
接合方法
【課題】本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
【解決手段】一方の金属部材1aの側面と他方の金属部材1bの端面を突き合わせてなる突合部J10の接合方法であって、突合部J10に対して金属部材1a,1b同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って外面側に塑性化領域W10を形成した後、突合部J10に対して金属部材1a,1b同士の入隅部IからTIG溶接又はMIG溶接による肉盛溶接を行って、突合部J10に沿って溶接金属T3を形成する溶接工程を含むことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摩擦攪拌を利用した金属部材の接合方法に関する。
【背景技術】
【0002】
金属部材同士を接合する方法として、摩擦攪拌接合(FSW=Friction Stir Welding)が知られている。摩擦攪拌接合は、回転ツールを回転させつつ金属部材同士の突合部に沿って移動させ、回転ツールと金属部材との摩擦熱により突合部の金属を塑性流動させることで、金属部材同士を固相接合させるものである。なお、回転ツールは、円柱状を呈するショルダの下端面に攪拌ピン(プローブ)を突設してなるものが一般的である。
【0003】
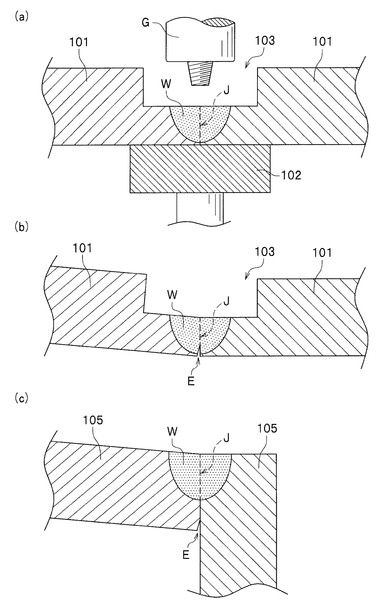
例えば、図20の(a)に示すように、一対の金属部材101,101の端面同士を突き合わせて形成された突合部Jに対して摩擦攪拌を行う場合、突合部Jの裏側に裏当材102を配置し、回転ツールGを用いて突合部Jに沿って摩擦攪拌を行う。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−225179号公報
【特許文献2】特開2005−131666号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の接合方法によると、図20の(b)に示すように、接合部において金属部材101,101が収縮するため、接合された金属部材101同士が水平にならずに歪んでしまい、製品の質が低下するという問題があった。また、例えば、金属部材101,101間に形成された溝部103に図示しない継手部材を挿入する場合には、溝部103の底部が水平にならないため、継手部材を精度よく配置することができないという問題があった。また、金属部材101,101の収縮に起因して、塑性化領域Wの裏側に切欠き(Kissing Bond)Eが形成される慮りがあった。これにより、接合部における引張強度が低下するとともに、水密性及び気密性の低下をも招来していた。
【0006】
また同様に、図20の(c)に示すように、金属部材105の側面と、金属部材105の端面を突き合わせて垂直に接合する場合、突合部Jに対して金属部材105,105の外側から摩擦攪拌を行うと、金属部材105,105の収縮により、一方の金属部材105が反ってしまうという問題があった。また、金属部材105,105の接合部の内側(入隅部)には、切欠きEが形成されるという問題があった。
【0007】
ここで、例えば、金属部材101,101の裏側又は金属部材105,105の内側から摩擦攪拌を行えば、かかる問題は解消される。しかし、例えば、筒状構造体の内側から摩擦攪拌をする場合や、図20の(c)のように入隅部を摩擦攪拌する場合など、接合する金属部材同士の突き合わせの形態によっては、摩擦攪拌装置の取り合い等により回転ツールを適切に可動させることが困難となるという問題があった。
【0008】
このような観点から、本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
このような課題を解決する本発明に係る接合方法は、一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0010】
かかる接合方法によれば、一対の金属部材同士の一方の面から摩擦攪拌を行なった後、他方の面からは溶接を行うため、接合部の引張強度を高めるとともに、仮に切欠きが形成されたとしても溶接金属で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、比較的容易に接合作業を行うことができる。また、一方の金属部材が接合の際に沿ってしまったとしても、溶接によって当該反りを是正することができる。
【0011】
また、本発明に係る接合方法は、複数の金属部材を接合して構成され複数の壁部材によって囲まれた構造体において、一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0012】
かかる接合方法によれば、金属部材同士の外面側から摩擦攪拌を行なった後、金属部材同士の入隅部からは溶接を行うため、接合部の引張強度を高めるとともに、仮に切欠きが形成されたとしても溶接金属で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、構造体の内側から比較的容易に接合作業を行うことができる。また、一方の金属部材が接合の際に沿ってしまったとしても、溶接によって当該反りを是正することができる。
【0013】
また、本発明に係る接合方法は、円筒状を呈する筒状部材と筒状部材の端部を覆う蓋部材とを突き合わせて形成された構造体において、前記蓋部材の金属部材の一方の面と前記筒状部材の金属部材の端部とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0014】
かかる接合方法によれば、突合部の外面側に対して摩擦攪拌を行った後、入隅部からは溶接を行うため、接合部の引張強度を高めるとともに、気密性及び水密性を高めることができる。また、円筒状の構造物であっても容易に接合作業を行うことができる。
【0015】
また、前記摩擦攪拌工程において形成された塑性化領域と、前記溶接工程において形成された溶接金属とが接触することが好ましい。かかる接合方法によれば、接合部の水密性及び気密性をより高めることができる。
【0016】
また、前記溶接工程前に、前記入隅部に現れる突合部に沿って凹部を形成する凹部形成工程と、当該凹部に溶接金属を充填する溶接金属充填工程とを含むことが好ましい。かかる接合方法によれば、溶接の作業性を高めることができる。
【0017】
また、本発明は、前記摩擦攪拌工程において、大型の回転ツールによって本接合を行う本接合工程を行う前に、小型の回転ツールによって仮接合を行う仮接合工程を含むことが好ましい。かかる接合方法によれば、本接合を行う際の突合部の目開きを防止することができる。
【0018】
また、本発明は、前記摩擦攪拌工程において、前記突合部の両側に一対のタブ材を配置するタブ材配置工程と、前記タブ材と前記金属部材との突合部に沿って摩擦攪拌を行うタブ材仮接合工程とを含むことが好ましい。かかる接合方法によれば、タブ材を用いることで、回転ツールの挿入位置、離脱位置の設定が容易になる。
【0019】
また、本発明は、前記摩擦攪拌工程において、摩擦攪拌を行う回転ツールの挿入予定位置に予め下穴を形成する下穴形成工程を含むことが好ましい。かかる接合工程によれば、回転ツールを押し込む際の圧入抵抗を低減することができる。これにより、摩擦攪拌接合の精度を高めるとともに、迅速に接合作業を行うことができる。
【発明の効果】
【0020】
本発明に係る接合方法は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることができる。
【図面の簡単な説明】
【0021】
【図1】第一実施形態に係る構造物を示した斜視図である。
【図2】第一実施形態に係る構造物を示した平面図である。
【図3】第一実施形態に係る中間部材を示した図であって、(a)は、分解斜視図、(b)は、平面図である。
【図4】第一実施形態に係る突合工程を示した斜視図である。
【図5】(a)は、第一実施形態に係る突合工程後を示した斜視図であって、(b)は、第一実施形態に係る溝部形成工程を示した斜視図である。
【図6】第一実施形態に係るタブ材配置工程を示した斜視図である。
【図7】(a)は、小型回転ツールを示した側面図であり、(b)は、大型回転ツールを示した側面図である。
【図8】第一実施形態に係る溝部仮接合工程を示した平面図である。
【図9】第一実施形態に係る外側本接合工程を示した平面図である。
【図10】図9のI−I線断面図である。
【図11】第一実施形態に係る溶接工程を示した側面図である。
【図12】第一実施形態に係る継手部材挿入工程を示した斜視図である。
【図13】第一実施形態に係るタブ材配置工程を示した斜視図である。
【図14】第一実施形態に係る外側仮接合工程を示した平面図である。
【図15】第一実施形態に係る外側本接合工程を示した図であって、(a)は、平面図、(b)は、(a)のII-II線断面図である。
【図16】(a)は、第二実施形態に係る凹部形成工程を示した側面図であって、(b)は、第二実施形態に係る溶接金属充填工程を示した側面図である。
【図17】(a)は、第三実施形態に係る構造物を外側からみた斜視図、(b)は、第三実施形態に係る構造物を内側からみた斜視図である。
【図18】第四実施形態に係る構造物を示した分解斜視図である。
【図19】(a)は、第四実施形態の外側本接合工程を示した斜視図であって、(b)は、第四実施形態の溶接工程を示した一部透視斜視図である。
【図20】従来の接合方法を示した側面図である。
【発明を実施するための形態】
【0022】
[第一実施形態]
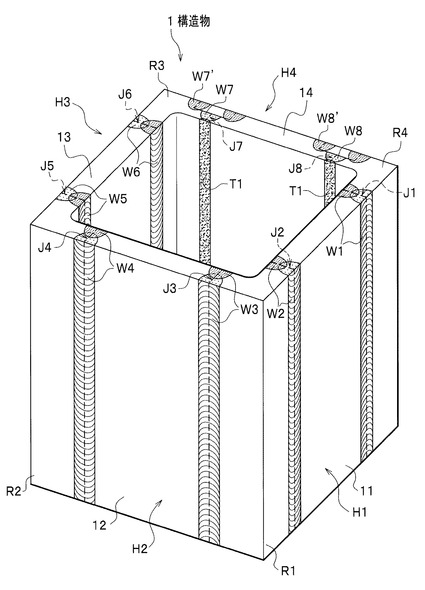
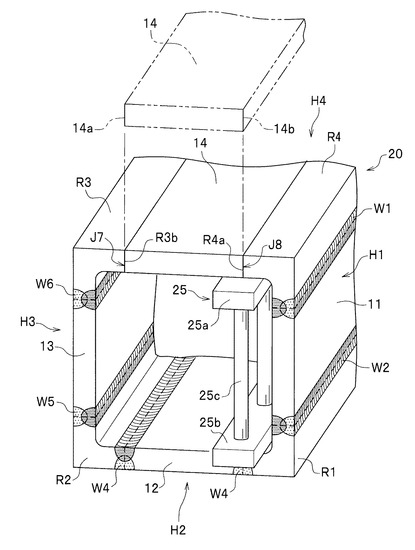
本発明に係る接合方法について図面を説明して詳細に説明する。本実施形態に係る接合方法については、図1に示すように、4つの壁部材H1,H2,H3,H4によって囲まれて形成された筒状を呈する構造物1を例にして説明する。
【0023】
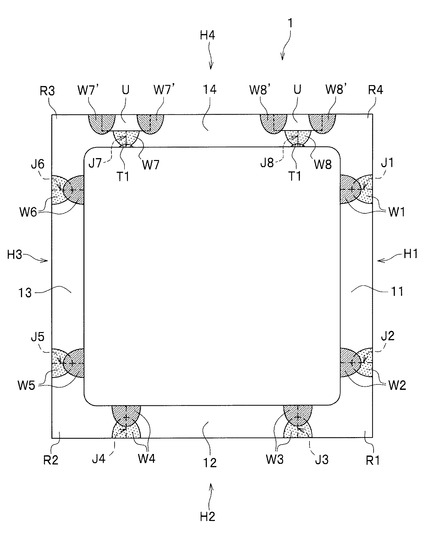
本実施形態に係る構造物1は、図1及び図2に示すように、内部に断面視略矩形の中空部を備え、外観視直方体を呈する筒状体である。構造物1は、構造物1の四隅を構成する角部材R1,R2,R3,R4と、角部材R1,R2,R3,R4の間にそれぞれ介設される平板11,12,13,14とからなり、各部材の側面同士が接合されている。角部材R1〜R4及び平板11〜14は、アルミニウム、アルミニウム合金、銅、銅合金、チタン、チタン合金、マグネシウム、マグネシウム合金など摩擦攪拌可能な金属材料からなる。
【0024】
壁部材H1は、離間して配置された角部材R1,R4と、角部材R1,R4の間に配置された平板11とで構成されている。また、壁部材H2は、離間して配置された角部材R1,R2と、角部材R1,R2の間に配置された平板12とで構成されている。また、壁部材H3は、離間して配置された角部材R2,R3と、角部材R2,R3の間に配置された平板13とで構成されている。また、壁部材H4は、離間して配置された角部材R3,R4と、角部材R3,R4の間に配置された平板14とで構成されている。
【0025】
角部材R4の一方の側面と平板11の他方の側面との突合部J1及び角部材R1の他方の側面と平板11の一方の側面との突合部J2は、壁部材H1の外側及び内側から摩擦攪拌されており、摩擦攪拌により形成された各塑性化領域の先端側が重複して形成されている。
また同様に、角部材R1の一方の側面と平板12の他方の側面との突合部J3及び角部材R2の他方の側面と平板12の一方の側面との突合部J4、角部材R2の一方の側面と平板13の他方の側面との突合部J5及び角部材R3の他方の側面と平板13の一方の側面との突合部J6は、各壁部材の外側及び内側から摩擦攪拌されており、摩擦攪拌により形成された各塑性化領域の先端側が重複して形成されている。
【0026】
一方、角部材R3の一方の側面と平板14の他方の側面との突合部J7及び角部材R4の他方の側面と平板14の一方の側面との突合部J8は、壁部材H4の外側から摩擦攪拌された後、内側から溶接が行なわれていることを特徴とする。
以下、本実施形態の接合方法について説明する。なお、壁部材H1,H2,H3からなる断面視U字状の中間部材については、従来の摩擦攪拌接合と略同等であるから、簡単に説明する。
【0027】
本実施形態に係る接合方法は、(1)中間部材接合工程、(2)突合工程、(3)溝部形成工程、(4)溝部仮接合工程、(5)溝部本接合工程、(6)溶接工程、(7)継手部材挿入工程、(8)外側仮接合工程、(9)外側本接合工程を主に含むものである。
【0028】
(1)中間部材接合工程
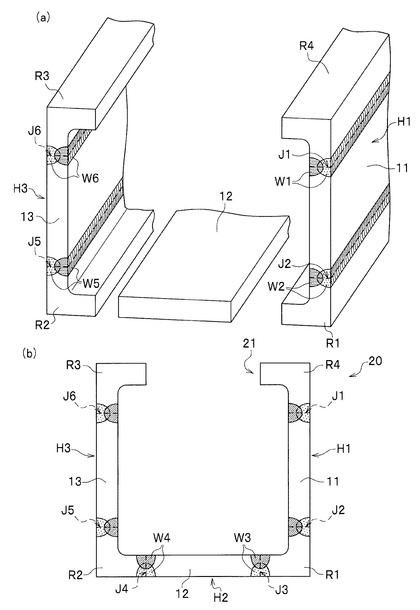
中間部材接合工程は、構造物1の中間部材である中間部材20を形成する工程である。中間部材20は、本実施形態では図3の(b)に示すように、構造物1から平板14のみ取り除いた部材をいい、断面視略U字状を呈する。中間部材20は、対向する一対の壁部材H1と、壁部材H3と、壁部材H1と壁部材H3の間に介設される平板12とを有する。中間部材接合工程は、壁部材H1、壁部材H3を形成した後、平板12と壁部材H1及び壁部材H3とを接合する工程をいう。
【0029】
壁部材H1は、角部材R4、角部材R1及び角部材R4と角部材R1の間に介設された平板11で構成される。角部材R4の一方の側面と平板11の他方の側面との突合部J1は、突合部J1の長手方向の全長に亘って、外側(壁部材H1の外側)及び内側(壁部材H1の内側)から摩擦攪拌によって接合されている。また、突合部J1に形成された塑性化領域W1,W1の先端側は、重複している。これにより、突合部J1の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R1の他方の側面と平板11の一方の側面との突合部J2は、突合部J2の長手方向の全長に亘って、外側及び内側から摩擦攪拌が行われており、塑性化領域W2,W2の先端側が重複している。
【0030】
壁部材H3は、角部材R2、角部材R3及び角部材R2と角部材R3の間に介設された平板13で構成される。角部材R2の一方の側面と平板13の他方の側面との突合部J5は、突合部J5の長手方向の全長に亘って、外側(壁部材H3の外側)及び内側(壁部材H3の内側)から摩擦攪拌によって接合されている。また、突合部J5に形成された塑性化領域W5,W5の先端側は、重複している。これにより、突合部J5の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R3の他方の側面と平板13の一方の側面との突合部J6は、突合部J6の長手方向の全長に亘って、外側及び内側から摩擦攪拌が行われており、塑性化領域W6,W6の先端側が重複している。
【0031】
平板12は、図3の(b)に示すように、壁部材H1の角部材R1と、壁部材H3の角部材R2との間に介設される。平板12の他方の側面と角部材R1の一方の側面との突合部J3は、突合部J3の長手方向の全長に亘って、平板12(壁部材H2)の外側及び内側から摩擦攪拌によって接合されている。突合部J3に形成された塑性化領域W3,W3の先端側は、重複している。これにより、突合部J3の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R2の他方の側面と平板12の一方の側面との突合部J4は、突合部J4の長手方向の全長に亘って、壁部材H2の外側及び内側から摩擦攪拌が行われており、塑性化領域W4,W4の先端側が重複している。
【0032】
中間部材20の一部には、平板14が挿入される開口部21が形成されている。
なお、中間部材20は、本実施形態においては、前記したように形成したが、これに限定されるものではない。本実施形態においては、中間部材20の外側及び内側の両側から摩擦攪拌を行ったが、どちらか一方の側から溶接を行って各突合部を摩擦攪拌してもよい。
【0033】
(2)突合工程
突合工程では、図4に示すように、中間部材20の開口部21(図3の(b)参照)に平板14を挿入する。平板14の幅は、開口部21の幅と略同等に形成されている。即ち、開口部21に平板14を挿入すると、開口部21に現れる一対の側面R3b,R4aと平板14の両側面14a,14bとが突き合わされる。図4に示すように、平板14の他方の側面14aと角部材R3の一方の側面R3bとの突き合わせ面には突合部J7が形成されている。一方、平板14の一方の側面14bと角部材R4の他方の側面R4aとの突き合わせ面には突合部J8が形成されている。
なお、平板14と角部材R4とが突き合わされて形成された金属部材を以下、被接合金属部材Nともいう。また、被接合金属部材Nの外側の面を外側面A、内側の面を内側面B、一方の端面を第一端面C、他方の端面を第二端面Dともいう。
【0034】
突合工程の際、図4及び図5の(a)に示すように、中間部材20の内側に裏当台25を配置するのが好ましい。裏当台25は、中間部材20の内側から平板14を支持する部材である。裏当台25は、離間して配置された第一裏当材25a,第二裏当材25bと、第一裏当材25a及び第二裏当材25bの間に立設された縦部材25c,25cとからなる。第一裏当材25aの外側の面から第二裏当材25bの外側の面までの距離は、平板12の内側の面から平板14の内側の面(図2参照)までの距離と略同等に形成されている。裏当台25は、本実施形態においては、突合部J7,J8ごとに一つずつ設ける。
【0035】
なお、以下に記載する(3)溝部形成工程、(4)溝部仮接合工程、(5)溝部本接合工程、(6)溶接工程、(7)継手部材挿入工程、(8)外側仮接合工程、(9)外側本接合工程は、突合部J7及び突合部J8に対して行なう工程であるが、作業内容は両突合部ともに略同等であるため、突合部J8を例にして説明する。
【0036】
(3)溝部形成工程
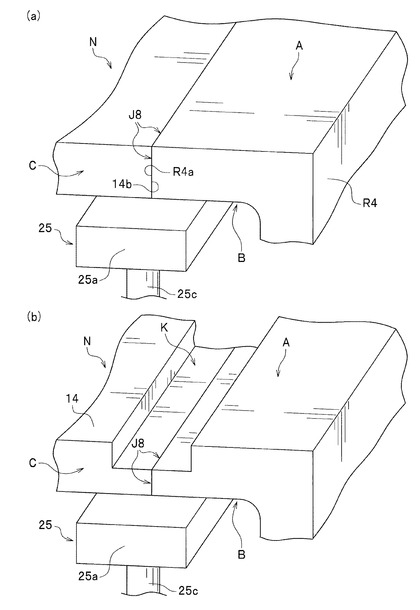
溝部形成工程では、突合部J8に対して被接合金属部材Nの外側面Aに溝部Kを形成する。溝部形成工程は、図5の(b)に示すように、公知のエンドミル等を用いて突合部J8に沿って所定の幅、深さで切り欠いて溝部K形成する。溝部Kは、本実施形態においては、断面視矩形で形成するが他の形状であってもよい。
【0037】
(4)溝部仮接合工程
溝部仮接合工程では、図6に示すように、溝部Kの底面に現れる突合部J8に対して小型の回転ツールを用いて仮接合を行なう。溝部仮接合工程は、一対のタブ材を配置するタブ材配置工程と、突合部J8に対して仮接合を行なう溝部仮接合工程と、大型回転ツールGの挿入予定位置に下穴を形成する下穴形成工程を含むものである。
ここで、図7を参照して、各摩擦攪拌に用いる小型の回転ツールF(以下、「小型回転ツールF」という。)及び小型回転ツールFよりも比較的大型の回転ツールG(以下、「大型回転ツールG」という。)を詳細に説明する。
【0038】
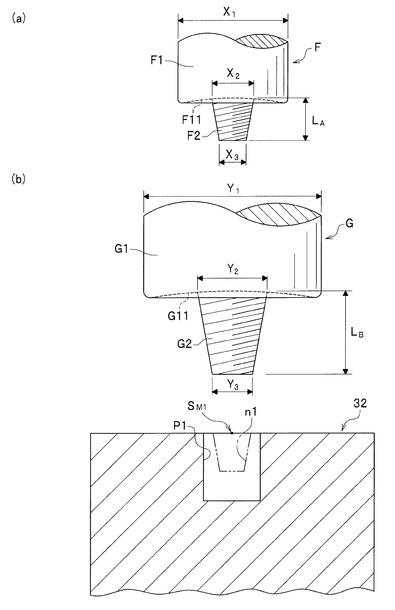
図7の(a)に示す小型回転ツールFは、工具鋼など被接合金属部材Nよりも硬質の金属材料からなり、円柱状を呈するショルダ部F1と、このショルダ部F1の下端面F11に突設された攪拌ピン(プローブ)F2とを備えて構成されている。小型回転ツールFの寸法・形状は、被接合金属部材Nの材質や厚さ等に応じて設定すればよいが、少なくとも、大型回転ツールG(図7の(b)参照)よりも小型にする。このようにすると、大型回転ツールGを用いる場合よりも小さな負荷で摩擦攪拌接合を行うことが可能となるので、摩擦攪拌装置に掛かる負荷を低減することが可能となり、さらには、小型回転ツールFの移動速度(送り速度)を大型回転ツールGの移動速度よりも高速にすることも可能になるので、摩擦攪拌接合に要する作業時間やコストを低減することが可能となる。
【0039】
ショルダ部F1の下端面F11は、塑性流動化した金属を押えて周囲への飛散を防止する役割を担う部位であり、本実施形態では、凹面状に成形されている。ショルダ部F1の外径X1の大きさに特に制限はないが、本実施形態では、大型回転ツールGのショルダ部G1の外径Y1よりも小さくなっている。
【0040】
攪拌ピンF2は、ショルダ部F1の下端面F11の中央から垂下しており、本実施形態では、先細りの円錐台状に成形されている。また、攪拌ピンF2の周面には、螺旋状に刻設された攪拌翼が形成されている。攪拌ピンF2の外径の大きさに特に制限はないが、本実施形態では、最大外径(上端径)X2が大型回転ツールGの攪拌ピンG2の最大外径(上端径)Y2よりも小さく、かつ、最小外径(下端径)X3が攪拌ピンG2の最小外径(下端径)Y3よりも小さくなっている。また、攪拌ピンF2の長さLAは、大型回転ツールGの攪拌ピンG2の長さLBよりも小さくなっている。
【0041】
図7の(b)に示す大型回転ツールGは、工具鋼など被接合金属部材Nよりも硬質の金属材料からなり、円柱状を呈するショルダ部G1と、このショルダ部G1の下端面G11に突設された攪拌ピン(プローブ)G2とを備えて構成されている。
ショルダ部G1の下端面G11は、小型回転ツールFと同様に、凹面状に成形されている。攪拌ピンG2は、ショルダ部G1の下端面G11の中央から垂下しており、本実施形態では、先細りの円錐台状に成形されている。
【0042】
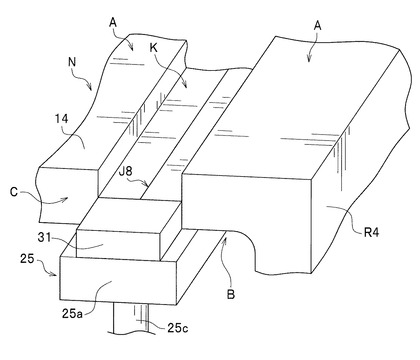
タブ材配置工程では、J8の両端面に一対のタブ材を配置する。第一タブ材31及び第二タブ材32は、図6及び図8に示すように、突合部J8を挟むように配置されるものであり、それぞれ第一端面C及び第二端面Dに現れる突合部J8を覆うことができる寸法・形状を備えている。第一タブ材31及び第二タブ材32は、本実施形態においては、裏当台25の第一裏当材25aに配置されている。第一タブ材31及び第二タブ材32の表面は、溝部Kの底面と略同等に形成されている。第一タブ材31及び第二タブ材32の材質に特に制限はないが、本実施形態では被接合金属部材Nと同一組成の金属材料で形成している。なお、第一タブ材31及び第二タブ材32と被接合金属部材Nとの突き合わせ面に、公知の離型剤を塗布しておくことが好ましい。これにより、後にタブ材を切除するときに容易に切除することができる。
【0043】
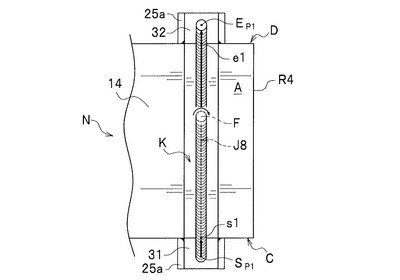
溝部仮接合工程では、溝部Kの底面に現れる突合部J8に沿って小型回転ツールFを用いて摩擦攪拌を行う。即ち、図8に示すように、第一タブ材31の適所に設けた開始位置SP1の直上に小型回転ツールFを位置させ、続いて、小型回転ツールFを右回転させつつ下降させて攪拌ピンF2(図7参照)を開始位置SP1に押し付ける。攪拌ピンF2の全体が第一タブ材31に入り込み、かつ、ショルダ部F1の下端面F11の全面が第二タブ材32の表面に接触したら、小型回転ツールFを回転させつつ溝部仮接合工程の始点s1に向けて相対移動させる。小型回転ツールFが始点s1に達したら、始点s1で小型回転ツールFを離脱させずに溝部仮接合工程の終点e1まで移動させる。小型回転ツールFが終点e1まで達したら小型回転ツールFを離脱させずに終了位置EP1まで移動させ、終了位置EP1で小型回転ツールFを離脱させる。
【0044】
なお、小型回転ツールFの攪拌ピンF2が突合部J8に入り込むと、被接合金属部材Nと第一タブ材31及び第二タブ材32を引き離そうとする力が作用するが、被接合金属部材Nと第一タブ材31及び第二タブ材32により形成された入隅部を溶接により仮接合しているので、被接合金属部材Nと第一タブ材31及び第二タブ材32との間の目開きを防止することができる。溝部仮接合工程の終了位置EP1は、後記する溝部本接合工程の開始位置SM1となる。
【0045】
下穴形成工程では、図7の(b)に示すように、後記する溝部本接合工程における摩擦攪拌の開始位置に下穴P1を形成する工程である。即ち、本実施形態に係る下穴形成工程においては、第二タブ材32の表面に設定されたSM1に下穴P1を形成する。
【0046】
下穴P1は、大型回転ツールGの攪拌ピンG2の挿入抵抗(圧入抵抗)を低減する目的で設けられるものであり、本実施形態では、小型回転ツールFの攪拌ピンF2を離脱させたときに形成される抜き穴n1を図示せぬドリルなどで拡径することで形成される。抜き穴n1を利用すれば、下穴P1の形成工程を簡略化することが可能となるので、作業時間を短縮することが可能となる。下穴P1の形態に特に制限はないが、本実施形態では、円筒状としている。なお、本実施形態では、第二タブ材32に下穴P1を形成しているが、下穴P1の位置に特に制限はなく、第一タブ材31に形成してもよく、好適には、本実施形態の如く溝部Kの底面に現れる継ぎ目(境界線)の延長線上に形成することが望ましい。
【0047】
(5)溝部本接合工程
溝部本接合工程は、溝部Kの底面に現れる突合部J8を本格的に接合する工程である。本実施形態に係る溝部本接合工程では、大型回転ツールGを使用し、仮接合された状態の突合部J8に対して被接合金属部材Nの外側面A側から摩擦攪拌を行う。
【0048】
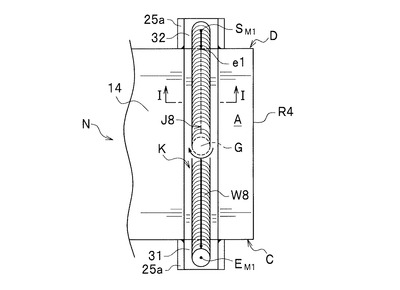
溝部本接合工程では、図9に示すように、開始位置SM1に大型回転ツールGの攪拌ピンG2を挿入(圧入)し、挿入した攪拌ピンG2を途中で離脱させることなく終了位置EM1まで移動させる。即ち、溝部本接合工程では、下穴P1から摩擦攪拌を開始し、終了位置EM1まで連続して摩擦攪拌を行う。
なお、本実施形態では、第二タブ材32に摩擦攪拌の開始位置SM1を設け、第一タブ材31に終了位置EM1を設けているが、開始位置SM1と終了位置EM1の位置を限定する趣旨ではない。
【0049】
図9を参照して溝部本接合工程をより詳細に説明する。
まず、開始位置SM1(下穴P1)の直上に大型回転ツールGを位置させ、続いて、大型回転ツールGを右回転させつつ下降させて攪拌ピンG2の先端を下穴P1に挿入する。攪拌ピンG2の全体が第二タブ材32に入り込み、かつ、ショルダ部G1の下端面G11の全面が第二タブ材32の表面に接触したら、摩擦攪拌を行いながら突合部J8の一端に向けて大型回転ツールGを相対移動させ、突合部J8に突入させる。大型回転ツールGを移動させると、その攪拌ピンG2の周囲にある金属が順次塑性流動化するとともに、攪拌ピンG2から離れた位置では、塑性流動化していた金属が再び硬化して塑性化領域(以下、「溝部塑性化領域W8」という。)が形成される。
【0050】
被接合金属部材Nへの入熱量が過大になる虞がある場合には、大型回転ツールGの周囲に溝部Kの底面(外側面A側)から水を供給するなどして冷却することが望ましい。なお、角部材R4及び平板14の間に冷却水が入り込むと、接合面に酸化皮膜を発生させる虞があるが、本実施形態においては、溝部仮接合工程を実行して被接合金属部材N間の目地を閉塞しているので、被接合金属部材N間に冷却水が入り込み難く、接合部の品質を劣化させる虞がない。
【0051】
被接合金属部材Nの突合部J8では、被接合金属部材Nの継ぎ目上における移動軌跡上に摩擦攪拌のルートを設定し、当該ルートに沿って大型回転ツールGを相対移動させることで、突合部J8の一端から他端まで連続して摩擦攪拌を行う。突合部J8の他端まで大型回転ツールGを相対移動させたら、摩擦攪拌を行いながらそのまま終了位置EM1に向けて相対移動させる。大型回転ツールGが終了位置EM1に達したら、大型回転ツールGを回転させつつ上昇させて攪拌ピンG2を終了位置EM1から離脱させる。
【0052】
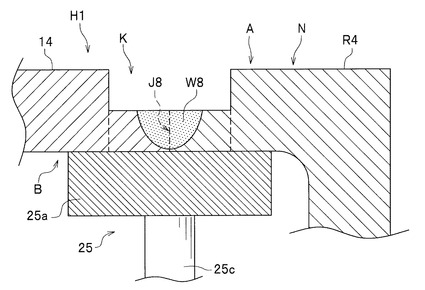
図10に示すように、溝部塑性化領域W8は、突合部J8の深さ方向の全長に亘って摩擦攪拌を行うことが好ましい。なお、溝部本接合工程が終了したら、溝部Kの底面に発生したバリ等を切削して底面を平滑に形成する。
【0053】
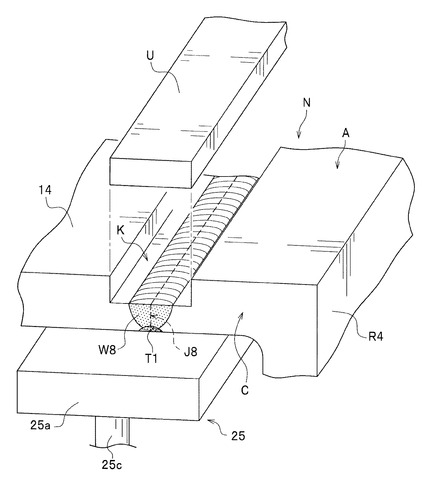
(6)溶接工程
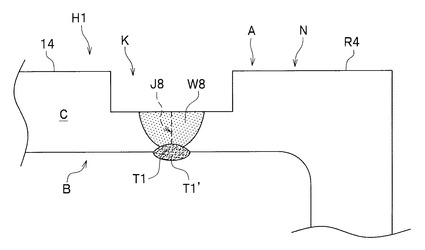
溶接工程は、被接合金属部材Nの内側面B側から突合部J8に沿って溶接を行なう工程である。溶接工程では、図11に示すように、裏当台25を一旦取り外し、溝部塑性化領域W8の内側からTIG溶接又はMIG溶接などの肉盛溶接を行って、突合部J8に沿って溶接金属T1を形成する。肉盛溶接は、被接合金属部材Nの内側面Bから溶接金属T1が突出する程度に行う。溶接工程を行うことで、仮に溝部塑性化領域W8の内側に切欠き(Kissing Bond)が形成されている場合であっても、当該切欠きを密閉することができるため、接合強度、水密性及び気密性を高めることができる。また、溝部本接合工程によって接合部に収縮が起こり、角部材R4及び平板14が同一平面上に形成されない場合であっても、被接合金属部材Nの内側面B側からから溶接を行なうことで、当該収縮による変形を是正することができる。
【0054】
なお、溶接金属T1のうち、内側面Bから突出する部分T1’を切削することが好ましい。これにより、内側面Bを平滑に形成することができる。
【0055】
(7)継手部材挿入工程
継手部材挿入工程は、図12に示すように、溝部Kに継手部材Uを挿入する工程である。継手部材Uの幅、深さ及び長さは、溝部Kの幅、深さ及び長さとそれぞれ略同等の寸法で形成されるとともに、被接合金属部材Nと同等の組成からなる金属で形成されている。即ち、溝部Kに継手部材Uを挿入すると、継手部材Uの表面と被接合金属部材Nの外側面Aとが面一になるとともに、継手部材Uの両端面は、被接合金属部材Nの第一端面C及び第二端面Dと面一に形成される。継手部材挿入工程においては、前記した溶接工程によって被接合金属部材Nの歪みが是正されているため、溝部Kの底面が略水平に形成されている。これにより、継手部材Uを好適に挿入することができる。
【0056】
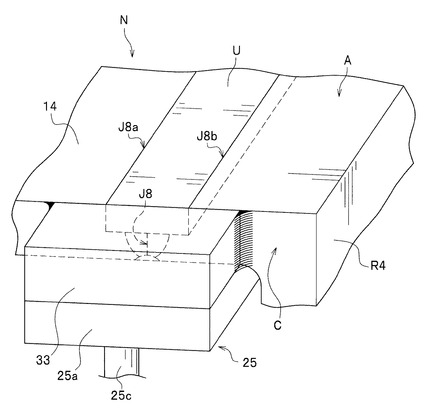
(8)外側仮接合工程
外側仮接合工程では、図13及び図14に示すように、平板14と継手部材Uとの突合部J8a及び角部材R4と継手部材Uとの突合部J8bに沿って小型回転ツールFを用いて仮接合を行なう。本実施形態における外側仮接合工程は、一対のタブ材を配置するタブ材配置工程と、突合部J8a及び突合部J8bに対して小型回転ツールFを用いて仮接合を行なう外側仮接合工程と、大型回転ツールGの挿入予定位置に下穴を形成する下穴形成工程を含むものである。
【0057】
タブ材配置工程は、図13及び図14に示すように、被接合金属部材Nの第一端面C及び第二端面Dに第一タブ材33及び第二タブ材34を配置する。第一タブ材33及び第二タブ材34は、突合部J8、突合部J8a及び突合部J8bを挟むように配置されるものであり、それぞれ第一端面C及び第二端面Dに現れる各突合部を覆うことができる寸法・形状を備えている。第一タブ材33及び第二タブ材34は、本実施形態においては、裏当台25の第一裏当材25aに配置されている。第一タブ材33及び第二タブ材34の表面は、被接合金属部材Nの外側面Aと略同等に形成されている。第一タブ材33及び第二タブ材34の材質に特に制限はないが、本実施形態では被接合金属部材Nと同一組成の金属材料で形成している。
【0058】
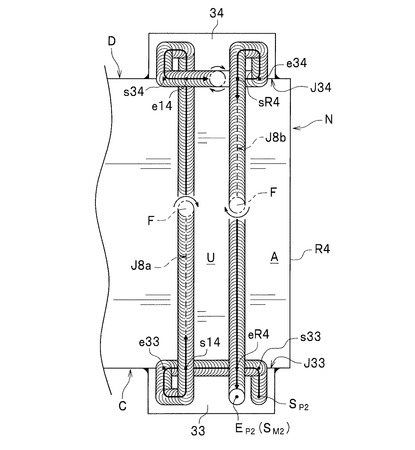
外側仮接合工程では、被接合金属部材Nの外側面Aに現れる突合部J8a及び突合部J8bに沿って小型回転ツールFを用いて摩擦攪拌を行う。外側仮接合工程は、本実施形態においては、図14に示すように、第一タブ材33に設定された開始位置SP2から、第一タブ材33に設定された終了位置EP2まで一筆書きの要領で小型回転ツールFを相対移動させて摩擦攪拌を行う。
即ち、外側仮接合工程は、第一タブ材33と被接合金属部材Nとの突合部J33を接合する第一タブ材仮接合工程と、平板14と継手部材Uとの突合部J8aを接合する第一外側仮接合工程と、第二タブ材34と被接合金属部材Nとの突合部J34を接合する第二タブ材仮接合工程と、角部材R4と継手部材Uとの突合部J8bを接合する第二外側仮接合工程を含むものである。
【0059】
第一タブ材仮接合工程は、第一タブ材33に設定した開始位置SP2に小型回転ツールFを押圧した後、小型回転ツールFを第一タブ材仮接合工程の始点s33に相対移動させる。小型回転ツールFが始点s33に達したら、突合部J33に沿って、第一タブ材仮接合工程の終点e33まで移動させる。小型回転ツールFが終点e33に達したら、小型回転ツールFを離脱させずに、一旦第一タブ材33に入り込ませ、第一外側仮接合工程の始点s14まで移動させる。
【0060】
なお、小型回転ツールFを右回転させた場合には、小型回転ツールFの進行方向の左側に微細な空洞欠陥が発生する虞があるので、小型回転ツールFの進行方向の右側に被接合金属部材Nが位置するように第一タブ材仮接合工程の始点s33と終点e33の位置を設定することが望ましい。このようにすると、被接合金属部材N側に空洞欠陥が発生し難くなるので、高品質の接合体を得ることが可能となる。
【0061】
ちなみに、小型回転ツールFを左回転させた場合には、小型回転ツールFの進行方向の右側に微細な空洞欠陥が発生する虞があるので、小型回転ツールFの進行方向の左側に被接合金属部材Nが位置するように第一タブ材仮接合工程の始点と終点の位置を設定することが望ましい。具体的には、図示は省略するが、小型回転ツールFを右回転させた場合の終点e33の位置に始点を設け、小型回転ツールFを右回転させた場合の始点s33の位置に終点を設ければよい。
【0062】
小型回転ツールFが第一外側仮接合工程の始点s14に達したら、そのまま第一外側仮接合工程に移行して、突合部J8aに沿って小型回転ツールFを移動させる。小型回転ツールFが第一外側仮接合工程の終点e14に達したら、一旦第二タブ材34に入りこませて、第二タブ材仮接合工程の始点s34まで移動させる。小型回転ツールFが始点s34に達したら、突合部J34に沿って第二タブ材仮接合工程の終点e34まで小型回転ツールFを移動させる。
【0063】
小型回転ツールFが終点e34に達したら、小型回転ツールFを離脱させずに、第二外側仮接合工程の始点sR4まで移動させる。小型回転ツールFがsR4に達したら、突合部J8bに沿って小型回転ツールFを移動させて、そのまま第二外側仮接合工程に移行する。小型回転ツールFが第二外側仮接合工程の終点eR4に達したら、そのまま第一タブ材33に突入させ、終了位置EP2で小型回転ツールFを離脱させる。なお、終了位置EP2は、後記する外側本接合工程の開始位置SM2でもある。
【0064】
外側仮接合工程が終了したら、終了位置EP2に形成された抜き穴(図示省略)を利用して下穴を形成する。下穴形成工程は、前記したものと略同等であるから説明を省略する。
【0065】
(9)外側本接合工程
外側本接合工程は、被接合金属部材Nの外側面Aに現れる突合部J8a及びJ8bを本格的に接合する工程である。本実施形態に係る外側本接合工程は、大型回転ツールGを使用し、仮接合された状態の突合部J8a及び突合部J8bに対して被接合金属部材Nの外側面A側から摩擦攪拌を行う。
【0066】
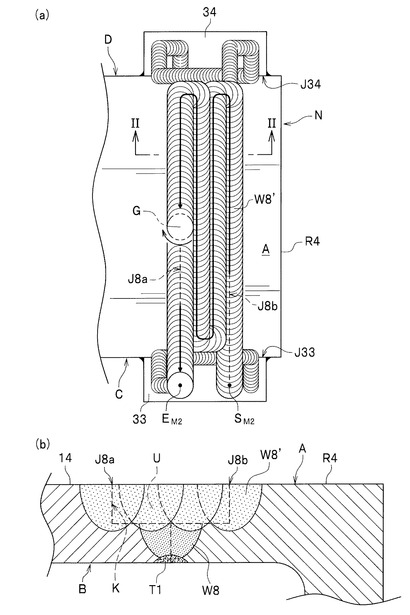
外側本接合工程では、図15の(a)に示すように、開始位置SM2に大型回転ツールGの攪拌ピンG2を挿入し、挿入した攪拌ピンG2を途中で離脱させることなく終了位置EM2まで移動させる。なお、本実施形態では、第一タブ材33に摩擦攪拌の開始位置SM2及び終了位置EM2を設けているが、開始位置SM2と終了位置EM2の位置を限定する趣旨ではない。
【0067】
図15(a)及び(b)を参照して外側本接合工程をより詳細に説明する。
まず、図15(a)に示すように、下穴P1(開始位置SM2)の直上に大型回転ツールGを位置させ、続いて、大型回転ツールGを右回転させつつ下降させて攪拌ピンG2の先端を下穴に挿入する。攪拌ピンG2の全体が第一タブ材33に入り込み、かつ、ショルダ部G1の下端面G11の全面が第一タブ材33の表面に接触したら、摩擦攪拌を行いながら突合部J8bの一端に向けて大型回転ツールGを相対移動させ、突合部J8bに突入させる。大型回転ツールGを移動させると、その攪拌ピンG2の周囲にある金属が順次塑性流動化するとともに、攪拌ピンG2から離れた位置では、塑性流動化していた金属が再び硬化して塑性化領域(以下、「外側塑性化領域W8’」という。)が形成される。
【0068】
そして、形成された外側塑性化領域W8’が突合部J34及び突合部J33に接触しないように大型回転ツールGを往復(本実施形態では二往復)させて突合部J8b及び突合部J8aに沿って連続的に摩擦攪拌を行う。最後に、突合部J33を通過させて第一タブ材33に設定された終了位置EM2で大型回転ツールGを離脱させる。
図15の(b)に示すように、外側塑性化領域W8’の先端側は、溝部Kの底面に接触するように摩擦攪拌することが好ましい。かかる構成により、突合部J8a及び突合部J8bの深さ方向の全長に亘って摩擦攪拌を行うことができる。また、大型回転ツールGをずらしながら往復させることで、継手部材Uの下面と溝部Kの底面との界面を全面に亘って摩擦攪拌することができるため、水密性及び気密性をより高めることができる。
なお、外側塑性化領域W8’が突合部J34及び突合部J33に接触しないように大型回転ツールGを往復させることで、突合部J34及び突合部J33の酸化皮膜の巻き込みを防止することができる。
【0069】
以上説明した本実施形態の接合方法によれば、図11に示すように、平板14と角部材R4の突合部J8に対して被接合金属部材N(壁部材H1)の外側から摩擦攪拌を行なった後、内側からは溶接を行うため、接合部の引張強度を高めるとともに、仮に溝部塑性化領域W8の先端側に切欠き(図20の(b)、(c)参照)が形成されたとしても溶接金属T1で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、本実施形態のように例えば四方を壁部材に囲まれた構造物1であっても、内側から比較的容易に接合作業を行うことができる。
【0070】
また、溝部塑性化領域W8と溶接金属T1が接触することにより、突合部J8の深さ方向の全長に亘って密閉することができる。また、溝部本接合工程及び外側本接合工程の各本接合を行う前に、溝部仮接合工程及び外側仮接合工程の各仮接合工程を行うことで、突合部を本接合する際の目開きを防止することができる。
【0071】
なお、本発明に係る接合方法は、摩擦攪拌工程(溝部本接合工程)を行なった後に、溶接工程を行うものである。ここで仮に、溶接工程を先に行なうと、摩擦攪拌工程に比べて溶接工程の方が入熱量が大きくなるため、被接合金属部材の変形量が大きくなる慮りがある。そのため、摩擦攪拌工程を行なった後に、溶接工程を行なうのが好ましい。
【0072】
以上本発明の実施形態について説明したが、本発明の趣旨を逸脱しない範囲において適宜変更が可能である。他の実施形態の説明においては、第一実施形態と重複する説明は省略する。
例えば、溝部仮接合工程において、被接合金属部材Nと第一タブ材31及び第二タブ材32との突合部に対して、外側仮接合工程と同様の工程によって仮接合工程を行なってもよい。
また、例えば、第一実施形態においては、継手部材Uを用いて接合を行ったが、被接合金属部材Nの壁部材の厚みが大きい場合は、複数個の継手部材U及び溝部Kによって接合を行ってもよい。一方、被接合金属部材Nの厚みが小さい場合は、継手部材Uを用いずに、被接合金属部材Nの外側から摩擦攪拌を行なった後、内側から溶接を行えばよい。
【0073】
[第二実施形態]
また、例えば、図16に示すように、前記した溶接工程に先だって、溝部塑性化領域W8の先端側(被接合金属部材Nの内側面B)において、突合部J8に沿って凹部K’を形成する凹部形成工程と、凹部K’に溶接金属T2を充填する溶接金属充填工程を含んでもよい。かかる接合方法によれば、溶接を行う際の作業性を高めることができる。また、溶接金属T2のうち、被接合金属部材Nの内側面Bから突出する部分を切除することで、内側面Bを平滑に形成することができる。なお、本実施形態においては、凹部K’は断面視矩形に形成したが、他の形状であってもよい。
【0074】
[第三実施形態]
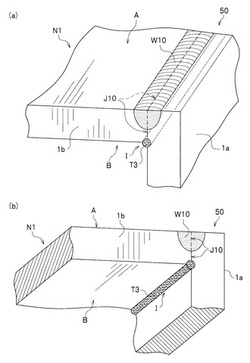
第三実施形態に係る接合方法は、図17に示すように、一方の第一金属部材1aの側面と他方の第二金属部材1bの端面とを突き合わせて突合部J10が形成されている点で、第一実施形態と相違する。
本実施形態に係る接合方法は、突合部J10に対して摩擦攪拌を行う外側本接合工程と、入隅部Iに対して溶接を行う溶接工程とを含むものである。
【0075】
本実施形態に係る溶接工程は、第一金属部材1a及び第二金属部材1bから形成された被接合金属部材N1の外側面Aから摩擦攪拌を行なった後、入隅部Iに対して、被接合金属部材N1の内側面B側から溶接を行う。即ち、溶接によって被接合金属部材Nの内側面に現れる突合部J10の全長に亘って溶接金属T3を形成する。これにより、仮に、入隅部Iに切欠きが形成されていたとしても、溶接によって当該切欠きを密閉することができるため、水密性及び気密性を高めることができる。また、図20の(c)に示すように、一方の金属が接合の際の収縮によって反ってしまったとしても、溶接によって当該反りを是正することができる。また、入隅部Iに対して接合を行う場合であっても、溶接によれば比較的容易に作業を行なうことができる。
【0076】
[第四実施形態]
第四実施形態に係る接合方法は、図18及び図19に示すように、円筒状を呈する筒状部材10aと、筒状部材10aの端部を覆う蓋部材10bとからなる点で第一実施形態と相違する。本実施形態に係る接合方法は、突合部J11に対して摩擦攪拌を行う外側本接合工程と、入隅部I’に対して溶接を行う溶接工程とを含むものである。
【0077】
本実施形態に係る構造物60は、筒状部材10aの端部と蓋部材10bの一方の面とを突き合わせて形成された突合部J11を備えている。外側本接合工程においては、図19の(a)に示すように、突合部J11に沿って大型回転ツールGによって右回転させながら、蓋部材10bの正面側からみて反時計回りに移動させて摩擦攪拌を行なう。
外側本接合工程を行なった後、図19の(b)に示すように、構造物60の内部の入隅部I’に対して溶接を行う。入隅部I’に対して溶接金属T3を形成することにより、接合部の強度を高めるとともに、気密性及び水密性を高めることができる。また、溶接工程によれば、本実施形態に係る円筒状の構造物60であっても比較的容易に接合作業を行うことができる。
【0078】
なお、大型回転ツールGは、蓋部材10bの正面側からみて反時計回りに移動するのが好ましい。これにより、蓋部材10b側に欠陥ができる可能性が高いため、筒状部材10aの気密性及び水密性を高めることができる。また、本実施形態では、筒状部材10aと蓋部材10bとを接合しているが、一対の筒状部材10a同士を接合してもよい。
【符号の説明】
【0079】
1 構造物
11〜14 平板
31 タブ材
32 タブ材
F 小型回転ツール
G 大型回転ツール
H1〜H4 壁部材
J 突合部
K’ 凹部
P1 下穴
R1〜R4 角部材
T 溶接金属
W 塑性化領域
【技術分野】
【0001】
本発明は、摩擦攪拌を利用した金属部材の接合方法に関する。
【背景技術】
【0002】
金属部材同士を接合する方法として、摩擦攪拌接合(FSW=Friction Stir Welding)が知られている。摩擦攪拌接合は、回転ツールを回転させつつ金属部材同士の突合部に沿って移動させ、回転ツールと金属部材との摩擦熱により突合部の金属を塑性流動させることで、金属部材同士を固相接合させるものである。なお、回転ツールは、円柱状を呈するショルダの下端面に攪拌ピン(プローブ)を突設してなるものが一般的である。
【0003】
例えば、図20の(a)に示すように、一対の金属部材101,101の端面同士を突き合わせて形成された突合部Jに対して摩擦攪拌を行う場合、突合部Jの裏側に裏当材102を配置し、回転ツールGを用いて突合部Jに沿って摩擦攪拌を行う。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−225179号公報
【特許文献2】特開2005−131666号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の接合方法によると、図20の(b)に示すように、接合部において金属部材101,101が収縮するため、接合された金属部材101同士が水平にならずに歪んでしまい、製品の質が低下するという問題があった。また、例えば、金属部材101,101間に形成された溝部103に図示しない継手部材を挿入する場合には、溝部103の底部が水平にならないため、継手部材を精度よく配置することができないという問題があった。また、金属部材101,101の収縮に起因して、塑性化領域Wの裏側に切欠き(Kissing Bond)Eが形成される慮りがあった。これにより、接合部における引張強度が低下するとともに、水密性及び気密性の低下をも招来していた。
【0006】
また同様に、図20の(c)に示すように、金属部材105の側面と、金属部材105の端面を突き合わせて垂直に接合する場合、突合部Jに対して金属部材105,105の外側から摩擦攪拌を行うと、金属部材105,105の収縮により、一方の金属部材105が反ってしまうという問題があった。また、金属部材105,105の接合部の内側(入隅部)には、切欠きEが形成されるという問題があった。
【0007】
ここで、例えば、金属部材101,101の裏側又は金属部材105,105の内側から摩擦攪拌を行えば、かかる問題は解消される。しかし、例えば、筒状構造体の内側から摩擦攪拌をする場合や、図20の(c)のように入隅部を摩擦攪拌する場合など、接合する金属部材同士の突き合わせの形態によっては、摩擦攪拌装置の取り合い等により回転ツールを適切に可動させることが困難となるという問題があった。
【0008】
このような観点から、本発明は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることが可能な接合方法を提供することを課題とする。
【課題を解決するための手段】
【0009】
このような課題を解決する本発明に係る接合方法は、一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0010】
かかる接合方法によれば、一対の金属部材同士の一方の面から摩擦攪拌を行なった後、他方の面からは溶接を行うため、接合部の引張強度を高めるとともに、仮に切欠きが形成されたとしても溶接金属で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、比較的容易に接合作業を行うことができる。また、一方の金属部材が接合の際に沿ってしまったとしても、溶接によって当該反りを是正することができる。
【0011】
また、本発明に係る接合方法は、複数の金属部材を接合して構成され複数の壁部材によって囲まれた構造体において、一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0012】
かかる接合方法によれば、金属部材同士の外面側から摩擦攪拌を行なった後、金属部材同士の入隅部からは溶接を行うため、接合部の引張強度を高めるとともに、仮に切欠きが形成されたとしても溶接金属で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、構造体の内側から比較的容易に接合作業を行うことができる。また、一方の金属部材が接合の際に沿ってしまったとしても、溶接によって当該反りを是正することができる。
【0013】
また、本発明に係る接合方法は、円筒状を呈する筒状部材と筒状部材の端部を覆う蓋部材とを突き合わせて形成された構造体において、前記蓋部材の金属部材の一方の面と前記筒状部材の金属部材の端部とを突き合わせてなる突合部の接合方法であって、前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする。
【0014】
かかる接合方法によれば、突合部の外面側に対して摩擦攪拌を行った後、入隅部からは溶接を行うため、接合部の引張強度を高めるとともに、気密性及び水密性を高めることができる。また、円筒状の構造物であっても容易に接合作業を行うことができる。
【0015】
また、前記摩擦攪拌工程において形成された塑性化領域と、前記溶接工程において形成された溶接金属とが接触することが好ましい。かかる接合方法によれば、接合部の水密性及び気密性をより高めることができる。
【0016】
また、前記溶接工程前に、前記入隅部に現れる突合部に沿って凹部を形成する凹部形成工程と、当該凹部に溶接金属を充填する溶接金属充填工程とを含むことが好ましい。かかる接合方法によれば、溶接の作業性を高めることができる。
【0017】
また、本発明は、前記摩擦攪拌工程において、大型の回転ツールによって本接合を行う本接合工程を行う前に、小型の回転ツールによって仮接合を行う仮接合工程を含むことが好ましい。かかる接合方法によれば、本接合を行う際の突合部の目開きを防止することができる。
【0018】
また、本発明は、前記摩擦攪拌工程において、前記突合部の両側に一対のタブ材を配置するタブ材配置工程と、前記タブ材と前記金属部材との突合部に沿って摩擦攪拌を行うタブ材仮接合工程とを含むことが好ましい。かかる接合方法によれば、タブ材を用いることで、回転ツールの挿入位置、離脱位置の設定が容易になる。
【0019】
また、本発明は、前記摩擦攪拌工程において、摩擦攪拌を行う回転ツールの挿入予定位置に予め下穴を形成する下穴形成工程を含むことが好ましい。かかる接合工程によれば、回転ツールを押し込む際の圧入抵抗を低減することができる。これにより、摩擦攪拌接合の精度を高めるとともに、迅速に接合作業を行うことができる。
【発明の効果】
【0020】
本発明に係る接合方法は、一対の金属部材同士の突合部を容易に接合するとともに、接合部の強度や、気密性及び水密性を高めることができる。
【図面の簡単な説明】
【0021】
【図1】第一実施形態に係る構造物を示した斜視図である。
【図2】第一実施形態に係る構造物を示した平面図である。
【図3】第一実施形態に係る中間部材を示した図であって、(a)は、分解斜視図、(b)は、平面図である。
【図4】第一実施形態に係る突合工程を示した斜視図である。
【図5】(a)は、第一実施形態に係る突合工程後を示した斜視図であって、(b)は、第一実施形態に係る溝部形成工程を示した斜視図である。
【図6】第一実施形態に係るタブ材配置工程を示した斜視図である。
【図7】(a)は、小型回転ツールを示した側面図であり、(b)は、大型回転ツールを示した側面図である。
【図8】第一実施形態に係る溝部仮接合工程を示した平面図である。
【図9】第一実施形態に係る外側本接合工程を示した平面図である。
【図10】図9のI−I線断面図である。
【図11】第一実施形態に係る溶接工程を示した側面図である。
【図12】第一実施形態に係る継手部材挿入工程を示した斜視図である。
【図13】第一実施形態に係るタブ材配置工程を示した斜視図である。
【図14】第一実施形態に係る外側仮接合工程を示した平面図である。
【図15】第一実施形態に係る外側本接合工程を示した図であって、(a)は、平面図、(b)は、(a)のII-II線断面図である。
【図16】(a)は、第二実施形態に係る凹部形成工程を示した側面図であって、(b)は、第二実施形態に係る溶接金属充填工程を示した側面図である。
【図17】(a)は、第三実施形態に係る構造物を外側からみた斜視図、(b)は、第三実施形態に係る構造物を内側からみた斜視図である。
【図18】第四実施形態に係る構造物を示した分解斜視図である。
【図19】(a)は、第四実施形態の外側本接合工程を示した斜視図であって、(b)は、第四実施形態の溶接工程を示した一部透視斜視図である。
【図20】従来の接合方法を示した側面図である。
【発明を実施するための形態】
【0022】
[第一実施形態]
本発明に係る接合方法について図面を説明して詳細に説明する。本実施形態に係る接合方法については、図1に示すように、4つの壁部材H1,H2,H3,H4によって囲まれて形成された筒状を呈する構造物1を例にして説明する。
【0023】
本実施形態に係る構造物1は、図1及び図2に示すように、内部に断面視略矩形の中空部を備え、外観視直方体を呈する筒状体である。構造物1は、構造物1の四隅を構成する角部材R1,R2,R3,R4と、角部材R1,R2,R3,R4の間にそれぞれ介設される平板11,12,13,14とからなり、各部材の側面同士が接合されている。角部材R1〜R4及び平板11〜14は、アルミニウム、アルミニウム合金、銅、銅合金、チタン、チタン合金、マグネシウム、マグネシウム合金など摩擦攪拌可能な金属材料からなる。
【0024】
壁部材H1は、離間して配置された角部材R1,R4と、角部材R1,R4の間に配置された平板11とで構成されている。また、壁部材H2は、離間して配置された角部材R1,R2と、角部材R1,R2の間に配置された平板12とで構成されている。また、壁部材H3は、離間して配置された角部材R2,R3と、角部材R2,R3の間に配置された平板13とで構成されている。また、壁部材H4は、離間して配置された角部材R3,R4と、角部材R3,R4の間に配置された平板14とで構成されている。
【0025】
角部材R4の一方の側面と平板11の他方の側面との突合部J1及び角部材R1の他方の側面と平板11の一方の側面との突合部J2は、壁部材H1の外側及び内側から摩擦攪拌されており、摩擦攪拌により形成された各塑性化領域の先端側が重複して形成されている。
また同様に、角部材R1の一方の側面と平板12の他方の側面との突合部J3及び角部材R2の他方の側面と平板12の一方の側面との突合部J4、角部材R2の一方の側面と平板13の他方の側面との突合部J5及び角部材R3の他方の側面と平板13の一方の側面との突合部J6は、各壁部材の外側及び内側から摩擦攪拌されており、摩擦攪拌により形成された各塑性化領域の先端側が重複して形成されている。
【0026】
一方、角部材R3の一方の側面と平板14の他方の側面との突合部J7及び角部材R4の他方の側面と平板14の一方の側面との突合部J8は、壁部材H4の外側から摩擦攪拌された後、内側から溶接が行なわれていることを特徴とする。
以下、本実施形態の接合方法について説明する。なお、壁部材H1,H2,H3からなる断面視U字状の中間部材については、従来の摩擦攪拌接合と略同等であるから、簡単に説明する。
【0027】
本実施形態に係る接合方法は、(1)中間部材接合工程、(2)突合工程、(3)溝部形成工程、(4)溝部仮接合工程、(5)溝部本接合工程、(6)溶接工程、(7)継手部材挿入工程、(8)外側仮接合工程、(9)外側本接合工程を主に含むものである。
【0028】
(1)中間部材接合工程
中間部材接合工程は、構造物1の中間部材である中間部材20を形成する工程である。中間部材20は、本実施形態では図3の(b)に示すように、構造物1から平板14のみ取り除いた部材をいい、断面視略U字状を呈する。中間部材20は、対向する一対の壁部材H1と、壁部材H3と、壁部材H1と壁部材H3の間に介設される平板12とを有する。中間部材接合工程は、壁部材H1、壁部材H3を形成した後、平板12と壁部材H1及び壁部材H3とを接合する工程をいう。
【0029】
壁部材H1は、角部材R4、角部材R1及び角部材R4と角部材R1の間に介設された平板11で構成される。角部材R4の一方の側面と平板11の他方の側面との突合部J1は、突合部J1の長手方向の全長に亘って、外側(壁部材H1の外側)及び内側(壁部材H1の内側)から摩擦攪拌によって接合されている。また、突合部J1に形成された塑性化領域W1,W1の先端側は、重複している。これにより、突合部J1の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R1の他方の側面と平板11の一方の側面との突合部J2は、突合部J2の長手方向の全長に亘って、外側及び内側から摩擦攪拌が行われており、塑性化領域W2,W2の先端側が重複している。
【0030】
壁部材H3は、角部材R2、角部材R3及び角部材R2と角部材R3の間に介設された平板13で構成される。角部材R2の一方の側面と平板13の他方の側面との突合部J5は、突合部J5の長手方向の全長に亘って、外側(壁部材H3の外側)及び内側(壁部材H3の内側)から摩擦攪拌によって接合されている。また、突合部J5に形成された塑性化領域W5,W5の先端側は、重複している。これにより、突合部J5の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R3の他方の側面と平板13の一方の側面との突合部J6は、突合部J6の長手方向の全長に亘って、外側及び内側から摩擦攪拌が行われており、塑性化領域W6,W6の先端側が重複している。
【0031】
平板12は、図3の(b)に示すように、壁部材H1の角部材R1と、壁部材H3の角部材R2との間に介設される。平板12の他方の側面と角部材R1の一方の側面との突合部J3は、突合部J3の長手方向の全長に亘って、平板12(壁部材H2)の外側及び内側から摩擦攪拌によって接合されている。突合部J3に形成された塑性化領域W3,W3の先端側は、重複している。これにより、突合部J3の隙間を全て摩擦攪拌することができるため、気密性及び水密性を高めることができる。同様に、角部材R2の他方の側面と平板12の一方の側面との突合部J4は、突合部J4の長手方向の全長に亘って、壁部材H2の外側及び内側から摩擦攪拌が行われており、塑性化領域W4,W4の先端側が重複している。
【0032】
中間部材20の一部には、平板14が挿入される開口部21が形成されている。
なお、中間部材20は、本実施形態においては、前記したように形成したが、これに限定されるものではない。本実施形態においては、中間部材20の外側及び内側の両側から摩擦攪拌を行ったが、どちらか一方の側から溶接を行って各突合部を摩擦攪拌してもよい。
【0033】
(2)突合工程
突合工程では、図4に示すように、中間部材20の開口部21(図3の(b)参照)に平板14を挿入する。平板14の幅は、開口部21の幅と略同等に形成されている。即ち、開口部21に平板14を挿入すると、開口部21に現れる一対の側面R3b,R4aと平板14の両側面14a,14bとが突き合わされる。図4に示すように、平板14の他方の側面14aと角部材R3の一方の側面R3bとの突き合わせ面には突合部J7が形成されている。一方、平板14の一方の側面14bと角部材R4の他方の側面R4aとの突き合わせ面には突合部J8が形成されている。
なお、平板14と角部材R4とが突き合わされて形成された金属部材を以下、被接合金属部材Nともいう。また、被接合金属部材Nの外側の面を外側面A、内側の面を内側面B、一方の端面を第一端面C、他方の端面を第二端面Dともいう。
【0034】
突合工程の際、図4及び図5の(a)に示すように、中間部材20の内側に裏当台25を配置するのが好ましい。裏当台25は、中間部材20の内側から平板14を支持する部材である。裏当台25は、離間して配置された第一裏当材25a,第二裏当材25bと、第一裏当材25a及び第二裏当材25bの間に立設された縦部材25c,25cとからなる。第一裏当材25aの外側の面から第二裏当材25bの外側の面までの距離は、平板12の内側の面から平板14の内側の面(図2参照)までの距離と略同等に形成されている。裏当台25は、本実施形態においては、突合部J7,J8ごとに一つずつ設ける。
【0035】
なお、以下に記載する(3)溝部形成工程、(4)溝部仮接合工程、(5)溝部本接合工程、(6)溶接工程、(7)継手部材挿入工程、(8)外側仮接合工程、(9)外側本接合工程は、突合部J7及び突合部J8に対して行なう工程であるが、作業内容は両突合部ともに略同等であるため、突合部J8を例にして説明する。
【0036】
(3)溝部形成工程
溝部形成工程では、突合部J8に対して被接合金属部材Nの外側面Aに溝部Kを形成する。溝部形成工程は、図5の(b)に示すように、公知のエンドミル等を用いて突合部J8に沿って所定の幅、深さで切り欠いて溝部K形成する。溝部Kは、本実施形態においては、断面視矩形で形成するが他の形状であってもよい。
【0037】
(4)溝部仮接合工程
溝部仮接合工程では、図6に示すように、溝部Kの底面に現れる突合部J8に対して小型の回転ツールを用いて仮接合を行なう。溝部仮接合工程は、一対のタブ材を配置するタブ材配置工程と、突合部J8に対して仮接合を行なう溝部仮接合工程と、大型回転ツールGの挿入予定位置に下穴を形成する下穴形成工程を含むものである。
ここで、図7を参照して、各摩擦攪拌に用いる小型の回転ツールF(以下、「小型回転ツールF」という。)及び小型回転ツールFよりも比較的大型の回転ツールG(以下、「大型回転ツールG」という。)を詳細に説明する。
【0038】
図7の(a)に示す小型回転ツールFは、工具鋼など被接合金属部材Nよりも硬質の金属材料からなり、円柱状を呈するショルダ部F1と、このショルダ部F1の下端面F11に突設された攪拌ピン(プローブ)F2とを備えて構成されている。小型回転ツールFの寸法・形状は、被接合金属部材Nの材質や厚さ等に応じて設定すればよいが、少なくとも、大型回転ツールG(図7の(b)参照)よりも小型にする。このようにすると、大型回転ツールGを用いる場合よりも小さな負荷で摩擦攪拌接合を行うことが可能となるので、摩擦攪拌装置に掛かる負荷を低減することが可能となり、さらには、小型回転ツールFの移動速度(送り速度)を大型回転ツールGの移動速度よりも高速にすることも可能になるので、摩擦攪拌接合に要する作業時間やコストを低減することが可能となる。
【0039】
ショルダ部F1の下端面F11は、塑性流動化した金属を押えて周囲への飛散を防止する役割を担う部位であり、本実施形態では、凹面状に成形されている。ショルダ部F1の外径X1の大きさに特に制限はないが、本実施形態では、大型回転ツールGのショルダ部G1の外径Y1よりも小さくなっている。
【0040】
攪拌ピンF2は、ショルダ部F1の下端面F11の中央から垂下しており、本実施形態では、先細りの円錐台状に成形されている。また、攪拌ピンF2の周面には、螺旋状に刻設された攪拌翼が形成されている。攪拌ピンF2の外径の大きさに特に制限はないが、本実施形態では、最大外径(上端径)X2が大型回転ツールGの攪拌ピンG2の最大外径(上端径)Y2よりも小さく、かつ、最小外径(下端径)X3が攪拌ピンG2の最小外径(下端径)Y3よりも小さくなっている。また、攪拌ピンF2の長さLAは、大型回転ツールGの攪拌ピンG2の長さLBよりも小さくなっている。
【0041】
図7の(b)に示す大型回転ツールGは、工具鋼など被接合金属部材Nよりも硬質の金属材料からなり、円柱状を呈するショルダ部G1と、このショルダ部G1の下端面G11に突設された攪拌ピン(プローブ)G2とを備えて構成されている。
ショルダ部G1の下端面G11は、小型回転ツールFと同様に、凹面状に成形されている。攪拌ピンG2は、ショルダ部G1の下端面G11の中央から垂下しており、本実施形態では、先細りの円錐台状に成形されている。
【0042】
タブ材配置工程では、J8の両端面に一対のタブ材を配置する。第一タブ材31及び第二タブ材32は、図6及び図8に示すように、突合部J8を挟むように配置されるものであり、それぞれ第一端面C及び第二端面Dに現れる突合部J8を覆うことができる寸法・形状を備えている。第一タブ材31及び第二タブ材32は、本実施形態においては、裏当台25の第一裏当材25aに配置されている。第一タブ材31及び第二タブ材32の表面は、溝部Kの底面と略同等に形成されている。第一タブ材31及び第二タブ材32の材質に特に制限はないが、本実施形態では被接合金属部材Nと同一組成の金属材料で形成している。なお、第一タブ材31及び第二タブ材32と被接合金属部材Nとの突き合わせ面に、公知の離型剤を塗布しておくことが好ましい。これにより、後にタブ材を切除するときに容易に切除することができる。
【0043】
溝部仮接合工程では、溝部Kの底面に現れる突合部J8に沿って小型回転ツールFを用いて摩擦攪拌を行う。即ち、図8に示すように、第一タブ材31の適所に設けた開始位置SP1の直上に小型回転ツールFを位置させ、続いて、小型回転ツールFを右回転させつつ下降させて攪拌ピンF2(図7参照)を開始位置SP1に押し付ける。攪拌ピンF2の全体が第一タブ材31に入り込み、かつ、ショルダ部F1の下端面F11の全面が第二タブ材32の表面に接触したら、小型回転ツールFを回転させつつ溝部仮接合工程の始点s1に向けて相対移動させる。小型回転ツールFが始点s1に達したら、始点s1で小型回転ツールFを離脱させずに溝部仮接合工程の終点e1まで移動させる。小型回転ツールFが終点e1まで達したら小型回転ツールFを離脱させずに終了位置EP1まで移動させ、終了位置EP1で小型回転ツールFを離脱させる。
【0044】
なお、小型回転ツールFの攪拌ピンF2が突合部J8に入り込むと、被接合金属部材Nと第一タブ材31及び第二タブ材32を引き離そうとする力が作用するが、被接合金属部材Nと第一タブ材31及び第二タブ材32により形成された入隅部を溶接により仮接合しているので、被接合金属部材Nと第一タブ材31及び第二タブ材32との間の目開きを防止することができる。溝部仮接合工程の終了位置EP1は、後記する溝部本接合工程の開始位置SM1となる。
【0045】
下穴形成工程では、図7の(b)に示すように、後記する溝部本接合工程における摩擦攪拌の開始位置に下穴P1を形成する工程である。即ち、本実施形態に係る下穴形成工程においては、第二タブ材32の表面に設定されたSM1に下穴P1を形成する。
【0046】
下穴P1は、大型回転ツールGの攪拌ピンG2の挿入抵抗(圧入抵抗)を低減する目的で設けられるものであり、本実施形態では、小型回転ツールFの攪拌ピンF2を離脱させたときに形成される抜き穴n1を図示せぬドリルなどで拡径することで形成される。抜き穴n1を利用すれば、下穴P1の形成工程を簡略化することが可能となるので、作業時間を短縮することが可能となる。下穴P1の形態に特に制限はないが、本実施形態では、円筒状としている。なお、本実施形態では、第二タブ材32に下穴P1を形成しているが、下穴P1の位置に特に制限はなく、第一タブ材31に形成してもよく、好適には、本実施形態の如く溝部Kの底面に現れる継ぎ目(境界線)の延長線上に形成することが望ましい。
【0047】
(5)溝部本接合工程
溝部本接合工程は、溝部Kの底面に現れる突合部J8を本格的に接合する工程である。本実施形態に係る溝部本接合工程では、大型回転ツールGを使用し、仮接合された状態の突合部J8に対して被接合金属部材Nの外側面A側から摩擦攪拌を行う。
【0048】
溝部本接合工程では、図9に示すように、開始位置SM1に大型回転ツールGの攪拌ピンG2を挿入(圧入)し、挿入した攪拌ピンG2を途中で離脱させることなく終了位置EM1まで移動させる。即ち、溝部本接合工程では、下穴P1から摩擦攪拌を開始し、終了位置EM1まで連続して摩擦攪拌を行う。
なお、本実施形態では、第二タブ材32に摩擦攪拌の開始位置SM1を設け、第一タブ材31に終了位置EM1を設けているが、開始位置SM1と終了位置EM1の位置を限定する趣旨ではない。
【0049】
図9を参照して溝部本接合工程をより詳細に説明する。
まず、開始位置SM1(下穴P1)の直上に大型回転ツールGを位置させ、続いて、大型回転ツールGを右回転させつつ下降させて攪拌ピンG2の先端を下穴P1に挿入する。攪拌ピンG2の全体が第二タブ材32に入り込み、かつ、ショルダ部G1の下端面G11の全面が第二タブ材32の表面に接触したら、摩擦攪拌を行いながら突合部J8の一端に向けて大型回転ツールGを相対移動させ、突合部J8に突入させる。大型回転ツールGを移動させると、その攪拌ピンG2の周囲にある金属が順次塑性流動化するとともに、攪拌ピンG2から離れた位置では、塑性流動化していた金属が再び硬化して塑性化領域(以下、「溝部塑性化領域W8」という。)が形成される。
【0050】
被接合金属部材Nへの入熱量が過大になる虞がある場合には、大型回転ツールGの周囲に溝部Kの底面(外側面A側)から水を供給するなどして冷却することが望ましい。なお、角部材R4及び平板14の間に冷却水が入り込むと、接合面に酸化皮膜を発生させる虞があるが、本実施形態においては、溝部仮接合工程を実行して被接合金属部材N間の目地を閉塞しているので、被接合金属部材N間に冷却水が入り込み難く、接合部の品質を劣化させる虞がない。
【0051】
被接合金属部材Nの突合部J8では、被接合金属部材Nの継ぎ目上における移動軌跡上に摩擦攪拌のルートを設定し、当該ルートに沿って大型回転ツールGを相対移動させることで、突合部J8の一端から他端まで連続して摩擦攪拌を行う。突合部J8の他端まで大型回転ツールGを相対移動させたら、摩擦攪拌を行いながらそのまま終了位置EM1に向けて相対移動させる。大型回転ツールGが終了位置EM1に達したら、大型回転ツールGを回転させつつ上昇させて攪拌ピンG2を終了位置EM1から離脱させる。
【0052】
図10に示すように、溝部塑性化領域W8は、突合部J8の深さ方向の全長に亘って摩擦攪拌を行うことが好ましい。なお、溝部本接合工程が終了したら、溝部Kの底面に発生したバリ等を切削して底面を平滑に形成する。
【0053】
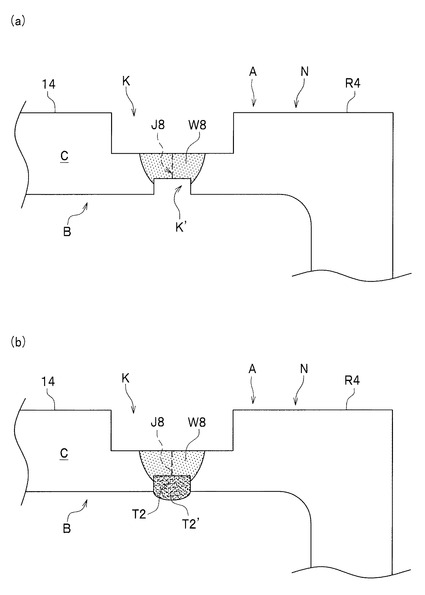
(6)溶接工程
溶接工程は、被接合金属部材Nの内側面B側から突合部J8に沿って溶接を行なう工程である。溶接工程では、図11に示すように、裏当台25を一旦取り外し、溝部塑性化領域W8の内側からTIG溶接又はMIG溶接などの肉盛溶接を行って、突合部J8に沿って溶接金属T1を形成する。肉盛溶接は、被接合金属部材Nの内側面Bから溶接金属T1が突出する程度に行う。溶接工程を行うことで、仮に溝部塑性化領域W8の内側に切欠き(Kissing Bond)が形成されている場合であっても、当該切欠きを密閉することができるため、接合強度、水密性及び気密性を高めることができる。また、溝部本接合工程によって接合部に収縮が起こり、角部材R4及び平板14が同一平面上に形成されない場合であっても、被接合金属部材Nの内側面B側からから溶接を行なうことで、当該収縮による変形を是正することができる。
【0054】
なお、溶接金属T1のうち、内側面Bから突出する部分T1’を切削することが好ましい。これにより、内側面Bを平滑に形成することができる。
【0055】
(7)継手部材挿入工程
継手部材挿入工程は、図12に示すように、溝部Kに継手部材Uを挿入する工程である。継手部材Uの幅、深さ及び長さは、溝部Kの幅、深さ及び長さとそれぞれ略同等の寸法で形成されるとともに、被接合金属部材Nと同等の組成からなる金属で形成されている。即ち、溝部Kに継手部材Uを挿入すると、継手部材Uの表面と被接合金属部材Nの外側面Aとが面一になるとともに、継手部材Uの両端面は、被接合金属部材Nの第一端面C及び第二端面Dと面一に形成される。継手部材挿入工程においては、前記した溶接工程によって被接合金属部材Nの歪みが是正されているため、溝部Kの底面が略水平に形成されている。これにより、継手部材Uを好適に挿入することができる。
【0056】
(8)外側仮接合工程
外側仮接合工程では、図13及び図14に示すように、平板14と継手部材Uとの突合部J8a及び角部材R4と継手部材Uとの突合部J8bに沿って小型回転ツールFを用いて仮接合を行なう。本実施形態における外側仮接合工程は、一対のタブ材を配置するタブ材配置工程と、突合部J8a及び突合部J8bに対して小型回転ツールFを用いて仮接合を行なう外側仮接合工程と、大型回転ツールGの挿入予定位置に下穴を形成する下穴形成工程を含むものである。
【0057】
タブ材配置工程は、図13及び図14に示すように、被接合金属部材Nの第一端面C及び第二端面Dに第一タブ材33及び第二タブ材34を配置する。第一タブ材33及び第二タブ材34は、突合部J8、突合部J8a及び突合部J8bを挟むように配置されるものであり、それぞれ第一端面C及び第二端面Dに現れる各突合部を覆うことができる寸法・形状を備えている。第一タブ材33及び第二タブ材34は、本実施形態においては、裏当台25の第一裏当材25aに配置されている。第一タブ材33及び第二タブ材34の表面は、被接合金属部材Nの外側面Aと略同等に形成されている。第一タブ材33及び第二タブ材34の材質に特に制限はないが、本実施形態では被接合金属部材Nと同一組成の金属材料で形成している。
【0058】
外側仮接合工程では、被接合金属部材Nの外側面Aに現れる突合部J8a及び突合部J8bに沿って小型回転ツールFを用いて摩擦攪拌を行う。外側仮接合工程は、本実施形態においては、図14に示すように、第一タブ材33に設定された開始位置SP2から、第一タブ材33に設定された終了位置EP2まで一筆書きの要領で小型回転ツールFを相対移動させて摩擦攪拌を行う。
即ち、外側仮接合工程は、第一タブ材33と被接合金属部材Nとの突合部J33を接合する第一タブ材仮接合工程と、平板14と継手部材Uとの突合部J8aを接合する第一外側仮接合工程と、第二タブ材34と被接合金属部材Nとの突合部J34を接合する第二タブ材仮接合工程と、角部材R4と継手部材Uとの突合部J8bを接合する第二外側仮接合工程を含むものである。
【0059】
第一タブ材仮接合工程は、第一タブ材33に設定した開始位置SP2に小型回転ツールFを押圧した後、小型回転ツールFを第一タブ材仮接合工程の始点s33に相対移動させる。小型回転ツールFが始点s33に達したら、突合部J33に沿って、第一タブ材仮接合工程の終点e33まで移動させる。小型回転ツールFが終点e33に達したら、小型回転ツールFを離脱させずに、一旦第一タブ材33に入り込ませ、第一外側仮接合工程の始点s14まで移動させる。
【0060】
なお、小型回転ツールFを右回転させた場合には、小型回転ツールFの進行方向の左側に微細な空洞欠陥が発生する虞があるので、小型回転ツールFの進行方向の右側に被接合金属部材Nが位置するように第一タブ材仮接合工程の始点s33と終点e33の位置を設定することが望ましい。このようにすると、被接合金属部材N側に空洞欠陥が発生し難くなるので、高品質の接合体を得ることが可能となる。
【0061】
ちなみに、小型回転ツールFを左回転させた場合には、小型回転ツールFの進行方向の右側に微細な空洞欠陥が発生する虞があるので、小型回転ツールFの進行方向の左側に被接合金属部材Nが位置するように第一タブ材仮接合工程の始点と終点の位置を設定することが望ましい。具体的には、図示は省略するが、小型回転ツールFを右回転させた場合の終点e33の位置に始点を設け、小型回転ツールFを右回転させた場合の始点s33の位置に終点を設ければよい。
【0062】
小型回転ツールFが第一外側仮接合工程の始点s14に達したら、そのまま第一外側仮接合工程に移行して、突合部J8aに沿って小型回転ツールFを移動させる。小型回転ツールFが第一外側仮接合工程の終点e14に達したら、一旦第二タブ材34に入りこませて、第二タブ材仮接合工程の始点s34まで移動させる。小型回転ツールFが始点s34に達したら、突合部J34に沿って第二タブ材仮接合工程の終点e34まで小型回転ツールFを移動させる。
【0063】
小型回転ツールFが終点e34に達したら、小型回転ツールFを離脱させずに、第二外側仮接合工程の始点sR4まで移動させる。小型回転ツールFがsR4に達したら、突合部J8bに沿って小型回転ツールFを移動させて、そのまま第二外側仮接合工程に移行する。小型回転ツールFが第二外側仮接合工程の終点eR4に達したら、そのまま第一タブ材33に突入させ、終了位置EP2で小型回転ツールFを離脱させる。なお、終了位置EP2は、後記する外側本接合工程の開始位置SM2でもある。
【0064】
外側仮接合工程が終了したら、終了位置EP2に形成された抜き穴(図示省略)を利用して下穴を形成する。下穴形成工程は、前記したものと略同等であるから説明を省略する。
【0065】
(9)外側本接合工程
外側本接合工程は、被接合金属部材Nの外側面Aに現れる突合部J8a及びJ8bを本格的に接合する工程である。本実施形態に係る外側本接合工程は、大型回転ツールGを使用し、仮接合された状態の突合部J8a及び突合部J8bに対して被接合金属部材Nの外側面A側から摩擦攪拌を行う。
【0066】
外側本接合工程では、図15の(a)に示すように、開始位置SM2に大型回転ツールGの攪拌ピンG2を挿入し、挿入した攪拌ピンG2を途中で離脱させることなく終了位置EM2まで移動させる。なお、本実施形態では、第一タブ材33に摩擦攪拌の開始位置SM2及び終了位置EM2を設けているが、開始位置SM2と終了位置EM2の位置を限定する趣旨ではない。
【0067】
図15(a)及び(b)を参照して外側本接合工程をより詳細に説明する。
まず、図15(a)に示すように、下穴P1(開始位置SM2)の直上に大型回転ツールGを位置させ、続いて、大型回転ツールGを右回転させつつ下降させて攪拌ピンG2の先端を下穴に挿入する。攪拌ピンG2の全体が第一タブ材33に入り込み、かつ、ショルダ部G1の下端面G11の全面が第一タブ材33の表面に接触したら、摩擦攪拌を行いながら突合部J8bの一端に向けて大型回転ツールGを相対移動させ、突合部J8bに突入させる。大型回転ツールGを移動させると、その攪拌ピンG2の周囲にある金属が順次塑性流動化するとともに、攪拌ピンG2から離れた位置では、塑性流動化していた金属が再び硬化して塑性化領域(以下、「外側塑性化領域W8’」という。)が形成される。
【0068】
そして、形成された外側塑性化領域W8’が突合部J34及び突合部J33に接触しないように大型回転ツールGを往復(本実施形態では二往復)させて突合部J8b及び突合部J8aに沿って連続的に摩擦攪拌を行う。最後に、突合部J33を通過させて第一タブ材33に設定された終了位置EM2で大型回転ツールGを離脱させる。
図15の(b)に示すように、外側塑性化領域W8’の先端側は、溝部Kの底面に接触するように摩擦攪拌することが好ましい。かかる構成により、突合部J8a及び突合部J8bの深さ方向の全長に亘って摩擦攪拌を行うことができる。また、大型回転ツールGをずらしながら往復させることで、継手部材Uの下面と溝部Kの底面との界面を全面に亘って摩擦攪拌することができるため、水密性及び気密性をより高めることができる。
なお、外側塑性化領域W8’が突合部J34及び突合部J33に接触しないように大型回転ツールGを往復させることで、突合部J34及び突合部J33の酸化皮膜の巻き込みを防止することができる。
【0069】
以上説明した本実施形態の接合方法によれば、図11に示すように、平板14と角部材R4の突合部J8に対して被接合金属部材N(壁部材H1)の外側から摩擦攪拌を行なった後、内側からは溶接を行うため、接合部の引張強度を高めるとともに、仮に溝部塑性化領域W8の先端側に切欠き(図20の(b)、(c)参照)が形成されたとしても溶接金属T1で密閉することができるため、水密性及び気密性を高めることができる。また、溶接によれば、本実施形態のように例えば四方を壁部材に囲まれた構造物1であっても、内側から比較的容易に接合作業を行うことができる。
【0070】
また、溝部塑性化領域W8と溶接金属T1が接触することにより、突合部J8の深さ方向の全長に亘って密閉することができる。また、溝部本接合工程及び外側本接合工程の各本接合を行う前に、溝部仮接合工程及び外側仮接合工程の各仮接合工程を行うことで、突合部を本接合する際の目開きを防止することができる。
【0071】
なお、本発明に係る接合方法は、摩擦攪拌工程(溝部本接合工程)を行なった後に、溶接工程を行うものである。ここで仮に、溶接工程を先に行なうと、摩擦攪拌工程に比べて溶接工程の方が入熱量が大きくなるため、被接合金属部材の変形量が大きくなる慮りがある。そのため、摩擦攪拌工程を行なった後に、溶接工程を行なうのが好ましい。
【0072】
以上本発明の実施形態について説明したが、本発明の趣旨を逸脱しない範囲において適宜変更が可能である。他の実施形態の説明においては、第一実施形態と重複する説明は省略する。
例えば、溝部仮接合工程において、被接合金属部材Nと第一タブ材31及び第二タブ材32との突合部に対して、外側仮接合工程と同様の工程によって仮接合工程を行なってもよい。
また、例えば、第一実施形態においては、継手部材Uを用いて接合を行ったが、被接合金属部材Nの壁部材の厚みが大きい場合は、複数個の継手部材U及び溝部Kによって接合を行ってもよい。一方、被接合金属部材Nの厚みが小さい場合は、継手部材Uを用いずに、被接合金属部材Nの外側から摩擦攪拌を行なった後、内側から溶接を行えばよい。
【0073】
[第二実施形態]
また、例えば、図16に示すように、前記した溶接工程に先だって、溝部塑性化領域W8の先端側(被接合金属部材Nの内側面B)において、突合部J8に沿って凹部K’を形成する凹部形成工程と、凹部K’に溶接金属T2を充填する溶接金属充填工程を含んでもよい。かかる接合方法によれば、溶接を行う際の作業性を高めることができる。また、溶接金属T2のうち、被接合金属部材Nの内側面Bから突出する部分を切除することで、内側面Bを平滑に形成することができる。なお、本実施形態においては、凹部K’は断面視矩形に形成したが、他の形状であってもよい。
【0074】
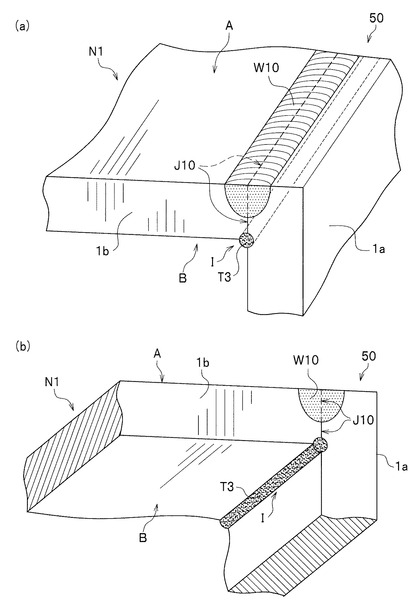
[第三実施形態]
第三実施形態に係る接合方法は、図17に示すように、一方の第一金属部材1aの側面と他方の第二金属部材1bの端面とを突き合わせて突合部J10が形成されている点で、第一実施形態と相違する。
本実施形態に係る接合方法は、突合部J10に対して摩擦攪拌を行う外側本接合工程と、入隅部Iに対して溶接を行う溶接工程とを含むものである。
【0075】
本実施形態に係る溶接工程は、第一金属部材1a及び第二金属部材1bから形成された被接合金属部材N1の外側面Aから摩擦攪拌を行なった後、入隅部Iに対して、被接合金属部材N1の内側面B側から溶接を行う。即ち、溶接によって被接合金属部材Nの内側面に現れる突合部J10の全長に亘って溶接金属T3を形成する。これにより、仮に、入隅部Iに切欠きが形成されていたとしても、溶接によって当該切欠きを密閉することができるため、水密性及び気密性を高めることができる。また、図20の(c)に示すように、一方の金属が接合の際の収縮によって反ってしまったとしても、溶接によって当該反りを是正することができる。また、入隅部Iに対して接合を行う場合であっても、溶接によれば比較的容易に作業を行なうことができる。
【0076】
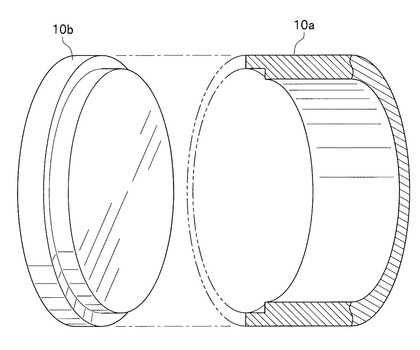
[第四実施形態]
第四実施形態に係る接合方法は、図18及び図19に示すように、円筒状を呈する筒状部材10aと、筒状部材10aの端部を覆う蓋部材10bとからなる点で第一実施形態と相違する。本実施形態に係る接合方法は、突合部J11に対して摩擦攪拌を行う外側本接合工程と、入隅部I’に対して溶接を行う溶接工程とを含むものである。
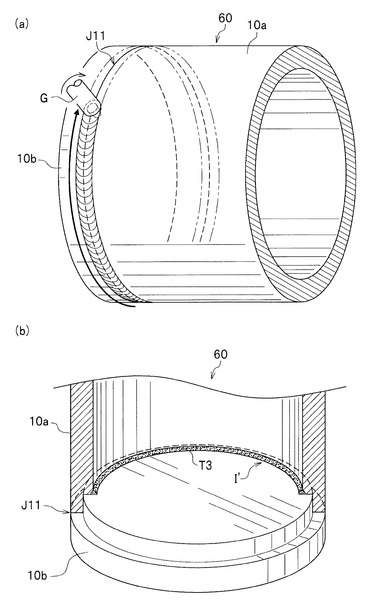
【0077】
本実施形態に係る構造物60は、筒状部材10aの端部と蓋部材10bの一方の面とを突き合わせて形成された突合部J11を備えている。外側本接合工程においては、図19の(a)に示すように、突合部J11に沿って大型回転ツールGによって右回転させながら、蓋部材10bの正面側からみて反時計回りに移動させて摩擦攪拌を行なう。
外側本接合工程を行なった後、図19の(b)に示すように、構造物60の内部の入隅部I’に対して溶接を行う。入隅部I’に対して溶接金属T3を形成することにより、接合部の強度を高めるとともに、気密性及び水密性を高めることができる。また、溶接工程によれば、本実施形態に係る円筒状の構造物60であっても比較的容易に接合作業を行うことができる。
【0078】
なお、大型回転ツールGは、蓋部材10bの正面側からみて反時計回りに移動するのが好ましい。これにより、蓋部材10b側に欠陥ができる可能性が高いため、筒状部材10aの気密性及び水密性を高めることができる。また、本実施形態では、筒状部材10aと蓋部材10bとを接合しているが、一対の筒状部材10a同士を接合してもよい。
【符号の説明】
【0079】
1 構造物
11〜14 平板
31 タブ材
32 タブ材
F 小型回転ツール
G 大型回転ツール
H1〜H4 壁部材
J 突合部
K’ 凹部
P1 下穴
R1〜R4 角部材
T 溶接金属
W 塑性化領域
【特許請求の範囲】
【請求項1】
一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項2】
複数の金属部材を接合して構成され複数の壁部材によって囲まれた構造体において、
一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項3】
円筒状を呈する筒状部材と筒状部材の端部を覆う蓋部材とを突き合わせて形成された構造体において、
前記蓋部材の金属部材の一方の面と前記筒状部材の金属部材の端部とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項4】
前記摩擦攪拌工程において形成された塑性化領域と、前記溶接工程において形成された溶接金属とが接触することを特徴とする請求項1又は請求項2に記載の接合方法。
【請求項5】
前記溶接工程前に、前記入隅部に現れる突合部に沿って凹部を形成する凹部形成工程と、当該凹部に溶接金属を充填する溶接金属充填工程とを含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【請求項6】
前記摩擦攪拌工程において、大型の回転ツールによって本接合を行う本接合工程を行う前に、小型の回転ツールによって仮接合を行う仮接合工程を含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【請求項7】
前記摩擦攪拌工程において、前記突合部の両側に一対のタブ材を配置するタブ材配置工程と、前記タブ材と前記金属部材との突合部に沿って摩擦攪拌を行うタブ材仮接合工程とを含むことを特徴とする請求項1又は請求項2に記載の接合方法。
【請求項8】
前記摩擦攪拌工程において、摩擦攪拌を行う回転ツールの挿入予定位置に予め下穴を形成する下穴形成工程を含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【請求項1】
一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項2】
複数の金属部材を接合して構成され複数の壁部材によって囲まれた構造体において、
一方の金属部材の側面と他方の金属部材の端面とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項3】
円筒状を呈する筒状部材と筒状部材の端部を覆う蓋部材とを突き合わせて形成された構造体において、
前記蓋部材の金属部材の一方の面と前記筒状部材の金属部材の端部とを突き合わせてなる突合部の接合方法であって、
前記突合部に対して前記金属部材同士の外面側から摩擦攪拌を行う摩擦攪拌工程を行って前記外面側に塑性化領域を形成した後、
前記突合部に対して前記金属部材同士の入隅部からTIG溶接又はMIG溶接による肉盛溶接を行って、前記突合部に沿って溶接金属を形成する溶接工程を含むことを特徴とする接合方法。
【請求項4】
前記摩擦攪拌工程において形成された塑性化領域と、前記溶接工程において形成された溶接金属とが接触することを特徴とする請求項1又は請求項2に記載の接合方法。
【請求項5】
前記溶接工程前に、前記入隅部に現れる突合部に沿って凹部を形成する凹部形成工程と、当該凹部に溶接金属を充填する溶接金属充填工程とを含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【請求項6】
前記摩擦攪拌工程において、大型の回転ツールによって本接合を行う本接合工程を行う前に、小型の回転ツールによって仮接合を行う仮接合工程を含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【請求項7】
前記摩擦攪拌工程において、前記突合部の両側に一対のタブ材を配置するタブ材配置工程と、前記タブ材と前記金属部材との突合部に沿って摩擦攪拌を行うタブ材仮接合工程とを含むことを特徴とする請求項1又は請求項2に記載の接合方法。
【請求項8】
前記摩擦攪拌工程において、摩擦攪拌を行う回転ツールの挿入予定位置に予め下穴を形成する下穴形成工程を含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【公開番号】特開2013−59811(P2013−59811A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2012−258495(P2012−258495)
【出願日】平成24年11月27日(2012.11.27)
【分割の表示】特願2007−330519(P2007−330519)の分割
【原出願日】平成19年12月21日(2007.12.21)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成24年11月27日(2012.11.27)
【分割の表示】特願2007−330519(P2007−330519)の分割
【原出願日】平成19年12月21日(2007.12.21)
【出願人】(000004743)日本軽金属株式会社 (627)
【Fターム(参考)】
[ Back to top ]