
接着シート、半導体装置の製造方法及び半導体装置
【課題】所定の平面形状に形成された接着剤層を有する接着シートをロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制し、被着体に接着剤層を貼り付ける際に空気の巻き込みによるボイドの発生を十分に抑制することが可能な接着シートを提供する。
【解決手段】剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムと、を有する接着シートであって、前記粘着フィルムを取り除く部分が剥離基材の短手方向(長手方向に直交する方向)の中心からずれている接着シート。
【解決手段】剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムと、を有する接着シートであって、前記粘着フィルムを取り除く部分が剥離基材の短手方向(長手方向に直交する方向)の中心からずれている接着シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、接着シート、半導体装置の製造方法及び半導体装置に関する。
【背景技術】
【0002】
従来、半導体素子と半導体素子搭載用の支持部材との接合には銀ペーストが主に使用されている。しかし、近年の半導体素子の小型化・高性能化に伴い、使用される支持部材にも小型化・細密化が要求されるようになってきている。こうした要求に対して、銀ペーストでは、はみ出しや半導体素子の傾きに起因するワイヤボンディング時における不具合の発生、銀ペーストからなる接着剤層の膜厚の制御困難性、及び接着剤層のボイド発生などにより上記要求に対処しきれなくなってきている。
【0003】
そのため、上記要求に対処するべく、近年、フィルム状の接着剤が使用されるようになってきた。このフィルム状接着剤は、個片貼付け方式あるいはウェハ裏面貼付け方式において使用されている。フィルム状接着剤を用いて個片貼付け方式により半導体装置を作製する場合には、まず、ロール状(リール状)に巻き取られたフィルム状接着剤をカッティング又はパンチングによって任意のサイズに切り出し、フィルム状接着剤の個片を得る。この個片を、半導体素子搭載用の支持部材に貼り付け、フィルム状接着剤付き支持部材を得る。その後、ダイシング工程によって個片化した半導体素子をフィルム状接着剤付き支持部材に接合(ダイボンド)して半導体素子付き支持部材を作製する。更に、必要に応じてワイヤボンド工程、封止工程等を経ることにより半導体装置を作製する。
【0004】
しかし、個片貼付け方式においてフィルム状接着剤を用いる場合には、フィルム状接着剤を切り出して支持部材に接着するための専用の組立装置が必要であるため、銀ペーストを使用する方法に比べて製造コストが高くなるという問題があった。
【0005】
一方、フィルム状接着剤を用いてウェハ裏面貼付け方式により半導体装置を作製する場合には、まず、半導体ウェハの回路面とは反対側の面(裏面)にフィルム状接着剤を貼付け、更にフィルム状接着剤の半導体ウェハ側と反対側の面にダイシングテープを貼り合わせる。次に、ダイシングによって半導体ウェハ及びフィルム状接着剤を個片化し、フィルム状接着剤付き半導体素子を得る。得られたフィルム状接着剤付き半導体素子をピックアップし、それを半導体素子搭載用の支持部材に接合(ダイボンド)する。その後、加熱、硬化、ワイヤボンド等の工程を経ることにより半導体装置を作製する。
【0006】
このフィルム状接着剤を用いたウェハ裏面貼付け方式は、フィルム状接着剤付き半導体素子を支持部材に接合するため、フィルム状接着剤を個片化するための専用の装置を必要とせず、従来の銀ペースト用の組立装置をそのまま又は熱盤を付加するなどの装置の一部を改良することにより使用できる。そのため、フィルム状接着剤を用いた半導体装置の組立方法の中で製造コストが比較的安く抑えられる方法として注目されている。
【0007】
しかし、フィルム状接着剤を用いた上記のウェハ裏面貼付け方式においては、半導体ウェハのダイシングを行うまでに、フィルム状接着剤を半導体ウェハに貼付する工程とダイシングテープをフィルム状接着剤に貼付する工程との2つの貼付工程が必要である。そこで、このプロセスを簡略化するために、フィルム状接着剤とダイシングテープとを貼り合わせ、一枚で両方の機能を併せ持つ接着シート(ダイボンドダイシングシート)が開発されている(例えば、特許文献1参照)。このような接着シートは、例えば、剥離基材/接着剤層/粘着フィルムの三層構造を有している。
【0008】
また、このような接着シートを、半導体素子を構成するウェハの形状にあらかじめ加工しておく方法(いわゆるプリカット加工)が知られている(例えば特許文献2参照)。かかるプリカット加工は、使用されるウェハの形状に合わせて樹脂層(接着剤層及び粘着フィルム)を打ち抜き、ウェハを貼り付ける部分以外の樹脂層を剥離しておく方法である。
【0009】
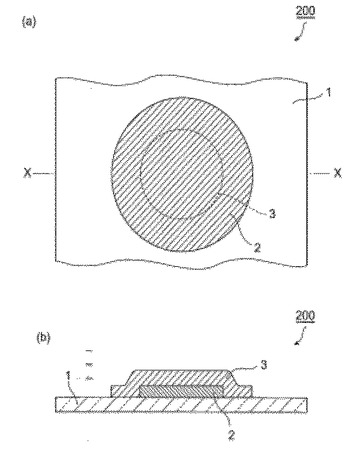
プリカット加工が施された接着シートは、例えば、図1(a)に示すような構造を有している。また、図1(b)は図1(a)の接着シート200のX−X端面図であり、剥離基材1上に接着剤層2が積層され、その上にさらに粘着フィルム3が、剥離基材1側が粘着性を有する面となるようにして積層されている。なお、粘着フィルム3は接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1に接するように積層されており、これにより、半導体ウェハのダイシングを行う際に、半導体ウェハの外周部のウェハリングに粘着フィルム3を貼り付けて接着シート200を固定することができるようになっている。
【0010】
かかるプリカット加工を施す場合、上記の接着シートは一般的に、フィルム状接着剤において接着剤層をウェハ形状に合わせてプリカット加工し、それとダイシングテープとを貼り合わせた後、このダイシングテープに対してウェハリング形状に合わせたプリカット加工を施すか、又は、あらかじめウェハリング形状にプリカット加工したダイシングテープを、プリカット加工したフィルム状接着剤と貼り合わせることによって作製される。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−45557号公報
【特許文献2】実公平6−18383号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
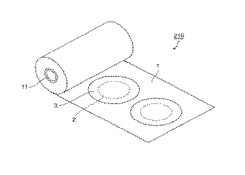
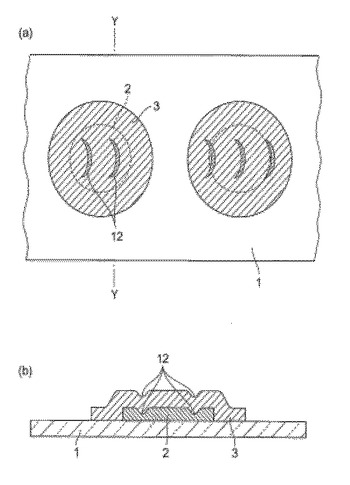
上記プリカット加工が施された接着シート200は、通常、図2に示すように長尺の剥離基材1を用いて円筒状の巻き芯11に巻きつけて、ロール状の接着シートロール210として提供される。このとき、上記接着シート200等の従来のプリカット加工が施された接着シートでは、以下のような不具合が生じることを本発明者らは見出した。すなわち、上記プリカット加工が施された接着シート200においては、図1(b)に示すように、部分的に接着剤層2と粘着フィルム3とを積層するため、接着剤層2と粘着フィルム3との積層部分が他の部分よりも厚くなる。そのため、接着シートロールの直径が大きくなったり、巻き取り時の張力が高くなった場合、図3(a)に示すように、接着剤層2の部分に他の接着シート200の巻き跡12が転写され、図3(a)のY−Y端面図である図3(b)に示すように、フィルムの平滑性が損なわれることがある。また、接着剤層2の厚みが厚くなった場合、巻き跡12が更に転写されやすくなる。これら巻き跡12の転写により接着シート200に平滑性の欠陥があると、接着シート200を半導体ウェハへ貼り付けた時に半導体ウェハと接着剤層2との間に空気を巻き込み、半導体装置組み立て方法上、不具合が生じることがある。
【0013】
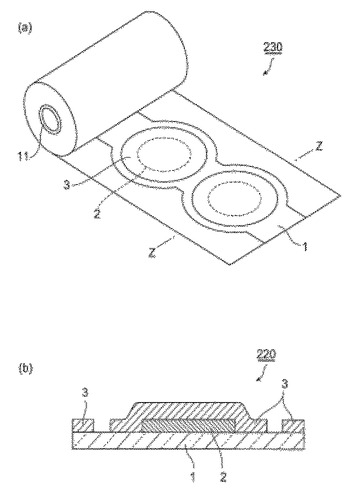
なお、接着シートとしては、図4(a)及び図4(a)のZ−Z端面図である図4(b)に示すように、ウェハ形状に合わせてプリカット加工された接着剤層2及び粘着フィルム3の外方にも粘着フィルム3が形成された接着シート220及び接着シートロール230も知られているが、この場合にも、上記と同様に接着剤層2に巻き跡12が転写され、半導体装置組み立て方法上の不具合が生じることがある。
【0014】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、プリカット加工等により所定の平面形状に形成された接着剤層を有する接着シートをロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制し、被着体に接着剤層を貼り付ける際に空気の巻き込みによるボイドの発生を十分に抑制することが可能な接着シート、前記接着シートを用いた半導体装置の製造方法及び半導体装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムを有する接着シートであって、前記粘着フィルムを取り除く部分が剥離基材の短手方向(長手方向に直交する方向)の中心からずれていることを特徴とする接着シートに関する。
【0016】
本発明の接着シートは、所定の平面形状に形成された接着剤層を有する接着シートであるが、剥離基材上の、半導体装置を製造する場合等に必要とされる接着剤層及び粘着フィルム以外の部分にも粘着フィルムが存在する。
従来の接着シートでは、粘着フィルムを取り除く部分が剥離基材の短手方向の中心にあり、ロール状に巻き取ると、接着剤層と粘着フィルムの積層部分が他の部分に比べて厚くなるため、この中心部分に巻き取りの圧力が集中していた。そのため、この積層部分と粘着フィルムのみの部分との段差が巻き取りの圧力により他の接着剤層に転写され、図3(a)12の巻き跡を形成していた。これに対して本発明の接着シートは、粘着フィルムを取り除く部分を中心からずらすことによりプリカット加工が施された接着シートにかかっていた巻き取りの圧力を分散することができ、上記積層部分と粘着フィルムのみの部分との段差が他の接着剤層に転写されることを抑制することが可能となる。そして、接着剤層への巻き跡の転写が抑制されることにより、半導体ウェハ等の被着体に接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生を十分に抑制することができる。
【0017】
上記剥離基材は長尺のものであり、粘着フィルムを取り除く部分は、剥離基材の短手方向の接着剤層幅より外側にあり、ロール状に巻き取られた際に、前記粘着フィルムを取り除く部分と前記接着剤層が重ならないことが好ましい。
【0018】
また、上記接着フィルムを取り除く部分は、剥離基材の短手方向の中心に対し、接着剤層と粘着フィルムの積層体の前後で左右交互に形成されることが好ましい。
【0019】
これにより、接着シートをロール状に巻き取った際に、接着剤層に他の接着剤層の巻き跡が転写されることをより十分に抑制することができる。そして、半導体ウェハ等の被着体に接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生をより十分に抑制することができる。
【0020】
また、本発明の接着シートにおいて、上記接着剤層及び上記粘着フィルムの少なくとも一方は、円形形状あるいは上記剥離基材を剥離した後に上記接着剤層又は上記粘着フィルムを貼り付けるべき被着体の平面形状に合致する平面形状を有していることが好ましい。
【0021】
また、本発明の接着シートにおいて、接着シートを被着体へ貼り付ける際の位置認識を目的として、粘着フィルム上に位置認識用マーキングを持つことが好ましい。
【0022】
上記被着体としては、例えば半導体ウェハが挙げられるが、この半導体ウェハの平面形状に合致する平面形状を接着剤層が有していることにより、半導体ウェハをダイシングする工程が容易となる傾向がある。なお、接着剤層の平面形状は、半導体ウェハの平面形状に完全に一致している必要はなく、例えば、半導体ウェハの平面形状よりもやや大きい平面形状であってもよい。また、一般的に半導体ウェハは円の外周の一部が直線である平面形状を有しているため、接着シートの平面形状が円形形状である場合でも、一般的な半導体ウェハへの接着剤層の貼り付け、及び、半導体ウェハのダイシングを容易に行うことが可能となる傾向にある。
【0023】
また、本発明の接着シートにおいて、上記粘着フィルムの厚みが10〜300μmであることが好ましい。また、本発明の接着シートにおいて、上記接着剤層の厚みが2〜200μmであることが好ましい。
【0024】
また、本発明の接着シートにおいて、上記接着剤層は、熱可塑性樹脂及び熱重合性成分を含有してなるものであることが好ましい。
【0025】
これにより、かかる接着剤層を介して半導体素子を半導体素子搭載用の支持部材あるいは別の半導体素子に十分に固定することができる。
【0026】
ここで、上記熱可塑性樹脂は、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分であることが好ましい。これにより、半導体装置作製における作業環境下でフィルム形状を維持し、取り扱い易いフィルムにすることができる。また、分子量が10万以上あることで室温でのフィルムの硬さが巻き取り時の圧力による転写を防ぐことができる。仮に何らかの原因で転写があった場合も、熱可塑性樹脂であることで、半導体ウェハとの貼り付け時の熱により変形し、ボイドを低減する事ができる。
【0027】
また、上記高分子量成分は、エポキシ基含有(メタ)アクリル酸エステル共重合体であることが好ましい。これにより、半導体装置作製の作業の中で、半導体素子と支持部材あるいは別の半導体素子に十分に固定することができ、作製上の不具合をなくすことができる。
【0028】
また、上記熱重合性成分は、エポキシ樹脂及びエポキシ樹脂硬化剤を含有してなるものであることが好ましい。これにより、半導体装置作製後、半導体素子と支持部材あるいは別の半導体素子に十分に固定することができ、半導体装置の使用される環境下で半導体装置の破損や故障を防ぐことができる。
【0029】
更に、本発明の接着シートは、接着剤層において、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることが好ましい。
【0030】
更に、本発明の接着シートは、高エネルギー線の照射により、上記接着剤層と上記粘着フィルムとの間の粘着力が低下するタイプでも良い。これにより、接着剤層と粘着フィルムとを剥離する際において、高エネルギー線を照射することにより、剥離が容易に可能となる。
【0031】
本発明はまた、上記本発明の接着シートを製造するための接着シートの製造方法であって、上記剥離基材上に上記接着剤層を積層する第1の積層工程と、上記接着剤層の上記剥離基材に接する側と反対側の面から上記剥離基材に達するまで切り込みを入れ、所定の平面形状の接着剤層と、該接着剤層の外方に配置される支持接着剤層とを形成する第1の切断工程と、上記所定の平面形状の接着剤層、及び、上記剥離基材を覆うように、上記粘着フィルムを積層する第2の積層工程と、上記粘着フィルムの上記剥離基材側と反対側の面から上記剥離基材に達するまで切り込みを入れ、上記所定の平面形状の接着剤層を覆い、且つ、該接着剤層の周囲で上記剥離基材に接する上記粘着フィルムを形成する第2の切断工程と、粘着フィルムの不要部分を、上記剥離基材の短手方向の中心からずらして取り除く工程を含むことを特徴とする接着シートの製造方法に関する。
【0032】
これらの接着シートの製造方法によれば、ロール状に巻き取った際に、接着剤層に他の接着剤層の巻き跡が転写されることを十分に抑制することが可能な本発明の接着シートを効率的に製造することができる。
【0033】
本発明はまた、上記本発明の接着シートにおいて、上記接着剤層及び上記粘着フィルムからなる積層体を上記剥離基材から剥離し、上記積層体を、上記接着剤層側の面から半導体ウェハに貼り付けて積層体付き半導体ウェハを得る貼り付け工程と、上記積層体付き半導体ウェハを、上記接着剤層と上記粘着フィルムとの界面までダイシングし、上記半導体ウェハを所定の大きさの半導体素子に切断するダイシング工程と、上記積層体に高エネルギー線を照射して上記粘着フィルムの上記接着剤層に対する粘着力を低下させた後、上記粘着フィルムから上記半導体素子を上記接着剤層とともにピックアップし、接着剤層付き半導体素子を得るピックアップ工程と、上記接着剤層付き半導体素子における上記半導体素子を、上記接着剤層を介して被着体に接着する接着工程と、を含むことを特徴とする半導体装置の製造方法に関する。
【0034】
かかる製造方法によれば、その製造工程において本発明の接着シートを用いているため、半導体ウェハに接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生を十分に抑制することができ、半導体装置を効率的に製造することができる。
【0035】
ここで、上記被着体は、半導体素子搭載用の支持部材、又は、別の半導体素子であることが好ましい。
【0036】
本発明は更に、上記本発明の半導体装置の製造方法により製造されていることを特徴とする半導体装置に関する。
【発明の効果】
【0037】
本発明によれば、プリカット加工等により所定の平面形状に形成された接着剤層を有する接着シートをロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制し、被着体に接着剤層を貼り付ける際に空気の巻き込みによるボイドの発生を十分に抑制することが可能な接着シート、前記接着シートを用いた半導体装置の製造方法及び半導体装置を提供することができる。
【図面の簡単な説明】
【0038】
【図1】(a)は、従来の接着シートの一例を模式的に示す平面図であり、(b)は、(a)のX−X端面図である。
【図2】図1に示す接着シートを円筒状の巻き芯に巻きつけてなる接着シートロールを示す模式図である。
【図3】(a)は、図1に示す接着シートに巻き跡が転写されている様子を示す模式図であり、(b)は、(a)のY−Y端面図である。
【図4】(a)は、従来の接着シートの他の一例を模式的に示す平面図であり、(b)は、(a)のZ−Z端面図である。
【図5】(a)は、本発明の接着シートの第5実施形態を示す平面図である。
【図6】(a)は、本発明の接着シートの第6実施形態を示す平面図である。
【図7】(a)〜(f)は本発明の接着シートの製造方法の第1実施形態を示す一連の工程図である。
【図8】本発明の半導体装置の一実施形態を示す模式断面図である。
【発明を実施するための形態】
【0039】
(接着シート)
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明する。なお、以下の説明では、同一又は相当部分には同一符号を付し、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0040】
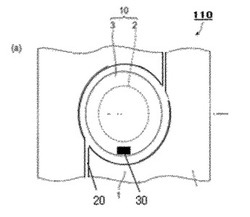
図5及び図6は、それぞれ本発明の接着シートの第1及び第2実施形態を示す模式図である。ここで、図5(a)は、本発明の接着シートの第1実施形態を示す平面図である。図6(a)は、本発明の接着シートの第2実施形態を示す平面図である。
【0041】
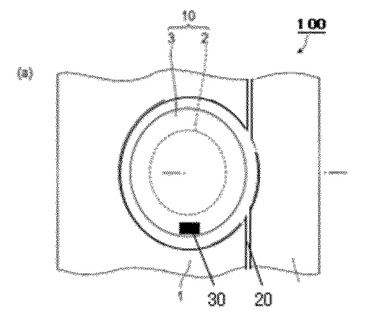
図5及び図6に示すように、接着シート100,110は、長尺の剥離基材1上に、接着剤層2及び粘着フィルム3からなる積層体10が形成された構成を有している。また、接着剤層2は所定の平面形状を有して剥離基材1上に部分的に積層されており、粘着フィルム3は、接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1に接するように積層されている。そして、2つの積層体10の間に存在する粘着フィルムが取り除かれた部分20(粘着フィルムを取り除く前においては、粘着フィルムを取り除く部分20という。)は、剥離基材1の短手方向中心からずれている。
【0042】
図5に示す接着シート100において、粘着フィルムが取り除かれた部分20は、接着剤層に対して、剥離基材1の短手方向外側に形成されている。また、積層体10の粘着フィルム端部にマーキング30が形成されている。
【0043】
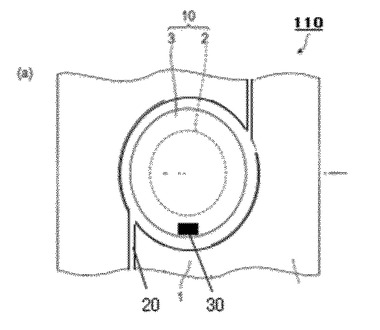
図6に示す接着シート110において、粘着フィルムが取り除かれた部分20は、接着剤層に対して、剥離基材1の短手方向外側に形成されている。また、粘着フィルムが取り除かれた部分20は、剥離基材1の長手方向の積層体10の前後で短手方向左右に交互に形成されている。更に、積層体10の粘着フィルム端部にマーキング30が形成されている。
【0044】
以下、これら本発明の接着シートの各構成要素について詳細に説明する。
【0045】
剥離基材1の長手方向の積層体10の前後に存在する粘着フィルムを取り除く部分20は、その形状、大きさについて、特に制限されるものではないが、ロール状に巻き取った際の接着剤層2への巻き跡の転写をより十分に低減する観点から、剥離基材1の短手方向中心からずれている。さらに、接着剤層に対して、剥離基材1の短手方向外側に形成され、ロール上に巻き取った際に、粘着フィルムを取り除く部分20と接着剤層が重ならないことが好ましい。
【0046】
粘着フィルムを取り除く部分20の大きさは、巻き跡の転写をより十分に低減する観点から、できる限り小さい方が好ましい。
【0047】
粘着フィルムを取り除く部分20は、応力を分散し、巻き跡の転写をより十分に低減する観点から、剥離基材1の長手方向の積層体10の前後で短手方向左右に交互に形成されることが好ましい。
【0048】
接着剤層2の形状としては、半導体ウェハの貼り付けが可能な形状であれば特に制限はなく、例えば、平面形状として、円形、ウェハ形状(円の外周の一部が直線である形状)、四角形、五角形、六角形、八角形などが挙げられる。なお、接着剤層2において、半導体ウェハを貼り付ける部分以外の部分は無駄になるため、円形の平面形状を有する一般的な半導体ウェハと貼り合わせる場合には、接着剤層2は、円形の平面形状又は半導体ウェハの平面形状に合致する平面形状(半導体ウェハ形状)であることが好ましい。また、接着剤層2の外周の一部が粘着フィルム3の外周の一部の近傍にあるようにするために、外周の一部に凸部を有していてもよい。
【0049】
粘着フィルム3の形状としては、ウェハリングと密着させることが可能な形状であれば特に制限はなく、例えば、平面形状として、円形、四角形、五角形、六角形、八角形、菱形形状、星型などが挙げられる。なお、現在のウェハリングの形状及び半導体素子の形状を考慮すると、粘着フィルム3の平面形状は、円形もしくは円形に順ずる形状であることが好ましい。更に、半導体素子との貼付けを考慮すると、接着剤層2の平面形状と似た平面形状であることが好ましい。
【0050】
接着剤層2は、特に制限されないが、例えば、熱硬化性接着剤、光硬化性接着剤、熱可塑性接着剤、及び、酸素反応性接着剤等により構成される。これらは単独で又は2種類以上を組み合わせて使用することができるが、接着剤として半導体素子の固定に使用されることを考慮すると、接着剤層2は熱硬化性接着剤により構成されていることが好ましい。
【0051】
熱硬化性接着剤としては、熱により硬化するものであれば特に制限はなく、グリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソジアヌレート基、アミノ基、アミド基等の官能基を持つ熱重合性成分を含むものが挙げられる。これらは単独で又は2種類以上を組み合わせて使用することができるが、接着シートとしての耐熱性及び熱硬化による接着力を考慮すると、上記の熱重合性成分と熱可塑性樹脂とを含有してなる熱硬化性接着剤を用いることが好ましい。
【0052】
ここで、熱可塑性樹脂としては、熱可塑性を有する樹脂、または少なくとも未硬化状態において熱可塑性を有し、加熱後に架橋構造を形成する樹脂であれば特に制限されないが、(A)Tg(ガラス転移温度)が10〜100℃であり、且つ、重量平均分子量が5000〜200000であるもの、又は(B)Tgが−50℃〜10℃であり、且つ、重量平均分子量100000以上が好ましい。
【0053】
前者の熱可塑性樹脂(A)としては、例えば、ポリイミド樹脂、ポリアミド樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエステルイミド樹脂、フェノキシ樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂などが挙げられる。これらの中でもポリイミド樹脂を用いることが好ましい。
【0054】
後者の熱可塑性樹脂(B)としては、官能性モノマーを含む重合体を使用することが好ましく、この重合体の官能性モノマーの官能基としてはグリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソシアヌレート基、アミノ基、アミド基などが挙げられ、中でもグリシジル基が好ましい。より具体的には、グリシジルアクリレート又はグリシジルメタクリレートなどの官能基モノマーを含むグリシジル基含有(メタ)アクリル共重合体などが好ましく、エポキシ樹脂などの熱硬化性樹脂と非相溶であることがより好ましい。
【0055】
上記官能性モノマーを含む重量平均分子量が10万以上出ある高分子量成分としては、例えば、グリシジルアクリレート又はグリシジルメタクリレート等の官能性モノマーを含有し、かつ重量平均分子量が10万以上であるグリシジル基含有(メタ)アクリル共重合体等が挙げられ、それらの中でもエポキシ樹脂と非相溶であるものが好ましい。グリシジル基含有(メタ)アクリル共重合体の具体例としては、例えば、ナガセケムテックス株式会社製のHTR−860P−3(商品名)等が挙げられる。
【0056】
上記グリシジル基含有(メタ)アクリル共重合体としては、例えば、(メタ)アクリルエステル共重合体、アクリルゴム等を使用することができ、アクリルゴムがより好ましい。アクリルゴムは、アクリル酸エステルを主成分とし、主として、ブチルアクリレートとアクリロニトリル等の共重合体や、エチルアクリレートとアクリロニトリル等の共重合体等からなるゴムである。
【0057】
上記グリシジル基含有(メタ)アクリル共重合体における、上記グリシジルアクリレート又はグリシジルメタクリレート等のエポキシ樹脂含有モノマー単位の量は、モノマー全量を基準として0.5〜6質量%が好ましく、0.5〜5質量%がより好ましく、0.8〜5質量%が特に好ましい。グリシジル基含有モノマー単位の量がこの範囲にあると、十分な接着力が確保できるとともに、ゲル化を防止することができる。
【0058】
グリシジルアクリレート、グリシジルメタクリレート以外の上記官能性モノマーとしては、例えば、エチル(メタ)アクリレート、ブチル(メタ)アクリレート等が挙げられ、これらは、単独で又は2種類以上を組み合わせて使用することができる。なお、本発明において、エチル(メタ)アクリレートとは、エチルアクリレートとエチルメタクリレートの両方を示す。官能性モノマーを組み合わせて使用する場合の混合比率は、グリシジル基含有(メタ)アクリル共重合体のTgを考慮して決定し、Tgが−10℃以上となるようにすることが好ましい。Tgが−10℃以上であると、Bステージ状態での接着剤層2のタック性が適当であり、取り扱い性が良好なものとなる傾向にある。
【0059】
上記モノマーを重合させて、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分を製造する場合、その重合方法としては特に制限はなく、例えば、パール重合、溶液重合等の方法を使用することができる。
【0060】
官能性モノマーを含む高分子量成分の重量平均分子量は、10万以上であるが、30万〜300万であることが好ましく、50万〜200万であることがより好ましい。重量平均分子量がこの範囲にあると、シート状又はフィルム状としたときの強度、可とう性、及びタック性が適当であり、また、フロー性が適当であるため、配線の回路充填性が確保できる傾向にある。なお、本発明において、重量平均分子量とは、ゲルパーミュエーションクロマトグラフィーで測定し、標準ポリスチレン検量線を用いて換算した値を示す。
【0061】
また、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分の使用量は、熱重合性成分100質量部に対して、10〜400質量部が好ましい。この範囲にあると、貯蔵弾性率及び成型時のフロー性抑制が確保でき、また高温での取り扱い性が良好なものとなる傾向にある。また、高分子量成分の使用量は、熱重合性成分100質量部に対して、15〜350質量部がより好ましく、20〜300質量部が特に好ましい。
【0062】
また、熱重合性成分としては、熱により重合するものであれば特に制限は無く、例えば、グリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソシアヌレート基、アミノ基、アミド基等の官能基を持つ化合物が挙げられ、これらは、単独で又は2種類以上を組み合わせても、使用することができるが、接着シートとしての耐熱性を考慮すると、熱によって硬化し接着作用を及ぼす熱硬化性樹脂を使用することが好ましい。熱硬化性樹脂としては、例えば、エポキシ樹脂、アクリル樹脂、シリコーン樹脂、フェノール樹脂、熱硬化型ポリイミド樹脂、ポリウレタン樹脂、メラミン樹脂、ユリア樹脂等が挙げられ、特に、耐熱性、作業性、信頼性に優れるダイボンドダイシングシートが得られる点でエポキシ樹脂を使用することが最も好ましい。熱硬化性樹脂としてエポキシ樹脂を使用する場合には、エポキシ樹脂硬化剤を合わせて使用することが好ましい。
【0063】
上記エポキシ樹脂としては、硬化して接着作用を有するものであれば特に限定されず、例えば、ビスフェノールA型エポキシ樹脂などの二官能エポキシ樹脂、フェノールノボラック型エポキシ樹脂やクレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂等を使用することができる。また、多官能エポキシ樹脂、グリシジルアミン型エポキシ樹脂、複素環含有エポキシ樹脂又は脂環式エポキシ樹脂など、一般に知られているものを使用することができる。これらは単独で又は2種類以上を組み合わせて使用することができる。
【0064】
上記エポキシ樹脂として、例えば、ビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコートシリーズ(エピコート807、エピコート815、エピコート825、エピコート827、エピコート828、エピコート834、エピコート1001、エピコート1004、エピコート1007、エピコート1009)、ダウケミカル社製のDER−330、DER−301、DER−361、及び、東都化成株式会社製のYD8125、YDF8170等が挙げられる。フェノールノボラック型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコート152、エピコート154、日本化薬株式会社製のEPPN−201、ダウケミカル社製のDEN−438等が挙げられる。更に、o−クレゾールノボラック型エポキシ樹脂としては、日本化薬株式会社製のEOCN−102S、EOCN−103S、EOCN−104S、EOCN−1012、EOCN−1025、EOCN−1027、東都化成株式会社製のYDCN701、YDCN702、YDCN703、YDCN704等が挙げられる。
【0065】
多官能エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のEpon 1031S、チバスペシャリティーケミカルズ社製のアラルダイト0163、ナガセケムテックス株式会社製のデナコールEX−611、EX−614、EX−614B、EX−622、EX−512、EX−521、EX−421、EX−411、EX−321等が挙げられる。
【0066】
アミン型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコート604、東都化成株式会社製のYH−434、三菱ガス化学株式会社製のTETRAD−X及びTETRAD−C、住友化学株式会社製のELM−120等が挙げられる。複素環含有エポキシ樹脂としては、チバスペシャリティーケミカルズ社製のアラルダイトPT810、UCC社製のERL4234、ERL4299、ERL4221、ERL4206等が挙げられる。これらのエポキシ樹脂は、単独で又は2種類以上を組み合わせて使用することができる。
【0067】
エポキシ樹脂を使用する場合には、エポキシ樹脂硬化剤を使用することが好ましい。エポキシ樹脂硬化剤としては、通常用いられている公知の硬化剤を使用することができ、例えば、アミン類、ポリアミド、酸無水物、ポリスルフィド、三フッ化ホウ素、ジシアンジアミド、ビスフェノールA、ビスフェノールF、ビスフェノールSのようなフェノール性水酸基を1分子中に2個以上有するビスフェノール類、フェノールノボラック樹脂、ビスフェノールAノボラック樹脂又はクレゾールノボラック樹脂等のフェノール樹脂などが挙げられる。これらの中でも、特に吸湿時の耐電食性に優れる点で、フェノールノボラック樹脂、ビスフェノールAノボラック樹脂及びクレゾールノボラック樹脂などのフェノール樹脂が好ましい。これらのエポキシ樹脂硬化剤は、単独で又は2種類以上を組み合わせて使用することができる。
【0068】
上記フェノール樹脂硬化剤の中で好ましいものとしては、例えば、大日本インキ化学工業株式会社製、商品名:フェノライトLF2882、フェノライトLF2822、フェノライトTD−2090、フェノライトTD−2149、フェノライトVH−4150、フェノライトVH4170、明和化成株式会社製、商品名:H−1、ジャパンエポキシレジン株式会社製、商品名:エピキュアMP402FPY、エピキュアYL6065、エピキュアYLH129B65、及び、三井化学株式会社製、商品名:ミレックスXL、ミレックスXLC、ミレックスRN、ミレックスRS、ミレックスVR等が挙げられる。
【0069】
接着剤層2は、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることが好ましい。ここで、接着剤層2の貯蔵弾性率を大きくする方法として、例えば、エポキシ樹脂の使用量を増やす方法、グリシジル基濃度の高いエポキシ樹脂又は水酸基濃度の高いフェノール樹脂を使用する等してポリマー全体の架橋密度を上げる方法、フィラーを添加する方法等が挙げられる。
【0070】
上記接着剤層2が熱重合性成分を含む場合、接着剤層2には更に硬化促進剤を添加してもよい。硬化促進剤としては、特に制限はなく、例えば、イミダゾール類等が挙げられる。具体的には、例えば、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられ、これらは単独で又は二種類以上を組み合わせて使用することができる。
【0071】
この硬化促進剤の添加量は、熱重合性成分の総量100質量部に対して5質量部以下が好ましく、3質量部以下がより好ましい。この添加量が5質量部を超えると保存安定性が低下する傾向がある。
【0072】
接着剤層2には、可とう性や耐リフロークラック性を向上させる目的で、熱重合性成分と相溶性がある高分子量樹脂を添加することができる。このような高分子量樹脂としては、特に限定されず、たとえばフェノキシ樹脂、高分子量熱重合性成分、超高分子量熱重合性成分などが挙げられる。これらは、単独でまたは2種類以上を組み合わせて使用することもできる。
【0073】
熱重合性成分と相溶性がある高分子量樹脂の使用量は、接着剤層が熱重合性成分を含む場合、熱重合性成分の総量100質量部に対して、40質量部以下とすることが好ましい。この範囲であると、接着剤層2のTgを確保することができる。
【0074】
また、接着剤層2には、その取り扱い性向上、熱伝導性向上、溶融粘度の調整およびチキソトロピック性付与などを目的として、無機フィラーを添加することもできる。無機フィラーとしては、特に制限はなく、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、窒化アルミニウム、ほう酸アルミウイスカ、窒化ほう素、結晶性シリカ、非晶性シリカ等が挙げられる。また、フィラーの形状は特に制限されるものではない。これらのフィラーは単独で又は二種類以上を組み合わせて使用することができる。これらの中でも、熱伝導性向上の観点からは、酸化アルミニウム、窒化アルミニウム、窒化ほう素、結晶性シリカ、非晶性シリカが好ましい。また、溶融粘度の調整やチキソトロピック性の付与の観点からは、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、結晶性シリカ、非晶性シリカが好ましい。
【0075】
無機フィラーの添加量は、接着剤層2の総量を基準として1〜20質量%が好ましい。添加量が1質量%未満であると添加効果が十分に得られない傾向があり、20質量%を超えると、接着剤層2の粘接着性の低下、ボイド残存による電気特性の低下等の問題を起こす傾向がある。
【0076】
また、接着剤層2には、異種材料間の界面結合を良くするために、各種カップリング剤を添加することもできる。カップリング剤としては、例えば、シラン系、チタン系、アルミニウム系等が挙げられ、中でも効果が高い点でシラン系カップリング剤が好ましい。
【0077】
上記カップリング剤の使用量は、その効果や耐熱性及びコストの面から、接着剤層2全量を基準として0.01〜10質量%とするのが好ましい。
【0078】
更に、接着剤層2には、イオン性不純物を吸着して、吸湿時の絶縁信頼性を向上させるために、イオン捕捉剤を添加することもできる。このようなイオン捕捉剤としては特に制限はなく、例えば、トリアジンチオール化合物、ビスフェノール系還元剤等の、銅がイオン化して溶け出すのを防止するため銅害防止剤として知られる化合物、ジルコニウム系、アンチモンビスマス系マグネシウムアルミニウム化合物等の無機イオン吸着剤などが挙げられる。
【0079】
上記イオン捕捉剤の使用量は、添加による効果や耐熱性、コスト等の点から、接着剤層2全量を基準として0.1〜10質量%が好ましい。
【0080】
接着剤層2の厚さは、0.1〜200μmであることが好ましく、1〜200μmであることがより好ましく、2〜200μmであることがさらに好ましく、5〜40μmであることが特に好ましい。厚さが0.1μm未満であると、接着剤として十分な接着力が確保できなくなる傾向があり、200μmを超えると、半導体装置が肉厚になり、半導体装置の使用用途が制限される傾向がある。
【0081】
粘着フィルム3は、剥離基材である基材フィルムに粘着剤層2を設けたものが好ましい。この場合、粘着フィルム3における接着剤層2と接する側の層が上記接着剤層となっている。
【0082】
粘着フィルムに使用する基材フィルムとしては、例えば、ポリエチレンテレフタレートフィルム等のポリエステル系フィルム、ポリテトラフルオロエチレンフィルム、ポイエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリビニルアセテートフィルム等のポリオレフィン系フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルムなどのプラスチックフィルム等が挙げられる。
【0083】
また、上記基材フィルムは異なる2種類以上のフィルムを積層したものであっても良い。この場合、粘着剤層が形成される側のフィルムは、半導体素子のピックアップ作業性が向上する点で、25℃での引張弾性率が2000MPa以上であることが好ましく、2200MPa以上であることがより好ましく、2400MPa以上であることが特に好ましい。
【0084】
また、粘着剤層が形成される側と反対側のフィルムは、フィルムの伸びが大きく、エキスパンド工程での作業性がよい点で、25℃での引張弾性率が1000MPa以下であることが好ましく、800MPa以下であることがより好ましく、600MPa以下であることが特に好ましい。この引張弾性率は、JIS K7113号に準じて測定されるものである。
【0085】
基材フィルムが2種以上のフィルムを積層したものである場合、その積層方法としては特に制限はなく、別々に作製したフィルムをラミネートする方法、一方のフィルム上に他方のフィルムを押出しラミネートする方法、2種類以上のフィルムを押出し塗工しながら貼り合せる方法、一方のフィルムの原料となるポリマーを溶剤に溶解あるいは分散してワニスとし、他方のフィルム上に塗布、加熱し溶剤を除去する方法、及び、接着剤を用いて2種以上のフィルムを貼り合わせる方法等、公知の方法を使用することができる。
【0086】
粘着フィルム3を構成する上記粘着剤層としては、高エネルギー線又は熱によって硬化する(すなわち、粘着力を制御できる)ものが好ましく、高エネルギー線によって硬化するものがより好ましく、紫外線によって硬化するものが特に好ましい。
【0087】
かかる粘着剤層を構成する粘着剤としては、従来から種々のタイプが知られている。それらの中から、高エネルギー線の照射によって、接着剤層2に対する粘着力が低下するものを適宜選んで用いることが好ましい。
【0088】
上記粘着剤としては、特に制限されないが、例えば、ジオール基を有する化合物、イソシアネート化合物、ウレタン(メタ)アクリレート化合物、ジアミン化合物、尿素メタクリレート化合物、側鎖にエチレン性不飽和基を有する高エネルギー線重合性共重合体等が挙げられる。これらは単独で又は2種以上を組み合わせて使用することができる。
【0089】
また、粘着剤層が熱により硬化する熱重合性成分を含む場合、粘着剤層には更に硬化促進剤を添加してもよい。硬化促進剤としては、特に制限はなく、例えば、イミダゾール類等が挙げられる。具体的には、例えば、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられ、これらは単独で又は二種類以上を組み合わせて使用することができる。
【0090】
硬化促進剤の添加量は、熱重合性成分の総量100質量部に対して5質量部以下が好ましく、3質量部以下がより好ましい。この添加量が5質量部を超えると保存安定性が低下する傾向がある。
【0091】
また、粘着剤層が高エネルギー線の照射により硬化する高エネルギー線重合性成分を含む場合、粘着剤層には、活性光線の照射によって遊離ラジカルを生成する光重合開始剤を添加することもできる。このような光重合開始剤としては、例えば、ベンゾフェノン、N,N′−テトラメチル−4,4′−ジアミノベンゾフェノン(ミヒラーケトン)、N,N′−テトラエチル−4,4′−ジアミノベンゾフェノン、4−メトキシ−4′−ジメチルアミノベンゾフェノン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン−1、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−メチル−1−(4−(メチルチオ)フェニル)−2−モルフォリノプロパノン−1、2,4−ジエチルチオキサントン、2−エチルアントラキノン、フェナントレンキノン等の芳香族ケトン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインフェニルエーテル等のベンゾインエーテル、メチルベンゾイン、エチルベンゾイン等のベンゾイン、ベンジルジメチルケタール等のベンジル誘導体、2−(o−クロロフェニル)−4,5−ジフェニルイミダゾール二量体、2−(o−クロロフェニル)−4,5−ジ(m−メトキシフェニル)イミダゾール二量体、2−(o−フルオロフェニル)−4,5−フェニルイミダゾール二量体、2−(o−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2−(p−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2,4−ジ(p−メトキシフェニル)−5−フェニルイミダゾール二量体、2−(2,4−ジメトキシフェニル)−4,5−ジフェニルイミダゾール二量体等の2,4,5−トリアリールイミダゾール二量体、9−フェニルアクリジン、1,7−ビス(9,9′−アクリジニル)ヘプタン等のアクリジン誘導体などが挙げられる。これらは単独で又は二種類以上を組み合わせて使用することができる。
【0092】
上記光重合開始剤の使用量としては、特に制限はないが、高エネルギー線重合性成分の総量100質量部に対して通常0.01〜30質量部である。
【0093】
粘着フィルム3において、厚さは、0.1〜300μmであることが好ましく、10〜300μmであることがより好ましく、10〜50μmであることが特に好ましい。この厚さが0.1μm未満であると、十分な粘着力を確保することが困難となる傾向があり、ダイシング時に半導体チップが飛散する可能性があり、300μmを超えると、経済的でなくなる上に、特性上特に有利な点はない。
【0094】
剥離基材1は、接着シートの使用時にキャリアフィルムとしての役割を果たすものであり、かかる剥離基材1としては、例えば、ポリエチレンテレフタレートフィルムなどのポリエステル系フィルム、ポリテトラフルオロエチレンフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリビニルアセテートフィルムなどのポリオレフィン系フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルムなどのプラスチックフィルム等を使用することができる。また、紙、不織布、金属箔等も使用することができる。
【0095】
また、剥離基材1の接着剤層2と接する側の面は、シリコーン系剥離剤、フッ素系剥離剤、長鎖アルキルアクリレート系剥離剤等の離型剤で表面処理されていてもよい。
【0096】
剥離基材1の厚さは、使用時の作業性を損なわない範囲で適宜選択することができるが、10〜500μmであることが好ましく、25〜100μmであることがより好ましく、30〜50μmであることが特に好ましい。
【0097】
以上説明した本発明の接着シートは、上記各層を形成する組成物を溶剤に溶解又は分散してワニスとし、剥離基材1上に塗布し、加熱により溶剤を除去することによって得ることができる。
【0098】
ここで、上記のワニス化するための溶剤としては特に限定されないが、フィルム作製時の揮発性などを考慮すると、例えば、メタノール、エタノール、2−メトキシエタノール、2−エトキシエタノール、2−ブトキシエタノール、メチルエチルケトン、アセトン、メチルイソブチルケトン、トルエン、キシレンなどの比較的低沸点の溶媒を使用することが好ましい。
【0099】
また、塗膜性を向上させるなどの目的で、例えば、ジメチルアセトアミド、ジメチルホルムアミド、N−メチルピロリドン、シクロヘキサノンなどの比較的高沸点の溶媒を使用することもできる。これらの溶媒は、単独で又は2種類以上を組み合わせて使用することができる。
【0100】
無機フィラーを添加した際のワニスの製造には、無機フィラーの分散性を考慮して、らいかい機、3本ロール、ボールミル及びビーズミルなどを使用することが好ましく、また、これらを組み合わせて使用することもできる。また、無機フィラーと低分子量の原料をあらかじめ混合した後、高分子量の原料を配合することによって、混合する時間を短縮することもできる。また、ワニスとした後、真空脱気等によってワニス中の気泡を除去することもできる。
【0101】
以上説明したような構成の接着シートに放射線等の高エネルギー線を照射すると、照射後には接着剤層2と粘着フィルム3との界面の粘着力が大きく低下し、半導体素子に接着剤層2を保持したまま粘着フィルム3から容易にピックアップすることが可能となる。
【0102】
本発明の接着シートにおいて、接着剤層2と粘着フィルム3との界面の粘着力を低下させる方法としては、放射線等の高エネルギー線の照射のみで粘着力を低下させる方法以外に、高エネルギー線の照射と同時に又は照射後に硬化反応を促進する目的で加熱を併用する方法が挙げられる。加熱を併用することにより、より低温短時間での粘着力の低下が可能となる。加熱温度は、接着剤層の分解点以下であれば特に制限は受けないが、50〜170℃の温度が好ましい。
【0103】
(接着シートの製造方法)
次に本発明の接着シートを製造する方法について説明する。
【0104】
本発明の接着シートは、例えば、接着剤層2を剥離基材1に塗布する際にあらかじめ部分的に接着剤層2を形成するためのワニス等の原材料を分布させておく方法や、剥離基材1にマスクをし、このマスク部以外の部分に上記のワニス等の原材料を塗布する方法等を用いて形成することができるが、作業の簡便さを考慮すると、あらかじめ剥離基材1の全面に接着剤層2を塗布法により形成し、打ち抜き加工を施して不要部分を取り除く方法が好ましい。また、粘着フィルム3を部分的に形成する方法としても、上記と同様に打ち抜き加工を施して不要部分を取り除く方法が好ましい。
【0105】
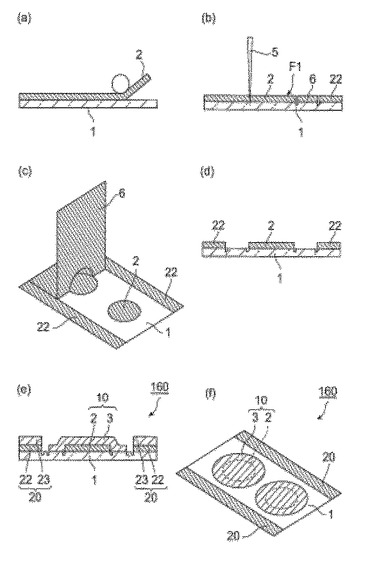
ここで、図7(a)〜(f)は本発明の接着シートの製造方法の第1実施形態を示す一連の工程図である。第1実施形態にかかる本発明の接着シートの製造方法においては、まず、図7(a)に示すように、剥離基材1上の全面に接着剤層2を積層する(第1の積層工程)。次に、図7(b)に示すように、金型5又はそれに相当する部材を用いて、接着剤層2の剥離基材1に接する側と反対側の面F1から剥離基材1に達するまで切り込みを入れ、所定の形状に打ち抜き加工を施す(第1の切断工程)。その後、図7(c)に示すように、打ち抜き加工を施した接着剤層2の不要部分6を除去し、図7(d)に示すように、所定の平面形状を有する接着剤層2を形成する。次に、図7(e)及び(f)に示すように、接着剤層2の平面形状よりも一回り大きい平面形状に予め切断された粘着フィルム3を、接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1と接するように積層する(第2の積層工程)。
また、図7(e)に示すように、接着シートの端部に位置する接着剤層22は、予め切断された粘着フィルム23で覆われている。最後に、短手方向両端部の粘着フィルム3を剥離基材1の裏面に折り返す(図示しない)。以上により、接着シート160を作製することができる。
【0106】
接着シートの製造方法において、第1の積層工程による接着剤層2の積層は、例えば、接着剤層2を構成する材料を溶剤に溶解又は分散してなる接着剤層形成用ワニスを剥離基材1上に塗布し、加熱により溶剤を除去することで行うことができる。
【0107】
また、第3の積層工程における粘着フィルム3の積層は、例えば、粘着剤層を構成する材料を溶剤に溶解又は分散して粘着剤層形成用ワニスとし、これを剥離基材である基材フィルム上に塗布した後、加熱により溶剤を除去して、基材フィルム及び粘着剤層からなる粘着フィルム3を形成する。そして、得られた粘着フィルム3を、接着剤層2、及び、露出している剥離基材1の全体を覆うように積層し、剥離基材1の短手方向両端に折り返すことによって行うことができる。
【0108】
ここで、剥離基材1及び基材フィルムへのワニスの塗布方法としては、公知の方法を用いることができ、例えば、ナイフコート法、ロールコート法、スプレーコート法、グラビアコート法、バーコート法、カーテンコート法等を用いることができる。
【0109】
また、粘着フィルム3の積層は、従来公知の方法によって行うことができ、例えば、ラミネーター等を用いて行うことができる。
【0110】
(半導体装置の製造方法)
次に、本発明の接着シートを用いて半導体装置を製造する方法について説明する。
【0111】
半導体ウェハへの積層体10の貼り付けは、自動化された工程で連続して行うことができる。このような半導体ウェハへの積層体10の貼り付け作業を行う装置としては、例えば、リンテック株式会社製のRAD−2500(商品名)等が挙げられる。
【0112】
次に、上記の工程により得られた積層体付き半導体ウェハをダイシングし、必要な大きさの積層体付き半導体素子を得る。ここで更に、洗浄、乾燥等の工程を行ってもよい。このとき、接着剤層2及び粘着フィルム3により半導体ウェハは積層体10に十分に粘着保持されているので、上記各工程中に半導体ウェハが脱落することが抑制される。
【0113】
次に、放射線等の高エネルギー線を積層体10の粘着フィルム3に照射し、粘着フィルム3における粘着剤層の一部又は大部分を重合硬化せしめる。この際、高エネルギー線照射と同時に又は照射後に、硬化反応を促進する目的で更に加熱を行っても良い。
【0114】
粘着フィルム3への高エネルギー線の照射は、基材フィルムの粘着剤層が設けられていない側の面から行う。したがって、高エネルギー線として紫外線を用いる場合には、基材フィルムは光透過性であることが必要である。なお、高エネルギー線として電子線を用いる場合には、基材フィルムは必ずしも光透過性である必要はない。
【0115】
高エネルギー線照射後、ピックアップすべき半導体素子を、例えば吸引コレットによりピックアップする。この際、ピックアップすべき半導体素子を基材フィルムの下面から、例えば針扞等により突き上げることもできる。粘着剤層を硬化させることにより、半導体素子と接着剤層2との間の粘着力は、接着剤層2と粘着剤層との間の粘着力よりも大きくなるため、半導体素子のピックアップを行うと、接着剤層2と粘着剤層との界面で剥離が生じ、接着剤層2が半導体素子の下面に付着した状態の接着剤層付き半導体素子がピックアップされることとなる。
【0116】
この接着剤層付き半導体素子を、接着剤層2を介して半導体素子搭載用の支持部材に載置し、加熱を行う。加熱により接着剤層2は接着力が発現し、半導体素子と半導体素子搭載用支持部材との接着が完了する。
【0117】
その後、必要に応じてワイヤボンド工程や封止工程等を経て、半導体装置が製造される。
【0118】
(半導体装置)
図8は、上述した半導体装置の製造方法により製造される本発明の半導体装置の一実施形態を示す模式断面図である。
【0119】
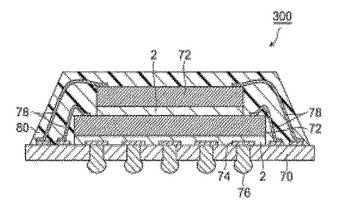
図8に示すように、半導体装置300は、半導体素子搭載用の支持部材となる有機基板70上に、接着剤層2及び半導体素子72からなる接着剤層付き半導体素子が2つ積層されている。また、有機基板70には、回路パターン74及び端子76が形成されており、この回路パターン74と2つの半導体素子72とが、ワイヤボンド78によってそれぞれ接続されている。そして、これらが封止材80により封止され、半導体装置300が形成されている。この半導体装置300は、上述した本発明の半導体装置の製造方法により、本発明の接着シート100を用いて製造されるものである。
【実施例】
【0120】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0121】
(接着剤層形成用ワニスの作製)
まず、エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(商品名:ESCN−195、日本化薬株式会社製)60質量部、及び、硬化剤としてフェノールキシレン樹脂(商品名:HXL−3L、日立化成工業株式会社製)40質量部に、シクロヘキサノン1500質量部を加えて撹拌混合し、第1のワニスを調製した。次に、この第1のワニスに無機フィラーとしてシリカフィラー(商品名:AEROSIL200、日本アエロジル株式会社製)30質量部を加えて撹拌混合した後、第2のワニスを調製した。次に、この第2のワニスに、エポキシ基含有アクリル系共重合体(商品名:HTR−860P、ナガセケムテック株式会社製)200質量部を加えて撹拌混合し、接着剤層形成用ワニスを調整した。
【0122】
(実施例1)
上記接着剤層形成用ワニスを、剥離基材である膜厚50μmのポリエチレンテレフタレートフィルム(商品名:テイジンピューレックスA31、帝人デュポンフィルム株式会社製)上に塗布し、140℃で5分間加熱乾燥を行い、膜厚10μmのBステージ状態の接着剤層を形成した。
【0123】
得られた接着剤層に対して、剥離基材への切り込み深さが10μm以下となるように調節して直径210mmの円形プリカット加工を行った(第1の切断工程)。
【0124】
その後、接着剤層の不要部分を除去し、粘着フィルムをその粘着剤層が接着剤層と接するように、室温(25℃)、線圧9.8N/m、速度0.5m/分の条件で貼付けた。そして、粘着フィルムに対して、剥離基材への切り込み深さが10μm以下となるように調節して接着剤層と同心円状に直径290mmの円形プリカット加工を行うとともに、接着フィルムの不要部分が接着剤層の外側に、かつ、接着剤層と粘着フィルムの積層体の前後で交互になるように加工を行った(第2の切断工程)。これにより、図6に示す構造を有する接着シートを得た。
【0125】
(実施例2)
接着剤層の膜厚を25μmとした以外は実施例1と同様にして接着シートを得た。
【0126】
(実施例3)
接着剤層の膜厚を40μmとした以外は実施例1と同様にして接着シートを得た。
【0127】
(比較例1)
上記接着剤層形成用ワニスを、膜厚50μmのポリエチレンテレフタレートフィルム(商品名:テイジンピューレックスA31、帝人デュポンフィルム株式会社製)上に塗布し、140℃で5分間加熱乾燥を行い、膜厚10μmのBステージ状態の接着剤層を形成した。
【0128】
得られた接着剤層に対して、剥離基材への切り込み深さが10μm以下となるように調節して直径210mmの円形プリカット加工を行った。
【0129】
その後、接着剤層の不要部分を除去し、粘着フィルムをその粘着剤層が接着剤層と接するように、室温(25℃)、線圧9.8N/m、速度0.5m/分の条件で貼付けた。そして、粘着フィルムに対して、剥離基材への切り込み深さが10μm以下となるように調節して接着剤層と同心円状に直径290mmの円形プリカット加工を行うとともに、接着フィルムの不要部分が剥離基材短手方向の中心となるように加工を行った(第2の切断工程)。これにより、図4に示す構造を有する接着シートを得た。
【0130】
(比較例2)
接着剤層の膜厚を25μmとした以外は比較例1と同様にして接着シートを得た。
【0131】
(比較例3)
接着剤層の膜厚を40μmとした以外は比較例1と同様にして接着シートを得た。
【0132】
[巻き跡の転写抑制性評価試験]
実施例1〜3及び比較例1〜3の接着シートを、円形形状の粘着フィルムの数が300枚になるように、巻き取り張力を9.8N又は29.4Nとしてロール状に巻き取り、接着シートロールを作製した。得られた接着シートロールを2週間冷蔵庫内(5℃)で放置した。その後、接着シートロールを室温(25℃)に戻してからロールを解き、200枚目のフィルムについて、半導体ウェハに70℃で貼り付けた後の、ウェハ裏面ボイド有無を観察し、以下の評価基準に従って、○、△、×の3段階で接着シートの巻き跡の転写抑制性を評価した。その結果を表1に示す。
○:フィルム凹み(巻き跡の転写)起因のボイドが確認できない。
△:フィルム凹み(巻き跡の転写)起因の微小のボイドが確認できる。
×:フィルム凹み(巻き跡の転写)起因のボイドが確認できる。
【0133】
【表1】

【0134】
以上の結果から明らかなように、接着フィルムの不要部分が接着剤層の外側に、かつ、接着剤層と粘着フィルムの積層体の前後で交互になるように加工を行った(中心からずれている)、本発明の接着シート(実施例1〜3)によれば、比較例の接着シート(比較例1〜3)と比較して、ロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制することができ、それによって、接着剤層を半導体ウェハに貼り付ける際にボイドの発生を十分に抑制することができることが確認された。
【符号の説明】
【0135】
1…剥離基材、2、22…接着剤層、3、23…粘着フィルム、5…金型、6…接着剤層不要部、10…積層体、11…巻芯、12…巻き跡(転写凹み)、20…粘着フィルムが取り除かれた部分(粘着フィルムを取り除く部分)、30…マーキング、70…有機基板、72…半導体素子、74…回路パターン、76…端子、78…ワイヤボンド、80…封止材、100、110、160、200、210、220、230…接着シート(接着シートロール)、300…半導体装置、F1…接着剤層の剥離基材に接する側と反対側の面。
【技術分野】
【0001】
本発明は、接着シート、半導体装置の製造方法及び半導体装置に関する。
【背景技術】
【0002】
従来、半導体素子と半導体素子搭載用の支持部材との接合には銀ペーストが主に使用されている。しかし、近年の半導体素子の小型化・高性能化に伴い、使用される支持部材にも小型化・細密化が要求されるようになってきている。こうした要求に対して、銀ペーストでは、はみ出しや半導体素子の傾きに起因するワイヤボンディング時における不具合の発生、銀ペーストからなる接着剤層の膜厚の制御困難性、及び接着剤層のボイド発生などにより上記要求に対処しきれなくなってきている。
【0003】
そのため、上記要求に対処するべく、近年、フィルム状の接着剤が使用されるようになってきた。このフィルム状接着剤は、個片貼付け方式あるいはウェハ裏面貼付け方式において使用されている。フィルム状接着剤を用いて個片貼付け方式により半導体装置を作製する場合には、まず、ロール状(リール状)に巻き取られたフィルム状接着剤をカッティング又はパンチングによって任意のサイズに切り出し、フィルム状接着剤の個片を得る。この個片を、半導体素子搭載用の支持部材に貼り付け、フィルム状接着剤付き支持部材を得る。その後、ダイシング工程によって個片化した半導体素子をフィルム状接着剤付き支持部材に接合(ダイボンド)して半導体素子付き支持部材を作製する。更に、必要に応じてワイヤボンド工程、封止工程等を経ることにより半導体装置を作製する。
【0004】
しかし、個片貼付け方式においてフィルム状接着剤を用いる場合には、フィルム状接着剤を切り出して支持部材に接着するための専用の組立装置が必要であるため、銀ペーストを使用する方法に比べて製造コストが高くなるという問題があった。
【0005】
一方、フィルム状接着剤を用いてウェハ裏面貼付け方式により半導体装置を作製する場合には、まず、半導体ウェハの回路面とは反対側の面(裏面)にフィルム状接着剤を貼付け、更にフィルム状接着剤の半導体ウェハ側と反対側の面にダイシングテープを貼り合わせる。次に、ダイシングによって半導体ウェハ及びフィルム状接着剤を個片化し、フィルム状接着剤付き半導体素子を得る。得られたフィルム状接着剤付き半導体素子をピックアップし、それを半導体素子搭載用の支持部材に接合(ダイボンド)する。その後、加熱、硬化、ワイヤボンド等の工程を経ることにより半導体装置を作製する。
【0006】
このフィルム状接着剤を用いたウェハ裏面貼付け方式は、フィルム状接着剤付き半導体素子を支持部材に接合するため、フィルム状接着剤を個片化するための専用の装置を必要とせず、従来の銀ペースト用の組立装置をそのまま又は熱盤を付加するなどの装置の一部を改良することにより使用できる。そのため、フィルム状接着剤を用いた半導体装置の組立方法の中で製造コストが比較的安く抑えられる方法として注目されている。
【0007】
しかし、フィルム状接着剤を用いた上記のウェハ裏面貼付け方式においては、半導体ウェハのダイシングを行うまでに、フィルム状接着剤を半導体ウェハに貼付する工程とダイシングテープをフィルム状接着剤に貼付する工程との2つの貼付工程が必要である。そこで、このプロセスを簡略化するために、フィルム状接着剤とダイシングテープとを貼り合わせ、一枚で両方の機能を併せ持つ接着シート(ダイボンドダイシングシート)が開発されている(例えば、特許文献1参照)。このような接着シートは、例えば、剥離基材/接着剤層/粘着フィルムの三層構造を有している。
【0008】
また、このような接着シートを、半導体素子を構成するウェハの形状にあらかじめ加工しておく方法(いわゆるプリカット加工)が知られている(例えば特許文献2参照)。かかるプリカット加工は、使用されるウェハの形状に合わせて樹脂層(接着剤層及び粘着フィルム)を打ち抜き、ウェハを貼り付ける部分以外の樹脂層を剥離しておく方法である。
【0009】
プリカット加工が施された接着シートは、例えば、図1(a)に示すような構造を有している。また、図1(b)は図1(a)の接着シート200のX−X端面図であり、剥離基材1上に接着剤層2が積層され、その上にさらに粘着フィルム3が、剥離基材1側が粘着性を有する面となるようにして積層されている。なお、粘着フィルム3は接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1に接するように積層されており、これにより、半導体ウェハのダイシングを行う際に、半導体ウェハの外周部のウェハリングに粘着フィルム3を貼り付けて接着シート200を固定することができるようになっている。
【0010】
かかるプリカット加工を施す場合、上記の接着シートは一般的に、フィルム状接着剤において接着剤層をウェハ形状に合わせてプリカット加工し、それとダイシングテープとを貼り合わせた後、このダイシングテープに対してウェハリング形状に合わせたプリカット加工を施すか、又は、あらかじめウェハリング形状にプリカット加工したダイシングテープを、プリカット加工したフィルム状接着剤と貼り合わせることによって作製される。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−45557号公報
【特許文献2】実公平6−18383号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
上記プリカット加工が施された接着シート200は、通常、図2に示すように長尺の剥離基材1を用いて円筒状の巻き芯11に巻きつけて、ロール状の接着シートロール210として提供される。このとき、上記接着シート200等の従来のプリカット加工が施された接着シートでは、以下のような不具合が生じることを本発明者らは見出した。すなわち、上記プリカット加工が施された接着シート200においては、図1(b)に示すように、部分的に接着剤層2と粘着フィルム3とを積層するため、接着剤層2と粘着フィルム3との積層部分が他の部分よりも厚くなる。そのため、接着シートロールの直径が大きくなったり、巻き取り時の張力が高くなった場合、図3(a)に示すように、接着剤層2の部分に他の接着シート200の巻き跡12が転写され、図3(a)のY−Y端面図である図3(b)に示すように、フィルムの平滑性が損なわれることがある。また、接着剤層2の厚みが厚くなった場合、巻き跡12が更に転写されやすくなる。これら巻き跡12の転写により接着シート200に平滑性の欠陥があると、接着シート200を半導体ウェハへ貼り付けた時に半導体ウェハと接着剤層2との間に空気を巻き込み、半導体装置組み立て方法上、不具合が生じることがある。
【0013】
なお、接着シートとしては、図4(a)及び図4(a)のZ−Z端面図である図4(b)に示すように、ウェハ形状に合わせてプリカット加工された接着剤層2及び粘着フィルム3の外方にも粘着フィルム3が形成された接着シート220及び接着シートロール230も知られているが、この場合にも、上記と同様に接着剤層2に巻き跡12が転写され、半導体装置組み立て方法上の不具合が生じることがある。
【0014】
本発明は、上記従来技術の有する課題に鑑みてなされたものであり、プリカット加工等により所定の平面形状に形成された接着剤層を有する接着シートをロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制し、被着体に接着剤層を貼り付ける際に空気の巻き込みによるボイドの発生を十分に抑制することが可能な接着シート、前記接着シートを用いた半導体装置の製造方法及び半導体装置を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明は、剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムを有する接着シートであって、前記粘着フィルムを取り除く部分が剥離基材の短手方向(長手方向に直交する方向)の中心からずれていることを特徴とする接着シートに関する。
【0016】
本発明の接着シートは、所定の平面形状に形成された接着剤層を有する接着シートであるが、剥離基材上の、半導体装置を製造する場合等に必要とされる接着剤層及び粘着フィルム以外の部分にも粘着フィルムが存在する。
従来の接着シートでは、粘着フィルムを取り除く部分が剥離基材の短手方向の中心にあり、ロール状に巻き取ると、接着剤層と粘着フィルムの積層部分が他の部分に比べて厚くなるため、この中心部分に巻き取りの圧力が集中していた。そのため、この積層部分と粘着フィルムのみの部分との段差が巻き取りの圧力により他の接着剤層に転写され、図3(a)12の巻き跡を形成していた。これに対して本発明の接着シートは、粘着フィルムを取り除く部分を中心からずらすことによりプリカット加工が施された接着シートにかかっていた巻き取りの圧力を分散することができ、上記積層部分と粘着フィルムのみの部分との段差が他の接着剤層に転写されることを抑制することが可能となる。そして、接着剤層への巻き跡の転写が抑制されることにより、半導体ウェハ等の被着体に接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生を十分に抑制することができる。
【0017】
上記剥離基材は長尺のものであり、粘着フィルムを取り除く部分は、剥離基材の短手方向の接着剤層幅より外側にあり、ロール状に巻き取られた際に、前記粘着フィルムを取り除く部分と前記接着剤層が重ならないことが好ましい。
【0018】
また、上記接着フィルムを取り除く部分は、剥離基材の短手方向の中心に対し、接着剤層と粘着フィルムの積層体の前後で左右交互に形成されることが好ましい。
【0019】
これにより、接着シートをロール状に巻き取った際に、接着剤層に他の接着剤層の巻き跡が転写されることをより十分に抑制することができる。そして、半導体ウェハ等の被着体に接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生をより十分に抑制することができる。
【0020】
また、本発明の接着シートにおいて、上記接着剤層及び上記粘着フィルムの少なくとも一方は、円形形状あるいは上記剥離基材を剥離した後に上記接着剤層又は上記粘着フィルムを貼り付けるべき被着体の平面形状に合致する平面形状を有していることが好ましい。
【0021】
また、本発明の接着シートにおいて、接着シートを被着体へ貼り付ける際の位置認識を目的として、粘着フィルム上に位置認識用マーキングを持つことが好ましい。
【0022】
上記被着体としては、例えば半導体ウェハが挙げられるが、この半導体ウェハの平面形状に合致する平面形状を接着剤層が有していることにより、半導体ウェハをダイシングする工程が容易となる傾向がある。なお、接着剤層の平面形状は、半導体ウェハの平面形状に完全に一致している必要はなく、例えば、半導体ウェハの平面形状よりもやや大きい平面形状であってもよい。また、一般的に半導体ウェハは円の外周の一部が直線である平面形状を有しているため、接着シートの平面形状が円形形状である場合でも、一般的な半導体ウェハへの接着剤層の貼り付け、及び、半導体ウェハのダイシングを容易に行うことが可能となる傾向にある。
【0023】
また、本発明の接着シートにおいて、上記粘着フィルムの厚みが10〜300μmであることが好ましい。また、本発明の接着シートにおいて、上記接着剤層の厚みが2〜200μmであることが好ましい。
【0024】
また、本発明の接着シートにおいて、上記接着剤層は、熱可塑性樹脂及び熱重合性成分を含有してなるものであることが好ましい。
【0025】
これにより、かかる接着剤層を介して半導体素子を半導体素子搭載用の支持部材あるいは別の半導体素子に十分に固定することができる。
【0026】
ここで、上記熱可塑性樹脂は、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分であることが好ましい。これにより、半導体装置作製における作業環境下でフィルム形状を維持し、取り扱い易いフィルムにすることができる。また、分子量が10万以上あることで室温でのフィルムの硬さが巻き取り時の圧力による転写を防ぐことができる。仮に何らかの原因で転写があった場合も、熱可塑性樹脂であることで、半導体ウェハとの貼り付け時の熱により変形し、ボイドを低減する事ができる。
【0027】
また、上記高分子量成分は、エポキシ基含有(メタ)アクリル酸エステル共重合体であることが好ましい。これにより、半導体装置作製の作業の中で、半導体素子と支持部材あるいは別の半導体素子に十分に固定することができ、作製上の不具合をなくすことができる。
【0028】
また、上記熱重合性成分は、エポキシ樹脂及びエポキシ樹脂硬化剤を含有してなるものであることが好ましい。これにより、半導体装置作製後、半導体素子と支持部材あるいは別の半導体素子に十分に固定することができ、半導体装置の使用される環境下で半導体装置の破損や故障を防ぐことができる。
【0029】
更に、本発明の接着シートは、接着剤層において、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることが好ましい。
【0030】
更に、本発明の接着シートは、高エネルギー線の照射により、上記接着剤層と上記粘着フィルムとの間の粘着力が低下するタイプでも良い。これにより、接着剤層と粘着フィルムとを剥離する際において、高エネルギー線を照射することにより、剥離が容易に可能となる。
【0031】
本発明はまた、上記本発明の接着シートを製造するための接着シートの製造方法であって、上記剥離基材上に上記接着剤層を積層する第1の積層工程と、上記接着剤層の上記剥離基材に接する側と反対側の面から上記剥離基材に達するまで切り込みを入れ、所定の平面形状の接着剤層と、該接着剤層の外方に配置される支持接着剤層とを形成する第1の切断工程と、上記所定の平面形状の接着剤層、及び、上記剥離基材を覆うように、上記粘着フィルムを積層する第2の積層工程と、上記粘着フィルムの上記剥離基材側と反対側の面から上記剥離基材に達するまで切り込みを入れ、上記所定の平面形状の接着剤層を覆い、且つ、該接着剤層の周囲で上記剥離基材に接する上記粘着フィルムを形成する第2の切断工程と、粘着フィルムの不要部分を、上記剥離基材の短手方向の中心からずらして取り除く工程を含むことを特徴とする接着シートの製造方法に関する。
【0032】
これらの接着シートの製造方法によれば、ロール状に巻き取った際に、接着剤層に他の接着剤層の巻き跡が転写されることを十分に抑制することが可能な本発明の接着シートを効率的に製造することができる。
【0033】
本発明はまた、上記本発明の接着シートにおいて、上記接着剤層及び上記粘着フィルムからなる積層体を上記剥離基材から剥離し、上記積層体を、上記接着剤層側の面から半導体ウェハに貼り付けて積層体付き半導体ウェハを得る貼り付け工程と、上記積層体付き半導体ウェハを、上記接着剤層と上記粘着フィルムとの界面までダイシングし、上記半導体ウェハを所定の大きさの半導体素子に切断するダイシング工程と、上記積層体に高エネルギー線を照射して上記粘着フィルムの上記接着剤層に対する粘着力を低下させた後、上記粘着フィルムから上記半導体素子を上記接着剤層とともにピックアップし、接着剤層付き半導体素子を得るピックアップ工程と、上記接着剤層付き半導体素子における上記半導体素子を、上記接着剤層を介して被着体に接着する接着工程と、を含むことを特徴とする半導体装置の製造方法に関する。
【0034】
かかる製造方法によれば、その製造工程において本発明の接着シートを用いているため、半導体ウェハに接着剤層を貼り付ける際に、空気の巻き込みによるボイド等の発生を十分に抑制することができ、半導体装置を効率的に製造することができる。
【0035】
ここで、上記被着体は、半導体素子搭載用の支持部材、又は、別の半導体素子であることが好ましい。
【0036】
本発明は更に、上記本発明の半導体装置の製造方法により製造されていることを特徴とする半導体装置に関する。
【発明の効果】
【0037】
本発明によれば、プリカット加工等により所定の平面形状に形成された接着剤層を有する接着シートをロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制し、被着体に接着剤層を貼り付ける際に空気の巻き込みによるボイドの発生を十分に抑制することが可能な接着シート、前記接着シートを用いた半導体装置の製造方法及び半導体装置を提供することができる。
【図面の簡単な説明】
【0038】
【図1】(a)は、従来の接着シートの一例を模式的に示す平面図であり、(b)は、(a)のX−X端面図である。
【図2】図1に示す接着シートを円筒状の巻き芯に巻きつけてなる接着シートロールを示す模式図である。
【図3】(a)は、図1に示す接着シートに巻き跡が転写されている様子を示す模式図であり、(b)は、(a)のY−Y端面図である。
【図4】(a)は、従来の接着シートの他の一例を模式的に示す平面図であり、(b)は、(a)のZ−Z端面図である。
【図5】(a)は、本発明の接着シートの第5実施形態を示す平面図である。
【図6】(a)は、本発明の接着シートの第6実施形態を示す平面図である。
【図7】(a)〜(f)は本発明の接着シートの製造方法の第1実施形態を示す一連の工程図である。
【図8】本発明の半導体装置の一実施形態を示す模式断面図である。
【発明を実施するための形態】
【0039】
(接着シート)
以下、図面を参照しながら本発明の好適な実施形態について詳細に説明する。なお、以下の説明では、同一又は相当部分には同一符号を付し、重複する説明は省略する。また、上下左右等の位置関係は、特に断らない限り、図面に示す位置関係に基づくものとする。更に、図面の寸法比率は図示の比率に限られるものではない。
【0040】
図5及び図6は、それぞれ本発明の接着シートの第1及び第2実施形態を示す模式図である。ここで、図5(a)は、本発明の接着シートの第1実施形態を示す平面図である。図6(a)は、本発明の接着シートの第2実施形態を示す平面図である。
【0041】
図5及び図6に示すように、接着シート100,110は、長尺の剥離基材1上に、接着剤層2及び粘着フィルム3からなる積層体10が形成された構成を有している。また、接着剤層2は所定の平面形状を有して剥離基材1上に部分的に積層されており、粘着フィルム3は、接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1に接するように積層されている。そして、2つの積層体10の間に存在する粘着フィルムが取り除かれた部分20(粘着フィルムを取り除く前においては、粘着フィルムを取り除く部分20という。)は、剥離基材1の短手方向中心からずれている。
【0042】
図5に示す接着シート100において、粘着フィルムが取り除かれた部分20は、接着剤層に対して、剥離基材1の短手方向外側に形成されている。また、積層体10の粘着フィルム端部にマーキング30が形成されている。
【0043】
図6に示す接着シート110において、粘着フィルムが取り除かれた部分20は、接着剤層に対して、剥離基材1の短手方向外側に形成されている。また、粘着フィルムが取り除かれた部分20は、剥離基材1の長手方向の積層体10の前後で短手方向左右に交互に形成されている。更に、積層体10の粘着フィルム端部にマーキング30が形成されている。
【0044】
以下、これら本発明の接着シートの各構成要素について詳細に説明する。
【0045】
剥離基材1の長手方向の積層体10の前後に存在する粘着フィルムを取り除く部分20は、その形状、大きさについて、特に制限されるものではないが、ロール状に巻き取った際の接着剤層2への巻き跡の転写をより十分に低減する観点から、剥離基材1の短手方向中心からずれている。さらに、接着剤層に対して、剥離基材1の短手方向外側に形成され、ロール上に巻き取った際に、粘着フィルムを取り除く部分20と接着剤層が重ならないことが好ましい。
【0046】
粘着フィルムを取り除く部分20の大きさは、巻き跡の転写をより十分に低減する観点から、できる限り小さい方が好ましい。
【0047】
粘着フィルムを取り除く部分20は、応力を分散し、巻き跡の転写をより十分に低減する観点から、剥離基材1の長手方向の積層体10の前後で短手方向左右に交互に形成されることが好ましい。
【0048】
接着剤層2の形状としては、半導体ウェハの貼り付けが可能な形状であれば特に制限はなく、例えば、平面形状として、円形、ウェハ形状(円の外周の一部が直線である形状)、四角形、五角形、六角形、八角形などが挙げられる。なお、接着剤層2において、半導体ウェハを貼り付ける部分以外の部分は無駄になるため、円形の平面形状を有する一般的な半導体ウェハと貼り合わせる場合には、接着剤層2は、円形の平面形状又は半導体ウェハの平面形状に合致する平面形状(半導体ウェハ形状)であることが好ましい。また、接着剤層2の外周の一部が粘着フィルム3の外周の一部の近傍にあるようにするために、外周の一部に凸部を有していてもよい。
【0049】
粘着フィルム3の形状としては、ウェハリングと密着させることが可能な形状であれば特に制限はなく、例えば、平面形状として、円形、四角形、五角形、六角形、八角形、菱形形状、星型などが挙げられる。なお、現在のウェハリングの形状及び半導体素子の形状を考慮すると、粘着フィルム3の平面形状は、円形もしくは円形に順ずる形状であることが好ましい。更に、半導体素子との貼付けを考慮すると、接着剤層2の平面形状と似た平面形状であることが好ましい。
【0050】
接着剤層2は、特に制限されないが、例えば、熱硬化性接着剤、光硬化性接着剤、熱可塑性接着剤、及び、酸素反応性接着剤等により構成される。これらは単独で又は2種類以上を組み合わせて使用することができるが、接着剤として半導体素子の固定に使用されることを考慮すると、接着剤層2は熱硬化性接着剤により構成されていることが好ましい。
【0051】
熱硬化性接着剤としては、熱により硬化するものであれば特に制限はなく、グリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソジアヌレート基、アミノ基、アミド基等の官能基を持つ熱重合性成分を含むものが挙げられる。これらは単独で又は2種類以上を組み合わせて使用することができるが、接着シートとしての耐熱性及び熱硬化による接着力を考慮すると、上記の熱重合性成分と熱可塑性樹脂とを含有してなる熱硬化性接着剤を用いることが好ましい。
【0052】
ここで、熱可塑性樹脂としては、熱可塑性を有する樹脂、または少なくとも未硬化状態において熱可塑性を有し、加熱後に架橋構造を形成する樹脂であれば特に制限されないが、(A)Tg(ガラス転移温度)が10〜100℃であり、且つ、重量平均分子量が5000〜200000であるもの、又は(B)Tgが−50℃〜10℃であり、且つ、重量平均分子量100000以上が好ましい。
【0053】
前者の熱可塑性樹脂(A)としては、例えば、ポリイミド樹脂、ポリアミド樹脂、ポリエーテルイミド樹脂、ポリアミドイミド樹脂、ポリエステル樹脂、ポリエステルイミド樹脂、フェノキシ樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンサルファイド樹脂、ポリエーテルケトン樹脂などが挙げられる。これらの中でもポリイミド樹脂を用いることが好ましい。
【0054】
後者の熱可塑性樹脂(B)としては、官能性モノマーを含む重合体を使用することが好ましく、この重合体の官能性モノマーの官能基としてはグリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソシアヌレート基、アミノ基、アミド基などが挙げられ、中でもグリシジル基が好ましい。より具体的には、グリシジルアクリレート又はグリシジルメタクリレートなどの官能基モノマーを含むグリシジル基含有(メタ)アクリル共重合体などが好ましく、エポキシ樹脂などの熱硬化性樹脂と非相溶であることがより好ましい。
【0055】
上記官能性モノマーを含む重量平均分子量が10万以上出ある高分子量成分としては、例えば、グリシジルアクリレート又はグリシジルメタクリレート等の官能性モノマーを含有し、かつ重量平均分子量が10万以上であるグリシジル基含有(メタ)アクリル共重合体等が挙げられ、それらの中でもエポキシ樹脂と非相溶であるものが好ましい。グリシジル基含有(メタ)アクリル共重合体の具体例としては、例えば、ナガセケムテックス株式会社製のHTR−860P−3(商品名)等が挙げられる。
【0056】
上記グリシジル基含有(メタ)アクリル共重合体としては、例えば、(メタ)アクリルエステル共重合体、アクリルゴム等を使用することができ、アクリルゴムがより好ましい。アクリルゴムは、アクリル酸エステルを主成分とし、主として、ブチルアクリレートとアクリロニトリル等の共重合体や、エチルアクリレートとアクリロニトリル等の共重合体等からなるゴムである。
【0057】
上記グリシジル基含有(メタ)アクリル共重合体における、上記グリシジルアクリレート又はグリシジルメタクリレート等のエポキシ樹脂含有モノマー単位の量は、モノマー全量を基準として0.5〜6質量%が好ましく、0.5〜5質量%がより好ましく、0.8〜5質量%が特に好ましい。グリシジル基含有モノマー単位の量がこの範囲にあると、十分な接着力が確保できるとともに、ゲル化を防止することができる。
【0058】
グリシジルアクリレート、グリシジルメタクリレート以外の上記官能性モノマーとしては、例えば、エチル(メタ)アクリレート、ブチル(メタ)アクリレート等が挙げられ、これらは、単独で又は2種類以上を組み合わせて使用することができる。なお、本発明において、エチル(メタ)アクリレートとは、エチルアクリレートとエチルメタクリレートの両方を示す。官能性モノマーを組み合わせて使用する場合の混合比率は、グリシジル基含有(メタ)アクリル共重合体のTgを考慮して決定し、Tgが−10℃以上となるようにすることが好ましい。Tgが−10℃以上であると、Bステージ状態での接着剤層2のタック性が適当であり、取り扱い性が良好なものとなる傾向にある。
【0059】
上記モノマーを重合させて、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分を製造する場合、その重合方法としては特に制限はなく、例えば、パール重合、溶液重合等の方法を使用することができる。
【0060】
官能性モノマーを含む高分子量成分の重量平均分子量は、10万以上であるが、30万〜300万であることが好ましく、50万〜200万であることがより好ましい。重量平均分子量がこの範囲にあると、シート状又はフィルム状としたときの強度、可とう性、及びタック性が適当であり、また、フロー性が適当であるため、配線の回路充填性が確保できる傾向にある。なお、本発明において、重量平均分子量とは、ゲルパーミュエーションクロマトグラフィーで測定し、標準ポリスチレン検量線を用いて換算した値を示す。
【0061】
また、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分の使用量は、熱重合性成分100質量部に対して、10〜400質量部が好ましい。この範囲にあると、貯蔵弾性率及び成型時のフロー性抑制が確保でき、また高温での取り扱い性が良好なものとなる傾向にある。また、高分子量成分の使用量は、熱重合性成分100質量部に対して、15〜350質量部がより好ましく、20〜300質量部が特に好ましい。
【0062】
また、熱重合性成分としては、熱により重合するものであれば特に制限は無く、例えば、グリシジル基、アクリロイル基、メタクリロイル基、水酸基、カルボキシル基、イソシアヌレート基、アミノ基、アミド基等の官能基を持つ化合物が挙げられ、これらは、単独で又は2種類以上を組み合わせても、使用することができるが、接着シートとしての耐熱性を考慮すると、熱によって硬化し接着作用を及ぼす熱硬化性樹脂を使用することが好ましい。熱硬化性樹脂としては、例えば、エポキシ樹脂、アクリル樹脂、シリコーン樹脂、フェノール樹脂、熱硬化型ポリイミド樹脂、ポリウレタン樹脂、メラミン樹脂、ユリア樹脂等が挙げられ、特に、耐熱性、作業性、信頼性に優れるダイボンドダイシングシートが得られる点でエポキシ樹脂を使用することが最も好ましい。熱硬化性樹脂としてエポキシ樹脂を使用する場合には、エポキシ樹脂硬化剤を合わせて使用することが好ましい。
【0063】
上記エポキシ樹脂としては、硬化して接着作用を有するものであれば特に限定されず、例えば、ビスフェノールA型エポキシ樹脂などの二官能エポキシ樹脂、フェノールノボラック型エポキシ樹脂やクレゾールノボラック型エポキシ樹脂などのノボラック型エポキシ樹脂等を使用することができる。また、多官能エポキシ樹脂、グリシジルアミン型エポキシ樹脂、複素環含有エポキシ樹脂又は脂環式エポキシ樹脂など、一般に知られているものを使用することができる。これらは単独で又は2種類以上を組み合わせて使用することができる。
【0064】
上記エポキシ樹脂として、例えば、ビスフェノールA型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコートシリーズ(エピコート807、エピコート815、エピコート825、エピコート827、エピコート828、エピコート834、エピコート1001、エピコート1004、エピコート1007、エピコート1009)、ダウケミカル社製のDER−330、DER−301、DER−361、及び、東都化成株式会社製のYD8125、YDF8170等が挙げられる。フェノールノボラック型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコート152、エピコート154、日本化薬株式会社製のEPPN−201、ダウケミカル社製のDEN−438等が挙げられる。更に、o−クレゾールノボラック型エポキシ樹脂としては、日本化薬株式会社製のEOCN−102S、EOCN−103S、EOCN−104S、EOCN−1012、EOCN−1025、EOCN−1027、東都化成株式会社製のYDCN701、YDCN702、YDCN703、YDCN704等が挙げられる。
【0065】
多官能エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のEpon 1031S、チバスペシャリティーケミカルズ社製のアラルダイト0163、ナガセケムテックス株式会社製のデナコールEX−611、EX−614、EX−614B、EX−622、EX−512、EX−521、EX−421、EX−411、EX−321等が挙げられる。
【0066】
アミン型エポキシ樹脂としては、ジャパンエポキシレジン株式会社製のエピコート604、東都化成株式会社製のYH−434、三菱ガス化学株式会社製のTETRAD−X及びTETRAD−C、住友化学株式会社製のELM−120等が挙げられる。複素環含有エポキシ樹脂としては、チバスペシャリティーケミカルズ社製のアラルダイトPT810、UCC社製のERL4234、ERL4299、ERL4221、ERL4206等が挙げられる。これらのエポキシ樹脂は、単独で又は2種類以上を組み合わせて使用することができる。
【0067】
エポキシ樹脂を使用する場合には、エポキシ樹脂硬化剤を使用することが好ましい。エポキシ樹脂硬化剤としては、通常用いられている公知の硬化剤を使用することができ、例えば、アミン類、ポリアミド、酸無水物、ポリスルフィド、三フッ化ホウ素、ジシアンジアミド、ビスフェノールA、ビスフェノールF、ビスフェノールSのようなフェノール性水酸基を1分子中に2個以上有するビスフェノール類、フェノールノボラック樹脂、ビスフェノールAノボラック樹脂又はクレゾールノボラック樹脂等のフェノール樹脂などが挙げられる。これらの中でも、特に吸湿時の耐電食性に優れる点で、フェノールノボラック樹脂、ビスフェノールAノボラック樹脂及びクレゾールノボラック樹脂などのフェノール樹脂が好ましい。これらのエポキシ樹脂硬化剤は、単独で又は2種類以上を組み合わせて使用することができる。
【0068】
上記フェノール樹脂硬化剤の中で好ましいものとしては、例えば、大日本インキ化学工業株式会社製、商品名:フェノライトLF2882、フェノライトLF2822、フェノライトTD−2090、フェノライトTD−2149、フェノライトVH−4150、フェノライトVH4170、明和化成株式会社製、商品名:H−1、ジャパンエポキシレジン株式会社製、商品名:エピキュアMP402FPY、エピキュアYL6065、エピキュアYLH129B65、及び、三井化学株式会社製、商品名:ミレックスXL、ミレックスXLC、ミレックスRN、ミレックスRS、ミレックスVR等が挙げられる。
【0069】
接着剤層2は、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることが好ましい。ここで、接着剤層2の貯蔵弾性率を大きくする方法として、例えば、エポキシ樹脂の使用量を増やす方法、グリシジル基濃度の高いエポキシ樹脂又は水酸基濃度の高いフェノール樹脂を使用する等してポリマー全体の架橋密度を上げる方法、フィラーを添加する方法等が挙げられる。
【0070】
上記接着剤層2が熱重合性成分を含む場合、接着剤層2には更に硬化促進剤を添加してもよい。硬化促進剤としては、特に制限はなく、例えば、イミダゾール類等が挙げられる。具体的には、例えば、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられ、これらは単独で又は二種類以上を組み合わせて使用することができる。
【0071】
この硬化促進剤の添加量は、熱重合性成分の総量100質量部に対して5質量部以下が好ましく、3質量部以下がより好ましい。この添加量が5質量部を超えると保存安定性が低下する傾向がある。
【0072】
接着剤層2には、可とう性や耐リフロークラック性を向上させる目的で、熱重合性成分と相溶性がある高分子量樹脂を添加することができる。このような高分子量樹脂としては、特に限定されず、たとえばフェノキシ樹脂、高分子量熱重合性成分、超高分子量熱重合性成分などが挙げられる。これらは、単独でまたは2種類以上を組み合わせて使用することもできる。
【0073】
熱重合性成分と相溶性がある高分子量樹脂の使用量は、接着剤層が熱重合性成分を含む場合、熱重合性成分の総量100質量部に対して、40質量部以下とすることが好ましい。この範囲であると、接着剤層2のTgを確保することができる。
【0074】
また、接着剤層2には、その取り扱い性向上、熱伝導性向上、溶融粘度の調整およびチキソトロピック性付与などを目的として、無機フィラーを添加することもできる。無機フィラーとしては、特に制限はなく、例えば、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、窒化アルミニウム、ほう酸アルミウイスカ、窒化ほう素、結晶性シリカ、非晶性シリカ等が挙げられる。また、フィラーの形状は特に制限されるものではない。これらのフィラーは単独で又は二種類以上を組み合わせて使用することができる。これらの中でも、熱伝導性向上の観点からは、酸化アルミニウム、窒化アルミニウム、窒化ほう素、結晶性シリカ、非晶性シリカが好ましい。また、溶融粘度の調整やチキソトロピック性の付与の観点からは、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、ケイ酸カルシウム、ケイ酸マグネシウム、酸化カルシウム、酸化マグネシウム、酸化アルミニウム、結晶性シリカ、非晶性シリカが好ましい。
【0075】
無機フィラーの添加量は、接着剤層2の総量を基準として1〜20質量%が好ましい。添加量が1質量%未満であると添加効果が十分に得られない傾向があり、20質量%を超えると、接着剤層2の粘接着性の低下、ボイド残存による電気特性の低下等の問題を起こす傾向がある。
【0076】
また、接着剤層2には、異種材料間の界面結合を良くするために、各種カップリング剤を添加することもできる。カップリング剤としては、例えば、シラン系、チタン系、アルミニウム系等が挙げられ、中でも効果が高い点でシラン系カップリング剤が好ましい。
【0077】
上記カップリング剤の使用量は、その効果や耐熱性及びコストの面から、接着剤層2全量を基準として0.01〜10質量%とするのが好ましい。
【0078】
更に、接着剤層2には、イオン性不純物を吸着して、吸湿時の絶縁信頼性を向上させるために、イオン捕捉剤を添加することもできる。このようなイオン捕捉剤としては特に制限はなく、例えば、トリアジンチオール化合物、ビスフェノール系還元剤等の、銅がイオン化して溶け出すのを防止するため銅害防止剤として知られる化合物、ジルコニウム系、アンチモンビスマス系マグネシウムアルミニウム化合物等の無機イオン吸着剤などが挙げられる。
【0079】
上記イオン捕捉剤の使用量は、添加による効果や耐熱性、コスト等の点から、接着剤層2全量を基準として0.1〜10質量%が好ましい。
【0080】
接着剤層2の厚さは、0.1〜200μmであることが好ましく、1〜200μmであることがより好ましく、2〜200μmであることがさらに好ましく、5〜40μmであることが特に好ましい。厚さが0.1μm未満であると、接着剤として十分な接着力が確保できなくなる傾向があり、200μmを超えると、半導体装置が肉厚になり、半導体装置の使用用途が制限される傾向がある。
【0081】
粘着フィルム3は、剥離基材である基材フィルムに粘着剤層2を設けたものが好ましい。この場合、粘着フィルム3における接着剤層2と接する側の層が上記接着剤層となっている。
【0082】
粘着フィルムに使用する基材フィルムとしては、例えば、ポリエチレンテレフタレートフィルム等のポリエステル系フィルム、ポリテトラフルオロエチレンフィルム、ポイエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリビニルアセテートフィルム等のポリオレフィン系フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルムなどのプラスチックフィルム等が挙げられる。
【0083】
また、上記基材フィルムは異なる2種類以上のフィルムを積層したものであっても良い。この場合、粘着剤層が形成される側のフィルムは、半導体素子のピックアップ作業性が向上する点で、25℃での引張弾性率が2000MPa以上であることが好ましく、2200MPa以上であることがより好ましく、2400MPa以上であることが特に好ましい。
【0084】
また、粘着剤層が形成される側と反対側のフィルムは、フィルムの伸びが大きく、エキスパンド工程での作業性がよい点で、25℃での引張弾性率が1000MPa以下であることが好ましく、800MPa以下であることがより好ましく、600MPa以下であることが特に好ましい。この引張弾性率は、JIS K7113号に準じて測定されるものである。
【0085】
基材フィルムが2種以上のフィルムを積層したものである場合、その積層方法としては特に制限はなく、別々に作製したフィルムをラミネートする方法、一方のフィルム上に他方のフィルムを押出しラミネートする方法、2種類以上のフィルムを押出し塗工しながら貼り合せる方法、一方のフィルムの原料となるポリマーを溶剤に溶解あるいは分散してワニスとし、他方のフィルム上に塗布、加熱し溶剤を除去する方法、及び、接着剤を用いて2種以上のフィルムを貼り合わせる方法等、公知の方法を使用することができる。
【0086】
粘着フィルム3を構成する上記粘着剤層としては、高エネルギー線又は熱によって硬化する(すなわち、粘着力を制御できる)ものが好ましく、高エネルギー線によって硬化するものがより好ましく、紫外線によって硬化するものが特に好ましい。
【0087】
かかる粘着剤層を構成する粘着剤としては、従来から種々のタイプが知られている。それらの中から、高エネルギー線の照射によって、接着剤層2に対する粘着力が低下するものを適宜選んで用いることが好ましい。
【0088】
上記粘着剤としては、特に制限されないが、例えば、ジオール基を有する化合物、イソシアネート化合物、ウレタン(メタ)アクリレート化合物、ジアミン化合物、尿素メタクリレート化合物、側鎖にエチレン性不飽和基を有する高エネルギー線重合性共重合体等が挙げられる。これらは単独で又は2種以上を組み合わせて使用することができる。
【0089】
また、粘着剤層が熱により硬化する熱重合性成分を含む場合、粘着剤層には更に硬化促進剤を添加してもよい。硬化促進剤としては、特に制限はなく、例えば、イミダゾール類等が挙げられる。具体的には、例えば、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−フェニルイミダゾリウムトリメリテート等が挙げられ、これらは単独で又は二種類以上を組み合わせて使用することができる。
【0090】
硬化促進剤の添加量は、熱重合性成分の総量100質量部に対して5質量部以下が好ましく、3質量部以下がより好ましい。この添加量が5質量部を超えると保存安定性が低下する傾向がある。
【0091】
また、粘着剤層が高エネルギー線の照射により硬化する高エネルギー線重合性成分を含む場合、粘着剤層には、活性光線の照射によって遊離ラジカルを生成する光重合開始剤を添加することもできる。このような光重合開始剤としては、例えば、ベンゾフェノン、N,N′−テトラメチル−4,4′−ジアミノベンゾフェノン(ミヒラーケトン)、N,N′−テトラエチル−4,4′−ジアミノベンゾフェノン、4−メトキシ−4′−ジメチルアミノベンゾフェノン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)−ブタノン−1、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、1−ヒドロキシ−シクロヘキシル−フェニル−ケトン、2−メチル−1−(4−(メチルチオ)フェニル)−2−モルフォリノプロパノン−1、2,4−ジエチルチオキサントン、2−エチルアントラキノン、フェナントレンキノン等の芳香族ケトン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインフェニルエーテル等のベンゾインエーテル、メチルベンゾイン、エチルベンゾイン等のベンゾイン、ベンジルジメチルケタール等のベンジル誘導体、2−(o−クロロフェニル)−4,5−ジフェニルイミダゾール二量体、2−(o−クロロフェニル)−4,5−ジ(m−メトキシフェニル)イミダゾール二量体、2−(o−フルオロフェニル)−4,5−フェニルイミダゾール二量体、2−(o−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2−(p−メトキシフェニル)−4,5−ジフェニルイミダゾール二量体、2,4−ジ(p−メトキシフェニル)−5−フェニルイミダゾール二量体、2−(2,4−ジメトキシフェニル)−4,5−ジフェニルイミダゾール二量体等の2,4,5−トリアリールイミダゾール二量体、9−フェニルアクリジン、1,7−ビス(9,9′−アクリジニル)ヘプタン等のアクリジン誘導体などが挙げられる。これらは単独で又は二種類以上を組み合わせて使用することができる。
【0092】
上記光重合開始剤の使用量としては、特に制限はないが、高エネルギー線重合性成分の総量100質量部に対して通常0.01〜30質量部である。
【0093】
粘着フィルム3において、厚さは、0.1〜300μmであることが好ましく、10〜300μmであることがより好ましく、10〜50μmであることが特に好ましい。この厚さが0.1μm未満であると、十分な粘着力を確保することが困難となる傾向があり、ダイシング時に半導体チップが飛散する可能性があり、300μmを超えると、経済的でなくなる上に、特性上特に有利な点はない。
【0094】
剥離基材1は、接着シートの使用時にキャリアフィルムとしての役割を果たすものであり、かかる剥離基材1としては、例えば、ポリエチレンテレフタレートフィルムなどのポリエステル系フィルム、ポリテトラフルオロエチレンフィルム、ポリエチレンフィルム、ポリプロピレンフィルム、ポリメチルペンテンフィルム、ポリビニルアセテートフィルムなどのポリオレフィン系フィルム、ポリ塩化ビニルフィルム、ポリイミドフィルムなどのプラスチックフィルム等を使用することができる。また、紙、不織布、金属箔等も使用することができる。
【0095】
また、剥離基材1の接着剤層2と接する側の面は、シリコーン系剥離剤、フッ素系剥離剤、長鎖アルキルアクリレート系剥離剤等の離型剤で表面処理されていてもよい。
【0096】
剥離基材1の厚さは、使用時の作業性を損なわない範囲で適宜選択することができるが、10〜500μmであることが好ましく、25〜100μmであることがより好ましく、30〜50μmであることが特に好ましい。
【0097】
以上説明した本発明の接着シートは、上記各層を形成する組成物を溶剤に溶解又は分散してワニスとし、剥離基材1上に塗布し、加熱により溶剤を除去することによって得ることができる。
【0098】
ここで、上記のワニス化するための溶剤としては特に限定されないが、フィルム作製時の揮発性などを考慮すると、例えば、メタノール、エタノール、2−メトキシエタノール、2−エトキシエタノール、2−ブトキシエタノール、メチルエチルケトン、アセトン、メチルイソブチルケトン、トルエン、キシレンなどの比較的低沸点の溶媒を使用することが好ましい。
【0099】
また、塗膜性を向上させるなどの目的で、例えば、ジメチルアセトアミド、ジメチルホルムアミド、N−メチルピロリドン、シクロヘキサノンなどの比較的高沸点の溶媒を使用することもできる。これらの溶媒は、単独で又は2種類以上を組み合わせて使用することができる。
【0100】
無機フィラーを添加した際のワニスの製造には、無機フィラーの分散性を考慮して、らいかい機、3本ロール、ボールミル及びビーズミルなどを使用することが好ましく、また、これらを組み合わせて使用することもできる。また、無機フィラーと低分子量の原料をあらかじめ混合した後、高分子量の原料を配合することによって、混合する時間を短縮することもできる。また、ワニスとした後、真空脱気等によってワニス中の気泡を除去することもできる。
【0101】
以上説明したような構成の接着シートに放射線等の高エネルギー線を照射すると、照射後には接着剤層2と粘着フィルム3との界面の粘着力が大きく低下し、半導体素子に接着剤層2を保持したまま粘着フィルム3から容易にピックアップすることが可能となる。
【0102】
本発明の接着シートにおいて、接着剤層2と粘着フィルム3との界面の粘着力を低下させる方法としては、放射線等の高エネルギー線の照射のみで粘着力を低下させる方法以外に、高エネルギー線の照射と同時に又は照射後に硬化反応を促進する目的で加熱を併用する方法が挙げられる。加熱を併用することにより、より低温短時間での粘着力の低下が可能となる。加熱温度は、接着剤層の分解点以下であれば特に制限は受けないが、50〜170℃の温度が好ましい。
【0103】
(接着シートの製造方法)
次に本発明の接着シートを製造する方法について説明する。
【0104】
本発明の接着シートは、例えば、接着剤層2を剥離基材1に塗布する際にあらかじめ部分的に接着剤層2を形成するためのワニス等の原材料を分布させておく方法や、剥離基材1にマスクをし、このマスク部以外の部分に上記のワニス等の原材料を塗布する方法等を用いて形成することができるが、作業の簡便さを考慮すると、あらかじめ剥離基材1の全面に接着剤層2を塗布法により形成し、打ち抜き加工を施して不要部分を取り除く方法が好ましい。また、粘着フィルム3を部分的に形成する方法としても、上記と同様に打ち抜き加工を施して不要部分を取り除く方法が好ましい。
【0105】
ここで、図7(a)〜(f)は本発明の接着シートの製造方法の第1実施形態を示す一連の工程図である。第1実施形態にかかる本発明の接着シートの製造方法においては、まず、図7(a)に示すように、剥離基材1上の全面に接着剤層2を積層する(第1の積層工程)。次に、図7(b)に示すように、金型5又はそれに相当する部材を用いて、接着剤層2の剥離基材1に接する側と反対側の面F1から剥離基材1に達するまで切り込みを入れ、所定の形状に打ち抜き加工を施す(第1の切断工程)。その後、図7(c)に示すように、打ち抜き加工を施した接着剤層2の不要部分6を除去し、図7(d)に示すように、所定の平面形状を有する接着剤層2を形成する。次に、図7(e)及び(f)に示すように、接着剤層2の平面形状よりも一回り大きい平面形状に予め切断された粘着フィルム3を、接着剤層2を覆い、且つ、接着剤層2の周囲で剥離基材1と接するように積層する(第2の積層工程)。
また、図7(e)に示すように、接着シートの端部に位置する接着剤層22は、予め切断された粘着フィルム23で覆われている。最後に、短手方向両端部の粘着フィルム3を剥離基材1の裏面に折り返す(図示しない)。以上により、接着シート160を作製することができる。
【0106】
接着シートの製造方法において、第1の積層工程による接着剤層2の積層は、例えば、接着剤層2を構成する材料を溶剤に溶解又は分散してなる接着剤層形成用ワニスを剥離基材1上に塗布し、加熱により溶剤を除去することで行うことができる。
【0107】
また、第3の積層工程における粘着フィルム3の積層は、例えば、粘着剤層を構成する材料を溶剤に溶解又は分散して粘着剤層形成用ワニスとし、これを剥離基材である基材フィルム上に塗布した後、加熱により溶剤を除去して、基材フィルム及び粘着剤層からなる粘着フィルム3を形成する。そして、得られた粘着フィルム3を、接着剤層2、及び、露出している剥離基材1の全体を覆うように積層し、剥離基材1の短手方向両端に折り返すことによって行うことができる。
【0108】
ここで、剥離基材1及び基材フィルムへのワニスの塗布方法としては、公知の方法を用いることができ、例えば、ナイフコート法、ロールコート法、スプレーコート法、グラビアコート法、バーコート法、カーテンコート法等を用いることができる。
【0109】
また、粘着フィルム3の積層は、従来公知の方法によって行うことができ、例えば、ラミネーター等を用いて行うことができる。
【0110】
(半導体装置の製造方法)
次に、本発明の接着シートを用いて半導体装置を製造する方法について説明する。
【0111】
半導体ウェハへの積層体10の貼り付けは、自動化された工程で連続して行うことができる。このような半導体ウェハへの積層体10の貼り付け作業を行う装置としては、例えば、リンテック株式会社製のRAD−2500(商品名)等が挙げられる。
【0112】
次に、上記の工程により得られた積層体付き半導体ウェハをダイシングし、必要な大きさの積層体付き半導体素子を得る。ここで更に、洗浄、乾燥等の工程を行ってもよい。このとき、接着剤層2及び粘着フィルム3により半導体ウェハは積層体10に十分に粘着保持されているので、上記各工程中に半導体ウェハが脱落することが抑制される。
【0113】
次に、放射線等の高エネルギー線を積層体10の粘着フィルム3に照射し、粘着フィルム3における粘着剤層の一部又は大部分を重合硬化せしめる。この際、高エネルギー線照射と同時に又は照射後に、硬化反応を促進する目的で更に加熱を行っても良い。
【0114】
粘着フィルム3への高エネルギー線の照射は、基材フィルムの粘着剤層が設けられていない側の面から行う。したがって、高エネルギー線として紫外線を用いる場合には、基材フィルムは光透過性であることが必要である。なお、高エネルギー線として電子線を用いる場合には、基材フィルムは必ずしも光透過性である必要はない。
【0115】
高エネルギー線照射後、ピックアップすべき半導体素子を、例えば吸引コレットによりピックアップする。この際、ピックアップすべき半導体素子を基材フィルムの下面から、例えば針扞等により突き上げることもできる。粘着剤層を硬化させることにより、半導体素子と接着剤層2との間の粘着力は、接着剤層2と粘着剤層との間の粘着力よりも大きくなるため、半導体素子のピックアップを行うと、接着剤層2と粘着剤層との界面で剥離が生じ、接着剤層2が半導体素子の下面に付着した状態の接着剤層付き半導体素子がピックアップされることとなる。
【0116】
この接着剤層付き半導体素子を、接着剤層2を介して半導体素子搭載用の支持部材に載置し、加熱を行う。加熱により接着剤層2は接着力が発現し、半導体素子と半導体素子搭載用支持部材との接着が完了する。
【0117】
その後、必要に応じてワイヤボンド工程や封止工程等を経て、半導体装置が製造される。
【0118】
(半導体装置)
図8は、上述した半導体装置の製造方法により製造される本発明の半導体装置の一実施形態を示す模式断面図である。
【0119】
図8に示すように、半導体装置300は、半導体素子搭載用の支持部材となる有機基板70上に、接着剤層2及び半導体素子72からなる接着剤層付き半導体素子が2つ積層されている。また、有機基板70には、回路パターン74及び端子76が形成されており、この回路パターン74と2つの半導体素子72とが、ワイヤボンド78によってそれぞれ接続されている。そして、これらが封止材80により封止され、半導体装置300が形成されている。この半導体装置300は、上述した本発明の半導体装置の製造方法により、本発明の接着シート100を用いて製造されるものである。
【実施例】
【0120】
以下、実施例及び比較例に基づいて本発明をより具体的に説明するが、本発明は以下の実施例に限定されるものではない。
【0121】
(接着剤層形成用ワニスの作製)
まず、エポキシ樹脂としてクレゾールノボラック型エポキシ樹脂(商品名:ESCN−195、日本化薬株式会社製)60質量部、及び、硬化剤としてフェノールキシレン樹脂(商品名:HXL−3L、日立化成工業株式会社製)40質量部に、シクロヘキサノン1500質量部を加えて撹拌混合し、第1のワニスを調製した。次に、この第1のワニスに無機フィラーとしてシリカフィラー(商品名:AEROSIL200、日本アエロジル株式会社製)30質量部を加えて撹拌混合した後、第2のワニスを調製した。次に、この第2のワニスに、エポキシ基含有アクリル系共重合体(商品名:HTR−860P、ナガセケムテック株式会社製)200質量部を加えて撹拌混合し、接着剤層形成用ワニスを調整した。
【0122】
(実施例1)
上記接着剤層形成用ワニスを、剥離基材である膜厚50μmのポリエチレンテレフタレートフィルム(商品名:テイジンピューレックスA31、帝人デュポンフィルム株式会社製)上に塗布し、140℃で5分間加熱乾燥を行い、膜厚10μmのBステージ状態の接着剤層を形成した。
【0123】
得られた接着剤層に対して、剥離基材への切り込み深さが10μm以下となるように調節して直径210mmの円形プリカット加工を行った(第1の切断工程)。
【0124】
その後、接着剤層の不要部分を除去し、粘着フィルムをその粘着剤層が接着剤層と接するように、室温(25℃)、線圧9.8N/m、速度0.5m/分の条件で貼付けた。そして、粘着フィルムに対して、剥離基材への切り込み深さが10μm以下となるように調節して接着剤層と同心円状に直径290mmの円形プリカット加工を行うとともに、接着フィルムの不要部分が接着剤層の外側に、かつ、接着剤層と粘着フィルムの積層体の前後で交互になるように加工を行った(第2の切断工程)。これにより、図6に示す構造を有する接着シートを得た。
【0125】
(実施例2)
接着剤層の膜厚を25μmとした以外は実施例1と同様にして接着シートを得た。
【0126】
(実施例3)
接着剤層の膜厚を40μmとした以外は実施例1と同様にして接着シートを得た。
【0127】
(比較例1)
上記接着剤層形成用ワニスを、膜厚50μmのポリエチレンテレフタレートフィルム(商品名:テイジンピューレックスA31、帝人デュポンフィルム株式会社製)上に塗布し、140℃で5分間加熱乾燥を行い、膜厚10μmのBステージ状態の接着剤層を形成した。
【0128】
得られた接着剤層に対して、剥離基材への切り込み深さが10μm以下となるように調節して直径210mmの円形プリカット加工を行った。
【0129】
その後、接着剤層の不要部分を除去し、粘着フィルムをその粘着剤層が接着剤層と接するように、室温(25℃)、線圧9.8N/m、速度0.5m/分の条件で貼付けた。そして、粘着フィルムに対して、剥離基材への切り込み深さが10μm以下となるように調節して接着剤層と同心円状に直径290mmの円形プリカット加工を行うとともに、接着フィルムの不要部分が剥離基材短手方向の中心となるように加工を行った(第2の切断工程)。これにより、図4に示す構造を有する接着シートを得た。
【0130】
(比較例2)
接着剤層の膜厚を25μmとした以外は比較例1と同様にして接着シートを得た。
【0131】
(比較例3)
接着剤層の膜厚を40μmとした以外は比較例1と同様にして接着シートを得た。
【0132】
[巻き跡の転写抑制性評価試験]
実施例1〜3及び比較例1〜3の接着シートを、円形形状の粘着フィルムの数が300枚になるように、巻き取り張力を9.8N又は29.4Nとしてロール状に巻き取り、接着シートロールを作製した。得られた接着シートロールを2週間冷蔵庫内(5℃)で放置した。その後、接着シートロールを室温(25℃)に戻してからロールを解き、200枚目のフィルムについて、半導体ウェハに70℃で貼り付けた後の、ウェハ裏面ボイド有無を観察し、以下の評価基準に従って、○、△、×の3段階で接着シートの巻き跡の転写抑制性を評価した。その結果を表1に示す。
○:フィルム凹み(巻き跡の転写)起因のボイドが確認できない。
△:フィルム凹み(巻き跡の転写)起因の微小のボイドが確認できる。
×:フィルム凹み(巻き跡の転写)起因のボイドが確認できる。
【0133】
【表1】
【0134】
以上の結果から明らかなように、接着フィルムの不要部分が接着剤層の外側に、かつ、接着剤層と粘着フィルムの積層体の前後で交互になるように加工を行った(中心からずれている)、本発明の接着シート(実施例1〜3)によれば、比較例の接着シート(比較例1〜3)と比較して、ロール状に巻き取った場合において、接着剤層に巻き跡が転写されることを十分に抑制することができ、それによって、接着剤層を半導体ウェハに貼り付ける際にボイドの発生を十分に抑制することができることが確認された。
【符号の説明】
【0135】
1…剥離基材、2、22…接着剤層、3、23…粘着フィルム、5…金型、6…接着剤層不要部、10…積層体、11…巻芯、12…巻き跡(転写凹み)、20…粘着フィルムが取り除かれた部分(粘着フィルムを取り除く部分)、30…マーキング、70…有機基板、72…半導体素子、74…回路パターン、76…端子、78…ワイヤボンド、80…封止材、100、110、160、200、210、220、230…接着シート(接着シートロール)、300…半導体装置、F1…接着剤層の剥離基材に接する側と反対側の面。
【特許請求の範囲】
【請求項1】
長尺の剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムを有する接着シートであって、前記粘着フィルムを取り除く部分が短手方向(長手方向に直交する方向)の中心からずれていることを特徴とする接着シート。
【請求項2】
粘着フィルムを取り除く部分が、接着剤層よりも剥離基材の短手方向に対して外側にあり、ロール状に巻き取られた際に、前記粘着フィルムを取り除く部分と前記接着剤層が重ならないことを特徴とする請求項1記載の接着シート。
【請求項3】
粘着フィルムを取り除く部分が、剥離基材の短手方向の中心に対し、接着剤層と粘着フィルムの積層体の前後で左右交互に形成されることを特徴とする請求項1記載の接着シート。
【請求項4】
接着シートを被着体へ貼り付ける際の位置認識を目的として、粘着フィルム上に位置認識用マーキングを持つことを特徴とする請求項1記載の接着シート。
【請求項5】
粘着フィルムの厚みが10〜300μmであることを特徴とする請求項1〜4のいずれかに記載の接着シート。
【請求項6】
接着剤層の厚みが2〜200μmであることを特徴とする請求項1〜4のいずれかに記載の接着シート。
【請求項7】
接着剤層が、熱可塑性樹脂及び熱重合性成分を含有してなるものであることを特徴とする請求項1〜6のうちのいずれかに記載の接着シート。
【請求項8】
熱可塑性樹脂が、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分であることを特徴とする請求項7記載の接着シート。
【請求項9】
高分子量成分が、エポキシ基含有(メタ)アクリル酸エステル共重合体であることを特徴とする請求項8記載の接着シート。
【請求項10】
熱重合性成分が、エポキシ樹脂及びエポキシ樹脂硬化剤を含有してなるものであることを特徴とする請求項7〜9のうちのいずれかに記載の接着シート。
【請求項11】
接着剤層は、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることを特徴とする請求項1〜10のうちのいずれかに記載の接着シート。
【請求項12】
高エネルギー線の照射により、接着剤層と粘着フィルムとの間の粘着力が低下することを特徴とする請求項1〜11のうちのいずれかに記載の接着シート。
【請求項13】
請求項1〜12のうちのいずれかに記載の接着シートにおいて、接着剤層及び粘着フィルムからなる積層体を剥離基材から剥離し、前記積層体を、前記接着剤層側の面から半導体ウェハに貼り付けて積層体付き半導体ウェハを得る貼り付け工程と、前記積層体付き半導体ウェハを、前記接着剤層と前記粘着フィルムとの界面までダイシングし、前記半導体ウェハを所定の大きさの半導体素子に切断するダイシング工程と、前記粘着フィルムから前記半導体素子を前記接着剤層とともにピックアップし、接着剤層付き半導体素子を得るピックアップ工程と、前記接着剤層付き半導体素子における前記半導体素子を、前記接着剤層を介して被着体に接着する接着工程と、を含むことを特徴とする半導体装置の製造方法。
【請求項14】
被着体が、半導体素子搭載用の支持部材、又は、別の半導体素子であることを特徴とする請求項13記載の半導体装置の製造方法。
【請求項15】
請求項13又は14記載の半導体装置の製造方法により製造されていることを特徴とする半導体装置。
【請求項1】
長尺の剥離基材と、該剥離基材上に部分的に形成された所定の平面形状を有する接着剤層と、該接着剤層を覆い、且つ、該接着剤層の周囲で前記剥離基材に接するように形成された粘着フィルムを有する接着シートであって、前記粘着フィルムを取り除く部分が短手方向(長手方向に直交する方向)の中心からずれていることを特徴とする接着シート。
【請求項2】
粘着フィルムを取り除く部分が、接着剤層よりも剥離基材の短手方向に対して外側にあり、ロール状に巻き取られた際に、前記粘着フィルムを取り除く部分と前記接着剤層が重ならないことを特徴とする請求項1記載の接着シート。
【請求項3】
粘着フィルムを取り除く部分が、剥離基材の短手方向の中心に対し、接着剤層と粘着フィルムの積層体の前後で左右交互に形成されることを特徴とする請求項1記載の接着シート。
【請求項4】
接着シートを被着体へ貼り付ける際の位置認識を目的として、粘着フィルム上に位置認識用マーキングを持つことを特徴とする請求項1記載の接着シート。
【請求項5】
粘着フィルムの厚みが10〜300μmであることを特徴とする請求項1〜4のいずれかに記載の接着シート。
【請求項6】
接着剤層の厚みが2〜200μmであることを特徴とする請求項1〜4のいずれかに記載の接着シート。
【請求項7】
接着剤層が、熱可塑性樹脂及び熱重合性成分を含有してなるものであることを特徴とする請求項1〜6のうちのいずれかに記載の接着シート。
【請求項8】
熱可塑性樹脂が、官能性モノマーを含む重量平均分子量が10万以上である高分子量成分であることを特徴とする請求項7記載の接着シート。
【請求項9】
高分子量成分が、エポキシ基含有(メタ)アクリル酸エステル共重合体であることを特徴とする請求項8記載の接着シート。
【請求項10】
熱重合性成分が、エポキシ樹脂及びエポキシ樹脂硬化剤を含有してなるものであることを特徴とする請求項7〜9のうちのいずれかに記載の接着シート。
【請求項11】
接着剤層は、25℃での硬化前の貯蔵弾性率が10〜10000MPaであり、且つ、260℃での硬化後の貯蔵弾性率が0.5〜30MPaであることを特徴とする請求項1〜10のうちのいずれかに記載の接着シート。
【請求項12】
高エネルギー線の照射により、接着剤層と粘着フィルムとの間の粘着力が低下することを特徴とする請求項1〜11のうちのいずれかに記載の接着シート。
【請求項13】
請求項1〜12のうちのいずれかに記載の接着シートにおいて、接着剤層及び粘着フィルムからなる積層体を剥離基材から剥離し、前記積層体を、前記接着剤層側の面から半導体ウェハに貼り付けて積層体付き半導体ウェハを得る貼り付け工程と、前記積層体付き半導体ウェハを、前記接着剤層と前記粘着フィルムとの界面までダイシングし、前記半導体ウェハを所定の大きさの半導体素子に切断するダイシング工程と、前記粘着フィルムから前記半導体素子を前記接着剤層とともにピックアップし、接着剤層付き半導体素子を得るピックアップ工程と、前記接着剤層付き半導体素子における前記半導体素子を、前記接着剤層を介して被着体に接着する接着工程と、を含むことを特徴とする半導体装置の製造方法。
【請求項14】
被着体が、半導体素子搭載用の支持部材、又は、別の半導体素子であることを特徴とする請求項13記載の半導体装置の製造方法。
【請求項15】
請求項13又は14記載の半導体装置の製造方法により製造されていることを特徴とする半導体装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−1862(P2013−1862A)
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願番号】特願2011−136215(P2011−136215)
【出願日】平成23年6月20日(2011.6.20)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
【公開日】平成25年1月7日(2013.1.7)
【国際特許分類】
【出願日】平成23年6月20日(2011.6.20)
【出願人】(000004455)日立化成工業株式会社 (4,649)
【Fターム(参考)】
[ Back to top ]