
接合体および接合材
【課題】第一部品と第二部品との接合が良好である接合体、さらには、この接合体に使用される接合材を提供すること。
【解決手段】接合体1は、樹脂(A)を含む第一部品(槽壁11、槽壁12、底面部14のいずれか)と、樹脂(B)を含む第二部品(第一部品とは異なる部材であり、槽壁11、槽壁12、底面部14のいずれか)と、前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材13と、を備える。樹脂(C)の融点または軟化点Tcは、樹脂(A)の融点または軟化点Ta以下であり、かつ、樹脂(B)の融点または軟化点Tb以下である。
【解決手段】接合体1は、樹脂(A)を含む第一部品(槽壁11、槽壁12、底面部14のいずれか)と、樹脂(B)を含む第二部品(第一部品とは異なる部材であり、槽壁11、槽壁12、底面部14のいずれか)と、前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材13と、を備える。樹脂(C)の融点または軟化点Tcは、樹脂(A)の融点または軟化点Ta以下であり、かつ、樹脂(B)の融点または軟化点Tb以下である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接合体および接合材に関する。
【背景技術】
【0002】
従来、半導体装置や電子装置の製造装置には、種々のものが使用されている。たとえば、特許文献1には、半導体装置の製造装置である処理槽の開示がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−5279号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
半導体装置や、電子装置の製造装置には、部品同士の良好な接合性が求められる。たとえば、上述したような処理槽等においては、部品同士の良好な接合性、すなわち、液体漏れなど気密性に対しての十分な信頼性が必要となる。したがって、このような要求に応じた接合体の開発が求められている。
【課題を解決するための手段】
【0005】
本発明によれば、
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品と、
前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材と、を備え、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合体が提供される。
【0006】
ここで、樹脂(A)と、樹脂(B)は同じであってもよく、異なるものであってもよい。
また、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
この発明では接合材と第一部品との密着性、接合材と第二部品との密着性が良好となる。これにより、第一部品、第二部品間の接合が良好となる。
【0007】
また、本発明によれば、
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品とを接合するための接合材であって、
樹脂(C)を含み、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合材も提供できる。
ここで、樹脂(A)と、樹脂(B)は同じであってもよく、異なるものであってもよい。
また、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
【発明の効果】
【0008】
本発明によれば、第一部品と第二部品との接合が良好である接合体、さらには、この接合体に使用される接合材が提供される。
【図面の簡単な説明】
【0009】
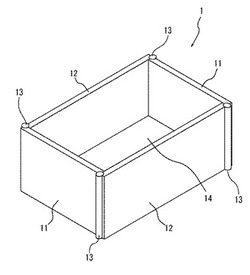
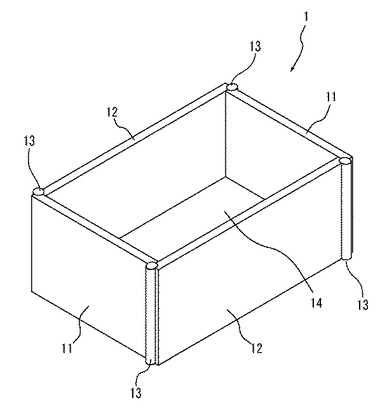
【図1】本発明の一実施形態にかかる処理槽を示す斜視図である。
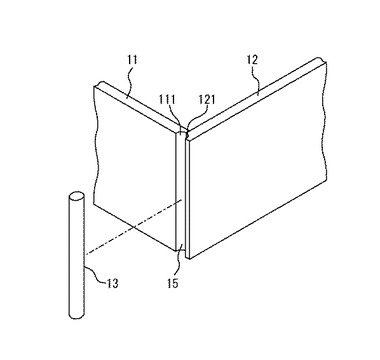
【図2】槽壁を突き合わせて、接合材を挿入する状態を示す図である。
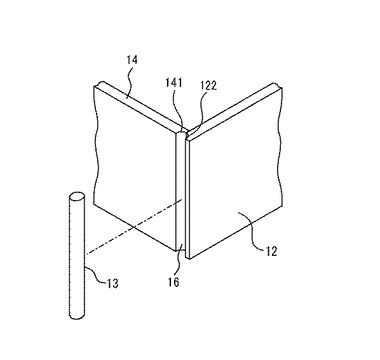
【図3】槽壁と底面部とを突き合わせて、接合材を挿入する状態を示す図である。
【図4】本発明の変形例にかかる図である。
【図5】本発明の変形例にかかる図である。
【図6】本発明の変形例にかかる図である。
【図7】本発明の変形例にかかる図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態を図面に基づいて説明する。
はじめに、図1を参照して、本実施形態の概要について説明する。
本実施形態の接合体1は、樹脂(A)を含む第一部品(槽壁11、槽壁12、底面部14のいずれか)と、樹脂(B)を含む第二部品(第一部品とは異なる部材であり、槽壁11、槽壁12、底面部14のいずれか)と、前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材13と、を備える。
樹脂(C)の融点または軟化点Tcは、樹脂(A)の融点または軟化点Ta以下であり、かつ、樹脂(B)の融点または軟化点Tb以下である。樹脂(C)のTcが樹脂(A)のTa、樹脂(B)のTb以下であるため、第一部品と第二部品との接合性を良好なものとすることができる。
ここで、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
ここで、融点は、DSC法により昇温時に現れる吸熱ピークにより測定できる。軟化点は、JIS K7206で規定されているビカット軟化温度法などで測定できる。
【0011】
樹脂(A)、(B)は、同じ樹脂であってもよく、異なるものであってもよい。
樹脂(A)、樹脂(B)、樹脂(C)は、それぞれ以下の中から選択することができ、TcがTa、Tbより小さくなるように、各樹脂を選択すればよい。
4−メチル−1−ペンテン(共)重合体、ポリエチレン、ポリスチレン、AS(アクリロニトリル−スチレン共重合体)樹脂、ABS(アクリロニトリル−ブタジエン―スチレン共重合体)樹脂、ポリプロピレン、メタクリル樹脂、ポリフッ化ビニリデン等のフッ素樹脂、ポリカーボネート、ポリアセタール、ポリエチレンテレフタレート、ポリブチレンテレフタレート、変性ポリフェニレンエーテル
なかでも、環境保護の観点や、コストの観点から樹脂(A)、(B)、(C)は、塩化ビニル樹脂、フッ素樹脂以外の樹脂であることが好ましい。
【0012】
このような樹脂群のなかから、樹脂(A)、樹脂(B)、樹脂(C)を選択することで、第一部品と第二部品とを接合材13を介して確実に接合できるとともに、薬液に対し、耐性の高い接合体1を得ることができる。
【0013】
なかでも、樹脂(A)の融点または軟化点Taと樹脂(C)の融点または軟化点Tcとの差、樹脂(B)の融点または軟化点Tbと樹脂(C)の融点または軟化点Tcとの差はそれぞれ0℃以上、30℃以下であることが好ましい。なかでも、TcがTaおよびTb未満であることが好ましく、TaとTcとの差、TbとTcとの差は、10℃以上であることが好ましい。
TaとTcとの差、TbとTcとの差を0℃以上、特にTcをTaおよびTb未満とすることで第一部品と第二部品とを接合材13を介して、第一部品および第二部品の熱による変形を最小限に抑えつつ確実に接合できる。
一方で、TaとTcとの差、TbとTcとの差を30℃以下とすることで、樹脂(A)または樹脂(B)が本来有している耐熱性に由来する"接合体全体の耐熱性"を損なわないという効果がある。
より、好ましい組み合わせとしては、たとえば、以下のような組み合わせがある。
樹脂(A)、(B)、(C)としてポリスチレン、4−メチル−1−ペンテン(共)重合体を使用することで、より耐薬品性の高い接合体を得ることができる。
【0014】
【表1】

【0015】
次に、本実施形態の接合体1について詳細に説明する。
接合体1は、半導体装置の製造装置あるいは電子装置の製造装置に使用されるものであることが好ましい。
以下では、図1に示すように、接合体1を処理槽1とした場合を例にあげて説明する。
処理槽1は、半導体ウェハを湿式処理するための槽であり、たとえば、エッチング槽である。
処理槽1は、槽壁11と、槽壁12とを接合するとともに、各槽壁11、12と、底面部14とを接合したものである。
槽壁11は、上述した第一部品または第二部品に該当するものである。
槽壁12は、上述した第一部品または第二部品に該当するものである。
底面部14は、上述した第一部品または第二部品に該当するものである。
槽壁11,12、底面部14は、異なる材料で構成されていてもよいが、接合性の観点から、同じ材料で構成されることが好ましい。
槽壁11,12、底面部14はそれぞれ押出し成型、圧縮成型、射出成型等で得ることができる成型品である。槽壁11,12の端部には、図2に示すように切欠き111,121が形成されている。なお、図3に示すように、底面部14にも切欠き141が形成されている。
接合材13は、本実施形態では、槽壁11,12同士、槽壁11と底面部14、槽壁12と底面部14を接合するための溶接棒である。
【0016】
図2に示すように、槽壁11の端面と槽壁12の表面(板面)とを対向させ、槽壁11,12の端部に形成された切欠き111,121により形成される凹部15に、接合材13を挿入する。その後、接合材13を熱風等で融点あるいは軟化点以上に加熱して、接合材13を溶融させ、槽壁11と槽壁12とを接合する。接合材13は、槽壁11に融着するとともに、槽壁12にも融着する。
なお、槽壁11と底面部14との接合、槽壁12と底面部14との接合も同様の方法で実施できる。すなわち、たとえば、図3に示すように、槽壁12の底面部14側の端部に切欠き122を形成し、さらに、底面部14の槽壁12側の端部に切欠き141を形成しておく。そして、底面部14の端面と槽壁12の表面とを対向させて、切欠き141、122により形成される凹部16に接合材13を挿入する。その後、接合材13を熱風等で融点あるいは軟化点以上に加熱して、接合材13を溶融させ、槽壁12と底面部14とを接合する。
槽壁11と底面部14との接合も同様である。
【0017】
ここで、接合材13は、槽壁11,12、底面部14に含まれる前記樹脂(A)のTaおよび樹脂(B)のTb以下のTcを有する樹脂(C)を含む。樹脂(C)は、樹脂(A)、(B)に融着する。
接合材13の構造としては、接合した際に、槽壁や底面部などの部品との接合界面に樹脂(C)が局在する構造が好ましい。このような構造は、樹脂(C)の粉末を棒状の基材となる樹脂の表面にまぶしたり、該粉末を適当な炭化水素系溶剤に溶解させたワニスを調製し、これを棒状の基材に塗布後、風乾させるなどの方法で得ることができる。
また、これらの加工コストを抑える目的で、接合材13は、基材成分樹脂と前記樹脂樹脂(C)とをブレンドし、成形した構造であっても構わない。
基材としては、槽壁11,12や底面部14などの部品と相溶する樹脂が好ましく、槽壁11,12や底面部14などの部品と同一組成であることが接合性の点でさらに好ましい。
また、接合材13は、前記樹脂(C)からなるものであってもよい。
ここで、槽壁11,12、底面部14が同じ樹脂を含む場合、接合材13は、槽壁11,12、底面部14と同じ前記樹脂を含むことが好ましい。すなわち、樹脂(A)、樹脂(B)が同じ樹脂である場合、接合材13は、樹脂(A)を含むことが好ましい。なかでも、槽壁11,12、底面部14が樹脂(A)からなる場合、接合材13は、樹脂(A)および樹脂(C)からなることが好ましい。この場合、接合材13は、接合性の観点から樹脂(C)を40重量%以上、100重量%以下含有することが好ましい。
【0018】
次に、本実施形態の作用効果について説明する。
本実施形態では、槽壁11に含まれる樹脂および槽壁12に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁11および槽壁12を接合している。
同様に、槽壁11に含まれる樹脂および底面部14に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁11および底面部14を接合している。
さらに、同様に、槽壁12に含まれる樹脂および底面部14に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁12および底面部14を接合している。
樹脂(C)のTcが樹脂(A)のTa、樹脂(B)のTb以下であるため、接合材13の溶融時の易動性が向上し、熱溶融時に被接合物表面に対して拡散しやすくなり、接合が強固なものとなると思われる。
そのため、接合材13と槽壁11との密着性、接合材13と槽壁12との密着性、接合材13と底面部14との密着性が良好であり、処理槽1の液体漏れを抑制することができ、気密信頼性の高いものとすることができる。
【0019】
接合材13を使用せずに、直接、槽壁同士等を接合した場合には、熱容量の非常に大きな槽壁等を加熱しなければならず、作業性に劣る。
これに対し、本実施形態では、接合材13を使用して、接合を行っている。接合材13は、槽壁11等に比べ大きさが小さいため、熱容量も小さい。接合材13を加熱して溶融することは比較的容易であるため接合の作業効率を向上させることができる。
【0020】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
たとえば、前記実施形態では、接合材13を溶接棒としたが、これに限られるものではない。
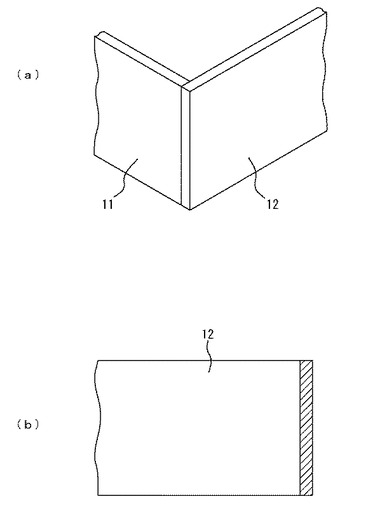
たとえば、図4(b)に示すように、槽壁12の表面に、接合材として樹脂(C)の粉末を塗布し、この粉末を溶融させ、槽壁12の表面と、槽壁11の端面とを接合させてもよい(図4(a))。なお、図4(b)の斜線部分は、前記粉末が塗布された領域を示す。
この場合にも、前記粉末は、槽壁11、12それぞれに融着することとなる。
また、槽壁12の表面と、槽壁11の端面とを接合させず、たとえば、槽壁12の端面と、槽壁11の端面とを、接合材として樹脂(C)の粉末を介して接合して、一枚の槽壁を作製してもよい。
塗布の方法として、樹脂(C)の粉末を炭化水素系などの適当な溶剤に溶解したワニスを使用する方法を採ることもできる。
【0021】
さらに、前記実施形態では、接合体を処理槽1としたが、これに限られるものではない。
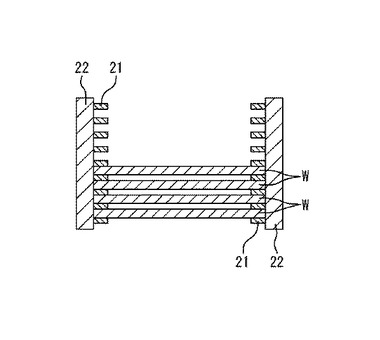
たとえば、本発明の接合体を、半導体ウェハを搬送するウェハのキャリアとしてもよい。
図5に示すように、上面でウェハWを保持する保持部21を樹脂(A)を含む第一部品、保持部21が固定されるキャリア本体22を樹脂(B)を含む第二部品とし、保持部21とキャリア本体22とを接合材としての樹脂(C)(図示略)を介して接合してもよい。接合材としての樹脂(C)は溶融し、保持部21とキャリア本体22とに融着する。
さらに、本発明の接合体を半導体ウェハだけでなく、太陽電池用ウェハ(太陽電池用シリコンウェハ)や液晶ガラスの処理槽(湿式処理する処理槽)、処理工程周辺部材に使うこともできる。
また、本発明の接合体を、MEMS製造用のエッチング槽として使用してもよい。たとえば、MEMSを製造する際に、半導体ウェハ上に形成された膜をエッチングする際のエッチング槽としてもよい。
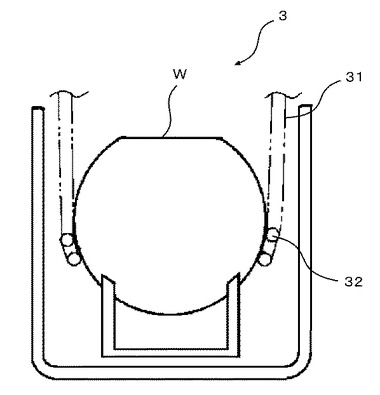
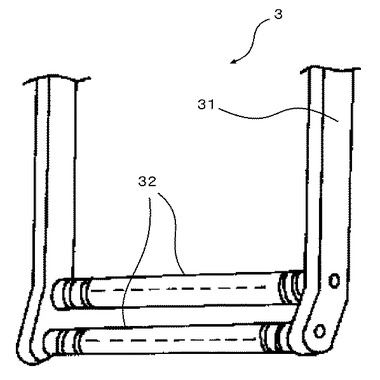
さらに、本発明の接合体をウェハを洗浄槽内に搬送するためのメカニカルハンド等としてもよい(図6,7参照)。このメカニカルハンド3は、ウェハWを保持する保持棒32と、保持棒32が固定される本体部31とを備える。保持棒32および本体部31は、洗浄液(薬液)中にウェハWを浸す際に洗浄液に接触する。
保持棒32には、ウェハWの周縁部が挿入される凹部が形成されている。この保持棒32をたとえば、樹脂(A)を含む第一部品とし、本体部31を樹脂(B)を含む第二部品とし、図示しない接合材としての樹脂(C)の粉末を介して保持棒32と本体部31とを接合してもよい。前記粉末は、保持棒32、本体部31それぞれに融着することとなる。
【実施例】
【0022】
次に、本発明の実施例について説明する。
(実施例1)
前記実施形態と同様の処理槽を作製した。
(溶接棒の準備)
ポリスチレン(ビカット軟化温度87℃)(商品名PSJポリスチレン 679、PSジャパン(株)製)からなる溶接棒13を用意した。
(処理槽の作製)
ポリスチレン(ビカット軟化温度103℃)(商品名PSJポリスチレン G9504、PSジャパン(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、ビカット軟化温度は、JIS K7206に基づいて測定したものである。
【0023】
(実施例2)
(溶接棒の準備)
4−メチル−1−ペンテン共重合体(融点222℃)(商品名TPX MX002、三井化学(株)製)からなる溶接棒13を作製した。
(処理槽の作製)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、融点は、DSCを使用し、昇温速度10℃/min、窒素雰囲気下で計測したものである。
【0024】
(実施例3)
(溶接棒の準備)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)からなる溶接棒13を作製した。
(処理槽の作製)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
融点は、DSCを使用し、昇温速度10℃/min、窒素雰囲気下で計測したものである。
【0025】
(比較例1)
ポリスチレン(ビカット軟化温度103℃)(商品名PSJポリスチレン G9504、PSジャパン(株)製)からなる溶接棒13を用意した。
(処理槽の作製)
ポリスチレン(ビカット軟化温度87℃)(商品名PSJポリスチレン 679、PSジャパン(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、ビカット軟化温度は、JIS K7206に基づいて測定したものである。
【0026】
(評価)
実施例1〜3により製造された処理槽を目視で確認したところ、製造時の加熱により、槽壁11,12、底面部14に熱変形が生じていないことがわかった。また、槽壁11,12、底面部14に熱変形が生じていないため、槽壁11と槽壁12との接合性、槽壁11と底面部14との接合性、槽壁12と底面部14との接合性が良好であった。
さらに実施例1,2で製造された処理槽は、実施例3に比べて、接合性がさらに良好であった。
一方、比較例1では、槽壁の外観を目視観察すると、規定寸法での処理槽製作が困難になる程の熱による変形が見られ、槽壁同士の接合性や、槽壁と底面部との接合性も良好ではなかった。
【符号の説明】
【0027】
1 処理槽(接合体)
3 メカニカルハンド
11 槽壁
12 槽壁
13 接合材(溶接棒)
14 底面部
15 凹部
16 凹部
21 保持部
22 キャリア本体
31 本体部
32 保持棒
W ウェハ
111 切欠き
121 切欠き
141 切欠き
122 切欠き
【技術分野】
【0001】
本発明は、接合体および接合材に関する。
【背景技術】
【0002】
従来、半導体装置や電子装置の製造装置には、種々のものが使用されている。たとえば、特許文献1には、半導体装置の製造装置である処理槽の開示がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平11−5279号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
半導体装置や、電子装置の製造装置には、部品同士の良好な接合性が求められる。たとえば、上述したような処理槽等においては、部品同士の良好な接合性、すなわち、液体漏れなど気密性に対しての十分な信頼性が必要となる。したがって、このような要求に応じた接合体の開発が求められている。
【課題を解決するための手段】
【0005】
本発明によれば、
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品と、
前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材と、を備え、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合体が提供される。
【0006】
ここで、樹脂(A)と、樹脂(B)は同じであってもよく、異なるものであってもよい。
また、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
この発明では接合材と第一部品との密着性、接合材と第二部品との密着性が良好となる。これにより、第一部品、第二部品間の接合が良好となる。
【0007】
また、本発明によれば、
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品とを接合するための接合材であって、
樹脂(C)を含み、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合材も提供できる。
ここで、樹脂(A)と、樹脂(B)は同じであってもよく、異なるものであってもよい。
また、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
【発明の効果】
【0008】
本発明によれば、第一部品と第二部品との接合が良好である接合体、さらには、この接合体に使用される接合材が提供される。
【図面の簡単な説明】
【0009】
【図1】本発明の一実施形態にかかる処理槽を示す斜視図である。
【図2】槽壁を突き合わせて、接合材を挿入する状態を示す図である。
【図3】槽壁と底面部とを突き合わせて、接合材を挿入する状態を示す図である。
【図4】本発明の変形例にかかる図である。
【図5】本発明の変形例にかかる図である。
【図6】本発明の変形例にかかる図である。
【図7】本発明の変形例にかかる図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態を図面に基づいて説明する。
はじめに、図1を参照して、本実施形態の概要について説明する。
本実施形態の接合体1は、樹脂(A)を含む第一部品(槽壁11、槽壁12、底面部14のいずれか)と、樹脂(B)を含む第二部品(第一部品とは異なる部材であり、槽壁11、槽壁12、底面部14のいずれか)と、前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材13と、を備える。
樹脂(C)の融点または軟化点Tcは、樹脂(A)の融点または軟化点Ta以下であり、かつ、樹脂(B)の融点または軟化点Tb以下である。樹脂(C)のTcが樹脂(A)のTa、樹脂(B)のTb以下であるため、第一部品と第二部品との接合性を良好なものとすることができる。
ここで、Taは、樹脂(A)が結晶性樹脂である場合、融点を示し、樹脂(A)が非晶性樹脂である場合、軟化点を示す。
同様に、Tbは、樹脂(B)が結晶性樹脂である場合、融点を示し、樹脂(B)が非晶性樹脂である場合、軟化点を示す。
さらに、Tcは、樹脂(C)が結晶性樹脂である場合、融点を示し、樹脂(C)が非晶性樹脂である場合、軟化点を示す。
ここで、融点は、DSC法により昇温時に現れる吸熱ピークにより測定できる。軟化点は、JIS K7206で規定されているビカット軟化温度法などで測定できる。
【0011】
樹脂(A)、(B)は、同じ樹脂であってもよく、異なるものであってもよい。
樹脂(A)、樹脂(B)、樹脂(C)は、それぞれ以下の中から選択することができ、TcがTa、Tbより小さくなるように、各樹脂を選択すればよい。
4−メチル−1−ペンテン(共)重合体、ポリエチレン、ポリスチレン、AS(アクリロニトリル−スチレン共重合体)樹脂、ABS(アクリロニトリル−ブタジエン―スチレン共重合体)樹脂、ポリプロピレン、メタクリル樹脂、ポリフッ化ビニリデン等のフッ素樹脂、ポリカーボネート、ポリアセタール、ポリエチレンテレフタレート、ポリブチレンテレフタレート、変性ポリフェニレンエーテル
なかでも、環境保護の観点や、コストの観点から樹脂(A)、(B)、(C)は、塩化ビニル樹脂、フッ素樹脂以外の樹脂であることが好ましい。
【0012】
このような樹脂群のなかから、樹脂(A)、樹脂(B)、樹脂(C)を選択することで、第一部品と第二部品とを接合材13を介して確実に接合できるとともに、薬液に対し、耐性の高い接合体1を得ることができる。
【0013】
なかでも、樹脂(A)の融点または軟化点Taと樹脂(C)の融点または軟化点Tcとの差、樹脂(B)の融点または軟化点Tbと樹脂(C)の融点または軟化点Tcとの差はそれぞれ0℃以上、30℃以下であることが好ましい。なかでも、TcがTaおよびTb未満であることが好ましく、TaとTcとの差、TbとTcとの差は、10℃以上であることが好ましい。
TaとTcとの差、TbとTcとの差を0℃以上、特にTcをTaおよびTb未満とすることで第一部品と第二部品とを接合材13を介して、第一部品および第二部品の熱による変形を最小限に抑えつつ確実に接合できる。
一方で、TaとTcとの差、TbとTcとの差を30℃以下とすることで、樹脂(A)または樹脂(B)が本来有している耐熱性に由来する"接合体全体の耐熱性"を損なわないという効果がある。
より、好ましい組み合わせとしては、たとえば、以下のような組み合わせがある。
樹脂(A)、(B)、(C)としてポリスチレン、4−メチル−1−ペンテン(共)重合体を使用することで、より耐薬品性の高い接合体を得ることができる。
【0014】
【表1】
【0015】
次に、本実施形態の接合体1について詳細に説明する。
接合体1は、半導体装置の製造装置あるいは電子装置の製造装置に使用されるものであることが好ましい。
以下では、図1に示すように、接合体1を処理槽1とした場合を例にあげて説明する。
処理槽1は、半導体ウェハを湿式処理するための槽であり、たとえば、エッチング槽である。
処理槽1は、槽壁11と、槽壁12とを接合するとともに、各槽壁11、12と、底面部14とを接合したものである。
槽壁11は、上述した第一部品または第二部品に該当するものである。
槽壁12は、上述した第一部品または第二部品に該当するものである。
底面部14は、上述した第一部品または第二部品に該当するものである。
槽壁11,12、底面部14は、異なる材料で構成されていてもよいが、接合性の観点から、同じ材料で構成されることが好ましい。
槽壁11,12、底面部14はそれぞれ押出し成型、圧縮成型、射出成型等で得ることができる成型品である。槽壁11,12の端部には、図2に示すように切欠き111,121が形成されている。なお、図3に示すように、底面部14にも切欠き141が形成されている。
接合材13は、本実施形態では、槽壁11,12同士、槽壁11と底面部14、槽壁12と底面部14を接合するための溶接棒である。
【0016】
図2に示すように、槽壁11の端面と槽壁12の表面(板面)とを対向させ、槽壁11,12の端部に形成された切欠き111,121により形成される凹部15に、接合材13を挿入する。その後、接合材13を熱風等で融点あるいは軟化点以上に加熱して、接合材13を溶融させ、槽壁11と槽壁12とを接合する。接合材13は、槽壁11に融着するとともに、槽壁12にも融着する。
なお、槽壁11と底面部14との接合、槽壁12と底面部14との接合も同様の方法で実施できる。すなわち、たとえば、図3に示すように、槽壁12の底面部14側の端部に切欠き122を形成し、さらに、底面部14の槽壁12側の端部に切欠き141を形成しておく。そして、底面部14の端面と槽壁12の表面とを対向させて、切欠き141、122により形成される凹部16に接合材13を挿入する。その後、接合材13を熱風等で融点あるいは軟化点以上に加熱して、接合材13を溶融させ、槽壁12と底面部14とを接合する。
槽壁11と底面部14との接合も同様である。
【0017】
ここで、接合材13は、槽壁11,12、底面部14に含まれる前記樹脂(A)のTaおよび樹脂(B)のTb以下のTcを有する樹脂(C)を含む。樹脂(C)は、樹脂(A)、(B)に融着する。
接合材13の構造としては、接合した際に、槽壁や底面部などの部品との接合界面に樹脂(C)が局在する構造が好ましい。このような構造は、樹脂(C)の粉末を棒状の基材となる樹脂の表面にまぶしたり、該粉末を適当な炭化水素系溶剤に溶解させたワニスを調製し、これを棒状の基材に塗布後、風乾させるなどの方法で得ることができる。
また、これらの加工コストを抑える目的で、接合材13は、基材成分樹脂と前記樹脂樹脂(C)とをブレンドし、成形した構造であっても構わない。
基材としては、槽壁11,12や底面部14などの部品と相溶する樹脂が好ましく、槽壁11,12や底面部14などの部品と同一組成であることが接合性の点でさらに好ましい。
また、接合材13は、前記樹脂(C)からなるものであってもよい。
ここで、槽壁11,12、底面部14が同じ樹脂を含む場合、接合材13は、槽壁11,12、底面部14と同じ前記樹脂を含むことが好ましい。すなわち、樹脂(A)、樹脂(B)が同じ樹脂である場合、接合材13は、樹脂(A)を含むことが好ましい。なかでも、槽壁11,12、底面部14が樹脂(A)からなる場合、接合材13は、樹脂(A)および樹脂(C)からなることが好ましい。この場合、接合材13は、接合性の観点から樹脂(C)を40重量%以上、100重量%以下含有することが好ましい。
【0018】
次に、本実施形態の作用効果について説明する。
本実施形態では、槽壁11に含まれる樹脂および槽壁12に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁11および槽壁12を接合している。
同様に、槽壁11に含まれる樹脂および底面部14に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁11および底面部14を接合している。
さらに、同様に、槽壁12に含まれる樹脂および底面部14に含まれる樹脂の融点または軟化点Ta、Tb以下の融点または軟化点Tcを有する樹脂(C)を接合材13が含んでいる。そして、この接合材13により、槽壁12および底面部14を接合している。
樹脂(C)のTcが樹脂(A)のTa、樹脂(B)のTb以下であるため、接合材13の溶融時の易動性が向上し、熱溶融時に被接合物表面に対して拡散しやすくなり、接合が強固なものとなると思われる。
そのため、接合材13と槽壁11との密着性、接合材13と槽壁12との密着性、接合材13と底面部14との密着性が良好であり、処理槽1の液体漏れを抑制することができ、気密信頼性の高いものとすることができる。
【0019】
接合材13を使用せずに、直接、槽壁同士等を接合した場合には、熱容量の非常に大きな槽壁等を加熱しなければならず、作業性に劣る。
これに対し、本実施形態では、接合材13を使用して、接合を行っている。接合材13は、槽壁11等に比べ大きさが小さいため、熱容量も小さい。接合材13を加熱して溶融することは比較的容易であるため接合の作業効率を向上させることができる。
【0020】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
たとえば、前記実施形態では、接合材13を溶接棒としたが、これに限られるものではない。
たとえば、図4(b)に示すように、槽壁12の表面に、接合材として樹脂(C)の粉末を塗布し、この粉末を溶融させ、槽壁12の表面と、槽壁11の端面とを接合させてもよい(図4(a))。なお、図4(b)の斜線部分は、前記粉末が塗布された領域を示す。
この場合にも、前記粉末は、槽壁11、12それぞれに融着することとなる。
また、槽壁12の表面と、槽壁11の端面とを接合させず、たとえば、槽壁12の端面と、槽壁11の端面とを、接合材として樹脂(C)の粉末を介して接合して、一枚の槽壁を作製してもよい。
塗布の方法として、樹脂(C)の粉末を炭化水素系などの適当な溶剤に溶解したワニスを使用する方法を採ることもできる。
【0021】
さらに、前記実施形態では、接合体を処理槽1としたが、これに限られるものではない。
たとえば、本発明の接合体を、半導体ウェハを搬送するウェハのキャリアとしてもよい。
図5に示すように、上面でウェハWを保持する保持部21を樹脂(A)を含む第一部品、保持部21が固定されるキャリア本体22を樹脂(B)を含む第二部品とし、保持部21とキャリア本体22とを接合材としての樹脂(C)(図示略)を介して接合してもよい。接合材としての樹脂(C)は溶融し、保持部21とキャリア本体22とに融着する。
さらに、本発明の接合体を半導体ウェハだけでなく、太陽電池用ウェハ(太陽電池用シリコンウェハ)や液晶ガラスの処理槽(湿式処理する処理槽)、処理工程周辺部材に使うこともできる。
また、本発明の接合体を、MEMS製造用のエッチング槽として使用してもよい。たとえば、MEMSを製造する際に、半導体ウェハ上に形成された膜をエッチングする際のエッチング槽としてもよい。
さらに、本発明の接合体をウェハを洗浄槽内に搬送するためのメカニカルハンド等としてもよい(図6,7参照)。このメカニカルハンド3は、ウェハWを保持する保持棒32と、保持棒32が固定される本体部31とを備える。保持棒32および本体部31は、洗浄液(薬液)中にウェハWを浸す際に洗浄液に接触する。
保持棒32には、ウェハWの周縁部が挿入される凹部が形成されている。この保持棒32をたとえば、樹脂(A)を含む第一部品とし、本体部31を樹脂(B)を含む第二部品とし、図示しない接合材としての樹脂(C)の粉末を介して保持棒32と本体部31とを接合してもよい。前記粉末は、保持棒32、本体部31それぞれに融着することとなる。
【実施例】
【0022】
次に、本発明の実施例について説明する。
(実施例1)
前記実施形態と同様の処理槽を作製した。
(溶接棒の準備)
ポリスチレン(ビカット軟化温度87℃)(商品名PSJポリスチレン 679、PSジャパン(株)製)からなる溶接棒13を用意した。
(処理槽の作製)
ポリスチレン(ビカット軟化温度103℃)(商品名PSJポリスチレン G9504、PSジャパン(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、ビカット軟化温度は、JIS K7206に基づいて測定したものである。
【0023】
(実施例2)
(溶接棒の準備)
4−メチル−1−ペンテン共重合体(融点222℃)(商品名TPX MX002、三井化学(株)製)からなる溶接棒13を作製した。
(処理槽の作製)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、融点は、DSCを使用し、昇温速度10℃/min、窒素雰囲気下で計測したものである。
【0024】
(実施例3)
(溶接棒の準備)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)からなる溶接棒13を作製した。
(処理槽の作製)
4−メチル−1−ペンテン共重合体(融点237℃)(商品名TPX RT−18、三井化学(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。300−400℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
融点は、DSCを使用し、昇温速度10℃/min、窒素雰囲気下で計測したものである。
【0025】
(比較例1)
ポリスチレン(ビカット軟化温度103℃)(商品名PSJポリスチレン G9504、PSジャパン(株)製)からなる溶接棒13を用意した。
(処理槽の作製)
ポリスチレン(ビカット軟化温度87℃)(商品名PSJポリスチレン 679、PSジャパン(株)製)を成型し、板材(槽壁11,12、底面部14)を用意し、前記実施形態と同様に、槽壁11の端面を槽壁12の表面に対向させ、凹部15に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11、12を接合した。また、槽壁11表面と、底面部14の端面とを対向させ、凹部に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁11と底面部14を接合した。さらに、槽壁12表面と底面部14の端面とを対向させ、凹部16に溶接棒13を挿入した。200−250℃の熱風により、溶接棒13を溶融させて、槽壁12と底面部14を接合した。以上により、処理槽1を得た。処理槽1の容量は10−1000L程度であった。
なお、ビカット軟化温度は、JIS K7206に基づいて測定したものである。
【0026】
(評価)
実施例1〜3により製造された処理槽を目視で確認したところ、製造時の加熱により、槽壁11,12、底面部14に熱変形が生じていないことがわかった。また、槽壁11,12、底面部14に熱変形が生じていないため、槽壁11と槽壁12との接合性、槽壁11と底面部14との接合性、槽壁12と底面部14との接合性が良好であった。
さらに実施例1,2で製造された処理槽は、実施例3に比べて、接合性がさらに良好であった。
一方、比較例1では、槽壁の外観を目視観察すると、規定寸法での処理槽製作が困難になる程の熱による変形が見られ、槽壁同士の接合性や、槽壁と底面部との接合性も良好ではなかった。
【符号の説明】
【0027】
1 処理槽(接合体)
3 メカニカルハンド
11 槽壁
12 槽壁
13 接合材(溶接棒)
14 底面部
15 凹部
16 凹部
21 保持部
22 キャリア本体
31 本体部
32 保持棒
W ウェハ
111 切欠き
121 切欠き
141 切欠き
122 切欠き
【特許請求の範囲】
【請求項1】
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品と、
前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材と、を備え、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合体。
【請求項2】
請求項1に記載の接合体において、
前記樹脂(C)は、樹脂(A)および樹脂(B)に対し融着している接合体。
【請求項3】
請求項1に記載の接合体において、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)未満である接合体。
【請求項4】
請求項1に記載の接合体において、
前記樹脂(A)、(B)、(C)はそれぞれ、塩化ビニル樹脂およびフッ素樹脂を除く樹脂である接合体。
【請求項5】
請求項1乃至4のいずれかに記載の接合体において、
前記樹脂(A)は、前記樹脂(B)と同じ樹脂であり、
前記接合材は、前記樹脂(C)と、前記樹脂(A)とを含む接合体。
【請求項6】
請求項5に記載の接合体において、
前記第一部品は、前記樹脂(A)からなるものであり、
前記第二部品は、前記樹脂(B)からなるものであり、
前記接合材は、前記樹脂(C)と、前記樹脂(A)とからなるものである接合体。
【請求項7】
請求項1乃至6のいずれかに記載の接合体において、
前記第一部品および前記第二部品は、成型体であり、
前記第一部品と前記第二部品との間に前記接合材を配置し、この接合材を介して前記第一部品および前記第二部品が接合されている接合体。
【請求項8】
請求項1乃至7のいずれかに記載の接合体において、
前記第一部品と前記第二部品とを突き合わせ、前記第一部品および前記第二部品間に形成される隙間に溶接棒である前記接合材を挿入した接合体。
【請求項9】
請求項1乃至8のいずれかに記載の接合体において、
当該接合体は、半導体ウェハまたは太陽電池用のウェハを湿式処理するための処理槽であり、
前記第一部品および前記第二部品はそれぞれ前記処理槽の槽壁である接合体。
【請求項10】
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品とを接合するための接合材であって、
樹脂(C)を含み、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合材。
【請求項1】
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品と、
前記第一部品と前記第二部品とを接合し、樹脂(C)を含む接合材と、を備え、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合体。
【請求項2】
請求項1に記載の接合体において、
前記樹脂(C)は、樹脂(A)および樹脂(B)に対し融着している接合体。
【請求項3】
請求項1に記載の接合体において、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)未満である接合体。
【請求項4】
請求項1に記載の接合体において、
前記樹脂(A)、(B)、(C)はそれぞれ、塩化ビニル樹脂およびフッ素樹脂を除く樹脂である接合体。
【請求項5】
請求項1乃至4のいずれかに記載の接合体において、
前記樹脂(A)は、前記樹脂(B)と同じ樹脂であり、
前記接合材は、前記樹脂(C)と、前記樹脂(A)とを含む接合体。
【請求項6】
請求項5に記載の接合体において、
前記第一部品は、前記樹脂(A)からなるものであり、
前記第二部品は、前記樹脂(B)からなるものであり、
前記接合材は、前記樹脂(C)と、前記樹脂(A)とからなるものである接合体。
【請求項7】
請求項1乃至6のいずれかに記載の接合体において、
前記第一部品および前記第二部品は、成型体であり、
前記第一部品と前記第二部品との間に前記接合材を配置し、この接合材を介して前記第一部品および前記第二部品が接合されている接合体。
【請求項8】
請求項1乃至7のいずれかに記載の接合体において、
前記第一部品と前記第二部品とを突き合わせ、前記第一部品および前記第二部品間に形成される隙間に溶接棒である前記接合材を挿入した接合体。
【請求項9】
請求項1乃至8のいずれかに記載の接合体において、
当該接合体は、半導体ウェハまたは太陽電池用のウェハを湿式処理するための処理槽であり、
前記第一部品および前記第二部品はそれぞれ前記処理槽の槽壁である接合体。
【請求項10】
樹脂(A)を含む第一部品と、
樹脂(B)を含む第二部品とを接合するための接合材であって、
樹脂(C)を含み、
前記樹脂(C)の融点または軟化点(Tc)は、前記樹脂(A)の融点または軟化点(Ta)および前記樹脂(B)の融点または軟化点(Tb)以下である接合材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−7692(P2012−7692A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2010−145084(P2010−145084)
【出願日】平成22年6月25日(2010.6.25)
【出願人】(504300103)三井化学ファイン株式会社 (7)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成22年6月25日(2010.6.25)
【出願人】(504300103)三井化学ファイン株式会社 (7)
【Fターム(参考)】
[ Back to top ]