
接合構造の構築方法および接合構造
【課題】接着剤の硬化反応の連鎖を維持し、接合強度を確保することのできる接合構造の構築方法を提供する。
【解決手段】第1接着部材30の表面に第1断熱部38を形成する断熱部形成工程と、連鎖反応型の接着剤4を、第1断熱部30が接着剤4と第1接着部材30との間に介在するように第1断熱部38に配置するとともに、前記接着剤4を前記第2接着部材40の表面に配置する接着剤配置工程と、接着剤4にエネルギーを付与し、第1断熱部38により接着剤4から第1接着部材30への熱の移動を規制しつつ接着剤4を硬化させる硬化工程とを実施する。
【解決手段】第1接着部材30の表面に第1断熱部38を形成する断熱部形成工程と、連鎖反応型の接着剤4を、第1断熱部30が接着剤4と第1接着部材30との間に介在するように第1断熱部38に配置するとともに、前記接着剤4を前記第2接着部材40の表面に配置する接着剤配置工程と、接着剤4にエネルギーを付与し、第1断熱部38により接着剤4から第1接着部材30への熱の移動を規制しつつ接着剤4を硬化させる硬化工程とを実施する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、車体を構成する板金部材どうし等が接合された接合構造の構築方法および接合構造に関する。
【背景技術】
【0002】
従来、車体を構成する板金部材どうしを接合する手段等として、スポット溶接やレーザ溶接等の溶接技術、あるいは接着剤による接着方法が採用されている。
【0003】
特に、近年では、特許文献1に開示されているように、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化する接着剤であって、この内部エネルギーが発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化していく連鎖反応型の接着剤を用いる接着方法が注目されている。この接着剤を用いる方法では、接着部材に接着剤を塗布し、この接着剤の所定箇所にエネルギーを付与することで接着剤を順次硬化させていく。そして、この接着剤の硬化により接着部材どうしを接合する。
【特許文献1】特開平11−193322号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記連鎖反応型の接着剤を用いる方法では、前記接着剤内でエネルギーが適切に伝達され、このエネルギーによって接着剤が順次硬化可能な所定の温度にまで前記接着剤が加熱される必要がある。しかしながら、前記接着部材の種類等によっては、この接着部材が接着剤に加えられた熱、もしくは硬化反応熱を奪うことで接着剤内でのエネルギー伝達が適切に行なわれず、接着剤の硬化反応が途中で停止する場合がある。また、接着剤の硬化が不均一となり、接合強度が十分に得られなくなるおそれがある。
【0005】
本発明は、前記のような事情に鑑みてなされたものであり、接着剤の硬化反応の連鎖を維持し、接合強度を確保することのできる接合構造の構築方法および接合構造を提供する。
【課題を解決するための手段】
【0006】
前記課題を解決するために本発明は、第1接着部材と当該第1接着部材よりも熱伝導率あるいは熱容量の少なくとも一方が小さい第2接着部材とが互いにまたは被接着部材にそれぞれ接合された接合構造を構築する接合構造の構築方法であって、前記第1接着部材の表面に、外部から当該第1接着部材への熱の流入を規制する第1断熱部を形成する断熱部形成工程と、前記断熱部形成工程の後に実施されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化する連鎖反応型の接着剤を、当該接着剤と前記第1接着部材との間に前記第1断熱部が介在するように、この第1断熱部の表面に配置するとともに、前記接着剤を前記第2接着部材の表面に配置する接着剤配置工程と、前記接着剤配置工程の後に実施されて、前記接着剤にエネルギーを付与し、前記第1断熱部により前記接着剤から前記第1接着部材への熱の移動を規制しつつ当該接着剤を硬化させる硬化工程とを備えることを特徴とする接合構造の構築方法を提供する(請求項1)。
【0007】
この方法によれば、前記第1接着部材と接着剤との間に、外部すなわち接着剤からこの第1接着部材への熱の流入を規制する第1断熱部が形成されており、この第1断熱部によって接着剤内で発生した内部エネルギーすなわち硬化反応熱の第1接着部材側への放熱を抑制することができる。そして、この放熱の抑制により隣接する接着剤間での硬化反応熱の伝達ひいては硬化反応の連鎖が維持される結果、接着剤をより確実に硬化させることができ、第1接着部材と第2接着部材との接合、もしく第1接着部材および第2接着部材と被接着部材との接合の強度を確保することができる。
【0008】
特に、本方法では、熱伝導率あるいは熱容量が第2接着部材より大きい第1接着部材に第1断熱部が形成されていることにより、硬化反応の連鎖を維持する作用が高められる。すなわち、熱伝導率あるいは熱容量がより大きい接着部材付近では接着剤から外部への放熱量がより大きくなり、前記接着剤に加えられた熱や硬化反応熱がこの熱伝導率あるいは熱容量の大きい接着部材側で多く奪われることにより硬化が妨げられるおそれがあるが、本方法では、前記第1接着部材に第1断熱部が形成されて、熱伝導率あるいは熱容量がより大きい第1接着部材側での放熱が抑制されるため、接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化を抑制することができる。
【0009】
また、本方法において、前記断熱部形成工程は、前記第2接着部材の表面に、前記接着剤から当該第2接着部材への熱の流入を規制する第2断熱部を形成する工程と、前記第1断熱部を、当該第1断熱部による前記第1接着部材への熱の流入を規制する量が前記第2断熱部による前記第2接着部材への熱の流入を規制する量よりも大きくなるように形成する工程を含むのが好ましい(請求項2)。
【0010】
このようにすれば、前記第1断熱部に加えて、前記第2接着部材と前記接着剤との間にも接着剤からの放熱を規制する第2断熱部が形成されるので、これら第1断熱部と第2断熱部とにより前記接着剤からの放熱をより確実に規制して、前記接着剤をより一層確実に硬化させることができる。
【0011】
しかも、熱伝導率あるいは熱容量のより大きな第1接着部材に、より大きな断熱度を有する第1断熱部が形成されており、熱伝導率あるいは熱容量が大きい接着部材側で接着剤から熱が多く奪われる傾向が是正され、前記接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化をより確実に防止することができる。
【0012】
ここで、前記断熱部形成工程において前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくするための具体的方法としては、前記第1断熱部を、その接着剤から前記第1接着部材に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材に向かう方向の厚みよりも厚くなるように形成する方法が挙げられる(請求項3)。
【0013】
この方法によれば、例えば同じ部材からなる断熱部の厚みを変更すること等により、第1断熱部の断熱度を容易に第2断熱部の断熱度よりも大きくすることができる。
【0014】
また、前記断熱部形成工程において前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくするための具体的方法としては、前記第1断熱部を、その熱伝導率が前記第2断熱部の熱伝導率よりも小さくなるように形成する方法が挙げられる(請求項4)。
【0015】
この方法によれば、前記第1断熱部と第2断熱部の材質の変更等により、第1断熱部の断熱度を容易に第2断熱部の断熱度よりも大きくすることができる。
【0016】
また、本方法において、前記接着剤配置工程が、前記接着剤を前記第1接着部材と前記被接着部材との間に介在させるとともに、前記接着剤を前記第2接着部材と前記被接着部材との間に介在させる工程を含み、前記硬化工程が、前記接着剤を硬化させることで前記第1接着部材と被接着部材とを接合し、前記第2接着部材と前記被接着部材とを接合する工程を含むようにすれば、接着剤の前記被接着部材に沿った硬化反応の連鎖を維持することができ、第1接着部材と前記被接着部材との接合強度および前記第2接着部材と前記被接着部材との接合強度を確保することができる(請求項5)。
【0017】
ここで、前記方法が、前記断熱部形成工程の前に実施されて、前記第1接着部材と前記第2接着部材とをテーラードブランク工法により互いに接合するテーラードブランク工程を備えるのが好ましい(請求項6)。
【0018】
このようにすれば、前記第1接着部材と第2接着部材とを溶接によって、より確実に接合することができる。
【0019】
また、本方法において、前記接着剤配置工程が、前記接着剤を前記第1接着部材と当該第1接着部材と離間した位置に配置された前記第2接着部材との間に介在させる工程を含み、前記硬化工程が、前記接着剤を硬化させることで前記第1接着部材と前記第2接着部材とを前記接着剤により互いに接合する工程を含むようにすれば、前記第1接着部材と第2接着部材との間に存在する接着剤から第1接着部材側に熱が多く奪われることが防止されることにより、前記第1接着部材と第2接着部材との間における接着剤の硬化反応の連鎖を良好に行わせて、接合強度を確保することができる(請求項7)。
【0020】
また、本発明は、第1接着部材と第2接着部材とが互いにまたは被接着部材にそれぞれ接合される接合構造であって、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化して、前記第1接着部材と前記第2接着部材とを接合する接着剤を備え、第1接着部材は、その熱伝導率あるいは熱容量の少なくとも一方が前記第2接着部材の熱伝導率あるいは熱容量よりも大きく、前記第1接着部材と前記接着剤との間に、前記接着剤から前記第1接着部材への熱の流入を規制する第1断熱部が設けられていることを特徴とする接合構造を提供する(請求項8)。
【0021】
この構造では、前記第1断熱部によって接着剤から第1接着部材すなわち外部への熱の流出が規制されるため、隣接する接着剤間で内部エネルギーすなわち硬化反応熱をより確実に伝達させることができ接着剤の硬化反応の連鎖を維持して第1接着部材と第2接着部材との接合強度を確保することができる。
【0022】
特に、熱伝導率あるいは熱容量が第2接着部材より大きい第1接着部材に前記第1断熱部を設けているため、接着剤から第1接着部材側に熱が多く奪われることが防止され、前記接着剤の硬化反応の連鎖の停止や不均一な硬化をより確実に防止することができる。
【0023】
また、本発明は、前記第2接着部材と前記接着剤との間に、前記接着剤から前記第2接着部材への熱の流入を規制する第2断熱部が設けられており、前記第1断熱部の前記第1接着部材への熱の流入を規制する量が、前記第2断熱部の前記第2接着部材への熱の流入を規制する量よりも大きいのが好ましい(請求項9)。
【0024】
この構造では、第1断熱部に加えて第2断熱部により前記接着剤からの放熱をより確実に規制することができ、接着剤の硬化反応の連鎖を維持して前記接着剤をより一層確実に硬化させることができる。
【0025】
しかも、熱伝導率あるいは熱容量のより大きな第1接着部材に、より大きな断熱度を有する第1断熱部が形成されており、熱伝導率あるいは熱容量が大きい接着部材側で接着剤から熱が多く奪われる傾向が是正され、前記接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化をより確実に防止することができる。
【0026】
前記各断熱部の具体的構造としては、前記第1断熱部の前記接着剤から前記第1接着部材本体に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材本体に向かう方向の厚みよりも厚いものが挙げられる(請求項10)。また、前記第1断熱部の熱伝導率が、前記第2断熱部の熱伝導率よりも小さいものが挙げられる(請求項11)。
【0027】
また、前記第1接着部材と前記第2接着部材とは、前記被接着部材に対して同じ方向に離間しており、前記接着剤は、前記被接着部材と前記第1接着部材との間に介在して当該第1接着部材と被接着部材とを互いに接合するとともに、前記被接着部材と前記第2接着部材との間に介在して当該第2接着部材と被接着部材とを互いに接合する構造が挙げられる(請求項12)。
【0028】
この場合には、前記接着剤の前記被接着部材に沿った硬化反応を維持することができ、第1接着部材と前記被接着部材との接合強度および前記第2接着部材と前記被接着部材との接合強度を確保することができる。
【0029】
ここで、本発明は、前記第1接着部材と前記第2接着部材とがテーラードブランク工法により互いに接合されているものも含む(請求項13)。
【0030】
また、前記各接着部材の具体的構成は特に限定されるものではないが、前記第1接着部材と前記第2接着部材とが、互いに離間した位置に配置されており、前記接着剤が、前記第1接着部材と第2接着部材との間に介在して、当該第1接着部材と第2接着部材とを互いに接合する構造が挙げられる(請求項14)。
【0031】
このように離間した位置に配置された第1接着部材と第2接着部材との間に前記接着剤が介在している場合に、接着剤から片側の第1接着部材側に熱が多く奪われることが防止されることにより、接着剤の硬化反応の連鎖を維持して第1接着部材と第2接着部材との接合強度を確保することができる。
【発明の効果】
【0032】
以上のように、本発明によれば、接着剤の硬化反応の連鎖を維持し、接着部材間、もしく第1接着部材および第2接着部材と被接着部材との間の接合強度を確保することができる。
【発明を実施するための最良の形態】
【0033】
以下、図面を参照しつつ、本発明に係る接合構造の構築方法の好ましい実施の形態について説明する。ここでは、自動車のセンタピラー(いわゆるBピラー)付近に前記接合構造100が構築される場合について説明する。前記センタピラーは、サイドフレームアウタパネル(被接着部材)10とセンタピラーインナパネル20とで構成される。
【0034】
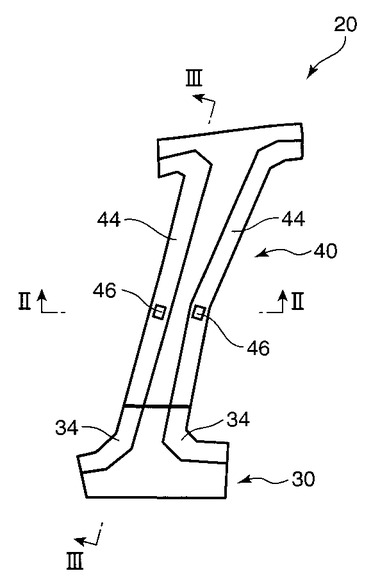
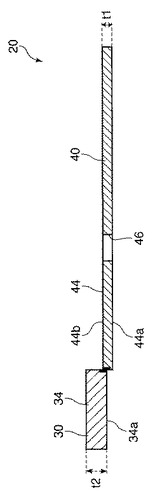
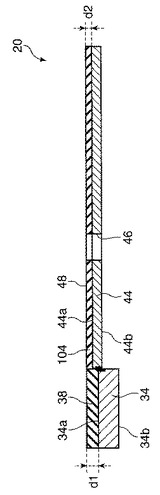
図1は前記センタピラーインナパネル20の概略平面図であり、図2は図1のII−II線断面図であり、図3は図1のIII−III線断面図である。このセンタピラーインナパネル20は、車体下部に配置される第1パネル30(第1接着部材)と、車体上部に配置される第2パネル40(第2接着部材)とで構成されている。図3に示すように、前記第1パネル30と前記第2パネル40とは、互いに厚みが異なっており、例えば、前記第1パネル30の厚みt1は1.6mmであり、第2パネル40の厚みt2は0.8mmである。前記センタピラーインナパネル20は、後述するように、テーラードブランク工法により、前記第1パネル30を構成する鋼板と前記第2パネル40を構成する鋼板とがレーザー溶接等により一体に接合された後プレス加工されることで形成されている。ここで、厚みの違いに伴い、第1パネル30は、前記第2パネル40の熱容量よりも大きな熱容量を有している。
【0035】
本実施形態では、図3に示すように、前記第1パネル30と第2パネル40とは、第2パネル40が第1パネル30よりも車体外側に突出した状態で接合されている。また、前記プレス加工により、第1パネル30にはフランジ34(以下、第1インナフランジ34という)が形成され、前記第2パネル40には前記第1インナフランジ34に連続するフランジ44(以下、第2インナフランジ44という)が形成されている。
【0036】
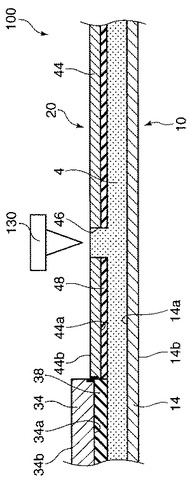
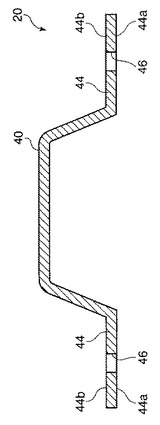
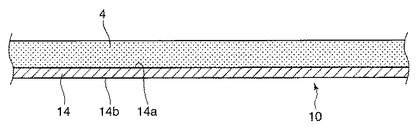
前記第2パネル40の第2インナフランジ44には、図2に示すように、その車体外側表面44aと車体内側表面44bとを貫通する貫通孔46が形成されている。
【0037】
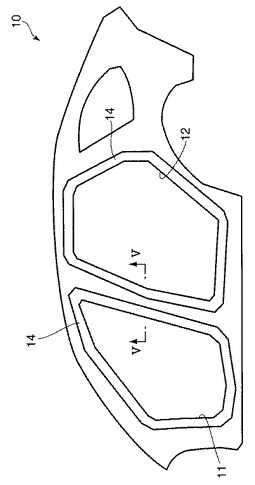
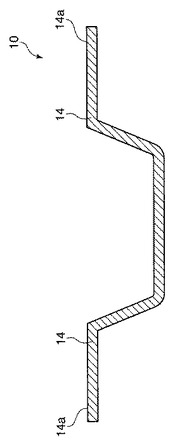
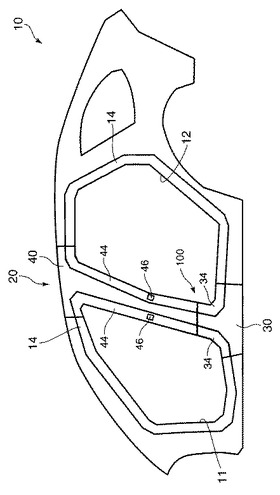
図4は、前記サイドフレームアウタパネル10の概略平面図であり、図5は、図4のV−V線断面図である。このサイドフレームアウタパネル10には、フロントドアが取り付けられるフロント開口部11と、リアドアが取り付けられるリア開口部12とが形成されている。そして、前記フロント開口部11の周囲およびリア開口部12の周囲には、図2に示すようにフランジ14(以下、アウタフランジ14と言う)が形成されている。
【0038】
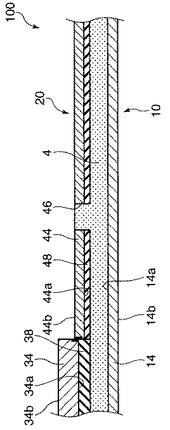
前記サイドフレームアウタパネル10と前記センタピラーインナパネル20とは、図11等に示すように、サイドフレームアウタパネル10のうち前記フロント開口部11と前記リア開口部12との間の領域にセンタピラーインナパネル20が取り付けられて、前記アウタフランジ14と前記センタピラーインナパネル20の第1インナフランジ34および第2インナフランジ44とが接着剤4で接着されることで互いに接合される。具体的には、図10等に示すように、アウタフランジ14の車体内側表面14aと、第1インナフランジ34の車体外側表面34aおよび第2インナフランジ44の車体外側表面44aとが後述する第1断熱部38および第2断熱部48を介して接着剤4により接着される。そして、この接着により、前記第1インナフランジ34と前記第2インナフランジ44とが、前記サイドフレームアウタパネル10および接着剤4を介して接合される。
【0039】
本接合構造の構築方法では、前記接着剤4に連鎖反応型の接着剤を用いる。具体的には、この接着剤4として、光重合性樹脂(主としてエポキシ樹脂、特に好ましくは脂環式エポキシ樹脂)、光・熱重合開始剤(芳香族スルホニウム塩等)、および光重合開始剤(スルホニウム塩等)を主成分とする樹脂組成物であって、紫外線、電子線、X線、赤外線、太陽光線、可視光線、レーザビーム(エキシマレーザ、CO2、レーザ等)、熱線(放射や輻射熱等)等のエネルギー線、或いは熱等の所定量のエネルギーが付与されることによって、その内部にカチオンと硬化反応熱とを積極的に発生させ、これらカチオンと硬化反応熱とによって、連鎖的に硬化反応するものを用いる。
【0040】
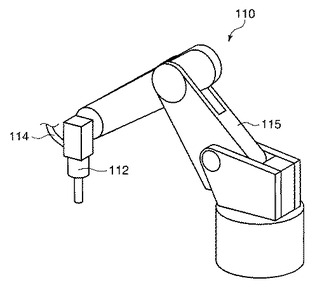
また、前記接着剤4を塗布するための接着剤塗布装置110として、図7に示すような装置を用いる。この接着剤塗布装置110は、図略のタンクに貯留されている接着剤4を吐出するノズル112と、前記接着剤4を前記ノズル112に導くホース114と、前記ノズル112を駆動する駆動ロボット115とを有している。
【0041】
前記接着剤4等を用いた本接合構造の構築方法は、次の各工程を含む。
【0042】
1)テーラードブランク工程
この工程は、前述のように、前記第1パネル30と第2パネル40とを有するセンタピラーインナパネル20を形成する工程である。
【0043】
この工程では、まず、前記第1パネル30を構成する第1の鋼板と、この鋼板よりも厚みが薄い前記第2パネル40を構成する第2の鋼板とをレーザー等により溶接する。そして、溶接により一つの素材となった鋼板をプレス加工し、前記第1の鋼板により前記第1インナフランジ34を有する第1パネル30を形成するとともに、前記第2の鋼板により前記第2フランジ44を有する第2パネル40を形成する。このようにして、本工程では、前記第1パネル30と第2パネル40とが一体に溶接されたセンタピラーインナパネル20を形成する。
【0044】
2)断熱部形成工程
前述のように、本方法では、前記アウタフランジ14の車体内側表面14aと、第1インナフランジ34の車体外側表面34aおよび第2インナフランジ44の車体外側表面44aとの接合に、連鎖反応型の接着剤4を用いており、これら表面間での接合強度を確保するためには、接着剤4の硬化反応熱を接着剤4内において確実に伝達させて接着剤4を確実に硬化させる必要がある。
【0045】
そこで、本方法では、この断熱部形成工程において、前記第1インナフランジ34の車体外側表面34aと前記第2インナフランジ44の車体外側表面44aに、それぞれ接着剤4から各表面34a,44aへの熱の流入を規制する第1断熱部38および第2断熱部48を形成し、前記接着剤4の硬化反応熱が各表面34a,44a側に逃げないようにする。
【0046】
また、前述のように、前記第1インナフランジ34は、前記第2インナフランジ44よりも大きな熱容量を有しており、同じエネルギーを受けた場合においてその温度上昇率が前記第2インナフランジ44の温度上昇率よりも小さくなるように構成されている。そのため、単にこれら第1インナフランジ34,第2インナフランジ44と接着剤4とを接触させた場合には、この接着剤4の硬化反応熱を受けて第1インナフランジ34および第2インナフランジ44が暖められた際に、接着剤4と前記第1インナフランジ34との温度差の方が接着剤4と前記第2インナフランジ44側との温度差よりも大きくなってしまう。そして、前記温度差に伴い前記第1インナフランジ34側にて接着剤4からの放熱量が特に大きくなり接着剤4の硬化反応熱がこの第1インナフランジ34側に奪われる結果、接着剤4の硬化反応熱が適切に伝達されずに、接着剤4の硬化が不均一となる、あるいは、接着剤4の硬化が途中で停止するといった事態が生じる。
【0047】
そこで、本方法では、前記第1断熱部38の断熱度(熱の移動を規制する量)を前記第2断熱部48の断熱度よりも大きくする。そして、第1インナフランジ34と第2インナフランジ44とにおける接着剤4からの放熱量を均一にして接着剤4内の硬化反応熱の適切な伝達を維持する。
【0048】
具体的には、まず、図6に示すように、紫外線を受けて硬化する液状の断熱剤104を、前記第1インナフランジ34の車体外側表面34aと第2インナフランジ44の車体外側表面44aとに塗布する。このとき、前記断熱剤104の車体外側方向の表面が第1インナフランジ34と第2インナフランジ44とにわたって略水平となるように塗布する。より詳細には、前記接着剤塗布装置110を用いて、駆動ロボット115を駆動させて、前記断熱剤104を、前記ノズル112から各表面34a,44a上に吐出していく。次に、この断熱剤104に紫外線を照射して断熱剤104を硬化させる。
【0049】
ここで、前記接着剤4は、前述のように樹脂組成物であり、その熱伝達率は、鋼板からなる第1インナフランジ34および第2インナフランジ44よりも十分に小さく、前記接着剤4から各インナフランジ34,44への放熱を十分に規制することができる。そこで、本実施形態では、前記断熱剤104として前記接着剤4と同じものを用いる。
【0050】
前述のように、前記第2パネル30は前記第1パネル40よりも車体外側に突出している。従って、前記のように断熱剤104を前記第1インナフランジ34と第2インナフランジ44とに亘って略水平に塗布したことで、前記第2インナフランジ44の車体外側表面44aには、厚み(図6のd2)が比較的小さい第2断熱部48が形成され、前記第1インナフランジ34の車体外側表面34aには、前記第2断熱部48よりも厚みが大きい(図6のd1)第1断熱部38が形成される。この厚みの違いにより、前記第1断熱部38の断熱度は前記第2断熱部48の断熱度よりも大きくなる。
【0051】
3)接着剤配置工程
この工程は、前記第1断熱部38と第2断熱部48と前記アウタフランジ14との間に前記接着剤4を配置する工程である。
【0052】
この工程では、まず、図8に示すように、前記アウタフランジ14の車体内側表面14aに接着剤4を塗布する。具体的には、前記接着剤塗布装置110の駆動ロボット115を駆動させて、前記ノズル112から、前記接着剤4を、前記アウタフランジ14の車体内側表面14a上に吐出していく。
【0053】
次に、図9に示すように、前記第1断熱部38および第2断熱部48が形成された前記センタピラーインナパネル20を、前記第1断熱部38および第2断熱部48と前記アウタフランジ14の車体内側表面14aとの間で接着剤4を挟み込むようにして、前記サイドフレームアウタパネル10上に載置する。
【0054】
4)硬化工程
この工程は、前記接着剤4を硬化させる工程である。
【0055】
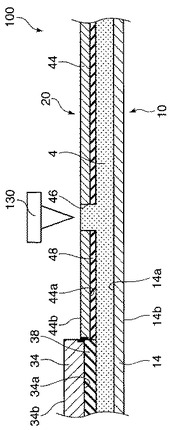
この工程では、図10に示すように、紫外線を照射可能な周知の装置であるUV照射装置130により前記接着剤4に紫外線を照射する。具体的には、前記紫外線を前記第2インナフランジ44に形成された貫通孔46の内側に照射して、この貫通孔46にて露出している前記接着剤4に紫外線を照射する。紫外線が照射された接着剤4はその内部にカチオンと硬化反応熱とを発生させつつ硬化を開始する。前記貫通孔46付近で発生した接着剤4の硬化反応は、車体下部側において、前記第2インナフランジ44と前記アウタフランジ14との間で進行した後、第1インナフランジ34と前記アウタフランジ14との間で進行していく。
【0056】
ここで、前述のように、前記第2インナフランジ44には前記第2断熱部48が形成されており、前記第1インナフランジ34には前記第1断熱部38が形成されており、これら第1断熱部38および第2断熱部48が前記接着剤4から第2インナフランジ44および第1インナフランジ34側への放熱を抑制している。そのため、前記接着剤4の硬化反応熱は効率よく接着剤4内を伝播していく。そして、十分な硬化反応熱を受けることで接着剤4は順次確実に硬化していく。また、断熱度のより大きな第1断熱部38が熱容量がより大きな第1インナフランジ34側に形成されており、この第1断熱部38が前記第1インナフランジ34側に硬化反応熱が偏って移動するのを抑制している。そのため、前記接着剤4の硬化反応はより適切に伝達するとともに、接着剤4は、第1インナフランジ34と第2インナフランジ44とにわたって均一に硬化していく。
【0057】
このようにして、本工程では、前記接着剤4を硬化させて前記アウタフランジ14と前記第1インナフランジ34とを前記第1断熱部38を介在させた状態で接合するとともに、前記アウタフランジ14と前記第2インナフランジ44とを前記第2断熱部48を介在させた状態で接合する。
【0058】
以上のように、本接合構造の構築方法では、前記接着剤4の硬化反応の連鎖をより確実に維持して、前記第1インナフランジ34と第2インナフランジ44と前記アウタフランジ14とをより確実に接合することができる。
【0059】
ここで、本方法では、前記第1インナフランジ34の熱容量が第2インナフランジ44の熱容量と同一である一方、第1インナフランジ34の熱伝導率が第2インナフランジ44の熱伝導率よりも大きい場合にも、前記実施形態と同様の効果を奏することができる。すなわち、前記第1インナフランジ34の熱伝導率が前記第2インナフランジ44の熱伝導率よりも大きい場合にも、第1インナフランジ34での放熱量の方が第2インナフランジ44での放熱量よりも大きくなるため、前記第1インナフランジ34に、より断熱度の大きい第1断熱部38を形成すれば、第1インナフランジ34と第2インナフランジ44とにおける接着剤4からの放熱量を均一にすることができ、接着剤4からの熱の移動の偏りを抑制して接着剤4内の硬化反応熱の適切な伝達を維持することが可能になる。
【0060】
また、前記第2断熱部48は省略可能である。すなわち、記第1インナフランジ34第1インナフランジ34側にのみ断熱部38を形成することで、第1インナフランジ34と第2インナフランジ44とにおける放熱量を均一にするようにしてもよい。ただし、第2インナフランジ44にも第2断熱部48を形成すれば、この第2インナフランジ44における接着剤4からの放熱を抑制することができ、接着剤4の硬化反応の連鎖をより確実に維持することができる。
【0061】
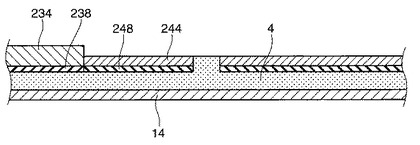
また、前記断熱部形成工程において、前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくする方法は前記に限らない。図12に示すように、第1断熱部238と第2断熱部248の厚さを同じにする一方、第1断熱部238を、第2断熱部248を構成する部材の熱伝導率よりも小さい熱伝導率を有する部材で形成するようにしてもよい。また、第2断熱部248を省略して、熱伝導率の小さな第1断熱部238のみを形成してもよい。例えば、第1パネル234および第2パネル244がそれぞれアルミ板の場合において、第1パネル234の表面をアルマイト処理し、第1パネル234の表面に純アルミニウム材よりも熱伝導率の小さい化成処理皮膜を形成して、この皮膜を第1断熱部238としてもよい。
【0062】
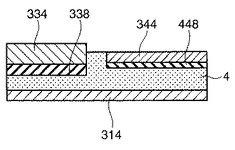
また、前記テーラードブランク工程は省略可能である。すなわち、本発明は、図13に示すように、互いに離間する第1接着部材334と第2接着部材344とをそれぞれ接着剤4を介して被接着部材314と接着することによってのみ、第1接着部材334と第2接着部材344とを互いに接合するものも含む。
【0063】
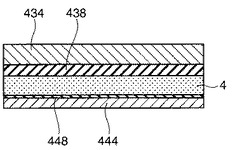
また、図14に示すように、本発明は、第2接着部材444とこの第2接着部材444よりも熱容量あるいは熱伝導率が大きい第1接着部材434とが互いに離間しており、これら接着部材434,444を、その間に接着剤4を介在させてこの接着剤4で接合するものも含む。この場合には、第2接着部材434に第2断熱部448よりも断熱度の大きな第1断熱部438を形成することにより、特に、第1接着部材434と第2接着部材444との離間方向における接着剤4の硬化反応熱の偏りを抑制してこれら第1接着部材434と第2接着部材444との剥離を抑制することができる。
【0064】
また、前記接着剤4の具体的構成は前記に限らない。例えば、固形の接着剤や、液状の接着剤を用い、これらを前記サイドフレームアウタパネル10とセンタピラーインナパネル20との間に塗布あるいは充填等してもよい。
【0065】
また、前記断熱剤104の具体的構成は前記に限らず、接着剤4以外の部材で構築してもよい。
【0066】
また、前記硬化工程において、前記接着剤4を硬化させる具体的方法は前記に限らない。
【図面の簡単な説明】
【0067】
【図1】本発明に係る接合構造の構築方法を適用するンタピラーインナパネルの概略平面図である。
【図2】図1のII−II線断面図である。
【図3】図1のIII−III線断面図である。
【図4】本発明に係る接合構造の構築方法を適用するサイドフレームアウタパネルの概略平面図である。
【図5】図4のV−V線断面図である。
【図6】断熱部形成工程の様態を示す説明図である。
【図7】接着剤を塗布するための接着剤塗布装置の概要を示す図である。
【図8】接着剤配置工程の様態を示す説明図である。
【図9】接着剤配置工程の様態を示す説明図である。
【図10】硬化工程の様態を示す説明図である。
【図11】硬化工程の様態を示す説明図である。
【図12】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【図13】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【図14】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【符号の説明】
【0068】
4 接着剤
10 センタピラーインナパネル(被接着部材)
14 アウタフランジ
20 サイドフレームアウタパネル
30 第1パネル(第1接着部材)
34 第1インナフランジ
38 第1断熱部
40 第2パネル(第2接着部材)
44 第2インナフランジ
48 第2断熱部
【技術分野】
【0001】
本発明は、車体を構成する板金部材どうし等が接合された接合構造の構築方法および接合構造に関する。
【背景技術】
【0002】
従来、車体を構成する板金部材どうしを接合する手段等として、スポット溶接やレーザ溶接等の溶接技術、あるいは接着剤による接着方法が採用されている。
【0003】
特に、近年では、特許文献1に開示されているように、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化する接着剤であって、この内部エネルギーが発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化していく連鎖反応型の接着剤を用いる接着方法が注目されている。この接着剤を用いる方法では、接着部材に接着剤を塗布し、この接着剤の所定箇所にエネルギーを付与することで接着剤を順次硬化させていく。そして、この接着剤の硬化により接着部材どうしを接合する。
【特許文献1】特開平11−193322号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
前記連鎖反応型の接着剤を用いる方法では、前記接着剤内でエネルギーが適切に伝達され、このエネルギーによって接着剤が順次硬化可能な所定の温度にまで前記接着剤が加熱される必要がある。しかしながら、前記接着部材の種類等によっては、この接着部材が接着剤に加えられた熱、もしくは硬化反応熱を奪うことで接着剤内でのエネルギー伝達が適切に行なわれず、接着剤の硬化反応が途中で停止する場合がある。また、接着剤の硬化が不均一となり、接合強度が十分に得られなくなるおそれがある。
【0005】
本発明は、前記のような事情に鑑みてなされたものであり、接着剤の硬化反応の連鎖を維持し、接合強度を確保することのできる接合構造の構築方法および接合構造を提供する。
【課題を解決するための手段】
【0006】
前記課題を解決するために本発明は、第1接着部材と当該第1接着部材よりも熱伝導率あるいは熱容量の少なくとも一方が小さい第2接着部材とが互いにまたは被接着部材にそれぞれ接合された接合構造を構築する接合構造の構築方法であって、前記第1接着部材の表面に、外部から当該第1接着部材への熱の流入を規制する第1断熱部を形成する断熱部形成工程と、前記断熱部形成工程の後に実施されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化する連鎖反応型の接着剤を、当該接着剤と前記第1接着部材との間に前記第1断熱部が介在するように、この第1断熱部の表面に配置するとともに、前記接着剤を前記第2接着部材の表面に配置する接着剤配置工程と、前記接着剤配置工程の後に実施されて、前記接着剤にエネルギーを付与し、前記第1断熱部により前記接着剤から前記第1接着部材への熱の移動を規制しつつ当該接着剤を硬化させる硬化工程とを備えることを特徴とする接合構造の構築方法を提供する(請求項1)。
【0007】
この方法によれば、前記第1接着部材と接着剤との間に、外部すなわち接着剤からこの第1接着部材への熱の流入を規制する第1断熱部が形成されており、この第1断熱部によって接着剤内で発生した内部エネルギーすなわち硬化反応熱の第1接着部材側への放熱を抑制することができる。そして、この放熱の抑制により隣接する接着剤間での硬化反応熱の伝達ひいては硬化反応の連鎖が維持される結果、接着剤をより確実に硬化させることができ、第1接着部材と第2接着部材との接合、もしく第1接着部材および第2接着部材と被接着部材との接合の強度を確保することができる。
【0008】
特に、本方法では、熱伝導率あるいは熱容量が第2接着部材より大きい第1接着部材に第1断熱部が形成されていることにより、硬化反応の連鎖を維持する作用が高められる。すなわち、熱伝導率あるいは熱容量がより大きい接着部材付近では接着剤から外部への放熱量がより大きくなり、前記接着剤に加えられた熱や硬化反応熱がこの熱伝導率あるいは熱容量の大きい接着部材側で多く奪われることにより硬化が妨げられるおそれがあるが、本方法では、前記第1接着部材に第1断熱部が形成されて、熱伝導率あるいは熱容量がより大きい第1接着部材側での放熱が抑制されるため、接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化を抑制することができる。
【0009】
また、本方法において、前記断熱部形成工程は、前記第2接着部材の表面に、前記接着剤から当該第2接着部材への熱の流入を規制する第2断熱部を形成する工程と、前記第1断熱部を、当該第1断熱部による前記第1接着部材への熱の流入を規制する量が前記第2断熱部による前記第2接着部材への熱の流入を規制する量よりも大きくなるように形成する工程を含むのが好ましい(請求項2)。
【0010】
このようにすれば、前記第1断熱部に加えて、前記第2接着部材と前記接着剤との間にも接着剤からの放熱を規制する第2断熱部が形成されるので、これら第1断熱部と第2断熱部とにより前記接着剤からの放熱をより確実に規制して、前記接着剤をより一層確実に硬化させることができる。
【0011】
しかも、熱伝導率あるいは熱容量のより大きな第1接着部材に、より大きな断熱度を有する第1断熱部が形成されており、熱伝導率あるいは熱容量が大きい接着部材側で接着剤から熱が多く奪われる傾向が是正され、前記接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化をより確実に防止することができる。
【0012】
ここで、前記断熱部形成工程において前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくするための具体的方法としては、前記第1断熱部を、その接着剤から前記第1接着部材に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材に向かう方向の厚みよりも厚くなるように形成する方法が挙げられる(請求項3)。
【0013】
この方法によれば、例えば同じ部材からなる断熱部の厚みを変更すること等により、第1断熱部の断熱度を容易に第2断熱部の断熱度よりも大きくすることができる。
【0014】
また、前記断熱部形成工程において前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくするための具体的方法としては、前記第1断熱部を、その熱伝導率が前記第2断熱部の熱伝導率よりも小さくなるように形成する方法が挙げられる(請求項4)。
【0015】
この方法によれば、前記第1断熱部と第2断熱部の材質の変更等により、第1断熱部の断熱度を容易に第2断熱部の断熱度よりも大きくすることができる。
【0016】
また、本方法において、前記接着剤配置工程が、前記接着剤を前記第1接着部材と前記被接着部材との間に介在させるとともに、前記接着剤を前記第2接着部材と前記被接着部材との間に介在させる工程を含み、前記硬化工程が、前記接着剤を硬化させることで前記第1接着部材と被接着部材とを接合し、前記第2接着部材と前記被接着部材とを接合する工程を含むようにすれば、接着剤の前記被接着部材に沿った硬化反応の連鎖を維持することができ、第1接着部材と前記被接着部材との接合強度および前記第2接着部材と前記被接着部材との接合強度を確保することができる(請求項5)。
【0017】
ここで、前記方法が、前記断熱部形成工程の前に実施されて、前記第1接着部材と前記第2接着部材とをテーラードブランク工法により互いに接合するテーラードブランク工程を備えるのが好ましい(請求項6)。
【0018】
このようにすれば、前記第1接着部材と第2接着部材とを溶接によって、より確実に接合することができる。
【0019】
また、本方法において、前記接着剤配置工程が、前記接着剤を前記第1接着部材と当該第1接着部材と離間した位置に配置された前記第2接着部材との間に介在させる工程を含み、前記硬化工程が、前記接着剤を硬化させることで前記第1接着部材と前記第2接着部材とを前記接着剤により互いに接合する工程を含むようにすれば、前記第1接着部材と第2接着部材との間に存在する接着剤から第1接着部材側に熱が多く奪われることが防止されることにより、前記第1接着部材と第2接着部材との間における接着剤の硬化反応の連鎖を良好に行わせて、接合強度を確保することができる(請求項7)。
【0020】
また、本発明は、第1接着部材と第2接着部材とが互いにまたは被接着部材にそれぞれ接合される接合構造であって、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化して、前記第1接着部材と前記第2接着部材とを接合する接着剤を備え、第1接着部材は、その熱伝導率あるいは熱容量の少なくとも一方が前記第2接着部材の熱伝導率あるいは熱容量よりも大きく、前記第1接着部材と前記接着剤との間に、前記接着剤から前記第1接着部材への熱の流入を規制する第1断熱部が設けられていることを特徴とする接合構造を提供する(請求項8)。
【0021】
この構造では、前記第1断熱部によって接着剤から第1接着部材すなわち外部への熱の流出が規制されるため、隣接する接着剤間で内部エネルギーすなわち硬化反応熱をより確実に伝達させることができ接着剤の硬化反応の連鎖を維持して第1接着部材と第2接着部材との接合強度を確保することができる。
【0022】
特に、熱伝導率あるいは熱容量が第2接着部材より大きい第1接着部材に前記第1断熱部を設けているため、接着剤から第1接着部材側に熱が多く奪われることが防止され、前記接着剤の硬化反応の連鎖の停止や不均一な硬化をより確実に防止することができる。
【0023】
また、本発明は、前記第2接着部材と前記接着剤との間に、前記接着剤から前記第2接着部材への熱の流入を規制する第2断熱部が設けられており、前記第1断熱部の前記第1接着部材への熱の流入を規制する量が、前記第2断熱部の前記第2接着部材への熱の流入を規制する量よりも大きいのが好ましい(請求項9)。
【0024】
この構造では、第1断熱部に加えて第2断熱部により前記接着剤からの放熱をより確実に規制することができ、接着剤の硬化反応の連鎖を維持して前記接着剤をより一層確実に硬化させることができる。
【0025】
しかも、熱伝導率あるいは熱容量のより大きな第1接着部材に、より大きな断熱度を有する第1断熱部が形成されており、熱伝導率あるいは熱容量が大きい接着部材側で接着剤から熱が多く奪われる傾向が是正され、前記接着剤の硬化反応の連鎖の停止や接着剤の不均一な硬化をより確実に防止することができる。
【0026】
前記各断熱部の具体的構造としては、前記第1断熱部の前記接着剤から前記第1接着部材本体に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材本体に向かう方向の厚みよりも厚いものが挙げられる(請求項10)。また、前記第1断熱部の熱伝導率が、前記第2断熱部の熱伝導率よりも小さいものが挙げられる(請求項11)。
【0027】
また、前記第1接着部材と前記第2接着部材とは、前記被接着部材に対して同じ方向に離間しており、前記接着剤は、前記被接着部材と前記第1接着部材との間に介在して当該第1接着部材と被接着部材とを互いに接合するとともに、前記被接着部材と前記第2接着部材との間に介在して当該第2接着部材と被接着部材とを互いに接合する構造が挙げられる(請求項12)。
【0028】
この場合には、前記接着剤の前記被接着部材に沿った硬化反応を維持することができ、第1接着部材と前記被接着部材との接合強度および前記第2接着部材と前記被接着部材との接合強度を確保することができる。
【0029】
ここで、本発明は、前記第1接着部材と前記第2接着部材とがテーラードブランク工法により互いに接合されているものも含む(請求項13)。
【0030】
また、前記各接着部材の具体的構成は特に限定されるものではないが、前記第1接着部材と前記第2接着部材とが、互いに離間した位置に配置されており、前記接着剤が、前記第1接着部材と第2接着部材との間に介在して、当該第1接着部材と第2接着部材とを互いに接合する構造が挙げられる(請求項14)。
【0031】
このように離間した位置に配置された第1接着部材と第2接着部材との間に前記接着剤が介在している場合に、接着剤から片側の第1接着部材側に熱が多く奪われることが防止されることにより、接着剤の硬化反応の連鎖を維持して第1接着部材と第2接着部材との接合強度を確保することができる。
【発明の効果】
【0032】
以上のように、本発明によれば、接着剤の硬化反応の連鎖を維持し、接着部材間、もしく第1接着部材および第2接着部材と被接着部材との間の接合強度を確保することができる。
【発明を実施するための最良の形態】
【0033】
以下、図面を参照しつつ、本発明に係る接合構造の構築方法の好ましい実施の形態について説明する。ここでは、自動車のセンタピラー(いわゆるBピラー)付近に前記接合構造100が構築される場合について説明する。前記センタピラーは、サイドフレームアウタパネル(被接着部材)10とセンタピラーインナパネル20とで構成される。
【0034】
図1は前記センタピラーインナパネル20の概略平面図であり、図2は図1のII−II線断面図であり、図3は図1のIII−III線断面図である。このセンタピラーインナパネル20は、車体下部に配置される第1パネル30(第1接着部材)と、車体上部に配置される第2パネル40(第2接着部材)とで構成されている。図3に示すように、前記第1パネル30と前記第2パネル40とは、互いに厚みが異なっており、例えば、前記第1パネル30の厚みt1は1.6mmであり、第2パネル40の厚みt2は0.8mmである。前記センタピラーインナパネル20は、後述するように、テーラードブランク工法により、前記第1パネル30を構成する鋼板と前記第2パネル40を構成する鋼板とがレーザー溶接等により一体に接合された後プレス加工されることで形成されている。ここで、厚みの違いに伴い、第1パネル30は、前記第2パネル40の熱容量よりも大きな熱容量を有している。
【0035】
本実施形態では、図3に示すように、前記第1パネル30と第2パネル40とは、第2パネル40が第1パネル30よりも車体外側に突出した状態で接合されている。また、前記プレス加工により、第1パネル30にはフランジ34(以下、第1インナフランジ34という)が形成され、前記第2パネル40には前記第1インナフランジ34に連続するフランジ44(以下、第2インナフランジ44という)が形成されている。
【0036】
前記第2パネル40の第2インナフランジ44には、図2に示すように、その車体外側表面44aと車体内側表面44bとを貫通する貫通孔46が形成されている。
【0037】
図4は、前記サイドフレームアウタパネル10の概略平面図であり、図5は、図4のV−V線断面図である。このサイドフレームアウタパネル10には、フロントドアが取り付けられるフロント開口部11と、リアドアが取り付けられるリア開口部12とが形成されている。そして、前記フロント開口部11の周囲およびリア開口部12の周囲には、図2に示すようにフランジ14(以下、アウタフランジ14と言う)が形成されている。
【0038】
前記サイドフレームアウタパネル10と前記センタピラーインナパネル20とは、図11等に示すように、サイドフレームアウタパネル10のうち前記フロント開口部11と前記リア開口部12との間の領域にセンタピラーインナパネル20が取り付けられて、前記アウタフランジ14と前記センタピラーインナパネル20の第1インナフランジ34および第2インナフランジ44とが接着剤4で接着されることで互いに接合される。具体的には、図10等に示すように、アウタフランジ14の車体内側表面14aと、第1インナフランジ34の車体外側表面34aおよび第2インナフランジ44の車体外側表面44aとが後述する第1断熱部38および第2断熱部48を介して接着剤4により接着される。そして、この接着により、前記第1インナフランジ34と前記第2インナフランジ44とが、前記サイドフレームアウタパネル10および接着剤4を介して接合される。
【0039】
本接合構造の構築方法では、前記接着剤4に連鎖反応型の接着剤を用いる。具体的には、この接着剤4として、光重合性樹脂(主としてエポキシ樹脂、特に好ましくは脂環式エポキシ樹脂)、光・熱重合開始剤(芳香族スルホニウム塩等)、および光重合開始剤(スルホニウム塩等)を主成分とする樹脂組成物であって、紫外線、電子線、X線、赤外線、太陽光線、可視光線、レーザビーム(エキシマレーザ、CO2、レーザ等)、熱線(放射や輻射熱等)等のエネルギー線、或いは熱等の所定量のエネルギーが付与されることによって、その内部にカチオンと硬化反応熱とを積極的に発生させ、これらカチオンと硬化反応熱とによって、連鎖的に硬化反応するものを用いる。
【0040】
また、前記接着剤4を塗布するための接着剤塗布装置110として、図7に示すような装置を用いる。この接着剤塗布装置110は、図略のタンクに貯留されている接着剤4を吐出するノズル112と、前記接着剤4を前記ノズル112に導くホース114と、前記ノズル112を駆動する駆動ロボット115とを有している。
【0041】
前記接着剤4等を用いた本接合構造の構築方法は、次の各工程を含む。
【0042】
1)テーラードブランク工程
この工程は、前述のように、前記第1パネル30と第2パネル40とを有するセンタピラーインナパネル20を形成する工程である。
【0043】
この工程では、まず、前記第1パネル30を構成する第1の鋼板と、この鋼板よりも厚みが薄い前記第2パネル40を構成する第2の鋼板とをレーザー等により溶接する。そして、溶接により一つの素材となった鋼板をプレス加工し、前記第1の鋼板により前記第1インナフランジ34を有する第1パネル30を形成するとともに、前記第2の鋼板により前記第2フランジ44を有する第2パネル40を形成する。このようにして、本工程では、前記第1パネル30と第2パネル40とが一体に溶接されたセンタピラーインナパネル20を形成する。
【0044】
2)断熱部形成工程
前述のように、本方法では、前記アウタフランジ14の車体内側表面14aと、第1インナフランジ34の車体外側表面34aおよび第2インナフランジ44の車体外側表面44aとの接合に、連鎖反応型の接着剤4を用いており、これら表面間での接合強度を確保するためには、接着剤4の硬化反応熱を接着剤4内において確実に伝達させて接着剤4を確実に硬化させる必要がある。
【0045】
そこで、本方法では、この断熱部形成工程において、前記第1インナフランジ34の車体外側表面34aと前記第2インナフランジ44の車体外側表面44aに、それぞれ接着剤4から各表面34a,44aへの熱の流入を規制する第1断熱部38および第2断熱部48を形成し、前記接着剤4の硬化反応熱が各表面34a,44a側に逃げないようにする。
【0046】
また、前述のように、前記第1インナフランジ34は、前記第2インナフランジ44よりも大きな熱容量を有しており、同じエネルギーを受けた場合においてその温度上昇率が前記第2インナフランジ44の温度上昇率よりも小さくなるように構成されている。そのため、単にこれら第1インナフランジ34,第2インナフランジ44と接着剤4とを接触させた場合には、この接着剤4の硬化反応熱を受けて第1インナフランジ34および第2インナフランジ44が暖められた際に、接着剤4と前記第1インナフランジ34との温度差の方が接着剤4と前記第2インナフランジ44側との温度差よりも大きくなってしまう。そして、前記温度差に伴い前記第1インナフランジ34側にて接着剤4からの放熱量が特に大きくなり接着剤4の硬化反応熱がこの第1インナフランジ34側に奪われる結果、接着剤4の硬化反応熱が適切に伝達されずに、接着剤4の硬化が不均一となる、あるいは、接着剤4の硬化が途中で停止するといった事態が生じる。
【0047】
そこで、本方法では、前記第1断熱部38の断熱度(熱の移動を規制する量)を前記第2断熱部48の断熱度よりも大きくする。そして、第1インナフランジ34と第2インナフランジ44とにおける接着剤4からの放熱量を均一にして接着剤4内の硬化反応熱の適切な伝達を維持する。
【0048】
具体的には、まず、図6に示すように、紫外線を受けて硬化する液状の断熱剤104を、前記第1インナフランジ34の車体外側表面34aと第2インナフランジ44の車体外側表面44aとに塗布する。このとき、前記断熱剤104の車体外側方向の表面が第1インナフランジ34と第2インナフランジ44とにわたって略水平となるように塗布する。より詳細には、前記接着剤塗布装置110を用いて、駆動ロボット115を駆動させて、前記断熱剤104を、前記ノズル112から各表面34a,44a上に吐出していく。次に、この断熱剤104に紫外線を照射して断熱剤104を硬化させる。
【0049】
ここで、前記接着剤4は、前述のように樹脂組成物であり、その熱伝達率は、鋼板からなる第1インナフランジ34および第2インナフランジ44よりも十分に小さく、前記接着剤4から各インナフランジ34,44への放熱を十分に規制することができる。そこで、本実施形態では、前記断熱剤104として前記接着剤4と同じものを用いる。
【0050】
前述のように、前記第2パネル30は前記第1パネル40よりも車体外側に突出している。従って、前記のように断熱剤104を前記第1インナフランジ34と第2インナフランジ44とに亘って略水平に塗布したことで、前記第2インナフランジ44の車体外側表面44aには、厚み(図6のd2)が比較的小さい第2断熱部48が形成され、前記第1インナフランジ34の車体外側表面34aには、前記第2断熱部48よりも厚みが大きい(図6のd1)第1断熱部38が形成される。この厚みの違いにより、前記第1断熱部38の断熱度は前記第2断熱部48の断熱度よりも大きくなる。
【0051】
3)接着剤配置工程
この工程は、前記第1断熱部38と第2断熱部48と前記アウタフランジ14との間に前記接着剤4を配置する工程である。
【0052】
この工程では、まず、図8に示すように、前記アウタフランジ14の車体内側表面14aに接着剤4を塗布する。具体的には、前記接着剤塗布装置110の駆動ロボット115を駆動させて、前記ノズル112から、前記接着剤4を、前記アウタフランジ14の車体内側表面14a上に吐出していく。
【0053】
次に、図9に示すように、前記第1断熱部38および第2断熱部48が形成された前記センタピラーインナパネル20を、前記第1断熱部38および第2断熱部48と前記アウタフランジ14の車体内側表面14aとの間で接着剤4を挟み込むようにして、前記サイドフレームアウタパネル10上に載置する。
【0054】
4)硬化工程
この工程は、前記接着剤4を硬化させる工程である。
【0055】
この工程では、図10に示すように、紫外線を照射可能な周知の装置であるUV照射装置130により前記接着剤4に紫外線を照射する。具体的には、前記紫外線を前記第2インナフランジ44に形成された貫通孔46の内側に照射して、この貫通孔46にて露出している前記接着剤4に紫外線を照射する。紫外線が照射された接着剤4はその内部にカチオンと硬化反応熱とを発生させつつ硬化を開始する。前記貫通孔46付近で発生した接着剤4の硬化反応は、車体下部側において、前記第2インナフランジ44と前記アウタフランジ14との間で進行した後、第1インナフランジ34と前記アウタフランジ14との間で進行していく。
【0056】
ここで、前述のように、前記第2インナフランジ44には前記第2断熱部48が形成されており、前記第1インナフランジ34には前記第1断熱部38が形成されており、これら第1断熱部38および第2断熱部48が前記接着剤4から第2インナフランジ44および第1インナフランジ34側への放熱を抑制している。そのため、前記接着剤4の硬化反応熱は効率よく接着剤4内を伝播していく。そして、十分な硬化反応熱を受けることで接着剤4は順次確実に硬化していく。また、断熱度のより大きな第1断熱部38が熱容量がより大きな第1インナフランジ34側に形成されており、この第1断熱部38が前記第1インナフランジ34側に硬化反応熱が偏って移動するのを抑制している。そのため、前記接着剤4の硬化反応はより適切に伝達するとともに、接着剤4は、第1インナフランジ34と第2インナフランジ44とにわたって均一に硬化していく。
【0057】
このようにして、本工程では、前記接着剤4を硬化させて前記アウタフランジ14と前記第1インナフランジ34とを前記第1断熱部38を介在させた状態で接合するとともに、前記アウタフランジ14と前記第2インナフランジ44とを前記第2断熱部48を介在させた状態で接合する。
【0058】
以上のように、本接合構造の構築方法では、前記接着剤4の硬化反応の連鎖をより確実に維持して、前記第1インナフランジ34と第2インナフランジ44と前記アウタフランジ14とをより確実に接合することができる。
【0059】
ここで、本方法では、前記第1インナフランジ34の熱容量が第2インナフランジ44の熱容量と同一である一方、第1インナフランジ34の熱伝導率が第2インナフランジ44の熱伝導率よりも大きい場合にも、前記実施形態と同様の効果を奏することができる。すなわち、前記第1インナフランジ34の熱伝導率が前記第2インナフランジ44の熱伝導率よりも大きい場合にも、第1インナフランジ34での放熱量の方が第2インナフランジ44での放熱量よりも大きくなるため、前記第1インナフランジ34に、より断熱度の大きい第1断熱部38を形成すれば、第1インナフランジ34と第2インナフランジ44とにおける接着剤4からの放熱量を均一にすることができ、接着剤4からの熱の移動の偏りを抑制して接着剤4内の硬化反応熱の適切な伝達を維持することが可能になる。
【0060】
また、前記第2断熱部48は省略可能である。すなわち、記第1インナフランジ34第1インナフランジ34側にのみ断熱部38を形成することで、第1インナフランジ34と第2インナフランジ44とにおける放熱量を均一にするようにしてもよい。ただし、第2インナフランジ44にも第2断熱部48を形成すれば、この第2インナフランジ44における接着剤4からの放熱を抑制することができ、接着剤4の硬化反応の連鎖をより確実に維持することができる。
【0061】
また、前記断熱部形成工程において、前記第1断熱部の断熱度を前記第2断熱部の断熱度よりも大きくする方法は前記に限らない。図12に示すように、第1断熱部238と第2断熱部248の厚さを同じにする一方、第1断熱部238を、第2断熱部248を構成する部材の熱伝導率よりも小さい熱伝導率を有する部材で形成するようにしてもよい。また、第2断熱部248を省略して、熱伝導率の小さな第1断熱部238のみを形成してもよい。例えば、第1パネル234および第2パネル244がそれぞれアルミ板の場合において、第1パネル234の表面をアルマイト処理し、第1パネル234の表面に純アルミニウム材よりも熱伝導率の小さい化成処理皮膜を形成して、この皮膜を第1断熱部238としてもよい。
【0062】
また、前記テーラードブランク工程は省略可能である。すなわち、本発明は、図13に示すように、互いに離間する第1接着部材334と第2接着部材344とをそれぞれ接着剤4を介して被接着部材314と接着することによってのみ、第1接着部材334と第2接着部材344とを互いに接合するものも含む。
【0063】
また、図14に示すように、本発明は、第2接着部材444とこの第2接着部材444よりも熱容量あるいは熱伝導率が大きい第1接着部材434とが互いに離間しており、これら接着部材434,444を、その間に接着剤4を介在させてこの接着剤4で接合するものも含む。この場合には、第2接着部材434に第2断熱部448よりも断熱度の大きな第1断熱部438を形成することにより、特に、第1接着部材434と第2接着部材444との離間方向における接着剤4の硬化反応熱の偏りを抑制してこれら第1接着部材434と第2接着部材444との剥離を抑制することができる。
【0064】
また、前記接着剤4の具体的構成は前記に限らない。例えば、固形の接着剤や、液状の接着剤を用い、これらを前記サイドフレームアウタパネル10とセンタピラーインナパネル20との間に塗布あるいは充填等してもよい。
【0065】
また、前記断熱剤104の具体的構成は前記に限らず、接着剤4以外の部材で構築してもよい。
【0066】
また、前記硬化工程において、前記接着剤4を硬化させる具体的方法は前記に限らない。
【図面の簡単な説明】
【0067】
【図1】本発明に係る接合構造の構築方法を適用するンタピラーインナパネルの概略平面図である。
【図2】図1のII−II線断面図である。
【図3】図1のIII−III線断面図である。
【図4】本発明に係る接合構造の構築方法を適用するサイドフレームアウタパネルの概略平面図である。
【図5】図4のV−V線断面図である。
【図6】断熱部形成工程の様態を示す説明図である。
【図7】接着剤を塗布するための接着剤塗布装置の概要を示す図である。
【図8】接着剤配置工程の様態を示す説明図である。
【図9】接着剤配置工程の様態を示す説明図である。
【図10】硬化工程の様態を示す説明図である。
【図11】硬化工程の様態を示す説明図である。
【図12】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【図13】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【図14】本発明に係る接合構造の構築方法が適用された他の例を示す図である。
【符号の説明】
【0068】
4 接着剤
10 センタピラーインナパネル(被接着部材)
14 アウタフランジ
20 サイドフレームアウタパネル
30 第1パネル(第1接着部材)
34 第1インナフランジ
38 第1断熱部
40 第2パネル(第2接着部材)
44 第2インナフランジ
48 第2断熱部
【特許請求の範囲】
【請求項1】
第1接着部材と当該第1接着部材よりも熱伝導率あるいは熱容量の少なくとも一方が小さい第2接着部材とが互いにまたは被接着部材にそれぞれ接合された接合構造を構築する接合構造の構築方法であって、
前記第1接着部材の表面に、外部から当該第1接着部材への熱の流入を規制する第1断熱部を形成する断熱部形成工程と、
前記断熱部形成工程の後に実施されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化する連鎖反応型の接着剤を、当該接着剤と前記第1接着部材との間に前記第1断熱部が介在するように、この第1断熱部の表面に配置するとともに、前記接着剤を前記第2接着部材の表面に配置する接着剤配置工程と、
前記接着剤配置工程の後に実施されて、前記接着剤にエネルギーを付与し、前記第1断熱部により前記接着剤から前記第1接着部材への熱の移動を規制しつつ当該接着剤を硬化させる硬化工程とを備えることを特徴とする接合構造の構築方法。
【請求項2】
請求項1に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第2接着部材の表面に、前記接着剤から当該第2接着部材への熱の流入を規制する第2断熱部を形成する工程と、前記第1断熱部を、当該第1断熱部による前記第1接着部材への熱の流入を規制する量が前記第2断熱部による前記第2接着部材への熱の流入を規制する量よりも大きくなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項3】
請求項2に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第1断熱部を、その接着剤から前記第1接着部材に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材に向かう方向の厚みよりも厚くなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項4】
請求項2または3に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第1断熱部を、その熱伝導率が前記第2断熱部の熱伝導率よりも小さくなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項5】
請求項1〜4のいずれかに記載の接合構造の構築方法であって、
前記接着剤配置工程は、前記接着剤を前記第1接着部材と前記被接着部材との間に介在させるとともに、前記接着剤を前記第2接着部材と前記被接着部材との間に介在させる工程を含み、
前記硬化工程は、前記接着剤を硬化させることで前記第1接着部材と被接着部材とを接合し、前記第2接着部材と前記被接着部材とを接合する工程を含むことを特徴とする接合構造の構築方法。
【請求項6】
請求項5に記載の接合構造の構築方法であって、
前記断熱部形成工程の前に実施されて、前記第1接着部材と前記第2接着部材とをテーラードブランク工法により互いに接合するテーラードブランク工程を備えることを特徴とする接合構造の構築方法。
【請求項7】
請求項1〜4のいずれかに記載の接合構造の構築方法であって、
前記接着剤配置工程は、前記接着剤を前記第1接着部材と当該第1接着部材と離間した位置に配置された前記第2接着部材との間に介在させる工程を含み、
前記硬化工程は、前記接着剤を硬化させることで前記第1接着部材と前記第2接着部材とを前記接着剤により互いに接合する工程を含むことを特徴とする接合構造の構築方法。
【請求項8】
第1接着部材と第2接着部材とが互いにまたは被接着部材にそれぞれ接合される接合構造であって、
前記第1接着部材と前記第2接着部材との間、または、前記第1接着部材および前記第2接着部材と前記被接着部材との間に配置されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化して、前記第1接着部材と前記第2接着部材とを互いにまたは前記被接着部材に接合する接着剤を備え、
第1接着部材は、その熱伝導率あるいは熱容量の少なくとも一方が前記第2接着部材の熱伝導率あるいは熱容量よりも大きく、
前記第1接着部材と前記接着剤との間に、前記接着剤から前記第1接着部材への熱の流入を規制する第1断熱部が設けられていることを特徴とする接合構造。
【請求項9】
請求項8に記載の接合構造であって、
前記第2接着部材と前記接着剤との間に、前記接着剤から前記第2接着部材への熱の流入を規制する第2断熱部が設けられており、
前記第1断熱部の前記第1接着部材への熱の流入を規制する量が、前記第2断熱部の前記第2接着部材への熱の流入を規制する量よりも大きいことを特徴とする接合構造。
【請求項10】
請求項9に記載の接合構造であって、
前記第1断熱部の前記接着剤から前記第1接着部材本体に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材本体に向かう方向の厚みよりも厚いことを特徴とする接合構造。
【請求項11】
請求項9または10に記載の接合構造であって、
前記第1断熱部の熱伝導率が、前記第2断熱部の熱伝導率よりも小さいことを特徴とする接合構造。
【請求項12】
請求項8〜11のいずれかに記載の接合構造であって、
前記第1接着部材と前記第2接着部材とは、前記被接着部材に対して同じ方向に離間しており、
前記接着剤は、前記被接着部材と前記第1接着部材との間に介在して当該第1接着部材と被接着部材とを互いに接合するとともに、前記被接着部材と前記第2接着部材との間に介在して当該第2接着部材と被接着部材とを互いに接合することを特徴とする接合構造。
【請求項13】
請求項12に記載の接合構造であって、
前記第1接着部材と前記第2接着部材とがテーラードブランク工法により互いに接合されていることを特徴とする接合構造。
【請求項14】
請求項8〜11のいずれかに記載の接合構造であって、
前記第1接着部材と前記第2接着部材とは、互いに離間した位置に配置されており、
前記接着剤は、前記第1接着部材と第2接着部材との間に介在して、当該第1接着部材と第2接着部材とを互いに接合することを特徴とする接合構造。
【請求項1】
第1接着部材と当該第1接着部材よりも熱伝導率あるいは熱容量の少なくとも一方が小さい第2接着部材とが互いにまたは被接着部材にそれぞれ接合された接合構造を構築する接合構造の構築方法であって、
前記第1接着部材の表面に、外部から当該第1接着部材への熱の流入を規制する第1断熱部を形成する断熱部形成工程と、
前記断熱部形成工程の後に実施されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化する連鎖反応型の接着剤を、当該接着剤と前記第1接着部材との間に前記第1断熱部が介在するように、この第1断熱部の表面に配置するとともに、前記接着剤を前記第2接着部材の表面に配置する接着剤配置工程と、
前記接着剤配置工程の後に実施されて、前記接着剤にエネルギーを付与し、前記第1断熱部により前記接着剤から前記第1接着部材への熱の移動を規制しつつ当該接着剤を硬化させる硬化工程とを備えることを特徴とする接合構造の構築方法。
【請求項2】
請求項1に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第2接着部材の表面に、前記接着剤から当該第2接着部材への熱の流入を規制する第2断熱部を形成する工程と、前記第1断熱部を、当該第1断熱部による前記第1接着部材への熱の流入を規制する量が前記第2断熱部による前記第2接着部材への熱の流入を規制する量よりも大きくなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項3】
請求項2に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第1断熱部を、その接着剤から前記第1接着部材に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材に向かう方向の厚みよりも厚くなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項4】
請求項2または3に記載の接合構造の構築方法であって、
前記断熱部形成工程は、前記第1断熱部を、その熱伝導率が前記第2断熱部の熱伝導率よりも小さくなるように形成する工程を含むことを特徴とする接合構造の構築方法。
【請求項5】
請求項1〜4のいずれかに記載の接合構造の構築方法であって、
前記接着剤配置工程は、前記接着剤を前記第1接着部材と前記被接着部材との間に介在させるとともに、前記接着剤を前記第2接着部材と前記被接着部材との間に介在させる工程を含み、
前記硬化工程は、前記接着剤を硬化させることで前記第1接着部材と被接着部材とを接合し、前記第2接着部材と前記被接着部材とを接合する工程を含むことを特徴とする接合構造の構築方法。
【請求項6】
請求項5に記載の接合構造の構築方法であって、
前記断熱部形成工程の前に実施されて、前記第1接着部材と前記第2接着部材とをテーラードブランク工法により互いに接合するテーラードブランク工程を備えることを特徴とする接合構造の構築方法。
【請求項7】
請求項1〜4のいずれかに記載の接合構造の構築方法であって、
前記接着剤配置工程は、前記接着剤を前記第1接着部材と当該第1接着部材と離間した位置に配置された前記第2接着部材との間に介在させる工程を含み、
前記硬化工程は、前記接着剤を硬化させることで前記第1接着部材と前記第2接着部材とを前記接着剤により互いに接合する工程を含むことを特徴とする接合構造の構築方法。
【請求項8】
第1接着部材と第2接着部材とが互いにまたは被接着部材にそれぞれ接合される接合構造であって、
前記第1接着部材と前記第2接着部材との間、または、前記第1接着部材および前記第2接着部材と前記被接着部材との間に配置されて、外部から一部に付与されたエネルギーによって内部エネルギーを自己発生させつつ硬化するとともに、当該内部エネルギーが自己発生した部位に隣接する部分がこの内部エネルギーを受けてさらに内部エネルギーを自己発生させつつ硬化反応を起こすことにより連鎖的に硬化して、前記第1接着部材と前記第2接着部材とを互いにまたは前記被接着部材に接合する接着剤を備え、
第1接着部材は、その熱伝導率あるいは熱容量の少なくとも一方が前記第2接着部材の熱伝導率あるいは熱容量よりも大きく、
前記第1接着部材と前記接着剤との間に、前記接着剤から前記第1接着部材への熱の流入を規制する第1断熱部が設けられていることを特徴とする接合構造。
【請求項9】
請求項8に記載の接合構造であって、
前記第2接着部材と前記接着剤との間に、前記接着剤から前記第2接着部材への熱の流入を規制する第2断熱部が設けられており、
前記第1断熱部の前記第1接着部材への熱の流入を規制する量が、前記第2断熱部の前記第2接着部材への熱の流入を規制する量よりも大きいことを特徴とする接合構造。
【請求項10】
請求項9に記載の接合構造であって、
前記第1断熱部の前記接着剤から前記第1接着部材本体に向かう方向の厚みが、前記第2断熱部の前記接着剤から前記第2接着部材本体に向かう方向の厚みよりも厚いことを特徴とする接合構造。
【請求項11】
請求項9または10に記載の接合構造であって、
前記第1断熱部の熱伝導率が、前記第2断熱部の熱伝導率よりも小さいことを特徴とする接合構造。
【請求項12】
請求項8〜11のいずれかに記載の接合構造であって、
前記第1接着部材と前記第2接着部材とは、前記被接着部材に対して同じ方向に離間しており、
前記接着剤は、前記被接着部材と前記第1接着部材との間に介在して当該第1接着部材と被接着部材とを互いに接合するとともに、前記被接着部材と前記第2接着部材との間に介在して当該第2接着部材と被接着部材とを互いに接合することを特徴とする接合構造。
【請求項13】
請求項12に記載の接合構造であって、
前記第1接着部材と前記第2接着部材とがテーラードブランク工法により互いに接合されていることを特徴とする接合構造。
【請求項14】
請求項8〜11のいずれかに記載の接合構造であって、
前記第1接着部材と前記第2接着部材とは、互いに離間した位置に配置されており、
前記接着剤は、前記第1接着部材と第2接着部材との間に介在して、当該第1接着部材と第2接着部材とを互いに接合することを特徴とする接合構造。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2010−18693(P2010−18693A)
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願番号】特願2008−179749(P2008−179749)
【出願日】平成20年7月10日(2008.7.10)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
【公開日】平成22年1月28日(2010.1.28)
【国際特許分類】
【出願日】平成20年7月10日(2008.7.10)
【出願人】(000003137)マツダ株式会社 (6,115)
【Fターム(参考)】
[ Back to top ]