
接合部材の製造方法及び接合部材製造装置

【課題】部材間に過不足なく液状樹脂を行き渡らせることができる接合部材の製造方法及び接合部材製造装置を提供すること。
【解決手段】接合部材製造装置1は、塗布面Dfに液状樹脂Gを塗布する液状樹脂塗布装置21と、第1の部材Dを保持する第1の保持具11と、第2の部材Pを保持する第2の保持具31と、液状樹脂Gに増粘処理を施す増粘手段41と、制御装置60とを備える。制御装置60の制御により、第1の部材D、液状樹脂G、第2の部材Pを鉛直方向に配列し、塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対して弾性変形する粘度に部分的に増粘処理を施し、その後に液状樹脂Gの上方にある部材Dを保持している保持具11の保持を開放して部材Dの自重を液状樹脂Gに加えることで、部分的な増粘処理が行われた液状樹脂Gを弾性変形させて増粘処理されていない液状樹脂Gを両部材D、Pが重なる範囲の全面に過不足なく行き渡らせることができる。
【解決手段】接合部材製造装置1は、塗布面Dfに液状樹脂Gを塗布する液状樹脂塗布装置21と、第1の部材Dを保持する第1の保持具11と、第2の部材Pを保持する第2の保持具31と、液状樹脂Gに増粘処理を施す増粘手段41と、制御装置60とを備える。制御装置60の制御により、第1の部材D、液状樹脂G、第2の部材Pを鉛直方向に配列し、塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対して弾性変形する粘度に部分的に増粘処理を施し、その後に液状樹脂Gの上方にある部材Dを保持している保持具11の保持を開放して部材Dの自重を液状樹脂Gに加えることで、部分的な増粘処理が行われた液状樹脂Gを弾性変形させて増粘処理されていない液状樹脂Gを両部材D、Pが重なる範囲の全面に過不足なく行き渡らせることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は接合部材の製造方法及び接合部材製造装置に関し、特に部材間に過不足なく液状樹脂を行き渡らせる接合部材の製造方法及び接合部材製造装置に関する。
【背景技術】
【0002】
携帯電話のディスプレイ等に見られるように、液晶や有機発光素子が実装された素子基板と、素子基板を保護する封止基板とを、接着層を介して全面にわたって貼り合わせられて構成された表示装置(接合部材)がある(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−247239号公報(図1等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のような表示装置は、素子基板と封止基板との間に液状の接着剤(樹脂)を供給して両基板を貼り合わせることにより形成されるのが一般的であるが、接着剤を過不足なく基板全体に行き渡らせるのが難しい。つまり、両基板を貼り合わせる際に、両基板を接近させすぎると接着剤が基板からはみ出してしまい、製造機械を用いて両基板の間隔をあらかじめ算出された寸法に合わせたとしても一部に接着剤が行き渡らない部分が生じることがあった。
【0005】
本発明は上述の課題に鑑み、部材間に過不足なく液状樹脂を行き渡らせることができる接合部材の製造方法及び接合部材製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の第1の態様に係る接合部材の製造方法は、例えば図1及び図3を参照して示すと、板状の第1の部材Dと、板状の第2の部材Pとが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂Gが硬化して形成された合成樹脂層GL(例えば図2参照)を介して接合された接合部材C(例えば図2参照)を製造する方法であって;第1の部材Dの塗布面Dfに液状樹脂Gを塗布する塗布工程(例えば図3(a)参照)と;塗布面Dfと第2の部材Pの接合面Pfとを、液状樹脂Gを介して対向させる対向工程(例えば図3(b)参照)と;塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対し、液状樹脂Gが塗布面Dfに接触している範囲に対して部分的に塗布面Dfから接合面Pfにわたって前記増粘処理を施す局部増粘工程(例えば図3(d)参照)と;第1の部材D、液状樹脂G、第2の部材Pを鉛直方向に配列する配列工程(例えば図3(b)参照)と;前記局部増粘工程及び前記配列工程が行われた後に、液状樹脂Gの上方となった部材Dの自重を液状樹脂Gに加える加自重工程(例えば図3(e)参照)と;上方となった部材Dの自重が加えられた液状樹脂Gの全体に前記増粘処理を施す全体増粘工程とを備える。局部増粘工程では、液状樹脂Gが弾性変形する粘度になるように増粘処理を施し、加自重工程では、液状樹脂Gの上方となった部材Dの自重を液状樹脂Gに加えることにより、局部増粘工程において液状樹脂Gの増粘処理が行われた部分を弾性変形させて増粘処理が施されていない液状樹脂Gを第1の部材Dと第2の部材Pとの間に形成された隙間の液状樹脂Gが展延されていない部分に行き渡らせる。
【0007】
このように構成すると、局部増粘工程において液状樹脂の粘度を部分的に増大させた後に、加自重工程において上方となった部材の自重を液状樹脂に加えるので、上方となった部材が適度に沈み込んで液状樹脂が展延し、第1の部材及び第2の部材の間に液状樹脂を過不足なく行き渡らせることができる。
また、本発明の第2の態様に係る接合部材の製造方法は、例えば図1を参照して示すと、上記本発明の第1の態様に係る接合部材の製造方法において、接合部材C(例えば図2参照)の合成樹脂層GL(例えば図2参照)が所定の厚さに構成され;対向工程が行われた後かつ局部増粘工程が行われる前に、液状樹脂Gが第1の部材D及び第2の部材Pからはみ出さない範囲で塗布面Dfと接合面Pfとを所定の厚さに相当する距離に近づける接近工程を備える。
【0008】
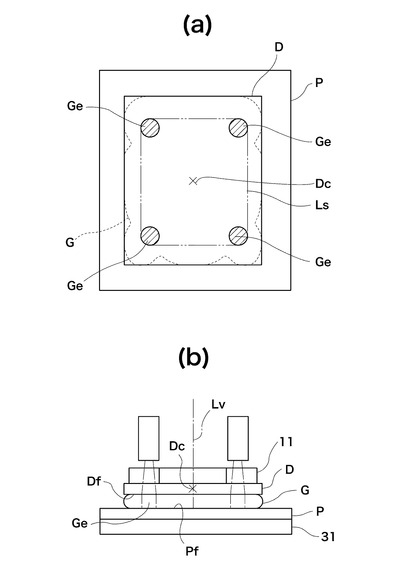
また、本発明の第3の態様に係る接合部材の製造方法は、例えば図1及び図5を参照して示すと、上記本発明の第1の態様又は第2の態様に係る接合部材の製造方法において、前記局部増粘工程は、前記増粘処理が行われる増粘部分Geが複数あり、塗布面Dfの仮想垂線Lvの方向の投影面において、隣接する増粘部分Geを仮想線で結んで形成される仮想輪郭Ls内に前記加自重工程で液状樹脂Gの上方となる部材Dの重心Dcが来る位置であって、かつ、増粘部分Geが前記増粘処理の施されていない液状樹脂Gに囲まれる位置及び範囲に前記増粘処理を施す。
【0009】
このように構成すると、塗布面と接合面との距離のバランスを維持したまま液状樹脂を部材の外周の隙間に行き渡らせることができる。
【0010】
また、本発明の第4の態様に係る接合部材の製造方法は、例えば図6(b)に示すように、上記本発明の第1の態様乃至第3の態様のいずれか1つの態様に係る接合部材の製造方法において、前記加自重工程において、液状樹脂Gの上方となる部材Dの上に、第1の部材D及び第2の部材Pとは別の第3の部材Wの自重を加える。
【0011】
このように構成すると、液状樹脂の上方となる第1の部材及び第2の部材の一方が薄く形成されて単位面積当たりの質量が比較的小さい場合であっても液状樹脂の上方の部材及び第3の部材の自重により液状樹脂を行き渡らせることができる。
【0012】
上記目的を達成するために、本発明の第5の態様に係る接合部材製造装置は、例えば図1に示すように、板状の第1の部材Dと、板状の第2の部材Pとが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂Gが硬化して形成された合成樹脂層GL(例えば図2参照)を介して接合された接合部材C(例えば図2参照)を製造する装置であって;第1の部材Dの塗布面Dfに、液状樹脂Gを塗布する液状樹脂塗布装置21と;第1の部材Dを保持する第1の保持具11と;第2の部材Pを保持する第2の保持具31と;液状樹脂Gに前記増粘処理を施す増粘手段41と;塗布面Dfと第2の部材Pの接合面Pfとを液状樹脂Gを介して対向させるように第1の保持具11及び第2の保持具31の少なくとも一方を制御すると共に、塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対し、液状樹脂Gが塗布面Dfに接触している範囲に対して部分的に塗布面Dfから接合面Pfにわたって前記増粘処理を施すように増粘手段41を制御し、さらに前記部分的な増粘処理の後に液状樹脂Gの上方にある部材を保持している保持具の保持を開放するように第1の保持具11又は第2の保持具31を制御する制御装置60とを備える。液状樹脂Gに対して部分的に増粘処理を施す際は、液状樹脂Gが弾性変形する粘度になるように増粘処理を施す。また、制御装置60が液状樹脂Gの上方にある部材Dを保持している保持具11の保持を開放することにより、液状樹脂Gの上方にある部材Dの自重を液状樹脂Gに加え、部分的な増粘処理が行われた液状樹脂Gの部分を弾性変形させて、部分的な増粘処理が行われていない液状樹脂Gを第1の部材Dと第2の部材Pとの間に形成された隙間の液状樹脂Gが展延されていない部分に行き渡らせるように構成されている。
【0013】
このように構成すると、部分的な増粘処理の後に液状樹脂の上方にある部材を保持している保持具の保持を開放するので、第1の部材及び第2の部材が面に垂直方向の投影面上で重なる範囲の全面に液状樹脂を行き渡らせることができる。
【発明の効果】
【0014】
本発明によれば、液状樹脂が塗布面に接触している範囲に対して部分的に塗布面から接合面にわたって増粘処理を施した液状樹脂に、液状樹脂の上方となった部材の自重を加えるので、上方となった部材が適度に沈み込んで液状樹脂が展延し、第1の部材及び第2の部材の間に液状樹脂を過不足なく行き渡らせることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態に係る接合部材製造装置の概略を示す斜視図である。
【図2】接合部材の構成を例示する図である。(a)は平面図、(b)は正面図である。
【図3】接合部材の製造過程における接合部材製造装置の状態を説明する図である。
【図4】液状樹脂が塗布された第1の部材を示す平面図である。
【図5】局部増粘工程の状況を説明する図である。(a)は平面図、(b)は側面図である。
【図6】本発明の実施の形態に係る変形例を示す図である。(a)は局部増粘工程における変形例、(b)は加自重工程における変形例の図である。
【発明を実施するための形態】
【0016】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0017】
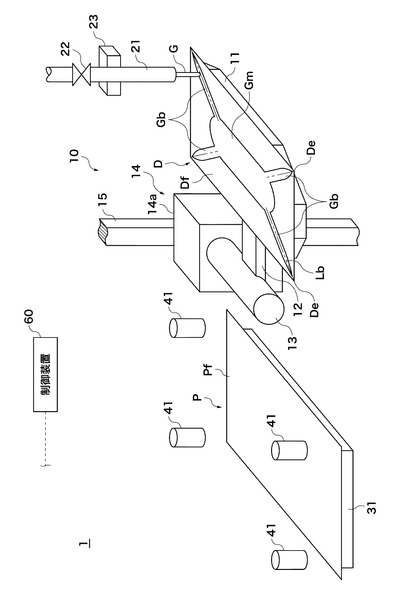
まず図1を参照して、本発明の実施の形態に係る接合部材製造装置1を説明する。図1は、接合部材製造装置1の概略構成を示す斜視図である。接合部材製造装置1は、第1の部材Dを保持する第1の保持具としてのパネル載置台11を有する反転ユニット10と、第1の部材Dの塗布面Dfに液状樹脂としての接着剤Gを塗布する液状樹脂塗布装置としてのノズル21と、第2の部材Pを保持する第2の保持具としてのカバー載置台31と、接着剤Gの粘度を増加させる増粘手段としてのUV照射器41と、接合部材製造装置1の動作を制御する制御装置60とを備えている。ここで、接合部材製造装置1の詳細な説明に先立って、接合部材製造装置1で製造される接合部材の構成を例示する。
【0018】
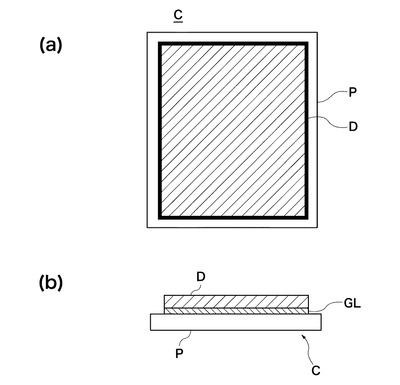
図2は、接合部材Cの構成を例示する図であり、(a)は平面図、(b)は正面図である。接合部材Cは、第1の部材としての画像表示装置の一種である液晶パネルDと、第2の部材としての保護板として機能する保護ガラスPとが、接着剤層GLを挟んで構成された部品である。接着剤層GLは、接着剤G(図1参照)が展延されて形成された合成樹脂層としての中間層として機能する層である。本実施の形態で製造される接合部材Cは、典型的には携帯電話のディスプレイに用いられる部品である。以降、本実施の形態では、第1の部材が液晶パネルDであり、第2の部材が保護ガラスPであるとして説明する。
【0019】
液晶パネルDは、携帯電話のディスプレイに適した大きさで、矩形板状に形成されている。保護ガラスPは、液晶パネルDよりも一回り大きな矩形板状に形成されている。接着剤層GLを形成する接着剤Gは、合成樹脂を含み、紫外線が照射されることで粘度が増加するように構成されている。さらに、接着剤Gは、粘度の増加によって流動性を失いゲル状になるように構成されている。後述する増粘処理を行う前の接着剤Gの粘度は、100〜5000mPa・sであることが好ましく、1000〜5000mPa・sであることがより好ましい。接着剤層GLは、液晶パネルDと保護ガラスPとを貼り付けると共に、硬化した際には液晶パネルDと保護ガラスPとの間隔を所定の間隔(所定の厚さに相当する距離)に保持する中間層の役割をするものである。接着剤層GLは、流動性を失ったゲル状になっている。接合部材C中における接着剤Gの量は、液晶パネルDと保護ガラスPとの間隔を所定の間隔とするために介在させるべき中間層の厚さとなる量になっている。
【0020】
上述のように、本実施の形態では、第1の部材が矩形板状の液晶パネルDであり、第2の部材が矩形板状の保護ガラスPであるとして説明するが、第1の部材及び第2の部材としてこれら以外のものに適用することも可能である。第1の部材及び第2の部材は、別体であり、典型的には材質が異なるものであるが、同じ材質であってもよい。第1の部材及び第2の部材は、平面形状が矩形以外の多角形あるいは円形や楕円形であってもよい。
【0021】
再び図1に戻って接合部材製造装置1の説明を続ける。反転ユニット10は、パネル載置台11と、パネル載置台11を反転させるドライバ14と、パネル載置台11を鉛直方向に移動させるための垂直レール15とを有している。パネル載置台11は、厚みのある板状で、その平面形状が、液晶パネルDよりも一回り小さい矩形を基本形状として、四隅が切り落とされた形状になっている(図3(b)も参照)。パネル載置台11の切り落とされる四隅の面積は、UV照射器41で部分的に紫外線を当てたい面積とするとよい。パネル載置台11は、典型的には、液晶パネルDと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により液晶パネルDを真空吸着できるように構成されている。
【0022】
ドライバ14は、直方体の筐体14aの中にモータ(不図示)が収容されて構成されている。モータの回転軸(不図示)は筐体14aの面の1つから外部に突き出ており、その突き出た回転軸(不図示)に円柱状の反転軸13が取り付けられている。反転軸13は、回転軸(不図示)に対して両者の軸線が一致するように、かつ水平に延びるように取り付けられている。反転軸13の円柱状の側面とパネル載置台11の厚み部分とは、反転アーム12を介して連結されている。反転アーム12に対するパネル載置台11の取り付け態様は、パネル載置台11の天板(上面)が水平になる位置をホームポジションとすることができる向きとなっている。ドライバ14は、反転軸13を軸回りに回転させることにより、反転軸13の軸線からパネル載置台11までの距離を半径とする仮想円の円周に沿ってパネル載置台11を反転させることができるように構成されている。パネル載置台11は、この仮想円の円周にそってホームポジションの反対側(以下「反転位置」という。)に来ることができるように構成されている。
【0023】
ドライバ14は、また、ギヤ(不図示)と、ギヤ(不図示)を回転させるモータ(不図示)とが筐体14a内に収容されている。ギヤ(不図示)を回転させるモータ(不図示)は、典型的には、反転軸13を回転させるのとは別のものである。ギヤ(不図示)は、鉛直方向に延びるように設置された垂直レール15に係合しており、ギヤ(不図示)が回転させられることによって筐体14aが垂直レール15に沿って上下に移動することができ、これに伴って筐体14aに間接的に接続されているパネル載置台11も鉛直方向に上下動をすることができるように構成されている。
【0024】
カバー載置台31は、パネル載置台11が反転位置に来たときのパネル載置台11に向かい合う位置に設けられている。換言すれば、反転ユニット10は、液晶パネル(第1の部材)Dと保護ガラス(第2の部材)Pとを貼り合わせることができる構成になっている。カバー載置台31の天板(上面)は、水平になっている。本実施の形態では、カバー載置台31は鉛直方向に対しては固定されている。カバー載置台31は、厚みのある矩形板状に形成されている。カバー載置台31は、典型的には、保護ガラスPと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により保護ガラスPを真空吸着できるように構成されている。
【0025】
ノズル21は、ホームポジションにあるパネル載置台11に載置されている液晶パネルDの塗布面Dfに、接着剤Gを供給することができる位置に設けられている。ノズル21にはバルブ22が設けられており、バルブ22の開閉動作によりノズル21からの接着剤Gの吐出の有無をコントロールすることができるように構成されている。また、ノズル21は、ホームポジションにある液晶パネルDの上方を任意に移動することができる移動部材23に取り付けられており、移動部材23を介して液晶パネルDの上方を任意に移動することができるように構成されている。
【0026】
UV照射器41は、接着剤Gの粘度を増加させるために紫外線を照射する機器である。UV照射器41は、反転位置にあるパネル載置台11に吸着保持された液晶パネルDの4つの角付近のそれぞれに紫外線を照射することができるように、4台が、反転位置にある液晶パネルDの4つの角付近の上方にそれぞれ設置されている(図3(d)も参照)。
【0027】
制御装置60は、反転ユニット10(その中でも特にドライバ14の2つのモータ)と信号ケーブルで接続されており、反転軸13を正逆方向に軸回りに回転させることができると共にドライバ14を鉛直上下に移動させることができるように構成されている。また制御装置60は、パネル載置台11に形成された複数の通気孔に連通する真空ポンプ(不図示)及びカバー載置台31に形成された複数の通気孔に連通する真空ポンプ(不図示)とそれぞれ信号ケーブルで接続されており、液晶パネルD及び保護ガラスPの真空吸着の有無をそれぞれ制御することができるように構成されている。また制御装置60は、バルブ22及び移動部材23と信号ケーブルで接続されており、バルブ22の開閉及びノズル21の移動を制御することができるように構成されている。また制御装置60は、UV照射器41と信号ケーブルで接続されており、紫外線の照射の有無を制御することができるように構成されている。制御装置60は、バルブ22及び移動部材23を制御する第1の制御装置と、反転ユニット10を制御する第2の制御装置と、真空ポンプ(不図示)を制御する第3の制御装置と、UV照射器41を制御する第4の制御装置とを、それぞれ別体として構成することもできるが、本実施の形態では、概念上の区別を可能にしつつも物理的には一体に構成されており、以下では特に区別することなく一体の制御装置60であるとして説明する。
【0028】
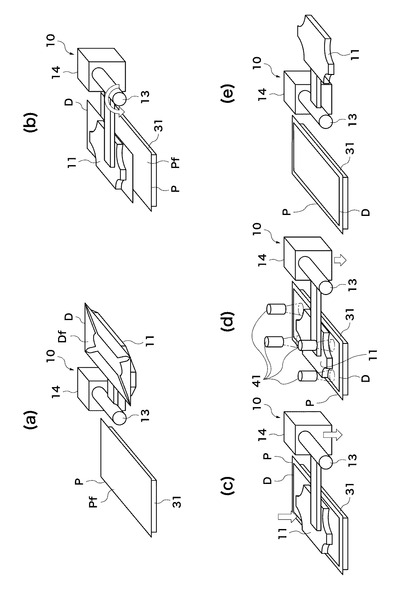
引き続き図3を参照して、接合部材製造装置1の作用を説明する。図3は、接合部材Cの製造過程における接合部材製造装置1の状態を説明する図である。接合部材製造装置1によって接合部材Cが製造される過程は、接合部材の製造方法が具現された本発明の1つの実施の形態である。以下の説明において、接合部材製造装置1の構成あるいは接合部材Cの構造について言及しているときは、適宜図1及び図2を参照することとする。接合部材Cを製造するに際し、まず、前工程で準備された液晶パネルDが収容されている液晶トレー(不図示)内の1つの液晶パネルDをロボット(不図示)がつかみ、塗布面Dfを上方に向けてパネル載置台11に載置する。他方、前工程で準備された保護ガラスPが収容されているガラストレー(不図示)内の1つの保護ガラスPをロボット(不図示)がつかみ、接合面Pfを上方に向けてカバー載置台31に載置する。液晶パネルD及び保護ガラスPがそれぞれパネル載置台11及びカバー載置台31に載置されたら、ノズル21を適宜移動させながらノズル21から接着剤Gを吐出して、液晶パネルDの塗布面Dfに接着剤Gを塗布する(塗布工程、図3(a)参照)。接着剤Gが塗布される際、液晶パネルDが載置されたパネル載置台11はホームポジションにある。
【0029】
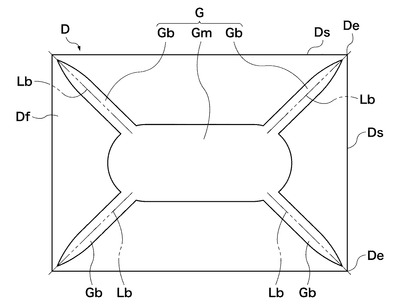
ここで図4を併せて参照して、接着剤Gの塗布状態について説明する。図4は接着剤Gが塗布された液晶パネルDを示す平面図である。ノズル21は、制御装置60からの信号によりバルブ22の開閉を制御しながら塗布面Df上を移動して、主要部Gmと誘導部Gbとが形成されるように塗布面Dfに接着剤Gを塗布する。本実施の形態では、主要部Gmが、塗布面Dfに対し、塗布面Dfの図心を基準として縮小された略相似形に形成されている。「略相似形」とは、接着剤Gが展延されたときに塗布面Dfの外周に略行き渡る程度の形である。主要部Gmは、ノズル21が直線的に往復し、かつ、折り返す末端で直線の幅分だけ当該直線に対して直角に移動することにより、形成される。あるいは、矩形の塗布面Dfの長手方向にノズル21を移動させながら、誘導部Gbを形成する場合よりも、接着剤Gの単位時間当たりの吐出量を多くするかノズル21の移動速度を遅くすることによって形成してもよい。
【0030】
誘導部Gbは、主要部Gmと液晶パネルDの角Deとを結ぶ仮想の誘導線Lb上に線状に形成されている。誘導線Lbは、典型的には角Deから主要部Gmまでの距離が最短となる点を通過する線あるいは角Deを2等分する線として規定されるが、接着剤Gが展延されたときに塗布面Dfに極力行き渡るようにする観点から適宜決定するとよい。誘導部Gbは、液晶パネルDが有する角Deの数(本実施の形態では4つ)だけ形成され、各誘導部Gbは、主要部Gm側の端部は主要部Gmに接し、角De側の端部はその角Deの近傍で止められている。ここで角Deの近傍とは、当該角Deに接することなく、かつ液晶パネルD及び保護ガラスPが仕上げの距離(接着剤層GLの厚さに相当する距離)まで接近する前に接着剤Gが角Deや辺Dsからはみ出ない程度の近さである。
【0031】
再び図3に戻って接合部材製造装置1の作用の説明を続ける。接着剤Gの塗布が完了したら、制御装置60は、反転軸13を回転させて、ホームポジションにある液晶パネルDを反転位置まで反転させ、塗布面Dfを接合面Pfに対向させる(対向工程、図3(b)参照)。このとき、鉛直方向に上方から下方に向かって、液晶パネルD、接着剤G、保護ガラスPが配列する(配列工程、図3(b)参照)。つまり、本実施の形態では、対向工程と配列工程とが同時に行われる。また、塗布面Dfと接合面Pfとの距離は、接合部材Cとなったときの接着剤層GLの厚さよりも大きく、さらに、典型的には塗布面Dfに塗布されている展延される前の接着剤Gが接合面Pfに接触しない位置(高さ)に、ドライバ14が存在するようになっている。
【0032】
塗布面Dfを接合面Pfに対向させたら、制御装置60はドライバ14を垂直レール15に沿って下方に移動させ、塗布面Dfと接合面Pfとの距離が、接着剤層GLの所定の厚さに相当する距離に近づくように接近させる(接近工程、図3(c)参照)。接近工程は、塗布面Dfと接合面Pfとを機械(ドライバ14等)を用いて強制的に近づける工程である。接近工程において、比較的周囲に接着剤Gが多く存在する塗布面Dfの図心付近の接着剤Gが他の部分よりも垂れ下がっており、まずこの部分の接着剤Gが接合面Pfに接し、ここから放射状に広がるように接着剤Gが接合面Pfに接して行く。なお、前述の対向工程において、接着剤Gが塗布された液晶パネルDの方を反転させて保護ガラスPの鉛直上方に位置させることとしたので、塗布された接着剤Gの一部を垂れ下がらせることができ、これにより接着剤Gを比較的小さな面積で保護ガラスPに接触させ始めることができて、液晶パネルDと保護ガラスPとの間の接着剤Gへの気泡の混入を抑制することができる。塗布面Dfと接合面Pfとがさらに接近すると、塗布面Dfと接合面Pfとに挟まれた接着剤Gは展延し、液晶パネルDの外周に向かって徐々に広がって行く。このときには、主要部Gmの図心付近から始まった接着剤Gの接合面Pfへの接触が、誘導部Gbまで達している。
【0033】
この際、展延により接着剤Gが辺Ds(図4参照)に達しても、角De(図4参照)に達していないことが起こりうる。そこで、接着剤Gを角Deに到達させるため、さらに接着剤Gを展延させようと塗布面Dfと接合面Pfとをさらに近づけると、辺Dsから接着剤Gがはみ出してしまうことがある。このような不都合が生じないようにするために、以下のような工程に進む。
【0034】
接近工程により、接着剤Gが辺Dsからはみ出さない範囲で塗布面Dfと接合面Pfとを接着剤層GLの所定の厚さに相当する距離にできるだけ近づけたら、制御装置60は、塗布面Dfと接合面Pfとの接近を停止したうえでUV照射器41を作動させ、液晶パネルDと保護ガラスPとに挟まれた接着剤Gに対して部分的に紫外線を照射して、紫外線が照射された部分の接着剤Gの粘度を増加させる増粘処理を行う(局部増粘工程、図3(d)参照)。なお、上述したパネル載置台11の四隅の切り落としは、この紫外線を照射したい部分がパネル載置台11によって妨げられることを回避することができるような位置及び形状で行われているとよい。局部増粘工程の間、液晶パネルDはパネル載置台11に、保護ガラスPはカバー載置台31に、それぞれ吸着保持されている。これにより、局部増粘工程において、塗布面Dfと接合面Pfとの面間距離を一定に保つことができる。
【0035】
ここで図5を参照して、部分的な紫外線の照射についてより詳しく説明する。図5は、局部増粘工程の状況を説明する図であり、(a)は平面図、(b)は側面図である。図5(a)に示す平面図は、塗布面Dfの垂線である仮想垂線Lv(図5(b)参照)が伸びる方向に投影した投影面に映し出される図でもある。図5(a)に示すように、上述の接近工程において接着剤Gが辺Dsからはみ出さない範囲で液晶パネルD及び保護ガラスPを接近させると、液晶パネルDに接着剤Gが行き渡らない部分が生じる。この状態で局部増粘工程に移行し、UV照射器41から照射された紫外線は、液晶パネルDを透過して接着剤Gに照射され、保護ガラスPに達する。接着剤Gの、紫外線が照射された部分である増粘部分Geは、紫外線の強さ及び照射時間に応じて粘度が増加して行き、典型的には、最終的に流動性を失いつつ弾性を有するゲル状になる。なお、見方によっては、流動性を失ったゲルは「粘度」という概念になじまないとも考えられるが、粘度とは流体のねばりの度合いであること、流体とは剪断応力の大きさに応じて連続的に変形する物体の総称であって物体の三態様のうちもっぱら気体と液体が該当するがプラズマや塑性を持つ固体を含める場合があること、及び固体と流体との区別は曖昧ではあるが一応粘度の大きさでこれらは分けられることに鑑み、本明細書では、ゲルは液体の粘度が高まったものの一形態であると解釈する。
【0036】
局部増粘工程では、増粘部分Geは、典型的には上述のようにゲル状になるが、後の加自重工程において液晶パネルDの自重が接着剤Gに加えられたときに、増粘処理がされていない接着剤Gが液晶パネルD及び保護ガラスPからはみ出るほど液晶パネルDが沈み込むことがない程度の弾性を有する粘度にすればよい。これを別の観点から見ると、増粘部分Geは、硬化度が、30〜90%となるようにするとよい。硬化度は、弾性を向上させる観点から上限を80%あるいは70%とすることが好ましく、接着剤Gのはみ出しを抑制する観点から下限を40%あるいは50%とすることが好ましく、さらには60%としてもよい。なお、ここでいう硬化度とは、接着剤Gの粘度を増大させてゲル状にしたものをふるいに掛けて硬化しなかったものを除いた残りである「硬化したものの質量」の、「粘度を増大させる前の接着剤Gの質量」に対する百分率である。増粘部分Geの硬化度は、経験則に基づいてUV照射器41から照射される紫外線の強度や照射時間を適宜設定することによって調節される。
【0037】
本実施の形態では、UV照射器41からスポット状の紫外線が照射されて塗布面Dfから接合面Pfに至るため、増粘部分Geは、両端が塗布面Df及び接合面Pfに接した円柱状に形成される。増粘部分Geは、典型的には複数形成され、本実施の形態では4つ形成されている。このとき、上方の部材である液晶パネルDの重心Dcが、平面視において、隣接する増粘部分Geを仮想線で結んで形成される仮想輪郭Lsの中に入る位置に、増粘部分Geを形成すると、後の加自重工程において液晶パネルDの自重を安定して支えることができるため好ましい。仮想輪郭Lsは、典型的には、その内部に増粘部分Ge全体が収まるように定義されるが、増粘部分Ge全体の重心を結んで形成されるように定義してもよい。増粘部分Geが2つである場合は仮想輪郭Lsが直線となる場合もあり得るが、この場合は、上方の部材である液晶パネルDの重心Dcが、仮想輪郭Lsの直線上に位置していることと仮想輪郭内に位置していることとが同義となる。さらに、増粘部分Geは、増粘処理の施されていない接着剤Gに囲まれる位置、換言すれば、展延された接着剤Gの外縁(図5(a)では破線で示されている)に接しない位置に形成されると、増粘されていない接着剤Gが外側に広がる動きを阻害することがないため好ましい。
【0038】
図3に戻って接合部材製造装置1の作用の説明を続ける。局部増粘工程が終了したら、液晶パネルDの吸着保持を解除して、液晶パネルDの自重を接着剤Gに加える(加自重工程、図3(e)参照)。このとき、典型的には、パネル載置台11の吸着保持を解除してパネル載置台11をホームポジションに戻す。増粘部分Geが形成された接着剤Gに液晶パネルDの自重を加えることにより、増粘部分Geが弾性変形して塗布面Dfと接合面Pfとの距離が変化しうるため、液晶パネルD外縁の接着剤Gが行き渡っていなかった部分にも、接着剤Gが行き渡る。これは、接着剤Gの表面張力あるいは塗布面Dfと接合面Pfとの間に形成された隙間に生じる毛細管現象によるものと考えられる。このとき、上方にある液晶パネルDは増粘部分Geに支持されるため、接着剤Gが液晶パネルD及び保護ガラスPからはみ出すほど液晶パネルDが沈み込むことを回避することができる。また、増粘部分Geは増粘されていない接着剤Gに囲まれているため、接着剤Gの液晶パネルDの角Deに向かう流動が阻害されることを回避することができる。なお、本発明者は、上方にある液晶パネルDをパネル載置台11で吸着保持して塗布面Dfと接合面Pfとの面間距離を一定に保ったままでも接着剤Gが液晶パネルDの全面に行き渡るか試みたが、この場合は接着剤Gが液晶パネルDの全面に行き渡らなかった。このことは、仮に上方の液晶パネルDの自重による移動がわずかであったとしても、液晶パネルDを移動可能な状態にしておくことが、接着剤Gを全面に行き渡らせるのに寄与していることを示すものと思われる。
【0039】
加自重工程が完了したら、塗布面Dfと接合面Pfとの間に充填された接着剤G全体を流動しないように硬化させて、接着剤層GLを形成する(全体増粘工程)。接着剤Gは、照射された紫外線の積算量に応じて粘度が増加するように変性するため、UV照射器41から照射される紫外線の積算量を増加させることで接着剤Gを硬化させることができる。接着剤Gの硬化は、典型的には照射する紫外線を接着剤G全体に広げることで行われる。全体増粘工程は、典型的には、UV照射器41とは別の、照射した紫外線で液晶パネルDの全体をカバーできる照射器(不図示)で行われるが、UV照射器41を用いて行ってもよい。
【0040】
以上のように、本実施の形態に係る接合部材製造装置1及び接合部材Cの製造方法は、局部増粘工程において、後の加自重工程において液晶パネルDの自重が接着剤Gに加えられたときに、増粘処理がされていない接着剤Gが全面に広がりつつ液晶パネルD及び保護ガラスPからはみ出ない程度に液晶パネルD及び保護ガラスPが近づくように変形する粘度の増粘部分Geが形成され、その後の加自重工程において液晶パネルDの自重を接着剤Gに加えることにより、塗布面Dfと接合面Pfとの間に形成された隙間の接着剤Gが展延されていない部分に接着剤Gを流動させることができるので、液晶パネルDと保護ガラスPとの間に過不足なく接着剤Gを行き渡らせることができる。
【0041】
以上の説明では、第1の保持具が、液晶パネルDを真空吸着可能な板状のパネル載置台11であるとしたが、液晶パネルDの縁を把持するチャック機構で構成されていてもよい。同様に、第2の保持具が保護ガラスPの縁を把持するチャック機構で構成されていてもよい。
【0042】
以上の説明では、接着剤Gを、第1の部材(液晶パネルD)に塗布するとしたが、第2の部材(保護ガラスP)に塗布してもよく、あるいは第1の部材(液晶パネルD)及び第2の部材(保護ガラスP)の双方に塗布してもよい。いずれの場合であっても、反転させる面に接着剤Gを塗布すると、接着剤Gをたれ下がらせることができ接触面積を小さくできて空気の混入を抑制することができるので好ましい。
【0043】
以上の説明では、対向工程と配列工程とが同時に行われるとしたが、対向工程において液晶パネルD、接着剤G、保護ガラスPを水平方向(あるいは鉛直方向以外の方向)に配列し、局部増粘工程の前あるいは局部増粘工程を経た後に、鉛直方向に配列(配列工程)してもよい。つまり、配列工程は、加自重工程の前に適宜行われればよい。
【0044】
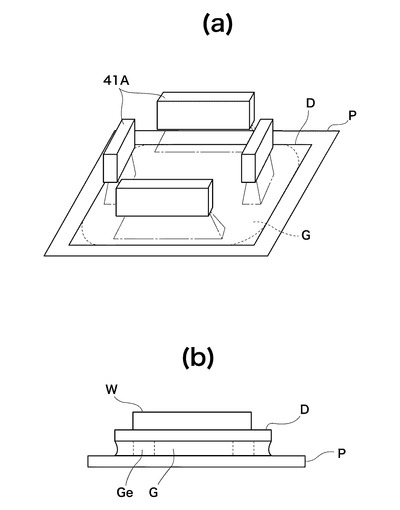
以上の説明では、増粘部分Geが、円柱状に形成されることとしたが、例えば図6(a)に示すような紫外線が細長く照射されるUV照射器41Aを用いて壁状(直方体状)に形成されることとしてもよく、その他の形状に形成されることとしてもよい。
【0045】
以上の説明では、加自重工程では、液晶パネルDの自重を加えて液晶パネルDの自重以外の力を加えないこととしたが(これを「単独加自重工程」ということとする。)、上方の部材(液晶パネルD)の密度が小さい(軽量)場合等は、図6(b)に示すような第3の部材としての錘Wを上方の部材(液晶パネルD)の上に載置して、液晶パネルDの自重と錘Wの自重とを重畳して加えてもよい(これを「重畳加自重工程」ということとする。)。単独加自重工程及び重畳加自重工程は、それぞれ加自重工程の一形態であり、機械や油圧等の強制的な押圧力が作用していない自重を加える工程である。なお、重畳加自重工程においては、パネル載置台11を第3の部材として用いてもよい。この場合、反転軸13がモータから切り離されてニュートラルになっており、機械による強制力が作用しないようになる。このとき、パネル載置台11とバランスを取るカウンターウェイトを反転軸13に設け、上方の部材(液晶パネルD)に重畳する自重を調整可能に構成してもよい。
【符号の説明】
【0046】
1 接合部材製造装置
11 パネル載置台
21 ノズル
31 カバー載置台
41 UV照射器
60 制御装置
C 接合部材
D 液晶パネル
Dc 重心
Df 塗布面
G 接着剤
GL 接着剤層
P 保護ガラス
Pf 接合面
W 錘
【技術分野】
【0001】
本発明は接合部材の製造方法及び接合部材製造装置に関し、特に部材間に過不足なく液状樹脂を行き渡らせる接合部材の製造方法及び接合部材製造装置に関する。
【背景技術】
【0002】
携帯電話のディスプレイ等に見られるように、液晶や有機発光素子が実装された素子基板と、素子基板を保護する封止基板とを、接着層を介して全面にわたって貼り合わせられて構成された表示装置(接合部材)がある(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−247239号公報(図1等)
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のような表示装置は、素子基板と封止基板との間に液状の接着剤(樹脂)を供給して両基板を貼り合わせることにより形成されるのが一般的であるが、接着剤を過不足なく基板全体に行き渡らせるのが難しい。つまり、両基板を貼り合わせる際に、両基板を接近させすぎると接着剤が基板からはみ出してしまい、製造機械を用いて両基板の間隔をあらかじめ算出された寸法に合わせたとしても一部に接着剤が行き渡らない部分が生じることがあった。
【0005】
本発明は上述の課題に鑑み、部材間に過不足なく液状樹脂を行き渡らせることができる接合部材の製造方法及び接合部材製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の第1の態様に係る接合部材の製造方法は、例えば図1及び図3を参照して示すと、板状の第1の部材Dと、板状の第2の部材Pとが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂Gが硬化して形成された合成樹脂層GL(例えば図2参照)を介して接合された接合部材C(例えば図2参照)を製造する方法であって;第1の部材Dの塗布面Dfに液状樹脂Gを塗布する塗布工程(例えば図3(a)参照)と;塗布面Dfと第2の部材Pの接合面Pfとを、液状樹脂Gを介して対向させる対向工程(例えば図3(b)参照)と;塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対し、液状樹脂Gが塗布面Dfに接触している範囲に対して部分的に塗布面Dfから接合面Pfにわたって前記増粘処理を施す局部増粘工程(例えば図3(d)参照)と;第1の部材D、液状樹脂G、第2の部材Pを鉛直方向に配列する配列工程(例えば図3(b)参照)と;前記局部増粘工程及び前記配列工程が行われた後に、液状樹脂Gの上方となった部材Dの自重を液状樹脂Gに加える加自重工程(例えば図3(e)参照)と;上方となった部材Dの自重が加えられた液状樹脂Gの全体に前記増粘処理を施す全体増粘工程とを備える。局部増粘工程では、液状樹脂Gが弾性変形する粘度になるように増粘処理を施し、加自重工程では、液状樹脂Gの上方となった部材Dの自重を液状樹脂Gに加えることにより、局部増粘工程において液状樹脂Gの増粘処理が行われた部分を弾性変形させて増粘処理が施されていない液状樹脂Gを第1の部材Dと第2の部材Pとの間に形成された隙間の液状樹脂Gが展延されていない部分に行き渡らせる。
【0007】
このように構成すると、局部増粘工程において液状樹脂の粘度を部分的に増大させた後に、加自重工程において上方となった部材の自重を液状樹脂に加えるので、上方となった部材が適度に沈み込んで液状樹脂が展延し、第1の部材及び第2の部材の間に液状樹脂を過不足なく行き渡らせることができる。
また、本発明の第2の態様に係る接合部材の製造方法は、例えば図1を参照して示すと、上記本発明の第1の態様に係る接合部材の製造方法において、接合部材C(例えば図2参照)の合成樹脂層GL(例えば図2参照)が所定の厚さに構成され;対向工程が行われた後かつ局部増粘工程が行われる前に、液状樹脂Gが第1の部材D及び第2の部材Pからはみ出さない範囲で塗布面Dfと接合面Pfとを所定の厚さに相当する距離に近づける接近工程を備える。
【0008】
また、本発明の第3の態様に係る接合部材の製造方法は、例えば図1及び図5を参照して示すと、上記本発明の第1の態様又は第2の態様に係る接合部材の製造方法において、前記局部増粘工程は、前記増粘処理が行われる増粘部分Geが複数あり、塗布面Dfの仮想垂線Lvの方向の投影面において、隣接する増粘部分Geを仮想線で結んで形成される仮想輪郭Ls内に前記加自重工程で液状樹脂Gの上方となる部材Dの重心Dcが来る位置であって、かつ、増粘部分Geが前記増粘処理の施されていない液状樹脂Gに囲まれる位置及び範囲に前記増粘処理を施す。
【0009】
このように構成すると、塗布面と接合面との距離のバランスを維持したまま液状樹脂を部材の外周の隙間に行き渡らせることができる。
【0010】
また、本発明の第4の態様に係る接合部材の製造方法は、例えば図6(b)に示すように、上記本発明の第1の態様乃至第3の態様のいずれか1つの態様に係る接合部材の製造方法において、前記加自重工程において、液状樹脂Gの上方となる部材Dの上に、第1の部材D及び第2の部材Pとは別の第3の部材Wの自重を加える。
【0011】
このように構成すると、液状樹脂の上方となる第1の部材及び第2の部材の一方が薄く形成されて単位面積当たりの質量が比較的小さい場合であっても液状樹脂の上方の部材及び第3の部材の自重により液状樹脂を行き渡らせることができる。
【0012】
上記目的を達成するために、本発明の第5の態様に係る接合部材製造装置は、例えば図1に示すように、板状の第1の部材Dと、板状の第2の部材Pとが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂Gが硬化して形成された合成樹脂層GL(例えば図2参照)を介して接合された接合部材C(例えば図2参照)を製造する装置であって;第1の部材Dの塗布面Dfに、液状樹脂Gを塗布する液状樹脂塗布装置21と;第1の部材Dを保持する第1の保持具11と;第2の部材Pを保持する第2の保持具31と;液状樹脂Gに前記増粘処理を施す増粘手段41と;塗布面Dfと第2の部材Pの接合面Pfとを液状樹脂Gを介して対向させるように第1の保持具11及び第2の保持具31の少なくとも一方を制御すると共に、塗布面Dfと接合面Pfとに挟まれた液状樹脂Gに対し、液状樹脂Gが塗布面Dfに接触している範囲に対して部分的に塗布面Dfから接合面Pfにわたって前記増粘処理を施すように増粘手段41を制御し、さらに前記部分的な増粘処理の後に液状樹脂Gの上方にある部材を保持している保持具の保持を開放するように第1の保持具11又は第2の保持具31を制御する制御装置60とを備える。液状樹脂Gに対して部分的に増粘処理を施す際は、液状樹脂Gが弾性変形する粘度になるように増粘処理を施す。また、制御装置60が液状樹脂Gの上方にある部材Dを保持している保持具11の保持を開放することにより、液状樹脂Gの上方にある部材Dの自重を液状樹脂Gに加え、部分的な増粘処理が行われた液状樹脂Gの部分を弾性変形させて、部分的な増粘処理が行われていない液状樹脂Gを第1の部材Dと第2の部材Pとの間に形成された隙間の液状樹脂Gが展延されていない部分に行き渡らせるように構成されている。
【0013】
このように構成すると、部分的な増粘処理の後に液状樹脂の上方にある部材を保持している保持具の保持を開放するので、第1の部材及び第2の部材が面に垂直方向の投影面上で重なる範囲の全面に液状樹脂を行き渡らせることができる。
【発明の効果】
【0014】
本発明によれば、液状樹脂が塗布面に接触している範囲に対して部分的に塗布面から接合面にわたって増粘処理を施した液状樹脂に、液状樹脂の上方となった部材の自重を加えるので、上方となった部材が適度に沈み込んで液状樹脂が展延し、第1の部材及び第2の部材の間に液状樹脂を過不足なく行き渡らせることができる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態に係る接合部材製造装置の概略を示す斜視図である。
【図2】接合部材の構成を例示する図である。(a)は平面図、(b)は正面図である。
【図3】接合部材の製造過程における接合部材製造装置の状態を説明する図である。
【図4】液状樹脂が塗布された第1の部材を示す平面図である。
【図5】局部増粘工程の状況を説明する図である。(a)は平面図、(b)は側面図である。
【図6】本発明の実施の形態に係る変形例を示す図である。(a)は局部増粘工程における変形例、(b)は加自重工程における変形例の図である。
【発明を実施するための形態】
【0016】
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において互いに同一又は相当する部材には同一あるいは類似の符号を付し、重複した説明は省略する。
【0017】
まず図1を参照して、本発明の実施の形態に係る接合部材製造装置1を説明する。図1は、接合部材製造装置1の概略構成を示す斜視図である。接合部材製造装置1は、第1の部材Dを保持する第1の保持具としてのパネル載置台11を有する反転ユニット10と、第1の部材Dの塗布面Dfに液状樹脂としての接着剤Gを塗布する液状樹脂塗布装置としてのノズル21と、第2の部材Pを保持する第2の保持具としてのカバー載置台31と、接着剤Gの粘度を増加させる増粘手段としてのUV照射器41と、接合部材製造装置1の動作を制御する制御装置60とを備えている。ここで、接合部材製造装置1の詳細な説明に先立って、接合部材製造装置1で製造される接合部材の構成を例示する。
【0018】
図2は、接合部材Cの構成を例示する図であり、(a)は平面図、(b)は正面図である。接合部材Cは、第1の部材としての画像表示装置の一種である液晶パネルDと、第2の部材としての保護板として機能する保護ガラスPとが、接着剤層GLを挟んで構成された部品である。接着剤層GLは、接着剤G(図1参照)が展延されて形成された合成樹脂層としての中間層として機能する層である。本実施の形態で製造される接合部材Cは、典型的には携帯電話のディスプレイに用いられる部品である。以降、本実施の形態では、第1の部材が液晶パネルDであり、第2の部材が保護ガラスPであるとして説明する。
【0019】
液晶パネルDは、携帯電話のディスプレイに適した大きさで、矩形板状に形成されている。保護ガラスPは、液晶パネルDよりも一回り大きな矩形板状に形成されている。接着剤層GLを形成する接着剤Gは、合成樹脂を含み、紫外線が照射されることで粘度が増加するように構成されている。さらに、接着剤Gは、粘度の増加によって流動性を失いゲル状になるように構成されている。後述する増粘処理を行う前の接着剤Gの粘度は、100〜5000mPa・sであることが好ましく、1000〜5000mPa・sであることがより好ましい。接着剤層GLは、液晶パネルDと保護ガラスPとを貼り付けると共に、硬化した際には液晶パネルDと保護ガラスPとの間隔を所定の間隔(所定の厚さに相当する距離)に保持する中間層の役割をするものである。接着剤層GLは、流動性を失ったゲル状になっている。接合部材C中における接着剤Gの量は、液晶パネルDと保護ガラスPとの間隔を所定の間隔とするために介在させるべき中間層の厚さとなる量になっている。
【0020】
上述のように、本実施の形態では、第1の部材が矩形板状の液晶パネルDであり、第2の部材が矩形板状の保護ガラスPであるとして説明するが、第1の部材及び第2の部材としてこれら以外のものに適用することも可能である。第1の部材及び第2の部材は、別体であり、典型的には材質が異なるものであるが、同じ材質であってもよい。第1の部材及び第2の部材は、平面形状が矩形以外の多角形あるいは円形や楕円形であってもよい。
【0021】
再び図1に戻って接合部材製造装置1の説明を続ける。反転ユニット10は、パネル載置台11と、パネル載置台11を反転させるドライバ14と、パネル載置台11を鉛直方向に移動させるための垂直レール15とを有している。パネル載置台11は、厚みのある板状で、その平面形状が、液晶パネルDよりも一回り小さい矩形を基本形状として、四隅が切り落とされた形状になっている(図3(b)も参照)。パネル載置台11の切り落とされる四隅の面積は、UV照射器41で部分的に紫外線を当てたい面積とするとよい。パネル載置台11は、典型的には、液晶パネルDと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により液晶パネルDを真空吸着できるように構成されている。
【0022】
ドライバ14は、直方体の筐体14aの中にモータ(不図示)が収容されて構成されている。モータの回転軸(不図示)は筐体14aの面の1つから外部に突き出ており、その突き出た回転軸(不図示)に円柱状の反転軸13が取り付けられている。反転軸13は、回転軸(不図示)に対して両者の軸線が一致するように、かつ水平に延びるように取り付けられている。反転軸13の円柱状の側面とパネル載置台11の厚み部分とは、反転アーム12を介して連結されている。反転アーム12に対するパネル載置台11の取り付け態様は、パネル載置台11の天板(上面)が水平になる位置をホームポジションとすることができる向きとなっている。ドライバ14は、反転軸13を軸回りに回転させることにより、反転軸13の軸線からパネル載置台11までの距離を半径とする仮想円の円周に沿ってパネル載置台11を反転させることができるように構成されている。パネル載置台11は、この仮想円の円周にそってホームポジションの反対側(以下「反転位置」という。)に来ることができるように構成されている。
【0023】
ドライバ14は、また、ギヤ(不図示)と、ギヤ(不図示)を回転させるモータ(不図示)とが筐体14a内に収容されている。ギヤ(不図示)を回転させるモータ(不図示)は、典型的には、反転軸13を回転させるのとは別のものである。ギヤ(不図示)は、鉛直方向に延びるように設置された垂直レール15に係合しており、ギヤ(不図示)が回転させられることによって筐体14aが垂直レール15に沿って上下に移動することができ、これに伴って筐体14aに間接的に接続されているパネル載置台11も鉛直方向に上下動をすることができるように構成されている。
【0024】
カバー載置台31は、パネル載置台11が反転位置に来たときのパネル載置台11に向かい合う位置に設けられている。換言すれば、反転ユニット10は、液晶パネル(第1の部材)Dと保護ガラス(第2の部材)Pとを貼り合わせることができる構成になっている。カバー載置台31の天板(上面)は、水平になっている。本実施の形態では、カバー載置台31は鉛直方向に対しては固定されている。カバー載置台31は、厚みのある矩形板状に形成されている。カバー載置台31は、典型的には、保護ガラスPと接する面に真空ポンプ(不図示)に連通する複数の通気孔が形成されており、真空ポンプ(不図示)の作動により保護ガラスPを真空吸着できるように構成されている。
【0025】
ノズル21は、ホームポジションにあるパネル載置台11に載置されている液晶パネルDの塗布面Dfに、接着剤Gを供給することができる位置に設けられている。ノズル21にはバルブ22が設けられており、バルブ22の開閉動作によりノズル21からの接着剤Gの吐出の有無をコントロールすることができるように構成されている。また、ノズル21は、ホームポジションにある液晶パネルDの上方を任意に移動することができる移動部材23に取り付けられており、移動部材23を介して液晶パネルDの上方を任意に移動することができるように構成されている。
【0026】
UV照射器41は、接着剤Gの粘度を増加させるために紫外線を照射する機器である。UV照射器41は、反転位置にあるパネル載置台11に吸着保持された液晶パネルDの4つの角付近のそれぞれに紫外線を照射することができるように、4台が、反転位置にある液晶パネルDの4つの角付近の上方にそれぞれ設置されている(図3(d)も参照)。
【0027】
制御装置60は、反転ユニット10(その中でも特にドライバ14の2つのモータ)と信号ケーブルで接続されており、反転軸13を正逆方向に軸回りに回転させることができると共にドライバ14を鉛直上下に移動させることができるように構成されている。また制御装置60は、パネル載置台11に形成された複数の通気孔に連通する真空ポンプ(不図示)及びカバー載置台31に形成された複数の通気孔に連通する真空ポンプ(不図示)とそれぞれ信号ケーブルで接続されており、液晶パネルD及び保護ガラスPの真空吸着の有無をそれぞれ制御することができるように構成されている。また制御装置60は、バルブ22及び移動部材23と信号ケーブルで接続されており、バルブ22の開閉及びノズル21の移動を制御することができるように構成されている。また制御装置60は、UV照射器41と信号ケーブルで接続されており、紫外線の照射の有無を制御することができるように構成されている。制御装置60は、バルブ22及び移動部材23を制御する第1の制御装置と、反転ユニット10を制御する第2の制御装置と、真空ポンプ(不図示)を制御する第3の制御装置と、UV照射器41を制御する第4の制御装置とを、それぞれ別体として構成することもできるが、本実施の形態では、概念上の区別を可能にしつつも物理的には一体に構成されており、以下では特に区別することなく一体の制御装置60であるとして説明する。
【0028】
引き続き図3を参照して、接合部材製造装置1の作用を説明する。図3は、接合部材Cの製造過程における接合部材製造装置1の状態を説明する図である。接合部材製造装置1によって接合部材Cが製造される過程は、接合部材の製造方法が具現された本発明の1つの実施の形態である。以下の説明において、接合部材製造装置1の構成あるいは接合部材Cの構造について言及しているときは、適宜図1及び図2を参照することとする。接合部材Cを製造するに際し、まず、前工程で準備された液晶パネルDが収容されている液晶トレー(不図示)内の1つの液晶パネルDをロボット(不図示)がつかみ、塗布面Dfを上方に向けてパネル載置台11に載置する。他方、前工程で準備された保護ガラスPが収容されているガラストレー(不図示)内の1つの保護ガラスPをロボット(不図示)がつかみ、接合面Pfを上方に向けてカバー載置台31に載置する。液晶パネルD及び保護ガラスPがそれぞれパネル載置台11及びカバー載置台31に載置されたら、ノズル21を適宜移動させながらノズル21から接着剤Gを吐出して、液晶パネルDの塗布面Dfに接着剤Gを塗布する(塗布工程、図3(a)参照)。接着剤Gが塗布される際、液晶パネルDが載置されたパネル載置台11はホームポジションにある。
【0029】
ここで図4を併せて参照して、接着剤Gの塗布状態について説明する。図4は接着剤Gが塗布された液晶パネルDを示す平面図である。ノズル21は、制御装置60からの信号によりバルブ22の開閉を制御しながら塗布面Df上を移動して、主要部Gmと誘導部Gbとが形成されるように塗布面Dfに接着剤Gを塗布する。本実施の形態では、主要部Gmが、塗布面Dfに対し、塗布面Dfの図心を基準として縮小された略相似形に形成されている。「略相似形」とは、接着剤Gが展延されたときに塗布面Dfの外周に略行き渡る程度の形である。主要部Gmは、ノズル21が直線的に往復し、かつ、折り返す末端で直線の幅分だけ当該直線に対して直角に移動することにより、形成される。あるいは、矩形の塗布面Dfの長手方向にノズル21を移動させながら、誘導部Gbを形成する場合よりも、接着剤Gの単位時間当たりの吐出量を多くするかノズル21の移動速度を遅くすることによって形成してもよい。
【0030】
誘導部Gbは、主要部Gmと液晶パネルDの角Deとを結ぶ仮想の誘導線Lb上に線状に形成されている。誘導線Lbは、典型的には角Deから主要部Gmまでの距離が最短となる点を通過する線あるいは角Deを2等分する線として規定されるが、接着剤Gが展延されたときに塗布面Dfに極力行き渡るようにする観点から適宜決定するとよい。誘導部Gbは、液晶パネルDが有する角Deの数(本実施の形態では4つ)だけ形成され、各誘導部Gbは、主要部Gm側の端部は主要部Gmに接し、角De側の端部はその角Deの近傍で止められている。ここで角Deの近傍とは、当該角Deに接することなく、かつ液晶パネルD及び保護ガラスPが仕上げの距離(接着剤層GLの厚さに相当する距離)まで接近する前に接着剤Gが角Deや辺Dsからはみ出ない程度の近さである。
【0031】
再び図3に戻って接合部材製造装置1の作用の説明を続ける。接着剤Gの塗布が完了したら、制御装置60は、反転軸13を回転させて、ホームポジションにある液晶パネルDを反転位置まで反転させ、塗布面Dfを接合面Pfに対向させる(対向工程、図3(b)参照)。このとき、鉛直方向に上方から下方に向かって、液晶パネルD、接着剤G、保護ガラスPが配列する(配列工程、図3(b)参照)。つまり、本実施の形態では、対向工程と配列工程とが同時に行われる。また、塗布面Dfと接合面Pfとの距離は、接合部材Cとなったときの接着剤層GLの厚さよりも大きく、さらに、典型的には塗布面Dfに塗布されている展延される前の接着剤Gが接合面Pfに接触しない位置(高さ)に、ドライバ14が存在するようになっている。
【0032】
塗布面Dfを接合面Pfに対向させたら、制御装置60はドライバ14を垂直レール15に沿って下方に移動させ、塗布面Dfと接合面Pfとの距離が、接着剤層GLの所定の厚さに相当する距離に近づくように接近させる(接近工程、図3(c)参照)。接近工程は、塗布面Dfと接合面Pfとを機械(ドライバ14等)を用いて強制的に近づける工程である。接近工程において、比較的周囲に接着剤Gが多く存在する塗布面Dfの図心付近の接着剤Gが他の部分よりも垂れ下がっており、まずこの部分の接着剤Gが接合面Pfに接し、ここから放射状に広がるように接着剤Gが接合面Pfに接して行く。なお、前述の対向工程において、接着剤Gが塗布された液晶パネルDの方を反転させて保護ガラスPの鉛直上方に位置させることとしたので、塗布された接着剤Gの一部を垂れ下がらせることができ、これにより接着剤Gを比較的小さな面積で保護ガラスPに接触させ始めることができて、液晶パネルDと保護ガラスPとの間の接着剤Gへの気泡の混入を抑制することができる。塗布面Dfと接合面Pfとがさらに接近すると、塗布面Dfと接合面Pfとに挟まれた接着剤Gは展延し、液晶パネルDの外周に向かって徐々に広がって行く。このときには、主要部Gmの図心付近から始まった接着剤Gの接合面Pfへの接触が、誘導部Gbまで達している。
【0033】
この際、展延により接着剤Gが辺Ds(図4参照)に達しても、角De(図4参照)に達していないことが起こりうる。そこで、接着剤Gを角Deに到達させるため、さらに接着剤Gを展延させようと塗布面Dfと接合面Pfとをさらに近づけると、辺Dsから接着剤Gがはみ出してしまうことがある。このような不都合が生じないようにするために、以下のような工程に進む。
【0034】
接近工程により、接着剤Gが辺Dsからはみ出さない範囲で塗布面Dfと接合面Pfとを接着剤層GLの所定の厚さに相当する距離にできるだけ近づけたら、制御装置60は、塗布面Dfと接合面Pfとの接近を停止したうえでUV照射器41を作動させ、液晶パネルDと保護ガラスPとに挟まれた接着剤Gに対して部分的に紫外線を照射して、紫外線が照射された部分の接着剤Gの粘度を増加させる増粘処理を行う(局部増粘工程、図3(d)参照)。なお、上述したパネル載置台11の四隅の切り落としは、この紫外線を照射したい部分がパネル載置台11によって妨げられることを回避することができるような位置及び形状で行われているとよい。局部増粘工程の間、液晶パネルDはパネル載置台11に、保護ガラスPはカバー載置台31に、それぞれ吸着保持されている。これにより、局部増粘工程において、塗布面Dfと接合面Pfとの面間距離を一定に保つことができる。
【0035】
ここで図5を参照して、部分的な紫外線の照射についてより詳しく説明する。図5は、局部増粘工程の状況を説明する図であり、(a)は平面図、(b)は側面図である。図5(a)に示す平面図は、塗布面Dfの垂線である仮想垂線Lv(図5(b)参照)が伸びる方向に投影した投影面に映し出される図でもある。図5(a)に示すように、上述の接近工程において接着剤Gが辺Dsからはみ出さない範囲で液晶パネルD及び保護ガラスPを接近させると、液晶パネルDに接着剤Gが行き渡らない部分が生じる。この状態で局部増粘工程に移行し、UV照射器41から照射された紫外線は、液晶パネルDを透過して接着剤Gに照射され、保護ガラスPに達する。接着剤Gの、紫外線が照射された部分である増粘部分Geは、紫外線の強さ及び照射時間に応じて粘度が増加して行き、典型的には、最終的に流動性を失いつつ弾性を有するゲル状になる。なお、見方によっては、流動性を失ったゲルは「粘度」という概念になじまないとも考えられるが、粘度とは流体のねばりの度合いであること、流体とは剪断応力の大きさに応じて連続的に変形する物体の総称であって物体の三態様のうちもっぱら気体と液体が該当するがプラズマや塑性を持つ固体を含める場合があること、及び固体と流体との区別は曖昧ではあるが一応粘度の大きさでこれらは分けられることに鑑み、本明細書では、ゲルは液体の粘度が高まったものの一形態であると解釈する。
【0036】
局部増粘工程では、増粘部分Geは、典型的には上述のようにゲル状になるが、後の加自重工程において液晶パネルDの自重が接着剤Gに加えられたときに、増粘処理がされていない接着剤Gが液晶パネルD及び保護ガラスPからはみ出るほど液晶パネルDが沈み込むことがない程度の弾性を有する粘度にすればよい。これを別の観点から見ると、増粘部分Geは、硬化度が、30〜90%となるようにするとよい。硬化度は、弾性を向上させる観点から上限を80%あるいは70%とすることが好ましく、接着剤Gのはみ出しを抑制する観点から下限を40%あるいは50%とすることが好ましく、さらには60%としてもよい。なお、ここでいう硬化度とは、接着剤Gの粘度を増大させてゲル状にしたものをふるいに掛けて硬化しなかったものを除いた残りである「硬化したものの質量」の、「粘度を増大させる前の接着剤Gの質量」に対する百分率である。増粘部分Geの硬化度は、経験則に基づいてUV照射器41から照射される紫外線の強度や照射時間を適宜設定することによって調節される。
【0037】
本実施の形態では、UV照射器41からスポット状の紫外線が照射されて塗布面Dfから接合面Pfに至るため、増粘部分Geは、両端が塗布面Df及び接合面Pfに接した円柱状に形成される。増粘部分Geは、典型的には複数形成され、本実施の形態では4つ形成されている。このとき、上方の部材である液晶パネルDの重心Dcが、平面視において、隣接する増粘部分Geを仮想線で結んで形成される仮想輪郭Lsの中に入る位置に、増粘部分Geを形成すると、後の加自重工程において液晶パネルDの自重を安定して支えることができるため好ましい。仮想輪郭Lsは、典型的には、その内部に増粘部分Ge全体が収まるように定義されるが、増粘部分Ge全体の重心を結んで形成されるように定義してもよい。増粘部分Geが2つである場合は仮想輪郭Lsが直線となる場合もあり得るが、この場合は、上方の部材である液晶パネルDの重心Dcが、仮想輪郭Lsの直線上に位置していることと仮想輪郭内に位置していることとが同義となる。さらに、増粘部分Geは、増粘処理の施されていない接着剤Gに囲まれる位置、換言すれば、展延された接着剤Gの外縁(図5(a)では破線で示されている)に接しない位置に形成されると、増粘されていない接着剤Gが外側に広がる動きを阻害することがないため好ましい。
【0038】
図3に戻って接合部材製造装置1の作用の説明を続ける。局部増粘工程が終了したら、液晶パネルDの吸着保持を解除して、液晶パネルDの自重を接着剤Gに加える(加自重工程、図3(e)参照)。このとき、典型的には、パネル載置台11の吸着保持を解除してパネル載置台11をホームポジションに戻す。増粘部分Geが形成された接着剤Gに液晶パネルDの自重を加えることにより、増粘部分Geが弾性変形して塗布面Dfと接合面Pfとの距離が変化しうるため、液晶パネルD外縁の接着剤Gが行き渡っていなかった部分にも、接着剤Gが行き渡る。これは、接着剤Gの表面張力あるいは塗布面Dfと接合面Pfとの間に形成された隙間に生じる毛細管現象によるものと考えられる。このとき、上方にある液晶パネルDは増粘部分Geに支持されるため、接着剤Gが液晶パネルD及び保護ガラスPからはみ出すほど液晶パネルDが沈み込むことを回避することができる。また、増粘部分Geは増粘されていない接着剤Gに囲まれているため、接着剤Gの液晶パネルDの角Deに向かう流動が阻害されることを回避することができる。なお、本発明者は、上方にある液晶パネルDをパネル載置台11で吸着保持して塗布面Dfと接合面Pfとの面間距離を一定に保ったままでも接着剤Gが液晶パネルDの全面に行き渡るか試みたが、この場合は接着剤Gが液晶パネルDの全面に行き渡らなかった。このことは、仮に上方の液晶パネルDの自重による移動がわずかであったとしても、液晶パネルDを移動可能な状態にしておくことが、接着剤Gを全面に行き渡らせるのに寄与していることを示すものと思われる。
【0039】
加自重工程が完了したら、塗布面Dfと接合面Pfとの間に充填された接着剤G全体を流動しないように硬化させて、接着剤層GLを形成する(全体増粘工程)。接着剤Gは、照射された紫外線の積算量に応じて粘度が増加するように変性するため、UV照射器41から照射される紫外線の積算量を増加させることで接着剤Gを硬化させることができる。接着剤Gの硬化は、典型的には照射する紫外線を接着剤G全体に広げることで行われる。全体増粘工程は、典型的には、UV照射器41とは別の、照射した紫外線で液晶パネルDの全体をカバーできる照射器(不図示)で行われるが、UV照射器41を用いて行ってもよい。
【0040】
以上のように、本実施の形態に係る接合部材製造装置1及び接合部材Cの製造方法は、局部増粘工程において、後の加自重工程において液晶パネルDの自重が接着剤Gに加えられたときに、増粘処理がされていない接着剤Gが全面に広がりつつ液晶パネルD及び保護ガラスPからはみ出ない程度に液晶パネルD及び保護ガラスPが近づくように変形する粘度の増粘部分Geが形成され、その後の加自重工程において液晶パネルDの自重を接着剤Gに加えることにより、塗布面Dfと接合面Pfとの間に形成された隙間の接着剤Gが展延されていない部分に接着剤Gを流動させることができるので、液晶パネルDと保護ガラスPとの間に過不足なく接着剤Gを行き渡らせることができる。
【0041】
以上の説明では、第1の保持具が、液晶パネルDを真空吸着可能な板状のパネル載置台11であるとしたが、液晶パネルDの縁を把持するチャック機構で構成されていてもよい。同様に、第2の保持具が保護ガラスPの縁を把持するチャック機構で構成されていてもよい。
【0042】
以上の説明では、接着剤Gを、第1の部材(液晶パネルD)に塗布するとしたが、第2の部材(保護ガラスP)に塗布してもよく、あるいは第1の部材(液晶パネルD)及び第2の部材(保護ガラスP)の双方に塗布してもよい。いずれの場合であっても、反転させる面に接着剤Gを塗布すると、接着剤Gをたれ下がらせることができ接触面積を小さくできて空気の混入を抑制することができるので好ましい。
【0043】
以上の説明では、対向工程と配列工程とが同時に行われるとしたが、対向工程において液晶パネルD、接着剤G、保護ガラスPを水平方向(あるいは鉛直方向以外の方向)に配列し、局部増粘工程の前あるいは局部増粘工程を経た後に、鉛直方向に配列(配列工程)してもよい。つまり、配列工程は、加自重工程の前に適宜行われればよい。
【0044】
以上の説明では、増粘部分Geが、円柱状に形成されることとしたが、例えば図6(a)に示すような紫外線が細長く照射されるUV照射器41Aを用いて壁状(直方体状)に形成されることとしてもよく、その他の形状に形成されることとしてもよい。
【0045】
以上の説明では、加自重工程では、液晶パネルDの自重を加えて液晶パネルDの自重以外の力を加えないこととしたが(これを「単独加自重工程」ということとする。)、上方の部材(液晶パネルD)の密度が小さい(軽量)場合等は、図6(b)に示すような第3の部材としての錘Wを上方の部材(液晶パネルD)の上に載置して、液晶パネルDの自重と錘Wの自重とを重畳して加えてもよい(これを「重畳加自重工程」ということとする。)。単独加自重工程及び重畳加自重工程は、それぞれ加自重工程の一形態であり、機械や油圧等の強制的な押圧力が作用していない自重を加える工程である。なお、重畳加自重工程においては、パネル載置台11を第3の部材として用いてもよい。この場合、反転軸13がモータから切り離されてニュートラルになっており、機械による強制力が作用しないようになる。このとき、パネル載置台11とバランスを取るカウンターウェイトを反転軸13に設け、上方の部材(液晶パネルD)に重畳する自重を調整可能に構成してもよい。
【符号の説明】
【0046】
1 接合部材製造装置
11 パネル載置台
21 ノズル
31 カバー載置台
41 UV照射器
60 制御装置
C 接合部材
D 液晶パネル
Dc 重心
Df 塗布面
G 接着剤
GL 接着剤層
P 保護ガラス
Pf 接合面
W 錘
【特許請求の範囲】
【請求項1】
板状の第1の部材と、板状の第2の部材とが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂が硬化して形成された合成樹脂層を介して接合された接合部材を製造する方法であって;
前記第1の部材の塗布面に前記液状樹脂を塗布する塗布工程と;
前記塗布面と前記第2の部材の接合面とを、前記液状樹脂を介して対向させる対向工程と;
前記塗布面と前記接合面とに挟まれた前記液状樹脂に対し、前記液状樹脂が前記塗布面に接触している範囲に対して部分的に前記塗布面から前記接合面にわたって、前記液状樹脂が弾性変形する粘度になるように前記増粘処理を施す局部増粘工程と;
前記第1の部材、前記液状樹脂、前記第2の部材を鉛直方向に配列する配列工程と;
前記局部増粘工程及び前記配列工程が行われた後に、前記液状樹脂の上方となった部材の自重を前記液状樹脂に加えることにより、前記局部増粘工程において前記液状樹脂の前記増粘処理が行われた部分を弾性変形させて前記増粘処理が施されていない前記液状樹脂を前記第1の部材と前記第2の部材との間に形成された隙間の前記液状樹脂が展延されていない部分に行き渡らせる加自重工程と;
上方となった部材の自重が加えられた前記液状樹脂の全体に前記増粘処理を施す全体増粘工程とを備える;
接合部材の製造方法。
【請求項2】
前記接合部材の前記合成樹脂層が所定の厚さに構成され;
前記対向工程が行われた後かつ前記局部増粘工程が行われる前に、前記液状樹脂が前記第1の部材及び前記第2の部材からはみ出さない範囲で前記塗布面と前記接合面とを前記所定の厚さに相当する距離に近づける接近工程を備える;
請求項1に記載の接合部材の製造方法。
【請求項3】
前記局部増粘工程は、前記増粘処理が行われる増粘部分が複数あり、前記塗布面の仮想垂線の方向の投影面において、隣接する前記増粘部分を仮想線で結んで形成される仮想輪郭内に前記加自重工程で前記液状樹脂の上方となる部材の重心が来る位置であって、かつ、前記増粘部分が前記増粘処理の施されていない前記液状樹脂に囲まれる位置及び範囲に前記増粘処理を施す;
請求項1又は請求項2に記載の接合部材の製造方法。
【請求項4】
前記加自重工程において、前記液状樹脂の上方となる部材の上に、前記第1の部材及び前記第2の部材とは別の第3の部材の自重を加える;
請求項1又は請求項2に記載の接合部材の製造方法。
【請求項5】
板状の第1の部材と、板状の第2の部材とが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂が硬化して形成された合成樹脂層を介して接合された接合部材を製造する装置であって;
前記第1の部材の塗布面に、前記液状樹脂を塗布する液状樹脂塗布装置と;
前記第1の部材を保持する第1の保持具と;
前記第2の部材を保持する第2の保持具と;
前記液状樹脂に前記増粘処理を施す増粘手段と;
前記塗布面と前記第2の部材の接合面とを前記液状樹脂を介して対向させるように前記第1の保持具及び前記第2の保持具の少なくとも一方を制御すると共に、前記塗布面と前記接合面とに挟まれた前記液状樹脂に対し、前記液状樹脂が前記塗布面に接触している範囲に対して部分的に前記塗布面から前記接合面にわたって、前記液状樹脂が弾性変形する粘度になるまで前記増粘処理を施すように前記増粘手段を制御し、さらに前記部分的な増粘処理の後に前記液状樹脂の上方にある部材を保持している保持具の保持を開放するように前記第1の保持具又は前記第2の保持具を制御する制御装置とを備え;
前記制御装置が前記液状樹脂の上方にある部材を保持している保持具の保持を開放することにより、前記液状樹脂の上方にある部材の自重を前記液状樹脂に加え、前記部分的な増粘処理が行われた前記液状樹脂の部分を弾性変形させて、前記部分的な増粘処理が行われていない前記液状樹脂を前記第1の部材と前記第2の部材との間に形成された隙間の前記液状樹脂が展延されていない部分に行き渡らせるように構成された;
接合部材製造装置。
【請求項1】
板状の第1の部材と、板状の第2の部材とが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂が硬化して形成された合成樹脂層を介して接合された接合部材を製造する方法であって;
前記第1の部材の塗布面に前記液状樹脂を塗布する塗布工程と;
前記塗布面と前記第2の部材の接合面とを、前記液状樹脂を介して対向させる対向工程と;
前記塗布面と前記接合面とに挟まれた前記液状樹脂に対し、前記液状樹脂が前記塗布面に接触している範囲に対して部分的に前記塗布面から前記接合面にわたって、前記液状樹脂が弾性変形する粘度になるように前記増粘処理を施す局部増粘工程と;
前記第1の部材、前記液状樹脂、前記第2の部材を鉛直方向に配列する配列工程と;
前記局部増粘工程及び前記配列工程が行われた後に、前記液状樹脂の上方となった部材の自重を前記液状樹脂に加えることにより、前記局部増粘工程において前記液状樹脂の前記増粘処理が行われた部分を弾性変形させて前記増粘処理が施されていない前記液状樹脂を前記第1の部材と前記第2の部材との間に形成された隙間の前記液状樹脂が展延されていない部分に行き渡らせる加自重工程と;
上方となった部材の自重が加えられた前記液状樹脂の全体に前記増粘処理を施す全体増粘工程とを備える;
接合部材の製造方法。
【請求項2】
前記接合部材の前記合成樹脂層が所定の厚さに構成され;
前記対向工程が行われた後かつ前記局部増粘工程が行われる前に、前記液状樹脂が前記第1の部材及び前記第2の部材からはみ出さない範囲で前記塗布面と前記接合面とを前記所定の厚さに相当する距離に近づける接近工程を備える;
請求項1に記載の接合部材の製造方法。
【請求項3】
前記局部増粘工程は、前記増粘処理が行われる増粘部分が複数あり、前記塗布面の仮想垂線の方向の投影面において、隣接する前記増粘部分を仮想線で結んで形成される仮想輪郭内に前記加自重工程で前記液状樹脂の上方となる部材の重心が来る位置であって、かつ、前記増粘部分が前記増粘処理の施されていない前記液状樹脂に囲まれる位置及び範囲に前記増粘処理を施す;
請求項1又は請求項2に記載の接合部材の製造方法。
【請求項4】
前記加自重工程において、前記液状樹脂の上方となる部材の上に、前記第1の部材及び前記第2の部材とは別の第3の部材の自重を加える;
請求項1又は請求項2に記載の接合部材の製造方法。
【請求項5】
板状の第1の部材と、板状の第2の部材とが、所定の増粘処理により粘度が増加する液状の合成樹脂である液状樹脂が硬化して形成された合成樹脂層を介して接合された接合部材を製造する装置であって;
前記第1の部材の塗布面に、前記液状樹脂を塗布する液状樹脂塗布装置と;
前記第1の部材を保持する第1の保持具と;
前記第2の部材を保持する第2の保持具と;
前記液状樹脂に前記増粘処理を施す増粘手段と;
前記塗布面と前記第2の部材の接合面とを前記液状樹脂を介して対向させるように前記第1の保持具及び前記第2の保持具の少なくとも一方を制御すると共に、前記塗布面と前記接合面とに挟まれた前記液状樹脂に対し、前記液状樹脂が前記塗布面に接触している範囲に対して部分的に前記塗布面から前記接合面にわたって、前記液状樹脂が弾性変形する粘度になるまで前記増粘処理を施すように前記増粘手段を制御し、さらに前記部分的な増粘処理の後に前記液状樹脂の上方にある部材を保持している保持具の保持を開放するように前記第1の保持具又は前記第2の保持具を制御する制御装置とを備え;
前記制御装置が前記液状樹脂の上方にある部材を保持している保持具の保持を開放することにより、前記液状樹脂の上方にある部材の自重を前記液状樹脂に加え、前記部分的な増粘処理が行われた前記液状樹脂の部分を弾性変形させて、前記部分的な増粘処理が行われていない前記液状樹脂を前記第1の部材と前記第2の部材との間に形成された隙間の前記液状樹脂が展延されていない部分に行き渡らせるように構成された;
接合部材製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−254460(P2012−254460A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2012−193319(P2012−193319)
【出願日】平成24年9月3日(2012.9.3)
【分割の表示】特願2009−223376(P2009−223376)の分割
【原出願日】平成21年9月28日(2009.9.28)
【出願人】(000103976)オリジン電気株式会社 (223)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成24年9月3日(2012.9.3)
【分割の表示】特願2009−223376(P2009−223376)の分割
【原出願日】平成21年9月28日(2009.9.28)
【出願人】(000103976)オリジン電気株式会社 (223)
【Fターム(参考)】
[ Back to top ]