
接着ビード又はプロットによる結合
構造部材は、キャビティを画定する1つ以上の壁を備える。キャビティを補強するためのシステムは、キャビティ内に存在するように構成された略硬質のキャリアを備える。キャリアは、キャリアに配置された経路を備えており、該経路はキャリアの外表面とキャリアの内表面との間に開孔部を提供する。接着剤は、キャリアの少なくとも一部の外表面と構造部材の壁との間の隙間に配置される。接着剤は、経路に近接して配置される。

【発明の詳細な説明】
【技術分野】
【0001】
多くの製品が、内部と外部との間にキャビティを有するパネルを備える。例えば、自動車やトラックなどの多くの車両が、このようなキャビティを有するパネルを備える。このようなパネルは、多くの異なる大きさ、形状及び構成を有することが可能である。一例では、該パネルは、細長い中空ピラー、レール、ビームなどの管状構造を一般に有することができ、該管状構造は、1つ以上の結合点によって接続されている。このようなキャビティは、一般に、多くの理由で補強される。パネルにおいてキャビティを補強することは、ノイズおよび振動を減らすと共に、構造的強度を与えることができる。このようなキャビティは、高強度鋼材を使用するか、構成要素の厚さを増加させるか、又は、追加的な補強を備えることで、補強されることができる。しかしながら、このような構造は、材料及び加工コストを増加させる。加えて、このような構造は重量を増加させ、燃料性能に否定的な影響を及ぼす。
【背景技術】
【0002】
キャビティの補強は、接着剤によって構造部材に結合される補強材又はキャリアを使用して、同様に達成することができる。接着剤はキャリアと構造部材との間に配置されており、2つの構成要素は共に締め付けられる。キャリアと構造部材との間の隙間は、加工組立許容誤差に基づいて変化することができる。したがって、接着剤の量が比較的一致している(relatively consistent)場合には、キャビティ内の接着剤の流れが、許容誤差に基づいて変化することができる。いくつかの状況において、接着剤は、キャビティの外側に流れる可能性がある。加えて、接着剤が所望の流路を遮断する可能性があり、実際にeコーティングが構造部材の表面を覆うのを妨げる可能性がある。
【発明の概要】
【課題を解決するための手段】
【0003】
以下で説明されるものは、キャビティを補強するためのシステム及び方法である。より詳しくは、本開示は構造部材の内部でキャビティを補強するキャリアに関する。これらのキャリア及び構造部材は接着剤を使用して互いに接着される。キャリアは、略硬質で、キャビティに存在するように構成される。キャリアは、キャリアに配置された経路を備えており、該経路は、キャリアの外表面とキャリアの内表面との間に開孔部を提供する。接着剤は、キャリアの少なくとも一部の外表面と構造部材の壁との間の隙間に配置される。接着剤は、経路に近接して配置される。
【0004】
特許請求の範囲が図示した例に限定されないが、さまざまな態様の正しい理解は、これらのさまざまな例の説明を通じて最もよく得られる。以下、図面を参照して、様々な例が、詳細に示される。図面はさまざまな実例を表すが、図面が必ずしも尺度通りの比率というわけではなく、ある特徴は、例の革新的な態様をうまく図示し説明するために、誇張されることがあり得る。更に、本明細書において説明される例は、網羅的であるように意図されておらず、また、図面で示され、且つ以下の詳細な説明で開示された正確な形状又は構成に限定又は制限するように意図されていない。典型的な実例が、以下の図面を参照にして詳細に説明される。
【図面の簡単な説明】
【0005】
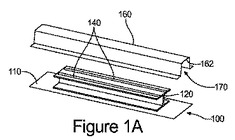
【図1A】キャビティを補強するための例示的なシステムを示す。
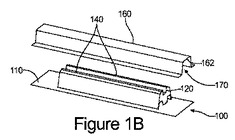
【図1B】キャビティを補強するための例示的なシステムを示す。
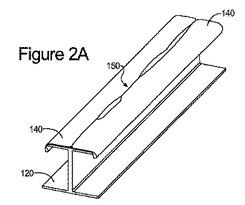
【図2A】締め付け後のキャリア上の接着剤を示す。
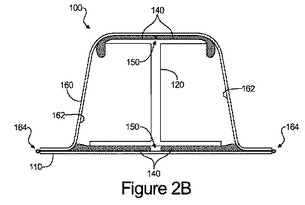
【図2B】締め付け後のキャリア上の接着剤を示す。
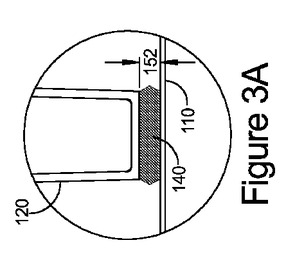
【図3A】システム100の断面図である。
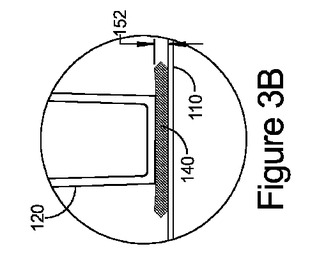
【図3B】システム100の断面図である。
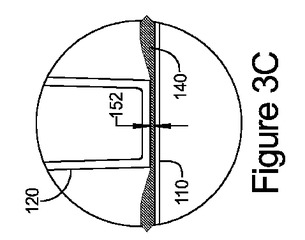
【図3C】システム100の断面図である。
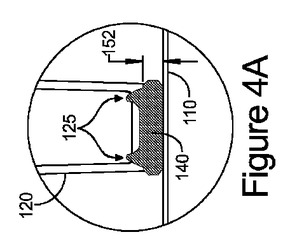
【図4A】キャリアが1つ以上の経路を備えている、システム100の断面図である。
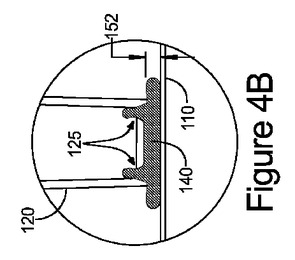
【図4B】キャリアが1つ以上の経路を備えている、システム100の断面図である。
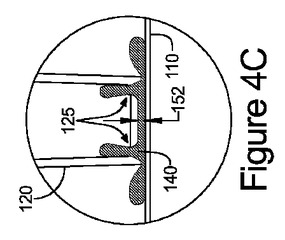
【図4C】キャリアが1つ以上の経路を備えている、システム100の断面図である。
【図5】接着剤なしで示された、I字状ビーム型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
【図6】接着剤なしで示された、W字型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
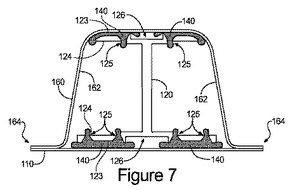
【図7】接着剤とともに示された、図5のシステムを示す。
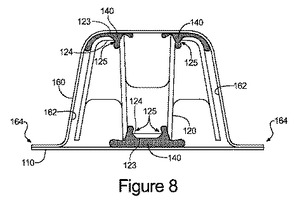
【図8】接着剤とともに示された、図6のシステムを示す。
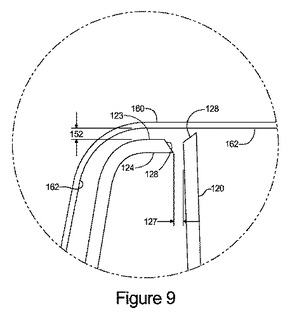
【図9】キャリアの経路の拡大図である。
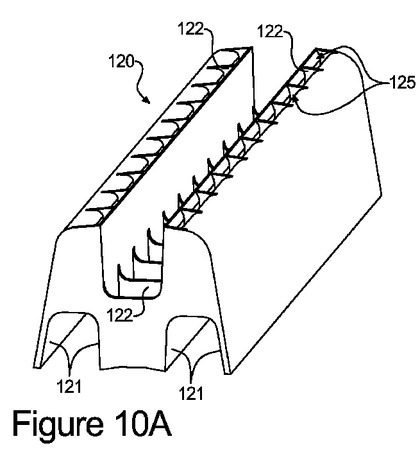
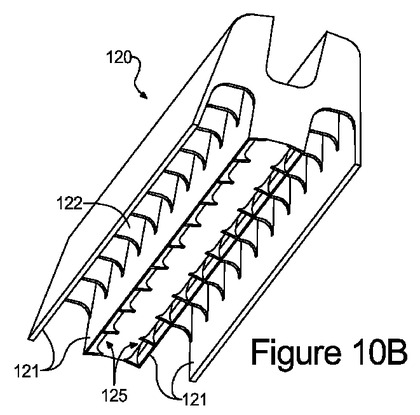
【図10A】例示的なW字型のキャリアを示す。
【図10B】例示的なW字型のキャリアを示す。
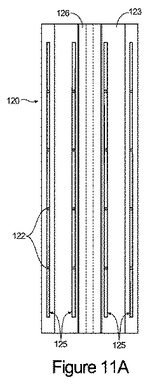
【図11A】I字状ビーム型のキャリアの上面図である。
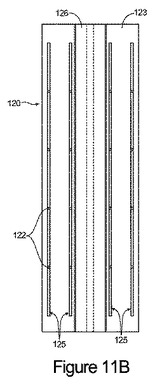
【図11B】I字状ビーム型のキャリアの下面図である。
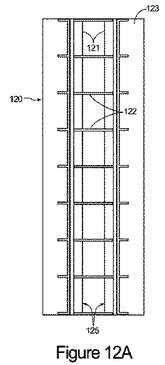
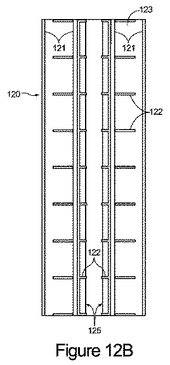
【図12A】W字型のキャリアの上面図である。
【図12B】W字型のキャリアの下面図である。
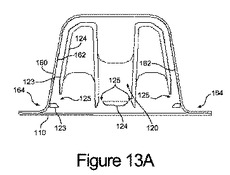
【図13A】接着剤なしで示された、別のW字状ビーム型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
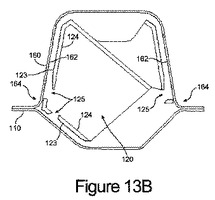
【図13B】接着剤なしで示された、Z字型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
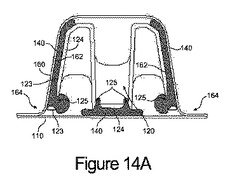
【図14A】接着剤とともに示された、図13Aのシステムを示す。
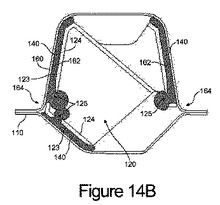
【図14B】接着剤とともに示された、図13Bのシステムを示す。
【発明を実施するための形態】
【0006】
限定されるものではないが、本明細書において説明される例は、構造部材に補強材を提供するように構成されたキャリアを含む。構造部材としては、例えば、車両などの製品内の、ビーム、溝、ピラー等が挙げられる。キャリアは、接着剤を使用して構造部材に接着される。一般的に、キャリア及び構造部材は、接着剤が移動して2つの構成要素の間を流れるように、締め付けられるか又は圧嵌される。さまざまな加工組立許容誤差のため、構造部材の表面を覆う接着剤の量が、構成要素の締め付け後に変化することがあり得る。構成要素間の隙間が小さなときは、接着剤がキャビティ外に締め出されるか、又は、計画された流体流路を遮断することがあり、その結果、eコートが構造部材の一部に接触するのを妨げる。本出願は、2008年9月1日に出願された、欧州出願公開第08163412号に関連しており、その全体が参照により組み込まれる。
【0007】
経路は、接着剤の近くで及び/又は接着剤の下で、キャリアに提供され、接着剤がキャリアを貫流することを可能にする。一般に、各経路は、キャリアの第1の外表面からキャリアの第2の内表面への間で、開口部を提供する。経路は、接着剤が流れるために追加的な広路を提供し、それによって、構造部材の表面を覆うことができる接着剤の量を調節する。したがって、接着剤がキャリアと構造部材との間で締め付けられた後に、構造部材の表面を覆っている接着剤の量は、加工許容誤差(例えば、隙間の大きさを変更すること)に関係なく、比較的一致したままであり得る。経路はまた、構造部材とキャリアとの間で接着剤を締め付けるために必要とされる力を減少させる。キャリアはまた、分割された流体流路又は専用の流体流路を提供するために、例えば、eコーティングが構造部材上を流れるように、1つ以上の溝を備えることができる。
【0008】
図1A及び図1Bは、キャビティを補強するための例示的なシステム100を示す。システム100は、キャリア120、接着剤140、及び構造部材160を備える。キャリア120は、キャビティ170内で嵌合するように一般に成形されており、該キャビティは、構造部材160の1つ以上の内壁162及び基部110によって画定される。キャリア120はまた、構造補強材を提供するために、構造部材160の2つ以上の対向壁162と接触するように、一般的に成形される。図1Aで示されるように、キャリア120は、I字型であるか、又は、I字状のビームとして実質的に成形される。図1Bでは、キャリア120は、一般に、W字型又はM字型である。当然ながら、キャリア120は、個々の用途に一般的に基づき、1つ以上のさまざまな異なる構成で成形することもできる。例えば、キャリア120は、H字型、C字型、U字型、Z字型、S字型、N字型、X字型、V字型、E字型、K字型、及びT字型などのように成形することができる。通常、キャリア120は実質的に硬質構造であり、この硬質構造は、構造部材160のキャビティ170の主軸又は長軸に対して平行な1つ以上の長手方向のリブ、及び、接着剤140を用いて壁162に接着される、場合によっては対向する2つ以上の外面を備える。加えて、キャリア120は、横方向のリブの配列を備えることもできる。
【0009】
図示されるように、接着剤140は、接着剤140が構造部材160と接触するように、キャリア120の外表面に沿って一連の平行な列の形で配置される。しかしながら、接着剤140は、キャリア120、構造部材160のいずれか、又は、その両方に配置することができ、列状、ビード状、プロット状などの形で配置されてもよい。接着剤140の量及び位置は、キャリア120がキャビティ170内に配置されるときに、接着剤140が構造部材160の1つ以上の内壁162と接触するように、決定される。接着剤140は、一般的に、キャリア120と構造部材160との間で締め付けられ、接着剤140をキャリア120及び構造部材160の表面に沿って流れさせる。接着剤140は、1つ以上の流体流路がキャリア120と内壁162との間に画定され、eコーティング液などの、流体が流れて、構造部材160の表面をコーティングすることを可能にするように、一般的に配置される。
【0010】
キャリア120は、補強材と称してもよく、通常は実質的に硬質で、アルミニウム若しくは鋼などの金属、プラスチック、ナイロン、ガラス繊維強化ナイロン、フォーム構造、有機的構造、又は、これらのいくつかの組み合わせから作ることができる。一例では、キャリア120は、熱可塑性材料から作られる。キャリア120は、押出成形工程、注入成形工程、又は、他の適切な工程を含む、任意のいくつかの異なる製造工程によって、製作することができる。キャリア120はまた、個々の用途に基づいて、局所化された補強を提供するために、1つ以上の追加的な特徴、又は、リブを含む構造的な強化を備えることができる。キャリア120の少なくとも一部は、構造部材160の一部に、形状において密接に適合するように設計することができる。例えば、キャリア120のキャリア部の1つ以上の外面を、構造部材160の1つ以上の内壁162に一般に適合するように構成することが可能である。
【0011】
接着剤140は、キャリア120を構造部材160に固定するために用いられる。接着剤140は、図1A及び図1Bに示されるように、例えばキャリアの外面に沿って、キャリア120に塗布されることができる。代替として、又は、追加として、接着剤140は、例えば構造部材160のキャビティを画定している1つ以上の内壁162に沿って、構造部材160に塗布されることができる。接着剤140は、構造部材160のキャビティ内の適切な位置にキャリア120を配置する前に、一般的に塗布される。キャリア120及び構造部材160は次いで、共に締め付けられる。キャリア120がキャビティ170内に配置されると、接着剤140は硬化し、それによって、キャリア120を構造部材160に接着する。
【0012】
接着剤140は、任意のいくつかの手段で塗布されることができる。例えば、接着剤140は、図1A及び図1Bに示されるように、キャリア120の外表面上に平行な線の形で塗布されることができる。接着剤140はまた、キャリア120及び/又は構造部材160の1つ以上の表面上に、ビード状又はプロット状に塗布されることもできる。接着剤140の長さ、幅、厚さ、形状、横断面、表面、量及び配置は、変化させることが可能であり、例えば最小コスト、最大強度、組み立て時間、硬化時間、間隙の大きさ、などの用途パラメータに基づいていてもよい。接着剤140は、接着剤140の厚さが、キャリア120と構造部材160の1つ以上の内壁162との間に画定された隙間の幅より厚くなるように、塗布される。一般に、構造部材160とキャリア120との間の隙間は、適切な位置に配置されるときに、構成要素の間の距離に基づいている。キャリア120が構造部材160に隣接してキャビティ170内に配置されるときは、接着剤140はキャリア120及び構造部材160に接触し、それによって、接着剤140は変形する。それ故に、接着剤140は、キャリア120を構造部材160に接着させることができる。接着剤140の量は、キャリア120と構造部材160との間に予め定められた隙間の距離に基づいてもよい。一例では、接着ビードの厚さは、キャリア120と構造部材160との間の隙間の幅の最低約150%である。
【0013】
接着剤140は、多くの接着剤のいずれかとされることができる。接着剤140は、実質的に非発泡性又は非膨張性の接着剤とされることができる。すなわち、接着剤140は、硬化するときに膨張が約20%未満の接着剤とされることができる。接着剤140は、硬化するときに膨張が約5%未満の接着剤とされることができ、又は接着剤140は、非膨張性接着剤とされることができる。接着剤140は、一般に、キャリア120が構造部材160に締め付けられるまで、接着剤がその形を保持するほど十分に高い粘性を有する。接着剤140は、硬化する前にペーストのような粘度を有することができ、且つ/又は、粘着性若しくはねばつきがあり得る。接着剤140は、ビンガム塑性体(Bingham plastic)のような働きをすることができ、十分な応力の適用前には、実質的な安定形を保持する。接着剤140は、空気に対する暴露、大気中の湿度、別の化学薬品、熱、光、又は、他の任意の適切な硬化方法に従って、硬化することができる。1つの方法によれば、接着剤140は、例えば加熱乾燥工程又はeコーティング工程中に熱にさらされるときに、硬化する接着剤である。接着剤140は、例えば、少なくとも樹脂及び硬化剤を備えた、ポリマー組成とされることができる。例えば、接着剤140は、ポリウレタン組成、ポリウレタン及びポリオールイソシアネート組成、アクリレート組成、エポキシード組成などとされることができる。接着剤140は、エポキシ樹脂、及び、例えばポリイソシアネート又はポリアミン硬化剤、マイクロカプセルに入れたアクリル又はメタクリレートなどの、硬化剤を備えることができる。適切な接着剤としては、国際公開第WO/2008/077944号パンフレットにおいて説明された接着剤が挙げられる。
【0014】
保護膜は、接着剤140の上に塗布されることができ、それによって、接着剤140が早期に硬化することを防止し、塵又は他の混入物が接着剤140に貼り付くのを防止し、湿気又は空気に対する露出から接着剤140を保護し、そして、有効期間及び接着性を保護する。保護膜は、接着剤140と共に押出成形されるか、又は、接着剤140の上部に塗布されることができる。一例によれば、保護膜は、ポリエチレンなどの、プラスチックとされることができる。保護膜は、構造部材160に近接してキャリア120を配置する前に、配置している間に、又は、配置した後に、除去されることができる。
【0015】
構造部材160は、一般的に、車両などの製品の構成要素である。例えば、構造部材160は、自動車又はトラックのビーム又はピラーなどの構造構成要素でもよい。構造部材160は、一般的に、鋼などの金属から製作された固体構成要素である。しかしながら、構造部材160は、例えば炭素繊維、プラスチックなどの、任意のいくつかの異なる材料から製作することができる。一般に、接着剤140は、キャリア120及び構造部材160の材料特性に基づいて選択されており、特定の用途要求に従って接着剤140を結合させることを確実にする。
【0016】
一般に、システム100は、キャリア120と構造部材160の壁162との間に予め定められた隙間を維持するように構成される。予め定められた隙間に基づいて、適量の接着剤140が、キャリア120又は壁162上に配置され、流体流路が、構成要素を共に締め付けた後に維持されることを確実にする。接着剤140の塗布量は、さまざまな許容誤差のための一定の量を計算に入れて、予め定められた隙間の大きさに基づいて、予め定めることができる。次に、キャリア120及び構造部材160が共に締め付けられ、接着剤140がキャリア120及び壁162の上を流れる。しかしながら、加工許容誤差によって、構成要素間の隙間の大きさが、変化する場合がある。したがって、図2A―図2B及び図3A―図3Cに示されるように、締め付け後に接着剤140によって覆われるキャリア120及び壁162の表面積は、変化する可能性がある。許容誤差が下限値(すなわち、より小さな隙間の大きさ)に近づくとき、締め付け後に接着剤140によって覆われる表面積は相当なもの(substantial)となり、流体流路を阻害し且つ/又は接着剤140を接合継ぎ目の外側に流れさせる可能性がある。
【0017】
図2A及び図2Bは、締め付けた後の接着剤140を示しており、キャリア120と構造部材160との間の隙間が比較的小さい、おそらく許容下限に近い。一般的に、接着剤140は、帯状、ビード状又はプロット状に提供されており、それによって、eコーティングがキャリア120と構造部材160との間に流れることを可能にするように、流体が、キャリア120の外表面に沿って、例えば流体流路を通じて流れることができることを確実にする。しかしながら、図2Aに示されるように、キャリア120と構造部材160との間の隙間が小さい、つまり許容下限に近い場合には、接着剤140の隣接した帯又はビードが互いに接触するように、接着剤140が締め付けられる場合があり、接着剤の帯の間の流体流路150を遮断する。図2Bに更に示されるように、接着剤140は、接合継ぎ目164の外側に押し出されることさえあり得る。
【0018】
図3A―図3Cはシステム100の断面図であり、隙間の許容誤差が、接着剤140によって覆われた表面積全体にどのように影響を及ぼすのかを図示する。図3A―図3Cはまた、キャリア120及び構造部材160が共に締め付けられた後の、システム100を示す。一般に、製造工程は、特定の許容限界を有する。塗布される接着剤140の量は、キャリア120と構造部材160との間の隙間の大きさと比較して、比較的一致している場合がある。一例では、隙間は、約1―3mmとなり得る。
【0019】
図3Aは、大きな隙間152、おそらくキャリア120と構造部材160の壁162及び/又は基部110との間の隙間の許容上限を示す。図3Bは、キャリア120と基部110との間の基準又は標準的な隙間152を示す。図3Cは、キャリア120と基部110との間の、非常に小さな隙間152、おそらく許容下限を示す。隙間152が、図3Cのように、許容下限に近づくとき、接着剤140は広い領域上に広がり、大きな表面積を覆い、場合によってはeコーティングがその領域を覆うことを妨げ、そして流体流路をおそらく遮断する。加えて、キャリア120及び構造部材160を共に締め付けるために必要とされる力の量が、著しく増加する。更に、キャリア120と構造部材160との間の荷重伝達特性は、接着剤140がキャリア120を構造部材160に接触させ、キャリア120を構造部材160に接着させる表面積の大きさと関連される場合がある。したがって、キャリア120と構造部材160との間で比較的一致している接触面領域を維持するために、さまざまな設計特性に基づいて、過剰な接着剤140を代替位置に送ることが望ましい。
【0020】
図4A―図4Cも、同様に、システム100の断面図である。しかしながら、図4A―図4Cでは、キャリア120は、経路125を含む。経路125は、接着剤140をキャリア120に貫流させ、その結果、接着剤の流れを調節して、接着剤140によって覆われる表面積の量、及び、構成要素を共に締め付けるために必要とされる力の量を減少させる。図4A及び図4Bに示されるように、接着剤140は、経路125を貫流することができる。それによって、接着剤140は、キャリア120の第1の外表面から、キャリア120の第2の内表面に通過することができる。したがって、経路125は、構造部材160の壁162及び/又は基部110を覆う接着剤140の量を減少させ、更に、キャリア120及び構造部材160を共に締め付けるために必要とされる力の量を減少させる。図4Cは、キャリア120及び/又は基部110と構造部材160の壁162との間の、非常に小さな隙間152、おそらく許容下限を示す。接着剤140は、経路125を貫流し、更に、基部110に沿って流れる。しかしながら、一部の接着剤140が経路125を貫流できるので、接着剤140によって覆われる表面積の量は著しく減少する。
【0021】
接着剤140は、経路125と関連して、多くの位置に配置することができる。一般に、互いに関連する経路125及び接着剤140の位置は、締め付けの前に説明される。一例では、経路125が接着剤140のビード又はプロットの下に直接位置するように、接着剤140がキャリア120上に配置される。別の例では、接着剤140が、経路125の一方の側に配置される。別の例では、キャリア125が2つ以上の経路125を備えてもよく、そして、接着剤140が多数の経路125の間に配置されてもよい。経路125は、連続的でもよく、接着剤140のビードの全長に延在してもよい。経路125は、また、横断方向のリブ又は横方向のリブによって、遮られてもよい。
【0022】
経路125の幅は、個々の用途に基づくことができ、接着剤の呼び厚さ(nominal thickness)及び許容誤差に依存していることができる。一例では、経路125は、約2―3mmの幅とすることができる。別の例では、経路125は、例えば、接着剤140の厚さが約0.5―2mmとなる接着剤140の薄層を利用する場合に、約1―1.5mmの幅とすることができる。経路125はまた、例えば、接着剤140の厚さが約2―3mmの厚層である場合に、約4―6mmの幅とすることができる。経路125の数、向き、配置及び寸法は、変化させることができ、個々の用途により決定することができる。
【0023】
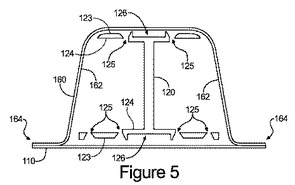
図5は、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置されるキャリア120を示す。図5に示されるように、キャリア120は、略I字状のビーム型キャリアであり、経路125及び溝126を備える。隙間は、キャリア120及び/又は基部110の少なくとも一部と、構造部材160の少なくとも1つの内壁162との間で画定される。キャリア120と1つ以上の内壁162との間の隙間は、キャリア120のデザイン、構成要素の加工組立許容誤差、及び個々の用途によって、ある程度、決定することができる。キャリア120と構造部材160との間の隙間は、約2mm及び約4mmとすることができる。別の例では、隙間は、約6mm未満とすることができる。別の例では、隙間は、約0.5mm未満とすることができる。隙間への接着剤140の配置は、キャリア120の外表面に沿った1つ以上の位置で、構造部材160にキャリア120の選択的付着を与えることができる。
【0024】
図5に示されるように、経路125は、キャリア120の外表面123から内表面124への間の開孔部又は開口部である。キャリア120の外表面123は、構造部材160の壁162に近接して方向付けられ、接着剤140を使用して構造部材160に接着される。内表面124は、外表面123と反対側に配置されており、且つキャリア120の内部に近接して配置される。接着剤140は外表面123に一般に配置され、そして、キャリア120及び構造部材160が共に締め付けられるときに、接着剤140は、外表面123から経路125を通じて内表面124に流れることができる。したがって、過剰な接着剤140は、壁162に沿って又は接合継ぎ目164の外側に流れるのとは対照的に、キャリア120の内部に存在する。
【0025】
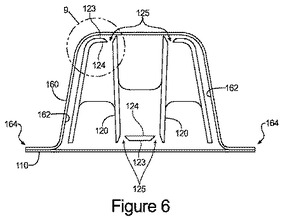
図6は、接着剤140のない、システム100の別の断面図であり、該断面図において、構造部材160に近接して配置されるキャリア120を示す。図6に示されるように、キャリア120は、実質的にW字型又はM字型であり、経路125及び溝126を備える。それぞれの上部ショルダは1つの経路125を備えており、そして、下部中間部は2本の経路125を備える。経路125の大きさ、形及び位置は、個々の用途に基づいて、変化させてもよい。一例では、下部の経路125は、約10―14mmの間隔で配置される。図6で示されるように、経路125は外表面123と内表面124との間の開孔部又は開口部であり、それによって、接着剤140が外表面123から経路125を通じて内表面124へ流れることを可能にする。接着剤140が変形し、キャリア120及び構造部材160を接触するように、接着剤140は隙間に配置される。接着剤140は、また、キャリア120に基部110を結合させるために配置することができる。上記したように、構成要素が共に締め付けられた後に、接着剤140によって覆われる表面積の量が変化する場合があり、許容誤差が、非常に小さい隙間などの下限に近づく所で、流体流路を阻害する可能性がある。キャリア120は、経路125及び溝126を備える。経路125は、接着剤140が流れるために代替の広路を提供し、それ故に、キャリア120及び構造部材160を共に締め付けた後に、接着剤140によって覆われる表面積の量を減少させる。更に、経路125はまた、接着剤140を変形させ、キャビティ内に適切にキャリア120を配置するために必要とされる力の量も減少させる。
【0026】
溝126は、eコーティング流体などの流体が、キャリア120と構造部材160と基部110との間を流れるように専用の流体流路を提供する。一例では、溝126は、幅約10―15mmとすることができる。別の例では、溝126は、幅約5―50mmとすることができ、キャリア120の大きさ、形及び構成に依存している。溝126は、接着剤140の厚さ及びさまざまな加工組立許容誤差に依存している深さを有してもよい。一例では、溝127は、約2―3mmの深さを有する。別の例では、溝127は、約1―6mmの深さを有することができる。
【0027】
図7及び図8に更に示されるように、接着剤140は、基部110及び構造部材160の壁162に沿って流れる。接着剤140はまた、経路125を貫流しており、それによって、接着剤140の隣接するビード又は列が、互いに接触して、流体流路を遮断するのを防止する。図7及び図8に示されるように、接着剤140は経路125を貫流し、外表面123から内表面124へと流れる。加えて、溝126は、例えばeコーティング工程の間に、流体が流れるために追加的な空間を提供する。加えて、接着剤140には、キャリア120を貫流するために追加的な広路が設けられているので、構造部材160にキャリア120を締め付けるために必要とされる力の量が減少される。更に、隙間が許容下限などの比較的小さいときに、接着剤140は、キャリア120を貫流することができ、接合継ぎ目164を通じて流れ出しにくい傾向にある。
【0028】
図9は、図6の経路125の拡大図である。図9に示されるように、キャリア120と構造部材160の壁162との間の上記の隙間152は、変化する場合がある。一例では、隙間152は、幅約1―3mmとすることができる。加えて、経路125(単数又は複数)の大きさ、形、向き及び位置は、隙間152の大きさ、接着剤140の量、キャリア120の大きさなどを含む、任意の複数の要因に基づいて、変化してもよい。図9に示されるように、経路125は、傾斜した縁部128を備える。該傾斜した縁部128は、壁162と垂直又は平行であり得る。傾斜した縁部128はまた、経路125を通過する接着剤140の流れを方向付けるのを支援するために、約10°から約45°に傾斜されていることができる。加えて、傾斜した縁部128は、尖っていてもよく、また、締め付けの間、経路125を通過する接着剤140の流れを促進するために、丸みを備えてもよい。
【0029】
上記のように、経路125は、接着剤の呼び厚さ及び許容誤差を含む、多くの要因に基づいて変化する幅127を有することができる。一例では、経路125の幅127は、約2―3mmである。別の例では、例えば、厚さ約0.5―2mmの接着剤140の層を使用するとき、幅127は1―1.5mmとすることができる。例えば、厚さ約2―3mmの接着剤140の層を使用するとき、経路125の幅は、同様に、約4―6mmとすることができる。
【0030】
図10A及び図10Bは、キャリア120の1つの例を示す。図10A及び図10Bに示されるように、キャリア120は、経路125を備えた実質的にW字型又はM字型のキャリアである。キャリア120はまた、キャリア120の全長にあたる主要な長手方向のリブ121、及び、複数の横方向のリブ122を備える。横方向のリブ122はまた、接着剤140のビード又はプロットの片側又は両側に追加することができる。横方向のリブ122は、座屈又は主要な長手方向のリブ121及び/又はキャリア120の任意の他の部分を避けるように、キャリア120に追加的な構造的支持を提供する。横方向のリブ122は、任意の複数の設計パラメータに基づいて、成形され、且つ方向付けられることができる。一例では、横方向のリブ122は、高さ約0.5―1mmで、高さ2―3mmの間とすることができる。横方向のリブ122は、約0.5―1mmの厚さを有することができ、厚さ約2―3mmとすることができる。
【0031】
図11Aは上面図であり、図11Bは、図5及び図7で示されるような、I字状のビーム型のキャリア120の下面図である。図示されるように、キャリア120は複数の経路125を備えており、該経路125は、外表面123に沿って周期的に間隔を置いて配置され、内表面124に貫流するために接着剤のための通路を提供する。上記のように、経路125は、図11A及び図11Bで示されるように、キャリア120の全長に実質的に連続的に延在してもよい。代替として、経路125はキャリア120に沿って周期的に間隔を置いて配置されてもよく、又は、横向きリブ若しくは横断リブと称することもできる横方向のリブによって分離されてもよい。経路125の数、配列、向き、大きさ及び形状は、個々の用途、接着剤140のビード若しくはプロットの数、又は、上記のような、他の任意の設計の検討に依存してもよい。
【0032】
図12Aは上面図であり、図12Bは、図6及び図8で示されるような、W字型又はM字型のキャリア120の下面図である。図示されるように、キャリア120は複数の経路125を備えており、該複数の経路125は、外表面123に沿って周期的に間隔を置いて配置され、内表面124に貫流するために接着剤のための通路を提供する。キャリア120はまた、キャリア120の全長にあたる主要な長手方向のリブ121、及び、複数の横方向のリブ122を備える。横方向のリブ122は、接着剤140が経路125に貫流するように方向付けるために配置される。横方向のリブ122はまた、接着剤140の横方向の流れを限定することができ、これにより、過剰な接着剤140の位置を更に制御する。このような構成は、接着剤140、特に過剰な接着剤を指定された領域に方向付けることを確実にする。一例では、指定された領域は、接着剤140が洗浄又は処理浴において洗い落とされることを避けるように、少量のeコーティング流れにさらされる領域である。別の例では、指定された領域は、単に、溝126などの溝から間隔をおいて配置される領域である。
【0033】
図13Aは、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置された更に別のW字型又はM字型のキャリア120を示す。図13Aに示されるように、キャリア120は、複数の経路125を備える。キャリア120の下部中間部は2本の経路125を備えており、そして、キャリア120のそれぞれの対向する下端は経路125を備える。経路125の大きさ、形及び位置は、個々の用途に基づいて、変化させてもよい。一例では、下の経路125は、約10―14mmの間隔で配置される。図13Aに示されるように、経路125は、外表面123と内表面124との間の開孔部又は開口部である。したがって、接着剤140は、外表面123から経路125を通じて内表面124まで流れることが可能であり、それによって、キャリア120に基部110を結合する。上記したように、構成要素が共に締め付けられた後に、接着剤140によって覆われる表面積の量が変化する場合があり、許容誤差が、非常に小さい隙間などの下限に近づく所で、流体流路を阻害する可能性がある。キャリア120は、接着剤140が流れるために代替の広路を提供する経路125を備えており、これによって、キャリア120及び構造部材160を共に締め付けた後に接着剤140によって覆われる表面積の量を減少させる。更に、経路125は、接着剤140を変形させ、キャビティ内に適切にキャリア120を配置するために必要とされる力の量も減少させる。
【0034】
図13Bは、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置されたZ字型のキャリア120を示す。図13Aに示されるように、キャリア120は、複数の経路125を備える。キャリア120の下部中間部は2本の経路125を備え、そして、キャリア120の1つの外側末端は、同様に、1本の経路125を備える。
【0035】
図14A及び図14Bに更に示されるように、接着剤140は、基部110及び構造部材160の壁162に沿って流れる。接着剤140はまた、経路125を貫流し、それによって、接着剤140の隣接するビード又は列が、互いに接触し、且つ流体流路を遮断するのを防止する。図14A及び図14Bに示されるように、接着剤140は、経路125を貫流して、外表面123から内表面124へと流れ、そして、構造部材160にキャリア120を結合する。加えて、接着剤140には、キャリア120を貫流するために追加的な広路が設けられるので、構造部材160にキャリア120を締め付けるために必要とされる力の量が減少する。
【0036】
本明細書において説明された工程、システム、及び方法等に関して、このような工程の複数の段階等が一定の秩序ある順序に従って生じると説明されているけれども、このような工程が、本明細書において説明された順序以外の順序で実行される、説明された段階によって実施できることは、理解されるべきである。いくつかの段階が同時に実行できること、他の段階を追加できること、又は、本明細書において説明された、いくつかの段階を省略できることは、さらに理解されるべきである。言い換えれば、本明細書の工程の説明は、あるシステムを図示する目的のために提供されており、限定するものとして決して解釈されるべきではない。
【0037】
したがって、上記の説明は、例示的であり、限定するものではないことを理解すべきである。上記の説明は、例示的とされるように意図されたものであり、限定するように意図されたものではない。提供された例以外の多くの方法及び用途が、上記の説明を読み込むと、即座に、当業者にとって明らかになるであろう。本開示の技術的範囲は、上記の説明に関してではなく、このような特許請求の範囲が与えられる等価物の全技術的範囲とともに、添付の特許請求の範囲に関して決定されなければならない。将来の開発が本明細書において述べられた技術で生じることが、そして、開示されたシステム及び方法がこのような将来の方法に組み込まれることが、予測及び意図される。つまり、本開示は修正及び変更が可能であり、以下の特許請求の範囲によってのみ限定されることは、理解されるべきである。
【0038】
特許請求の範囲において使用されるすべての用語は、それとは反対の明示的な指示が本明細書においてなされていない限り、当業者によって理解される最も広い合理的な解釈及び通常の意味を与えられるように意図されている。特に、「ある(a)」、「前記(the)」、「前記(said)」等の、単一の冠詞の使用は、請求項が反対の明確な限定を列挙しない限り、示された要素の1つ以上を列挙するために読み込まれなければならない。
【符号の説明】
【0039】
100 システム
110 基部
120 キャリア
121 長手方向のリブ
122 横方向のリブ
123 外表面
124 内表面
125 経路
126 溝
127 溝
128 傾斜した縁部
140 接着剤
150 流体型路
152 隙間
160 構造部材
162 内壁、壁
164 接合継ぎ目
170 キャビティ
【技術分野】
【0001】
多くの製品が、内部と外部との間にキャビティを有するパネルを備える。例えば、自動車やトラックなどの多くの車両が、このようなキャビティを有するパネルを備える。このようなパネルは、多くの異なる大きさ、形状及び構成を有することが可能である。一例では、該パネルは、細長い中空ピラー、レール、ビームなどの管状構造を一般に有することができ、該管状構造は、1つ以上の結合点によって接続されている。このようなキャビティは、一般に、多くの理由で補強される。パネルにおいてキャビティを補強することは、ノイズおよび振動を減らすと共に、構造的強度を与えることができる。このようなキャビティは、高強度鋼材を使用するか、構成要素の厚さを増加させるか、又は、追加的な補強を備えることで、補強されることができる。しかしながら、このような構造は、材料及び加工コストを増加させる。加えて、このような構造は重量を増加させ、燃料性能に否定的な影響を及ぼす。
【背景技術】
【0002】
キャビティの補強は、接着剤によって構造部材に結合される補強材又はキャリアを使用して、同様に達成することができる。接着剤はキャリアと構造部材との間に配置されており、2つの構成要素は共に締め付けられる。キャリアと構造部材との間の隙間は、加工組立許容誤差に基づいて変化することができる。したがって、接着剤の量が比較的一致している(relatively consistent)場合には、キャビティ内の接着剤の流れが、許容誤差に基づいて変化することができる。いくつかの状況において、接着剤は、キャビティの外側に流れる可能性がある。加えて、接着剤が所望の流路を遮断する可能性があり、実際にeコーティングが構造部材の表面を覆うのを妨げる可能性がある。
【発明の概要】
【課題を解決するための手段】
【0003】
以下で説明されるものは、キャビティを補強するためのシステム及び方法である。より詳しくは、本開示は構造部材の内部でキャビティを補強するキャリアに関する。これらのキャリア及び構造部材は接着剤を使用して互いに接着される。キャリアは、略硬質で、キャビティに存在するように構成される。キャリアは、キャリアに配置された経路を備えており、該経路は、キャリアの外表面とキャリアの内表面との間に開孔部を提供する。接着剤は、キャリアの少なくとも一部の外表面と構造部材の壁との間の隙間に配置される。接着剤は、経路に近接して配置される。
【0004】
特許請求の範囲が図示した例に限定されないが、さまざまな態様の正しい理解は、これらのさまざまな例の説明を通じて最もよく得られる。以下、図面を参照して、様々な例が、詳細に示される。図面はさまざまな実例を表すが、図面が必ずしも尺度通りの比率というわけではなく、ある特徴は、例の革新的な態様をうまく図示し説明するために、誇張されることがあり得る。更に、本明細書において説明される例は、網羅的であるように意図されておらず、また、図面で示され、且つ以下の詳細な説明で開示された正確な形状又は構成に限定又は制限するように意図されていない。典型的な実例が、以下の図面を参照にして詳細に説明される。
【図面の簡単な説明】
【0005】
【図1A】キャビティを補強するための例示的なシステムを示す。
【図1B】キャビティを補強するための例示的なシステムを示す。
【図2A】締め付け後のキャリア上の接着剤を示す。
【図2B】締め付け後のキャリア上の接着剤を示す。
【図3A】システム100の断面図である。
【図3B】システム100の断面図である。
【図3C】システム100の断面図である。
【図4A】キャリアが1つ以上の経路を備えている、システム100の断面図である。
【図4B】キャリアが1つ以上の経路を備えている、システム100の断面図である。
【図4C】キャリアが1つ以上の経路を備えている、システム100の断面図である。
【図5】接着剤なしで示された、I字状ビーム型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
【図6】接着剤なしで示された、W字型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
【図7】接着剤とともに示された、図5のシステムを示す。
【図8】接着剤とともに示された、図6のシステムを示す。
【図9】キャリアの経路の拡大図である。
【図10A】例示的なW字型のキャリアを示す。
【図10B】例示的なW字型のキャリアを示す。
【図11A】I字状ビーム型のキャリアの上面図である。
【図11B】I字状ビーム型のキャリアの下面図である。
【図12A】W字型のキャリアの上面図である。
【図12B】W字型のキャリアの下面図である。
【図13A】接着剤なしで示された、別のW字状ビーム型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
【図13B】接着剤なしで示された、Z字型のキャリアを用いてキャビティを補強するための例示的なシステムを示す。
【図14A】接着剤とともに示された、図13Aのシステムを示す。
【図14B】接着剤とともに示された、図13Bのシステムを示す。
【発明を実施するための形態】
【0006】
限定されるものではないが、本明細書において説明される例は、構造部材に補強材を提供するように構成されたキャリアを含む。構造部材としては、例えば、車両などの製品内の、ビーム、溝、ピラー等が挙げられる。キャリアは、接着剤を使用して構造部材に接着される。一般的に、キャリア及び構造部材は、接着剤が移動して2つの構成要素の間を流れるように、締め付けられるか又は圧嵌される。さまざまな加工組立許容誤差のため、構造部材の表面を覆う接着剤の量が、構成要素の締め付け後に変化することがあり得る。構成要素間の隙間が小さなときは、接着剤がキャビティ外に締め出されるか、又は、計画された流体流路を遮断することがあり、その結果、eコートが構造部材の一部に接触するのを妨げる。本出願は、2008年9月1日に出願された、欧州出願公開第08163412号に関連しており、その全体が参照により組み込まれる。
【0007】
経路は、接着剤の近くで及び/又は接着剤の下で、キャリアに提供され、接着剤がキャリアを貫流することを可能にする。一般に、各経路は、キャリアの第1の外表面からキャリアの第2の内表面への間で、開口部を提供する。経路は、接着剤が流れるために追加的な広路を提供し、それによって、構造部材の表面を覆うことができる接着剤の量を調節する。したがって、接着剤がキャリアと構造部材との間で締め付けられた後に、構造部材の表面を覆っている接着剤の量は、加工許容誤差(例えば、隙間の大きさを変更すること)に関係なく、比較的一致したままであり得る。経路はまた、構造部材とキャリアとの間で接着剤を締め付けるために必要とされる力を減少させる。キャリアはまた、分割された流体流路又は専用の流体流路を提供するために、例えば、eコーティングが構造部材上を流れるように、1つ以上の溝を備えることができる。
【0008】
図1A及び図1Bは、キャビティを補強するための例示的なシステム100を示す。システム100は、キャリア120、接着剤140、及び構造部材160を備える。キャリア120は、キャビティ170内で嵌合するように一般に成形されており、該キャビティは、構造部材160の1つ以上の内壁162及び基部110によって画定される。キャリア120はまた、構造補強材を提供するために、構造部材160の2つ以上の対向壁162と接触するように、一般的に成形される。図1Aで示されるように、キャリア120は、I字型であるか、又は、I字状のビームとして実質的に成形される。図1Bでは、キャリア120は、一般に、W字型又はM字型である。当然ながら、キャリア120は、個々の用途に一般的に基づき、1つ以上のさまざまな異なる構成で成形することもできる。例えば、キャリア120は、H字型、C字型、U字型、Z字型、S字型、N字型、X字型、V字型、E字型、K字型、及びT字型などのように成形することができる。通常、キャリア120は実質的に硬質構造であり、この硬質構造は、構造部材160のキャビティ170の主軸又は長軸に対して平行な1つ以上の長手方向のリブ、及び、接着剤140を用いて壁162に接着される、場合によっては対向する2つ以上の外面を備える。加えて、キャリア120は、横方向のリブの配列を備えることもできる。
【0009】
図示されるように、接着剤140は、接着剤140が構造部材160と接触するように、キャリア120の外表面に沿って一連の平行な列の形で配置される。しかしながら、接着剤140は、キャリア120、構造部材160のいずれか、又は、その両方に配置することができ、列状、ビード状、プロット状などの形で配置されてもよい。接着剤140の量及び位置は、キャリア120がキャビティ170内に配置されるときに、接着剤140が構造部材160の1つ以上の内壁162と接触するように、決定される。接着剤140は、一般的に、キャリア120と構造部材160との間で締め付けられ、接着剤140をキャリア120及び構造部材160の表面に沿って流れさせる。接着剤140は、1つ以上の流体流路がキャリア120と内壁162との間に画定され、eコーティング液などの、流体が流れて、構造部材160の表面をコーティングすることを可能にするように、一般的に配置される。
【0010】
キャリア120は、補強材と称してもよく、通常は実質的に硬質で、アルミニウム若しくは鋼などの金属、プラスチック、ナイロン、ガラス繊維強化ナイロン、フォーム構造、有機的構造、又は、これらのいくつかの組み合わせから作ることができる。一例では、キャリア120は、熱可塑性材料から作られる。キャリア120は、押出成形工程、注入成形工程、又は、他の適切な工程を含む、任意のいくつかの異なる製造工程によって、製作することができる。キャリア120はまた、個々の用途に基づいて、局所化された補強を提供するために、1つ以上の追加的な特徴、又は、リブを含む構造的な強化を備えることができる。キャリア120の少なくとも一部は、構造部材160の一部に、形状において密接に適合するように設計することができる。例えば、キャリア120のキャリア部の1つ以上の外面を、構造部材160の1つ以上の内壁162に一般に適合するように構成することが可能である。
【0011】
接着剤140は、キャリア120を構造部材160に固定するために用いられる。接着剤140は、図1A及び図1Bに示されるように、例えばキャリアの外面に沿って、キャリア120に塗布されることができる。代替として、又は、追加として、接着剤140は、例えば構造部材160のキャビティを画定している1つ以上の内壁162に沿って、構造部材160に塗布されることができる。接着剤140は、構造部材160のキャビティ内の適切な位置にキャリア120を配置する前に、一般的に塗布される。キャリア120及び構造部材160は次いで、共に締め付けられる。キャリア120がキャビティ170内に配置されると、接着剤140は硬化し、それによって、キャリア120を構造部材160に接着する。
【0012】
接着剤140は、任意のいくつかの手段で塗布されることができる。例えば、接着剤140は、図1A及び図1Bに示されるように、キャリア120の外表面上に平行な線の形で塗布されることができる。接着剤140はまた、キャリア120及び/又は構造部材160の1つ以上の表面上に、ビード状又はプロット状に塗布されることもできる。接着剤140の長さ、幅、厚さ、形状、横断面、表面、量及び配置は、変化させることが可能であり、例えば最小コスト、最大強度、組み立て時間、硬化時間、間隙の大きさ、などの用途パラメータに基づいていてもよい。接着剤140は、接着剤140の厚さが、キャリア120と構造部材160の1つ以上の内壁162との間に画定された隙間の幅より厚くなるように、塗布される。一般に、構造部材160とキャリア120との間の隙間は、適切な位置に配置されるときに、構成要素の間の距離に基づいている。キャリア120が構造部材160に隣接してキャビティ170内に配置されるときは、接着剤140はキャリア120及び構造部材160に接触し、それによって、接着剤140は変形する。それ故に、接着剤140は、キャリア120を構造部材160に接着させることができる。接着剤140の量は、キャリア120と構造部材160との間に予め定められた隙間の距離に基づいてもよい。一例では、接着ビードの厚さは、キャリア120と構造部材160との間の隙間の幅の最低約150%である。
【0013】
接着剤140は、多くの接着剤のいずれかとされることができる。接着剤140は、実質的に非発泡性又は非膨張性の接着剤とされることができる。すなわち、接着剤140は、硬化するときに膨張が約20%未満の接着剤とされることができる。接着剤140は、硬化するときに膨張が約5%未満の接着剤とされることができ、又は接着剤140は、非膨張性接着剤とされることができる。接着剤140は、一般に、キャリア120が構造部材160に締め付けられるまで、接着剤がその形を保持するほど十分に高い粘性を有する。接着剤140は、硬化する前にペーストのような粘度を有することができ、且つ/又は、粘着性若しくはねばつきがあり得る。接着剤140は、ビンガム塑性体(Bingham plastic)のような働きをすることができ、十分な応力の適用前には、実質的な安定形を保持する。接着剤140は、空気に対する暴露、大気中の湿度、別の化学薬品、熱、光、又は、他の任意の適切な硬化方法に従って、硬化することができる。1つの方法によれば、接着剤140は、例えば加熱乾燥工程又はeコーティング工程中に熱にさらされるときに、硬化する接着剤である。接着剤140は、例えば、少なくとも樹脂及び硬化剤を備えた、ポリマー組成とされることができる。例えば、接着剤140は、ポリウレタン組成、ポリウレタン及びポリオールイソシアネート組成、アクリレート組成、エポキシード組成などとされることができる。接着剤140は、エポキシ樹脂、及び、例えばポリイソシアネート又はポリアミン硬化剤、マイクロカプセルに入れたアクリル又はメタクリレートなどの、硬化剤を備えることができる。適切な接着剤としては、国際公開第WO/2008/077944号パンフレットにおいて説明された接着剤が挙げられる。
【0014】
保護膜は、接着剤140の上に塗布されることができ、それによって、接着剤140が早期に硬化することを防止し、塵又は他の混入物が接着剤140に貼り付くのを防止し、湿気又は空気に対する露出から接着剤140を保護し、そして、有効期間及び接着性を保護する。保護膜は、接着剤140と共に押出成形されるか、又は、接着剤140の上部に塗布されることができる。一例によれば、保護膜は、ポリエチレンなどの、プラスチックとされることができる。保護膜は、構造部材160に近接してキャリア120を配置する前に、配置している間に、又は、配置した後に、除去されることができる。
【0015】
構造部材160は、一般的に、車両などの製品の構成要素である。例えば、構造部材160は、自動車又はトラックのビーム又はピラーなどの構造構成要素でもよい。構造部材160は、一般的に、鋼などの金属から製作された固体構成要素である。しかしながら、構造部材160は、例えば炭素繊維、プラスチックなどの、任意のいくつかの異なる材料から製作することができる。一般に、接着剤140は、キャリア120及び構造部材160の材料特性に基づいて選択されており、特定の用途要求に従って接着剤140を結合させることを確実にする。
【0016】
一般に、システム100は、キャリア120と構造部材160の壁162との間に予め定められた隙間を維持するように構成される。予め定められた隙間に基づいて、適量の接着剤140が、キャリア120又は壁162上に配置され、流体流路が、構成要素を共に締め付けた後に維持されることを確実にする。接着剤140の塗布量は、さまざまな許容誤差のための一定の量を計算に入れて、予め定められた隙間の大きさに基づいて、予め定めることができる。次に、キャリア120及び構造部材160が共に締め付けられ、接着剤140がキャリア120及び壁162の上を流れる。しかしながら、加工許容誤差によって、構成要素間の隙間の大きさが、変化する場合がある。したがって、図2A―図2B及び図3A―図3Cに示されるように、締め付け後に接着剤140によって覆われるキャリア120及び壁162の表面積は、変化する可能性がある。許容誤差が下限値(すなわち、より小さな隙間の大きさ)に近づくとき、締め付け後に接着剤140によって覆われる表面積は相当なもの(substantial)となり、流体流路を阻害し且つ/又は接着剤140を接合継ぎ目の外側に流れさせる可能性がある。
【0017】
図2A及び図2Bは、締め付けた後の接着剤140を示しており、キャリア120と構造部材160との間の隙間が比較的小さい、おそらく許容下限に近い。一般的に、接着剤140は、帯状、ビード状又はプロット状に提供されており、それによって、eコーティングがキャリア120と構造部材160との間に流れることを可能にするように、流体が、キャリア120の外表面に沿って、例えば流体流路を通じて流れることができることを確実にする。しかしながら、図2Aに示されるように、キャリア120と構造部材160との間の隙間が小さい、つまり許容下限に近い場合には、接着剤140の隣接した帯又はビードが互いに接触するように、接着剤140が締め付けられる場合があり、接着剤の帯の間の流体流路150を遮断する。図2Bに更に示されるように、接着剤140は、接合継ぎ目164の外側に押し出されることさえあり得る。
【0018】
図3A―図3Cはシステム100の断面図であり、隙間の許容誤差が、接着剤140によって覆われた表面積全体にどのように影響を及ぼすのかを図示する。図3A―図3Cはまた、キャリア120及び構造部材160が共に締め付けられた後の、システム100を示す。一般に、製造工程は、特定の許容限界を有する。塗布される接着剤140の量は、キャリア120と構造部材160との間の隙間の大きさと比較して、比較的一致している場合がある。一例では、隙間は、約1―3mmとなり得る。
【0019】
図3Aは、大きな隙間152、おそらくキャリア120と構造部材160の壁162及び/又は基部110との間の隙間の許容上限を示す。図3Bは、キャリア120と基部110との間の基準又は標準的な隙間152を示す。図3Cは、キャリア120と基部110との間の、非常に小さな隙間152、おそらく許容下限を示す。隙間152が、図3Cのように、許容下限に近づくとき、接着剤140は広い領域上に広がり、大きな表面積を覆い、場合によってはeコーティングがその領域を覆うことを妨げ、そして流体流路をおそらく遮断する。加えて、キャリア120及び構造部材160を共に締め付けるために必要とされる力の量が、著しく増加する。更に、キャリア120と構造部材160との間の荷重伝達特性は、接着剤140がキャリア120を構造部材160に接触させ、キャリア120を構造部材160に接着させる表面積の大きさと関連される場合がある。したがって、キャリア120と構造部材160との間で比較的一致している接触面領域を維持するために、さまざまな設計特性に基づいて、過剰な接着剤140を代替位置に送ることが望ましい。
【0020】
図4A―図4Cも、同様に、システム100の断面図である。しかしながら、図4A―図4Cでは、キャリア120は、経路125を含む。経路125は、接着剤140をキャリア120に貫流させ、その結果、接着剤の流れを調節して、接着剤140によって覆われる表面積の量、及び、構成要素を共に締め付けるために必要とされる力の量を減少させる。図4A及び図4Bに示されるように、接着剤140は、経路125を貫流することができる。それによって、接着剤140は、キャリア120の第1の外表面から、キャリア120の第2の内表面に通過することができる。したがって、経路125は、構造部材160の壁162及び/又は基部110を覆う接着剤140の量を減少させ、更に、キャリア120及び構造部材160を共に締め付けるために必要とされる力の量を減少させる。図4Cは、キャリア120及び/又は基部110と構造部材160の壁162との間の、非常に小さな隙間152、おそらく許容下限を示す。接着剤140は、経路125を貫流し、更に、基部110に沿って流れる。しかしながら、一部の接着剤140が経路125を貫流できるので、接着剤140によって覆われる表面積の量は著しく減少する。
【0021】
接着剤140は、経路125と関連して、多くの位置に配置することができる。一般に、互いに関連する経路125及び接着剤140の位置は、締め付けの前に説明される。一例では、経路125が接着剤140のビード又はプロットの下に直接位置するように、接着剤140がキャリア120上に配置される。別の例では、接着剤140が、経路125の一方の側に配置される。別の例では、キャリア125が2つ以上の経路125を備えてもよく、そして、接着剤140が多数の経路125の間に配置されてもよい。経路125は、連続的でもよく、接着剤140のビードの全長に延在してもよい。経路125は、また、横断方向のリブ又は横方向のリブによって、遮られてもよい。
【0022】
経路125の幅は、個々の用途に基づくことができ、接着剤の呼び厚さ(nominal thickness)及び許容誤差に依存していることができる。一例では、経路125は、約2―3mmの幅とすることができる。別の例では、経路125は、例えば、接着剤140の厚さが約0.5―2mmとなる接着剤140の薄層を利用する場合に、約1―1.5mmの幅とすることができる。経路125はまた、例えば、接着剤140の厚さが約2―3mmの厚層である場合に、約4―6mmの幅とすることができる。経路125の数、向き、配置及び寸法は、変化させることができ、個々の用途により決定することができる。
【0023】
図5は、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置されるキャリア120を示す。図5に示されるように、キャリア120は、略I字状のビーム型キャリアであり、経路125及び溝126を備える。隙間は、キャリア120及び/又は基部110の少なくとも一部と、構造部材160の少なくとも1つの内壁162との間で画定される。キャリア120と1つ以上の内壁162との間の隙間は、キャリア120のデザイン、構成要素の加工組立許容誤差、及び個々の用途によって、ある程度、決定することができる。キャリア120と構造部材160との間の隙間は、約2mm及び約4mmとすることができる。別の例では、隙間は、約6mm未満とすることができる。別の例では、隙間は、約0.5mm未満とすることができる。隙間への接着剤140の配置は、キャリア120の外表面に沿った1つ以上の位置で、構造部材160にキャリア120の選択的付着を与えることができる。
【0024】
図5に示されるように、経路125は、キャリア120の外表面123から内表面124への間の開孔部又は開口部である。キャリア120の外表面123は、構造部材160の壁162に近接して方向付けられ、接着剤140を使用して構造部材160に接着される。内表面124は、外表面123と反対側に配置されており、且つキャリア120の内部に近接して配置される。接着剤140は外表面123に一般に配置され、そして、キャリア120及び構造部材160が共に締め付けられるときに、接着剤140は、外表面123から経路125を通じて内表面124に流れることができる。したがって、過剰な接着剤140は、壁162に沿って又は接合継ぎ目164の外側に流れるのとは対照的に、キャリア120の内部に存在する。
【0025】
図6は、接着剤140のない、システム100の別の断面図であり、該断面図において、構造部材160に近接して配置されるキャリア120を示す。図6に示されるように、キャリア120は、実質的にW字型又はM字型であり、経路125及び溝126を備える。それぞれの上部ショルダは1つの経路125を備えており、そして、下部中間部は2本の経路125を備える。経路125の大きさ、形及び位置は、個々の用途に基づいて、変化させてもよい。一例では、下部の経路125は、約10―14mmの間隔で配置される。図6で示されるように、経路125は外表面123と内表面124との間の開孔部又は開口部であり、それによって、接着剤140が外表面123から経路125を通じて内表面124へ流れることを可能にする。接着剤140が変形し、キャリア120及び構造部材160を接触するように、接着剤140は隙間に配置される。接着剤140は、また、キャリア120に基部110を結合させるために配置することができる。上記したように、構成要素が共に締め付けられた後に、接着剤140によって覆われる表面積の量が変化する場合があり、許容誤差が、非常に小さい隙間などの下限に近づく所で、流体流路を阻害する可能性がある。キャリア120は、経路125及び溝126を備える。経路125は、接着剤140が流れるために代替の広路を提供し、それ故に、キャリア120及び構造部材160を共に締め付けた後に、接着剤140によって覆われる表面積の量を減少させる。更に、経路125はまた、接着剤140を変形させ、キャビティ内に適切にキャリア120を配置するために必要とされる力の量も減少させる。
【0026】
溝126は、eコーティング流体などの流体が、キャリア120と構造部材160と基部110との間を流れるように専用の流体流路を提供する。一例では、溝126は、幅約10―15mmとすることができる。別の例では、溝126は、幅約5―50mmとすることができ、キャリア120の大きさ、形及び構成に依存している。溝126は、接着剤140の厚さ及びさまざまな加工組立許容誤差に依存している深さを有してもよい。一例では、溝127は、約2―3mmの深さを有する。別の例では、溝127は、約1―6mmの深さを有することができる。
【0027】
図7及び図8に更に示されるように、接着剤140は、基部110及び構造部材160の壁162に沿って流れる。接着剤140はまた、経路125を貫流しており、それによって、接着剤140の隣接するビード又は列が、互いに接触して、流体流路を遮断するのを防止する。図7及び図8に示されるように、接着剤140は経路125を貫流し、外表面123から内表面124へと流れる。加えて、溝126は、例えばeコーティング工程の間に、流体が流れるために追加的な空間を提供する。加えて、接着剤140には、キャリア120を貫流するために追加的な広路が設けられているので、構造部材160にキャリア120を締め付けるために必要とされる力の量が減少される。更に、隙間が許容下限などの比較的小さいときに、接着剤140は、キャリア120を貫流することができ、接合継ぎ目164を通じて流れ出しにくい傾向にある。
【0028】
図9は、図6の経路125の拡大図である。図9に示されるように、キャリア120と構造部材160の壁162との間の上記の隙間152は、変化する場合がある。一例では、隙間152は、幅約1―3mmとすることができる。加えて、経路125(単数又は複数)の大きさ、形、向き及び位置は、隙間152の大きさ、接着剤140の量、キャリア120の大きさなどを含む、任意の複数の要因に基づいて、変化してもよい。図9に示されるように、経路125は、傾斜した縁部128を備える。該傾斜した縁部128は、壁162と垂直又は平行であり得る。傾斜した縁部128はまた、経路125を通過する接着剤140の流れを方向付けるのを支援するために、約10°から約45°に傾斜されていることができる。加えて、傾斜した縁部128は、尖っていてもよく、また、締め付けの間、経路125を通過する接着剤140の流れを促進するために、丸みを備えてもよい。
【0029】
上記のように、経路125は、接着剤の呼び厚さ及び許容誤差を含む、多くの要因に基づいて変化する幅127を有することができる。一例では、経路125の幅127は、約2―3mmである。別の例では、例えば、厚さ約0.5―2mmの接着剤140の層を使用するとき、幅127は1―1.5mmとすることができる。例えば、厚さ約2―3mmの接着剤140の層を使用するとき、経路125の幅は、同様に、約4―6mmとすることができる。
【0030】
図10A及び図10Bは、キャリア120の1つの例を示す。図10A及び図10Bに示されるように、キャリア120は、経路125を備えた実質的にW字型又はM字型のキャリアである。キャリア120はまた、キャリア120の全長にあたる主要な長手方向のリブ121、及び、複数の横方向のリブ122を備える。横方向のリブ122はまた、接着剤140のビード又はプロットの片側又は両側に追加することができる。横方向のリブ122は、座屈又は主要な長手方向のリブ121及び/又はキャリア120の任意の他の部分を避けるように、キャリア120に追加的な構造的支持を提供する。横方向のリブ122は、任意の複数の設計パラメータに基づいて、成形され、且つ方向付けられることができる。一例では、横方向のリブ122は、高さ約0.5―1mmで、高さ2―3mmの間とすることができる。横方向のリブ122は、約0.5―1mmの厚さを有することができ、厚さ約2―3mmとすることができる。
【0031】
図11Aは上面図であり、図11Bは、図5及び図7で示されるような、I字状のビーム型のキャリア120の下面図である。図示されるように、キャリア120は複数の経路125を備えており、該経路125は、外表面123に沿って周期的に間隔を置いて配置され、内表面124に貫流するために接着剤のための通路を提供する。上記のように、経路125は、図11A及び図11Bで示されるように、キャリア120の全長に実質的に連続的に延在してもよい。代替として、経路125はキャリア120に沿って周期的に間隔を置いて配置されてもよく、又は、横向きリブ若しくは横断リブと称することもできる横方向のリブによって分離されてもよい。経路125の数、配列、向き、大きさ及び形状は、個々の用途、接着剤140のビード若しくはプロットの数、又は、上記のような、他の任意の設計の検討に依存してもよい。
【0032】
図12Aは上面図であり、図12Bは、図6及び図8で示されるような、W字型又はM字型のキャリア120の下面図である。図示されるように、キャリア120は複数の経路125を備えており、該複数の経路125は、外表面123に沿って周期的に間隔を置いて配置され、内表面124に貫流するために接着剤のための通路を提供する。キャリア120はまた、キャリア120の全長にあたる主要な長手方向のリブ121、及び、複数の横方向のリブ122を備える。横方向のリブ122は、接着剤140が経路125に貫流するように方向付けるために配置される。横方向のリブ122はまた、接着剤140の横方向の流れを限定することができ、これにより、過剰な接着剤140の位置を更に制御する。このような構成は、接着剤140、特に過剰な接着剤を指定された領域に方向付けることを確実にする。一例では、指定された領域は、接着剤140が洗浄又は処理浴において洗い落とされることを避けるように、少量のeコーティング流れにさらされる領域である。別の例では、指定された領域は、単に、溝126などの溝から間隔をおいて配置される領域である。
【0033】
図13Aは、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置された更に別のW字型又はM字型のキャリア120を示す。図13Aに示されるように、キャリア120は、複数の経路125を備える。キャリア120の下部中間部は2本の経路125を備えており、そして、キャリア120のそれぞれの対向する下端は経路125を備える。経路125の大きさ、形及び位置は、個々の用途に基づいて、変化させてもよい。一例では、下の経路125は、約10―14mmの間隔で配置される。図13Aに示されるように、経路125は、外表面123と内表面124との間の開孔部又は開口部である。したがって、接着剤140は、外表面123から経路125を通じて内表面124まで流れることが可能であり、それによって、キャリア120に基部110を結合する。上記したように、構成要素が共に締め付けられた後に、接着剤140によって覆われる表面積の量が変化する場合があり、許容誤差が、非常に小さい隙間などの下限に近づく所で、流体流路を阻害する可能性がある。キャリア120は、接着剤140が流れるために代替の広路を提供する経路125を備えており、これによって、キャリア120及び構造部材160を共に締め付けた後に接着剤140によって覆われる表面積の量を減少させる。更に、経路125は、接着剤140を変形させ、キャビティ内に適切にキャリア120を配置するために必要とされる力の量も減少させる。
【0034】
図13Bは、接着剤140のない、システム100の断面図であり、該断面図において、構造部材160に近接して配置されたZ字型のキャリア120を示す。図13Aに示されるように、キャリア120は、複数の経路125を備える。キャリア120の下部中間部は2本の経路125を備え、そして、キャリア120の1つの外側末端は、同様に、1本の経路125を備える。
【0035】
図14A及び図14Bに更に示されるように、接着剤140は、基部110及び構造部材160の壁162に沿って流れる。接着剤140はまた、経路125を貫流し、それによって、接着剤140の隣接するビード又は列が、互いに接触し、且つ流体流路を遮断するのを防止する。図14A及び図14Bに示されるように、接着剤140は、経路125を貫流して、外表面123から内表面124へと流れ、そして、構造部材160にキャリア120を結合する。加えて、接着剤140には、キャリア120を貫流するために追加的な広路が設けられるので、構造部材160にキャリア120を締め付けるために必要とされる力の量が減少する。
【0036】
本明細書において説明された工程、システム、及び方法等に関して、このような工程の複数の段階等が一定の秩序ある順序に従って生じると説明されているけれども、このような工程が、本明細書において説明された順序以外の順序で実行される、説明された段階によって実施できることは、理解されるべきである。いくつかの段階が同時に実行できること、他の段階を追加できること、又は、本明細書において説明された、いくつかの段階を省略できることは、さらに理解されるべきである。言い換えれば、本明細書の工程の説明は、あるシステムを図示する目的のために提供されており、限定するものとして決して解釈されるべきではない。
【0037】
したがって、上記の説明は、例示的であり、限定するものではないことを理解すべきである。上記の説明は、例示的とされるように意図されたものであり、限定するように意図されたものではない。提供された例以外の多くの方法及び用途が、上記の説明を読み込むと、即座に、当業者にとって明らかになるであろう。本開示の技術的範囲は、上記の説明に関してではなく、このような特許請求の範囲が与えられる等価物の全技術的範囲とともに、添付の特許請求の範囲に関して決定されなければならない。将来の開発が本明細書において述べられた技術で生じることが、そして、開示されたシステム及び方法がこのような将来の方法に組み込まれることが、予測及び意図される。つまり、本開示は修正及び変更が可能であり、以下の特許請求の範囲によってのみ限定されることは、理解されるべきである。
【0038】
特許請求の範囲において使用されるすべての用語は、それとは反対の明示的な指示が本明細書においてなされていない限り、当業者によって理解される最も広い合理的な解釈及び通常の意味を与えられるように意図されている。特に、「ある(a)」、「前記(the)」、「前記(said)」等の、単一の冠詞の使用は、請求項が反対の明確な限定を列挙しない限り、示された要素の1つ以上を列挙するために読み込まれなければならない。
【符号の説明】
【0039】
100 システム
110 基部
120 キャリア
121 長手方向のリブ
122 横方向のリブ
123 外表面
124 内表面
125 経路
126 溝
127 溝
128 傾斜した縁部
140 接着剤
150 流体型路
152 隙間
160 構造部材
162 内壁、壁
164 接合継ぎ目
170 キャビティ
【特許請求の範囲】
【請求項1】
キャビティを補強するためのシステムであって、
構造部材(160)の1つ以上の壁(162)によって画定されたキャビティ(170)に存在するように構成された略硬質なキャリア(120)と、
前記キャリア(120)に配置された経路(125)であって、前記キャリア(120)の外表面(123)と内表面(124)との間に開孔部を提供する、経路(125)と、
前記キャリア(120)の前記外表面(123)の少なくとも一部と前記構造部材(160)の前記壁(162)との間の隙間(152)に配置された接着剤(140)であって、前記接着剤(140)が前記経路(125)に近接して配置されている、接着剤(140)と、
を備えるシステム。
【請求項2】
前記キャリア(120)が、前記構造部材(160)の長軸と平行に方向付けられた長手方向のリブ(121)と、複数の横方向のリブ(122)と、を備える、請求項1に記載のシステム。
【請求項3】
前記接着剤(140)は、前記キャリア(120)が前記構造部材(160)に接着されるときに、前記接着剤(160)の少なくとも一部が前記経路(125)に流れるように、前記キャリア(120)に配置されている、請求項1又は2に記載のシステム。
【請求項4】
前記キャリア(120)が、金属、プラスチック、炭素繊維、ナイロン、ガラス繊維強化ナイロン、及び、有機材料のうちの少なくとも1つで作られ、及び/又は、前記構造部材(160)が、金属、プラスチック、炭素繊維、及び、有機材料のうちの少なくとも1つから作られる、請求項1から3のいずれか一項に記載のシステム。
【請求項5】
前記接着剤(140)が、ポリマー組成物並びに熱可塑性樹脂及びエポキシ樹脂の混合物の少なくとも1つである、請求項1から4のいずれか一項に記載のシステム。
【請求項6】
前記接着剤(140)が、前記キャリア(120)及び前記構造部材(160)の前記壁(162)の少なくとも1つに、ビード、プロット、及び、列の少なくとも1つとして押し出される、請求項1から5のうちのいずれか一項に記載のシステム。
【請求項7】
前記キャリア(120)が、I字型ビーム、W字型、M字型、H字型、C字型、U字型、Z字型、S字型、N字型、X字型、V字型、E字型、K字型、及び、T字型の少なくとも1つで、一般に成形される、請求項1から6のいずれか一項に記載のシステム。
【請求項8】
前記キャリア(120)は、それぞれの経路(125)が前記キャリア(120)を通じた前記接着剤(140)の流れを方向付ける複数の経路(125)を備える、請求項1から7のいずれか一項に記載のシステム。
【請求項9】
前記キャリア(120)が、複数の経路(125)及び複数の横方向のリブ(122)を備え、それぞれの経路(125)が前記複数の横方向のリブ(122)のうちの1つによって、部分的に画定される、請求項1から8のいずれか一項に記載のシステム。
【請求項10】
前記キャリア(120)が、I字型ビームとして一般に成形され、前記キャリア(120)が、2つ以上の経路(125)の間に配置された溝(126)を更に備える、請求項1から9のいずれか一項に記載のシステム。
【請求項11】
前記溝(126)が、前記キャリア(120)の前記外表面(123)と前記構造部材(160)との間に流体経路を提供する、請求項10に記載のシステム。
【請求項12】
前記接着剤(140)は、前記キャリア(120)が前記キャビティ(170)内に配置されるまで、押出形状を保持するのに十分な高粘性を有し、前記キャリア(120)及び前記構造部材(160)が共に締め付けられる際に、前記経路(125)に貫流するのに十分な低粘性を有する、請求項1から11のいずれか一項に記載のシステム。
【請求項13】
前記接着剤(140)の少なくとも一部上に配置された1つ以上の保護膜を更に備える、請求項1から12のいずれか一項に記載のシステム。
【請求項14】
前記キャリア(120)が前記キャビティ(170)内に配置されるとき、前記キャリア(120)の少なくとも一部と前記構造部材(160)の前記壁(162)との間の前記隙間(152)が、約6mm未満となる、請求項1から13のいずれか一項に記載のシステム。
【請求項15】
前記経路(125)が約1―6mmの幅を有し、好ましくは前記経路(125)が約2―3mmの幅を有する、請求項1から14のいずれか一項に記載のシステム。
【請求項16】
前記経路(125)は、前記接着剤(140)の流れを方向付けるために傾斜した縁部(128)を有し、好ましくは、前記経路(125)は、傾斜した縁部(128)を有し、前記傾斜した縁部(128)が約10°から約45°の角度を有する、請求項1から15のいずれか一項に記載のシステム。
【請求項1】
キャビティを補強するためのシステムであって、
構造部材(160)の1つ以上の壁(162)によって画定されたキャビティ(170)に存在するように構成された略硬質なキャリア(120)と、
前記キャリア(120)に配置された経路(125)であって、前記キャリア(120)の外表面(123)と内表面(124)との間に開孔部を提供する、経路(125)と、
前記キャリア(120)の前記外表面(123)の少なくとも一部と前記構造部材(160)の前記壁(162)との間の隙間(152)に配置された接着剤(140)であって、前記接着剤(140)が前記経路(125)に近接して配置されている、接着剤(140)と、
を備えるシステム。
【請求項2】
前記キャリア(120)が、前記構造部材(160)の長軸と平行に方向付けられた長手方向のリブ(121)と、複数の横方向のリブ(122)と、を備える、請求項1に記載のシステム。
【請求項3】
前記接着剤(140)は、前記キャリア(120)が前記構造部材(160)に接着されるときに、前記接着剤(160)の少なくとも一部が前記経路(125)に流れるように、前記キャリア(120)に配置されている、請求項1又は2に記載のシステム。
【請求項4】
前記キャリア(120)が、金属、プラスチック、炭素繊維、ナイロン、ガラス繊維強化ナイロン、及び、有機材料のうちの少なくとも1つで作られ、及び/又は、前記構造部材(160)が、金属、プラスチック、炭素繊維、及び、有機材料のうちの少なくとも1つから作られる、請求項1から3のいずれか一項に記載のシステム。
【請求項5】
前記接着剤(140)が、ポリマー組成物並びに熱可塑性樹脂及びエポキシ樹脂の混合物の少なくとも1つである、請求項1から4のいずれか一項に記載のシステム。
【請求項6】
前記接着剤(140)が、前記キャリア(120)及び前記構造部材(160)の前記壁(162)の少なくとも1つに、ビード、プロット、及び、列の少なくとも1つとして押し出される、請求項1から5のうちのいずれか一項に記載のシステム。
【請求項7】
前記キャリア(120)が、I字型ビーム、W字型、M字型、H字型、C字型、U字型、Z字型、S字型、N字型、X字型、V字型、E字型、K字型、及び、T字型の少なくとも1つで、一般に成形される、請求項1から6のいずれか一項に記載のシステム。
【請求項8】
前記キャリア(120)は、それぞれの経路(125)が前記キャリア(120)を通じた前記接着剤(140)の流れを方向付ける複数の経路(125)を備える、請求項1から7のいずれか一項に記載のシステム。
【請求項9】
前記キャリア(120)が、複数の経路(125)及び複数の横方向のリブ(122)を備え、それぞれの経路(125)が前記複数の横方向のリブ(122)のうちの1つによって、部分的に画定される、請求項1から8のいずれか一項に記載のシステム。
【請求項10】
前記キャリア(120)が、I字型ビームとして一般に成形され、前記キャリア(120)が、2つ以上の経路(125)の間に配置された溝(126)を更に備える、請求項1から9のいずれか一項に記載のシステム。
【請求項11】
前記溝(126)が、前記キャリア(120)の前記外表面(123)と前記構造部材(160)との間に流体経路を提供する、請求項10に記載のシステム。
【請求項12】
前記接着剤(140)は、前記キャリア(120)が前記キャビティ(170)内に配置されるまで、押出形状を保持するのに十分な高粘性を有し、前記キャリア(120)及び前記構造部材(160)が共に締め付けられる際に、前記経路(125)に貫流するのに十分な低粘性を有する、請求項1から11のいずれか一項に記載のシステム。
【請求項13】
前記接着剤(140)の少なくとも一部上に配置された1つ以上の保護膜を更に備える、請求項1から12のいずれか一項に記載のシステム。
【請求項14】
前記キャリア(120)が前記キャビティ(170)内に配置されるとき、前記キャリア(120)の少なくとも一部と前記構造部材(160)の前記壁(162)との間の前記隙間(152)が、約6mm未満となる、請求項1から13のいずれか一項に記載のシステム。
【請求項15】
前記経路(125)が約1―6mmの幅を有し、好ましくは前記経路(125)が約2―3mmの幅を有する、請求項1から14のいずれか一項に記載のシステム。
【請求項16】
前記経路(125)は、前記接着剤(140)の流れを方向付けるために傾斜した縁部(128)を有し、好ましくは、前記経路(125)は、傾斜した縁部(128)を有し、前記傾斜した縁部(128)が約10°から約45°の角度を有する、請求項1から15のいずれか一項に記載のシステム。
【図1A】

【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11A】
【図11B】
【図12A】
【図12B】
【図13A】
【図13B】
【図14A】
【図14B】
【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図4A】
【図4B】
【図4C】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図11A】
【図11B】
【図12A】
【図12B】
【図13A】
【図13B】
【図14A】
【図14B】
【公表番号】特表2012−526014(P2012−526014A)
【公表日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2012−509022(P2012−509022)
【出願日】平成22年5月5日(2010.5.5)
【国際出願番号】PCT/EP2010/056068
【国際公開番号】WO2010/128064
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
【公表日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成22年5月5日(2010.5.5)
【国際出願番号】PCT/EP2010/056068
【国際公開番号】WO2010/128064
【国際公開日】平成22年11月11日(2010.11.11)
【出願人】(504274505)シーカ・テクノロジー・アーゲー (227)
【Fターム(参考)】
[ Back to top ]