨ませた状態を示す説明図である。
【図23】図23は図22に示す光電検出スイッチと拡散ノズルと接合レンズとの対応関係を示す説明図である。
【図24】図24は実施例6に係る偏心検査器を示す斜視図である。
【図25】図25はその実施例6に係る偏心検査器の光学系を含む制御系の概要図である。
【図26】図26は図25に示すモニタ画面上の領域とデータ処理ユニットにより得られる数値データとの関係を説明する模式図である。
【図27】図27は実施例6に係る心出し装置を用いて接合レンズの心出しを説明するフローチャートである。
【図28】図28はモニタ画面上に表示されている目標公差円と、基準十字線と、十字光束と、交差輝度点との関係を示す説明図であって、(a)は交差輝度点が第1象限にある状態を示し、(b)は交差輝度点が第3象限にある状態を示している。
【図29】図29は拡散ノズルと接合レンズの回転位置との対応関係を示す説明図であって、(a)は交差輝度点が図28(a)に示す第1象限にあるときの接合レンズの回転位置を示し、(b)は交差点輝度が図28(b)に示す第2象限にあるときの接合レンズの回転位置を示している。
【図30】図30は実施例6に係る偏心検査器の光学系を含む制御系の変形例を示す概要図である。
【図31】図31は偏角の概念を説明するための図であって、平行平面板を透過した光束に偏角が生じていない状態を示す図である。
【図32】図32は偏角の概念を説明するための図であって、平行平面板を透過した光束に偏角が生じた状態を示す図である。
【図33】図33は偏角の概念を説明するための図であって、接合レンズを透過した光束に偏角が生じていない状態を示す図である。
【図34】図34は偏角の概念を説明するための図であって、接合レンズを透過した光束に偏角が生じた状態を示す図である。
【図35】図35は偏角の概念を説明するための図であって、接合レンズを透過した光束の透過偏角示す図である。
【図36】図36は接合レンズの横ずれ移動と透過偏角との関係を説明するための概念図である。
【図37】図37は接合レンズの横倒れと透過偏角との関係を説明するための概念図である。
【図38】図38は心出し顕微鏡の光学系を示す図である。
【図39】図39は図38に示すレンズホルダの断面図である。
【図40】図40は図39に示すレンズホルダに接合レンズが載置されている状態を示す断面図である。
【図41】図41は載物台に載置されているレンズホルダに接合レンズを載置する状態を示す斜視図である。
【図42】図42は手作業による接合レンズの心出しを説明する図である。
【図43】図43はV字形工具が取り付けられている載物台の一例を示す斜視図である。
【図44】図44はV字形工具を用いて手作業による接合レンズの心出しを説明する図である。
【図45】図45はコリメータ光学系を用いた心出し装置の斜視図である。
【図46】図46は自動心出し方法に用いるオートコリメータの外観図である。
【図47】図47は図46に示すレンズホルダと回転機構とを示す斜視図である。
【発明を実施するための形態】
【実施例】
【0039】
(実施例1:心出しユニット装置)
図1ないし図5は、本発明に係る接合レンズの心出しユニット装置52の実施例1を示す図である。
その図1ないし図4において、10は八角形状の載置基板である。この載置基板10の上面には、レール状板部材11がネジ止めされている。このレール状板部材11は自己潤滑製を有する樹脂材料を用いて製作される。このレール状板部材11は、互いに対向する一対のレール部11aを有する。レール状板部材11は、その一対のレール部11aの間が載置面11bとされている。
【0040】
載置基板10とレール状板部材11とには、その中央部に開口12が形成されている。透過偏角計測用の測定光はその開口12を通じて接合レンズLに導かれるものである。
その載置基板10には回転駆動源としての駆動モータ13が取り付けられる。この駆動モータ(例えば、DCモータ)13の上部には、直方体形状の減速ギヤボックス14が設けられている。この減速ギヤボックス14の両側面には、図2、図4に示すようにスライド用角柱部材15が設けられている。
【0041】
その減速ギヤボックス14はその両側面が、駆動側ブロック部材16と共に、一対の接続用側面部材17によって挟持される。図4において、17bは後述するモータ固定板18と駆動側ブロック部材16との間隔を規定する間隔規定部、17cはその接続用側面部材17に形成されている貫通穴、15aはそのスライド用角柱部材15に形成されているネジ穴、17dは止めネジを示す。
【0042】
減速ギヤボックス14の上面には、モータ固定板18が設けられている。モータ固定板18には、図4に示すように、出力軸13aを間に挟んで一対の長穴18aが形成されていると共に、適宜個数のネジ挿通穴18bが形成されている。減速ギヤボックス14の上面には、ネジ挿通穴18bに対応するネジ穴(図示を略す)が形成されている。駆動モータ13と減速ギヤボックス14とはネジ18cによりモータ固定板18に取付け固定される。
【0043】
スライド用角柱部材15には長穴18aに対向するネジ穴(図示を略す)が形成されている。ボルト19をこの長穴18aに挿通してスライド用角柱部材15のネジ穴に螺合させることにより、駆動モータ13と減速ギヤボックス14とはモータ固定板18に連結固定される。なお、図1、図3、図4において、符号19aはワッシャを示す。その長穴18aは、図2ないし図4に示すタイミングベルト20に適切な張力を付与する際に用いられる。
駆動側ブロック部材16は、図1ないし図3に示す従動側ブロック部材21と共に載置面11bに載置される。
【0044】
接続用側面部材17には長穴17aが形成されている。この接続用側面部材17は図1に示すようにレール部11aに載置される。このレール部11aには図3に示すように長穴17aに対応して貫通穴11cが形成されている。載置基板10にはその貫通穴11cに対向してネジ穴(図示を略す)が形成されている。その接続用側面部材17は、長穴17a、貫通穴11cにボルト22’を挿通し、ボルト22’をそのネジ穴に螺合させることにより、レール状板部材11を介して載置基板10に固定される。長穴17aの機能については後述する。
【0045】
その駆動側ブロック部材16には、図4に示すように、貫通穴16a、ネジ穴16bが形成されている。この駆動ブロック部材16は止めネジ17dにより接続用側面部材17に締結されている。この貫通穴16aの形成箇所に摩擦車22が回転可能に設置される。
駆動側ブロック部材16の下面には、ワッシャ部材16c、深溝玉軸受け部材16d、回転軸16e、平行キー16f、押し当て板16g、止めネジ16hが設けられている。
【0046】
摩擦車22にはその外周にゴム製Oリング23が設けられている。その摩擦車22の上部には従動側タイミングプーリ(プーリ部材)24が止めネジ25により連結されている。止めネジ25のネジ部25aは摩擦車22の中央の貫通穴22aを介して、回転軸16eのネジ部16e’に螺合されている。
その深溝玉軸受け部材16dは、ここでは、2個配置されている。回転軸16eはこの2個の深溝玉軸受け部材16dを貫通している。この回転軸16eには深溝玉軸受け部材16dによってラジアル方向、スラスト方向、モーメント荷重に耐え得る機能が与えられる。その回転軸16eには平行キー16fが装着されている。摩擦車22と従動側タイミングプーリ24とは、この平行キー16fによって滑りが防止され、従動側タイミングプーリ24の回転が摩擦車22に伝達される。
【0047】
駆動モータ13の出力軸13aには、Dカット面が形成されている。従動側タイミングプーリ24は駆動側タイミングプーリ26と共に回転伝達機構の一部を構成している。その駆動側タイミングプーリ26は、図4に示す止めネジ18dによって、出力軸18cに締結固定される。タイミングベルト20はその駆動側タイミングプーリ26と従動側タイミングプーリ24との間に掛け渡される。
なお、その駆動モータ13には、図示を略す商用電源(DC100V)を直流電源(DC24V、DC12V等)に変換する変換装置(スイッチングパワーサプライ)から電力が供給される。
その駆動モータ13への電力供給は、心出し作業を行う際に手動スイッチをオンオフさせることにより行っても良いし、後述するプログラマブルコントローラ回路(PLC回路)のシーケンスの実行に従ってPLC回路内蔵のリレー又は集積回路素子のスイッチングを自動的にオン・オフさせることにより行っても良い。
【0048】
タイミングベルト20の張力を調節するには、ボルト19の締結力を緩め、スライド用角柱部材15に対して減速ギヤボックス14と一体のモータ固定板18を接続用側面部材17の長手方向に移動させる。ついで、タイミングベルト20が適宜の張力を得た位置で、再び、ボルト19を締め付け、モータ固定板18をスライド用角柱部材15に固定すれば良い。
【0049】
駆動側ブロック部材16の上面には、図4に示すように、2個一対のカムフォロワー27、27が設けられている。従動側ブロック部材21の上面にも、図1ないし図3に示すように、2個一対のカムフォロワー27、27が設けられている。これらのカムフォロワー27の構造は同一である。このカムフォロワー27は、図3に示すように、回転軸27aを有し、この回転軸27aは貫通穴21aに挿通され、玉軸受け27bによって回転可能に保持される。
【0050】
その各カムフォロワー27には、カラー部材28が挿通される。このカラー部材28は、その上面で、図2に示すように、接合レンズLの凹レンズ(下側のレンズ)L1を支承する役割を果たす。カラー部材28の高さは、凸レンズ(上側のレンズ)L2の自由移動を阻害しないように選定する。
一般に、市販のカムフォロワー27のラジアル方向の振れは、その製品仕様書においては、数μm程度とされているが、実際に購入したカムフォロワー27のラジアル方向の振れは0.5μm以下であり、透過偏角εの計測に際して、特にエアベアリングを用いる必要はないと考えられる。
【0051】
その従動側ブロック部材21には、図3に示すように、円形凹処21bが形成され、この円形凹処21bにはドーナツ状のマグネット29が配置される。その円形凹処21bはマグネット29を設置した後、蓋板30と止めネジ30aによって隠蔽される。
載置基板10には、挿入穴31が図3に示すように形成され、この挿入穴31にはマグネット保持板32が差し込まれる。このマグネット保持板32には円形穴33が形成されている。この円形穴33に円盤状のマグネット34が設置される。マグネット保持板32の端部には円柱部32aが形成され、この円柱部32aにはネジ穴32bが形成されている。
【0052】
載置基板10には、挿入穴31が形成されている側面にL字形状の取付けブラケット部材35がネジ止めされている。この取付けブラケット部材35には長穴35aが形成されている。マグネット保持板32は、止めネジ36を長穴35aに挿通し、止めネジ36を円柱部32aのネジ穴32bに螺合させることにより、取付けブラケット部材35に固定される。
【0053】
マグネット29とマグネット34とは、互いに引き合うようにその磁極が対向されている。従動側ブロック部材21は、マグネット保持板32を挿入穴31への差込方向に移動させると、レール状板部材11の載置面11bの長手方向に沿って移動する。
例えば、図5に示す直径の異なる接合レンズLについて透過偏角εを測定する際の調整について説明する。
【0054】
ここでは、図5(a)に示すように直径が小さい凹レンズ(下側のレンズ)L1を載置している状態から、図5(b)に示す直径が大きい凹レンズ(下側のレンズ)L1を測定する際の調整について説明する。
図5(a)に示すボルト22’を緩めて、図5(b)に示すように、接続用側面部材17を従動側ブロック部材21から遠ざかる方向に移動させる。ついで、止めネジ36を緩めて、挿入穴31からマグネット保持板32を引き出す。
【0055】
ついで、適宜のカラー部材28を選択して、カムフォロワー27に挿入した後、接合レンズLをカラー部材28に載置する。ついで、駆動側ブロック部材16のカムフォロワ27が適宜の押圧力で接合レンズLの凹レンズ(下側のレンズ)L1の周面に摺接するように、接続用側面部材17のレール状板部材11に対する位置関係を調整した後、ボルト22’を締め付ける。ついで、従動側ブロック部材21のカムフォロワ27が適宜の押圧力でが接合レンズLの凹レンズ(下側のレンズ)L1の周面に摺接するようにマグネット保持板32の差込量を加減した後、止めネジ36を締め付ける。これにより、直径の異なる接合レンズLのカムフォロワー27への保持が可能となる。
【0056】
載置基板10の下部は、図3に示すように、偏心検査器の載物台の一部を構成する円盤状の光軸調整板37に対向される。この光軸調整板37は側部に互いに直交する調整ネジ38X,38Yを有する。この光軸調整板37と載置基板10との間には、フランジ板39が介在され、フランジ板39は止めネジ40によって光軸調整板37に取り付けられる。載置基板10は図示を略す止めネジによってフランジ板39に固定される。
この載置基板10には、気泡管BTUが設けられている。この気泡管BTUは載置基板10の水平出しに用いられる。
【0057】
なお、その図3において、符号37aは止めネジ40が螺合されるネジ穴、符号38aは止めネジ40が挿通される挿通穴、符号10xは図示を略す止めネジが挿通される挿通穴、符号39bは図示を略す止めネジが螺合されるネジ穴、符号37b、39cは開口12に対向する開口である。また、その光軸調整板37の機構は、従来の偏心顕微鏡、市販の偏心検査器に設けられており、それ自体公知である。
【0058】
載置基板10には、図1、図3、図5に示すように、一対の取付けブロック部材41、41がレール部11aに沿って配設されている。この一対の取付けブロック部材41、41は、載置基板10にネジ止めされる。その取付けブロック部材41には図3に示すようにネジ穴41aが形成されている。この取付けブロック部材41には、ボルト42により取り付け板43が固定される。なお、符号44はワッシャ及び止め輪を示す。
【0059】
その取り付け板43にはアングル板45がボルト46により水平方向に伸びるようにして設けられている。このアングル板45の先端部45aは基板部45bに対して鈍角の角度で屈曲されている。その先端部45aには圧縮空気噴射ノズルとして拡散ノズル47が設けられる。
【0060】
基板部45bには長穴(図示を略す)が形成されている。ボルト46はその長穴を貫通して取り付け板43のネジ穴に螺合される。この拡散ノズル47はスリット状開口47a(図6参照)を有し、圧縮空気を拡散噴射する。この拡散ノズル47は接合レンズLを構成する凸レンズ(上側のレンズ)L2の外周面又は凸レンズ(上側のレンズ)L2の上面に向かって圧縮空気流が吹き付けられるように先端部45aにセットされる。
この接合レンズLは、凹レンズ(下側のレンズ)L1と凸レンズ(上側のレンズ)L2との間の貼り合わせ面に未硬化の紫外線硬化型樹脂が塗布されている。
【0061】
(心出しユニット装置52の使用方法の概略説明)
この心出しユニット装置52の使用方法の概略を説明する。
まず、気泡管BTUにより載置基板10の水平出しを行った後、紫外線硬化型樹脂が未硬化の状態で、凸レンズ(上側のレンズ)L2に圧縮空気流を吹き付ける。これにより、凹レンズ(下側のレンズ)L1に対して凸レンズ(上側のレンズ)L2が横ずれ移動される。拡散ノズル47を用いれば、可能な限り任意の形状のレンズに対してレンズを移動可能である。また、アングル板45に対する拡散ノズル47の取付け位置が多少ずれていても、かつ、圧縮空気の吹き出しタイミングが多少ずれていてもレンズの心出しを実行できる利点がある。
【0062】
例えば、図6(a)に示すように凹レンズL1と両凸の凸レンズL2とからなる肉厚の厚い接合レンズL、図6(b)に示すように凹レンズL1と上面が平坦な片凸の凸レンズL2からなる接合レンズL、図6(c)に示すように凹レンズL1と上面が平坦でかつ肉厚の薄い凸レンズL2からなる接合レンズL、図6(d)に示すように凹レンズL1とこの凹レンズL1よりも直径が大きな凸レンズL2からなる接合レンズLの心出しを行うことができる。
【0063】
この場合、接合レンズLの直径や接合レンズLのカラー部材28からの高さに応じてアングル板45と取り付け板43との間にワッシャ部材(図示を略す)を介装して載置基板10に対する高さを調整したり、基板部45bの長穴に対するボルトの位置関係を調整して拡散ノズル47の接合レンズLに対する間隔を調整できる。
また、取り付け板43に取り付けられているアングル板45の代わりに、基板部45bに対する先端部45aの角度が異なるアングル板45を取り付け板43に取り付けることにより、圧縮空気を接合レンズLに吹き付ける構成とすることもできる。
【0064】
また、拡散ノズル47を用いる代わりにスポットノズルを用いても良い。接合レンズLの厚さ方向から圧縮空気流が接合レンズLに吹き付けられるように(接合レンズLの断面方向から圧縮空気が接合レンズLに吹き付けられるように)、拡散ノズル47をアングル板45に配設する構成とすることもできる。
【0065】
要するに、この実施例1による心出しユニット装置52の場合、接合レンズLの回転中に凸レンズ(上側のレンズ)L2に圧縮空気流が吹き付けられ、凹レンズL1に対して凸レンズL2がラジアル方向に横ずれ移動される。これにより、凸レンズL2が凹レンズL1に対して横にずらされ、凹レンズL1と凸レンズL2との心出しを行うことが可能となる。なお、圧縮空気流を上側のレンズに吹き付ける代わりに、上側のレンズ近傍の空気を吸引することにより、上側のレンズに横ずれを与えて心出しを行うこともできる。
いずれにしても、メカニカルな接触端子を凸レンズL2に接触させて接合レンズLの心出しを行う構造ではないので、精密なアライメント調整は不要である。
【0066】
この心出しユニット装置52は、図7に示すように、4枚以上の接合レンズLの心出しにも用いることができる。まず、この心出しユニット装置52を用いて、その心出し工程の詳細は後述するが、凹レンズL1と凸レンズL2とからなる接合レンズLの心出しを図7(a)に示すように行う。ここでは、図7(a)に示す接合レンズLは心出しが完了して、紫外線硬化型樹脂が硬化され、凹レンズL1と凸レンズL2とが固着されているものとする。
【0067】
凹レンズL3をこの接合レンズLに貼り合わせて、接合レンズL’を製作するときには、図7(b)に示すように、凹レンズL3の凹曲面としての貼り合わせ面に凸レンズL2の貼り合わせ面としての球面が向き合うようにして凹レンズL3と接合レンズLとを未硬化の紫外線硬化型接着剤を介して貼り合わせる。
ついで、接合レンズL’をカムフォロワ27にセットし、接合レンズL’の回転中に接合レンズ(上側のレンズ)Lに圧縮空気流を吹き付け、凹レンズL3に対して接合レンズLを移動させる。これにより、凹レンズL3と接合レンズLとの心出しを行うことができる。
【0068】
このようにして、凹レンズL3と接合レンズLとからなる3枚レンズ構成の接合レンズL’が完成されたとする。この接合レンズL’に両面凸の凸レンズL4を貼り合わせて、接合レンズL”を製作するときには、図7(c)に示すように凹レンズL3の凹曲面としての貼り合わせ面に凸レンズL4の貼り合わせ面としての球面が向き合うようにして接合レンズL’と凸レンズL4を未硬化の紫外線硬化型接着剤を介して貼り合わせる。
ついで、接合レンズL”をカムフォロワ27にセットし、接合レンズL”の回転中に凸レンズ(上側のレンズ)L4に圧縮空気流を吹き付け、接合レンズL’に対して凸レンズL4を移動させる。これにより、凸レンズL4と接合レンズL’との心出しを行うことができる。このようにこの心出しユニット装置52を用いて、図7(d)に示す4枚レンズ構成の接合レンズL”が製作される。
【0069】
図8は図1、図2に示す心出しユニット装置52の変形例を示し、図8(a)は駆動側ブロック部材と従動側ブロック部材との平面図、図8(b)はその従動側ブロック部材の分解斜視図、図8(c)はその心出しユニット装置52の外観図である。
その図8において、実施例1の構成要素と同一構成要素については、同一符号が付されている。
この変形例では、図8(a)に示すように、駆動側ブロック部材16には一対のカムフォロワ27が設けられている。このカムフォロア27の外周はゴム部材27cにより被覆されている。
【0070】
従動側ブロック部材21にはレンズホルダ50が設けられている。このレンズホルダ50は取り付け板部50aとレンズ保持筒50bとを有する。レンズ保持筒50bには接合レンズLがセットされる。そのレンズ保持筒50bの中央には開口50b’が形成されている。そのレンズ保持筒50bの周壁には一対の切り欠き50cが形成されている。
【0071】
そのレンズホルダ50は、ボルト51により従動側ブロック部材21に固定される。接合レンズLを構成する凹レンズ(下側のレンズ)L1の外周面には、ゴム部材27cが一対の切り欠き50cを介して摺接される。これにより、凹レンズ(下側のレンズ)L1はレンズ保持筒50bの内面と一対のカムフォロア27とにより挟持されつつ回転される。
【0072】
この変形例によれば、ゴム部材27cが凹レンズ(下側のレンズ)L1の周面に接するので、カムフォロワ27の凹レンズ(下側のレンズ)L1に対する回転伝達力は向上する。
これに対して、凹レンズ(下側のレンズ)L1のラジアル方向の回転振れが不安定となることが考えられるが、凹レンズ(下側のレンズ)L1はレンズ保持筒50bの内面に押しつけられるので、ラジアル方向の回転振れの発生は抑制される。
【0073】
(実施例2:偏心検査器としての偏心顕微鏡)
この心出しユニット装置52は、例えば、図9に示す偏心顕微鏡53にセットされる。この偏心顕微鏡53は本体部53Aを有する。本体部53Aには、光源部54、載物台55、鏡筒部56、フォーカス調整用の鏡筒支持部57、紫外線照射部58が設けられている。
【0074】
載物台55には、光軸調整板37(図3参照)が設けられている。光源部54には図10に示す照明光源54aと十字チャート板(コリメータスケール)54bと反射プリズム54cとが配設されている。反射プリズム54cは照明光束を上方に向けて反射する。載物台55には反射プリズム54cの上方にコリメータレンズ54dが設けられている。コリメータレンズ54dは照明光束を平行光束に変換する。
【0075】
鏡筒部56には、対物レンズ56a、接眼スケール56b、接眼レンズ56c、CCDカメラ59が設けられている。CCDカメラ59はケーブル60を介してモニタ装置61に接続されている。拡散ノズル47はホース62、電磁開閉弁制御ボックス63(図9参照)を介して図示を略す圧縮空気源としての圧縮ボンベ、又は圧縮コンプレッサに接続されている。CCDカメラ59は図示を略す画像処理装置を介してモニタ装置61に電気的に接続される。画像処理装置はCCDカメラ59により取得された画像を適宜処理してモニタ装置61に出力する。
【0076】
紫外線照射部58には図10に示すUVランプ58aが設けられている。このUVランプ58aはケーブル64を介して電力源に接続され、このケーブル64の途中には紫外線照射スイッチ部材65が設けられている。
モニタ装置61のモニタ画面61aには光電検出スイッチ66が臨まされている。この光電検出スイッチ66はケーブル67を介して制御ボックス63のオンディレイタイマー回路63’(図10参照)に接続されている。このオンディレイタイマー回路63’は電磁弁63”を開閉するのに用いられる。
【0077】
偏心顕微鏡53の接眼像は図10、図11に示すようにモニタ画面61aに映し出されている。その図10、図11において、符号70は接眼スケール56bに形成されている基準十字線であり、70xはX軸方向の基準十字線、70yは縦軸方向の基準十字線、Oxyは基準十字線70x、70yの基準交点を示している。また、その図10、図11において、符号71は照明光束による十字光束であり、符号71xはX軸方向の光束、符号71yはy軸方向の光束、Oxy’はその十字光束71x、71yの交差輝度点である。
【0078】
接合レンズLを回転させると、交差輝度点Oxy’が基準交点Oxyの回りを周回する。符号Oxy”はその交差輝度点Oxy’の周回軌跡輝度円を示している。交差輝度点Oxy’の回転中心、すなわち、周回軌跡輝度円Oxy”の中心が基準交点Oxyと不一致の場合には、互いに直交する位置決め調整ネジ38X、38Yを用いてX軸、Y方向に載置基板10を移動させ、交差輝度点Oxy’の回転中心が基準交点Oxyと一致するようにアライメント調整する。
【0079】
その交差輝度点Oxy’の基準交点Oxyからの離間量は透過偏角εの実測値を意味する。モニタ画面61aには、基準交点Oxyを中心として目標公差円ε0が表示されている。
光電検出スイッチ66は、モニタ画面61aにおいて、目標公差円ε0よりも若干右側の位置に貼り付けられている。この光電検出スイッチ66は、通常、光束を検出していないときは、オフ状態にある。目標公差円ε0のX軸方向範囲内に光電検出スイッチ66を設けると、この光電検出スイッチ66がy軸方向の光束71yを接合レンズLの一回転中に常時受光することになり、透過偏角εが目標公差円ε0の範囲内に存在しても、電磁弁63”の開閉による圧縮空気の噴射が終了しないことになるからである。
【0080】
接合レンズLの回転に伴って、十字光束71がモニタ画面61a上で移動し、図11(b)に示すように、光束71yが光電検出スイッチ66を横切ると、光電検出スイッチ66がオンされる。この光電検出スイッチ66の検出信号はパルス状である。この光電検出スイッチ66の検出信号はオンディレイタイマー回路63’に入力される。
【0081】
オンディレイタイマー回路63’は、光電検出スイッチ66がモニタ画面61aの光束を検出してから一定時間経過後に電磁弁63”を開き、一定時間経過後に電磁弁63”を閉じる機能を有する。ここでは、オンディレイタイマー回路63’は、接合レンズLの回転周期Tの8分の1時間経過後に電磁弁63”を開き、かつ、回転周期Tの16分の1から8分の1時間の間、開状態を持続するように回路設計されている。
【0082】
例えば、接合レンズLの回転周期Tを4秒とした場合、オンディレイタイマー回路63’に検出信号が入力されてから、0.5秒後に、0.25秒〜0.5秒間、電磁弁63”が開かれるように設定されている。従って、圧縮空気の噴射時間Tcは0.25秒〜0.5秒である。なお、この場合、接合レンズLは4秒で360度回転するので、1秒は回転角度90度に相当し、従って、0.5秒は接合レンズLの回転角に換算すると45度であり、0.25秒は接合レンズLの回転角に換算すると22.5度である。
【0083】
その図12(a)は、図11(a)に示すモニタ画面61aの現在位置に十字光束71の交差輝度点Oxy’が位置しているときの光束の偏向状態を示し、図12(b)は図11(b)に示すモニタ画面61aの現在位置に十字光束71の交差輝度点Oxy’が位置しているときの偏向状態を示している。
この実施例2では、十字光束71の交差輝度点Oxy’の回転方向は右回転表示とされているため、拡散ノズル47の噴射開始位置は、光束71yがモニタ画面61a上で光電検出スイッチ66を横切って右側に位置したときとなる。
【0084】
そこで、光束71yがモニタ画面61a上で光電検出スイッチ66を横切った時点で、電磁弁63”の開放準備を行い、光束71yが光電検出スイッチ66の右側に位置した時点で、圧縮空気を噴射させる。
図11(c)はその電磁弁63”が開かれて、接合レンズLに圧縮空気による側面噴射が開始された時点の交差輝度点Oxy’のモニタ画面61a上での現在位置を示し、図12(c)はその図11(c)に対応する接合レンズLの回転位置を示す。
【0085】
また、図11(d)はその圧縮空気の側面噴射開始から側面噴射が停止されるまでの圧縮空気の噴射時間Tcとこれによって修正された透過偏角εの修正周回軌跡輝度円Oxy”(ε’)を示し、図12(d)はその図11(d)に示す接合レンズLの回転位置と接合レンズLの凸レンズL2の横ずれ移動とを示している。
【0086】
ところで、接合レンズLの一回転中に、図11(e)に示すように、光電検出スイッチ66は光束71yを2回検出する。従って、接合レンズLの1回転中に2回の圧縮空気の噴射が行われるが、光束71yが光電検出スイッチ66を横切る時点で、モニタ画面61aをX軸方向の座標位置により左右に分割した場合、目標公差円ε0は、左側領域(領域α)に存在し、右側領域(領域β)には存在しないので、交差輝度点Oxy’が領域αに存在するときに、心出し開始スイッチ(図示を略す)を押すこととする。
【0087】
接合レンズLの凸レンズL2が凹レンズL1に対して横ずれ移動することにより透過偏角εが修正されると、修正周回軌跡輝度円Oxy”(ε’)が初期の透過偏角εの修正前の周回軌跡輝度円Oxy”(ε)の半径よりも小さくなる。接合レンズLの回転中に、光束71yが光電検出スイッチ66を横切る都度、圧縮空気が接合レンズLに向けて噴射されるが、修正周回軌跡輝度円Oxy”(ε’)が目標公差円ε0よりも小さくなると、光束71yが光電検出スイッチ66を横切らないので、圧縮空気は噴射されないことになる。
【0088】
そこで、作業者はモニタ画面61a上でこの状態を検出し、図9に示す紫外線照射スイッチ部材65をオンし、紫外線を接合レンズLに向けて照射する。この結果、紫外線硬化型樹脂が硬化され、凹レンズL1と凸レンズL2との相対位置関係が固定される。これにより、接合レンズLが完成する。
光電検出スイッチ66の感応度は、照明光源54aの照明光量の調整、モニタ装置61の輝度調整、光電検出スイッチ66に付属の調整つまみ(図示を略す)によって調整できる。
【0089】
モニタ画面61aにおいて、基準交点Oxyから光電検出スイッチ66までの感応距離r(図11(e)参照)は、1回の圧縮空気の噴射により修正される透過偏角εの修正量により試行錯誤的に設定する。
透過偏角εの修正量は、接合レンズLの形状によっても変化するが、拡散ノズル47に供給される圧縮空気の量、レギュレータ(図示を略す)による圧力調整、スピードコントローラ(図示を略す)による流量調整によって、その修正量を調整できる。
【0090】
透過偏角εが目標公差円ε0の近傍にある場合には、拡散ノズル47からの圧縮空気の噴射により透過偏角εの修正量が大きくなりすぎ、修正周回軌跡輝度円Oxy”(ε’)が噴射前の周回軌跡輝度円Oxy”(ε)よりも大きくなることがあるが、接合レンズLが半回転して、再度圧縮空気による噴射が行われると、凹レンズL1に対して凸レンズL2が再度反対方向に横ずれされて、修正周回軌跡輝度円Oxy”(ε’)が目標公差円ε0よりも小さくなる。
【0091】
この場合には、この状態になった時点で、紫外線照射スイッチ部材65をオンさせれば良い。
なお、接合レンズLの貼り合わせ工程では、紫外線硬化型樹脂を凹レンズL1の貼り合わせ面と凸レンズL2の貼り合わせ面とに塗布して密着させる際に泡が発生するので、脱泡作業を行い、泡抜き後に接合レンズLを心出しユニット装置に装着している。泡抜き作業後に、接合レンズLを心出しユニット装置52に装着し、自動心出しを行うと、接合レンズLの貼り合わせ工程での作業は泡抜き作業が主体となるのみなので、貼り合わせ工程での作業の効率化が図られる。
【0092】
図13は、本発明に係る心出しユニット装置52が装着された偏心顕微鏡53を用いて心出し作業を行う工程の概要を示すフローチャートである。
まず、領域αに光束71yが存在するときに、心出し開始スイッチ(図示を略す)を押して、プログラマブルコントローラ回路(PLC回路)によるシーケンスを実行させることにより、駆動モータ(DCモータ)13を回転駆動する(S.1)。ついで、光電検出スイッチ66がオンされたときに(S.2)、オンディレイタイマー回路63’が検出信号が入力された時点から接合レンズLの回転周期Tの1/8時間経過後にオンされる。
【0093】
このオンディレイタイマー回路63’は、所定の圧縮空気噴射時間Tcを設定する(S.3)。電磁弁63”は、オンディレイタイマ63’がオンされてから圧縮空気噴射時間Tcが経過するまでの間、開かれている。これにより、圧縮空気が接合レンズLに向けて噴射され、透過偏角εの修正が行われる(S.4)。光電検出スイッチ66が光束71yを検出している間は、このS.1からS.4のステップが実行される。
【0094】
S.2において、光電検出スイッチ66のオフが検出された場合、透過偏角εが目標公差円ε0の範囲内にあるか否かを目視により判断する(S.5)。透過偏角εが目標公差円ε0の範囲外のときには、S.2に戻る。
透過偏角εが目標公差円ε0の範囲内の時は、紫外線照射スイッチ部材65をオンさせ(S.6)、一定時間紫外線を接合レンズLに照射する。これにより、紫外線硬化型樹脂が硬化し、接合レンズLが完成する。ついで、シーケンス制御により、駆動モータ13の駆動を停止させる(S.7)。ついで、心出しユニット装置から接合レンズLを取り外す。
【0095】
このように、この実施例2に係る心出し顕微鏡を用いる接合レンズの自動心出し方法は、凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けてラジアル方向への横ずらしを与えるステップ、透過偏角εが予め定められた公差範囲内に存在するか否かを判断して、透過偏角εが公差範囲外の場合にはそのステップを再度実行し、透過偏角εが予め定められた公差範囲内に存在する場合には、紫外線を接合レンズLに照射するステップを実行する。
この実施例2に係る心出し顕微鏡を用いると、低価格構成の接合レンズの製作装置を作成できる。
【0096】
(実施例3:偏心検査器)
図14、図15は実施例3に係る偏心検査器53’に心出しユニット装置52を組み込んだ状態を示す説明図である。モニタ装置61はパーソナルコンピュータPCと一体化され、心出しユニット装置52は載物台55としてのハウジングの上に設けられている光軸調整機構としての光軸調整板の上にセットされる。
【0097】
この偏心検査器53’の載物台55には、照明光源54a、チャート板54b、フォーカスレンズ54”が設けられている。鏡筒部56には光学式オートコリメータ56’が設けられている。その光学式オートコリメータ56’には、CCDカメラ、CMOSカメラ、USBカメラ等の撮像カメラ59’が設けられている。
【0098】
フォーカスレンズ54”は光軸方向に移動可能であり、接合レンズLを透過した照明光束が平行光束となるように調整される。モニタ装置61のモニタ画面61aには、実施例2と同様に光電検出スイッチ66が貼り付けられている。この光電検出スイッチ66を用いて透過偏角εを検出し、接合レンズLの心出しが行われる。この実施例3による心出し方法は実施例2と同様であるので、その詳細な説明は省略する。
【0099】
(実施例4:偏心検査器)
図16は実施例4に係る偏心検査器53’に心出しユニット装置52を組み込んだ状態を示す説明図である。この図16に示す偏心検査器では、電磁開閉弁制御ボックス63にプログラマブルコントローラ回路(PLC回路又はリレー回路)63’と電源部(図示を略す)とが設けられている。なお、符号63’はオンディレイタイマー回路に用いてあるが、制御回路という意味で同一符号を用いている。
【0100】
モニタ装置61のモニタ画面61aには光電検出スイッチ66とは別に光電検出スイッチ66’が設けられている。光電検出スイッチ66は、実施例2、実施例3と同様に透過偏角εが目標公差円ε0の範囲内にあるか否かの判定に用いられる。光電検出スイッチ66’は電磁開閉弁制御ボックス63内のPLC回路63’にケーブル67を介して接続されている。その光電検出スイッチ66’は、透過偏角εが目標公差円ε0の範囲内にあることを自動的に判定するのに用いられる。
【0101】
透過偏角εの目標公差円ε0の範囲はキーボードにより予め入力することにより、画像処理装置、演算部として機能するパーソナルコンピュータPCのメモリに記憶されている。このパーソナルコンピュータPCには、透過偏角εが目標公差円ε0の範囲内にあるか否かを判定するソフトウエアプログラムが組み込まれている。そして、透過偏角εが目標公差円ε0の範囲内にあるか否かがモニタ画面61aの画面上に表示される。この機能を有する偏心検査器53’は公知である。
【0102】
モニタ画面61a上には、図17(a)、図17(b)に示すように、透過偏角εが目標公差円ε0の範囲内にある場合には、緑の背景色からなる表示領域61a”の中に黒色の「OK」の文字を表示し、透過偏角εが目標公差円ε0の範囲外にある場合には、黄色の背景色からなる表示領域61a”の中に黒色の「NG」の文字を表示するタイプのもの、図17(e)、図17(f)に示すように、黒色の表示領域61a”の中に、高輝度で「OK」、「NG」の文字が表示されるタイプのものがある。
【0103】
透過偏角εの合否によって、背景色を変更するタイプのモニタ装置では、背景色の輝度の大小により「OK」、「NG」かを判定する。背景色が緑色の場合、図17(c)に示すように、その輝度は相対的に背景色が黄色の場合の輝度(図17(d)参照)よりも低い。従って、光電検出スイッチ66’による表示領域61a”の検出輝度が低い場合には、プログラマブルコントローラ回路(PLC回路又はリレー回路)63’をシーケンスに従って実行させて、UVランプ58aをオンさせることにより、紫外線を接合レンズLに照射する。光電検出スイッチ66’による表示領域61a”の検出輝度が高い場合には、プログラマブルコントローラ回路(PLC回路又はリレー回路)63’をオフのままとして、UVランプ58aのオフ状態が維持される。
【0104】
図17(e)、図17(f)に示すように、黒色の画面の中に、高輝度で「OK」、「NG」の文字が表示されるタイプのものの場合には、光電検出スイッチ66’を「O」の円内に位置させ、かつ、「N」の斜め線を横切るように配置すると、光電検出スイッチ66’による表示領域61a”の検出輝度が低い場合には、PLC回路又はリレー回路をシーケンスに従って実行させて、UVランプ58aをオンさせることにより、紫外線を接合レンズLに照射する。光電検出スイッチ66’による表示領域61a”の検出輝度が高い場合には、PLC回路63’又はリレー回路のシーケンスに従って、UVランプ58aをオフ状態のままとすることができる。
【0105】
このように、光電検出スイッチ66’を用いると、高額になりがちなソフトウエアプログラムの変更に較べて、UVランプ58aを自動的にオンオフさせることができる。従って、透過偏角εが目標公差円ε0の範囲内にあるか否かの検出からその合否判定までの一連の工程の自動化を安価に行うことができる。
【0106】
光電検出スイッチ66、66’のモニタ画面61aへの設置は、例えば、図18(a)に示すように、長方形状のモニタ画面61aの大きさ、形状に対応する透明アクリル板80の上辺に一対のフック部材81、81を設ける。また、その透明アクリル板80の光電検出スイッチ66を取り付ける場所に取付け穴80aを形成し、その透明アクリル板80の光電検出スイッチ66’を取り付ける場所に取付け穴80bを形成する。その取付け穴80aには光電検出スイッチ66が装着され、その取付け穴80bには光電検出スイッチ66’が装着される。
【0107】
モニタ画面61a上での光電検出スイッチ66、66’の位置関係は必ずしも同じとは限らないので、透明アクリル板80を二つに分割して、図18(b)に示すように、透明アクリル板80Aと透明アクリル板80Bとから構成し、別々にフック部材81、81を透明アクリル板80A、80Bに設け、モニタ画面61aの各辺に沿って透明アクリル板80A、透明アクリル板80B移動させ、光電検出スイッチ66、66’のモニタ画面61aの表示部位に対する位置関係を調整するのが望ましい。
【0108】
特に、光電検出スイッチ66をモニタ画面61aの上辺に沿って移動させる構成とすると、透過偏角εの修正量を調整するのに便利である。また、光電検出スイッチ66’をモニタ画面61aの縦辺に沿って移動させる構成とすると、「N」の斜め線を横切るように配置する場合に便利である。
【0109】
この実施例4による場合、光電検出スイッチ66が光束71yを検出する位置は、接合レンズLの1回転のうちに2回ある。従って、実施例2と同様に、リレー回路を電磁弁63”の制御に用いる場合には、手動により心出し開始スイッチ(図示を略す)を押すタイミングは、実施例2と同様に領域αに交差輝度点Oxy’が存在するときとする。
【0110】
一方、PLC回路63’を用いる場合には、図11(e)に示すように、領域αから領域βに向かって交差輝度点Oxy’が回転する時間Tαβと領域βから領域αに向かって交差輝度点Oxy’が回転する時間Tβαとは異なる。そこで、プログラマブルコントローラを用いたPLC回路63’の場合、PLC回路63’のカウンタ機能を用いて、接合レンズLの最初の1回転中の時間差を計測し、領域αに光束71yが存在するか否かを判断し、圧縮空気の吹き出しタイミングを設定する。
【0111】
図19は、その実施例4に係る心出し光学系と制御系との概要を示し、実施例3と同一構成要素に同一符号が付されている。
図20はその実施例4に係る偏心検査器を用いて圧縮空気の自動噴射から紫外線の自動照射までの一連の工程を示すフローチャートである。
【0112】
心出し開始スイッチ(図示を略す)をオンすると、接合レンズLが回転を開始し(S.10)、光電検出スイッチ66がオンされたか否かを判定する(S.11)。S.11において、光電検出スイッチ66がオンの場合、接合レンズLに向かって圧縮空気噴射時間の間、圧縮空気が噴射される(S.12)。光電検出スイッチ66がオフと判定された場合、光電検出スイッチ66がオンされた後、接合レンズLの回転周期Tを超えても、光電検出スイッチ66がオンしない場合(S.13)、透過偏角εの計測を開始する(S.14)。
【0113】
ついで、光電検出スイッチ66’が高輝度を検出した場合、S.11に戻って再度光電スイッチ66がオンしたか否かを判断する。光電検出スイッチ66’が高輝度を検出した場合、S.11〜S.15の処理が繰り返される。
S.15において、光電検出スイッチ66’が低輝度を検出した場合、UVランプ58aがオンされて、接合レンズLの回転中に紫外線(UV光)が接合レンズLに照射される(S.16)。これにより、紫外線硬化型樹脂が硬化され、接合レンズLが完成する。その後、接合レンズLが回転停止され(S.17)、接合作業が終了する。
【0114】
(実施例5:偏心検査器)
図21は、本発明に係る偏心検査器53’の実施例5の説明図であって、この実施例5では、アングル板45に接合レンズLを挟んで拡散ノズル47、47’が2個対称位置に配設されている。また、モニタ装置61のモニタ画面61aには、図22に示すように基準交点Oxyを挟んで点対称位置に光電検出スイッチ66a、66bが配設されている。
【0115】
光電検出スイッチ66aは拡散ノズル47の噴射に用いられ、光電検出スイッチ66bは拡散ノズル47’の噴射に用いられる。この実施例5による場合、図23に示すように、接合レンズLの一回転中に2回の圧縮空気の噴射が行われるので、高速で透過偏角εの修正作業を行うことができる。
なお、一対の拡散ノズル47、47’の噴射タイミングは、この実施例5では異なるタイミングとされているが、同時であっても良い。
【0116】
(実施例6:レーザーオートコリメータを備えた偏心検査器)
図24、図25は心出しユニット装置52をレーザーオートコリメータを備えた偏心検査器53”に適用した実施例を示している。この実施例6では、モニタ装置61のモニタ画面61aには光電検出スイッチ66、66’は設けられていない。
【0117】
この図24、図25に示す実施例6では、照射光源としてLD(レーザーダイオード)54a’が載物台55としてのハウジング内に設けられている。LD(レーザーダイオード)54a’の前部には十字チャート板54bが設けられている。そのハウジングの下部には、X方向の位置決め用の調整ネジ38X、38Y方向の位置決め用の調整ネジ38Yが設けられている。ハウジングはこれらの調整ネジ38X、38YによりX軸方向、Y軸方向に微調整される。
【0118】
心出しユニット装置52はそのハウジングに載置されている。心出しユニット装置52を間に介してハウジング55に対向してハウジング55’が支柱55”に取り付けられている。このハウジング55’には図25に示すようにレーザオートコリメータ55A”が設けられている。このレーザオートコリメータ55A”は撮像手段としてのCCDセンサ55B”を有する。
【0119】
CCDセンサ55B”はケーブル60を介してデータ処理ユニット(画像計測ユニット、データプロセッシングユニットとも言われている)60Xに接続されている。そのデータ処理ユニット60Xはモニタ装置61と電磁開閉弁制御ボックス63とに接続されている。符号60Bは制御ボックス63とデータ処理ユニット60Xとを接続するケーブルを示している。
【0120】
その電磁開閉弁制御ボックス63はケーブル64を介してUVランプ58aに接続されると共に、ホース62を介して拡散ノズル47に接続されている。データ処理ユニット60XはCCDセンサ55B”からの出力を画像解析してモニター装置61に向かって画像データ、透過偏角εの数値データ等の表示に必要なデータを出力すると共に、制御に必要な透過偏角εの数値データを解析処理して、電磁開閉弁制御ボックス63のPLC回路63’に向かって出力する。
【0121】
PLC回路63’は心出しスイッチSWをオンすると、駆動モータ13に駆動信号を出力し、これにより駆動モータ13が駆動される共にレーザダイオード54a’が点灯される。
モニタ装置61のモニタ画面61a上には、基準十字線70を中心に十字光束71が回転する状態が表示される。基準十字線70の交点Oxyを中心に十字光束71の交差輝度点Oxy’が旋回しない場合には、実施例2と同様に調整する。ここでは、PLC回路63’には透過偏角εの数値データとしてx軸に対する傾き角成分εx、y軸に対する傾き角成分εyが逐次送信される。傾き角成分εx、εyを用いて、透過偏角ε、基準方位0度からの回転角Θがデータ処理ユニット60xからPLC回路63’に送信される。
【0122】
なお、ここでは、図26に示すように、モニタ画面61a上で、基準方位0度はX軸方向で、かつ、X軸のマイナス側で交差輝度点Oxy’が最大になっている状態としている。すなわち、この実施例6では、拡散ノズル47の配設位置に対して逆向きに透過偏角εが最大に傾いている状態のときの接合レンズLの回転位置が基準方位0度に設定されている。
【0123】
図27はその実施例6に係る偏心検査器を用いて圧縮空気の自動噴射から紫外線の自動照射までの一連の工程を示すフローチャートである。
心出し開始スイッチ(図示を略す)を押すと(S.20)、シーケンスに従って、駆動モータ13がオンされ、接合レンズLが回転を開始する(S.21)、データ処理ユニット60xが、数値データとしての傾き角成分εx、εyを演算により取得する。これにより、図28(a)に示すように、交差輝度点Oxy’が周回軌跡輝度円Oxy”を描き始める。
【0124】
ついで、データ処理ユニット60xは透過偏角ε、基準方位(0度)からの回転角度Θを計算する。回転角度Θは、交差輝度点Oxy’が図26に示す第1象限にあるときには、傾き角成分εx、εyのアークタンジェント(atn)を用いて求め、第2、第3象限にあるときには、180度からそのアークタンジェント(atn)分の角度を用いて求め、第4象限にあるときには、360度からそのアークタンジェント(atn)分の角度を用いて求める(S.22)。PLC回路63’には回転角度Θと、透過偏角εとが送信される。
【0125】
ついで、PLC回路63’は透過偏角εが目標公差円ε0内にあるか否かを判定する(S.23)。透過偏角εが目標公差円ε0以上の場合には、噴射タイミングを指定して、一定期間噴射させる(S.24)。すなわち、PLC回路63’は、図28(b)に示すように、噴射開始角度Θ1と噴射停止角度停止角度Θ2とを設定することにより、噴射持続角度Θ3を設定する。これにより、拡散ノズル47が所定期間圧縮空気を噴射する。
【0126】
その結果、接合レンズLの凸レンズL2が凹レンズL1に対して横にずらされ、透過偏角εが小さくなる。すなわち、透過偏角εが接合レンズLの横ずれ移動による補正を受けると、修正前の周回転軌輝度円Oxy”(ε)の半径が小さくなるため、拡散ノズル47の噴射開始と共に、PLC回路63’は受信した数値データ列を一旦クリアして、新たな数値データ列を再度受信し、この新たな数値データに基づいて、透過偏角εの合否判定を行う。
【0127】
データ処理ユニット60xは、再度、数値データを取得し、透過偏角εx、回転角度Θを計算し、PLC回路63’に向かって出力する(S.22)。
PLC回路63’は透過偏角εが目標公差円ε0よりも小さいか大きいかを判定し(S.23)、透過偏角εが目標公差円ε0内の場合には、噴射を終了し、オフディレイタイマーを作動させ、UVランプ58aを一定時間発光させる(S.25)。
【0128】
これにより、紫外線硬化型樹脂が硬化され、その後、駆動モータ13の駆動(接合レンズLの回転)が停止される(S.26)。これにより、作業が完了する。
なお、図29(a)は交差基点Oxy’が図28(a)に示す位置にあるときの接合レンズLの回転位置を示し、図29(b)は交差輝度点Oxy’が図28(b)に示す位置にあるときの接合レンズLの回転位置を示している。
【0129】
この実施例6による場合、光電検出スイッチ66は用いられておらず、交差輝度点Oxy’の位置を光電検出スイッチを用いて検出する必要はないので、心出し開始スイッチ(図示を略す)を押すタイミングを目視で作業者が確認する必要はない。このため、迅速に心出し作業を行うことができる。なお、この実施例6では、データ処理ユニット60xにより回転角度Θの演算を行っているが、PLC回路63’に基準方位0度からの回転角度Θを演算させる構成とすることもできる。
【0130】
また、なお、透過偏角εx、εyのみをPLC回路63’が受信する構成の場合には、接合レンズLの一回転周期T中に受信した数値データ列としての偏角成分εx、εyの絶対値のうちの最大値が透過偏角εになるので、偏角成分εxの絶対値のうちの最大値、又は偏角成分εyの絶対値のうちの最大値を目標公差円ε0と比較し、目標公差円ε0よりも偏角成分εx、εyの絶対値の最大値が大きい場合には、図27のS.24の処理を実行させるようにしても良い。
【0131】
例えば、噴射持続角度Θ3として、εxの絶対値が最大値近傍、εxの変化率がゼロ付近、εyの絶対値がゼロ近傍で拡散ノズル47を一定時間噴射させるようにしてもよい(図27のS.24参照)。
以上、実施例6について説明したが、図30に示すように、照明光源としてレーザダイオード54a’を設ける代わりに高輝度LED光源54a”を設け、レーザーオートコリメータ55A”の代わりに光電オートコリメータ55a”を設けて、自動的に心出しを行う構成とすることもできる。
【符号の説明】
【0132】
L1…凹レンズ(下側のレンズ)
L2…凸レンズ(上側のレンズ)
L…接合レンズ
ε0…公差範囲
ε…透過偏角
47…拡散ノズル(圧縮空気噴射ノズル)
【特許請求の範囲】
【請求項1】
凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けて又は空気を吸引することによりラジアル方向への横ずらしを与えるステップと、
透過偏角が予め定められた公差範囲内に存在するか否かを判断して、前記透過偏角が公差範囲外の場合には前記ステップを再度実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を前記接合レンズに照射するステップと、
を含むことを特徴とする接合レンズの心出し方法。
【請求項2】
貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けてラジアル方向への横ずらしを与える前記上側のレンズに与えるステップと、
前記接合レンズの透過偏角を演算により計測するステップと、
前記計測された透過偏角が予め定められた公差範囲内に存在するか否かを判断して、前記透過偏角が公差範囲外の場合には前記ステップを再度実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を前記接合レンズに照射するステップと、
を含むことを特徴とする接合レンズの自動心出し方法。
【請求項3】
前記圧縮空気を噴射する圧縮空気噴射ノズルを少なくとも一対設け、前記接合レンズの回転中心を挟んで互いに反対方向から前記圧縮空気を接合レンズに噴射して前記上側のレンズを前記下側のレンズに対してラジアル方向の横ずらしを与えることを特徴とする請求項1又は請求項2に記載の接合レンズの自動心出し方法。
【請求項4】
前記一対の圧縮空気噴射ノズルの噴射タイミングが同時であることを特徴とする請求項3に記載の接合レンズの自動心出し方法。
【請求項5】
前記一対の圧縮空気噴射ノズルの噴射タイミングが異なっていることを特徴とする請求項3に記載の接合レンズの自動心出し方法。
【請求項6】
請求項1ないし請求項5のいずれか1項に記載の自動心出し方法に用いる心出しユニット装置。
【請求項7】
前記心出しユニット装置が組み込まれた偏心顕微鏡。
【請求項8】
接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと従動側カムフォロワとが設けられた載置基板と、
前記載置基板に設けられて前記駆動側カムフォロワに回転動力を伝達する回転伝達機構と、
前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、
前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、
前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けて用いられる心出しユニット装置。
【請求項9】
前記載置基板に、前記駆動側カムフォロワを回転可能に支持する駆動側ブロック部材と、前記従動側カムフォロワを回転可能に支持する従動側ブロック部材とが設けられ、前記駆動側ブロック部材と前記従動側ブロック部材の間隔が、前記接合レンズのサイズに応じて該接合レンズを保持できるように調整可能とされていることを特徴とする請求項8に記載の心出しユニット装置。
【請求項10】
前記駆動側カムフォロワと前記従動側カムフォロワとは、前記接合レンズの厚さに応じてその保持高さを変更可能にカラー部材が装着されることを特徴とする請求項8又は請求項9に記載の心出しユニット装置。
【請求項11】
前記回転伝達機構が、前記回転駆動源の出力軸に直結された駆動側プーリ部材と、従動側プーリ部材と、駆動側プーリ部材と従動側プーリ部材との間に掛け渡されたタイミングベルトと、前記従動側プーリ部材に直結されると共に前記駆動側カムフォロワに摩擦接触される摩擦車とを備え、前記タイミングベルトの張力を調整するために、前記駆動側プーリ部材と前記従動側プーリ部材との間隔が調整可能とされていることを特徴とする請求項8ないし請求項10のいずれか1項に記載の心出しユニット装置。
【請求項12】
接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと前記接合レンズを回転可能に保持するレンズ保持筒とが設けられた載置基板と、
前記載置基板に設けられて前記駆動側カムフォロワに回転力を伝達する回転伝達機構と、
前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、
前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、
前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けて用いられる心出しユニット装置。
【請求項13】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が組み付けられた偏心検査器。
【請求項14】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が載置される載物台と、
前記心出しユニット装置に回転可能に保持された接合レンズに向けて十字光束を照射する照射光源部と、
前記接合レンズを透過した十字光束を受像すると共に基準十字線を受像する受像光学系と、
前記受像光学系により受像された画像を処理する画像処理装置と、
該画像処理装置により処理された画像を透過偏角の公差円と共にモニタ画面上に表示するモニタ装置と、
前記モニタ装置のモニタ画面に臨ませて設けられて前記十字光束が前記公差円の範囲内にあるか否かを検出する光電検出スイッチと、
該光電検出スイッチがオンしたときに請求項8ないし請求項12のいずれか1項に記載の圧縮空気噴射ノズルに噴射開始を指示する制御回路と、
前記接合レンズに紫外線を照射する照射光源部とを有する接合レンズの製作装置。
【請求項15】
前記公差円に対して前記光電検出スイッチがモニタ画面上でずれて配置されていることを特徴とする請求項14に記載の接合レンズの製作装置。
【請求項16】
前記モニタ装置のモニタ画面上の表示領域に公差円内に透過偏角があるか否かを認識させる認識文字が表示され、前記光電検出スイッチとは異なる光電検出スイッチが前記表示領域に臨ませて設けられ、当該光電検出スイッチが公差円内に透過偏角があることを認識させる文字が表示されたときに前記紫外線照射部から自動的に紫外線を前記接合レンズに向けて照射させることを特徴とする請求項14に記載の接合レンズの製作装置。
【請求項17】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が載置される載物台と、
前記心出しユニット装置に回転可能に保持された接合レンズに向けて十字光束を照射する照射光源部と、
前記接合レンズを透過した十字光束を受像すると共に基準十字線を受像する受像光学系と、
前記受像光学系により受像された画像を処理する画像処理装置と、
該画像処理装置により処理された画像を透過偏角の公差円と共にモニタ画面上に表示するモニタ装置と、
請求項8ないし請求項12のいずれか1項に記載の圧縮空気噴射ノズルに噴射開始を指令する制御回路と、
前記接合レンズに紫外線を照射する照射光源部とを有し、
前記画像処理装置は、前記受像光学系による前記十字光束に基づいて前記透過偏角が公差範囲内にあるか否かを演算する演算部を有し、
前記制御回路には前記演算部の演算結果が入力されて、前記透過偏角が前記公差範囲外の時には圧縮空気噴射開始指令を与え、前記透過偏角が前記公差範囲内の時には紫外線を前記接合レンズに照射することを特徴とする接合レンズの製作装置。
【請求項1】
凹面が下側で凸面が上側の貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けて又は空気を吸引することによりラジアル方向への横ずらしを与えるステップと、
透過偏角が予め定められた公差範囲内に存在するか否かを判断して、前記透過偏角が公差範囲外の場合には前記ステップを再度実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を前記接合レンズに照射するステップと、
を含むことを特徴とする接合レンズの心出し方法。
【請求項2】
貼り合わせ面に未硬化の紫外線硬化型樹脂を介在させた下側のレンズと上側のレンズとからなる接合レンズの回転中に上側のレンズに圧縮空気を吹き付けてラジアル方向への横ずらしを与える前記上側のレンズに与えるステップと、
前記接合レンズの透過偏角を演算により計測するステップと、
前記計測された透過偏角が予め定められた公差範囲内に存在するか否かを判断して、前記透過偏角が公差範囲外の場合には前記ステップを再度実行し、透過偏角が予め定められた公差範囲内に存在する場合には、紫外線を前記接合レンズに照射するステップと、
を含むことを特徴とする接合レンズの自動心出し方法。
【請求項3】
前記圧縮空気を噴射する圧縮空気噴射ノズルを少なくとも一対設け、前記接合レンズの回転中心を挟んで互いに反対方向から前記圧縮空気を接合レンズに噴射して前記上側のレンズを前記下側のレンズに対してラジアル方向の横ずらしを与えることを特徴とする請求項1又は請求項2に記載の接合レンズの自動心出し方法。
【請求項4】
前記一対の圧縮空気噴射ノズルの噴射タイミングが同時であることを特徴とする請求項3に記載の接合レンズの自動心出し方法。
【請求項5】
前記一対の圧縮空気噴射ノズルの噴射タイミングが異なっていることを特徴とする請求項3に記載の接合レンズの自動心出し方法。
【請求項6】
請求項1ないし請求項5のいずれか1項に記載の自動心出し方法に用いる心出しユニット装置。
【請求項7】
前記心出しユニット装置が組み込まれた偏心顕微鏡。
【請求項8】
接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと従動側カムフォロワとが設けられた載置基板と、
前記載置基板に設けられて前記駆動側カムフォロワに回転動力を伝達する回転伝達機構と、
前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、
前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、
前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けて用いられる心出しユニット装置。
【請求項9】
前記載置基板に、前記駆動側カムフォロワを回転可能に支持する駆動側ブロック部材と、前記従動側カムフォロワを回転可能に支持する従動側ブロック部材とが設けられ、前記駆動側ブロック部材と前記従動側ブロック部材の間隔が、前記接合レンズのサイズに応じて該接合レンズを保持できるように調整可能とされていることを特徴とする請求項8に記載の心出しユニット装置。
【請求項10】
前記駆動側カムフォロワと前記従動側カムフォロワとは、前記接合レンズの厚さに応じてその保持高さを変更可能にカラー部材が装着されることを特徴とする請求項8又は請求項9に記載の心出しユニット装置。
【請求項11】
前記回転伝達機構が、前記回転駆動源の出力軸に直結された駆動側プーリ部材と、従動側プーリ部材と、駆動側プーリ部材と従動側プーリ部材との間に掛け渡されたタイミングベルトと、前記従動側プーリ部材に直結されると共に前記駆動側カムフォロワに摩擦接触される摩擦車とを備え、前記タイミングベルトの張力を調整するために、前記駆動側プーリ部材と前記従動側プーリ部材との間隔が調整可能とされていることを特徴とする請求項8ないし請求項10のいずれか1項に記載の心出しユニット装置。
【請求項12】
接合レンズを協働して回転可能に保持する一対の駆動側カムフォロワと前記接合レンズを回転可能に保持するレンズ保持筒とが設けられた載置基板と、
前記載置基板に設けられて前記駆動側カムフォロワに回転力を伝達する回転伝達機構と、
前記載置基板に設けられて前記回転伝達機構に回転力を与える回転駆動源と、
前記載置基板に設けられて前記接合レンズに圧縮空気を吹き付ける圧縮空気噴射ノズルと、
前記載置基板の前記接合レンズの真下に形成されて透過偏角測定用の光束を通過させる開口とを備え、偏心検査器の載物台に取り付けて用いられる心出しユニット装置。
【請求項13】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が組み付けられた偏心検査器。
【請求項14】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が載置される載物台と、
前記心出しユニット装置に回転可能に保持された接合レンズに向けて十字光束を照射する照射光源部と、
前記接合レンズを透過した十字光束を受像すると共に基準十字線を受像する受像光学系と、
前記受像光学系により受像された画像を処理する画像処理装置と、
該画像処理装置により処理された画像を透過偏角の公差円と共にモニタ画面上に表示するモニタ装置と、
前記モニタ装置のモニタ画面に臨ませて設けられて前記十字光束が前記公差円の範囲内にあるか否かを検出する光電検出スイッチと、
該光電検出スイッチがオンしたときに請求項8ないし請求項12のいずれか1項に記載の圧縮空気噴射ノズルに噴射開始を指示する制御回路と、
前記接合レンズに紫外線を照射する照射光源部とを有する接合レンズの製作装置。
【請求項15】
前記公差円に対して前記光電検出スイッチがモニタ画面上でずれて配置されていることを特徴とする請求項14に記載の接合レンズの製作装置。
【請求項16】
前記モニタ装置のモニタ画面上の表示領域に公差円内に透過偏角があるか否かを認識させる認識文字が表示され、前記光電検出スイッチとは異なる光電検出スイッチが前記表示領域に臨ませて設けられ、当該光電検出スイッチが公差円内に透過偏角があることを認識させる文字が表示されたときに前記紫外線照射部から自動的に紫外線を前記接合レンズに向けて照射させることを特徴とする請求項14に記載の接合レンズの製作装置。
【請求項17】
請求項8ないし請求項12のいずれか1項に記載の心出しユニット装置が載置される載物台と、
前記心出しユニット装置に回転可能に保持された接合レンズに向けて十字光束を照射する照射光源部と、
前記接合レンズを透過した十字光束を受像すると共に基準十字線を受像する受像光学系と、
前記受像光学系により受像された画像を処理する画像処理装置と、
該画像処理装置により処理された画像を透過偏角の公差円と共にモニタ画面上に表示するモニタ装置と、
請求項8ないし請求項12のいずれか1項に記載の圧縮空気噴射ノズルに噴射開始を指令する制御回路と、
前記接合レンズに紫外線を照射する照射光源部とを有し、
前記画像処理装置は、前記受像光学系による前記十字光束に基づいて前記透過偏角が公差範囲内にあるか否かを演算する演算部を有し、
前記制御回路には前記演算部の演算結果が入力されて、前記透過偏角が前記公差範囲外の時には圧縮空気噴射開始指令を与え、前記透過偏角が前記公差範囲内の時には紫外線を前記接合レンズに照射することを特徴とする接合レンズの製作装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図42】
【図43】
【図44】
【図45】
【図46】
【図47】
【公開番号】特開2013−104895(P2013−104895A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−246495(P2011−246495)
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000220343)株式会社トプコン (904)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月10日(2011.11.10)
【出願人】(000220343)株式会社トプコン (904)
【Fターム(参考)】
[ Back to top ]