
接合方法、液滴吐出ヘッド、接合体および液滴吐出装置
【課題】2つの基材同士を、高い寸法精度で強固にかつ効率よく接合可能な接合方法、およびかかる接合方法を用いて製造された接合体、液滴吐出ヘッドおよび液滴吐出装置を提供すること。
【解決手段】減圧雰囲気下において、原料ガスとキャリアガスとの混合ガス(第1のガス)をプラズマ化した後、第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、この第2のガスをプラズマ化することによって、第1の基材21上に、他の被着体との接着性を有するプラズマ重合膜31を形成し、第1の被着体41を得る第1の工程と、第2の基材22の表面にプラズマ重合膜31と同様のプラズマ重合膜32を形成してなる第2の被着体42を用意し、減圧雰囲気の圧力を大気圧未満に維持しつつ、各プラズマ重合膜31、32同士が密着するように、第1の被着体41と第2の被着体42とを圧接し、接合して、接合体1を得る第2の工程とを有する。
【解決手段】減圧雰囲気下において、原料ガスとキャリアガスとの混合ガス(第1のガス)をプラズマ化した後、第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、この第2のガスをプラズマ化することによって、第1の基材21上に、他の被着体との接着性を有するプラズマ重合膜31を形成し、第1の被着体41を得る第1の工程と、第2の基材22の表面にプラズマ重合膜31と同様のプラズマ重合膜32を形成してなる第2の被着体42を用意し、減圧雰囲気の圧力を大気圧未満に維持しつつ、各プラズマ重合膜31、32同士が密着するように、第1の被着体41と第2の被着体42とを圧接し、接合して、接合体1を得る第2の工程とを有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接合方法、液滴吐出ヘッド、接合体および液滴吐出装置に関するものである。
【背景技術】
【0002】
2つの部材(基材)同士を接合(接着)する際には、従来、エポキシ系接着剤、ウレタン系接着剤、シリコーン系接着剤等の接着剤を用いて行う方法が多く用いられている。
例えば、インクジェットプリンタが備える液滴吐出ヘッド(インクジェット式記録ヘッド)は、樹脂材料、金属材料、シリコン系材料等の異種材料で構成された部品同士を、接着剤を用いて接着することにより組み立てられている。
このように接着剤を用いて部材同士を接着する際には、液状またはペースト状の接着剤を接着面に塗布し、塗布された接着剤を介して部材同士を貼り合わせる。その後、熱または光の作用により接着剤を硬化させることにより、部材同士を接着する。
【0003】
ところが、このような接着剤による接着では、以下のような問題がある。
・接着強度が低い
・寸法精度が低い
・硬化時間が長いため、接着に長時間を要する
また、多くの場合、接着強度を高めるためにプライマーを用いる必要があり、そのためのコストと手間が接着工程の高コスト化・複雑化を招いている。
【0004】
一方、接着剤を用いない接合方法として、固体接合による方法がある。
固体接合は、接着剤等の中間層が介在することなく、部材同士を直接接合する方法である(例えば、特許文献1参照)。
このような固体接合によれば、接着剤のような中間層を用いないので、寸法精度の高い接合体を得ることができる。
【0005】
しかしながら、固体接合には、以下のような問題がある。
・接合される部材の材質に制約がある
・接合プロセスにおいて高温(例えば、700〜800℃程度)での熱処理を伴う
・接合プロセスにおける雰囲気が減圧雰囲気に限られる
このような問題を受け、接合に供される部材の材質によらず、部材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合する方法が求められている。
【0006】
【特許文献1】特開平5−82404号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、2つの基材同士を、高い寸法精度で強固にかつ効率よく接合可能な接合方法、およびかかる接合方法を用いて製造された接合体、液滴吐出ヘッドおよび液滴吐出装置を提供することにある。
【課題を解決するための手段】
【0008】
このような目的は、下記の本発明により達成される。
本発明の接合方法は、減圧雰囲気下において、シロキサン(Si−O)結合を含む原料ガスを含有する第1のガスをプラズマ化した後、前記第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、該第2のガスをプラズマ化することによって、基材上の少なくとも一部の領域にプラズマ重合膜を形成し、前記基材と前記プラズマ重合膜とを備える第1の被着体を得る第1の工程と、
該第1の被着体との接合に供される第2の被着体を用意し、前記プラズマ重合膜の表面と前記第2の被着体の表面とが密着するように、前記第1の被着体と前記第2の被着体とを圧接し、接合する第2の工程とを有することを特徴とする。
これにより、2つの基材同士を、高い寸法精度で強固にかつ効率よく接合することができる。
【0009】
本発明の接合方法では、前記第2の被着体は、基材と、該基材上に設けられ、前記プラズマ重合膜と同様のプラズマ重合膜とを備えるものであり、
前記第2の工程において、前記各プラズマ重合膜同士が密着するように、前記第1の被着体と前記第2の被着体とを圧接することが好ましい。
これにより、2つの基材同士を、より強固に接合することができる。
【0010】
本発明の接合方法では、前記第2のガスにおける不活性ガスは、窒素ガスであることが好ましい。
窒素ガスによれば、プラズマを特に安定的に発生させることができるため、プラズマ重合膜の表面に対して特に均一な活性化処理を施すことができる。また、窒素ガスがプラズマ化してなる窒素プラズマは、プラズマ重合膜の表面に対して物理的な衝撃を与えることができるので、表面を粗面化することができる。これにより、プラズマ重合膜の表面積を拡張し、露出する活性手の密度を高めることができる。
【0011】
本発明の接合方法では、前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、同種のものであることが好ましい。
これにより、第1のガスの全量を第2のガスで置換する必要がなくなるので、工程の所要時間を短縮することができる。
【0012】
本発明の接合方法では、前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、種類の異なるものであることが好ましい。
これにより、第1のガスおよび第2のガスとして、それぞれの目的に応じた最適な種類のガスを用いることができるので、プラズマ重合膜を効率よく形成することができる上、プラズマ重合膜に対して最適なプラズマ処理を施すことができる。
【0013】
本発明の接合方法では、前記第1のガスを前記第2のガスで置換する際、前記第1のガスがプラズマ化した状態を維持しつつ、前記第1のガスを前記第2のガスで徐々に置換することが好ましい。
これにより、プラズマ重合膜の形成過程の最後で、副次的にプラズマ処理による活性化を行うことができるので、工程の所要時間の大幅な短縮を図ることができる。
【0014】
本発明の接合方法では、前記プラズマ化は、高周波電力の作用により行われるものであり、
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力より小さいことが好ましい。
これにより、プラズマ重合膜や基材にプラズマによる著しい変質・劣化が生じるのを抑制することができる。その結果、プラズマ重合膜や第1の基材の機械的強度の低下を防止し、最終的に、接合強度の高い接合体を得ることができる。
【0015】
本発明の接合方法では、前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍であることが好ましい。
これにより、第2のガスをプラズマ化するための高周波電力の最適化を図ることができ、プラズマ重合膜の機械的特性の著しい低下を招くことなく、プラズマ重合膜を活性化させることができる。
【0016】
本発明の接合方法では、前記第1の工程における減圧雰囲気の圧力は、0.01〜100Paであることが好ましい。
これにより、大気による第1の基材やプラズマ重合膜の汚染を確実に防止しつつ、プラズマの濃度を十分に確保し、十分な成膜速度でプラズマ重合膜を形成することができる。
本発明の接合方法では、前記第1の工程の後、前記減圧雰囲気の圧力を大気圧未満に維持しつつ、前記第2の工程を行うことが好ましい。
これにより、プラズマ重合膜の表面は、未結合手が露出した状態で維持されるため、第1の被着体と第2の被着体との間で、未結合手に基づく強固な接合が可能になる。
【0017】
本発明の接合方法では、前記第1のガスのプラズマ化と、前記第2のガスのプラズマ化を、同一のチャンバー内で行うことが好ましい。
これにより、チャンバー間の移送作業を伴わず、所要時間のさらなる短縮を図ることができる。
本発明の接合方法では、前記原料ガスは、オクタメチルトリシロキサンを主成分とするものであることが好ましい。
これにより、オクタメチルトリシロキサンの重合物を主成分とし、接着性および耐薬品性に特に優れるプラズマ重合膜が得られる。
【0018】
本発明の接合方法では、前記プラズマ重合膜の平均厚さは、10〜10000nmであることが好ましい。
これにより、接合体の寸法精度が著しく低下するのを防止しつつ、第1の被着体と第2の被着体とをより強固に接合することができる。
本発明の接合方法は、前記第1の被着体と前記第2の被着体とが、本発明の接合方法により接合されてなることを特徴とする。
これにより、2つの基材同士が、高い寸法精度で強固に接合してなる接合体が得られる。
【0019】
本発明の液滴吐出ヘッドは、ノズルプレートと、キャビティ基板と、振動板とを備え、
前記ノズルプレートと前記キャビティ基板との間、および、前記キャビティ基板と前記振動板との間の少なくとも一方が、本発明の接合方法により接合されてなることを特徴とする。
これにより、信頼性の高い液滴吐出ヘッドが得られる。
本発明の液滴吐出装置は、本発明の液滴吐出ヘッドを備えることを特徴とする。
これにより、信頼性の高い液滴吐出装置が得られる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置を、添付図面に示す好適実施形態に基づいて詳細に説明する。
<接合方法>
本発明の接合方法は、2つの基材(第1の基材21および第2の基材22)を、各プラズマ重合膜31、32を介して接合する方法である。かかる方法によれば、2つの基材21、22を、高い寸法精度で強固にかつ効率よく接合することができる。
ここでは、本発明の接合方法を説明するのに先立って、まず、前述の各プラズマ重合膜31、32を形成するのに用いられるプラズマ重合装置について説明する。
【0021】
図1は、本発明の接合方法に用いられるプラズマ重合装置を模式的に示す縦断面図である。なお、以下の説明では、図1中の上側を「上」、下側を「下」と言う。
図1に示すプラズマ重合装置100は、チャンバー101と、第1の基材21を支持する第1の電極130と、第2の電極140と、各電極130、140間に高周波電圧を印加する電源回路180と、チャンバー101内にガスを供給するガス供給部190と、チャンバー101内のガスを排気する排気ポンプ170とを備えている。これらの各部のうち、第1の電極130および第2の電極140がチャンバー101内に設けられている。以下、各部について詳細に説明する。
【0022】
チャンバー101は、内部の気密を保持し得る容器であり、内部を減圧(真空)状態にして使用されるため、内部と外部との圧力差に耐え得る耐圧性能を有するものとされる。
図1に示すチャンバー101は、軸線が水平方向に沿って配置されたほぼ円筒形をなすチャンバー本体と、チャンバー本体の左側開口部を封止する円形の側壁と、右側開口部を封止する円形の側壁とで構成されている。
【0023】
チャンバー101の上方には供給口103が、下方には排気口104が、それぞれ設けられている。そして、供給口103にはガス供給部190が接続され、排気口104には排気ポンプ170が接続されている。
なお、本実施形態では、チャンバー101は、導電性の高い金属材料で構成されており、接地線102を介して電気的に接地されている。
【0024】
第1の電極130は、板状をなしており、第1の基材21を支持している。
この第1の電極130は、チャンバー101の側壁の内壁面に、鉛直方向に沿って設けられており、また、第1の電極130は、チャンバー101を介して電気的に接地されている。なお、第1の電極130は、図1に示すように、チャンバー本体と同心状に設けられている。
【0025】
第1の電極130の第1の基材21を支持する面には、静電チャック(吸着機構)139が設けられている。
この静電チャック139により、図1に示すように、第1の基材21を鉛直方向に沿って支持することができる。また、第1の基材21に多少の反りがあっても、静電チャック139に吸着させることにより、その反りを矯正した状態で第1の基材21をプラズマ処理に供することができる。
【0026】
第2の電極140は、第1の基材21を介して、第1の電極130と対向して設けられている。なお、第2の電極140は、チャンバー101の側壁の内壁面から離間した(絶縁された)状態で設けられている。
この第2の電極140には、配線184を介して高周波電源182が接続されている。また、配線184の途中には、マッチングボックス(整合器)183が設けられている。これらの配線184、高周波電源182およびマッチングボックス183により、電源回路180が構成されている。
このような電源回路180によれば、第1の電極130は接地されているので、第1の電極130と第2の電極140との間に高周波電圧が印加される。これにより、第1の電極130と第2の電極140との間隙には、高い周波数で向きが反転する電界が誘起される。
【0027】
ガス供給部190は、チャンバー101内に所定のガスを供給するものである。
図1に示すガス供給部190は、液状の膜材料(原料液)を貯留する貯液部191と、液状の膜材料を気化してガス状に変化させる気化装置192と、キャリアガスを貯留するガスボンベ193と、第2のガスを貯留するガスボンベ196とを有している。また、これらの各部とチャンバー101の供給口103とが、それぞれ配管194で接続されており、ガス状の膜材料(原料ガス)とキャリアガスとの混合ガス(第1のガス)および第2のガスを、供給口103からチャンバー101内に供給するように構成されている。
【0028】
また、供給口103と気化装置192の間の配管194には、バルブ197が設けられており、バルブ197の開度に応じて原料ガスの流量を調整することができる。
さらに、供給口103とガスボンベ193との間および供給口103とガスボンベ196との間には、バルブ198およびバルブ199が設けられており、各バルブ198、199の開度に応じて、キャリアガスおよび第2のガスの流量をそれぞれ調整することができる。
なお、各バルブ197、198、199として、それぞれ開度を電気的に制御可能な電磁バルブを用いることにより、原料ガス、キャリアガスおよび第2のガスの流量を協調制御し、供給されるガスの組成や流量を高度に制御することができる。
【0029】
貯液部191に貯留される液状の膜材料は、プラズマ重合装置100により、重合して第1の基材21の表面に重合膜を形成する原材料となるものである。
このような液状の膜材料は、気化装置192により気化され、ガス状の膜材料(原料ガス)となってチャンバー101内に供給される。なお、原料ガスについては、後に詳述する。
【0030】
ガスボンベ193に貯留されるキャリアガスは、電界の作用により放電し、およびこの放電を維持するために導入するガスである。
また、チャンバー101内の供給口103の近傍には、拡散板195が設けられている。
拡散板195は、チャンバー101内に供給される混合ガスの拡散を促進する機能を有する。これにより、混合ガスは、チャンバー101内に、ほぼ均一の濃度で分散することができる。
【0031】
排気ポンプ170は、チャンバー101内を排気するものであり、例えば、油回転ポンプ、ターボ分子ポンプ等で構成される。このようにチャンバー101内を排気して減圧することにより、ガスを容易にプラズマ化することができる。また、大気雰囲気との接触による第1の基材21の汚染・酸化等を防止するとともに、プラズマ処理による反応生成物をチャンバー101内から効果的に除去することができる。
また、排気口104には、チャンバー101内の圧力を調整する圧力制御機構171が設けられている。これにより、チャンバー101内の圧力が、ガス供給部190の動作状況に応じて、適宜設定される。
【0032】
≪第1実施形態≫
次に、本発明の接合方法の第1実施形態について、上記のプラズマ重合装置100を用いた場合を例に説明する。
図2および図3は、本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図2および図3中の上側を「上」、下側を「下」と言う。
【0033】
本実施形態にかかる接合方法は、減圧雰囲気下において、第1の基材21の表面にプラズマ重合膜31を形成し、第1の被着体41を得る第1の工程と、第2の基材22の表面にプラズマ重合膜31と同様のプラズマ重合膜32を形成してなる第2の被着体42を用意し、各プラズマ重合膜31、32同士が密着するように、第1の被着体41と第2の被着体42とを貼り合わせ、接合体1を得る第2の工程とを有する。以下、各工程について順次説明する。
【0034】
[1]まず、板状をなす第1の基材21を用意する。
このような第1の基材21の構成材料は、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体(EVA)等のポリオレフィン、環状ポリオレフィン、変性ポリオレフィン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリアミド、ポリイミド、ポリアミドイミド、ポリカーボネート、ポリ−(4−メチルペンテン−1)、アイオノマー、アクリル系樹脂、ポリメチルメタクリレート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、アクリロニトリル−スチレン共重合体(AS樹脂)、ブタジエン−スチレン共重合体、ポリオキシメチレン、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート、ポリブチレンテレフタレート(PBT)、ポリシクロヘキサンテレフタレート(PCT)等のポリエステル、ポリエーテル、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルイミド、ポリアセタール(POM)、ポリフェニレンオキシド、変性ポリフェニレンオキシド、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリアリレート、芳香族ポリエステル(液晶ポリマー)、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、その他フッ素系樹脂、スチレン系、ポリオレフィン系、ポリ塩化ビニル系、ポリウレタン系、ポリエステル系、ポリアミド系、ポリブタジエン系、トランスポリイソプレン系、フッ素ゴム系、塩素化ポリエチレン系等の各種熱可塑性エラストマー、エポキシ樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、アラミド系樹脂、不飽和ポリエステル、シリコーン樹脂、ポリウレタン等、またはこれらを主とする共重合体、ブレンド体、ポリマーアロイ等の樹脂系材料、Fe、Ni、Co、Cr、Mn、Zn、Pt、Au、Ag、Cu、Pd、Al、W、Ti、V、Mo、Nb、Zr、Pr、Nd、Smのような金属、またはこれらの金属を含む合金、炭素鋼、ステンレス鋼、酸化インジウムスズ(ITO)、ガリウムヒ素のような金属系材料、単結晶シリコン、多結晶シリコン、非晶質シリコンのようなシリコン系材料、ケイ酸ガラス(石英ガラス)、ケイ酸アルカリガラス、ソーダ石灰ガラス、カリ石灰ガラス、鉛(アルカリ)ガラス、バリウムガラス、ホウケイ酸ガラスのようなガラス系材料、アルミナ、ジルコニア、フェライト、窒化ケイ素、窒化アルミニウム、窒化ホウ素、窒化チタン、炭化ケイ素、炭化ホウ素、炭化チタン、炭化タングステンのようなセラミックス系材料、グラファイトのような炭素系材料、またはこれらの各材料の1種または2種以上を組み合わせた複合材料等が挙げられる。
【0035】
また、第1の基材21は、その表面に、Niめっきのようなめっき処理、クロメート処理のような不働態化処理、または窒化処理等を施したものであってもよい。
また、第1の基材21の形状は、プラズマ重合膜31を支持する面を有するような形状であればよく、板状のものに限定されない。すなわち、基材の形状は、例えば、塊状(ブロック状)、棒状等であってもよい。
【0036】
なお、本実施形態では、第1の基材21が板状をなしていることから、第1の基材21が撓み易くなり、第1の基材21は、第2の基材22の形状に沿って十分に変形可能なものとなるため、これらの密着性がより高くなる。また、第1の基材21が撓むことによって、接合界面に生じる応力を、ある程度緩和することができる。
この場合、第1の基材21の平均厚さは、特に限定されないが、0.01〜10mm程度であるのが好ましく、0.1〜3mm程度であるのがより好ましい。なお、後述する第2の基材22の平均厚さも、前述した第1の基材21の平均厚さと同様の範囲内であるのが好ましい。
【0037】
また、第1の基材21の接合面23には、プラズマ重合膜31を形成する前に、あらかじめ、第1の基材21の構成材料に応じて、第1の基材21とプラズマ重合膜31との密着性を高める表面処理を施すのが好ましい。
かかる表面処理としては、例えば、スパッタリング処理、ブラスト処理のような物理的表面処理、酸素プラズマ、窒素プラズマ等を用いたプラズマ処理、コロナ放電処理、エッチング処理、電子線照射処理、紫外線照射処理、オゾン暴露処理のような化学的表面処理、または、これらを組み合わせた処理等が挙げられる。このような処理を施すことにより、第1の基材21のプラズマ重合膜31を形成すべき領域をより清浄化するとともに、該領域をより活性化させることができる。これにより、第1の被着体41と第2の被着体42との接合強度を高めることができる。
なお、表面処理を施す第1の基材21が、樹脂材料(高分子材料)で構成されている場合には、特に、コロナ放電処理、窒素プラズマ処理等が好適に用いられる。
【0038】
また、第1の基材21の構成材料によっては、上記のような表面処理を施さなくても、プラズマ重合膜31の接合強度が十分に高くなるものがある。このような効果が得られる第1の基材21の構成材料としては、例えば、前述したような各種金属系材料、各種シリコン系材料、各種ガラス系材料等を主材料とするものが挙げられる。
このような材料で構成された第1の基材21は、その表面が酸化膜で覆われており、この酸化膜の表面には、比較的活性の高い水酸基が結合している。したがって、このような材料で構成された第1の基材21を用いると、上記のような表面処理を施さなくても、第1の基材21の接合面23上に強固に密着するプラズマ重合膜31を成膜することができる。
なお、この場合、第1の基材21の全体が上記のような材料で構成されていなくてもよく、少なくとも接合面23近傍が上記のような材料で構成されていればよい。
【0039】
また、表面処理に代えて、第1の基材21の接合面23に、あらかじめ中間層を形成するようにしてもよい。
この中間層は、いかなる機能を有するものであってもよく、例えば、プラズマ重合膜31との密着性を高める機能、クッション性(緩衝機能)、応力集中を緩和する機能等を有するものが好ましい。このような中間層を介して第1の基材21とプラズマ重合膜31とを接合することになり、最終的に、信頼性の高い接合体1を得ることができる。
【0040】
かかる中間層の構成材料としては、例えば、アルミニウム、チタンのような金属系材料、金属酸化物、シリコン酸化物のような酸化物系材料、金属窒化物、シリコン窒化物のような窒化物系材料、グラファイト、ダイヤモンドライクカーボンのような炭素系材料、シランカップリング剤、チオール系化合物、金属アルコキシド、金属−ハロゲン化合物のような自己組織化膜材料、樹脂系接着剤、樹脂フィルム、樹脂コーティング材、各種ゴム材料、各種エラストマーのような樹脂系材料等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
また、これらの各材料で構成された中間層の中でも、酸化物系材料で構成された中間層によれば、第1の基材21とプラズマ重合膜31との間の密着強度を特に高めることができる。
【0041】
[2]次に、第1の基材21をチャンバー101内に収納し、排気ポンプ170によってチャンバー101内を排気する。これにより、チャンバー101内を減圧雰囲気とする。
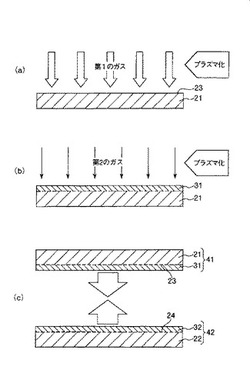
次いで、ガス供給部190を作動させ、チャンバー101内に、図2(a)に示すように、第1のガス(原料ガスとキャリアガスとの混合ガス)を供給する。
【0042】
混合ガス中における原料ガスの占める割合(混合比)は、原料ガスやキャリアガスの種類や目的とする成膜速度等によって若干異なるが、例えば、混合ガス中の原料ガスの割合を20〜70%程度に設定するのが好ましく、30〜60%程度に設定するのがより好ましい。これにより、重合膜の形成(成膜)の条件の最適化を図ることができる。
また、供給する第1のガスの流量は、ガスの種類や目的とする成膜速度、膜厚等によって適宜決定され、特に限定されるものではないが、通常は、原料ガスおよびキャリアガスの流量を、それぞれ、1〜100ccm程度に設定するのが好ましく、10〜60ccm程度に設定するのがより好ましい。
【0043】
次いで、電源回路180を作動させ、一対の電極130、140間に高周波電圧を印加する。これにより、一対の電極130、140間に存在するガスの分子が電離し、プラズマが発生する。このプラズマのエネルギーにより原料ガス中の分子が重合(プラズマ重合)し、重合物が第1の基材21上に付着・堆積する。
次いで、第1のガスがプラズマ化した状態で、第1のガスを第2のガスで置換する。これにより、図2(b)に示すように、第1の基材21の接合面23の少なくとも一部の領域(本実施形態では、接合面23の全面)に、プラズマ重合膜31が形成される(第1の工程)。これにより、第1の基材21とプラズマ重合膜31とを有する第1の被着体41を形成する。
【0044】
すなわち、このプラズマ重合膜31は、電界中に、原料ガスとキャリアガスとの混合ガス(第1のガス)を供給した後、第1のガスを第2のガスで徐々に置換することにより、原料ガス中の分子を重合するとともに、分子を活性化して得られるものである。このような方法によれば、プラズマの作用によって、第1の基材21の接合面23が清浄化・活性化されたり、粗面化されたりするため、原料ガスの重合物が接合面23に対して強く結合することができる。その結果、第1の基材21の構成材料によらず、接合面23とプラズマ重合膜31との密着性の向上を図ることができる。また、プラズマの作用により、堆積物の表面には、活性化がなされ、その結果、プラズマ重合膜31には、他の被着体(本実施形態では、第2の被着体42)に対する接着性を有するものとなる。
【0045】
ここで、堆積物の表面を「活性化させる」とは、堆積物の表面および内部の分子結合が切断され、堆積物において終端化されていない結合手(以下、「未結合手」または「ダングリングボンド」とも言う。)が生じた状態や、この未結合手が水酸基(OH基)によって終端化された状態、または、これらの状態が混在した状態のことを言う。このような未結合手や水酸基等の結合手によれば、プラズマ重合膜31は、第2の被着体42に対して特に強固な接合が可能になる。
なお、後者の状態(未結合手が水酸基によって終端化された状態)は、例えば、未結合手が生成されたプラズマ重合膜31をチャンバー101から取り出し、大気(水蒸気含有ガス)に曝すことによって容易に生成することができる。
【0046】
原料ガスとしては、例えば、メチルシロキサン、オクタメチルトリシロキサン、デカメチルテトラシロキサン、デカメチルシクロペンタシロキサン、オクタメチルシクロテトラシロキサン、メチルフェニルシロキサンのようなオルガノシロキサン等を含むガスが挙げられる。
一方、キャリアガスとしては、ヘリウムガス、アルゴンガス、窒素ガス等の不活性ガスが好ましく用いられる。このような不活性ガスによれば、一対の電極130、140間においてプラズマを安定的に発生させることができる。また、不活性ガスは、他の物質と反応し難いため、例えば、キャリアガスが原料ガスと意図しない反応をしたり、チャンバー101の内壁と反応したりするのを防止することができる。
このような原料ガスを用いて得られるプラズマ重合膜31は、これらの原料が重合してなるもの(重合物)、すなわち、ポリオルガノシロキサンで構成されることとなる。このようなプラズマ重合膜31は、第1の基材21と第2の被着体42とをより強固に接合することができる。
【0047】
また、ポリオルガノシロキサンは、比較的柔軟性に富んでいるので、例えば、第1の基材21と第2の基材22との各構成材料が互いに異なる場合でも、各基材21、22間に生じる熱膨張に伴う応力を緩和することができる。これにより、最終的に得られる接合体1において、剥離を確実に防止することができる。
さらに、ポリオルガノシロキサンは、耐薬品性に優れているため、薬品類等に長期にわたって曝されるような部材の接合に際して効果的に用いることができる。具体的には、例えば、樹脂材料を浸食し易い有機系インクが用いられる工業用インクジェットプリンタの液滴吐出ヘッドを製造する際に、ポリオルガノシロキサンを主材料とするプラズマ重合膜31を用いることにより、その耐久性を向上させることができる。
【0048】
また、原料ガスには、特にオクタメチルトリシロキサンを主成分とするガスを用いるのが好ましい。オクタメチルトリシロキサンの重合物を主成分とするプラズマ重合膜は、接着性および耐薬品性に特に優れることから、本発明の接合方法において、特に好適に用いられるものである。また、オクタメチルトリシロキサンを主成分とする原料は、常温で液状をなし、適度な粘度を有するため、取り扱いが容易であるという利点もある。
なお、第1のガスは、必要に応じて、酸素ガス等の他のガスを含んでいてもよい。
【0049】
プラズマ重合の際、一対の電極130、140間に印加する高周波の周波数は、特に限定されないが、1kHz〜100MHz程度であるのが好ましく、10〜60MHz程度であるのがより好ましい。
また、高周波の出力密度は、特に限定されないが、0.01〜10W/cm2程度であるのが好ましく、0.1〜1W/cm2程度であるのがより好ましい。
【0050】
原料ガス流量は、0.5〜200sccm程度であるのが好ましく、1〜100sccm程度であるのがより好ましい。一方、キャリアガス流量は、5〜750sccm程度であるのが好ましく、10〜500sccm程度であるのがより好ましい。
処理時間は、1〜10分程度であるのが好ましく、4〜7分程度であるのがより好ましい。なお、成膜されるプラズマ重合膜31の厚さは、主に、この処理時間に比例する。したがって、この処理時間を調整することのみで、プラズマ重合膜31の厚さを容易に調整することができる。これにより、最終的に得られる接合体1において、第1の基材21とそれに接合される第2の被着体42との間の距離を厳密に制御することができる。
また、第1の基材21の温度は、25℃以上であるのが好ましく、25〜100℃程度であるのがより好ましい。
このような条件を適宜設定することにより、緻密なプラズマ重合膜31をムラなく形成することができる。
【0051】
なお、プラズマ重合膜31形成中のチャンバー101内の圧力は、0.01〜100Pa程度であるのが好ましく、0.1〜10Pa程度であるのがより好ましい。チャンバー101内の圧力を前記範囲内に設定することにより、大気による第1の基材21やプラズマ重合膜31の汚染を確実に防止しつつ、プラズマの濃度を十分に確保し、十分な成膜速度でプラズマ重合膜31を形成することができる。すなわち、互いにトレードオフの関係にある汚染量および成膜速度の最適化を図ることができる。
一方、第2のガスは、不活性ガスを主成分とするガスである。不活性ガスは、他の物質と反応し難いため、例えば、第2のガスがプラズマ重合膜31に対して意図しない反応をしたり、チャンバー101の内壁と反応したりするのを防止することができる。
【0052】
また、不活性ガスは、プラズマを安定的に発生させることができるので、プラズマ重合膜31に対してムラなく均一なプラズマ処理を施すことができる。これにより、プラズマ重合膜31の表面を均一に活性化することができ、均一な接着性を発現させることができる。
このような不活性ガスとしては、例えば、ヘリウムガス、アルゴンガス、窒素ガス等が挙げられる。
【0053】
このうち、不活性ガスには、窒素ガスが好ましく用いられる。窒素ガスによれば、プラズマを特に安定的に発生させることができるため、プラズマ重合膜31の表面に対して特に均一な活性化処理を施すことができる。また、窒素ガスがプラズマ化してなる窒素プラズマは、プラズマ重合膜31の表面に対して物理的な衝撃(イオン衝撃)を与えることができるので、表面を粗面化することができる。これにより、プラズマ重合膜31の表面積を拡張し、露出する活性手の密度を高めることができる。
【0054】
なお、第2のガスとして、酸素ガス、アルゴンガス、ヘリウムガス等を用いた場合には、プラズマ重合膜31の表面を活性化することができるものの、活性化が過剰になり易く、その場合、プラズマ重合膜31の変質・劣化を招くおそれがある。これに対し、第2のガスとして窒素ガスを用いた場合には、プラズマ重合膜31の表面を活性化するとともに、窒素ラジカルの作用により、プラズマ重合膜31の表面にSi−N結合が形成される。一旦、このSi−N結合が形成されると、プラズマ重合膜31がプラズマの作用によって劣化するのを抑制することができる。したがって、プラズマ重合膜31の膜自体の機械的特性が低下するのを抑制し、接合強度が低下するのを防止することができる。
【0055】
また、Si−N結合が形成されたプラズマ重合膜31は、酸素や水分等の影響を受け難いため、仮に、成膜・活性化後のプラズマ重合膜31を大気に曝したとしても、プラズマ重合膜31が酸素や水分によって変質・劣化するのを防止することができる。このため、Si−N結合が形成されたプラズマ重合膜31は、チャンバー101から取り出して大気に曝されても、より優れた耐候性を有するものとなる。さらに、このようなプラズマ重合膜31は、耐薬品性、耐アルカリ性に優れたものとなる。
【0056】
なお、上述したよう窒素プラズマによるイオン衝撃の程度を抑制する必要がある場合には、第2のガスとして窒素ガスを導入する際に、一対の電極130、140間に高周波電圧を印加せず、第1の基材21から離れた箇所で窒素プラズマを発生させ、それをプラズマ重合膜31に噴射する、いわゆる「リモートプラズマ」を利用して、プラズマ重合膜31の表面に窒素プラズマによる活性化処理を施すようにすればよい。リモートプラズマによれば、第1のガスを用いて成膜された被膜に対して、イオン衝撃による劣化を与えることなく、上述した耐候性、耐薬品性、耐アルカリ性をもたらすことができる。
【0057】
ここで、この第2のガスが含む不活性ガスは、第1のガスが含む不活性ガスと同種のガスであっても、異なる種類のガスであってもよい。
このうち、第2のガスが含む不活性ガスを、第1のガスが含む不活性ガスと同種とした場合、第1のガスを第2のガスで置換する際、同じ不活性ガスを続けて用いることができる。すなわち、本実施形態では、第1のガスを第2のガスで置換する際、第1のガスから原料ガスの流量のみを徐々に低下させることによって、キャリアガス(不活性ガス)のみが残存する。
【0058】
このようにすれば、第1のガスを第2のガスで置換する際、原料ガスの供給を止める作業のみ行えばよく、チャンバー101内の第1のガスの全量を第2のガスで置換する必要がなくなるので、各工程の所要時間を短縮することができる。
また、第1のガスが含む不活性ガスと第2のガスが含む不活性ガスの種類が同じであれば、プラズマ重合膜31の成膜時に、厚さ方向で膜質を均一化することができる。これにより、プラズマ重合膜31が均質化することにより、膜質の変化が生じないので、この変化点で機械的特性が低下するのを防止することができる。
【0059】
一方、第2のガスが含む不活性ガスを、第1のガスが含む不活性ガスと異なる種類とした場合、各不活性ガスとして、それぞれの目的に応じた最適な種類のガスを用いることができる。
この場合、第1のガスが含む不活性ガスとしては、プラズマ重合膜31を形成する際に、キャリアガスとして最適なガスを適宜選択して用いるのが好ましい。一方、第2のガスが含む不活性ガスとしては、プラズマ重合膜31に対してプラズマ処理を施す際に最適なガス(例えば、前述した窒素ガス等)を適宜選択して用いるのが好ましい。
このようにすれば、プラズマ重合膜31を効率よく形成することができる上、プラズマ重合膜31に対して最適なプラズマ処理を施すことができる。
【0060】
また、第1のガスが含む不活性ガスと第2のガスが含む不活性ガスの種類を異ならせることにより、プラズマ重合膜31の成膜時に、厚さ方向で膜質を変化させることができる。例えば、第1のガスがアルゴンガスを含み、第2のガスが窒素ガスを含んでいる場合、プラズマ重合膜31は、その第1の基材21側の部分ではシロキサン構造が支配的であり、一方、表面側の部分ではSi−N結合を比較的多く含んだ構造が支配的となった膜となる。
【0061】
また、第1のガスを第2のガスで置換する際、この置換は連続的に行われるのが好ましい。換言すれば、第1のガスをプラズマ化した状態を維持しつつ、第1のガスを第2のガスで徐々に置換するように行うのが好ましい。このようにすれば、プラズマ重合膜31の形成過程の最後で、副次的にプラズマ処理による活性化を行うことができるので、工程の所要時間の大幅な短縮を図ることができる。また、本実施形態では、第1のガスのプラズマ化と第2のガスのプラズマ化とを同一のチャンバー101内で行うので、チャンバー間の移送作業を伴わず、所要時間のさらなる短縮を図ることができる。
また、ガス置換を徐々に行うことにより、前述した例では、シロキサン構造からSi−N結合への変化が連続的に行われる。このため、構造の変化点で機械的特性が低下するのを確実に防止することができる。
【0062】
図4には、第1のガスを第2のガスで置換する際に、チャンバー101内の雰囲気を模式的に説明する図を示す。
図4に基づいてガスの置換を詳細に説明すると、第1のガスが第2のガスで徐々に置換される途中では、第1のガスと第2のガスの混合状態となる。この混合状態下では、プラズマ重合とプラズマ処理が並行して行われるため、プラズマ重合膜31の表面のみでなく、その内側も活性化がなされることとなる。このため、プラズマ重合膜31の表面のみならず、内側にも結合手が分布することとなるため、プラズマ重合膜31中の結合手の含有率が高くなり、この内部の結合手も接合に寄与するため、プラズマ重合膜31の第2の被着体42に対する接合強度が高くなる。これにより、最終的に、第1の被着体41と第2の被着体42とがより強固に接合してなる接合体1が得られる。
また、第1のガスをプラズマ化する際のプラズマ条件と、第2のガスをプラズマ化する際のプラズマ条件とは、異なっていても同じであってもよい。
【0063】
プラズマ条件としては、例えば、一対の電極130、140間に印加する高周波電圧の出力、一対の電極130、140間の距離、第1のガスまたは第2のガスの流量、チャンバー101内の圧力等が挙げられる。
このうち、第2のガスをプラズマ化するための高周波電力は、第1のガスをプラズマ化するための高周波電力より小さくするのが好ましい。これにより、第2のガスをプラズマ化する際に、プラズマ重合膜31や第1の基材21にプラズマによる著しい変質・劣化が生じるのを抑制することができる。その結果、プラズマ重合膜31や第1の基材21の機械的強度の低下を防止し、最終的に、接合強度の高い接合体1を得ることができる。
【0064】
具体的には、第2のガスをプラズマ化するための高周波電力は、第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍程度であるのが好ましく、0.4〜0.6倍程度であるのがより好ましい。高周波電力を前記範囲内に設定することにより、高周波電力の最適化を図ることができ、プラズマ重合膜31や第1の基材21の機械的特性の著しい低下を招くことなく、プラズマ重合膜31を活性化させることができる。
なお、高周波電力が前記下限値を下回った場合、出力が低すぎて、プラズマ重合膜31を十分に活性化させることができないおそれがある。一方、高周波電力が前記上限値を上回った場合、電力が高すぎて、プラズマ重合膜31の変質・劣化を招くおそれがある。
【0065】
図4には、第1のガスを第2のガスで置換する際に、各ガスをプラズマ化するための高周波電力の推移を模式的に説明するための図を示す。
第1のガスを第2のガスで置換する際に高周波電力を低下させる際には、図4に示すように、その変化を徐々に行うか、または段階的に行うようにするのが好ましい。このようにすれば、プラズマ重合膜31は、その構造(組成)が厚さ方向で連続的なものとなり、機械的特性において特に優れたものとなる。
【0066】
また、プラズマ重合膜31の平均厚さは、10〜10000nm程度であるのが好ましく、50〜5000nm程度であるのがより好ましい。プラズマ重合膜31の平均厚さを前記範囲内とすることにより、第1の基材21と第2の被着体42とを接合した接合体1の寸法精度が著しく低下するのを防止しつつ、より強固に接合することができる。
なお、プラズマ重合膜31の平均厚さが前記下限値を下回った場合は、十分な接合強度が得られないおそれがある。一方、プラズマ重合膜31の平均厚さが前記上限値を上回った場合は、接合体1の寸法精度が著しく低下するおそれがある。
【0067】
さらに、プラズマ重合膜31の平均厚さが前記範囲内であれば、プラズマ重合膜31にある程度の形状追従性が確保される。このため、例えば、第1の基材21の接合面23に凹凸が存在している場合でも、その凹凸の高さにもよるが、凹凸の形状に追従するようにプラズマ重合膜31を被着させることができる。その結果、プラズマ重合膜31は、凹凸を吸収して、その表面に生じる凹凸の高さを緩和することができる。
なお、上記のような形状追従性の程度は、プラズマ重合膜31の厚さが厚いほど顕著になる。したがって、形状追従性を十分に確保するためには、プラズマ重合膜31の厚さをできるだけ厚くすればよい。
【0068】
また、プラズマ重合膜31は、前述したように緻密であり、流動性を有しない固体状のものである。このため、プラズマ重合膜31は、従来の流動性を有する液状またはペースト状の接着剤に比べて、厚さや形状がほとんど変化しないという特徴を有する。したがって、プラズマ重合膜31を介して接合されてなる接合体1は、その寸法精度が従来に比べて格段に高いものとなる。さらに、接着剤の硬化に要する時間が不要になるため、短時間での接合が可能になる。
【0069】
このようなプラズマ重合膜31は、シロキサン(Si−O)結合を含む重合物であるが、その組成は、原料ガスの組成やプラズマ条件に応じて変化する。したがって、原料ガスの組成やプラズマ条件といったプラズマ重合膜31の組成に影響を及ぼす要素は、以下のような観点に基づいて制御される。
具体的には、プラズマ重合膜31は、全原子からH原子を除いた原子のうち、Si原子の含有率とO原子の含有率の合計が、10〜90原子%程度であるのが好ましく、20〜80原子%程度であるのがより好ましい。Si原子とO原子とが、前記範囲の含有率で含まれていれば、プラズマ重合膜31は、Si原子とO原子とが強固なネットワークを形成し、プラズマ重合膜31自体が特に強固なものとなる。このため、接合体1の接合強度のさらなる向上を図ることができる。
【0070】
また、プラズマ重合膜31中のSi原子とO原子の存在比は、3:7〜7:3程度であるのが好ましく、4:6〜6:4程度であるのがより好ましい。Si原子とO原子の存在比を前記範囲内になるよう設定することにより、シロキサン結合で構成される三次元のネットワーク構造がより安定性を増し、プラズマ重合膜31の機械的特性が高くなることから、第1の被着体41と第2の被着体42とをより強固に接合することができるようになる。
なお、プラズマ重合膜31は、プラズマ化した原料ガスが第1の基材21の接合面23上に不規則に堆積して形成されたものであるため、その原子配置はランダムである。このため、プラズマ重合膜31は、結晶材料のような原子配列の局所的な乱れや欠陥に起因する破壊が生じ難く、機械的強度や柔軟性に優れたものとなる。
【0071】
このようなプラズマ重合膜31中の結晶化度は、45%以下であるのが好ましく、40%以下であるのがより好ましい。これにより、プラズマ重合膜31の原子配列は十分にランダムであると考えることができ、上述したようなランダムな原子配列がもたらす作用・効果を発揮することができる。したがって、このようなプラズマ重合膜31によれば、接合体1の接合強度のさらなる向上を図ることができる。
なお、本実施形態では、放電(電気エネルギー)により第1のガスおよび第2のガスをプラズマ化して、プラズマ重合膜31を形成する方法について説明したが、第1のガスおよび第2のガスのプラズマ化は、熱エネルギー、光エネルギーを利用して行うようにしてもよい。
【0072】
[3]次に、第2の基材22上にプラズマ重合膜32を形成してなる第2の被着体42を用意する。
このプラズマ重合膜32は、前述したプラズマ重合膜31と同様の形成方法で形成されたものである。
次いで、図2(c)に示すように、プラズマ重合膜31とプラズマ重合膜32とが密着するように、第1の被着体41と第2の被着体42とを貼り合わせる。これにより、第1の被着体41と第2の被着体42とを接合し、図3(d)に示す接合体1を得る(第2の工程)。
【0073】
プラズマ重合膜31とプラズマ重合膜32とが密着すると、各表面または内部に生じた活性手(未結合手または水酸基等)同士が結合し、これらが強固に接合される。
特に、未結合手同士の再結合によってプラズマ重合膜31とプラズマ重合膜32とが接合される場合、各プラズマ重合膜31、32の表面のみならず、内部の未結合手も接合に寄与する。そして、未結合手同士の再結合は、互いに重なり合う(絡み合う)のように複雑に生じることから、接合界面に三次元のネットワーク状の結合が形成される。これにより、プラズマ重合膜31とプラズマ重合膜32の界面は、ほぼ一体化するように接合される。その結果第1の被着体41および第2の被着体42は、極めて強固に接合されることとなる。
【0074】
ここで、前記第1の工程で得られた第1の被着体41は、チャンバー101から取り出された後、本工程に供される。
なお、プラズマ重合膜31の表面の活性手は、チャンバー101から取り出されると、その活性状態が経時的に緩和するため、第2の工程の終了後、できるだけ早く本工程を行うのが好ましい。具体的には、第2の工程の終了後、60分以内に本工程を行うようにするのが好ましく、5分以内に行うのがより好ましい。この程度の時間内であれば、プラズマ重合膜31の表面が十分な活性状態を維持しているので、本工程で各被着体41、42を貼り合わせたとき、これらの間に十分な接合強度を得ることができる。
【0075】
なお、従来のシリコン直接接合のような固体接合では、接合に供される表面を活性化させても、その活性状態は、大気中で数秒〜数十秒程度の極めて短時間しか維持することができなかった。このため、表面の活性化を行った後、接合する2つの基板を貼り合わせる等の作業に要する時間を、十分に確保することができないという問題があった。
これに対し、本発明によれば、各プラズマ重合膜31、32を介して接合するため、前述したように、数分以上の比較的長時間にわたって活性状態を維持することができる。このため、貼り合わせ作業に要する時間を十分に確保することができ、接合作業の効率化を高めることができる。
【0076】
また、接合強度のさらなる向上を図るためには、第1の被着体41は、前記第1の工程を経た後、減圧雰囲気の圧力を大気圧未満に維持しつつ、第2の被着体42との接合に供されるのが好ましい。これにより、プラズマ重合膜31の表面の活性手は、未結合手が露出した状態で維持され、この状態の各プラズマ重合膜31、32同士を密着させることにより、プラズマ重合膜31の表面の未結合手と、プラズマ重合膜32の表面の未結合手とが再結合する。その結果、前述したように、各被着体41、42を特に強固に接合することができる。
【0077】
本工程で用意する第2の基材22の構成材料は、第1の基材21と同様、いかなる材料で構成されたものであってもよいが、好ましくは第2の基材22は、第1の基材21の構成材料と同様の材料で構成される。
また、第2の基材22の形状も、第1の基材21と同様、プラズマ重合膜32が密着する面を有する形状であれば、特に限定されず、例えば、板状(層状)、塊状(ブロック状)、棒状等とされる。
【0078】
また、第2の基材22の接合面24には、接合を行う前に、あらかじめ第2の基材22の構成材料に応じて接合面24とプラズマ重合膜32との密着性を高める表面処理を施すのが好ましい。
なお、表面処理としては、第1の基材21に対して施す前述したような表面処理と同様の処理を適用することができる。
【0079】
また、第1の基材21と同様、第2の基材22もその構成材料によっては、上記のような表面処理を施さなくても、接合面24とプラズマ重合膜32との密着強度が十分に高くなるものがある。このような効果が得られる第2の基材22の構成材料には、前述した第1の基材21の構成材料と同様のものを用いることができる。
また、第1の基材21と第2の基材22の各熱膨張率は、ほぼ等しいのが好ましい。第1の基材21と第2の基材22の熱膨張率がほぼ等しければ、各被着体41、42を貼り合せた際に、その接合界面に熱膨張に伴う応力が発生し難くなる。その結果、最終的に得られる接合体1において、剥離等の不具合が発生するのを確実に防止することができる。
【0080】
また、後に詳述するが、第1の基材21と第2の基材22の各熱膨張率が互いに異なる場合でも、各被着体41、42を貼り合わせる際の条件を以下のように最適化することにより、各被着体41、42を高い寸法精度で強固に接合することができる。
すなわち、第1の基材21と第2の基材22の各熱膨張率が互いに異なっている場合には、できるだけ低温下で接合を行うのが好ましい。接合を低温下で行うことにより、接合界面に発生する熱応力のさらなる低減を図ることができる。
【0081】
具体的には、第1の基材21と第2の基材22との熱膨張率差にもよるが、25〜50℃程度の温度で、各被着体41、42を貼り合わせるのが好ましく、25〜40℃程度の温度で貼り合わせるのがより好ましい。このような温度範囲であれば、第1の基材21と第2の基材22の各熱膨張率差がある程度大きくても、接合界面に発生する熱応力を十分に低減することができる。その結果、接合体1における反りや剥離等の発生を確実に防止することができる。
【0082】
また、この場合、第1の基材21と第2の基材22との間の熱膨張係数の差が、5×10−5/K以上あるような場合には、上記のようにして、できるだけ低温下で接合を行うことが特に推奨される。
また、第1の基材21と第2の基材22のうち、少なくとも一方の構成材料が、樹脂材料で構成されているのが好ましい。樹脂材料は、その柔軟性により、各被着体41、42を接合した際に、その接合界面に発生する応力(例えば、熱膨張に伴う応力等)を緩和することができる。このため、接合界面が破壊し難くなり、結果的に、接合強度の高い接合体1を得ることができる。
このようにして得られた接合体1では、従来の接合方法で用いられていた接着剤のように、アンカー効果のような物理的結合に基づく接着のみではなく、共有結合のように短時間で起こる強固な化学的結合に基づいて、第1の基材21と第2の基材22とが接合されている。このため、接合体1は、極めて剥離し難く、接合ムラ等も生じ難いものとなる。
【0083】
また、プラズマ重合法によれば、緻密で機械的特性に優れた膜を形成することができる。したがって、各プラズマ重合膜31、32は、それ自身が優れた機械的強度を有し、それ故、第1の基材21と第2の基材22との間を、強固にかつ高い気密性をもって接合することができる。
また、第1の基材21と第2の基材22との接合に用いる各プラズマ重合膜31、32は、その厚さを、接着剤に比べて薄くするとともに厳密に制御することが容易である。このため、寸法精度の高い接合体1を得ることができる。
さらに、本発明の接合方法によれば、従来の固体接合のように、高温(700〜800℃程度)での熱処理を必要としないことから、耐熱性の低い材料で構成された基材をも、接合に供することができる。これにより、基材の構成材料の選択の幅を広げることができる。
【0084】
また、固体接合では、接合層を介していないため、第1の基材21と第2の基材22との間の熱膨張率に大きな差がある場合、その差に基づく応力が接合界面に集中し易く、剥離等が生じるおそれがあったが、本発明によれば、各プラズマ重合膜31、32によって各基材21、22間の熱膨張率差に基づく応力の集中が緩和されるため、最終的に得られる接合体1の剥離を防止することができる。
なお、本実施形態では、第1の基材21と第2の基材22とが、各プラズマ重合膜31、32を介して接合されている。このため、第1の基材21の構成材料や第2の基材22の構成材料によらず、これらをより強固に接合することができる。
【0085】
また、本発明の接合方法では、第1の基材21と第2の基材22とを接合する際に、これらの接合面全体を接合するのではなく、一部の領域のみを選択的に接合するようにしてもよい。具体的には、各プラズマ重合膜31、32に対するプラズマ処理を一部の領域のみに行うことで、接合される領域を簡単に選択することができる。これにより、例えば、第1の基材21と第2の基材22との接合部の面積を制御することができ、接合体1の接合強度を容易に調整することができる。その結果、例えば、人の手の力で容易に分離可能な接合体1が得られる。
【0086】
また、この場合、接合部の面積を制御することにより、接合部に生じる応力の局所集中を緩和することができる。これにより、例えば、第1の基材21と第2の基材22との間で熱膨張率差が大きい場合でも、各基材21、22を確実に接合することができる。
さらに、この場合、接合部以外の領域では、プラズマ重合膜31とプラズマ重合膜32との間にわずかな隙間が生じる。したがって、接合体1中に残存したこの隙間に、閉空間や流路を形成したりすることができる。
なお、第1の被着体41と第2の被着体42とは、その中心が一致するように配置されてもよく、ずれた状態で配置されてもよい。
【0087】
以上のような本発明によれば、第1の被着体41と第2の被着体42との間の接合強度が5MPa(50kgf/cm2)以上の接合体1を効率よく製造することができる。このような接合強度を有する接合体1は、過酷な環境下にあっても、その剥離を十分に防止し得るものとなる。また、後述のように、接合体1を用いて、例えば液滴吐出ヘッドを構成した場合、耐久性に優れた液滴吐出ヘッドが得られる。
なお、接合体1を得た後、この接合体1に対して、必要に応じ、以下の2つの工程([4A]および[4B])のうちの少なくとも1つの工程を行うようにしてもよい。これにより、接合体1の接合強度のさらなる向上を図ることができる。
【0088】
[4A]図3(e)に示すように、得られた接合体1を、第1の基材21と第2の基材22とが互いに近づく方向に加圧する。これにより、接合体1の各部同士がより近接し、接合に寄与する活性手同士の結合が促進されることによって、接合体1における接合強度をより高めることができる。
また、接合体1を加圧することにより、接合体1中の接合界面に残存していた隙間を押し潰して、接合に寄与する面積をさらに広げることができる。これにより、接合体1における接合強度をさらに高めることができる。
このとき、接合体1を加圧する際の圧力は、接合体1が損傷を受けない程度の圧力で、できるだけ高い方が好ましい。これにより、この圧力に応じて接合体1における接合強度を高めることができる。
【0089】
なお、この圧力は、各基材21、22の構成材料や厚さ、接合装置等の条件に応じて、適宜調整すればよい。具体的には、0.2〜10MPa程度であるのが好ましく、1〜5MPa程度であるのがより好ましい。これにより、接合体1の接合強度を確実に高めることができる。なお、この圧力が前記上限値を上回っても構わないが、各基材21、22の構成材料によっては、各基材21、22に損傷等が生じるおそれがある。
また、加圧する時間は、特に限定されないが、10秒〜30分程度であるのが好ましい。なお、加圧する時間は、加圧する際の圧力に応じて適宜変更すればよい。具体的には、接合体1を加圧する際の圧力が高いほど、加圧する時間を短くしても、接合強度の向上を図ることができる。
【0090】
[4B]図3(e)に示すように、得られた接合体1を加熱する。これにより、接合体1における接合強度をより高めることができる。
このとき、接合体1を加熱する際の温度は、室温より高く、接合体1の耐熱温度未満であれば、特に限定されないが、好ましくは25〜100℃程度とされ、より好ましくは50〜100℃程度とされる。かかる範囲の温度で加熱すれば、接合体1が熱によって変質・劣化するのを確実に防止しつつ、接合強度を確実に高めることができる。
【0091】
また、加熱時間は、特に限定されないが、1〜30分程度であるのが好ましい。
また、前記工程[4A]、[4B]の双方を行う場合、これらを同時に行うのが好ましい。すなわち、図3(e)に示すように、接合体1を加圧しつつ、加熱するのが好ましい。これにより、加圧による効果と、加熱による効果とが相乗的に発揮され、接合体1の接合強度を特に高めることができる。
【0092】
≪第2実施形態≫
次に、本発明の接合方法の第2実施形態について説明する。
図5は、本発明の接合方法の第2実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図5中の上側を「上」、下側を「下」と言う。
以下、接合方法の第2実施形態について説明するが、前記第1実施形態にかかる接合方法との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0093】
本実施形態にかかる接合方法では、第2の被着体42のプラズマ重合膜32を省略するようにした以外は、前記第1実施形態と同様である。
すなわち、本実施形態にかかる接合方法では、図5(a)に示すように、第2の被着体42として、第2の基材22を用いる。そして、本実施形態では、図5(b)に示すように、1層のプラズマ重合膜31を介して、第1の基材21と第2の基材22とを接合する。
【0094】
このような方法では、第2の基材22にプラズマ重合膜32を形成する必要がないので、第2の基材22がプラズマに曝されるおそれがない。したがって、例えば、第2の基材22として耐プラズマ性に劣る部材を用いた場合であっても、第2の基材22の変質・劣化を防止することができる。このため、本実施形態によれば、耐プラズマ性を考慮することなく、多くの材料から第2の基材22の構成材料を選択することが可能となる。
【0095】
また、第2の基材22の第1の被着体41と接合される面(接合面24)には、あらかじめ、前述したような表面処理が中間層の形成を行うのが好ましい。
さらに、この接合面24が以下の基や物質を有する場合には、上記のような表面処理や中間層の形成を行わなくても、第1の被着体41と第2の被着体42とを強固に接合することができる。
【0096】
このような基や物質としては、例えば、水酸基、チオール基、カルボキシル基、アミノ基、ニトロ基、イミダゾール基のような官能基、ラジカル、開環分子、2重結合、3重結合のような不飽和結合、F、Cl、Br、Iのようなハロゲン、過酸化物からなる群から選択される少なくとも1つの基または物質が挙げられる。
また、このような基または物質を有する表面が得られるように、上述したような各種表面処理を適宜選択して行うことにより、第1の被着体41に対して特に強固に接合される第2の基材22が得られる。
【0097】
以上のような前記各実施形態にかかる接合方法は、種々の複数の部材同士を接合するのに用いることができる。
このような接合に供される部材としては、例えば、トランジスタ、ダイオード、メモリのような半導体素子、水晶発振子のような圧電素子、反射鏡、光学レンズ、回折格子、光学フィルターのような光学素子、太陽電池のような光電変換素子、半導体基板とそれに搭載される半導体素子、絶縁性基板と配線または電極、インクジェット式記録ヘッド、マイクロリアクタ、マイクロミラーのようなMEMS(Micro Electro Mechanical Systems)部品、圧力センサ、加速度センサのようなセンサ部品、半導体素子や電子部品のパッケージ部品、磁気記録媒体、光磁気記録媒体、光記録媒体のような記録媒体、液晶表示素子、有機EL素子、電気泳動表示素子のような表示素子用部品、燃料電池用部品等が挙げられる。
【0098】
<液滴吐出ヘッド>
ここでは、本発明の接合体をインクジェット式記録ヘッドに適用した場合の実施形態について説明する。
図6は、本発明の接合体を適用して得られたインクジェット式記録ヘッド(液滴吐出ヘッド)を示す分解斜視図、図7は、図6に示すインクジェット式記録ヘッドの主要部の構成を示す断面図、図8は、図6に示すインクジェット式記録ヘッドを備えるインクジェットプリンタの実施形態を示す概略図である。なお、図6は、通常使用される状態とは、上下逆に示されている。
図6に示すインクジェット式記録ヘッド10は、図8に示すようなインクジェットプリンタ(本発明の液滴吐出装置)9に搭載されている。
【0099】
図8に示すインクジェットプリンタ9は、装置本体92を備えており、上部後方に記録用紙Pを設置するトレイ921と、下部前方に記録用紙Pを排出する排紙口922と、上部面に操作パネル97とが設けられている。
操作パネル97は、例えば、液晶ディスプレイ、有機ELディスプレイ、LEDランプ等で構成され、エラーメッセージ等を表示する表示部(図示せず)と、各種スイッチ等で構成される操作部(図示せず)とを備えている。
また、装置本体92の内部には、主に、往復動するヘッドユニット93を備える印刷装置(印刷手段)94と、記録用紙Pを1枚ずつ印刷装置94に送り込む給紙装置(給紙手段)95と、印刷装置94および給紙装置95を制御する制御部(制御手段)96とを有している。
【0100】
制御部96の制御により、給紙装置95は、記録用紙Pを一枚ずつ間欠送りする。この記録用紙Pは、ヘッドユニット93の下部近傍を通過する。このとき、ヘッドユニット93が記録用紙Pの送り方向とほぼ直交する方向に往復移動して、記録用紙Pへの印刷が行なわれる。すなわち、ヘッドユニット93の往復動と記録用紙Pの間欠送りとが、印刷における主走査および副走査となって、インクジェット方式の印刷が行なわれる。
印刷装置94は、ヘッドユニット93と、ヘッドユニット93の駆動源となるキャリッジモータ941と、キャリッジモータ941の回転を受けて、ヘッドユニット93を往復動させる往復動機構942とを備えている。
【0101】
ヘッドユニット93は、その下部に、多数のノズル孔111を備えるインクジェット式記録ヘッド10(以下、単に「ヘッド10」と言う。)と、ヘッド10にインクを供給するインクカートリッジ931と、ヘッド10およびインクカートリッジ931を搭載したキャリッジ932とを有している。
なお、インクカートリッジ931として、イエロー、シアン、マゼンタ、ブラック(黒)の4色のインクを充填したものを用いることにより、フルカラー印刷が可能となる。
【0102】
往復動機構942は、その両端をフレーム(図示せず)に支持されたキャリッジガイド軸943と、キャリッジガイド軸943と平行に延在するタイミングベルト944とを有している。
キャリッジ932は、キャリッジガイド軸943に往復動自在に支持されるとともに、タイミングベルト944の一部に固定されている。
キャリッジモータ941の作動により、プーリを介してタイミングベルト944を正逆走行させると、キャリッジガイド軸943に案内されて、ヘッドユニット93が往復動する。そして、この往復動の際に、ヘッド10から適宜インクが吐出され、記録用紙Pへの印刷が行われる。
【0103】
給紙装置95は、その駆動源となる給紙モータ951と、給紙モータ951の作動により回転する給紙ローラ952とを有している。
給紙ローラ952は、記録用紙Pの送り経路(記録用紙P)を挟んで上下に対向する従動ローラ952aと駆動ローラ952bとで構成され、駆動ローラ952bは給紙モータ951に連結されている。これにより、給紙ローラ952は、トレイ921に設置した多数枚の記録用紙Pを、印刷装置94に向かって1枚ずつ送り込めるようになっている。なお、トレイ921に代えて、記録用紙Pを収容する給紙カセットを着脱自在に装着し得るような構成であってもよい。
【0104】
制御部96は、例えばパーソナルコンピュータやディジタルカメラ等のホストコンピュータから入力された印刷データに基づいて、印刷装置94や給紙装置95等を制御することにより印刷を行うものである。
制御部96は、いずれも図示しないが、主に、各部を制御する制御プログラム等を記憶するメモリ、圧電素子(振動源)14を駆動して、インクの吐出タイミングを制御する圧電素子駆動回路、印刷装置94(キャリッジモータ941)を駆動する駆動回路、給紙装置95(給紙モータ951)を駆動する駆動回路、および、ホストコンピュータからの印刷データを入手する通信回路と、これらに電気的に接続され、各部での各種制御を行うCPUとを備えている。
また、CPUには、例えば、インクカートリッジ931のインク残量、ヘッドユニット93の位置等を検出可能な各種センサ等が、それぞれ電気的に接続されている。
【0105】
制御部96は、通信回路を介して、印刷データを入手してメモリに格納する。CPUは、この印刷データを処理して、この処理データおよび各種センサからの入力データに基づいて、各駆動回路に駆動信号を出力する。この駆動信号により圧電素子14、印刷装置94および給紙装置95は、それぞれ作動する。これにより、記録用紙Pに印刷が行われる。
【0106】
以下、ヘッド10について、図6および図7を参照しつつ詳述する。
ヘッド10は、ノズル板11と、インク室基板12と、振動板13と、振動板13に接合された圧電素子(振動源)14とを備えるヘッド本体17と、このヘッド本体17を収納する基体16とを有している。なお、このヘッド10は、オンデマンド形のピエゾジェット式ヘッドを構成する。
【0107】
ノズル板11は、例えば、SiO2、SiN、石英ガラスのようなシリコン系材料、Al、Fe、Ni、Cuまたはこれらを含む合金のような金属系材料、アルミナ、酸化鉄のような酸化物系材料、カーボンブラック、グラファイトのような炭素系材料等で構成されている。
このノズル板11には、インク滴を吐出するための多数のノズル孔111が形成されている。これらのノズル孔111間のピッチは、印刷精度に応じて適宜設定される。
【0108】
ノズル板11には、インク室基板12が固着(固定)されている。
このインク室基板12は、ノズル板11、側壁(隔壁)122および後述する振動板13により、複数のインク室(キャビティ、圧力室)121と、インクカートリッジ931から供給されるインクを貯留するリザーバ室123と、リザーバ室123から各インク室121に、それぞれインクを供給する供給口124とが区画形成されている。
【0109】
各インク室121は、それぞれ短冊状(直方体状)に形成され、各ノズル孔111に対応して配設されている。各インク室121は、後述する振動板13の振動により容積可変であり、この容積変化により、インクを吐出するよう構成されている。
インク室基板12を得るための母材としては、例えば、シリコン単結晶基板、各種ガラス基板、各種樹脂基板等を用いることができる。これらの基板は、いずれも汎用的な基板であるので、これらの基板を用いることにより、ヘッド10の製造コストを低減することができる。
【0110】
一方、インク室基板12のノズル板11と反対側には、振動板13が接合され、さらに振動板13のインク室基板12と反対側には、複数の圧電素子14が設けられている。
また、振動板13の所定位置には、振動板13の厚さ方向に貫通して連通孔131が形成されている。この連通孔131を介して、前述したインクカートリッジ931からリザーバ室123に、インクが供給可能となっている。
【0111】
各圧電素子14は、それぞれ、下部電極142と上部電極141との間に圧電体層143を介挿してなり、各インク室121のほぼ中央部に対応して配設されている。各圧電素子14は、圧電素子駆動回路に電気的に接続され、圧電素子駆動回路の信号に基づいて作動(振動、変形)するよう構成されている。
各圧電素子14は、それぞれ、振動源として機能し、振動板13は、圧電素子14の振動により振動し、インク室121の内部圧力を瞬間的に高めるよう機能する。
基体16は、例えば各種樹脂材料、各種金属材料等で構成されており、この基体16にノズル板11が固定、支持されている。すなわち、基体16が備える凹部161に、ヘッド本体17を収納した状態で、凹部161の外周部に形成された段差162によりノズル板11の縁部を支持する。
【0112】
以上のような、ノズル板11とインク室基板12との接合、インク室基板12と振動板13との接合、およびノズル板11と基体16とを接合する際に、少なくとも1箇所において本発明の接合方法が適用されている。
このようなヘッド10は、接合部の接合界面の接合強度および耐薬品性が高くなっており、これにより、各インク室121に貯留されたインクに対する耐久性および液密性が高くなっている。その結果、ヘッド10は、信頼性の高いものとなる。
【0113】
また、非常に低温で信頼性の高い接合ができるため、線膨張係数の異なる材料でも大面積のヘッドができる点でも有利である。
このようなヘッド10は、圧電素子駆動回路を介して所定の吐出信号が入力されていない状態、すなわち、圧電素子14の下部電極142と上部電極141との間に電圧が印加されていない状態では、圧電体層143に変形が生じない。このため、振動板13にも変形が生じず、インク室121には容積変化が生じない。したがって、ノズル孔111からインク滴は吐出されない。
【0114】
一方、圧電素子駆動回路を介して所定の吐出信号が入力された状態、すなわち、圧電素子14の下部電極142と上部電極141との間に一定電圧が印加された状態では、圧電体層143に変形が生じる。これにより、振動板13が大きくたわみ、インク室121の容積変化が生じる。このとき、インク室121内の圧力が瞬間的に高まり、ノズル孔111からインク滴が吐出される。
【0115】
1回のインクの吐出が終了すると、圧電素子駆動回路は、下部電極142と上部電極141との間への電圧の印加を停止する。これにより、圧電素子14は、ほぼ元の形状に戻り、インク室121の容積が増大する。なお、このとき、インクには、インクカートリッジ931からノズル孔111へ向かう圧力(正方向への圧力)が作用している。このため、空気がノズル孔111からインク室121へ入り込むことが防止され、インクの吐出量に見合った量のインクがインクカートリッジ931(リザーバ室123)からインク室121へ供給される。
【0116】
このようにして、ヘッド10において、印刷させたい位置の圧電素子14に、圧電素子駆動回路を介して吐出信号を順次入力することにより、任意の(所望の)文字や図形等を印刷することができる。
なお、ヘッド10は、圧電素子14の代わりに電気熱変換素子を有していてもよい。つまり、ヘッド10は、電気熱変換素子による材料の熱膨張を利用してインクを吐出する構成(いわゆる、「バブルジェット方式」(「バブルジェット」は登録商標))のものであってもよい。
【0117】
かかる構成のヘッド10において、ノズル板11には、撥液性を付与することを目的に形成された被膜114が設けられている。これにより、ノズル孔111からインク滴が吐出される際に、このノズル孔111の周辺にインク滴が残存するのを確実に防止することができる。その結果、ノズル孔111から吐出されたインク滴を目的とする領域に確実に着弾させることができる。
【0118】
以上、本発明の接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置を、図示の実施形態に基づいて説明したが、本発明はこれらに限定されるものではない。
例えば、本発明の接合方法は、前記各実施形態のうち、任意の1つまたは2つ以上を組み合わせたものであってもよい。
また、本発明の接合方法では、必要に応じて、1以上の任意の目的の工程を追加してもよい。
また、前記各実施形態では、2枚の基材を接合する方法について説明しているが、3枚以上の基材を接合する場合に、本発明の接合方法を用いるようにしてもよい。
【実施例】
【0119】
次に、本発明の具体的実施例について説明する。
1.接合体の製造
(実施例1)
まず、第1の基材として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、第2の基材として、縦20mm×横20mm×平均厚さ1mmのガラス基板を用意した。
次いで、単結晶シリコン基板およびガラス基板を、それぞれ図1に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
【0120】
次に、表面処理を行った面に、平均厚さ200nmのプラズマ重合膜を成膜した。なお、成膜条件は以下に示す通りである。
<成膜条件>
・第1のガス(成膜の途中で、第1のガスを第2のガスで徐々に置換する)
原料ガスの組成 :オクタメチルトリシロキサン
原料ガスの流量 :50sccm
キャリアガスの組成 :アルゴン
キャリアガスの流量 :100sccm
第1のガス導入時の圧力:1Pa
【0121】
・第2のガス
組成 :窒素
流量 :100sccm
第2のガス導入時の圧力:1Pa
・高周波電力の出力 :100W→50W(ガス置換に同期して変更する)
・処理時間 :15分(このうち、第2のガスの導入は、30秒間)
・基板温度 :20℃
【0122】
このようにして成膜されたプラズマ重合膜は、オクタメチルトリシロキサン(原料ガス)の重合物で構成されており、シロキサン結合を含み、ランダムな原子構造を有するSi骨格と、アルキル基(脱離基)とを含むものである。
これにより、単結晶シリコン基板上にプラズマ重合膜を形成してなる第1の被着体、および、ガラス基板上にプラズマ重合膜を形成してなる第2の被着体を得た。
【0123】
次に、得られた第1の被着体および第2の被着体をチャンバーから取り出し、その1分後に、プラズマ重合膜同士が密着するように、各被着体を圧接した。これにより、接合体を得た。
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
【0124】
(実施例2)
加熱の温度を80℃から25℃に変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例3〜12)
第1の基材の構成材料および第2の基材の構成材料を、それぞれ表1に示す材料に変更した以外は、前記実施例1と同様にして接合体を得た。
【0125】
(実施例13)
第1のガスに含まれるキャリアガスを、窒素ガスに変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例14)
第2のガスを、アルゴンガスに変更した以外は、前記実施例1と同様にして接合体を得た。
【0126】
(実施例15)
第1の被着体および第2の被着体の作製後、チャンバー内の圧力を1Paに維持した状態で、各被着体同士とを圧接するようにした以外は、前記実施例1と同様にして接合体を得た。
(実施例16)
第1のガスを第2のガスで置換する際、一旦、第1のガスの供給および高周波電力の印加を停止して第1のガスのプラズマを消失させた後、第2のガスを供給してプラズマ化するようにした以外は、前記実施例1と同様にして接合体を得た。
(実施例17)
第2の基材に対するプラズマ重合膜の形成を省略し、第2の被着体として第2の基材をそのまま用いるようにした以外は、前記実施例1と同様にして接合体を得た。
【0127】
(比較例1)
シロキサン結合を含む液状材料を用いて、単結晶シリコン基板(第1の基材)上およびガラス基板(第2の基材)上にそれぞれシリコン系化合物からなる被膜を形成し、被膜同士が密着するように、これらの基材を圧接するようにした以外は、前記実施例1と同様にして接合体を得た。なお、被膜の形成は、以下のようにした。
【0128】
まず、ヘキサメチルジシラザン(HMDS)を気化させ、その気体に第1の基材および第2の基材を曝した。これにより、各基材上に、ヘキサメチルジシラザンの被膜を形成した。
次いで、これらの被膜に紫外線を照射した。そして、各被膜の紫外線照射面同士が密着するように、各基材同士を圧接した。
【0129】
(比較例2)
第2の基材として、PET基板を用いた以外は、前記比較例1と同様にして接合体を得た。
(比較例3〜6)
第1の基材の構成材料および第2の基材の構成材料を、それぞれ表1に示す材料とし、各基材間をエポキシ系接着剤で接着した以外は、前記実施例1と同様にして接合体を得た。
【0130】
2.接合体の評価
2.1 接合強度(割裂強度)の評価
各実施例および各比較例で得られた接合体について、それぞれ接合強度を測定した。
接合強度の測定は、各基材を引き剥がしたとき、剥がれる直前の強度を測定することにより行った。そして、接合強度を以下の基準にしたがって評価した。
なお、接合強度の測定は、接合体の形成直後と、接合体に温度サイクル試験(−40℃〜125℃、100回)を行った後のそれぞれにおいて行った。
【0131】
<接合強度の評価基準>
◎:10MPa(100kgf/cm2)以上
○: 5MPa( 50kgf/cm2)以上、10MPa(100kgf/cm2)未満
△: 1MPa( 10kgf/cm2)以上、 5MPa( 50kgf/cm2)未満
×: 1MPa( 10kgf/cm2)未満
【0132】
2.2 寸法精度の評価
各実施例および各比較例で得られた接合体について、それぞれ厚さ方向の寸法精度を測定した。
寸法精度の測定は、正方形の接合体の各角部の厚さを測定し、4箇所の厚さの最大値と最小値の差を算出することにより行った。そして、この差を以下の基準にしたがって評価した。
<寸法精度の評価基準>
○:10μm未満
×:10μm以上
【0133】
2.3 耐薬品性の評価
各実施例および各比較例で得られた接合体を、80℃に維持したインクジェットプリンタ用インク(エプソン社製、HQ4)に3週間と100日間浸漬した。その後、各基材を引き剥がし、接合界面にインクが浸入していないかを確認した。そして、その結果を以下の基準にしたがって評価した。
【0134】
<耐薬品性の評価基準>
◎:全く浸入していない
○:角部にわずかに浸入している
△:縁部に沿って浸入している
×:内側に浸入している
以上、2.1〜2.3の各評価結果を表1に示す。
【0135】
【表1】

【0136】
表1から明らかなように、各実施例で得られた接合体は、接合強度、寸法精度および耐薬品性のいずれの項目においても優れた特性を示した。
特に、基材が樹脂材料で構成されている場合、接合強度の向上が認められる。
また、プラズマ重合膜同士を接合する方が、プラズマ重合膜とその他の基材とを接合する場合に比べて、接合強度および耐薬品性において優れていた。
さらに、プラズマ重合膜の形成後、大気に曝すことなく接合を行うことによって、接合強度および耐薬品性の向上が認められた。
一方、シラザン系の接合膜を介して接合した場合(比較例1、2)、接合強度および耐薬品性が十分でなかった。
また、接着剤を介して接合した場合(比較例3〜6)、寸法精度および長期耐久性が十分でなかった。
【図面の簡単な説明】
【0137】
【図1】本発明の接合方法に用いられるプラズマ重合装置を模式的に示す縦断面図である。
【図2】本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。
【図3】本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。
【図4】第1のガスを第2のガスで置換する際に、チャンバー内の雰囲気を模式的に説明する図を示す。
【図5】本発明の接合方法の第2実施形態を説明するための図(縦断面図)である。
【図6】本発明の接合体を適用して得られたインクジェット式記録ヘッド(液滴吐出ヘッド)を示す分解斜視図である。
【図7】図6に示すインクジェット式記録ヘッドの主要部の構成を示す断面図である。
【図8】図6に示すインクジェット式記録ヘッドを備えるインクジェットプリンタの実施形態を示す概略図である。
【符号の説明】
【0138】
1……接合体 21……第1の基材 22……第2の基材 23、24……接合面 31、32……プラズマ重合膜 41……第1の被着体 42……第2の被着体 100……プラズマ重合装置 101……チャンバー 102……接地線 103……供給口 104……排気口 130……第1の電極 139……静電チャック 170……ポンプ 171……圧力制御機構 180……電源回路 182……高周波電源 183……マッチングボックス 184……配線 190……ガス供給部 191……貯液部 192……気化装置 193、196……ガスボンベ 194……配管 195……拡散板 197、198、199……バルブ 10……インクジェット式記録ヘッド 11……ノズル板 111……ノズル孔 114……被膜 12……インク室基板 121……インク室 122……側壁 123……リザーバ室 124……供給口 13……振動板 131……連通孔 14……圧電素子 140……第2の電極 141……上部電極 142……下部電極 143……圧電体層 16……基体 161……凹部 162……段差 17……ヘッド本体 9……インクジェットプリンタ 92……装置本体 921……トレイ 922……排紙口 93……ヘッドユニット 931……インクカートリッジ 932……キャリッジ 94……印刷装置 941……キャリッジモータ 942……往復動機構 943……キャリッジガイド軸 944……タイミングベルト 95……給紙装置 951……給紙モータ 952……給紙ローラ 952a……従動ローラ 952b……駆動ローラ 96……制御部 97……操作パネル P……記録用紙
【技術分野】
【0001】
本発明は、接合方法、液滴吐出ヘッド、接合体および液滴吐出装置に関するものである。
【背景技術】
【0002】
2つの部材(基材)同士を接合(接着)する際には、従来、エポキシ系接着剤、ウレタン系接着剤、シリコーン系接着剤等の接着剤を用いて行う方法が多く用いられている。
例えば、インクジェットプリンタが備える液滴吐出ヘッド(インクジェット式記録ヘッド)は、樹脂材料、金属材料、シリコン系材料等の異種材料で構成された部品同士を、接着剤を用いて接着することにより組み立てられている。
このように接着剤を用いて部材同士を接着する際には、液状またはペースト状の接着剤を接着面に塗布し、塗布された接着剤を介して部材同士を貼り合わせる。その後、熱または光の作用により接着剤を硬化させることにより、部材同士を接着する。
【0003】
ところが、このような接着剤による接着では、以下のような問題がある。
・接着強度が低い
・寸法精度が低い
・硬化時間が長いため、接着に長時間を要する
また、多くの場合、接着強度を高めるためにプライマーを用いる必要があり、そのためのコストと手間が接着工程の高コスト化・複雑化を招いている。
【0004】
一方、接着剤を用いない接合方法として、固体接合による方法がある。
固体接合は、接着剤等の中間層が介在することなく、部材同士を直接接合する方法である(例えば、特許文献1参照)。
このような固体接合によれば、接着剤のような中間層を用いないので、寸法精度の高い接合体を得ることができる。
【0005】
しかしながら、固体接合には、以下のような問題がある。
・接合される部材の材質に制約がある
・接合プロセスにおいて高温(例えば、700〜800℃程度)での熱処理を伴う
・接合プロセスにおける雰囲気が減圧雰囲気に限られる
このような問題を受け、接合に供される部材の材質によらず、部材同士を、高い寸法精度で強固に、かつ低温下で効率よく接合する方法が求められている。
【0006】
【特許文献1】特開平5−82404号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、2つの基材同士を、高い寸法精度で強固にかつ効率よく接合可能な接合方法、およびかかる接合方法を用いて製造された接合体、液滴吐出ヘッドおよび液滴吐出装置を提供することにある。
【課題を解決するための手段】
【0008】
このような目的は、下記の本発明により達成される。
本発明の接合方法は、減圧雰囲気下において、シロキサン(Si−O)結合を含む原料ガスを含有する第1のガスをプラズマ化した後、前記第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、該第2のガスをプラズマ化することによって、基材上の少なくとも一部の領域にプラズマ重合膜を形成し、前記基材と前記プラズマ重合膜とを備える第1の被着体を得る第1の工程と、
該第1の被着体との接合に供される第2の被着体を用意し、前記プラズマ重合膜の表面と前記第2の被着体の表面とが密着するように、前記第1の被着体と前記第2の被着体とを圧接し、接合する第2の工程とを有することを特徴とする。
これにより、2つの基材同士を、高い寸法精度で強固にかつ効率よく接合することができる。
【0009】
本発明の接合方法では、前記第2の被着体は、基材と、該基材上に設けられ、前記プラズマ重合膜と同様のプラズマ重合膜とを備えるものであり、
前記第2の工程において、前記各プラズマ重合膜同士が密着するように、前記第1の被着体と前記第2の被着体とを圧接することが好ましい。
これにより、2つの基材同士を、より強固に接合することができる。
【0010】
本発明の接合方法では、前記第2のガスにおける不活性ガスは、窒素ガスであることが好ましい。
窒素ガスによれば、プラズマを特に安定的に発生させることができるため、プラズマ重合膜の表面に対して特に均一な活性化処理を施すことができる。また、窒素ガスがプラズマ化してなる窒素プラズマは、プラズマ重合膜の表面に対して物理的な衝撃を与えることができるので、表面を粗面化することができる。これにより、プラズマ重合膜の表面積を拡張し、露出する活性手の密度を高めることができる。
【0011】
本発明の接合方法では、前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、同種のものであることが好ましい。
これにより、第1のガスの全量を第2のガスで置換する必要がなくなるので、工程の所要時間を短縮することができる。
【0012】
本発明の接合方法では、前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、種類の異なるものであることが好ましい。
これにより、第1のガスおよび第2のガスとして、それぞれの目的に応じた最適な種類のガスを用いることができるので、プラズマ重合膜を効率よく形成することができる上、プラズマ重合膜に対して最適なプラズマ処理を施すことができる。
【0013】
本発明の接合方法では、前記第1のガスを前記第2のガスで置換する際、前記第1のガスがプラズマ化した状態を維持しつつ、前記第1のガスを前記第2のガスで徐々に置換することが好ましい。
これにより、プラズマ重合膜の形成過程の最後で、副次的にプラズマ処理による活性化を行うことができるので、工程の所要時間の大幅な短縮を図ることができる。
【0014】
本発明の接合方法では、前記プラズマ化は、高周波電力の作用により行われるものであり、
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力より小さいことが好ましい。
これにより、プラズマ重合膜や基材にプラズマによる著しい変質・劣化が生じるのを抑制することができる。その結果、プラズマ重合膜や第1の基材の機械的強度の低下を防止し、最終的に、接合強度の高い接合体を得ることができる。
【0015】
本発明の接合方法では、前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍であることが好ましい。
これにより、第2のガスをプラズマ化するための高周波電力の最適化を図ることができ、プラズマ重合膜の機械的特性の著しい低下を招くことなく、プラズマ重合膜を活性化させることができる。
【0016】
本発明の接合方法では、前記第1の工程における減圧雰囲気の圧力は、0.01〜100Paであることが好ましい。
これにより、大気による第1の基材やプラズマ重合膜の汚染を確実に防止しつつ、プラズマの濃度を十分に確保し、十分な成膜速度でプラズマ重合膜を形成することができる。
本発明の接合方法では、前記第1の工程の後、前記減圧雰囲気の圧力を大気圧未満に維持しつつ、前記第2の工程を行うことが好ましい。
これにより、プラズマ重合膜の表面は、未結合手が露出した状態で維持されるため、第1の被着体と第2の被着体との間で、未結合手に基づく強固な接合が可能になる。
【0017】
本発明の接合方法では、前記第1のガスのプラズマ化と、前記第2のガスのプラズマ化を、同一のチャンバー内で行うことが好ましい。
これにより、チャンバー間の移送作業を伴わず、所要時間のさらなる短縮を図ることができる。
本発明の接合方法では、前記原料ガスは、オクタメチルトリシロキサンを主成分とするものであることが好ましい。
これにより、オクタメチルトリシロキサンの重合物を主成分とし、接着性および耐薬品性に特に優れるプラズマ重合膜が得られる。
【0018】
本発明の接合方法では、前記プラズマ重合膜の平均厚さは、10〜10000nmであることが好ましい。
これにより、接合体の寸法精度が著しく低下するのを防止しつつ、第1の被着体と第2の被着体とをより強固に接合することができる。
本発明の接合方法は、前記第1の被着体と前記第2の被着体とが、本発明の接合方法により接合されてなることを特徴とする。
これにより、2つの基材同士が、高い寸法精度で強固に接合してなる接合体が得られる。
【0019】
本発明の液滴吐出ヘッドは、ノズルプレートと、キャビティ基板と、振動板とを備え、
前記ノズルプレートと前記キャビティ基板との間、および、前記キャビティ基板と前記振動板との間の少なくとも一方が、本発明の接合方法により接合されてなることを特徴とする。
これにより、信頼性の高い液滴吐出ヘッドが得られる。
本発明の液滴吐出装置は、本発明の液滴吐出ヘッドを備えることを特徴とする。
これにより、信頼性の高い液滴吐出装置が得られる。
【発明を実施するための最良の形態】
【0020】
以下、本発明の接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置を、添付図面に示す好適実施形態に基づいて詳細に説明する。
<接合方法>
本発明の接合方法は、2つの基材(第1の基材21および第2の基材22)を、各プラズマ重合膜31、32を介して接合する方法である。かかる方法によれば、2つの基材21、22を、高い寸法精度で強固にかつ効率よく接合することができる。
ここでは、本発明の接合方法を説明するのに先立って、まず、前述の各プラズマ重合膜31、32を形成するのに用いられるプラズマ重合装置について説明する。
【0021】
図1は、本発明の接合方法に用いられるプラズマ重合装置を模式的に示す縦断面図である。なお、以下の説明では、図1中の上側を「上」、下側を「下」と言う。
図1に示すプラズマ重合装置100は、チャンバー101と、第1の基材21を支持する第1の電極130と、第2の電極140と、各電極130、140間に高周波電圧を印加する電源回路180と、チャンバー101内にガスを供給するガス供給部190と、チャンバー101内のガスを排気する排気ポンプ170とを備えている。これらの各部のうち、第1の電極130および第2の電極140がチャンバー101内に設けられている。以下、各部について詳細に説明する。
【0022】
チャンバー101は、内部の気密を保持し得る容器であり、内部を減圧(真空)状態にして使用されるため、内部と外部との圧力差に耐え得る耐圧性能を有するものとされる。
図1に示すチャンバー101は、軸線が水平方向に沿って配置されたほぼ円筒形をなすチャンバー本体と、チャンバー本体の左側開口部を封止する円形の側壁と、右側開口部を封止する円形の側壁とで構成されている。
【0023】
チャンバー101の上方には供給口103が、下方には排気口104が、それぞれ設けられている。そして、供給口103にはガス供給部190が接続され、排気口104には排気ポンプ170が接続されている。
なお、本実施形態では、チャンバー101は、導電性の高い金属材料で構成されており、接地線102を介して電気的に接地されている。
【0024】
第1の電極130は、板状をなしており、第1の基材21を支持している。
この第1の電極130は、チャンバー101の側壁の内壁面に、鉛直方向に沿って設けられており、また、第1の電極130は、チャンバー101を介して電気的に接地されている。なお、第1の電極130は、図1に示すように、チャンバー本体と同心状に設けられている。
【0025】
第1の電極130の第1の基材21を支持する面には、静電チャック(吸着機構)139が設けられている。
この静電チャック139により、図1に示すように、第1の基材21を鉛直方向に沿って支持することができる。また、第1の基材21に多少の反りがあっても、静電チャック139に吸着させることにより、その反りを矯正した状態で第1の基材21をプラズマ処理に供することができる。
【0026】
第2の電極140は、第1の基材21を介して、第1の電極130と対向して設けられている。なお、第2の電極140は、チャンバー101の側壁の内壁面から離間した(絶縁された)状態で設けられている。
この第2の電極140には、配線184を介して高周波電源182が接続されている。また、配線184の途中には、マッチングボックス(整合器)183が設けられている。これらの配線184、高周波電源182およびマッチングボックス183により、電源回路180が構成されている。
このような電源回路180によれば、第1の電極130は接地されているので、第1の電極130と第2の電極140との間に高周波電圧が印加される。これにより、第1の電極130と第2の電極140との間隙には、高い周波数で向きが反転する電界が誘起される。
【0027】
ガス供給部190は、チャンバー101内に所定のガスを供給するものである。
図1に示すガス供給部190は、液状の膜材料(原料液)を貯留する貯液部191と、液状の膜材料を気化してガス状に変化させる気化装置192と、キャリアガスを貯留するガスボンベ193と、第2のガスを貯留するガスボンベ196とを有している。また、これらの各部とチャンバー101の供給口103とが、それぞれ配管194で接続されており、ガス状の膜材料(原料ガス)とキャリアガスとの混合ガス(第1のガス)および第2のガスを、供給口103からチャンバー101内に供給するように構成されている。
【0028】
また、供給口103と気化装置192の間の配管194には、バルブ197が設けられており、バルブ197の開度に応じて原料ガスの流量を調整することができる。
さらに、供給口103とガスボンベ193との間および供給口103とガスボンベ196との間には、バルブ198およびバルブ199が設けられており、各バルブ198、199の開度に応じて、キャリアガスおよび第2のガスの流量をそれぞれ調整することができる。
なお、各バルブ197、198、199として、それぞれ開度を電気的に制御可能な電磁バルブを用いることにより、原料ガス、キャリアガスおよび第2のガスの流量を協調制御し、供給されるガスの組成や流量を高度に制御することができる。
【0029】
貯液部191に貯留される液状の膜材料は、プラズマ重合装置100により、重合して第1の基材21の表面に重合膜を形成する原材料となるものである。
このような液状の膜材料は、気化装置192により気化され、ガス状の膜材料(原料ガス)となってチャンバー101内に供給される。なお、原料ガスについては、後に詳述する。
【0030】
ガスボンベ193に貯留されるキャリアガスは、電界の作用により放電し、およびこの放電を維持するために導入するガスである。
また、チャンバー101内の供給口103の近傍には、拡散板195が設けられている。
拡散板195は、チャンバー101内に供給される混合ガスの拡散を促進する機能を有する。これにより、混合ガスは、チャンバー101内に、ほぼ均一の濃度で分散することができる。
【0031】
排気ポンプ170は、チャンバー101内を排気するものであり、例えば、油回転ポンプ、ターボ分子ポンプ等で構成される。このようにチャンバー101内を排気して減圧することにより、ガスを容易にプラズマ化することができる。また、大気雰囲気との接触による第1の基材21の汚染・酸化等を防止するとともに、プラズマ処理による反応生成物をチャンバー101内から効果的に除去することができる。
また、排気口104には、チャンバー101内の圧力を調整する圧力制御機構171が設けられている。これにより、チャンバー101内の圧力が、ガス供給部190の動作状況に応じて、適宜設定される。
【0032】
≪第1実施形態≫
次に、本発明の接合方法の第1実施形態について、上記のプラズマ重合装置100を用いた場合を例に説明する。
図2および図3は、本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図2および図3中の上側を「上」、下側を「下」と言う。
【0033】
本実施形態にかかる接合方法は、減圧雰囲気下において、第1の基材21の表面にプラズマ重合膜31を形成し、第1の被着体41を得る第1の工程と、第2の基材22の表面にプラズマ重合膜31と同様のプラズマ重合膜32を形成してなる第2の被着体42を用意し、各プラズマ重合膜31、32同士が密着するように、第1の被着体41と第2の被着体42とを貼り合わせ、接合体1を得る第2の工程とを有する。以下、各工程について順次説明する。
【0034】
[1]まず、板状をなす第1の基材21を用意する。
このような第1の基材21の構成材料は、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、エチレン−酢酸ビニル共重合体(EVA)等のポリオレフィン、環状ポリオレフィン、変性ポリオレフィン、ポリ塩化ビニル、ポリ塩化ビニリデン、ポリスチレン、ポリアミド、ポリイミド、ポリアミドイミド、ポリカーボネート、ポリ−(4−メチルペンテン−1)、アイオノマー、アクリル系樹脂、ポリメチルメタクリレート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS樹脂)、アクリロニトリル−スチレン共重合体(AS樹脂)、ブタジエン−スチレン共重合体、ポリオキシメチレン、ポリビニルアルコール(PVA)、エチレン−ビニルアルコール共重合体(EVOH)、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート、ポリブチレンテレフタレート(PBT)、ポリシクロヘキサンテレフタレート(PCT)等のポリエステル、ポリエーテル、ポリエーテルケトン(PEK)、ポリエーテルエーテルケトン(PEEK)、ポリエーテルイミド、ポリアセタール(POM)、ポリフェニレンオキシド、変性ポリフェニレンオキシド、ポリサルフォン、ポリエーテルサルフォン、ポリフェニレンサルファイド、ポリアリレート、芳香族ポリエステル(液晶ポリマー)、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、その他フッ素系樹脂、スチレン系、ポリオレフィン系、ポリ塩化ビニル系、ポリウレタン系、ポリエステル系、ポリアミド系、ポリブタジエン系、トランスポリイソプレン系、フッ素ゴム系、塩素化ポリエチレン系等の各種熱可塑性エラストマー、エポキシ樹脂、フェノール樹脂、ユリア樹脂、メラミン樹脂、アラミド系樹脂、不飽和ポリエステル、シリコーン樹脂、ポリウレタン等、またはこれらを主とする共重合体、ブレンド体、ポリマーアロイ等の樹脂系材料、Fe、Ni、Co、Cr、Mn、Zn、Pt、Au、Ag、Cu、Pd、Al、W、Ti、V、Mo、Nb、Zr、Pr、Nd、Smのような金属、またはこれらの金属を含む合金、炭素鋼、ステンレス鋼、酸化インジウムスズ(ITO)、ガリウムヒ素のような金属系材料、単結晶シリコン、多結晶シリコン、非晶質シリコンのようなシリコン系材料、ケイ酸ガラス(石英ガラス)、ケイ酸アルカリガラス、ソーダ石灰ガラス、カリ石灰ガラス、鉛(アルカリ)ガラス、バリウムガラス、ホウケイ酸ガラスのようなガラス系材料、アルミナ、ジルコニア、フェライト、窒化ケイ素、窒化アルミニウム、窒化ホウ素、窒化チタン、炭化ケイ素、炭化ホウ素、炭化チタン、炭化タングステンのようなセラミックス系材料、グラファイトのような炭素系材料、またはこれらの各材料の1種または2種以上を組み合わせた複合材料等が挙げられる。
【0035】
また、第1の基材21は、その表面に、Niめっきのようなめっき処理、クロメート処理のような不働態化処理、または窒化処理等を施したものであってもよい。
また、第1の基材21の形状は、プラズマ重合膜31を支持する面を有するような形状であればよく、板状のものに限定されない。すなわち、基材の形状は、例えば、塊状(ブロック状)、棒状等であってもよい。
【0036】
なお、本実施形態では、第1の基材21が板状をなしていることから、第1の基材21が撓み易くなり、第1の基材21は、第2の基材22の形状に沿って十分に変形可能なものとなるため、これらの密着性がより高くなる。また、第1の基材21が撓むことによって、接合界面に生じる応力を、ある程度緩和することができる。
この場合、第1の基材21の平均厚さは、特に限定されないが、0.01〜10mm程度であるのが好ましく、0.1〜3mm程度であるのがより好ましい。なお、後述する第2の基材22の平均厚さも、前述した第1の基材21の平均厚さと同様の範囲内であるのが好ましい。
【0037】
また、第1の基材21の接合面23には、プラズマ重合膜31を形成する前に、あらかじめ、第1の基材21の構成材料に応じて、第1の基材21とプラズマ重合膜31との密着性を高める表面処理を施すのが好ましい。
かかる表面処理としては、例えば、スパッタリング処理、ブラスト処理のような物理的表面処理、酸素プラズマ、窒素プラズマ等を用いたプラズマ処理、コロナ放電処理、エッチング処理、電子線照射処理、紫外線照射処理、オゾン暴露処理のような化学的表面処理、または、これらを組み合わせた処理等が挙げられる。このような処理を施すことにより、第1の基材21のプラズマ重合膜31を形成すべき領域をより清浄化するとともに、該領域をより活性化させることができる。これにより、第1の被着体41と第2の被着体42との接合強度を高めることができる。
なお、表面処理を施す第1の基材21が、樹脂材料(高分子材料)で構成されている場合には、特に、コロナ放電処理、窒素プラズマ処理等が好適に用いられる。
【0038】
また、第1の基材21の構成材料によっては、上記のような表面処理を施さなくても、プラズマ重合膜31の接合強度が十分に高くなるものがある。このような効果が得られる第1の基材21の構成材料としては、例えば、前述したような各種金属系材料、各種シリコン系材料、各種ガラス系材料等を主材料とするものが挙げられる。
このような材料で構成された第1の基材21は、その表面が酸化膜で覆われており、この酸化膜の表面には、比較的活性の高い水酸基が結合している。したがって、このような材料で構成された第1の基材21を用いると、上記のような表面処理を施さなくても、第1の基材21の接合面23上に強固に密着するプラズマ重合膜31を成膜することができる。
なお、この場合、第1の基材21の全体が上記のような材料で構成されていなくてもよく、少なくとも接合面23近傍が上記のような材料で構成されていればよい。
【0039】
また、表面処理に代えて、第1の基材21の接合面23に、あらかじめ中間層を形成するようにしてもよい。
この中間層は、いかなる機能を有するものであってもよく、例えば、プラズマ重合膜31との密着性を高める機能、クッション性(緩衝機能)、応力集中を緩和する機能等を有するものが好ましい。このような中間層を介して第1の基材21とプラズマ重合膜31とを接合することになり、最終的に、信頼性の高い接合体1を得ることができる。
【0040】
かかる中間層の構成材料としては、例えば、アルミニウム、チタンのような金属系材料、金属酸化物、シリコン酸化物のような酸化物系材料、金属窒化物、シリコン窒化物のような窒化物系材料、グラファイト、ダイヤモンドライクカーボンのような炭素系材料、シランカップリング剤、チオール系化合物、金属アルコキシド、金属−ハロゲン化合物のような自己組織化膜材料、樹脂系接着剤、樹脂フィルム、樹脂コーティング材、各種ゴム材料、各種エラストマーのような樹脂系材料等が挙げられ、これらのうちの1種または2種以上を組み合わせて用いることができる。
また、これらの各材料で構成された中間層の中でも、酸化物系材料で構成された中間層によれば、第1の基材21とプラズマ重合膜31との間の密着強度を特に高めることができる。
【0041】
[2]次に、第1の基材21をチャンバー101内に収納し、排気ポンプ170によってチャンバー101内を排気する。これにより、チャンバー101内を減圧雰囲気とする。
次いで、ガス供給部190を作動させ、チャンバー101内に、図2(a)に示すように、第1のガス(原料ガスとキャリアガスとの混合ガス)を供給する。
【0042】
混合ガス中における原料ガスの占める割合(混合比)は、原料ガスやキャリアガスの種類や目的とする成膜速度等によって若干異なるが、例えば、混合ガス中の原料ガスの割合を20〜70%程度に設定するのが好ましく、30〜60%程度に設定するのがより好ましい。これにより、重合膜の形成(成膜)の条件の最適化を図ることができる。
また、供給する第1のガスの流量は、ガスの種類や目的とする成膜速度、膜厚等によって適宜決定され、特に限定されるものではないが、通常は、原料ガスおよびキャリアガスの流量を、それぞれ、1〜100ccm程度に設定するのが好ましく、10〜60ccm程度に設定するのがより好ましい。
【0043】
次いで、電源回路180を作動させ、一対の電極130、140間に高周波電圧を印加する。これにより、一対の電極130、140間に存在するガスの分子が電離し、プラズマが発生する。このプラズマのエネルギーにより原料ガス中の分子が重合(プラズマ重合)し、重合物が第1の基材21上に付着・堆積する。
次いで、第1のガスがプラズマ化した状態で、第1のガスを第2のガスで置換する。これにより、図2(b)に示すように、第1の基材21の接合面23の少なくとも一部の領域(本実施形態では、接合面23の全面)に、プラズマ重合膜31が形成される(第1の工程)。これにより、第1の基材21とプラズマ重合膜31とを有する第1の被着体41を形成する。
【0044】
すなわち、このプラズマ重合膜31は、電界中に、原料ガスとキャリアガスとの混合ガス(第1のガス)を供給した後、第1のガスを第2のガスで徐々に置換することにより、原料ガス中の分子を重合するとともに、分子を活性化して得られるものである。このような方法によれば、プラズマの作用によって、第1の基材21の接合面23が清浄化・活性化されたり、粗面化されたりするため、原料ガスの重合物が接合面23に対して強く結合することができる。その結果、第1の基材21の構成材料によらず、接合面23とプラズマ重合膜31との密着性の向上を図ることができる。また、プラズマの作用により、堆積物の表面には、活性化がなされ、その結果、プラズマ重合膜31には、他の被着体(本実施形態では、第2の被着体42)に対する接着性を有するものとなる。
【0045】
ここで、堆積物の表面を「活性化させる」とは、堆積物の表面および内部の分子結合が切断され、堆積物において終端化されていない結合手(以下、「未結合手」または「ダングリングボンド」とも言う。)が生じた状態や、この未結合手が水酸基(OH基)によって終端化された状態、または、これらの状態が混在した状態のことを言う。このような未結合手や水酸基等の結合手によれば、プラズマ重合膜31は、第2の被着体42に対して特に強固な接合が可能になる。
なお、後者の状態(未結合手が水酸基によって終端化された状態)は、例えば、未結合手が生成されたプラズマ重合膜31をチャンバー101から取り出し、大気(水蒸気含有ガス)に曝すことによって容易に生成することができる。
【0046】
原料ガスとしては、例えば、メチルシロキサン、オクタメチルトリシロキサン、デカメチルテトラシロキサン、デカメチルシクロペンタシロキサン、オクタメチルシクロテトラシロキサン、メチルフェニルシロキサンのようなオルガノシロキサン等を含むガスが挙げられる。
一方、キャリアガスとしては、ヘリウムガス、アルゴンガス、窒素ガス等の不活性ガスが好ましく用いられる。このような不活性ガスによれば、一対の電極130、140間においてプラズマを安定的に発生させることができる。また、不活性ガスは、他の物質と反応し難いため、例えば、キャリアガスが原料ガスと意図しない反応をしたり、チャンバー101の内壁と反応したりするのを防止することができる。
このような原料ガスを用いて得られるプラズマ重合膜31は、これらの原料が重合してなるもの(重合物)、すなわち、ポリオルガノシロキサンで構成されることとなる。このようなプラズマ重合膜31は、第1の基材21と第2の被着体42とをより強固に接合することができる。
【0047】
また、ポリオルガノシロキサンは、比較的柔軟性に富んでいるので、例えば、第1の基材21と第2の基材22との各構成材料が互いに異なる場合でも、各基材21、22間に生じる熱膨張に伴う応力を緩和することができる。これにより、最終的に得られる接合体1において、剥離を確実に防止することができる。
さらに、ポリオルガノシロキサンは、耐薬品性に優れているため、薬品類等に長期にわたって曝されるような部材の接合に際して効果的に用いることができる。具体的には、例えば、樹脂材料を浸食し易い有機系インクが用いられる工業用インクジェットプリンタの液滴吐出ヘッドを製造する際に、ポリオルガノシロキサンを主材料とするプラズマ重合膜31を用いることにより、その耐久性を向上させることができる。
【0048】
また、原料ガスには、特にオクタメチルトリシロキサンを主成分とするガスを用いるのが好ましい。オクタメチルトリシロキサンの重合物を主成分とするプラズマ重合膜は、接着性および耐薬品性に特に優れることから、本発明の接合方法において、特に好適に用いられるものである。また、オクタメチルトリシロキサンを主成分とする原料は、常温で液状をなし、適度な粘度を有するため、取り扱いが容易であるという利点もある。
なお、第1のガスは、必要に応じて、酸素ガス等の他のガスを含んでいてもよい。
【0049】
プラズマ重合の際、一対の電極130、140間に印加する高周波の周波数は、特に限定されないが、1kHz〜100MHz程度であるのが好ましく、10〜60MHz程度であるのがより好ましい。
また、高周波の出力密度は、特に限定されないが、0.01〜10W/cm2程度であるのが好ましく、0.1〜1W/cm2程度であるのがより好ましい。
【0050】
原料ガス流量は、0.5〜200sccm程度であるのが好ましく、1〜100sccm程度であるのがより好ましい。一方、キャリアガス流量は、5〜750sccm程度であるのが好ましく、10〜500sccm程度であるのがより好ましい。
処理時間は、1〜10分程度であるのが好ましく、4〜7分程度であるのがより好ましい。なお、成膜されるプラズマ重合膜31の厚さは、主に、この処理時間に比例する。したがって、この処理時間を調整することのみで、プラズマ重合膜31の厚さを容易に調整することができる。これにより、最終的に得られる接合体1において、第1の基材21とそれに接合される第2の被着体42との間の距離を厳密に制御することができる。
また、第1の基材21の温度は、25℃以上であるのが好ましく、25〜100℃程度であるのがより好ましい。
このような条件を適宜設定することにより、緻密なプラズマ重合膜31をムラなく形成することができる。
【0051】
なお、プラズマ重合膜31形成中のチャンバー101内の圧力は、0.01〜100Pa程度であるのが好ましく、0.1〜10Pa程度であるのがより好ましい。チャンバー101内の圧力を前記範囲内に設定することにより、大気による第1の基材21やプラズマ重合膜31の汚染を確実に防止しつつ、プラズマの濃度を十分に確保し、十分な成膜速度でプラズマ重合膜31を形成することができる。すなわち、互いにトレードオフの関係にある汚染量および成膜速度の最適化を図ることができる。
一方、第2のガスは、不活性ガスを主成分とするガスである。不活性ガスは、他の物質と反応し難いため、例えば、第2のガスがプラズマ重合膜31に対して意図しない反応をしたり、チャンバー101の内壁と反応したりするのを防止することができる。
【0052】
また、不活性ガスは、プラズマを安定的に発生させることができるので、プラズマ重合膜31に対してムラなく均一なプラズマ処理を施すことができる。これにより、プラズマ重合膜31の表面を均一に活性化することができ、均一な接着性を発現させることができる。
このような不活性ガスとしては、例えば、ヘリウムガス、アルゴンガス、窒素ガス等が挙げられる。
【0053】
このうち、不活性ガスには、窒素ガスが好ましく用いられる。窒素ガスによれば、プラズマを特に安定的に発生させることができるため、プラズマ重合膜31の表面に対して特に均一な活性化処理を施すことができる。また、窒素ガスがプラズマ化してなる窒素プラズマは、プラズマ重合膜31の表面に対して物理的な衝撃(イオン衝撃)を与えることができるので、表面を粗面化することができる。これにより、プラズマ重合膜31の表面積を拡張し、露出する活性手の密度を高めることができる。
【0054】
なお、第2のガスとして、酸素ガス、アルゴンガス、ヘリウムガス等を用いた場合には、プラズマ重合膜31の表面を活性化することができるものの、活性化が過剰になり易く、その場合、プラズマ重合膜31の変質・劣化を招くおそれがある。これに対し、第2のガスとして窒素ガスを用いた場合には、プラズマ重合膜31の表面を活性化するとともに、窒素ラジカルの作用により、プラズマ重合膜31の表面にSi−N結合が形成される。一旦、このSi−N結合が形成されると、プラズマ重合膜31がプラズマの作用によって劣化するのを抑制することができる。したがって、プラズマ重合膜31の膜自体の機械的特性が低下するのを抑制し、接合強度が低下するのを防止することができる。
【0055】
また、Si−N結合が形成されたプラズマ重合膜31は、酸素や水分等の影響を受け難いため、仮に、成膜・活性化後のプラズマ重合膜31を大気に曝したとしても、プラズマ重合膜31が酸素や水分によって変質・劣化するのを防止することができる。このため、Si−N結合が形成されたプラズマ重合膜31は、チャンバー101から取り出して大気に曝されても、より優れた耐候性を有するものとなる。さらに、このようなプラズマ重合膜31は、耐薬品性、耐アルカリ性に優れたものとなる。
【0056】
なお、上述したよう窒素プラズマによるイオン衝撃の程度を抑制する必要がある場合には、第2のガスとして窒素ガスを導入する際に、一対の電極130、140間に高周波電圧を印加せず、第1の基材21から離れた箇所で窒素プラズマを発生させ、それをプラズマ重合膜31に噴射する、いわゆる「リモートプラズマ」を利用して、プラズマ重合膜31の表面に窒素プラズマによる活性化処理を施すようにすればよい。リモートプラズマによれば、第1のガスを用いて成膜された被膜に対して、イオン衝撃による劣化を与えることなく、上述した耐候性、耐薬品性、耐アルカリ性をもたらすことができる。
【0057】
ここで、この第2のガスが含む不活性ガスは、第1のガスが含む不活性ガスと同種のガスであっても、異なる種類のガスであってもよい。
このうち、第2のガスが含む不活性ガスを、第1のガスが含む不活性ガスと同種とした場合、第1のガスを第2のガスで置換する際、同じ不活性ガスを続けて用いることができる。すなわち、本実施形態では、第1のガスを第2のガスで置換する際、第1のガスから原料ガスの流量のみを徐々に低下させることによって、キャリアガス(不活性ガス)のみが残存する。
【0058】
このようにすれば、第1のガスを第2のガスで置換する際、原料ガスの供給を止める作業のみ行えばよく、チャンバー101内の第1のガスの全量を第2のガスで置換する必要がなくなるので、各工程の所要時間を短縮することができる。
また、第1のガスが含む不活性ガスと第2のガスが含む不活性ガスの種類が同じであれば、プラズマ重合膜31の成膜時に、厚さ方向で膜質を均一化することができる。これにより、プラズマ重合膜31が均質化することにより、膜質の変化が生じないので、この変化点で機械的特性が低下するのを防止することができる。
【0059】
一方、第2のガスが含む不活性ガスを、第1のガスが含む不活性ガスと異なる種類とした場合、各不活性ガスとして、それぞれの目的に応じた最適な種類のガスを用いることができる。
この場合、第1のガスが含む不活性ガスとしては、プラズマ重合膜31を形成する際に、キャリアガスとして最適なガスを適宜選択して用いるのが好ましい。一方、第2のガスが含む不活性ガスとしては、プラズマ重合膜31に対してプラズマ処理を施す際に最適なガス(例えば、前述した窒素ガス等)を適宜選択して用いるのが好ましい。
このようにすれば、プラズマ重合膜31を効率よく形成することができる上、プラズマ重合膜31に対して最適なプラズマ処理を施すことができる。
【0060】
また、第1のガスが含む不活性ガスと第2のガスが含む不活性ガスの種類を異ならせることにより、プラズマ重合膜31の成膜時に、厚さ方向で膜質を変化させることができる。例えば、第1のガスがアルゴンガスを含み、第2のガスが窒素ガスを含んでいる場合、プラズマ重合膜31は、その第1の基材21側の部分ではシロキサン構造が支配的であり、一方、表面側の部分ではSi−N結合を比較的多く含んだ構造が支配的となった膜となる。
【0061】
また、第1のガスを第2のガスで置換する際、この置換は連続的に行われるのが好ましい。換言すれば、第1のガスをプラズマ化した状態を維持しつつ、第1のガスを第2のガスで徐々に置換するように行うのが好ましい。このようにすれば、プラズマ重合膜31の形成過程の最後で、副次的にプラズマ処理による活性化を行うことができるので、工程の所要時間の大幅な短縮を図ることができる。また、本実施形態では、第1のガスのプラズマ化と第2のガスのプラズマ化とを同一のチャンバー101内で行うので、チャンバー間の移送作業を伴わず、所要時間のさらなる短縮を図ることができる。
また、ガス置換を徐々に行うことにより、前述した例では、シロキサン構造からSi−N結合への変化が連続的に行われる。このため、構造の変化点で機械的特性が低下するのを確実に防止することができる。
【0062】
図4には、第1のガスを第2のガスで置換する際に、チャンバー101内の雰囲気を模式的に説明する図を示す。
図4に基づいてガスの置換を詳細に説明すると、第1のガスが第2のガスで徐々に置換される途中では、第1のガスと第2のガスの混合状態となる。この混合状態下では、プラズマ重合とプラズマ処理が並行して行われるため、プラズマ重合膜31の表面のみでなく、その内側も活性化がなされることとなる。このため、プラズマ重合膜31の表面のみならず、内側にも結合手が分布することとなるため、プラズマ重合膜31中の結合手の含有率が高くなり、この内部の結合手も接合に寄与するため、プラズマ重合膜31の第2の被着体42に対する接合強度が高くなる。これにより、最終的に、第1の被着体41と第2の被着体42とがより強固に接合してなる接合体1が得られる。
また、第1のガスをプラズマ化する際のプラズマ条件と、第2のガスをプラズマ化する際のプラズマ条件とは、異なっていても同じであってもよい。
【0063】
プラズマ条件としては、例えば、一対の電極130、140間に印加する高周波電圧の出力、一対の電極130、140間の距離、第1のガスまたは第2のガスの流量、チャンバー101内の圧力等が挙げられる。
このうち、第2のガスをプラズマ化するための高周波電力は、第1のガスをプラズマ化するための高周波電力より小さくするのが好ましい。これにより、第2のガスをプラズマ化する際に、プラズマ重合膜31や第1の基材21にプラズマによる著しい変質・劣化が生じるのを抑制することができる。その結果、プラズマ重合膜31や第1の基材21の機械的強度の低下を防止し、最終的に、接合強度の高い接合体1を得ることができる。
【0064】
具体的には、第2のガスをプラズマ化するための高周波電力は、第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍程度であるのが好ましく、0.4〜0.6倍程度であるのがより好ましい。高周波電力を前記範囲内に設定することにより、高周波電力の最適化を図ることができ、プラズマ重合膜31や第1の基材21の機械的特性の著しい低下を招くことなく、プラズマ重合膜31を活性化させることができる。
なお、高周波電力が前記下限値を下回った場合、出力が低すぎて、プラズマ重合膜31を十分に活性化させることができないおそれがある。一方、高周波電力が前記上限値を上回った場合、電力が高すぎて、プラズマ重合膜31の変質・劣化を招くおそれがある。
【0065】
図4には、第1のガスを第2のガスで置換する際に、各ガスをプラズマ化するための高周波電力の推移を模式的に説明するための図を示す。
第1のガスを第2のガスで置換する際に高周波電力を低下させる際には、図4に示すように、その変化を徐々に行うか、または段階的に行うようにするのが好ましい。このようにすれば、プラズマ重合膜31は、その構造(組成)が厚さ方向で連続的なものとなり、機械的特性において特に優れたものとなる。
【0066】
また、プラズマ重合膜31の平均厚さは、10〜10000nm程度であるのが好ましく、50〜5000nm程度であるのがより好ましい。プラズマ重合膜31の平均厚さを前記範囲内とすることにより、第1の基材21と第2の被着体42とを接合した接合体1の寸法精度が著しく低下するのを防止しつつ、より強固に接合することができる。
なお、プラズマ重合膜31の平均厚さが前記下限値を下回った場合は、十分な接合強度が得られないおそれがある。一方、プラズマ重合膜31の平均厚さが前記上限値を上回った場合は、接合体1の寸法精度が著しく低下するおそれがある。
【0067】
さらに、プラズマ重合膜31の平均厚さが前記範囲内であれば、プラズマ重合膜31にある程度の形状追従性が確保される。このため、例えば、第1の基材21の接合面23に凹凸が存在している場合でも、その凹凸の高さにもよるが、凹凸の形状に追従するようにプラズマ重合膜31を被着させることができる。その結果、プラズマ重合膜31は、凹凸を吸収して、その表面に生じる凹凸の高さを緩和することができる。
なお、上記のような形状追従性の程度は、プラズマ重合膜31の厚さが厚いほど顕著になる。したがって、形状追従性を十分に確保するためには、プラズマ重合膜31の厚さをできるだけ厚くすればよい。
【0068】
また、プラズマ重合膜31は、前述したように緻密であり、流動性を有しない固体状のものである。このため、プラズマ重合膜31は、従来の流動性を有する液状またはペースト状の接着剤に比べて、厚さや形状がほとんど変化しないという特徴を有する。したがって、プラズマ重合膜31を介して接合されてなる接合体1は、その寸法精度が従来に比べて格段に高いものとなる。さらに、接着剤の硬化に要する時間が不要になるため、短時間での接合が可能になる。
【0069】
このようなプラズマ重合膜31は、シロキサン(Si−O)結合を含む重合物であるが、その組成は、原料ガスの組成やプラズマ条件に応じて変化する。したがって、原料ガスの組成やプラズマ条件といったプラズマ重合膜31の組成に影響を及ぼす要素は、以下のような観点に基づいて制御される。
具体的には、プラズマ重合膜31は、全原子からH原子を除いた原子のうち、Si原子の含有率とO原子の含有率の合計が、10〜90原子%程度であるのが好ましく、20〜80原子%程度であるのがより好ましい。Si原子とO原子とが、前記範囲の含有率で含まれていれば、プラズマ重合膜31は、Si原子とO原子とが強固なネットワークを形成し、プラズマ重合膜31自体が特に強固なものとなる。このため、接合体1の接合強度のさらなる向上を図ることができる。
【0070】
また、プラズマ重合膜31中のSi原子とO原子の存在比は、3:7〜7:3程度であるのが好ましく、4:6〜6:4程度であるのがより好ましい。Si原子とO原子の存在比を前記範囲内になるよう設定することにより、シロキサン結合で構成される三次元のネットワーク構造がより安定性を増し、プラズマ重合膜31の機械的特性が高くなることから、第1の被着体41と第2の被着体42とをより強固に接合することができるようになる。
なお、プラズマ重合膜31は、プラズマ化した原料ガスが第1の基材21の接合面23上に不規則に堆積して形成されたものであるため、その原子配置はランダムである。このため、プラズマ重合膜31は、結晶材料のような原子配列の局所的な乱れや欠陥に起因する破壊が生じ難く、機械的強度や柔軟性に優れたものとなる。
【0071】
このようなプラズマ重合膜31中の結晶化度は、45%以下であるのが好ましく、40%以下であるのがより好ましい。これにより、プラズマ重合膜31の原子配列は十分にランダムであると考えることができ、上述したようなランダムな原子配列がもたらす作用・効果を発揮することができる。したがって、このようなプラズマ重合膜31によれば、接合体1の接合強度のさらなる向上を図ることができる。
なお、本実施形態では、放電(電気エネルギー)により第1のガスおよび第2のガスをプラズマ化して、プラズマ重合膜31を形成する方法について説明したが、第1のガスおよび第2のガスのプラズマ化は、熱エネルギー、光エネルギーを利用して行うようにしてもよい。
【0072】
[3]次に、第2の基材22上にプラズマ重合膜32を形成してなる第2の被着体42を用意する。
このプラズマ重合膜32は、前述したプラズマ重合膜31と同様の形成方法で形成されたものである。
次いで、図2(c)に示すように、プラズマ重合膜31とプラズマ重合膜32とが密着するように、第1の被着体41と第2の被着体42とを貼り合わせる。これにより、第1の被着体41と第2の被着体42とを接合し、図3(d)に示す接合体1を得る(第2の工程)。
【0073】
プラズマ重合膜31とプラズマ重合膜32とが密着すると、各表面または内部に生じた活性手(未結合手または水酸基等)同士が結合し、これらが強固に接合される。
特に、未結合手同士の再結合によってプラズマ重合膜31とプラズマ重合膜32とが接合される場合、各プラズマ重合膜31、32の表面のみならず、内部の未結合手も接合に寄与する。そして、未結合手同士の再結合は、互いに重なり合う(絡み合う)のように複雑に生じることから、接合界面に三次元のネットワーク状の結合が形成される。これにより、プラズマ重合膜31とプラズマ重合膜32の界面は、ほぼ一体化するように接合される。その結果第1の被着体41および第2の被着体42は、極めて強固に接合されることとなる。
【0074】
ここで、前記第1の工程で得られた第1の被着体41は、チャンバー101から取り出された後、本工程に供される。
なお、プラズマ重合膜31の表面の活性手は、チャンバー101から取り出されると、その活性状態が経時的に緩和するため、第2の工程の終了後、できるだけ早く本工程を行うのが好ましい。具体的には、第2の工程の終了後、60分以内に本工程を行うようにするのが好ましく、5分以内に行うのがより好ましい。この程度の時間内であれば、プラズマ重合膜31の表面が十分な活性状態を維持しているので、本工程で各被着体41、42を貼り合わせたとき、これらの間に十分な接合強度を得ることができる。
【0075】
なお、従来のシリコン直接接合のような固体接合では、接合に供される表面を活性化させても、その活性状態は、大気中で数秒〜数十秒程度の極めて短時間しか維持することができなかった。このため、表面の活性化を行った後、接合する2つの基板を貼り合わせる等の作業に要する時間を、十分に確保することができないという問題があった。
これに対し、本発明によれば、各プラズマ重合膜31、32を介して接合するため、前述したように、数分以上の比較的長時間にわたって活性状態を維持することができる。このため、貼り合わせ作業に要する時間を十分に確保することができ、接合作業の効率化を高めることができる。
【0076】
また、接合強度のさらなる向上を図るためには、第1の被着体41は、前記第1の工程を経た後、減圧雰囲気の圧力を大気圧未満に維持しつつ、第2の被着体42との接合に供されるのが好ましい。これにより、プラズマ重合膜31の表面の活性手は、未結合手が露出した状態で維持され、この状態の各プラズマ重合膜31、32同士を密着させることにより、プラズマ重合膜31の表面の未結合手と、プラズマ重合膜32の表面の未結合手とが再結合する。その結果、前述したように、各被着体41、42を特に強固に接合することができる。
【0077】
本工程で用意する第2の基材22の構成材料は、第1の基材21と同様、いかなる材料で構成されたものであってもよいが、好ましくは第2の基材22は、第1の基材21の構成材料と同様の材料で構成される。
また、第2の基材22の形状も、第1の基材21と同様、プラズマ重合膜32が密着する面を有する形状であれば、特に限定されず、例えば、板状(層状)、塊状(ブロック状)、棒状等とされる。
【0078】
また、第2の基材22の接合面24には、接合を行う前に、あらかじめ第2の基材22の構成材料に応じて接合面24とプラズマ重合膜32との密着性を高める表面処理を施すのが好ましい。
なお、表面処理としては、第1の基材21に対して施す前述したような表面処理と同様の処理を適用することができる。
【0079】
また、第1の基材21と同様、第2の基材22もその構成材料によっては、上記のような表面処理を施さなくても、接合面24とプラズマ重合膜32との密着強度が十分に高くなるものがある。このような効果が得られる第2の基材22の構成材料には、前述した第1の基材21の構成材料と同様のものを用いることができる。
また、第1の基材21と第2の基材22の各熱膨張率は、ほぼ等しいのが好ましい。第1の基材21と第2の基材22の熱膨張率がほぼ等しければ、各被着体41、42を貼り合せた際に、その接合界面に熱膨張に伴う応力が発生し難くなる。その結果、最終的に得られる接合体1において、剥離等の不具合が発生するのを確実に防止することができる。
【0080】
また、後に詳述するが、第1の基材21と第2の基材22の各熱膨張率が互いに異なる場合でも、各被着体41、42を貼り合わせる際の条件を以下のように最適化することにより、各被着体41、42を高い寸法精度で強固に接合することができる。
すなわち、第1の基材21と第2の基材22の各熱膨張率が互いに異なっている場合には、できるだけ低温下で接合を行うのが好ましい。接合を低温下で行うことにより、接合界面に発生する熱応力のさらなる低減を図ることができる。
【0081】
具体的には、第1の基材21と第2の基材22との熱膨張率差にもよるが、25〜50℃程度の温度で、各被着体41、42を貼り合わせるのが好ましく、25〜40℃程度の温度で貼り合わせるのがより好ましい。このような温度範囲であれば、第1の基材21と第2の基材22の各熱膨張率差がある程度大きくても、接合界面に発生する熱応力を十分に低減することができる。その結果、接合体1における反りや剥離等の発生を確実に防止することができる。
【0082】
また、この場合、第1の基材21と第2の基材22との間の熱膨張係数の差が、5×10−5/K以上あるような場合には、上記のようにして、できるだけ低温下で接合を行うことが特に推奨される。
また、第1の基材21と第2の基材22のうち、少なくとも一方の構成材料が、樹脂材料で構成されているのが好ましい。樹脂材料は、その柔軟性により、各被着体41、42を接合した際に、その接合界面に発生する応力(例えば、熱膨張に伴う応力等)を緩和することができる。このため、接合界面が破壊し難くなり、結果的に、接合強度の高い接合体1を得ることができる。
このようにして得られた接合体1では、従来の接合方法で用いられていた接着剤のように、アンカー効果のような物理的結合に基づく接着のみではなく、共有結合のように短時間で起こる強固な化学的結合に基づいて、第1の基材21と第2の基材22とが接合されている。このため、接合体1は、極めて剥離し難く、接合ムラ等も生じ難いものとなる。
【0083】
また、プラズマ重合法によれば、緻密で機械的特性に優れた膜を形成することができる。したがって、各プラズマ重合膜31、32は、それ自身が優れた機械的強度を有し、それ故、第1の基材21と第2の基材22との間を、強固にかつ高い気密性をもって接合することができる。
また、第1の基材21と第2の基材22との接合に用いる各プラズマ重合膜31、32は、その厚さを、接着剤に比べて薄くするとともに厳密に制御することが容易である。このため、寸法精度の高い接合体1を得ることができる。
さらに、本発明の接合方法によれば、従来の固体接合のように、高温(700〜800℃程度)での熱処理を必要としないことから、耐熱性の低い材料で構成された基材をも、接合に供することができる。これにより、基材の構成材料の選択の幅を広げることができる。
【0084】
また、固体接合では、接合層を介していないため、第1の基材21と第2の基材22との間の熱膨張率に大きな差がある場合、その差に基づく応力が接合界面に集中し易く、剥離等が生じるおそれがあったが、本発明によれば、各プラズマ重合膜31、32によって各基材21、22間の熱膨張率差に基づく応力の集中が緩和されるため、最終的に得られる接合体1の剥離を防止することができる。
なお、本実施形態では、第1の基材21と第2の基材22とが、各プラズマ重合膜31、32を介して接合されている。このため、第1の基材21の構成材料や第2の基材22の構成材料によらず、これらをより強固に接合することができる。
【0085】
また、本発明の接合方法では、第1の基材21と第2の基材22とを接合する際に、これらの接合面全体を接合するのではなく、一部の領域のみを選択的に接合するようにしてもよい。具体的には、各プラズマ重合膜31、32に対するプラズマ処理を一部の領域のみに行うことで、接合される領域を簡単に選択することができる。これにより、例えば、第1の基材21と第2の基材22との接合部の面積を制御することができ、接合体1の接合強度を容易に調整することができる。その結果、例えば、人の手の力で容易に分離可能な接合体1が得られる。
【0086】
また、この場合、接合部の面積を制御することにより、接合部に生じる応力の局所集中を緩和することができる。これにより、例えば、第1の基材21と第2の基材22との間で熱膨張率差が大きい場合でも、各基材21、22を確実に接合することができる。
さらに、この場合、接合部以外の領域では、プラズマ重合膜31とプラズマ重合膜32との間にわずかな隙間が生じる。したがって、接合体1中に残存したこの隙間に、閉空間や流路を形成したりすることができる。
なお、第1の被着体41と第2の被着体42とは、その中心が一致するように配置されてもよく、ずれた状態で配置されてもよい。
【0087】
以上のような本発明によれば、第1の被着体41と第2の被着体42との間の接合強度が5MPa(50kgf/cm2)以上の接合体1を効率よく製造することができる。このような接合強度を有する接合体1は、過酷な環境下にあっても、その剥離を十分に防止し得るものとなる。また、後述のように、接合体1を用いて、例えば液滴吐出ヘッドを構成した場合、耐久性に優れた液滴吐出ヘッドが得られる。
なお、接合体1を得た後、この接合体1に対して、必要に応じ、以下の2つの工程([4A]および[4B])のうちの少なくとも1つの工程を行うようにしてもよい。これにより、接合体1の接合強度のさらなる向上を図ることができる。
【0088】
[4A]図3(e)に示すように、得られた接合体1を、第1の基材21と第2の基材22とが互いに近づく方向に加圧する。これにより、接合体1の各部同士がより近接し、接合に寄与する活性手同士の結合が促進されることによって、接合体1における接合強度をより高めることができる。
また、接合体1を加圧することにより、接合体1中の接合界面に残存していた隙間を押し潰して、接合に寄与する面積をさらに広げることができる。これにより、接合体1における接合強度をさらに高めることができる。
このとき、接合体1を加圧する際の圧力は、接合体1が損傷を受けない程度の圧力で、できるだけ高い方が好ましい。これにより、この圧力に応じて接合体1における接合強度を高めることができる。
【0089】
なお、この圧力は、各基材21、22の構成材料や厚さ、接合装置等の条件に応じて、適宜調整すればよい。具体的には、0.2〜10MPa程度であるのが好ましく、1〜5MPa程度であるのがより好ましい。これにより、接合体1の接合強度を確実に高めることができる。なお、この圧力が前記上限値を上回っても構わないが、各基材21、22の構成材料によっては、各基材21、22に損傷等が生じるおそれがある。
また、加圧する時間は、特に限定されないが、10秒〜30分程度であるのが好ましい。なお、加圧する時間は、加圧する際の圧力に応じて適宜変更すればよい。具体的には、接合体1を加圧する際の圧力が高いほど、加圧する時間を短くしても、接合強度の向上を図ることができる。
【0090】
[4B]図3(e)に示すように、得られた接合体1を加熱する。これにより、接合体1における接合強度をより高めることができる。
このとき、接合体1を加熱する際の温度は、室温より高く、接合体1の耐熱温度未満であれば、特に限定されないが、好ましくは25〜100℃程度とされ、より好ましくは50〜100℃程度とされる。かかる範囲の温度で加熱すれば、接合体1が熱によって変質・劣化するのを確実に防止しつつ、接合強度を確実に高めることができる。
【0091】
また、加熱時間は、特に限定されないが、1〜30分程度であるのが好ましい。
また、前記工程[4A]、[4B]の双方を行う場合、これらを同時に行うのが好ましい。すなわち、図3(e)に示すように、接合体1を加圧しつつ、加熱するのが好ましい。これにより、加圧による効果と、加熱による効果とが相乗的に発揮され、接合体1の接合強度を特に高めることができる。
【0092】
≪第2実施形態≫
次に、本発明の接合方法の第2実施形態について説明する。
図5は、本発明の接合方法の第2実施形態を説明するための図(縦断面図)である。なお、以下の説明では、図5中の上側を「上」、下側を「下」と言う。
以下、接合方法の第2実施形態について説明するが、前記第1実施形態にかかる接合方法との相違点を中心に説明し、同様の事項については、その説明を省略する。
【0093】
本実施形態にかかる接合方法では、第2の被着体42のプラズマ重合膜32を省略するようにした以外は、前記第1実施形態と同様である。
すなわち、本実施形態にかかる接合方法では、図5(a)に示すように、第2の被着体42として、第2の基材22を用いる。そして、本実施形態では、図5(b)に示すように、1層のプラズマ重合膜31を介して、第1の基材21と第2の基材22とを接合する。
【0094】
このような方法では、第2の基材22にプラズマ重合膜32を形成する必要がないので、第2の基材22がプラズマに曝されるおそれがない。したがって、例えば、第2の基材22として耐プラズマ性に劣る部材を用いた場合であっても、第2の基材22の変質・劣化を防止することができる。このため、本実施形態によれば、耐プラズマ性を考慮することなく、多くの材料から第2の基材22の構成材料を選択することが可能となる。
【0095】
また、第2の基材22の第1の被着体41と接合される面(接合面24)には、あらかじめ、前述したような表面処理が中間層の形成を行うのが好ましい。
さらに、この接合面24が以下の基や物質を有する場合には、上記のような表面処理や中間層の形成を行わなくても、第1の被着体41と第2の被着体42とを強固に接合することができる。
【0096】
このような基や物質としては、例えば、水酸基、チオール基、カルボキシル基、アミノ基、ニトロ基、イミダゾール基のような官能基、ラジカル、開環分子、2重結合、3重結合のような不飽和結合、F、Cl、Br、Iのようなハロゲン、過酸化物からなる群から選択される少なくとも1つの基または物質が挙げられる。
また、このような基または物質を有する表面が得られるように、上述したような各種表面処理を適宜選択して行うことにより、第1の被着体41に対して特に強固に接合される第2の基材22が得られる。
【0097】
以上のような前記各実施形態にかかる接合方法は、種々の複数の部材同士を接合するのに用いることができる。
このような接合に供される部材としては、例えば、トランジスタ、ダイオード、メモリのような半導体素子、水晶発振子のような圧電素子、反射鏡、光学レンズ、回折格子、光学フィルターのような光学素子、太陽電池のような光電変換素子、半導体基板とそれに搭載される半導体素子、絶縁性基板と配線または電極、インクジェット式記録ヘッド、マイクロリアクタ、マイクロミラーのようなMEMS(Micro Electro Mechanical Systems)部品、圧力センサ、加速度センサのようなセンサ部品、半導体素子や電子部品のパッケージ部品、磁気記録媒体、光磁気記録媒体、光記録媒体のような記録媒体、液晶表示素子、有機EL素子、電気泳動表示素子のような表示素子用部品、燃料電池用部品等が挙げられる。
【0098】
<液滴吐出ヘッド>
ここでは、本発明の接合体をインクジェット式記録ヘッドに適用した場合の実施形態について説明する。
図6は、本発明の接合体を適用して得られたインクジェット式記録ヘッド(液滴吐出ヘッド)を示す分解斜視図、図7は、図6に示すインクジェット式記録ヘッドの主要部の構成を示す断面図、図8は、図6に示すインクジェット式記録ヘッドを備えるインクジェットプリンタの実施形態を示す概略図である。なお、図6は、通常使用される状態とは、上下逆に示されている。
図6に示すインクジェット式記録ヘッド10は、図8に示すようなインクジェットプリンタ(本発明の液滴吐出装置)9に搭載されている。
【0099】
図8に示すインクジェットプリンタ9は、装置本体92を備えており、上部後方に記録用紙Pを設置するトレイ921と、下部前方に記録用紙Pを排出する排紙口922と、上部面に操作パネル97とが設けられている。
操作パネル97は、例えば、液晶ディスプレイ、有機ELディスプレイ、LEDランプ等で構成され、エラーメッセージ等を表示する表示部(図示せず)と、各種スイッチ等で構成される操作部(図示せず)とを備えている。
また、装置本体92の内部には、主に、往復動するヘッドユニット93を備える印刷装置(印刷手段)94と、記録用紙Pを1枚ずつ印刷装置94に送り込む給紙装置(給紙手段)95と、印刷装置94および給紙装置95を制御する制御部(制御手段)96とを有している。
【0100】
制御部96の制御により、給紙装置95は、記録用紙Pを一枚ずつ間欠送りする。この記録用紙Pは、ヘッドユニット93の下部近傍を通過する。このとき、ヘッドユニット93が記録用紙Pの送り方向とほぼ直交する方向に往復移動して、記録用紙Pへの印刷が行なわれる。すなわち、ヘッドユニット93の往復動と記録用紙Pの間欠送りとが、印刷における主走査および副走査となって、インクジェット方式の印刷が行なわれる。
印刷装置94は、ヘッドユニット93と、ヘッドユニット93の駆動源となるキャリッジモータ941と、キャリッジモータ941の回転を受けて、ヘッドユニット93を往復動させる往復動機構942とを備えている。
【0101】
ヘッドユニット93は、その下部に、多数のノズル孔111を備えるインクジェット式記録ヘッド10(以下、単に「ヘッド10」と言う。)と、ヘッド10にインクを供給するインクカートリッジ931と、ヘッド10およびインクカートリッジ931を搭載したキャリッジ932とを有している。
なお、インクカートリッジ931として、イエロー、シアン、マゼンタ、ブラック(黒)の4色のインクを充填したものを用いることにより、フルカラー印刷が可能となる。
【0102】
往復動機構942は、その両端をフレーム(図示せず)に支持されたキャリッジガイド軸943と、キャリッジガイド軸943と平行に延在するタイミングベルト944とを有している。
キャリッジ932は、キャリッジガイド軸943に往復動自在に支持されるとともに、タイミングベルト944の一部に固定されている。
キャリッジモータ941の作動により、プーリを介してタイミングベルト944を正逆走行させると、キャリッジガイド軸943に案内されて、ヘッドユニット93が往復動する。そして、この往復動の際に、ヘッド10から適宜インクが吐出され、記録用紙Pへの印刷が行われる。
【0103】
給紙装置95は、その駆動源となる給紙モータ951と、給紙モータ951の作動により回転する給紙ローラ952とを有している。
給紙ローラ952は、記録用紙Pの送り経路(記録用紙P)を挟んで上下に対向する従動ローラ952aと駆動ローラ952bとで構成され、駆動ローラ952bは給紙モータ951に連結されている。これにより、給紙ローラ952は、トレイ921に設置した多数枚の記録用紙Pを、印刷装置94に向かって1枚ずつ送り込めるようになっている。なお、トレイ921に代えて、記録用紙Pを収容する給紙カセットを着脱自在に装着し得るような構成であってもよい。
【0104】
制御部96は、例えばパーソナルコンピュータやディジタルカメラ等のホストコンピュータから入力された印刷データに基づいて、印刷装置94や給紙装置95等を制御することにより印刷を行うものである。
制御部96は、いずれも図示しないが、主に、各部を制御する制御プログラム等を記憶するメモリ、圧電素子(振動源)14を駆動して、インクの吐出タイミングを制御する圧電素子駆動回路、印刷装置94(キャリッジモータ941)を駆動する駆動回路、給紙装置95(給紙モータ951)を駆動する駆動回路、および、ホストコンピュータからの印刷データを入手する通信回路と、これらに電気的に接続され、各部での各種制御を行うCPUとを備えている。
また、CPUには、例えば、インクカートリッジ931のインク残量、ヘッドユニット93の位置等を検出可能な各種センサ等が、それぞれ電気的に接続されている。
【0105】
制御部96は、通信回路を介して、印刷データを入手してメモリに格納する。CPUは、この印刷データを処理して、この処理データおよび各種センサからの入力データに基づいて、各駆動回路に駆動信号を出力する。この駆動信号により圧電素子14、印刷装置94および給紙装置95は、それぞれ作動する。これにより、記録用紙Pに印刷が行われる。
【0106】
以下、ヘッド10について、図6および図7を参照しつつ詳述する。
ヘッド10は、ノズル板11と、インク室基板12と、振動板13と、振動板13に接合された圧電素子(振動源)14とを備えるヘッド本体17と、このヘッド本体17を収納する基体16とを有している。なお、このヘッド10は、オンデマンド形のピエゾジェット式ヘッドを構成する。
【0107】
ノズル板11は、例えば、SiO2、SiN、石英ガラスのようなシリコン系材料、Al、Fe、Ni、Cuまたはこれらを含む合金のような金属系材料、アルミナ、酸化鉄のような酸化物系材料、カーボンブラック、グラファイトのような炭素系材料等で構成されている。
このノズル板11には、インク滴を吐出するための多数のノズル孔111が形成されている。これらのノズル孔111間のピッチは、印刷精度に応じて適宜設定される。
【0108】
ノズル板11には、インク室基板12が固着(固定)されている。
このインク室基板12は、ノズル板11、側壁(隔壁)122および後述する振動板13により、複数のインク室(キャビティ、圧力室)121と、インクカートリッジ931から供給されるインクを貯留するリザーバ室123と、リザーバ室123から各インク室121に、それぞれインクを供給する供給口124とが区画形成されている。
【0109】
各インク室121は、それぞれ短冊状(直方体状)に形成され、各ノズル孔111に対応して配設されている。各インク室121は、後述する振動板13の振動により容積可変であり、この容積変化により、インクを吐出するよう構成されている。
インク室基板12を得るための母材としては、例えば、シリコン単結晶基板、各種ガラス基板、各種樹脂基板等を用いることができる。これらの基板は、いずれも汎用的な基板であるので、これらの基板を用いることにより、ヘッド10の製造コストを低減することができる。
【0110】
一方、インク室基板12のノズル板11と反対側には、振動板13が接合され、さらに振動板13のインク室基板12と反対側には、複数の圧電素子14が設けられている。
また、振動板13の所定位置には、振動板13の厚さ方向に貫通して連通孔131が形成されている。この連通孔131を介して、前述したインクカートリッジ931からリザーバ室123に、インクが供給可能となっている。
【0111】
各圧電素子14は、それぞれ、下部電極142と上部電極141との間に圧電体層143を介挿してなり、各インク室121のほぼ中央部に対応して配設されている。各圧電素子14は、圧電素子駆動回路に電気的に接続され、圧電素子駆動回路の信号に基づいて作動(振動、変形)するよう構成されている。
各圧電素子14は、それぞれ、振動源として機能し、振動板13は、圧電素子14の振動により振動し、インク室121の内部圧力を瞬間的に高めるよう機能する。
基体16は、例えば各種樹脂材料、各種金属材料等で構成されており、この基体16にノズル板11が固定、支持されている。すなわち、基体16が備える凹部161に、ヘッド本体17を収納した状態で、凹部161の外周部に形成された段差162によりノズル板11の縁部を支持する。
【0112】
以上のような、ノズル板11とインク室基板12との接合、インク室基板12と振動板13との接合、およびノズル板11と基体16とを接合する際に、少なくとも1箇所において本発明の接合方法が適用されている。
このようなヘッド10は、接合部の接合界面の接合強度および耐薬品性が高くなっており、これにより、各インク室121に貯留されたインクに対する耐久性および液密性が高くなっている。その結果、ヘッド10は、信頼性の高いものとなる。
【0113】
また、非常に低温で信頼性の高い接合ができるため、線膨張係数の異なる材料でも大面積のヘッドができる点でも有利である。
このようなヘッド10は、圧電素子駆動回路を介して所定の吐出信号が入力されていない状態、すなわち、圧電素子14の下部電極142と上部電極141との間に電圧が印加されていない状態では、圧電体層143に変形が生じない。このため、振動板13にも変形が生じず、インク室121には容積変化が生じない。したがって、ノズル孔111からインク滴は吐出されない。
【0114】
一方、圧電素子駆動回路を介して所定の吐出信号が入力された状態、すなわち、圧電素子14の下部電極142と上部電極141との間に一定電圧が印加された状態では、圧電体層143に変形が生じる。これにより、振動板13が大きくたわみ、インク室121の容積変化が生じる。このとき、インク室121内の圧力が瞬間的に高まり、ノズル孔111からインク滴が吐出される。
【0115】
1回のインクの吐出が終了すると、圧電素子駆動回路は、下部電極142と上部電極141との間への電圧の印加を停止する。これにより、圧電素子14は、ほぼ元の形状に戻り、インク室121の容積が増大する。なお、このとき、インクには、インクカートリッジ931からノズル孔111へ向かう圧力(正方向への圧力)が作用している。このため、空気がノズル孔111からインク室121へ入り込むことが防止され、インクの吐出量に見合った量のインクがインクカートリッジ931(リザーバ室123)からインク室121へ供給される。
【0116】
このようにして、ヘッド10において、印刷させたい位置の圧電素子14に、圧電素子駆動回路を介して吐出信号を順次入力することにより、任意の(所望の)文字や図形等を印刷することができる。
なお、ヘッド10は、圧電素子14の代わりに電気熱変換素子を有していてもよい。つまり、ヘッド10は、電気熱変換素子による材料の熱膨張を利用してインクを吐出する構成(いわゆる、「バブルジェット方式」(「バブルジェット」は登録商標))のものであってもよい。
【0117】
かかる構成のヘッド10において、ノズル板11には、撥液性を付与することを目的に形成された被膜114が設けられている。これにより、ノズル孔111からインク滴が吐出される際に、このノズル孔111の周辺にインク滴が残存するのを確実に防止することができる。その結果、ノズル孔111から吐出されたインク滴を目的とする領域に確実に着弾させることができる。
【0118】
以上、本発明の接合方法、接合体、液滴吐出ヘッドおよび液滴吐出装置を、図示の実施形態に基づいて説明したが、本発明はこれらに限定されるものではない。
例えば、本発明の接合方法は、前記各実施形態のうち、任意の1つまたは2つ以上を組み合わせたものであってもよい。
また、本発明の接合方法では、必要に応じて、1以上の任意の目的の工程を追加してもよい。
また、前記各実施形態では、2枚の基材を接合する方法について説明しているが、3枚以上の基材を接合する場合に、本発明の接合方法を用いるようにしてもよい。
【実施例】
【0119】
次に、本発明の具体的実施例について説明する。
1.接合体の製造
(実施例1)
まず、第1の基材として、縦20mm×横20mm×平均厚さ1mmの単結晶シリコン基板を用意し、第2の基材として、縦20mm×横20mm×平均厚さ1mmのガラス基板を用意した。
次いで、単結晶シリコン基板およびガラス基板を、それぞれ図1に示すプラズマ重合装置100のチャンバー101内に収納し、酸素プラズマによる表面処理を行った。
【0120】
次に、表面処理を行った面に、平均厚さ200nmのプラズマ重合膜を成膜した。なお、成膜条件は以下に示す通りである。
<成膜条件>
・第1のガス(成膜の途中で、第1のガスを第2のガスで徐々に置換する)
原料ガスの組成 :オクタメチルトリシロキサン
原料ガスの流量 :50sccm
キャリアガスの組成 :アルゴン
キャリアガスの流量 :100sccm
第1のガス導入時の圧力:1Pa
【0121】
・第2のガス
組成 :窒素
流量 :100sccm
第2のガス導入時の圧力:1Pa
・高周波電力の出力 :100W→50W(ガス置換に同期して変更する)
・処理時間 :15分(このうち、第2のガスの導入は、30秒間)
・基板温度 :20℃
【0122】
このようにして成膜されたプラズマ重合膜は、オクタメチルトリシロキサン(原料ガス)の重合物で構成されており、シロキサン結合を含み、ランダムな原子構造を有するSi骨格と、アルキル基(脱離基)とを含むものである。
これにより、単結晶シリコン基板上にプラズマ重合膜を形成してなる第1の被着体、および、ガラス基板上にプラズマ重合膜を形成してなる第2の被着体を得た。
【0123】
次に、得られた第1の被着体および第2の被着体をチャンバーから取り出し、その1分後に、プラズマ重合膜同士が密着するように、各被着体を圧接した。これにより、接合体を得た。
次に、得られた接合体を3MPaで加圧しつつ、80℃で加熱し、15分間維持した。これにより、接合体の接合強度の向上を図った。
【0124】
(実施例2)
加熱の温度を80℃から25℃に変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例3〜12)
第1の基材の構成材料および第2の基材の構成材料を、それぞれ表1に示す材料に変更した以外は、前記実施例1と同様にして接合体を得た。
【0125】
(実施例13)
第1のガスに含まれるキャリアガスを、窒素ガスに変更した以外は、前記実施例1と同様にして接合体を得た。
(実施例14)
第2のガスを、アルゴンガスに変更した以外は、前記実施例1と同様にして接合体を得た。
【0126】
(実施例15)
第1の被着体および第2の被着体の作製後、チャンバー内の圧力を1Paに維持した状態で、各被着体同士とを圧接するようにした以外は、前記実施例1と同様にして接合体を得た。
(実施例16)
第1のガスを第2のガスで置換する際、一旦、第1のガスの供給および高周波電力の印加を停止して第1のガスのプラズマを消失させた後、第2のガスを供給してプラズマ化するようにした以外は、前記実施例1と同様にして接合体を得た。
(実施例17)
第2の基材に対するプラズマ重合膜の形成を省略し、第2の被着体として第2の基材をそのまま用いるようにした以外は、前記実施例1と同様にして接合体を得た。
【0127】
(比較例1)
シロキサン結合を含む液状材料を用いて、単結晶シリコン基板(第1の基材)上およびガラス基板(第2の基材)上にそれぞれシリコン系化合物からなる被膜を形成し、被膜同士が密着するように、これらの基材を圧接するようにした以外は、前記実施例1と同様にして接合体を得た。なお、被膜の形成は、以下のようにした。
【0128】
まず、ヘキサメチルジシラザン(HMDS)を気化させ、その気体に第1の基材および第2の基材を曝した。これにより、各基材上に、ヘキサメチルジシラザンの被膜を形成した。
次いで、これらの被膜に紫外線を照射した。そして、各被膜の紫外線照射面同士が密着するように、各基材同士を圧接した。
【0129】
(比較例2)
第2の基材として、PET基板を用いた以外は、前記比較例1と同様にして接合体を得た。
(比較例3〜6)
第1の基材の構成材料および第2の基材の構成材料を、それぞれ表1に示す材料とし、各基材間をエポキシ系接着剤で接着した以外は、前記実施例1と同様にして接合体を得た。
【0130】
2.接合体の評価
2.1 接合強度(割裂強度)の評価
各実施例および各比較例で得られた接合体について、それぞれ接合強度を測定した。
接合強度の測定は、各基材を引き剥がしたとき、剥がれる直前の強度を測定することにより行った。そして、接合強度を以下の基準にしたがって評価した。
なお、接合強度の測定は、接合体の形成直後と、接合体に温度サイクル試験(−40℃〜125℃、100回)を行った後のそれぞれにおいて行った。
【0131】
<接合強度の評価基準>
◎:10MPa(100kgf/cm2)以上
○: 5MPa( 50kgf/cm2)以上、10MPa(100kgf/cm2)未満
△: 1MPa( 10kgf/cm2)以上、 5MPa( 50kgf/cm2)未満
×: 1MPa( 10kgf/cm2)未満
【0132】
2.2 寸法精度の評価
各実施例および各比較例で得られた接合体について、それぞれ厚さ方向の寸法精度を測定した。
寸法精度の測定は、正方形の接合体の各角部の厚さを測定し、4箇所の厚さの最大値と最小値の差を算出することにより行った。そして、この差を以下の基準にしたがって評価した。
<寸法精度の評価基準>
○:10μm未満
×:10μm以上
【0133】
2.3 耐薬品性の評価
各実施例および各比較例で得られた接合体を、80℃に維持したインクジェットプリンタ用インク(エプソン社製、HQ4)に3週間と100日間浸漬した。その後、各基材を引き剥がし、接合界面にインクが浸入していないかを確認した。そして、その結果を以下の基準にしたがって評価した。
【0134】
<耐薬品性の評価基準>
◎:全く浸入していない
○:角部にわずかに浸入している
△:縁部に沿って浸入している
×:内側に浸入している
以上、2.1〜2.3の各評価結果を表1に示す。
【0135】
【表1】
【0136】
表1から明らかなように、各実施例で得られた接合体は、接合強度、寸法精度および耐薬品性のいずれの項目においても優れた特性を示した。
特に、基材が樹脂材料で構成されている場合、接合強度の向上が認められる。
また、プラズマ重合膜同士を接合する方が、プラズマ重合膜とその他の基材とを接合する場合に比べて、接合強度および耐薬品性において優れていた。
さらに、プラズマ重合膜の形成後、大気に曝すことなく接合を行うことによって、接合強度および耐薬品性の向上が認められた。
一方、シラザン系の接合膜を介して接合した場合(比較例1、2)、接合強度および耐薬品性が十分でなかった。
また、接着剤を介して接合した場合(比較例3〜6)、寸法精度および長期耐久性が十分でなかった。
【図面の簡単な説明】
【0137】
【図1】本発明の接合方法に用いられるプラズマ重合装置を模式的に示す縦断面図である。
【図2】本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。
【図3】本発明の接合方法の第1実施形態を説明するための図(縦断面図)である。
【図4】第1のガスを第2のガスで置換する際に、チャンバー内の雰囲気を模式的に説明する図を示す。
【図5】本発明の接合方法の第2実施形態を説明するための図(縦断面図)である。
【図6】本発明の接合体を適用して得られたインクジェット式記録ヘッド(液滴吐出ヘッド)を示す分解斜視図である。
【図7】図6に示すインクジェット式記録ヘッドの主要部の構成を示す断面図である。
【図8】図6に示すインクジェット式記録ヘッドを備えるインクジェットプリンタの実施形態を示す概略図である。
【符号の説明】
【0138】
1……接合体 21……第1の基材 22……第2の基材 23、24……接合面 31、32……プラズマ重合膜 41……第1の被着体 42……第2の被着体 100……プラズマ重合装置 101……チャンバー 102……接地線 103……供給口 104……排気口 130……第1の電極 139……静電チャック 170……ポンプ 171……圧力制御機構 180……電源回路 182……高周波電源 183……マッチングボックス 184……配線 190……ガス供給部 191……貯液部 192……気化装置 193、196……ガスボンベ 194……配管 195……拡散板 197、198、199……バルブ 10……インクジェット式記録ヘッド 11……ノズル板 111……ノズル孔 114……被膜 12……インク室基板 121……インク室 122……側壁 123……リザーバ室 124……供給口 13……振動板 131……連通孔 14……圧電素子 140……第2の電極 141……上部電極 142……下部電極 143……圧電体層 16……基体 161……凹部 162……段差 17……ヘッド本体 9……インクジェットプリンタ 92……装置本体 921……トレイ 922……排紙口 93……ヘッドユニット 931……インクカートリッジ 932……キャリッジ 94……印刷装置 941……キャリッジモータ 942……往復動機構 943……キャリッジガイド軸 944……タイミングベルト 95……給紙装置 951……給紙モータ 952……給紙ローラ 952a……従動ローラ 952b……駆動ローラ 96……制御部 97……操作パネル P……記録用紙
【特許請求の範囲】
【請求項1】
減圧雰囲気下において、シロキサン(Si−O)結合を含む原料ガスを含有する第1のガスをプラズマ化した後、前記第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、該第2のガスをプラズマ化することによって、基材上の少なくとも一部の領域にプラズマ重合膜を形成し、前記基材と前記プラズマ重合膜とを備える第1の被着体を得る第1の工程と、
該第1の被着体との接合に供される第2の被着体を用意し、前記プラズマ重合膜の表面と前記第2の被着体の表面とが密着するように、前記第1の被着体と前記第2の被着体とを圧接し、接合する第2の工程とを有することを特徴とする接合方法。
【請求項2】
前記第2の被着体は、基材と、該基材上に設けられ、前記プラズマ重合膜と同様のプラズマ重合膜とを備えるものであり、
前記第2の工程において、前記各プラズマ重合膜同士が密着するように、前記第1の被着体と前記第2の被着体とを圧接する請求項1に記載の接合方法。
【請求項3】
前記第2のガスにおける不活性ガスは、窒素ガスである請求項1または2に記載の接合方法。
【請求項4】
前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、同種のものである請求項1ないし3のいずれかに記載の接合方法。
【請求項5】
前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、種類の異なるものである請求項1ないし3のいずれかに記載の接合方法。
【請求項6】
前記第1のガスを前記第2のガスで置換する際、前記第1のガスがプラズマ化した状態を維持しつつ、前記第1のガスを前記第2のガスで徐々に置換する請求項1ないし5のいずれかに記載の接合方法。
【請求項7】
前記プラズマ化は、高周波電力の作用により行われるものであり、
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力より小さい請求項1ないし6のいずれかに記載の接合方法。
【請求項8】
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍である請求項7に記載の接合方法。
【請求項9】
前記第1の工程における減圧雰囲気の圧力は、0.01〜100Paである請求項1ないし8のいずれかに記載の接合方法。
【請求項10】
前記第1の工程の後、前記減圧雰囲気の圧力を大気圧未満に維持しつつ、前記第2の工程を行う請求項1ないし9のいずれかに記載の接合方法。
【請求項11】
前記第1のガスのプラズマ化と、前記第2のガスのプラズマ化を、同一のチャンバー内で行う請求項1ないし10のいずれかに記載の接合方法。
【請求項12】
前記原料ガスは、オクタメチルトリシロキサンを主成分とするものである請求項1ないし11のいずれかに記載の接合方法。
【請求項13】
前記プラズマ重合膜の平均厚さは、10〜10000nmである請求項1ないし12のいずれかに記載の接合方法。
【請求項14】
前記第1の被着体と前記第2の被着体とが、請求項1ないし13のいずれかに記載の接合方法により接合されてなることを特徴とする接合体。
【請求項15】
ノズルプレートと、キャビティ基板と、振動板とを備え、
前記ノズルプレートと前記キャビティ基板との間、および、前記キャビティ基板と前記振動板との間の少なくとも一方が、請求項1ないし13のいずれかに記載の接合方法により接合されてなることを特徴とする液滴吐出ヘッド。
【請求項16】
請求項15に記載の液滴吐出ヘッドを備えることを特徴とする液滴吐出装置。
【請求項1】
減圧雰囲気下において、シロキサン(Si−O)結合を含む原料ガスを含有する第1のガスをプラズマ化した後、前記第1のガスを、不活性ガスを主成分とする第2のガスで置換するとともに、該第2のガスをプラズマ化することによって、基材上の少なくとも一部の領域にプラズマ重合膜を形成し、前記基材と前記プラズマ重合膜とを備える第1の被着体を得る第1の工程と、
該第1の被着体との接合に供される第2の被着体を用意し、前記プラズマ重合膜の表面と前記第2の被着体の表面とが密着するように、前記第1の被着体と前記第2の被着体とを圧接し、接合する第2の工程とを有することを特徴とする接合方法。
【請求項2】
前記第2の被着体は、基材と、該基材上に設けられ、前記プラズマ重合膜と同様のプラズマ重合膜とを備えるものであり、
前記第2の工程において、前記各プラズマ重合膜同士が密着するように、前記第1の被着体と前記第2の被着体とを圧接する請求項1に記載の接合方法。
【請求項3】
前記第2のガスにおける不活性ガスは、窒素ガスである請求項1または2に記載の接合方法。
【請求項4】
前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、同種のものである請求項1ないし3のいずれかに記載の接合方法。
【請求項5】
前記第1のガスは、さらに、不活性ガスを含んだものであり、
前記第1のガスが含む不活性ガスと、前記第2のガスが含む不活性ガスとは、種類の異なるものである請求項1ないし3のいずれかに記載の接合方法。
【請求項6】
前記第1のガスを前記第2のガスで置換する際、前記第1のガスがプラズマ化した状態を維持しつつ、前記第1のガスを前記第2のガスで徐々に置換する請求項1ないし5のいずれかに記載の接合方法。
【請求項7】
前記プラズマ化は、高周波電力の作用により行われるものであり、
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力より小さい請求項1ないし6のいずれかに記載の接合方法。
【請求項8】
前記第2のガスをプラズマ化するための高周波電力は、前記第1のガスをプラズマ化するための高周波電力の0.3〜0.7倍である請求項7に記載の接合方法。
【請求項9】
前記第1の工程における減圧雰囲気の圧力は、0.01〜100Paである請求項1ないし8のいずれかに記載の接合方法。
【請求項10】
前記第1の工程の後、前記減圧雰囲気の圧力を大気圧未満に維持しつつ、前記第2の工程を行う請求項1ないし9のいずれかに記載の接合方法。
【請求項11】
前記第1のガスのプラズマ化と、前記第2のガスのプラズマ化を、同一のチャンバー内で行う請求項1ないし10のいずれかに記載の接合方法。
【請求項12】
前記原料ガスは、オクタメチルトリシロキサンを主成分とするものである請求項1ないし11のいずれかに記載の接合方法。
【請求項13】
前記プラズマ重合膜の平均厚さは、10〜10000nmである請求項1ないし12のいずれかに記載の接合方法。
【請求項14】
前記第1の被着体と前記第2の被着体とが、請求項1ないし13のいずれかに記載の接合方法により接合されてなることを特徴とする接合体。
【請求項15】
ノズルプレートと、キャビティ基板と、振動板とを備え、
前記ノズルプレートと前記キャビティ基板との間、および、前記キャビティ基板と前記振動板との間の少なくとも一方が、請求項1ないし13のいずれかに記載の接合方法により接合されてなることを特徴とする液滴吐出ヘッド。
【請求項16】
請求項15に記載の液滴吐出ヘッドを備えることを特徴とする液滴吐出装置。
【図1】

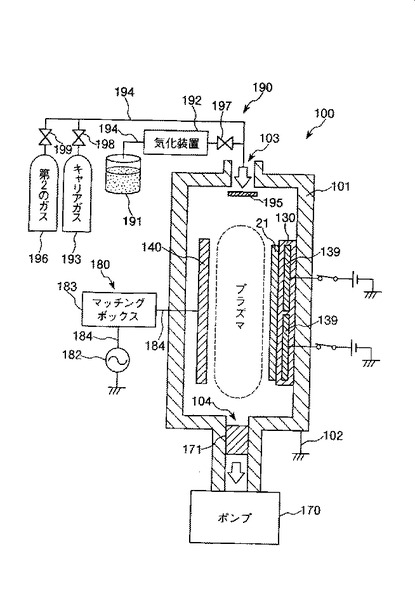
【図2】
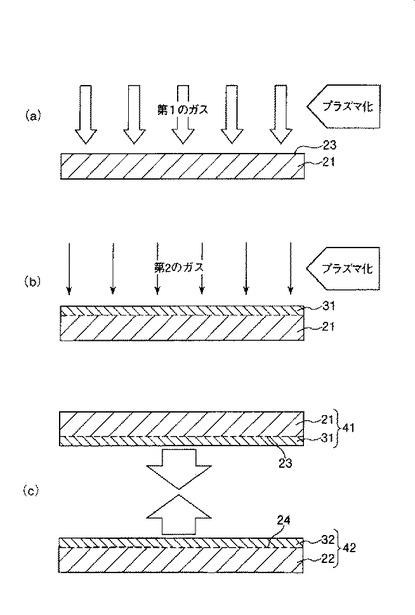
【図3】
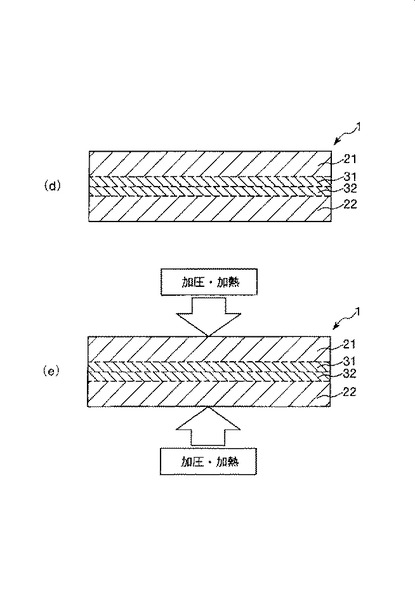
【図4】
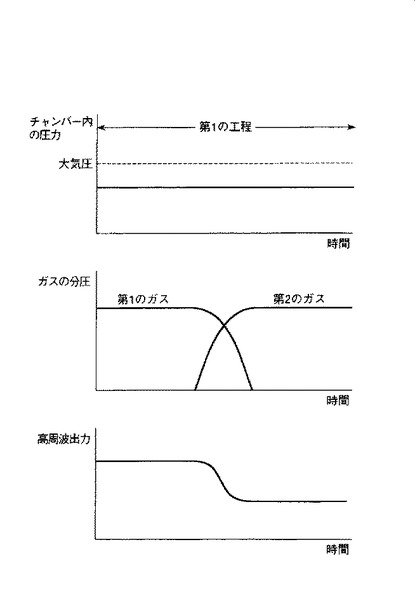
【図5】
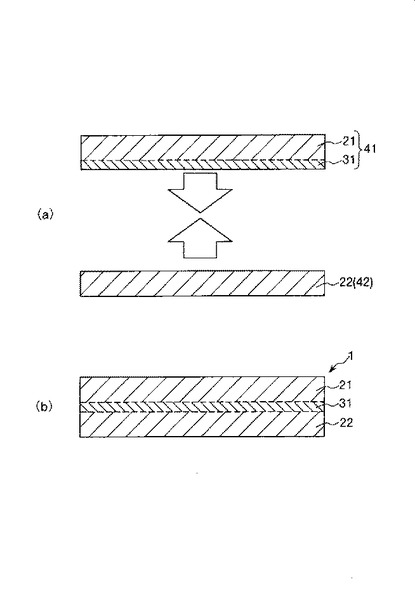
【図6】

【図7】
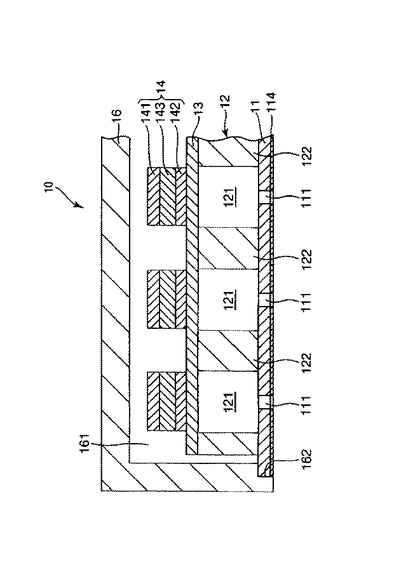
【図8】
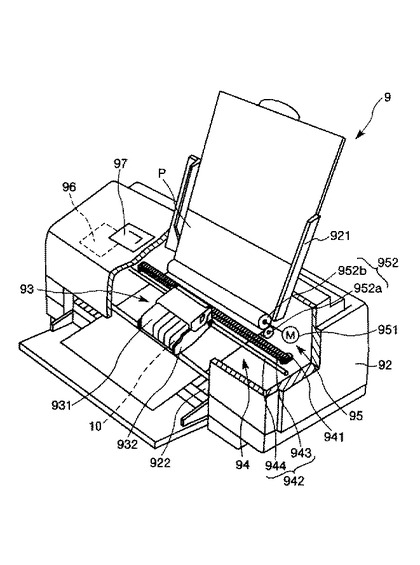
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2009−249403(P2009−249403A)
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願番号】特願2008−95472(P2008−95472)
【出願日】平成20年4月1日(2008.4.1)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
【公開日】平成21年10月29日(2009.10.29)
【国際特許分類】
【出願日】平成20年4月1日(2008.4.1)
【出願人】(000002369)セイコーエプソン株式会社 (51,324)
【Fターム(参考)】
[ Back to top ]