
接着フィルムの真空積層法
【課題】導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板の製造法において、フィルム状接着剤を内層回路パターンに非常に優れた表面平滑性を持った状態で真空積層する方法を提供する。
【解決手段】パターン化された回路基板上に、支持ベースフィルムとその表面に積層された熱流動性を有する常温固形の樹脂組成物層からなる接着フィルムを加熱、加圧条件下、真空積層する方法において、1)該接着フィルムを支持ベースフィルム側より耐熱ゴムを挟んで加熱、加圧し回路基板上に真空積層する工程2)接着フィルムが真空積層された該回路基板3を、該接着フィルムよりも大きい保護用フィルム2をプレス用金属板1及び/又はラミネート用金属ロールとの間に挟んだ状態で支持ベースフィルム側より加熱、加圧し、接着フィルムを平滑化する工程有することを特徴とする接着フィルムの真空積層法。
【解決手段】パターン化された回路基板上に、支持ベースフィルムとその表面に積層された熱流動性を有する常温固形の樹脂組成物層からなる接着フィルムを加熱、加圧条件下、真空積層する方法において、1)該接着フィルムを支持ベースフィルム側より耐熱ゴムを挟んで加熱、加圧し回路基板上に真空積層する工程2)接着フィルムが真空積層された該回路基板3を、該接着フィルムよりも大きい保護用フィルム2をプレス用金属板1及び/又はラミネート用金属ロールとの間に挟んだ状態で支持ベースフィルム側より加熱、加圧し、接着フィルムを平滑化する工程有することを特徴とする接着フィルムの真空積層法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板の製造法において、フィルム状接着剤を内層回路パターンに真空積層する方法に関するものである。
【背景技術】
【0002】
近年、内層回路板の導体層上に有機絶縁層を交互に積み上げていくビルドアップ方式の多層プリント配線板の製造技術が注目されている。特開平8−64960には、下塗り接着剤を塗布、仮乾燥後、フィルム状アディティブ接着剤を貼り合わせて加熱硬化させ、アルカリ性酸化剤で粗化、導体層をメッキにより形成し、多層プリント配線板を製造する方法が知られている。また、本発明者らも特願平9−357420において内層回路パターンの被覆と表面ビアホール及び/又はスルーホール内の樹脂充填を同時に一括して行うことのできる多層プリント配線板用層間接着フィルム、及びこれを用いた多層プリント配線板の製造法を開示している。この接着フィルムを耐熱ゴムを挟んで加熱、加圧条件下真空積層する場合、内層回路への接着剤の埋め込み性に優れ、下塗り工程不要のため生産性にも優れる利点があるものの、耐熱ゴムが内層回路に追従する特性上、接着剤が回路パターンに沿って凹凸を生じ、表面平滑性が悪化するため、後の部品実装工程で不具合が発生するという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記記問題点を顧みて、本発明者らは、支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムを内層回路パターンに真空積層する方法において、該樹脂組成物層であるフィルム状接着剤層の支持ベースフィルムとの接触面の表面平滑性に優れた積層方法を開発することにある。
【課題を解決するための手段】
【0004】
本発明は、支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムの該樹脂組成物層をパターン加工された回路基板上に、加熱、加圧条件下真空積層する方法において、
1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する工程及び
2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する工程
を行うことを特徴とする接着フィルムの真空積層法である。
【発明の効果】
【0005】
本発明の方法に従うと、熱流動性を有する接着フィルムを非常に優れた表面平滑性を持った状態で、簡便に積層することが可能である。
【発明を実施するための最良の形態】
【0006】
本発明に用いられる接着フィルムは、支持ベースフィルムを支持体として所定の有機溶剤に溶解した樹脂ワニスを塗布後、加熱及び/又は熱風吹き付けにより溶剤を乾燥させて熱流動性、常温固形の樹脂組成物層を公知慣用の方法で作製することができる。接着フィルム、そのまま又は樹脂組成物層の他の面に離形フィルムをさらに積層し、ロール状に巻きとって貯蔵される。
【0007】
熱流動性、常温固形の樹脂組成物としては、熱硬化性樹脂及び/又は高分子を主成分としてなり、加熱により軟化し、かつフィルム形成能のある樹脂組成物であって、さらに熱硬化により耐熱性、電気特性など層間絶縁材に要求される特性を溝足するものであれば特に限定されるものではない。例えば、エポキシ樹脂系、アクリル樹脂系、ポリイミド樹脂系、ポリアミドイミド樹脂系、ポリシアネート樹脂系、ポリエステル樹脂系、熱硬化型ポリフェニレンエーテル樹脂系等が挙げられ、これらを2種以上組み合わせて使用したり、多層構造を有する接着フィルム層とすることも可能である。中でも、層間絶縁材として信頼性とコスト的に優れたエポキシ樹脂系においては、特願平9−357420記載のエポキシ樹脂組成物が好ましい。
【0008】
熱流動性、常温固形の樹脂組成物を支持ベースフィルム上に積層して形成する樹脂組成物層の厚みは、ラミネートされる内層回路基板の導体厚以上で、導体厚+(10〜120)μmの範囲であるのが一般的である。
【0009】
支持ベースフィルムとしては、ポリエチレン、ポリ塩化ビニル等のポリオレフィン、ボリエチレンテレフタレート等のポリエステル、ポリカーボネート、さらには離型紙や銅箔、アルミニウム箔の如き金属箔などが挙げられる。支持ベースフィルムの厚みとしては10〜150μmが一般的である。なお、支持フィルムにはマッド処理、コロナ処理の他、離型処理を施してあってもよい。
【0010】
接着フィルムの支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、回路基板上に接着フィルムの該樹脂組成物層を真空積層するには、ニチゴー・モートン(株)製バキュームアップリケーター、(株)名機製作所製真空加圧式ラミネーターや大成ラミネーター(株)製真空ラミネーター等市販の真空積層機を使用することができる。これらの機械は耐熱ゴムを挟んだ状態で積層する構造が一般的である。積層に際しては、接着フィルムが予め回路基板と同程度の面積サイズで枚葉された回路基板を投入し、支持ベースフィルム側から熱流動性、常温固形の樹脂組成物層を加熱、加圧し、ラミネートするか、又はロール状接着フィルムを真空ラミネーターの基材ロールにセットした状態で支持ベースフィルム側から熱流動性、常温固形の樹脂組成物層を加熱、加圧しラミネートした後、所定のサイズでカットする。ラミネート時の樹脂流れが内層回路の導体厚以上である条件でラミネートすることにより、内層回路パターンの被覆が良好に行なわれるが、耐熱ゴムが柔軟性があり内層回路の導体の凹凸形状に追従する特性上、熱流動性、常温固形の樹脂組成物層と回路基板は密着されるものの、該樹脂組成物層の支持ベースフィルムとの接触面の表面平滑性が損なわれる。
【0011】
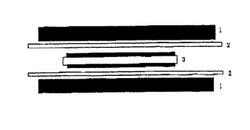
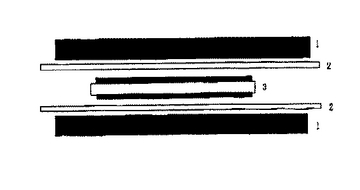
この問題を解決するために、接着フィルムが真空積層された該回路基板を、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する。機械としては、熱盤式プレス機や加熱加圧式ラミネーター等市販の積層機を使用することができる。図1に金属板での簡単な模式図を、図2に金属ロールでの簡単な模式図を示す。平滑化に際しては、接着フィルムが真空積層された回路基板を保護用フィルム及び支持ベースフィルム側から常温固形の樹脂組成物層を加熱、加圧する。真空積層での条件と同等以上の加熱、加圧条件でプレス及び/又はラミネートすることにより、該樹脂組成物層の支持ベースフィルムとの接触面を平滑化することができる。
【0012】
保護用フィルムとしては、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステル、ポリカーボネート、さらには離型紙やアルミニウム箔の如き金属箔などが挙げられる。保護用フィルムは金属板及び/又は金属ロールが異物で傷付いたり、接着剤のシミだしによる汚れを防止する目的で使用するもので、その厚みとしては5〜100μmの範囲が好ましい。
【0013】
本発明の接着フィルムの真空積層法は、1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する第1工程と2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する第2工程があり、第1工程で真空状態にしたままで第2工程に進行することもできる。また、接着フィルムが真空積層された該回路基板を第1工程と第2工程の間に一度大気中に取り出すこともある。この様な場合、第2工程では、再度真空状態にして行うか、または、真空状態にせず、そのまま大気状態下で行うことができる。これらの場合、マッド処理及び/又はエンボス加工を有する支持ベースフィルム又は/及び保護用フィルムは有効である。支持ベースフィルムと保護用フィルムの接触面の内、少なくとも一方がマッド処理及び/又はエンボス加工されていると、保護用フィルムと支持ベースフィルム間の空気抜けがよく平滑化工程の生産性が向上する。また、保護用フィルムは複数枚重ねて使用することもできる。
【0014】
本発明に用いる接着フィルムをパターン加工された回路基板上に真空積層する方法は、ビルドアップ用層間接着フィルムとして使用した場合に限定されるものではなく、熱流動性を有する接着フィルム全般、例えば、ソルダーレジスト等のドライフィルムにも適用可能であることは言うまでもない。
【実施例】
【0015】
以下、実施例を示して本発明を具体的に説明するが、本発明はこれに限定されるものではない。
【0016】
〔接着フィルム製造例〕
液状ビスフェノールA型エポキシ樹脂〔油化シェルエボキシ(株)製エピコート828EL〕20部、臭素化ピスフェノールA型エポキシ樹脂〔東都化成(株)製YDB−500〕20部、クレゾールノポラック型工ボキシ樹脂〔エポキシ当量215、軟化点78℃、大日本インキ化学(株)製エピクロンN−673〕20部、末端エポキシ化ポリブタジエンゴム〔ナガセ化成工業(株)製デナレックスR−45EPT〕15部とをMEKに攪拌しながら加熱溶解させ、そこへ臭素化フェノキシ樹脂ワニス〔不揮発分40重量%、臭素含有量25重量%、溶剤組成、キシレン:メトキシプロパノール:メチルエチルケトン;5:2:8、東都化成(株)製YPB−40−PXM40〕50部、エポキシ硬化剤として2,4−ジアミノ−6−(2−メチル−1−イミダゾリルエチル)−1,3,5−トリアジン・イソシアヌル酸付加物4部、さらに微粉砕シリカ2部、三酸化アンチモン4部、炭酸カルシウム5部を添加し樹脂組成物ワニスを作製した。そのワニスを厚さ25μmのホリエチレンテレフタレートフィルム上に、乾燥後の樹脂厚みが70μmとなるようにダイコーターにて塗布、80〜120℃で乾燥した後、幅507mmにスリットしロール状接着フィルムを得た。
【0017】
〔比較実施例1〕
パターン加工された510×340mmのガラスエポキシ内層回路基板に(導体厚35μm)、製造例で得られたロール状接着フィルムを、ソマール(株)製オートカットラミネーターを使用して幅507×336mmのサイズで基板両面に枚葉した。条件は仮付け部分の温度70℃、5秒圧着、ラミネートロールは室温、荷重無しで行なった。次にモートン・インターナショナル・インコーポレーティド製バキューム・アプリケータ725により温度80℃、6秒プレスで両面同時にラミネートした。室温付近まで放冷した後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μm上の接着剤表面を(株)東京精密製の表面粗さ測定器にて測定したところ、最大高さ8μmであった。
【0018】
〔比較実施例2〕
製造例で得られたロール状接着フィルムを、大成ラミネーター(株)製真空ラミネーターの両基材ロールにセットし、パターン加工された510×340mmのガラスエボキシ内層回路基板(導体厚35μm)を横長に投人し、温度120℃、圧力3kg/cm、30cm/分で両面同時にラミネートした。接着フィルムをカット後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μmLの接着剤表面を表面粗さ測定器にて測定したところ、最大高さ6μmであった。
【0019】
〔実施例1〕
比較実施例1と全く同様に、パターン加工された510×340mmのガラスエポキシ内層回路基板(導体厚35μm)に接着フィルムをラミネートした。その後、熱盤式プレス機にて両金属面に保護用フィルムとして幅600mm、厚さ15μmの両面へマッド処理ポリプロピレンフィルム(最大高さ3.5μm)をセットした上体で、プレス用金属面の中央付近に該基板を投入し、温度90℃、圧5kg/cm2、20秒プレスした。
室温付近まで放冷した後、ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μm上の接着剤表面を表面粗さ測定器にて測定したところ、最大高さは2μm未満であった。
【0020】
〔実施例2〕
比較実施例2と全く同様に、パターン加工された510×340mmのガラスエポキシ内層回路基板(導体厚35μm)に接着フィルムをラミネートした。その後、クロムメッキ金属ロール式ラミネーターの両基材ロールに保護用フィルムとして幅600mm、厚さ25μmの両面マッド処理ポリエチレンテレフタレートフィルム(最大高さ5μm)をセットした状態で、保護用フィルムの中央付近から該基板を投入し、温度135℃、圧力3kg/cm、50cm/分で平滑化処理した。室温付近まで放冷した後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μmの接着剤表面を表面粗さ測定器にて測定したところ、最大高さは2μm未満であった。
【0021】
比較実施例1乃至2の結果より、市販の真空積層機を用いて従来通りに接着フィルムを積層していたのでは、接着剤の表面平滑性に限界があった。実施例1、2の結果から明らかなように、本発明の方法に従えば、熱流動性を有する接着フィルムを、非常に平滑な状態で積層することが可能である。
【図面の簡単な説明】
【0022】
【図1】接着フィルムが真空積層された該回路基板ヒに、該接着フィルムよりも大きい保護用フィルムをプレス用金属板との間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する簡単な模式図を示す。
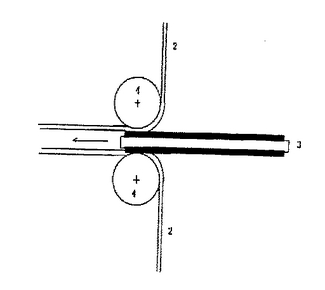
【図2】接着フィルムが真空積層された該回路基板Lに、該接着フィルムよりも大きい保護用フィルムをラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する簡単な模式図を示す。
【符合の説明】
【0023】
1:プレス用金属板
2:マッド処理後及び/又はエンボス加工された保護フィルム
3:接着フィルムが真空積層された内層回路某板
4:ラミネート用金属ロール
【技術分野】
【0001】
本発明は、導体回路層と絶縁層とを交互に積み上げたビルドアップ方式の多層プリント配線板の製造法において、フィルム状接着剤を内層回路パターンに真空積層する方法に関するものである。
【背景技術】
【0002】
近年、内層回路板の導体層上に有機絶縁層を交互に積み上げていくビルドアップ方式の多層プリント配線板の製造技術が注目されている。特開平8−64960には、下塗り接着剤を塗布、仮乾燥後、フィルム状アディティブ接着剤を貼り合わせて加熱硬化させ、アルカリ性酸化剤で粗化、導体層をメッキにより形成し、多層プリント配線板を製造する方法が知られている。また、本発明者らも特願平9−357420において内層回路パターンの被覆と表面ビアホール及び/又はスルーホール内の樹脂充填を同時に一括して行うことのできる多層プリント配線板用層間接着フィルム、及びこれを用いた多層プリント配線板の製造法を開示している。この接着フィルムを耐熱ゴムを挟んで加熱、加圧条件下真空積層する場合、内層回路への接着剤の埋め込み性に優れ、下塗り工程不要のため生産性にも優れる利点があるものの、耐熱ゴムが内層回路に追従する特性上、接着剤が回路パターンに沿って凹凸を生じ、表面平滑性が悪化するため、後の部品実装工程で不具合が発生するという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0003】
上記記問題点を顧みて、本発明者らは、支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムを内層回路パターンに真空積層する方法において、該樹脂組成物層であるフィルム状接着剤層の支持ベースフィルムとの接触面の表面平滑性に優れた積層方法を開発することにある。
【課題を解決するための手段】
【0004】
本発明は、支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムの該樹脂組成物層をパターン加工された回路基板上に、加熱、加圧条件下真空積層する方法において、
1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する工程及び
2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する工程
を行うことを特徴とする接着フィルムの真空積層法である。
【発明の効果】
【0005】
本発明の方法に従うと、熱流動性を有する接着フィルムを非常に優れた表面平滑性を持った状態で、簡便に積層することが可能である。
【発明を実施するための最良の形態】
【0006】
本発明に用いられる接着フィルムは、支持ベースフィルムを支持体として所定の有機溶剤に溶解した樹脂ワニスを塗布後、加熱及び/又は熱風吹き付けにより溶剤を乾燥させて熱流動性、常温固形の樹脂組成物層を公知慣用の方法で作製することができる。接着フィルム、そのまま又は樹脂組成物層の他の面に離形フィルムをさらに積層し、ロール状に巻きとって貯蔵される。
【0007】
熱流動性、常温固形の樹脂組成物としては、熱硬化性樹脂及び/又は高分子を主成分としてなり、加熱により軟化し、かつフィルム形成能のある樹脂組成物であって、さらに熱硬化により耐熱性、電気特性など層間絶縁材に要求される特性を溝足するものであれば特に限定されるものではない。例えば、エポキシ樹脂系、アクリル樹脂系、ポリイミド樹脂系、ポリアミドイミド樹脂系、ポリシアネート樹脂系、ポリエステル樹脂系、熱硬化型ポリフェニレンエーテル樹脂系等が挙げられ、これらを2種以上組み合わせて使用したり、多層構造を有する接着フィルム層とすることも可能である。中でも、層間絶縁材として信頼性とコスト的に優れたエポキシ樹脂系においては、特願平9−357420記載のエポキシ樹脂組成物が好ましい。
【0008】
熱流動性、常温固形の樹脂組成物を支持ベースフィルム上に積層して形成する樹脂組成物層の厚みは、ラミネートされる内層回路基板の導体厚以上で、導体厚+(10〜120)μmの範囲であるのが一般的である。
【0009】
支持ベースフィルムとしては、ポリエチレン、ポリ塩化ビニル等のポリオレフィン、ボリエチレンテレフタレート等のポリエステル、ポリカーボネート、さらには離型紙や銅箔、アルミニウム箔の如き金属箔などが挙げられる。支持ベースフィルムの厚みとしては10〜150μmが一般的である。なお、支持フィルムにはマッド処理、コロナ処理の他、離型処理を施してあってもよい。
【0010】
接着フィルムの支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、回路基板上に接着フィルムの該樹脂組成物層を真空積層するには、ニチゴー・モートン(株)製バキュームアップリケーター、(株)名機製作所製真空加圧式ラミネーターや大成ラミネーター(株)製真空ラミネーター等市販の真空積層機を使用することができる。これらの機械は耐熱ゴムを挟んだ状態で積層する構造が一般的である。積層に際しては、接着フィルムが予め回路基板と同程度の面積サイズで枚葉された回路基板を投入し、支持ベースフィルム側から熱流動性、常温固形の樹脂組成物層を加熱、加圧し、ラミネートするか、又はロール状接着フィルムを真空ラミネーターの基材ロールにセットした状態で支持ベースフィルム側から熱流動性、常温固形の樹脂組成物層を加熱、加圧しラミネートした後、所定のサイズでカットする。ラミネート時の樹脂流れが内層回路の導体厚以上である条件でラミネートすることにより、内層回路パターンの被覆が良好に行なわれるが、耐熱ゴムが柔軟性があり内層回路の導体の凹凸形状に追従する特性上、熱流動性、常温固形の樹脂組成物層と回路基板は密着されるものの、該樹脂組成物層の支持ベースフィルムとの接触面の表面平滑性が損なわれる。
【0011】
この問題を解決するために、接着フィルムが真空積層された該回路基板を、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する。機械としては、熱盤式プレス機や加熱加圧式ラミネーター等市販の積層機を使用することができる。図1に金属板での簡単な模式図を、図2に金属ロールでの簡単な模式図を示す。平滑化に際しては、接着フィルムが真空積層された回路基板を保護用フィルム及び支持ベースフィルム側から常温固形の樹脂組成物層を加熱、加圧する。真空積層での条件と同等以上の加熱、加圧条件でプレス及び/又はラミネートすることにより、該樹脂組成物層の支持ベースフィルムとの接触面を平滑化することができる。
【0012】
保護用フィルムとしては、ポリエチレン、ポリプロピレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステル、ポリカーボネート、さらには離型紙やアルミニウム箔の如き金属箔などが挙げられる。保護用フィルムは金属板及び/又は金属ロールが異物で傷付いたり、接着剤のシミだしによる汚れを防止する目的で使用するもので、その厚みとしては5〜100μmの範囲が好ましい。
【0013】
本発明の接着フィルムの真空積層法は、1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する第1工程と2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し、接着フィルムを平滑化する第2工程があり、第1工程で真空状態にしたままで第2工程に進行することもできる。また、接着フィルムが真空積層された該回路基板を第1工程と第2工程の間に一度大気中に取り出すこともある。この様な場合、第2工程では、再度真空状態にして行うか、または、真空状態にせず、そのまま大気状態下で行うことができる。これらの場合、マッド処理及び/又はエンボス加工を有する支持ベースフィルム又は/及び保護用フィルムは有効である。支持ベースフィルムと保護用フィルムの接触面の内、少なくとも一方がマッド処理及び/又はエンボス加工されていると、保護用フィルムと支持ベースフィルム間の空気抜けがよく平滑化工程の生産性が向上する。また、保護用フィルムは複数枚重ねて使用することもできる。
【0014】
本発明に用いる接着フィルムをパターン加工された回路基板上に真空積層する方法は、ビルドアップ用層間接着フィルムとして使用した場合に限定されるものではなく、熱流動性を有する接着フィルム全般、例えば、ソルダーレジスト等のドライフィルムにも適用可能であることは言うまでもない。
【実施例】
【0015】
以下、実施例を示して本発明を具体的に説明するが、本発明はこれに限定されるものではない。
【0016】
〔接着フィルム製造例〕
液状ビスフェノールA型エポキシ樹脂〔油化シェルエボキシ(株)製エピコート828EL〕20部、臭素化ピスフェノールA型エポキシ樹脂〔東都化成(株)製YDB−500〕20部、クレゾールノポラック型工ボキシ樹脂〔エポキシ当量215、軟化点78℃、大日本インキ化学(株)製エピクロンN−673〕20部、末端エポキシ化ポリブタジエンゴム〔ナガセ化成工業(株)製デナレックスR−45EPT〕15部とをMEKに攪拌しながら加熱溶解させ、そこへ臭素化フェノキシ樹脂ワニス〔不揮発分40重量%、臭素含有量25重量%、溶剤組成、キシレン:メトキシプロパノール:メチルエチルケトン;5:2:8、東都化成(株)製YPB−40−PXM40〕50部、エポキシ硬化剤として2,4−ジアミノ−6−(2−メチル−1−イミダゾリルエチル)−1,3,5−トリアジン・イソシアヌル酸付加物4部、さらに微粉砕シリカ2部、三酸化アンチモン4部、炭酸カルシウム5部を添加し樹脂組成物ワニスを作製した。そのワニスを厚さ25μmのホリエチレンテレフタレートフィルム上に、乾燥後の樹脂厚みが70μmとなるようにダイコーターにて塗布、80〜120℃で乾燥した後、幅507mmにスリットしロール状接着フィルムを得た。
【0017】
〔比較実施例1〕
パターン加工された510×340mmのガラスエポキシ内層回路基板に(導体厚35μm)、製造例で得られたロール状接着フィルムを、ソマール(株)製オートカットラミネーターを使用して幅507×336mmのサイズで基板両面に枚葉した。条件は仮付け部分の温度70℃、5秒圧着、ラミネートロールは室温、荷重無しで行なった。次にモートン・インターナショナル・インコーポレーティド製バキューム・アプリケータ725により温度80℃、6秒プレスで両面同時にラミネートした。室温付近まで放冷した後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μm上の接着剤表面を(株)東京精密製の表面粗さ測定器にて測定したところ、最大高さ8μmであった。
【0018】
〔比較実施例2〕
製造例で得られたロール状接着フィルムを、大成ラミネーター(株)製真空ラミネーターの両基材ロールにセットし、パターン加工された510×340mmのガラスエボキシ内層回路基板(導体厚35μm)を横長に投人し、温度120℃、圧力3kg/cm、30cm/分で両面同時にラミネートした。接着フィルムをカット後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μmLの接着剤表面を表面粗さ測定器にて測定したところ、最大高さ6μmであった。
【0019】
〔実施例1〕
比較実施例1と全く同様に、パターン加工された510×340mmのガラスエポキシ内層回路基板(導体厚35μm)に接着フィルムをラミネートした。その後、熱盤式プレス機にて両金属面に保護用フィルムとして幅600mm、厚さ15μmの両面へマッド処理ポリプロピレンフィルム(最大高さ3.5μm)をセットした上体で、プレス用金属面の中央付近に該基板を投入し、温度90℃、圧5kg/cm2、20秒プレスした。
室温付近まで放冷した後、ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μm上の接着剤表面を表面粗さ測定器にて測定したところ、最大高さは2μm未満であった。
【0020】
〔実施例2〕
比較実施例2と全く同様に、パターン加工された510×340mmのガラスエポキシ内層回路基板(導体厚35μm)に接着フィルムをラミネートした。その後、クロムメッキ金属ロール式ラミネーターの両基材ロールに保護用フィルムとして幅600mm、厚さ25μmの両面マッド処理ポリエチレンテレフタレートフィルム(最大高さ5μm)をセットした状態で、保護用フィルムの中央付近から該基板を投入し、温度135℃、圧力3kg/cm、50cm/分で平滑化処理した。室温付近まで放冷した後ポリエチレンテレフタレートフィルムを剥離し、ライン/スペース=320/320μmの接着剤表面を表面粗さ測定器にて測定したところ、最大高さは2μm未満であった。
【0021】
比較実施例1乃至2の結果より、市販の真空積層機を用いて従来通りに接着フィルムを積層していたのでは、接着剤の表面平滑性に限界があった。実施例1、2の結果から明らかなように、本発明の方法に従えば、熱流動性を有する接着フィルムを、非常に平滑な状態で積層することが可能である。
【図面の簡単な説明】
【0022】
【図1】接着フィルムが真空積層された該回路基板ヒに、該接着フィルムよりも大きい保護用フィルムをプレス用金属板との間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する簡単な模式図を示す。
【図2】接着フィルムが真空積層された該回路基板Lに、該接着フィルムよりも大きい保護用フィルムをラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する簡単な模式図を示す。
【符合の説明】
【0023】
1:プレス用金属板
2:マッド処理後及び/又はエンボス加工された保護フィルム
3:接着フィルムが真空積層された内層回路某板
4:ラミネート用金属ロール
【特許請求の範囲】
【請求項1】
支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムの該樹脂組成物層を、パターン加工された回路基板上に、加熱、加圧条件下真空積層する方法において、
1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する工程及び
2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する工程を行うことを特徴とする接着フィルムの真空積層法。
【請求項2】
支持ベースフィルムと保護用フィルムの接触面の内、少なくとも一方がマッド処理及び/又はエンボス加工されていることを特徴とする請求項1記載の接着フィルムの真空積層法。
【請求項1】
支持ベースフィルムとその表面に積層され、これとほぼ同じ面積を有する熱流動性、常温固形の樹脂組成物層からなる接着フィルムの該樹脂組成物層を、パターン加工された回路基板上に、加熱、加圧条件下真空積層する方法において、
1)支持ベースフィルム側より耐熱ゴムを介して加熱、加圧し、真空積層する工程及び
2)接着フィルムが真空積層された該回路基板上に、該接着フィルムよりも大きい面積の保護用フィルムをプレス用金属板及び/又はラミネート用金属ロールとの間に挟んだ状態で加熱、加圧し接着フィルムを平滑化する工程を行うことを特徴とする接着フィルムの真空積層法。
【請求項2】
支持ベースフィルムと保護用フィルムの接触面の内、少なくとも一方がマッド処理及び/又はエンボス加工されていることを特徴とする請求項1記載の接着フィルムの真空積層法。
【図1】


【図2】
【図2】
【公開番号】特開2006−173638(P2006−173638A)
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願番号】特願2005−367788(P2005−367788)
【出願日】平成17年12月21日(2005.12.21)
【分割の表示】特願平11−343710の分割
【原出願日】平成11年12月2日(1999.12.2)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
【公開日】平成18年6月29日(2006.6.29)
【国際特許分類】
【出願日】平成17年12月21日(2005.12.21)
【分割の表示】特願平11−343710の分割
【原出願日】平成11年12月2日(1999.12.2)
【出願人】(000000066)味の素株式会社 (887)
【Fターム(参考)】
[ Back to top ]