
接合方法及び接合装置
【課題】金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ること。
【解決手段】接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、予め前記金属めっきを加熱し、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする。
【解決手段】接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、予め前記金属めっきを加熱し、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は異種金属材料の固相接合技術に関するものである。
【背景技術】
【0002】
金属部材間の接合方法として、摩擦熱を利用した摩擦接合方法が提案されている(特許文献1及び2)。摩擦接合方法は接合する金属部材を互いに重ね合わせ、一方の金属部材側から回転ツールを押し込むものである。回転ツールを押し込むことにより、その金属部材が摩擦熱で軟化し、塑性流動を生じて、接合対象である金属部材間が固相接合するものである。
【0003】
この摩擦接合方法は、異種金属部材間の接合に有利である。すなわち、アーク溶接等の金属部材の溶融を伴う接合方法では、融点や熱伝導率等の物理特性が異なる異種金属部材間を均一に溶融することが困難であり、また、異種金属部材間に、強度が脆い金属間化合物が生じるため、十分な強度が得られない。これに対し、摩擦接合方法では金属間化合物の生成が抑制され、より高い接合強度が得られる。特許文献1にはこのような摩擦接合方法において、回転ツールの磨耗を防止するために、回転ツールが当接する金属部材を予め加熱して軟化させる方法が開示されている。
【0004】
一方、一般に金属部材の表面には酸化被膜が存在する。摩擦接合方法においては金属部材の新生面同士が接触することでより高い接合強度が得られるため、酸化被膜が存在すると新生面同士が接触せず、金属部材間の接合強度を低下させる原因となる。ここで、接合される2つの金属部材のうち、回転ツールが押し込まれる一方の金属部材の酸化被膜は当該金属部材の塑性流動により破壊される。しかし、回転ツールが押し込まれない他方の金属部材の酸化被膜は残ってしまう。このため、特許文献2には酸化被膜の生成を妨げる金属めっきを予め金属部材の表面に形成しておくことが開示されている。この金属めっきは回転ツールの加圧力により接合箇所から排出されるか、或いは、回転ツールが押し込まれる金属部材中に取り込まれるため、金属部材の新生面同士を接触させることが可能である。
【0005】
【特許文献1】特開2006−21217号公報
【特許文献2】特開2005−34879号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献2のように金属めっきが施された金属部材と、他の金属部材とを摩擦接合方法により接合する場合には、回転ツールの加圧により、金属めっきが接合界面からより効果的に排出され、新生面同士がより広範囲で接触することが望ましい。しかし、金属めっきにはその物理特性が異なる複数種類のものが存在しており、金属めっきの種類により接合界面から排出される度合いも異なる。
【0007】
従って、本発明の目的は、金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ることにある。
【課題を解決するための手段】
【0008】
本発明によれば、接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、予め前記金属めっきを加熱し、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合方法が提供される。
【0009】
この接合方法によれば、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールが前記第2金属部材に押し込まれる。固相線温度を超えた前記金属めっきは、液相状態又は液相と固相との混合状態となり、この状態にて前記回転ツールを前記第2金属部材に押し込むことにより、前記金属めっきの接合界面からの排出が促進される。よって、前記第1及び第2金属部材の新生面同士がより広範囲で接触し、接合強度を高められ、前記金属めっきの種類に応じて高い接合強度が得られる。
【0010】
また、本発明においては、前記金属めっきを、前記回転ツールと対向して配置され、前記第1金属部材に当接する受け部材に設けた熱源により加熱する構成を採用できる。この構成によれば、前記金属めっきの加熱に際し、相対的に低融点である前記第2金属部材への加熱の影響を抑制できる。
【0011】
また、本発明においては、前記第1金属部材が、前記金属めっきとして防錆めっきが施された鋼板であり、前記第2金属部材がアルミニウム合金板である構成を採用できる。本発明は、接合強度の点で鋼板とアルミニウム合金板との接合に好適である。また、酸化防止のために予め防錆めっきが施された鋼板の接合に好適である。
【0012】
また、本発明によれば、接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合装置において、前記回転ツールを駆動する駆動手段と、前記回転ツールに対向して配置され、前記第1金属部材に当接する受け部材と、前記金属めっきを加熱する加熱手段と、を備え、前記駆動手段は、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合装置が提供される。
【0013】
この接合装置も上述した接合方法と同様の効果が得られる。
【発明の効果】
【0014】
以上述べた通り、本発明によれば、金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ることにある。
【発明を実施するための最良の形態】
【0015】
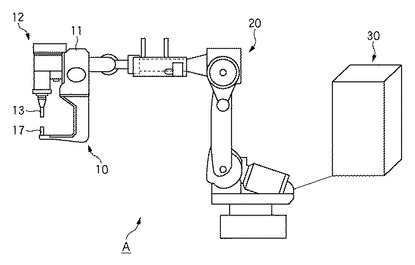
図1は本発明の一実施形態に係る接合装置Aの概略構成図である。接合装置Aは例えば自動車のボディを構成する金属材料間の複数箇所を点接合する装置であり、接合ユニット10と、ロボット20と、制御盤30と、を備える。ロボット20は汎用的な6軸垂直多関節型ロボットであり、接合ユニット10を3次元的に移動させ、接合ユニット10と接合部位との位置合わせを行なうロボットである。制御盤30は不図示のホストコンピュータと通信可能に接続され、ホストコンピュータからの指示により接合ユニット10及びロボット20を制御する。
【0016】
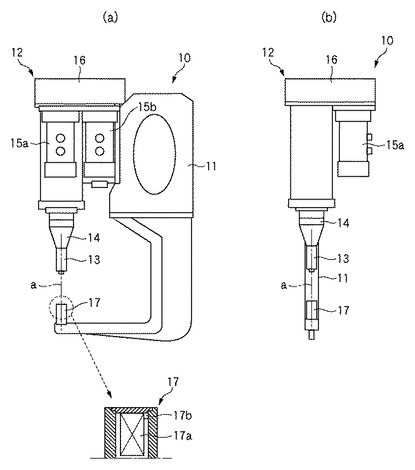
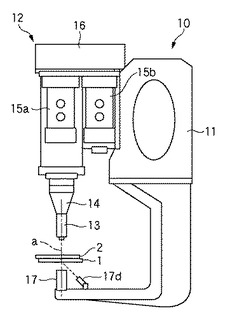
次に接合ユニット10の構成を説明する。図2(a)は接合ユニット10の正面図及び部分断面拡大図、図2(b)は接合ユニット10の左側面図である。接合ユニット10は、ロボット20に連結されるフレーム部11と、フレーム部11に支持された駆動ユニット12と、を備える。
【0017】
駆動ユニット12は、回転ツール13と、回転ツール13を支持するチャック部14と、チャック部14と共に回転ツール13を回転させる駆動源となるモータ15aと、チャック部14と共に回転ツール13を昇降する駆動源となるモータ15bと、駆動機構が内蔵された駆動機構収容部16と、を備える。駆動機構収納部16内にはベルト伝動機構等の公知の駆動機構が内蔵されており、モータ15aの回転力をチャック部14に伝達して回転ツール13を軸線a回りに回転させる。また、駆動機構収納部16内にはベルト伝動機構及びボールネジ機構等の公知の駆動機構により、モータ15bの回転力を上下方向に変換してチャック部14に伝達し、回転ツール13を軸線a方向に昇降させる。このような駆動機構、モータ15a及び15bは回転ツール13を駆動する駆動手段として機能する。
【0018】
回転ツール13は軸線aと同心の円柱状をなし、その先端のショルダ部13aには突起(ピン部13b)が設けられている。回転ツール13は種々の構成のものが採用可能であり、ショルダ部13aはピン部13b回りに軸線a方向に深くなる傾斜面として形成したものが好ましい。フレーム部11には、回転ツール13と対向して受け部材17が配設されている。本実施形態の場合、受け部材17は軸線aと同心の円柱状をなしているが、種々の構成のものが採用可能である。受け部材17の内部には熱源17aと、温度センサ17bとが配設されている。熱源17aは例えば電磁波加熱装置、特に、高周波誘導加熱デバイスであるが種々の熱源が採用できる。温度センサ17bは例えば熱電対であるが、温度を検知するセンサであればその構成は問われない。
【0019】
次に、接合ユニット10による異種金属部材の点接合の原理について図3を参照して説明する。本実施形態は、接合箇所に金属めっきが施された第1金属部材と、第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせて接合するものである。
【0020】
第1金属部材は例えば鋼板であり、第2金属部材は例えばアルミニウム合金板である。鋼板には一般に、合金化処理溶融亜鉛めっき(Fe−Zn2元系めっき等)や電気合金亜鉛めっき等の防錆用の金属めっきがその表面に施されている。この金属めっきは鋼板の表面に酸化被膜が形成されることを防止する点で上記の通り摩擦接合においても有利に働く。しかし、接合界面に金属めっきが残存すると接合強度が低下する。接合界面から金属めっきが効果的に排出されるためには、金属めっきが軟化していることが望ましい。しかし、摩擦接合時の摩擦熱が低いと金属めっきが軟化せず、金属めっきが効果的に排出されない。そこで、本実施形態では金属めっきを予め加熱する。
【0021】
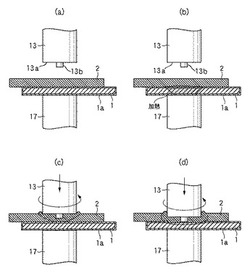
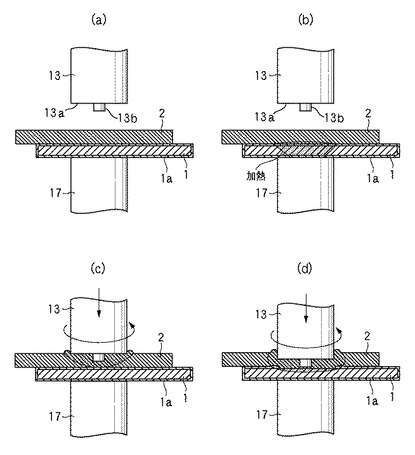
図3(a)は接合ユニット10が接合箇所に位置している状態を示す。接合対象となる第1金属部材1にはその表面に金属めっき1aが施されており、接合箇所も金属めっき1aに覆われている。第1金属部材1と第2金属部材2とは互いに重ね合わされて、回転ツール13と受け部材17との間に配設され、受け部材17は第1金属部材1に当接している。
【0022】
次に、図3(b)に示すように熱源17aを作動させて金属めっき1aを加熱する。熱源17aからの熱は受け部材17及び第1金属部材1を伝播して第1金属部材1及び第2金属部材2との界面に存在する金属めっき1aを加熱する。なお、同図の例では回転ツール13が第2金属部材2から離間しているが、回転ツール13を第2金属部材2に当接させて、第1金属部材1及び第2金属部材2を回転ツール13と受け部材17とで挟持させてもよい。但し、この段階では回転ツール13を第2金属部材2に押し込むことはしない。
【0023】
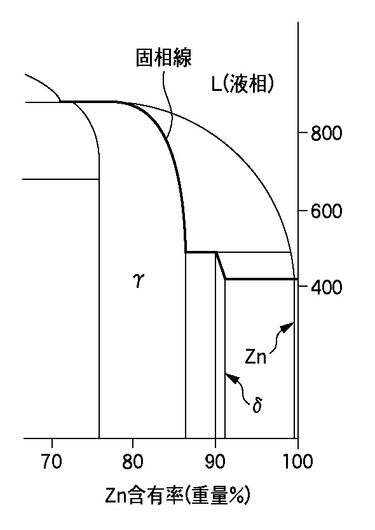
次に、図3(c)に示すように回転ツール13を回転させて第2金属部材2に回転ツール13を押し込む。押し込むタイミングは、金属めっき1aの温度が少なくともその固相線温度を超えたことを条件とする。固相線温度はその金属めっきの組成により決定される。図4はNi−Zn2元系状態図であり、太線が固相線である。金属めっき1aとして、例えば、電気合金亜鉛めっき(Zn−10重量%Ni)が採用されている場合、図4の状態図からその固相線温度は約490度である。
【0024】
本実施形態の場合、金属めっき1aの温度を検出するために温度センサ17bが設けられている。温度センサ17bは受け部材17の表面(第1金属部材1との当接面)近傍に配設されており、金属めっき1aの温度を直接検出することはできないが、第1金属部材1及び受け部材17を介して金属めっき1aの温度を間接的に検出する。従って、回転ツール13を押し込むタイミングは、ある程度の余裕を見て、温度センサ17bの検出結果が固相線温度から一定温度高い温度を検出した時点に設定することが好ましい。一方、熱源17aによる熱は第2金属部材2にも伝播するところ、第2金属部材2はその融点に達すると塑性流動を生じなくなってしまう。
【0025】
従って、温度センサ17bの検出結果により予想される金属めっき1aの温度が、その固相線温度を越え、かつ、第2金属部材2の融点温度未満の間のいずれかの温度において回転ツール13を押し込むタイミングを設定することが好ましい。例えば、第2金属部材2がアルミニウム合金板であり、金属めっき1aが電気合金亜鉛めっき(Zn−10重量%Ni)である場合、金属めっき1aの温度が約490度(固相線温度)を超えて、660度(アルミニウム合金の融点)未満の範囲内で、回転ツール13を押し込むタイミングを設定することが望ましく、温度センサ17bの検知結果で言えば、余裕を見て、500度〜600度の範囲のいずれかの温度を契機として回転ツール13を押し込むことが望ましい。
【0026】
図3に戻り、図3(c)に示すように回転ツール13を回転させて第2金属部材2に回転ツール13を押し込むと、第2金属部材2が摩擦熱で軟化し、塑性流動が生じる。回転ツール13の押し込み量により、摩擦熱の伝播範囲が広がり、図3(d)に示すように第1金属部材1と第2金属部材2との界面付近においても第2金属部材2の塑性流動が生じる。
【0027】
この時、予め加熱されてその固相線温度を超えている金属めっき1aは、液相状態又は液相と固相との混合状態となり、軟化した状態にある。このため、第2金属部材2の塑性流動により金属めっき1aが接合界面から排出されることが促進される。また、第2金属部材2の表面に酸化被膜が存在している場合にも第2金属部材2の塑性流動により破壊され、接合界面から排出されることが促進される。こうして接合界面において、第1金属部材1と第2金属部材との双方の新生面同士が接触し、回転ツール13の加圧力により両者が固相接合されることになる。
【0028】
なお、回転ツール13の押し込みの間、熱源17による加熱は継続することを基本とするが、回転ツール13の押し込みが短時間で終了し、加熱を継続しなくても金属めっき1aの温度がその固相線温度を超えた状態が維持される場合には、熱源17による加熱を接合完了前に終了してもよい。
【0029】
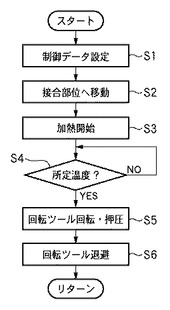
次に、制御盤30による接合ユニット10及びロボット20の制御例について説明する。図5は1単位の点接合処理に関する制御盤30が実行する処理を示すフローチャートである。S1では制御データの設定を行なう。ここでは、不図示のホストコンピュータの指令により、これから接合する接合部位の3次元座標データ、回転ツール13の駆動条件(回転数、押し込み量、押し込み時間等)、金属めっき1aの加熱温度、等が設定される。
【0030】
S2ではロボット20を制御して、S1で設定された接合部位に接合ユニット10を移動させる。移動後、S3では熱源17aを作動して金属めっき1aの加熱を開始する。S4では温度センサ17aの検出結果を取得して、当該検出結果がS1で設定した加熱温度を超えているか否かを判定する。この加熱温度は上記の通り、金属めっき1aの固相線温度よりも高い温度である。該当する場合はS5へ進み、そうでない場合は待ちとなる。なお、本実施形態では温度センサ17aの検出結果を利用しているが、例えば、加熱時間により金属めっき1aがその固相線温度を越えているかを判断するようにしてもよい。つまり、加熱時間により金属めっき1aの温度を推定して制御するような構成も採用可能である。
【0031】
S5では回転ツール13の回転及び第2金属部材2への押し込みを開始する。S1で設定した回転ツール13の駆動条件を満たすとS6へ進み、回転ツール13を第2金属部材2から退避させ、また、熱源17aの作動を停止する。以上により一単位の処理が終了し、次の接合部位について同様の処理を繰り返すことになる。なお、複数の接合部位を連続して接合する場合であって、接合条件が同じ場合は熱源17aを連続して作動させておいてもよい。
【0032】
<他の実施形態>
上記実施形態では熱源17aを受け部材17に内蔵する構成としたが、これに限られず、金属めっき1aを加熱する手段は種々の手段を採用できる。例えば、図6に示すように熱源17aに代えてレーザ照射装置17a’を設け、レーザの照射による加熱を行なってもよい。なお、第1金属部材1と第2金属部材2の接合界面に存する金属めっき1aの加熱は、通常、第1金属部材1か第2金属部材2を介して間接的に行なうことになる。この場合、図2の例や図6の例のように、相対的に融点が高い第1金属部材1側から行なうことが好ましい。こうすることで第2金属部材2をその融点付近まで誤って加熱する場合を避けることができる。
【0033】
また、上記実施形態では金属めっき1aとしてNi−Zn2元系めっきを用いた場合について説明したが、これに限られず、合金化処理溶融亜鉛めっきとしてZn−Fe10重量%2元系めっきを用いることも勿論可能であり、その固相線温度は約530度であるので、この場合は金属めっき1aをこの固相線温度以上に加熱すればよい。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施形態に係る接合装置Aの概略構成図である。
【図2】(a)は接合ユニット10の正面図及び部分断面拡大図、(b)は接合ユニット10の左側面図である。
【図3】(a)乃至(d)は接合ユニット10の動作説明図である。
【図4】Ni−Zn2元系状態図である。
【図5】制御盤30が実行する処理を示すフローチャートである。
【図6】接合ユニット10の他の例を示す図である。
【符号の説明】
【0035】
A 接合装置
1 第1金属部材
1a 金属めっき
2 第2金属部材
10 接合ユニット
13 回転ツール
17 受け部材
17a 熱源
20 ロボット
30 制御盤30
【技術分野】
【0001】
本発明は異種金属材料の固相接合技術に関するものである。
【背景技術】
【0002】
金属部材間の接合方法として、摩擦熱を利用した摩擦接合方法が提案されている(特許文献1及び2)。摩擦接合方法は接合する金属部材を互いに重ね合わせ、一方の金属部材側から回転ツールを押し込むものである。回転ツールを押し込むことにより、その金属部材が摩擦熱で軟化し、塑性流動を生じて、接合対象である金属部材間が固相接合するものである。
【0003】
この摩擦接合方法は、異種金属部材間の接合に有利である。すなわち、アーク溶接等の金属部材の溶融を伴う接合方法では、融点や熱伝導率等の物理特性が異なる異種金属部材間を均一に溶融することが困難であり、また、異種金属部材間に、強度が脆い金属間化合物が生じるため、十分な強度が得られない。これに対し、摩擦接合方法では金属間化合物の生成が抑制され、より高い接合強度が得られる。特許文献1にはこのような摩擦接合方法において、回転ツールの磨耗を防止するために、回転ツールが当接する金属部材を予め加熱して軟化させる方法が開示されている。
【0004】
一方、一般に金属部材の表面には酸化被膜が存在する。摩擦接合方法においては金属部材の新生面同士が接触することでより高い接合強度が得られるため、酸化被膜が存在すると新生面同士が接触せず、金属部材間の接合強度を低下させる原因となる。ここで、接合される2つの金属部材のうち、回転ツールが押し込まれる一方の金属部材の酸化被膜は当該金属部材の塑性流動により破壊される。しかし、回転ツールが押し込まれない他方の金属部材の酸化被膜は残ってしまう。このため、特許文献2には酸化被膜の生成を妨げる金属めっきを予め金属部材の表面に形成しておくことが開示されている。この金属めっきは回転ツールの加圧力により接合箇所から排出されるか、或いは、回転ツールが押し込まれる金属部材中に取り込まれるため、金属部材の新生面同士を接触させることが可能である。
【0005】
【特許文献1】特開2006−21217号公報
【特許文献2】特開2005−34879号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献2のように金属めっきが施された金属部材と、他の金属部材とを摩擦接合方法により接合する場合には、回転ツールの加圧により、金属めっきが接合界面からより効果的に排出され、新生面同士がより広範囲で接触することが望ましい。しかし、金属めっきにはその物理特性が異なる複数種類のものが存在しており、金属めっきの種類により接合界面から排出される度合いも異なる。
【0007】
従って、本発明の目的は、金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ることにある。
【課題を解決するための手段】
【0008】
本発明によれば、接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、予め前記金属めっきを加熱し、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合方法が提供される。
【0009】
この接合方法によれば、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールが前記第2金属部材に押し込まれる。固相線温度を超えた前記金属めっきは、液相状態又は液相と固相との混合状態となり、この状態にて前記回転ツールを前記第2金属部材に押し込むことにより、前記金属めっきの接合界面からの排出が促進される。よって、前記第1及び第2金属部材の新生面同士がより広範囲で接触し、接合強度を高められ、前記金属めっきの種類に応じて高い接合強度が得られる。
【0010】
また、本発明においては、前記金属めっきを、前記回転ツールと対向して配置され、前記第1金属部材に当接する受け部材に設けた熱源により加熱する構成を採用できる。この構成によれば、前記金属めっきの加熱に際し、相対的に低融点である前記第2金属部材への加熱の影響を抑制できる。
【0011】
また、本発明においては、前記第1金属部材が、前記金属めっきとして防錆めっきが施された鋼板であり、前記第2金属部材がアルミニウム合金板である構成を採用できる。本発明は、接合強度の点で鋼板とアルミニウム合金板との接合に好適である。また、酸化防止のために予め防錆めっきが施された鋼板の接合に好適である。
【0012】
また、本発明によれば、接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合装置において、前記回転ツールを駆動する駆動手段と、前記回転ツールに対向して配置され、前記第1金属部材に当接する受け部材と、前記金属めっきを加熱する加熱手段と、を備え、前記駆動手段は、前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合装置が提供される。
【0013】
この接合装置も上述した接合方法と同様の効果が得られる。
【発明の効果】
【0014】
以上述べた通り、本発明によれば、金属めっきが施された金属部材と他の金属部材とを摩擦接合方法により接合するに際し、金属めっきの種類に応じてより高い接合強度を得ることにある。
【発明を実施するための最良の形態】
【0015】
図1は本発明の一実施形態に係る接合装置Aの概略構成図である。接合装置Aは例えば自動車のボディを構成する金属材料間の複数箇所を点接合する装置であり、接合ユニット10と、ロボット20と、制御盤30と、を備える。ロボット20は汎用的な6軸垂直多関節型ロボットであり、接合ユニット10を3次元的に移動させ、接合ユニット10と接合部位との位置合わせを行なうロボットである。制御盤30は不図示のホストコンピュータと通信可能に接続され、ホストコンピュータからの指示により接合ユニット10及びロボット20を制御する。
【0016】
次に接合ユニット10の構成を説明する。図2(a)は接合ユニット10の正面図及び部分断面拡大図、図2(b)は接合ユニット10の左側面図である。接合ユニット10は、ロボット20に連結されるフレーム部11と、フレーム部11に支持された駆動ユニット12と、を備える。
【0017】
駆動ユニット12は、回転ツール13と、回転ツール13を支持するチャック部14と、チャック部14と共に回転ツール13を回転させる駆動源となるモータ15aと、チャック部14と共に回転ツール13を昇降する駆動源となるモータ15bと、駆動機構が内蔵された駆動機構収容部16と、を備える。駆動機構収納部16内にはベルト伝動機構等の公知の駆動機構が内蔵されており、モータ15aの回転力をチャック部14に伝達して回転ツール13を軸線a回りに回転させる。また、駆動機構収納部16内にはベルト伝動機構及びボールネジ機構等の公知の駆動機構により、モータ15bの回転力を上下方向に変換してチャック部14に伝達し、回転ツール13を軸線a方向に昇降させる。このような駆動機構、モータ15a及び15bは回転ツール13を駆動する駆動手段として機能する。
【0018】
回転ツール13は軸線aと同心の円柱状をなし、その先端のショルダ部13aには突起(ピン部13b)が設けられている。回転ツール13は種々の構成のものが採用可能であり、ショルダ部13aはピン部13b回りに軸線a方向に深くなる傾斜面として形成したものが好ましい。フレーム部11には、回転ツール13と対向して受け部材17が配設されている。本実施形態の場合、受け部材17は軸線aと同心の円柱状をなしているが、種々の構成のものが採用可能である。受け部材17の内部には熱源17aと、温度センサ17bとが配設されている。熱源17aは例えば電磁波加熱装置、特に、高周波誘導加熱デバイスであるが種々の熱源が採用できる。温度センサ17bは例えば熱電対であるが、温度を検知するセンサであればその構成は問われない。
【0019】
次に、接合ユニット10による異種金属部材の点接合の原理について図3を参照して説明する。本実施形態は、接合箇所に金属めっきが施された第1金属部材と、第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせて接合するものである。
【0020】
第1金属部材は例えば鋼板であり、第2金属部材は例えばアルミニウム合金板である。鋼板には一般に、合金化処理溶融亜鉛めっき(Fe−Zn2元系めっき等)や電気合金亜鉛めっき等の防錆用の金属めっきがその表面に施されている。この金属めっきは鋼板の表面に酸化被膜が形成されることを防止する点で上記の通り摩擦接合においても有利に働く。しかし、接合界面に金属めっきが残存すると接合強度が低下する。接合界面から金属めっきが効果的に排出されるためには、金属めっきが軟化していることが望ましい。しかし、摩擦接合時の摩擦熱が低いと金属めっきが軟化せず、金属めっきが効果的に排出されない。そこで、本実施形態では金属めっきを予め加熱する。
【0021】
図3(a)は接合ユニット10が接合箇所に位置している状態を示す。接合対象となる第1金属部材1にはその表面に金属めっき1aが施されており、接合箇所も金属めっき1aに覆われている。第1金属部材1と第2金属部材2とは互いに重ね合わされて、回転ツール13と受け部材17との間に配設され、受け部材17は第1金属部材1に当接している。
【0022】
次に、図3(b)に示すように熱源17aを作動させて金属めっき1aを加熱する。熱源17aからの熱は受け部材17及び第1金属部材1を伝播して第1金属部材1及び第2金属部材2との界面に存在する金属めっき1aを加熱する。なお、同図の例では回転ツール13が第2金属部材2から離間しているが、回転ツール13を第2金属部材2に当接させて、第1金属部材1及び第2金属部材2を回転ツール13と受け部材17とで挟持させてもよい。但し、この段階では回転ツール13を第2金属部材2に押し込むことはしない。
【0023】
次に、図3(c)に示すように回転ツール13を回転させて第2金属部材2に回転ツール13を押し込む。押し込むタイミングは、金属めっき1aの温度が少なくともその固相線温度を超えたことを条件とする。固相線温度はその金属めっきの組成により決定される。図4はNi−Zn2元系状態図であり、太線が固相線である。金属めっき1aとして、例えば、電気合金亜鉛めっき(Zn−10重量%Ni)が採用されている場合、図4の状態図からその固相線温度は約490度である。
【0024】
本実施形態の場合、金属めっき1aの温度を検出するために温度センサ17bが設けられている。温度センサ17bは受け部材17の表面(第1金属部材1との当接面)近傍に配設されており、金属めっき1aの温度を直接検出することはできないが、第1金属部材1及び受け部材17を介して金属めっき1aの温度を間接的に検出する。従って、回転ツール13を押し込むタイミングは、ある程度の余裕を見て、温度センサ17bの検出結果が固相線温度から一定温度高い温度を検出した時点に設定することが好ましい。一方、熱源17aによる熱は第2金属部材2にも伝播するところ、第2金属部材2はその融点に達すると塑性流動を生じなくなってしまう。
【0025】
従って、温度センサ17bの検出結果により予想される金属めっき1aの温度が、その固相線温度を越え、かつ、第2金属部材2の融点温度未満の間のいずれかの温度において回転ツール13を押し込むタイミングを設定することが好ましい。例えば、第2金属部材2がアルミニウム合金板であり、金属めっき1aが電気合金亜鉛めっき(Zn−10重量%Ni)である場合、金属めっき1aの温度が約490度(固相線温度)を超えて、660度(アルミニウム合金の融点)未満の範囲内で、回転ツール13を押し込むタイミングを設定することが望ましく、温度センサ17bの検知結果で言えば、余裕を見て、500度〜600度の範囲のいずれかの温度を契機として回転ツール13を押し込むことが望ましい。
【0026】
図3に戻り、図3(c)に示すように回転ツール13を回転させて第2金属部材2に回転ツール13を押し込むと、第2金属部材2が摩擦熱で軟化し、塑性流動が生じる。回転ツール13の押し込み量により、摩擦熱の伝播範囲が広がり、図3(d)に示すように第1金属部材1と第2金属部材2との界面付近においても第2金属部材2の塑性流動が生じる。
【0027】
この時、予め加熱されてその固相線温度を超えている金属めっき1aは、液相状態又は液相と固相との混合状態となり、軟化した状態にある。このため、第2金属部材2の塑性流動により金属めっき1aが接合界面から排出されることが促進される。また、第2金属部材2の表面に酸化被膜が存在している場合にも第2金属部材2の塑性流動により破壊され、接合界面から排出されることが促進される。こうして接合界面において、第1金属部材1と第2金属部材との双方の新生面同士が接触し、回転ツール13の加圧力により両者が固相接合されることになる。
【0028】
なお、回転ツール13の押し込みの間、熱源17による加熱は継続することを基本とするが、回転ツール13の押し込みが短時間で終了し、加熱を継続しなくても金属めっき1aの温度がその固相線温度を超えた状態が維持される場合には、熱源17による加熱を接合完了前に終了してもよい。
【0029】
次に、制御盤30による接合ユニット10及びロボット20の制御例について説明する。図5は1単位の点接合処理に関する制御盤30が実行する処理を示すフローチャートである。S1では制御データの設定を行なう。ここでは、不図示のホストコンピュータの指令により、これから接合する接合部位の3次元座標データ、回転ツール13の駆動条件(回転数、押し込み量、押し込み時間等)、金属めっき1aの加熱温度、等が設定される。
【0030】
S2ではロボット20を制御して、S1で設定された接合部位に接合ユニット10を移動させる。移動後、S3では熱源17aを作動して金属めっき1aの加熱を開始する。S4では温度センサ17aの検出結果を取得して、当該検出結果がS1で設定した加熱温度を超えているか否かを判定する。この加熱温度は上記の通り、金属めっき1aの固相線温度よりも高い温度である。該当する場合はS5へ進み、そうでない場合は待ちとなる。なお、本実施形態では温度センサ17aの検出結果を利用しているが、例えば、加熱時間により金属めっき1aがその固相線温度を越えているかを判断するようにしてもよい。つまり、加熱時間により金属めっき1aの温度を推定して制御するような構成も採用可能である。
【0031】
S5では回転ツール13の回転及び第2金属部材2への押し込みを開始する。S1で設定した回転ツール13の駆動条件を満たすとS6へ進み、回転ツール13を第2金属部材2から退避させ、また、熱源17aの作動を停止する。以上により一単位の処理が終了し、次の接合部位について同様の処理を繰り返すことになる。なお、複数の接合部位を連続して接合する場合であって、接合条件が同じ場合は熱源17aを連続して作動させておいてもよい。
【0032】
<他の実施形態>
上記実施形態では熱源17aを受け部材17に内蔵する構成としたが、これに限られず、金属めっき1aを加熱する手段は種々の手段を採用できる。例えば、図6に示すように熱源17aに代えてレーザ照射装置17a’を設け、レーザの照射による加熱を行なってもよい。なお、第1金属部材1と第2金属部材2の接合界面に存する金属めっき1aの加熱は、通常、第1金属部材1か第2金属部材2を介して間接的に行なうことになる。この場合、図2の例や図6の例のように、相対的に融点が高い第1金属部材1側から行なうことが好ましい。こうすることで第2金属部材2をその融点付近まで誤って加熱する場合を避けることができる。
【0033】
また、上記実施形態では金属めっき1aとしてNi−Zn2元系めっきを用いた場合について説明したが、これに限られず、合金化処理溶融亜鉛めっきとしてZn−Fe10重量%2元系めっきを用いることも勿論可能であり、その固相線温度は約530度であるので、この場合は金属めっき1aをこの固相線温度以上に加熱すればよい。
【図面の簡単な説明】
【0034】
【図1】本発明の一実施形態に係る接合装置Aの概略構成図である。
【図2】(a)は接合ユニット10の正面図及び部分断面拡大図、(b)は接合ユニット10の左側面図である。
【図3】(a)乃至(d)は接合ユニット10の動作説明図である。
【図4】Ni−Zn2元系状態図である。
【図5】制御盤30が実行する処理を示すフローチャートである。
【図6】接合ユニット10の他の例を示す図である。
【符号の説明】
【0035】
A 接合装置
1 第1金属部材
1a 金属めっき
2 第2金属部材
10 接合ユニット
13 回転ツール
17 受け部材
17a 熱源
20 ロボット
30 制御盤30
【特許請求の範囲】
【請求項1】
接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、
予め前記金属めっきを加熱し、
前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合方法。
【請求項2】
前記金属めっきを、
前記回転ツールと対向して配置され、前記第1金属部材に当接する受け部材に設けた熱源により加熱することを特徴とする請求項1に記載の接合方法。
【請求項3】
前記第1金属部材が、前記金属めっきとして防錆めっきが施された鋼板であり、
前記第2金属部材がアルミニウム合金板であることを特徴とする請求項1又は2に記載の接合方法。
【請求項4】
接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合装置において、
前記回転ツールを駆動する駆動手段と、
前記回転ツールに対向して配置され、前記第1金属部材に当接する受け部材と、
前記金属めっきを加熱する加熱手段と、
を備え、
前記駆動手段は、
前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合装置。
【請求項1】
接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合方法において、
予め前記金属めっきを加熱し、
前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合方法。
【請求項2】
前記金属めっきを、
前記回転ツールと対向して配置され、前記第1金属部材に当接する受け部材に設けた熱源により加熱することを特徴とする請求項1に記載の接合方法。
【請求項3】
前記第1金属部材が、前記金属めっきとして防錆めっきが施された鋼板であり、
前記第2金属部材がアルミニウム合金板であることを特徴とする請求項1又は2に記載の接合方法。
【請求項4】
接合箇所に金属めっきが施された第1金属部材と前記第1金属部材よりも融点が低い第2金属部材とを互いに重ね合わせ後、前記第2金属部材に回転ツールを回転させながら押し込むことにより、前記第2金属部材を摩擦熱で軟化させて塑性流動を生じさせ、前記第1金属部材と前記第2金属部材とを固相接合する接合装置において、
前記回転ツールを駆動する駆動手段と、
前記回転ツールに対向して配置され、前記第1金属部材に当接する受け部材と、
前記金属めっきを加熱する加熱手段と、
を備え、
前記駆動手段は、
前記金属めっきの温度が少なくともその固相線温度を超えたことを条件に前記回転ツールを前記第2金属部材に押し込むことを特徴とする接合装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−283324(P2007−283324A)
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願番号】特願2006−111273(P2006−111273)
【出願日】平成18年4月13日(2006.4.13)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成19年11月1日(2007.11.1)
【国際特許分類】
【出願日】平成18年4月13日(2006.4.13)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]